
RSG EX 1500 B - Frezarka Fein - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia RSG EX 1500 B Fein w formacie PDF.

| Marque | Fein |
| Model | RSG EX 1500 B |
| Kategoria | Frezarka (frezarka do rur) |
| Typ | Frezarka do rur elektryczna częściowo przeciwwybuchowa |
| Napięcie znamionowe | 400 V (trójfazowe 3~, 50 Hz) |
| Moc znamionowa | 1500 W |
| Prędkość silnika na biegu jałowym | 2860 obr/min |
| Prędkość narzędzia na biegu jałowym | 35 obr/min (wersja A) / 70 obr/min (wersja B) |
| Posuw | 40 mm/min (wersja A) / 80 mm/min (wersja B) |
| Maks. średnica narzędzia | 220 mm |
| Zakres średnicy rury | 250 – 1500 mm (RSG Ex 1500) / 250 – 3000 mm (RSG Ex 18) |
| Wymiary (dł. × wys. × szer.) | 974 × 334 × 450 mm (wersja A) / 1088 × 334 × 431 mm (wersja B) |
| Waga | 80 kg |
| Klasa ochronności | IP X4 |
| Rodzaj ochrony | Cięściowo przeciwwybuchowa (silnik i wyłącznik ATEX) |
| Główne funkcje | Przecinanie, frezowanie i fazowanie rur stalowych lub żeliwnych |
| Posuw automatyczny | Tak, za pomocą dźwigni sterowania posuwem (28) |
| Silnik przeciwwybuchowy | Zgodny z ATEX dla strefy 2 (z zewnętrznym pudełkiem sterowniczym) |
| Izolowane uchwyty | Tak (pas transportowy z izolowanymi powierzchniami) |
| Konserwacja | Wymiana oleju przekładniowego, czyszczenie łańcuchów, smarowanie powierzchni ślizgowych |
| Dołączone akcesoria | Pojemnik transportowy, skrzynka narzędziowa, korba, klucze, napinacz łańcucha, łańcuchy itp. |
Często zadawane pytania - RSG EX 1500 B Fein
Pytania użytkowników dotyczące RSG EX 1500 B Fein
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję RSG EX 1500 B - Fein i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. RSG EX 1500 B marki Fein.
INSTRUKCJA OBSŁUGI RSG EX 1500 B Fein
- Znovu zapnite stroj na frézovanie rúr.
- Zapnite prevodovku posunu prostredníctvom spínacej páky posunu (28).
Tlumaczenie oryginalnej instrukcji eksploatacji.
Użyte symbole, skróty i pojęcia.
| Symbol, znak Objąśnienie | ||
 | Należy stosować się do zaleceń zawartych w znajdującym się obok tekście lub na rysunku! | |
 | Załączone dokumenty, tzn. instrukcję eksploatacji i ogólne wskazówki bezpieczeństwa należy koniecznie przeczytać. | |
 | Podczas pracy należy używać środków ochrony oczu. | |
| [GYWIC] | Podczas pracy należy używać środków ochrony słuchu. | |
 | Podczas pracy należy używać środków ochrony rąk. | |
 | Ogólne znaki zakazu. Ten sposób postępowania jest surowo wzbroniony. | |
 | Zabrania się dotykać! | |
 | Nie należy dotykać części elektronarzędzia będących w ruchu. | |
 | Zabrania się dotykać łańcuchów i zębników! | |
 | Ostrzeżenie przed ostrymi krawędziami narzędzi roboczych, na przykład ostrzami noży. | |
 | Gorąca powierzchnia! | |
| [HSKT] | Zakres chwytania | |
 | Informacja dodatkowa. | |
 | Potwierdza zgodność budowy elektronarzędzia z wytycznymi Wspólnoty Europejskiej. | |
 | Wyeliminowane elektronarzędzia i inne produkty elektrotechniczne i elektryczne należy zbierać oddzielnie i poddać utylizacji zgodnie z zasadami ochrony środowiska. | |
 |  | W żadnym wypadku nie należy przekręcić trzech śrub zabezpieczających. |
 | Dotyczy tylko ChRL:Ochrona środowiska przy normalnym zgodnym z przeznaczeniem użytkowaniu wynosi 10 lat. | |
| (**) może zawierać cyfry lub litery alfabetu | ||
Dane techniczne.
| Numer zamówieniowy 7 360 ... 7 360 ... | ||
| Wersja konstrukcyjna* | RSG Ex 1500 A (**) | RSG Ex 1500 B (**) |
| Numer zamówieniowy 7 360 ... 7 360 ... | ||
| Wersja konstrukcyjna* RSG Ex 18 A (**) RSG Ex 18 B (**) | ||
| Napłecie (U) 400 V 400 V | ||
| Częstotliwość (f) 50 Hz 50 Hz | ||
| Rodzaj podłączenia do sieci 3 ~ (Prąd przemienny) | 3 ~ (Prąd przemienny) | |
| Prędkość obrotowa bezobciążenia ( n_0 ) | ||
| – Silnik | 2860 /min | 2860 /min |
| – Narzędzia robocze | 35 /min | 70 /min |
| Posuw (f) | 40 mm/min | 80 mm/min |
| Moc użytkowa (P) | 1500 W | 1500 W |
| Przewód (z wtyczką) | ||
| – RSG Ex 1500 (**) | 2 x 20 m | 2 x 20 m |
| – RSG Ex 18 A/B (**) | 2 x 20 m | 2 x 20 m |
| Klasa ochrony | / | / |
| Rodzaj ochrony | IP X4 | IP X4 |
| *Silnik elektryczny i pośredniczący przełącznik w wersji przeciwwybuchowej(zgodnie z ATEX) | ||
| Wersja konstrukcyjna® RSG Ex 1500 A (**) | RSG Ex 18 A (**) | |
| RSG Ex 1500 B (**) | RSG Ex 18 B (**) | |
| Wymiary: | ||
| - Masa (m) | 80 kg | 80 kg |
| - maks. średnica narzędzia roboczego | 220 mm | 220 mm |
| - L_maks . | 974 mm | 1088 mm |
| - H_maks . | 334 mm | 334 mm |
| - B_maks . | 450 mm | 431 mm |
| - B_1 | 371 mm | 371 mm |
| - B_2 | 201 mm | 201 mm |
| - B_3 | 791 mm | 991 mm |
Zastosowanie frezarek do rur:
Frezarka do rur przeznaczona jest do cięcia i frezowania zarówno odsłoniętych, jak i już ułożonych rur stalowych i żeliwnych oraz do fazowania końcówek rur przed spawaniem na placach budowy, w hałach produkcyjnych i na wolnym powietrzu. Frezarka do rur przeznaczona jest dla firm specjalistycznych, do obsługi przez odpowiednio wykwalifikowany personel podczas codziennych zastosowań nieciągłych.
Kompletna frezarka do rur nie jest dopuszczona do pracy w przestrzeniach chronionych przed wybuchem.
Frezarka do rur nie jest przeznaczona do:
- zastosowań w strefach zagrożonych wybuchem;
- zastosowań podczas silnego deszczu lub pod woda;
- pracy poza zakresem temperatur leżącym między -20°C i 40°C;
- przecinania materiałów wybuchowych;
- przecinania materiałów łatwopalnych;
Wytyczna europejska 94/9WE ATEX (Atmosphères Explosibles)
Informujemy, że frezarki do rur firmy Fein typu RSG Ex (**) nie zostały dopuszczone do pracy w obszarach zagrożonych wybuchem i dlatego nie posiadają one Certyfikatów homologacji typu w ramach weryfikacji WE 94/9.
(W przypadku frezarki RSG Ex (**) wbudowane zostały dwa elementy zgodne z ATEX: silnik elektryczny oraz przełącznik pośredniczący.)
Wytyczna ATEX obowiązuje tylko na obszarze WE.
Przegład
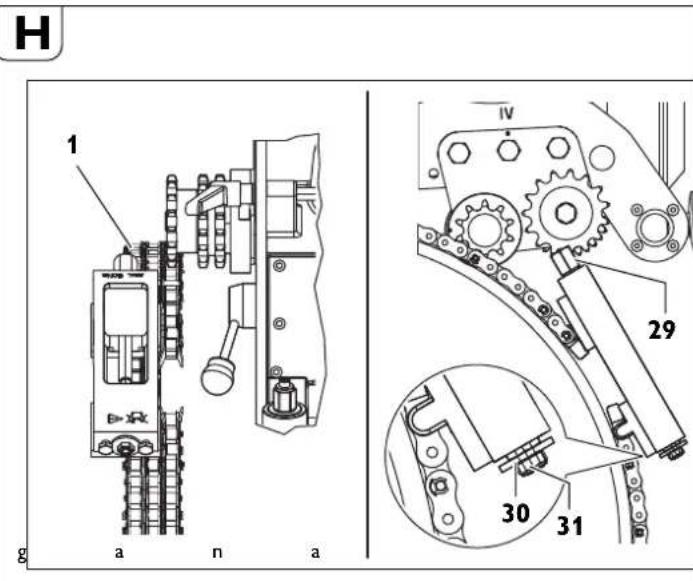
1 Napinacz
2 Śruba mocująca płytę boczną
3 Płyta boczna
4 Wskazówki
5 Sworzeń
6 Pręt gwintowany
7 Podajnik
8 Śruba z łbem walcowym do podajnika
9 Śruba pasowana
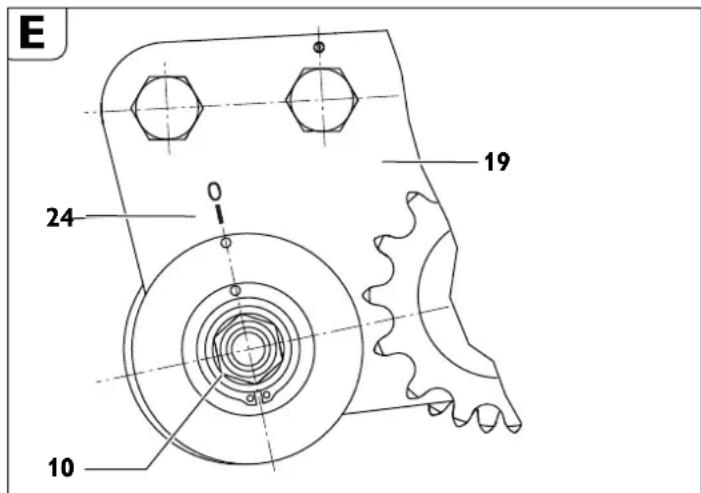
10 Oś bieżna
11 Dźwignia zaciskowa
12 Śruba z łbem sześciokątnym
13 Podkładka
14 Oś napinacza
15 Nakrętka
16 Wrzeciono do mocowania narzędzia roboczego
17 Nakrętka do rur
18 Śruba mocująca do silnika
19 Nakładka
20 Koło łańcuchowe
21 Wał transportowy
22 Pierścień zabezpieczający
23 Kolek
24 Śruba blokująca wrzeciono narzędziowe
25 Uchwyt transportowy (izolowane powierzchnie rękojeści)
26 Podziałka głębokości
27 Nakrętka radełkowana
28 Dźwignia przełącznika posuwu
29 Napinacz łańcucha – sześciokąt
30 Podkładka do napinacza łańcucha
31 Śruby zabezpieczające napinacz łańcucha
32 Pierścień zabezpieczający ogniwa łańcucha
33 Sworzeń ogniwa łańcucha
34 Pętle do noszenia
Dla własnego bezpieczeństwa
Ogólne wskazówki bezpieczeństwa.
OSTRZEŻENIE
Należy przeczytać wszystkie wskazówki bezpieczeństwa, instrukcje i ilustracje, a także dane techniczne umieszczone
na elektronarzędziu. Nieprzestrzeganie wskazówek bezpieczeństwa i zaleceń może doprowadzić do porażenia prądem elektrycznym, pożaru i/lub poważnych obrażeń ciała.
Wszystkie instrukcje i wskazówki bezpieczeństwa należy przechowywać do ewentualnego dalszego zastosowania.
Używane we wskazówkach bezpieczeństwa pojęcle „elektronarzędzie“ odnosi się do elektronarzędzi, zasilanych z sieci (z przewodem sieciowym) oraz do elektronarzędzi, zasilanych akumulatorami (bez przewodu sieciowego).
1) Bezpieczeństwo miejsca pracy
a) Stanowisko pracy należy utrzymywać w czystości i dobrze oświetlone. Nieporządek w miejscu pracy lub nieoświetlona przestrzeń robocza sprzyjają wypadkom.
b) Nie należy używać elektronarzędzia w środowiskach wybuchowych, tworzonych przez łatwo palne ciecze, gazy lub pyły. Podczas pracy elektronarzędziem wytwarzają się iskry, które mogą spowodować zapłon pyłów lub oparów.
c) Podczas użytkowania urządzenia należy zwrócić uwagę na to, aby dzieci i inne osoby postronne znajdowały się w bezpiecznej odległości. Czynniki rozpraszające mogą spowodować utratę panowania nad elektronarzędziem.
2) Bezpieczeństwo elektryczne
a) Wtyczki elektronarzędzi powinny pasować do gniazd. Nie wolno w żadnej sytuacji i w żaden sposób modyfikować wtyczek. Do elektronarzędzi z uziemieniem ochronnym nie wolno używać żadnych wtyków adaptacyjnych. Oryglnalne wtyczki i pasujące do nich gniazda sleciowe zmniejszają ryzyko porażenia prądem.
b) Należy unikać kontaktu z uziemionymi elementami lub zwartymi z masą, takimi jak rury, grzejniki, piece i lodówki. Uziemienie ciała zwiększa ryzyko porażenia prądem elektrycznym.
c) Elektronarzędzia należy chronić przed deszczem i wilgocią. Przedostanie się wody do wnętrza obudowy zwiększa ryzyko porażenia prądem elektrycznym.
d) Nigdy nie należy używać przewodu do innych czynności. Nigdy nie należy nosić elektronarzędzia, trzymając je za przewód, ani używać przewodu do zawieszenia urządzenia; nie wolno też wyciągać wtyczki z gniazda pociągając za przewód. Przewód należy chronić przed wysokimi temperaturami, należy go trzymać z dala od oleju, ostrych krawędzi i ruchomych części urządzenia. Uszkodzone lub splątane przewody zwiększają ryzyko porażenia prądem elektrycznym.
e) W przypadku pracy elektronarzędziem na wolnym powietrzu, należy używać przewodu przedłużającego, dostosowanego również do zastosowań zewnętrznych. Użycie przedłużacza dostosowanego do pracy na zewnątrz zmniejsza ryzyko porażenia prądem elektrycznym.
f) W razie konieczności zastosowania elektronarzędzia w wilgotnym otoczeniu, należy zabezpieczyć obwód zasilania wyłącznikiem ochronnym różnicowo-prądowym. Zastosowanie wyłącznika ochronnego różnicowo-prądowego zmniejsza ryzyko porażenia prądem elektrycznym.
3) Bezpieczeństwo osób
a) Podczas pracy z elektronarzędziem należy zachować ostrożność, każdą czynność wykonywać uważnie i z rozwagą. Nie należy używać elektronarzędzia, będąc zmęczonym lub znajdując się pod wpływem narkotyków, alkoholu lub lekarstw. Chwila nieuwagi podczas pracy może może grozić bardzo poważnymi urazami ciała.
b) Należy stosować osobiste wyposażenie ochronne. Należy zawsze nosić okulary ochronne. Noszenie osobistego wyposażenia ochronnego – maski przeciwpyłowej, obuwia z szorstką podeszwiązą, kasku ochronnego lub środków ochrony słuchu (w zależności od rodzaju i zastosowania elektronarzędzia) – zmniejsza ryzyko obrażeń ciała.
c) Należy unikać niezamierzonego uruchomienia narzędzia. Przed włożeniem wtyczki do gniazdka i/lub podłączeniem do akumulatora, a także przed uniesieniem lub transportem elektronarzędzia, należy upewnić się, że wyłącznik elektronarzędzia jest jest w pozycji wyłączonej. Przenoszenie elektronarzędzia z palcem opartym na włączniku/wyłączniku lub włożenie do gniazda sieciowego wtyczki włączonego narzędzia, może stać się przyczyną wypadków.
d) Przed włączeniem elektronarzędzia, należy usunąć klucze i przyrządy nastawcze. Narzędzie lub klucz, pozostawiony w ruchomych częściach urządzenia mogą spowodować obrażenia ciała.
e) Należy unikać nienaturalnych pozycji przy pracy. Należy dbać o stabilną pozycję przy pracy i zachowanie równowagi. Dzięki temu można będzie lepiej zapanować nad elektronarzędziem w nieprzewidzianych sytuacjach.
f) Należy nosić odpowiednie ubranie. Nie należy nosić lużnej odzieży ani biżuterii. Włosy i ubranie należy trzymać z daleka od ruchomych elementów. Luźne ubranie, biżuteria lub długie włosy mogą zostać pochwycone przez ruchome części.
g) Jeżeli producent przewidział urządzenia odsysające i wychwytujące pył, należy upewnić się, że są one podłączone i są prawidłowo stosowane. Użycie urządzenia odsysającego pył może zmniejszyć zagrożenie zdrowia pyłami.
h) Nie wolno pozwolić, aby rutyna nabyta w wyniku wielokrotnego użycia elektronarzędzia, zastąpila ścisle przestrzeganie zasad bezpieczeństwa. Niedbale obsługiwane elektronarzędzie może w ułamku sekundy wyrządzić istotne szkody lub spowodować ciężkie obrażenia.
4) Obsluga i konserwacja elektronarzędzi
a) Nie należy przeciązać elektronarzędzia. Należy dobrać odpowiednie elektronarzędzie do danej czynności. Najlepszą jakość i osobiste bezpieczeństwo można osiągnąć stosując odpowiednio dobrane elektronarzędzie i pracując z prędkością do jakiej zostało zaprojektowane.
b) Nie należy używać elektronarzędzia z uszkodzonym włącznikiem/wyłącznikiem. Elektronarzędzie, którego nie można sterować włącznikiem/wyłącznikiem jest niebezpieczne i wymaga naprawy.
c) Przed rozpoczęciem jakichkolwiek prac nastawczych, przed wymianą osprzętu lub przed odłożeniem elektronarzędzia należy wyjąć wtyczkę z gniazda sieciowego i/lub usunąć akumulator. Ten środek ostrożności ogranicza ryzyko niezamierzonego uruchomienia elektronarzędzia.
d) Nieużywane elektronarzędzia należy przechowywać w miejscu niedostępnym dla dzieci. Nie należy udostępniać narzędzia osobom, które nie są z nim obeznane lub nie zapoznały się z niniejszą instrukcją. Elektronarzędzia w rękach nieprzeszkolonego użytkownika są niebezpieczne.
e) Elektronarzędzia i osprzęt należy utrzymywać w nienagannym stanie technicznym. Należy kontrolować, czy ruchome części urządzenia prawidłowo funkcjonują i nie są zablokowane, czy nie doszło do uszkodzenia niektórych części oraz czy nie występują inne okoliczności, które mogą mieć wpływ na prawidłowe działanie elektronarzędzia. Uszkodzone części należy naprawić przed użyciem elektronarzędzia. Wiele wypadków spowodowanych jest niewłaściwą konserwacją elektronarzędzi.
f) Należy stale dbać o czystość narzędzi tnących i regularnie je ostrzyć. Starannie konserwowane, ostre narzędzia tnące rzadziej się blokują i są łatwiejsze w obsługde.
g) Elektronarzędzia, osprzęt, końcówki itp. należy używać zgodnie z niniejszą instrukcją, uwzględniając warunki pracy i rodzaj zadania, które należy wykonać. Wykorzystywanie elektronarzędzi do celów niezgodnych z ich przeznaczeniem jest niebezpieczne.
h) Uchwyty i powierzchnie chwytowe powinny być zawsze suche, czyste, niezabrudzone olejem ani smarem. Śliskie uchwyty i powierzchnie chwytowe nie pozwalają na bezpieczne trzymanie narzędzia i kontrolę nad nim w nieoczekiwanych sytuacjach.
5) Serwis
a) Naprawę elektronarzędzia należy zlecać wyłącznie wykwalifikowanemu personelowi i przy użyciu oryginalnych części zamiennych. W ten sposób zagwarantowana jest bezpieczna eksploatacja elektronarzędzia.
Specjalne wskazówki bezpieczeństwa dla frezarek do rur
Podczas uruchamiania frezarki do rur, jak również podczas jej konserwacji i eksploatacji należy przestrzegać lokalnych przepisów dotyczących zapobiegania nieszczęśliwym wypadkom.
Należy przestrzegać ustawowych dyrektyw dotyczących ochrony przeciwwybuchowej.
Należy dbać o stabilną pozycję obrabianej rury. Niestosowanie się do tego zalecenia może prowadzić do poważnych obrażeń lub śmierci.
Frezarki do rur z napędem elektrycznym (wersja konstrukcyjna RSG Ex (\*\*)).
Napięcie sieciowe musi się zgadzać z danymi umieszczonymi na frezarce do rur. Przyłącze frezarki do rur musi być zabezpieczone bezpiecznikiem 20 A.
Przewód sieciowy i ewentualnie zastosowany przedłużacz należy regularnie kontrolować!
Frezarkę do rur należy podłącać do szafy sterowniczej tylko po wyłączeniu wyłącznika głównego
Operator musi mieć swobodny dostęp do szafy sterowniczej.
Zastosowanie
Uchwyty i inne powierzchnie chwytowe powinny być zawsze suche, czyste, wolne od smarów i oleju. Śliskie uchwyty zagrażają bezpieczeństwu pracy i mogą stać się przyczyną utraty kontroli nad elektronarzędziem w nieprzewidzianych sytuacjach.
Podczas wykonywania prac, przy których narzędzie robocze mogłoby natrafić na ukryte przewody elektryczne, urządzenie należy trzymać wyłącznie za izolowane powierzchnie rękojeści. Kontakt z przewodem sieci zasilającej może spowodować przekazanie napięcia na części metalowe urządzenia, co mogłoby spowodować porażenie prądem elektrycznym.
Nie należy przeciązać frezarki do rur. Obróbki należy dokonywać odpowiednim, przewidzianym do tego celu narzędziem roboczym. Dobrze dobrane narzędzie robocze zapewnia wygodę i bezpieczeństwo pracy.
Nie należy używać frezarek do rur, których wyłącznik jest uszkodzony. Frezarka, której nie da się włączyć lub wyłączyć stanowi niebezpieczeństwo dla użytkownika i musi zostać poddana naprawie.
Przed przystąpieniem do czynności regulacyjnych lub wymiany narzędzi roboczych należy przerwać dopływ energii. Ten środek ostrożności zapobiega niezamierzonemu włączeniu się frezarki.
Nie należy udostępniać frezarki do rur osobom, które nie zostały z nią zaznajomione lub nie przeczytały niniejszych przepisów. Frezarki używane przez niedoświadczone osoby stanowią niebezpieczeństwo.
Należy regularnie konserwować frezarkę. Należy regularnie kontrolować frezarkę do rur pod kątem możliwych uszkodzeń, lub innych czynników, mogących negatywny wpłynąć na pracę urządzenia. Nieprawidłowo funkcjonująca frezarkę do rur należy zreperować przed przystąpieniem do pracy. Zlekceważenie drobnych usterek i uszkodzeń frezarek do rur spowodowało już niejeden poważny wypadek, którego można było uniknąć.
Frezarkę do rur, osprzęt i narzędzia robocze należy stosować zgodnie ze wskazówkami zawartymi w niniejszej instrukcji eksploatacji. Należy przy tym zawsze uwzględniać warunki i rodzaj wykonywanej pracy. Niezgodne z przeznaczeniem użycie frezarek do rur może doprowadzić do niebezpiecznych sytuacji.
Funkcjonowanie urządzenia (zob. rys. A).
Frezarka do rur służy do cięcia i frezowania przed ułożeniem oraz już ułożonych rur przy użyciu skrawających narzędzi roboczych. Za pomocą zintegrowanego napinacza można ją łatwo zamocować po zewnętrznej stronie obrabianej rury. Frezarka przesuwa się samoczynnie dookoła rury. W frezarkach do rur wykorzystuje się metalowe piły tarczowe oraz frezy kształtowe, których krawędzie – w zależności od zastosowanego materiału – wykonane zostały ze stali HSS lub z węglika spiekanego.
- Głębokość cięcia można ustawić za pomocą wrzeciona narzędziowego (16), ruchomo osadzonego w obu płytkach bocznych (3) oraz pręta gwintowanego (6).
- Wał transportowy (21), wykonujący posuw roboczy wprawiając w ruch kółka transportowe, napędzany jest wrzecionem narzędziowym uruchamianym dwustopniową przekładnię ślimakową.
- Włączyć i wyłączyć ruch posuwowy można dźwignią (28). Sprzęgło poślizgowe zabezpiecza przekładnię przed przeciążeniem.
Wrzeciono narzędziowe zostało szczególnie sztywno ułożyskowane. Napędzająca wrzeciono narzędziowe i pracująca w kapieli olejowej przekładnia główna jest dwustopniowa: składa się z przekładni planetarnej i przekładni ślimakowej.
Wymiary przekładni zostały zaprojektowane w taki sposób, aby gwaltowne hamowanie łańcucha odbyło się nie wyrządzając żadnych szkód. Wszystkie wały przekładni ułożyskowane są w łożyskach walcowych.
Zadaniem ramy frezarki i jej osi jest prowadzenie zamocowanej na rurze maszyny oraz przenoszenie sił tnących i sił posuwu.
- Ramę można dopasować do średnicy zewnętrznej rury przez przestawienie osi bieżnej (10).
Łańcuchy zaciskowe montuje się z pojedynczych fragmentów o równej długości. Ilość potrzebnych fragmentów oraz ostateczna długość łańcucha zaciskowego uzależniona jest od średnicy zewnętrznej rury.
Transport.
B
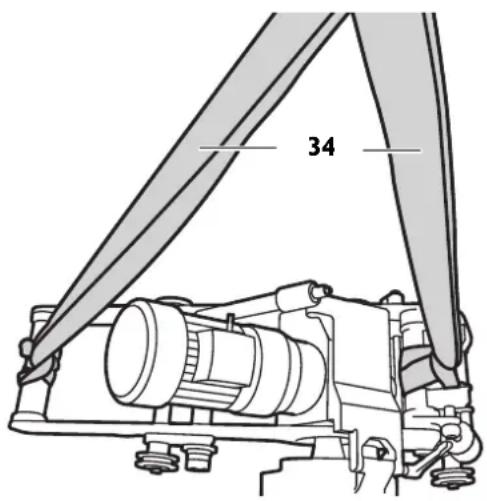

Podczas transportu frezarki do rur istnieje niebezpieczeństwo doznania obrażeń. Frezarkę do rur powinny transportować minimum trzy osoby; w innym wypadku należy koniecznie użyć wchodzących w skład dostawy pętli (34).
Przed pierwszym użytkowaniem.

Istnieje niebezpieczeństwo doznania obrażeń za sprawą nieoczekiwanego ruchu obrabianego elementu. Przed przystąpieniem do obróbki element zy zabezpieczyć przed nieoczekiwanym poruszeniem się. Istnieje
niebezpieczeństwo, iż obrabiany element przekręci się podczas obróbki, spadnie lub przesunie.

Maszynę wolno eksploatować wyłącznie wówczas, gdy znajduje się ona w nienagannym stanie technicznym. Przed każdym uruchomieniem maszyny należy skontrolować ją pod kątem uszkodzonych lub zużytych narzędzi
roboczych i elementów konstrukcyjnych. Zużyte lub uszkodzone narzędzia robocze i elementy konstrukcyjne należy bez zwłoki wymienić na nowe.
Prace przygotowawcze przy przeznaczonej do obróbki rurze.
- Rury które będą cięte na placu magazynowym lub placu budowy, należy umieścić na podkładkach w ten sposób, aby w czasie przecinania narzędzie robocze nie blokowało się.
- W przypadku rur już ułożonych należy na każdym odcinku wynoszącym 1 m zachować odstęp wynoszący 50 cm od ściany dołu, mierzony od zewnętrznej strony rury.
- Powierzchnia przeznaczona do obróbki powinna być wolna od wszelkiego rodzaju zanieczyszczeń. Z obrabianej powierzchni należy też usunąć miękką powłoke ochronna.
- Wyboru narzędzia tnącego należy dokonywać kierując się rodzajem materiału, z którego została wykonana rura, zaplanowanego rodzaju skrawania, oraz rodzaju zastosowanego chłodziwa.
- W obrębie ruchu kółek i łańcuchów należy usunąć szwy spawalnicze.
Dalszych informacji można uzyskać u dostawcy środków smarno-chłodzących. (zob. też: Pneumatyczne urządzenie chłodząco-smarujące 9 12 01 002 00 4)
Chłodziwo do temperatur do 0°C:
- Chłodziwo BIOCUT 1 I - 3 21 32 039 00 0
- Chłodziwo BLOCUT 5 I - 3 21 32 040 00 0
Chłodziwo do temperatur do 25°C:
- Chłodziwo 1 I - 3 21 32 042 00 0
- Chłodziwo 51-3 21 32 043 00 0
Prace przygotowawcze przy frezarce do rur (zob. rys. A).
- Zwolnić dźwignię zaciskową (11).
- Przesunąć wrzeciennik (16) do góry, używając do tego celu dźwignię ręczną (znajdującą się w walizce narzędziowej), którą można osadzić osadzić przy podajniku (7).
- Usunąć śruby pasowane (9) i przemontować oś bieżną (10) dopasowując ją do aktualnej średnicy zewn. rury, kierując się danymi zawartymi w tabeli (4).
- Ponownie dokręcić śruby paśowane (9).
RSG Ex 1500 A/B (**)
| P | D[mm] [inch (cal)] | |
| I 250 – 400 9.8 | -15.7 | |
| II 400 – 600 15.7 | -23.6 | |
| III 600 – 900 23.6 | -35.3 | |
| IV 900 – 1500 35.3 | -58.9 |
RSG Ex 18 A/B (**)
| P | D[mm] [inch (cal)] | |
| I 250 – 400 9.6 | 15.7 | |
| II 400 – 600 15.7 | -23.6 | |
| III 600 – 800 23.6 | -31.5 | |
| IV 800 – 1000 31.5 | -39.4 | |
| V 1000 – 1300 39.4 | -51.2 | |
| VI 800 – 3000 51.2 | -118.1 | |
P: Pozycja osi bieżnej
D: Średnica rury
- Obracając naplnaczem sprężynowym wysunąć naplnacze łańcuchów (1), aby po zamocowaniu frezarki do rur, pozostało jeszcze dość miejsca do obróbki.
Zmontować łańcuchy napinające, tak aby pasowały na średnicę zewnętrzną przeznaczonej do obróbki rury.
Umieścić frezarkę na rurze i zabezpieczyć przed przekręczeniem się za pomocą dźwignicy.
Stosując napinacz zmontować łańcuch prowadzący na taką długość, aby pasował na średnicę zewnętrzną rury przeznaczonej do obróbki.
- Unieruchomić łańcuch prowadzący w odstępie wynoszącym 10 mm od łańcucha napinającego, naprzeciw narzędzia frezującego. Odstęp sworznia łańcucha prowadzącego od sworznia łańcucha napinającego wynosi 10 mm.
- Odstęp ten należy skontrolować co najmniej w trzech różnych miejscach na obwodzie rury.
Mocowanie frezarki na rurze.
Nakładanie łańcuchów
- Nie zamknięte jeszcze łańcuchy ułożyć dookoła rury z obu stron frezarki.
- Unieść frezarkę i wsunąć łańcuchy pod koła łańcuchowe (20), tak aby po osadzeniu frezarki łańcuchy znalazły się w zaczepie.
- Przeprowadzić swobodne końca łańcuchów przez koła osi (14), i nakładkę (19.
- Połączyć sworzniem (3 02 17 216 00 4) oba końca łańcucha i zabezpieczyć oboma pierścieniami zabezpieczającymi (4 26 34 020 00 5).
Naciąg Iańcuchów (zob. rys. A)
- Ułożyć oba łańcuchy lekko na rurze, kręcą oboma napinaczami sprężynowymi (1). Aby frezarka znalazła się we właściwej pozycji, należy ją kilkakrotnie poprowadzić po obwodzie rury w tę i z powrotem.
- Napiąć łańcuchy, kręcąc oboma' napinaczami sprężynowymi, aż kołek (23, rys. A) znajdzie się w podłużnym otworze napinacza, w wyżlobionym do tego celu rowku.
- Podczas procesu obróbki należy obserwować położenie kołka. Jeżeli rura przybiera nieokragły kształt, naciąg należy zwiększyć lub zmniejszyć. Przed przystąpleniem do obróbki należy usunąć wszystkie cztery rękojeści.
Zagrożenie wypadkiem!
Nie wolno przekręcać napinacza sprężynowego poza ten punkt!
Montaż narzędzi roboczych.
Niebezpieczeństwo doznania obrażeń ciała
Istnieje niebezpieczeństwo doznania obrażeń ciała wskutek niezamierzonego włączenia. Przed przystąpieniem do montażu narzędzia roboczego należy wyjąć wtyczkę sieciową z gniazda.
Niebezpieczeństwo doznania obrażeń ciała
Istnieje ryzyko skaleczenia się ostrymi krawędziami narzędzia roboczego. Podczas montażu i demontażu narzędzia roboczego należy nosić rękawice ochronne.
Niebezpieczeństwo doznania obrażeń ciała
Istnieje niebezpieczeństwo oparzenia się gorącym narzędziem roboczym. Podczas demontażu narzędzia roboczego należy nosić rękawice ochronne. Nosić rękawice ochronne.

Stosować należy wyłącznie narzędzia robocze z nieuszkodzonymi krawędziami.
- Przed osadzeniem wrzeclona należy oczyścić powierzchnie pasowania i przylegania.
- Osadzić narzędzie robocze wraz z podkładkami dystansowymi.
- Mocno dociągnąć nakrętkę mocującą narzędzie robocze.
Uruchomienie urządzenia
Frezarka do rur:
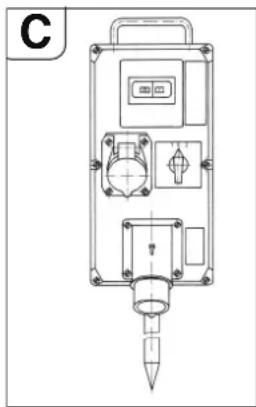
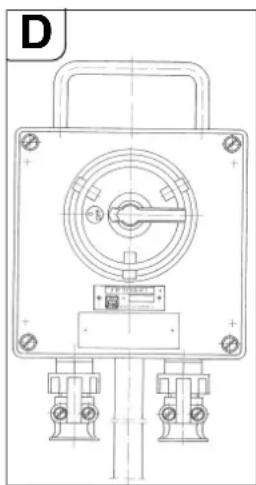
Frezarki do rur z napędem elektrycznym należy podłączyć do szafy sterowniczej, posiadającej następujące elementy składowe:
-Włącznik główny/przełącznik kierunku obrotów
-Wyłącznik silnikowy
-Wyzwalacz podnapięciowy
-Połączenia wtykowe
Wyłącznik główny stosowany jest do włączania maszyny oraz do zmiany kierunku obrotów.
Wyłącznik silnikowy i wyzwalacz podnapięciowy stanowią jedną całość. W razie przeciążenia frezarki reaguje wyłącznik silnikowy, a w razie awarii w dostawie prądu wyzwalacz podnapięciowy odłącza frezarkę od sieci, aby zapobiec jej niezamierzonemu rozruchowi.
Ponowne uruchomienie frezarki odbywa się poprzez uruchomienie wyłącznika przeciążeniowego.
Szafę sterowniczą należy umieścić w taki sposób. aby użytkownik mógł się w każdej chwili do niej dostać.
Frezarka do rur wykonana została częściowo w wersji przeciwwybuchowej:
Do pracy frezarką do rur w środowisku zagrożonym wybuchem strefy 2 należy przed szafa sterowniczą podłączyć skrzynkę rozdzielczą zaopatrzoną w dodatkowy włącznik/wyłącznik. Skrzynkę rozdzielczą należy umieścić w taki sposób, aby użytkownik mógł się w każdej chwili do niej dostać.
Niebezpieczeństwo wybuchu
Szafę sterowniczą należy umieścić poza strefą 2.
Obstuga
Niebezpieczeństwo doznania obrażeń ciała
Pokrywa ochronna musi być przez cały czas pracy całkowicie zamknięta i zablokowana!
Niebezpieczeństwo doznania obrażeń spowodowanych przez unoszące się opiłki
Moga one spowodować skaleczenia. Należy zwrócić uwagę, aby w obszarze zagrożenia (strefie niebezpiecznej) nie znajdowały się żadne osoby trzecie.
Niebezpieczeństwo pożaru spowodowanego przez unoszące się opiłki Należy zwrócić uwagę, aby w obszarze zagrożenia (strefie niebezpiecznej) nie znajdowały się żadne łatwopalne materiały lub przedmioty.
Niebezpieczeństwo doznania obrażeń ciała
Podczas włączania frezarki do rur istnieje niebezpieczeństwo doznania obrażeń spowodowanych przez odrzucone drobne elementy. Przed każdym zastosowaniem frezarki do rur należy usunąć korbę ręczną.
Rozruch
W przypadku frezarek do rur napędzanych motorem elektrycznym należy skontrolować, czy kierunek obrotu narzędzia obrotowego jest właściwy. Zmiany kierunku ruchu dokonuje się za pomocą przełącznika kierunku obrotów, umieszczonego przy skrzynce rozdzielczej.
Niebezpieczeństwo doznania obrażeń ciała
Podczas pracy maszyny istnieje niebezpieczeństwo doznania obrażeń ciała spowodowanych obracającymi się elementami. W strefie niebezpiecznej maszyny wolno przebywać wyłącznie w celu dokonania nastaw i przy zachowanlu niezbędnych środków bezpieczeństwa.
- Wyłączyć przekładnię posuwu dźwignią (28).
- Włączyć frezarkę do rur.
- Zwołnić dźwignię zaciskową (11) i za pomocą dźwigni ręcznej zagłębić w rurze obracającą się tarczę na tyle, na ile to możliwe. Głębokie zanurzenie tarczy w materiale pozwala na stabilny przebieg cięcia.
- Podczas frezowania należy utrzymywać możliwe niskie zaangażowanie narzędzia roboczego w obróbkę. Im większa głębokość cięcia, tym grubszy tworzy się wiór.
-
Narzędzie robocze należy zanurzyć w materiał ok. 3 mm. głęblej, niż jest to potrzebne, a następnie przestawić na wymaganą głębokość. W ten sposób utrzymane zostanie niskie zaangażowanie narzędzia roboczego.
-
Stosując podziałkę głębokości można dokonać takiego ustawienia, by narządzie "drapało" po powierzchni rury. Zwolnić nakrętkę radełkowana (27) i ustawić wskazówkę (28) na 0. Ponownie doclagnąć nakrętkę radełkowana (27). Ustawioną głębokość można odczytać na podziałce.
- Wyłączyć frezarkę.
- Na zakończenie ustalić nastawę, zaciągając dźwignię zaciskową (11).
- Ponownie włączyć frezarkę.
- Włączyć przekładnię posuwu dźwignią przełącznika posuwu (28).
- Jeżeli wydajność silnika na to pozwoli, ściankę rury należy przecinać jednym cięciem.
- Przełożone rury mogą ugiąć się podczas cięcia i narzędzie robocze zablokuje się w rzazie. Z tego powodu należy do powstającego rzazu wbljać w regularnych odległościach załączone w dostawie kliny. W środowisku zagrożonym wybuchem należy stosować kliny (6 33 05 013 00 2) (RSG Ex 1500 A/B (**) osprzęt wchodzący w skład dostawy) i młotek, które zostały wykonane z materiału nie wytwarzającego iskier.
- Należy unikać przeciążenia frezarki do rur.
- Przeciażenie ma miejsce wówczas, gdy podczas wprowadzania pracującego narzędzia roboczego do materiału liczba obrotów silnika zauważalnie spada.
- W wyniku tego zmniejsza się też moc skrawania.
- Element (odcięty kawałek rury) należy odpowiednio ustabilizować, aby zabezpieczyć go przed spadnięciem.
W przypadku rur o grubych ściankach (s > 10 mm) przecinanie szwu spawalniczego należy rozłożyć na kilka operacji.
Przecięcie rury w ten sposób, aby oba końca linii cięcia się zbiegły zależy od tego: – czy rura została na początku cięcia ułożona właściwie,
- czy rura odbiega geometrycznie od formy kolistej lub cylindrycznej,
- czy narzędzia robocze są wystarczająco ostre,
- jak twardy jest materiał, z którego została wykonana rura.
Frezarka do rur została w taki sposób wyjustowana, że w przypadku średnicy wynoszącej 300 mm lub 600 mm początek i koniec linii cięcia będą się mniej więcej pokrywać.
Ze względu na ekscentryczność (e) wała prowadzącego znacznik justowania (24, zob. rys. E) obowiązuje tylko w przypadku wyżej podanych wartości średnic. W przypadku rur o większych średnicach może zaistnieć konieczność dodatkowego justowania.
Bieg wsteczny frezarek do rur (RSG Ex (\*\*)).
Uszkodzenie mienia!
Przed przystąpieniem do wycofywania frezarki należy upewnić się, że narzędzię robocze jest wysunięte, gdyż w przeciwnym wypadku mogłoby dojść do uszkodzenia narzędzia i przekładni.
- Wyłączyć przekładnię posuwu dźwignią (28).
- Zwolnić dźwignię zaciśkową (11).
- Wysuwanie narzędzia roboczego.
- Ustawić włącznik główny/przełącznik kierunku obrotów w pozycji „0“ (wył.).
- Przełącznik kierunku obrotów ustawić na bieg wsteczny.
- Dociągnąć dźwignię zaciskową (11).
- Włączyć przekładnię posuwu dźwignią przełącznika posuwu (28).
Frezarka do rur nie jest przystosowana do cięcia w biegu wstecznym!
Wskazówki dotyczące chłodzenia i smarowania.
Uszkodzenie mienia!
Podczas frezowania narzędzie robocze musi być chłodzone i smarowane. W razie niedostatecznego chłodzenia lub smarowania może dojść do zablokowania się wielórów. Może to spowodować uszkodzenie narzędzi roboczych.
Należy stosować się do wskazówek i zaleceń producenta zastosowanego chłodziwa.
- Rury z żeliwa szarego należy ciać na sucho i bez chłodzenia.
- Podczas cięcia rur ze stali niéstopowej, tarczę względnie frez należy chłodzić roztworem mydlanym.
Regulacja dokładności biegu.
- Zwolnić nakrętkę (15, zob rys. A), rozwartość 46.
- Przekręcić oś (10) w kierunku przeciwnym do nakładki (19).
- Dociagnąć nakrętkę (15).
Obrót osi (10) w kierunku zgodnym z ruchem wskazówek zegara (w stronę narzędzia roboczego) powoduje ruch narzędzia roboczego w prawo (linia wzroku jest zgodna z kierunkiem ruchu frezarki).
Obrót osi w kierunku przeciwnym do ruchu wskazówek zegara powoduje ruch narzędzia roboczego w lewo.
Montaż dodatkowych ogniw łańcucha
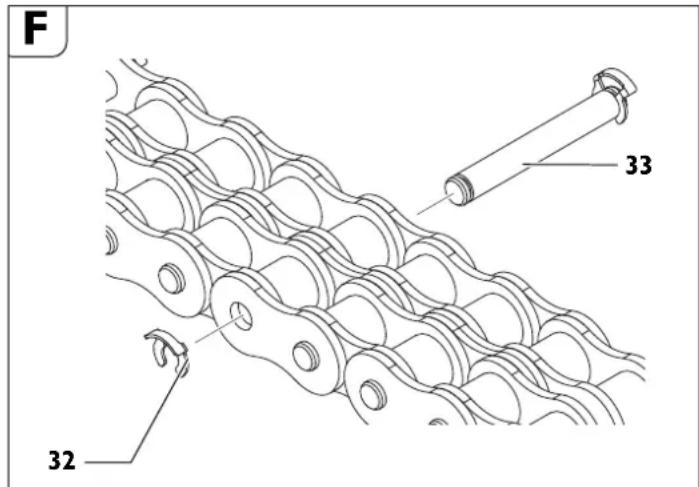

Dodatkowe ogniwa łańcucha wolno wstawiać tylko w przewidzianych do tego celu miejscach.
- Usunąć pierścień (32).
- Usunać sworzeń (33).
- Zamontować pożadaną ilość ogniw.
- Ogniwa różnej wielkości wchodzą w akcesoriów dostarczonych wraz z maszyną.
- Wstawić sworzeń (33).
- Zamontować nowy pierścień (32).
Mocowanie frezarki na rurze
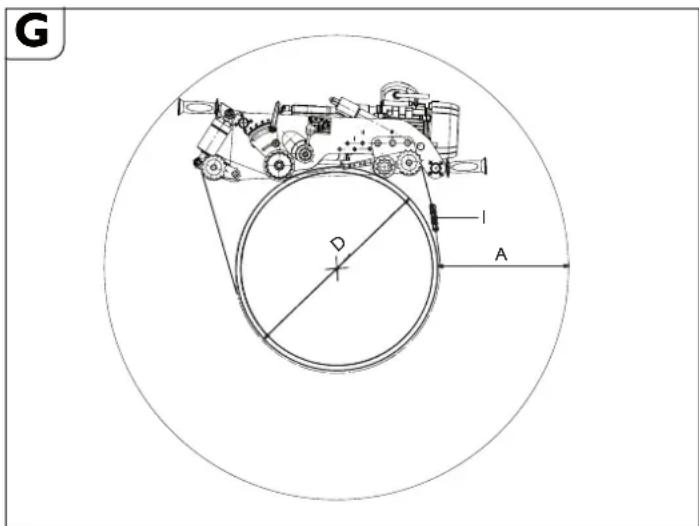
„A“ Przestrzeń potrzebna do pracy przy maksymalnej głębokości cięcia.
„D“ Zewnętrzna średnica rury
„I“ Ilość segmentów łańcucha przy średnicy „D“.
*Numer zamówieniowy 3 02 31 013 02 7 składający się z 10 segmentów o długości każdego z nich 635 mm.
RSG Ex 1500 A/B
| Pozycja osi bleżnej | D[mm] [mm] | A[mm] [mm] | w y długość łańcucha z każdej ze stron | całkowita długość łańcucha | i*a |
| 1 | 250 | 400 | 1427 | 2854 | 5 |
| 300 | 392 | 1525 | 3050 | 5 | |
| 350 | 384 | 1632 | 3264 | 6 | |
| 400 | 378 | 1744 | 3488 | 6 | |
| 2 | 400 | 381 | 1782 | 3564 | 6 |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 369 | 2019 | 4038 | 7 | |
| 550 | 364 | 2144 | 4288 | 7 | |
| 600 | 360 | 2273 | 4546 | 8 | |
| 3 | 600 | 362 | 2302 | 4604 | 8 |
| 650 | 357 | 2433 | 4866 | 8 | |
| 700 | 352 | 2566 | 5132 | 9 | |
| 750 | 348 | 2702 | 5404 | 9 | |
| 800 | 344 | 2840 | 5680 | 10 | |
| 850 | 340 | 2862 | 5724 | 10 | |
| 900 | 337 | 3001 | 6002 | 10 | |
| 4 | 900 | 348 | 3142 | 6284 | 10 |
| 950 | 345 | 3284 | 6568 | 11 | |
| 1000 | 342 | 3428 | 6856 | 11 | |
| 1050 | 340 | 3464 | 6928 | 11 | |
| 1100 | 337 | 3607 | 7214 | 12 | |
| 1150 | 335 | 3751 | 7502 | 12 | |
| 1200 | 333 | 3896 | 7792 | 13 | |
| 1300 | 331 | 4062 | 8124 | 13 | |
| 1400 | 329 | 4338 | 8676 | 14 | |
| 1500 | 328 | 4355 | 8710 | 14 |
RSG Ex 18 A/B
| Pozycja osi bleżnej | D[mm] [mm] | A[mm] [mm] | w y długość łańcucha z każdej ze stron | całkowita długość łańcucha | i* |
| 1 | 250 | 587 | 1427 | 2854 | 5 |
| 300 | 576 | 1525 | 3050 | 5 | |
| 350 | 564 | 1632 | 3264 | 6 | |
| 400 | 553 | 1744 | 3488 | 6 | |
| 2 | 400 | 522 | 1782 | 3564 | 6 |
| 450 | 511 | 1898 | 3796 | 7 | |
| 500 | 501 | 2019 | 4038 | 7 | |
| 550 | 492 | 2144 | 4288 | 7 | |
| 600 | 483 | 2273 | 4546 | 8 | |
| 3 | 600 | 453 | 2302 | 4604 | 8 |
| 650 | 445 | 2433 | 4866 | 8 | |
| 700 | 437 | 2566 | 5132 | 9 | |
| 750 | 429 | 2702 | 5404 | 9 | |
| 800 | 422 | 2840 | 5680 | 10 | |
| 4 | 800 | 396 | 2862 | 5724 | 10 |
| 850 | 393 | 3001 | 6002 | 10 | |
| 900 | 390 | 3142 | 6284 | 10 | |
| 950 | 386 | 3284 | 6568 | 11 | |
| 1000 | 383 | 3428 | 6856 | 11 | |
| 5 | 1 | 390 | 34640 | 6928 | 11 |
| 1050 | 387 | 3607 | 7214 | 12 | |
| 1100 | 385 | 3751 | 7502 | 12 | |
| 1150 | 382 | 3896 | 7792 | 13 | |
| 1200 | 379 | 4062 | 8124 | 13 | |
| 1300 | 374 | 4338 | 8676 | 14 | |
| 6 | 1 | 387 | 43550 | 8700 | 14 |
| 1400 | 382 | 4651 | 9302 | 15 | |
| 1500 | 378 | 4950 | 9900 | 16 | |
| 1600 | 373 | 5250 | 10500 | 17 | |
| 1700 | 369 | 5553 | 11106 | 18 | |
| 1800 | 366 | 5857 | 11714 | 19 | |
| 1900 | 362 | 6162 | 12324 | 20 | |
| 2000 | 359 | 6468 | 12936 | 21 | |
| 2100 | 356 | 6775 | 13550 | 22 | |
| 2200 | 353 | 7083 | 14166 | 23 | |
| 2300 | 350 | 7391 | 14782 | 24 | |
| 2400 | 348 | 7700 | 15400 | 25 | |
| 2500 | 346 | 8009 | 16018 | 26 | |
| 2600 | 343 | 8319 | 16638 | 27 | |
| 2700 | 341 | 8629 | 17258 | 28 | |
| 2800 | 339 | 8940 | 17880 | 29 | |
| 2900 | 337 | 9251 | 18502 | 30 | |
| 3000 | 335 | 9562 | 19124 | 31 |
*Numer zamówieniowy 3 02 31 013 02 7 składający się z 10 segmentów o długości każdego z nich 635 mm.
Aby osiągnąć optymalne naprężenie łańcucha można wykorzystać załączone w walizce narzędziowej segmenty o połowie długości – 31,75 mm.
Przykład:
Przy średnicy rury D = 400 mm potrzebne będzie 6 segmentów łańcucha (nr zamówieniowy 3 02 31 013 02 7).
Liniowe cięcie dzięki łańcuchowi prowadzącemu
Ustalić potrzebną długość łańcucha prowadzącego, kierując się tabelą. Aby osiągnąć optymalne napreżenie łańcucha można wykorzystać załączone w walizce narzędziowej segmenty o połowie długości – 31,75 mm.
Długość łańcucha prowadzącego
| Średnica rury | Długość łańcucha | Segmenty łańcucha | ||
| [mm] [mm] | 635 mm 63 | 5 mm 31,75 mm | ||
| 250 710 1 1 | 1 | |||
| 300 870 1 4 | 0 | |||
| 350 1030 1 | 6 1 | |||
| 400 1190 1 | 9 0 | |||
| 450 1344 2 | 1 1 | |||
| 500 1500 2 | 4 0 | |||
| 550 1660 2 | 6 1 | |||
| 600 1809 2 | 8 1 | |||
| 650 1970 3 | 1 1 | |||
| 700 2130 3 | 4 0 | |||
| 750 2290 3 | 6 1 | |||
| 800 2440 3 | 8 1 | |||
| 850 2600 4 | 1 0 | |||
| 900 2760 4 | 4 0 | |||
| 950 2921 4 | 6 0 | |||
| 1000 3079 | 4 8 1 | |||
| 1100 3397 | 5 3 1 | |||
| 1200 3714 | 5 8 1 | |||
| 1300 4032 | 6 3 1 | |||
| 1 4 | 0 | 0 4 | 3 3 | 0 6 |
| 1 5 | 0 | 0 4 | 6 4 | 0 7 |
Numer zamówieniowy 3 02 31 034 01 0 (l = 635 mm)
Numer zamówieniowy 3 02 31 036 01 0 (l = 63,5 mm)
Numer zamówieniowy 3 02 31 035 01 0 (l = 31,7 mm)
- Za pomocą sworznia i pierścienia przymocować łańcuch prowadzący do jednego z dwóch segmentów na napinaczu.
- Przeprowadzić pasmo prowadzące łańcucha pod oboma kółkami (rys. H).
- Za pomocą sworznia i pierścienia przymocować swobodny koniec łańcucha prowadzącego do napinacza.
- Umieścić łańcuch prowadzący na rurze obracając pokrętłem sześciokątnym napinacza (2).
- Umieścić łańcuch prowadzący w odległości 10 mm (sworzeń łańcucha napędowego od sworznia łańcucha prowadzącego). Odstęp ten należy skontrolować w co najmniej trzech różnych miejscach na obwodzie rury.
- Naciągnąć napinacz pokrętem sześciokątnym (29) tak, aby płytka (30) przylegała do obudowy napinacza (zakres mocowania ok. 50 mm). (maks. moment dokręcania 50 Nm)


Uwaga na zagrożenie wypadkiem!
W żadnym wypadku nie wolno przekręcić trzech śrub zabezpieczających (31) umieszczonych na czole. (zob. rys. H)
Prace zakończeniowe po każdym zastosowaniu maszyny
- Wysuwanie narzędzia roboczego.
- Wylaczyć frezarkę.
- Zdjać narzędzie robocze.
- Wyłączyć frezarkę.
Magazynowanie frezarki do rur
- Chronić elementy metalowe przed korozją.
- Przechowywać frezarkę do rur w suchym miejscu.
Konserwacja i naprawy
Konserwacja i naprawy.
W razie konieczności naprawy elektronarzędzia wyprodukowanego przez firmę FEIN lub jego osprzętu należy zwrócić się do jednego z punktów obsługi klienta FEIN. Potrzebne adresy można znaleźć na stronie internetowej https://fein.com/pl_pl/.
Aktualna lista części zamiennych dla niniejszego elektronarzędzia znajduje się pod adresem internetowym www.fein.com.
Należy stosować wyłącznie oryginalne części zamienne.
W razie potrzeby możliwa jest wymiana we własnym zakresie następujących elementów: Narzędzia robocze, rękojeści, łańcuch, ogniwa łańcucha

Maszynę wolno eksploatować wyłącznie wówczas, gdy znajduje się ona w nienagannym stanie technicznym. Zużyte lub uszkodzone narzędzia robocze i elementy konstrukcyjne należy bez złoki wymienić na nowe.

Niebezpieczeństwo doznania obrażeń ciała wskutek niezamierzonego włączenia.
Przed przystąpieniem do jakichkolwiek prac przy frezarce do rur, należy wyjąć wtyczkę z gniazdka.!
Wskazówki ogólne
Prac konserwacyjnych mogą dokonywać tylko autoryzowani fachowcy.
Na prace konserwacyjno-pielegnacyjne składają się następujące czynności:
– Czyszczenie frezarki do rur od zewnątrz oraz łańcuchów napinających.
- Kontrola wizualna całej frezarki.
- Wymiana oleju przekładniowego.
- Smarowanie mechanizmu śrubowego i łańcuchów.
- Smarowanie prowadnic wrzeciennika w jednostce napinająco-transportowej.
- Naklejki oraz wskazówki ostrzegawcze umieszczone na narzędziu należy regularnie odnawiać.
Pielęgnacja ogniw łańcucha
Usunąć brud i zanieczyszczenia z ogniw łańcucha i poruszając je, dokładnie je oczyścić benzyną do prania, naftą lub innym podobnym środkiem.
Aby zagwarantować dokładne pokrycie smarem, umieścić łańcuchy na parę godzin w gęstym oleju, np. oleju do przekładni SAE 140.

Zagrożenie wypadkiem!
Przed ponownym użyciem łańcuchów, ich ogniwa należy poddać dokładnie wizualnej kontroli w celu upewnienia się o ich nienagannym stanie technicznym. Uszkodzone części należy wymienić, wstawić też brakujące pierścienie zabezpieczające.
Przewód przyłączeniowy
Jeżeli przewód przyłączeniowy elektronarzędzia jest uszkodzony, wymiany musi dokonać producent lub jego przedstawiciel handlowy.
Podajnik (zob. rys. A)
- Należy pilnować, aby powierzchnia boczna nakrętki (17) wolna była od zabrudzeń i rdzy, a także stale pokryta smarem.
- Mechanizm śrubowy należy czyścić i smarować podczas każdej wymiany oleju do przekładni.
Demontaż:
- Usunać śrube cylindrowa (8).
- Wycłągnąć sworzeń (5) z pokrywy.
- Na zakończenie wykręcić podajnik z nakrętki za pomocą korby ręcznej.
- Oczyścić i nasmarować fragmenty gwintowane (zob. rozdział Środki smarne i plan smarowania na str. 156).
- Wymienić uszkodzone pierścienie zgarniające.
Montaż:
Montażu dokonuje się postępując w odwrotnej kolejności niż wyżej opisano.
Uważać, aby podczas montażu nie uszkodzić pierścieni zgarniających!
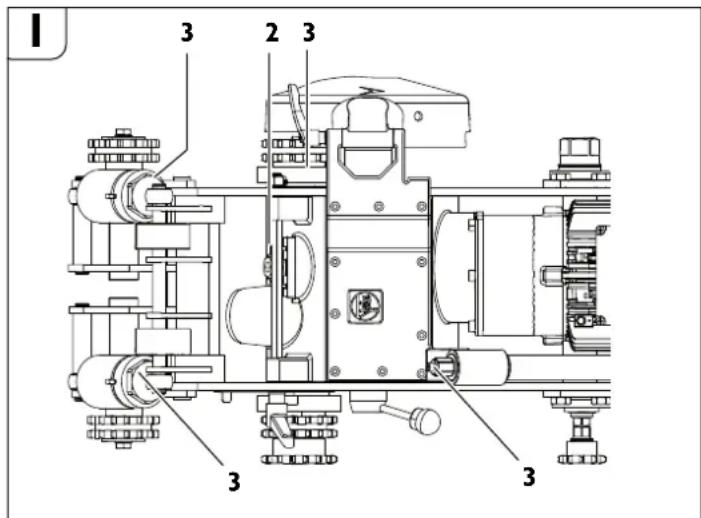
System mocowania
Należy unikać zabrudzenia gwintu śrub oczkowych (3, rys. I) w napinaczu sprężynowym.
W razie potrzeby oczyścić gwint i nasmarować.
Środki smarne i plan smarowania
| Olej przekładniowy ARAL Degol | Pojemność Zakrestemperatur [°C] | Specyfikacja |
| BMB 460 2 litry 0 do +60 Olej do przekładni | typ CLPF wg DIN15502 | |
| BMB 100 2 litry -20 do +40 | ||
W momencie dostawy wrzeciennik napełniony jest fabrycznie olejem ARAL Degol BMB 100. Nie zaleca się stosowania innych olei przekładniowych.
Środki smarne do powierzchni ślizgowych
Do smarowania i pielegnacji powierzchni ślizgowych zalecamy bezkwasowe, wodoodporne markowe smary do łożysk ślizgowych.
| Punkt smarny Środki smarne i materiały | eksploatacyjne |
| 2 (przekładnia) zob. tabelka Oleje smarne | dowrzeciennika |
| 3 (powierzchni ślizgowe i mechanizm śrubowy) | Smar do łożysk ślizgowych |
Usuwanie usterek (wersja RSG Ex [\*\*]).
| Usterka Możliwe przyczyny Kroki | ||
| Silnik i narzędzie robocze przestają działać | Bardzo niskie temperatury otoczenia | Zastosować olej przekładniowy do niskich temperatur |
| Tępe narzędzie robocze | Wymienić narzędzie robocze | |
| Brak napięcia sieciowego | Skontrolować przyłącze sieciowe i skrzynki rozdzielcze | |
| Niewłaściwe napięcie robocze | Skontrolować dane przyłącza sieciowego | |
| Za szybki posuw lub zbyt gruby wiór w jednym obiegu | Dopasować przekładnię i/lub zredukować głębokość frezowania | |
| Olej wycieka ze skrzynki przekładniowej Znałeźć miejsce | przecieku i usunąć usterkę-Dopełnić oleju | |
| Nadmierny wzrost temperatury w silniku | Reaktywować szafę sterowniczą 3 07 02 041 01 4 | |
| Uszkodzone koło łańcuchowe | Uszkodzony segment łańcucha | Wymienić segment |
| Segmenty zostały nieprawidłowo połączone | Skontrolować punkty mocowania i skorygować połączenie | |
| Sworzeń do łańcucha wprowadzono tylko częściowo | Dosunąć sworzeń do końca | |
| Nieprawidłowy przebieg cięcia | Niewłaściwie wyosiowana frezarka i łańcuch | zob. rozdział „Prace przygotowawcze przy frezarce do rur (zob. rys. A).“ na str. 152 i rozdział „Mocowanie frezarki na rurze“ na str. 153 |
| Wał prowadzący nie jest osadzony współśrodkowo | Wyregulować jego bieg, zob. rozdział „Regulacja dokładności biegu“ na str. 154 | |
| Tępe narzędzie robocze Wymienić narzędzie robocze | ||
| Rura została umieszczona skośnie lub pionowo; ewentualnie ma nieprawidłową geometrię (nie jest okragła) | Użyć urządzenia prowadzącego po wyznaczonym torze, zob. rozdział „Mocowanie frezarki na rurze“ na str. 153 i rozdział „Liniowe cięcie“ na str. 155 | |
| Narzędzie robocze jest przeciążone Dopasować przekładnię i/lub zredukować głębokość frezowania | ||
| Funkcje maszyny są zredukowane lub nie spełniają swoich zadań | Brak napięcia sieciowego Skontrolować przyłącze sieciowe i skrzynki rozdzielcze | |
| Włącznik nie jest włączony Skontrolować włącznik | ||
| Sprzęgło ślizga się Dopasować przekładnię lub zlecić fabryczną regulację momentu obrotowego sprzęgła firmie FEIN | ||
| Silne wibracje Za szybki posuw Wyregulować przekładnię | ||
| Narzędzie robocze jest zbyt nisko osadzone Unieść narzędzie robocze | ||
| Dźwignia zaciskowa (11) nie jest dociągnięta Dociągnąć dźwignię zaciskową | ||
| Luźny łańcuch Skontrolować naprężenie łańcucha | ||
| Tępe narzędzie robocze Wymienić narzędzie robocze | ||
Gwarancja i rękojmia
Gwarancja na produkt jest ważna zgodnie z ustawowymi przepisami regulującymi w kraju, w którym produkt został wprowadzony do obrotu.
Narzędzia robocze i akcesoria
Piły tarczowe

1

2

3
kształt 1, HSS, do przekładni typu:
A, B – do obróbki rur stalowych
| ∅ | Szerokość | Masa | Zęby | maks. głębokość cięcia | Numer zamówieniowy |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0,5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0,7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0,9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 4 | 1,3 | 70 | 55 | 6 35 02 041 00 1 |
kształt 2, HSS, do przekładni typu:
B - do rur żeliwnych
| ∅ | Szerokość | Masa | Zęby | maks. głębokość cięcia | Numer zamówieniowy |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 050 00 1 |
| 180 | 4 | 0,7 | 46 | 35 | 6 35 02 098 00 0 |
| 200 | 4 | 0,6 | 50 | 45 | 6 35 02 099 00 4 |
kształt 3, HSS, z zębami z węglika spiekanego, do przekładni typu:
A, B – do obróbki rur żeliwnych (także wyłożonych betonem) i rur ze stali niestopowej do 400 N/mm²
| ∅ | Szerokość | Masa | Zęby | maks. głębokość cięcia | Numer zamówieniowy |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 080 00 8 |
| 180 | 4 | 0,7 | 44 | 35 | 6 35 02 061 00 9 |
| 200 | 4 | 0,9 | 50 | 45 | 6 35 02 084 00 2 |
Wpust pasowany
(Sz x W x Df)
| mm | |
| 6×6×32 | 40221044000 |
| 8×7×32 | 40221050005 |
Pojemnik transportowy
| długość x szerokość x wysokość | |
| mm | |
| 1000 x 800 x 395 | 3 39 01 114 00 7 |
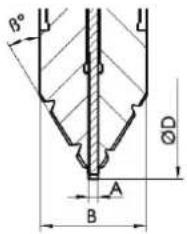
Frez kształtowy
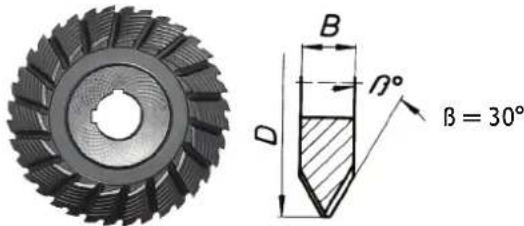
kształt V, HSS, do przekładni typu:
A – do obróbki rur stalowych ze stali wysokostopowej B – do obróbki rur żeliwnych i rur ze stali niestopowej o grubości ścianki do 10 mm i średnicy maks. 1600 mm
| D | B | Masa | Zęby | maks. głębokość cięcia | Numer zamówieniowy | |
| (mm) | (mm) | (kg) | (°) | w (mm) | ||
| 125 | 25 | 1,6 | 32 | 30 | 25 | 6 35 08 056 00 4 |
| 160 | 30 | 3,2 | 36 | 30 | 25 | 6 35 08 081 00 9 |
| 160 | 30 | 3,3 | 36 | 37,5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 5,5 | 36 | 37,5 | 25 | 6 35 08 094 00 0 |
| 180 | 42 | 4,9 | 36 | 30 | 25 | 6 35 08 085 00 8 |

kształt U, HSS, do przekładni typu:
| A - do obróbki rur stalowych ze stali wysokostopowej |
| B - do obróbki rur żeliwnych i rur ze stali niestopowej o grubości ścianki do 10 mm i średnicy maks. 1600 mm |
| D | B | Masa | Zęby | maks. głębokość clęcla | Numer zamówieniowy |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 25 | 2,8 | 40 | 25 | 6 35 08 089 00 7 |
| Frez kątowy, HSS, do przekładni typu: | ||||||
| A – do obróbki rur stalowych ze stali wysokostopowejB – do obróbki rur żeliwnych i rur ze stali niestopowej o grubości ścianki do 10 mm i średnicy maks. 1600 mm | ||||||
| D B Masa | Zęby β maks. | głębokość cięcia | Numer zamówieniowy | |||
| (mm) | (mm) | (kg) | (°) (mm) | |||
| 154 30,5 | 2,5 32 30 | 25 6 35 | 08 099 02 | 0 | ||
Segment lańcucha
| 10 segmentów łańcucha x 63,5 mm = 635 mm |
| Numer zamówieniowy 3 02 31 013 02 7 |
| 1 segment łańcucha 31,75 |
| Numer zamówieniowy 3 02 31 029 00 2 |
Sworzeń zamienny
| Numer zamówieniowy | 3 02 17 216 00 4 | Łańcuch napinający 38,5 mm |
| Numer zamówieniowy | 3 02 16 166 00 0 | Łańcuch prowadzący 54 mm |
Zamienny pierścień zabezpieczający
| Numer zamówieniowy | 3 02 17 216 00 4 |
| Stalowe kliny rozszczepiające | |
| Numer zamówieniowy | 6 33 05 006 00 8 |
Zakres dostawy
| Numer zamówieniowy | Liczba | Nazwa |
| 3 39 01 114 00 7 | 1 | Pojemnik transportowy |
| 3 39 01 031 00 1 | 1 | Walizka na narzędzia |
| 3 21 22 007 01 7 | 1 | Korba ręczna |
| 6 29 01 016 00 2 | 1 | Klucz jednoszczękowy,rozwartość 46 |
| 6 29 03 010 00 6 | 1 | Klucz jednoszczękowy,rozwartość 55 |
| 3 12 07 333 01 0 | 1 | Napinacz łańcucha tylko do RSG Ex 1500 A/B [**] |
| 6 29 11 010 00 0 | 1 | Klucz oczkowy, 17/19 |
| 6 29 06 014 00 0 | 1 | Klucz nasadowy, rozwartość 46/41 |
| 3 02 31 029 00 2 | 20 łańcuch rolkowy | |
| 3 02 17 216 00 4 | 20 Sworzeń | |
| 4 26 34 020 00 5 | 40 Pierścień zabezpieczający | |
| 6 33 05 013 00 2 | 5 | Kliny rozszczepiające, beziskrowe do RSG Ex 1500/18 A/B [**] |
| 3 07 02 041 01 4 | 1 | Zestaw urządzeń sterowniczych do RSG Ex 1500/18 A/B [**] |
| 3 21 74 009 00 1 | 1 | Pętla na rękę |
| 3 21 74 010 00 3 | 1 | Pętla na rękę |
| 3 07 28 188 00 8 | 1 | Gniazdo CEE do RSG Ex 1500/18 A/B [**] |
| 3 02 31 035 02 0 | 1 | Łańcuch tylko do RSG Ex 1500 A/B [**] |
| 3 02 16 166 01 0 | 1 | Sworzeń tylko do RSG Ex 1500 A/B [**] |
| 3 40 56 026 00 0 | 1 | Zaślepki tylko do RSG Ex 1500 A/B [**] |
Opcjonalny osprzęt
| Numer zamówieniowy | Liczba | Nazwa |
| 3 02 31 013 02 7 | 1 | Łańcuch z 10 odcinkami |
| 4 26 34 020 00 5 | 1 | Pierścień zabezpieczający |
| 3 02 17 216 00 4 | 1 | Sworzeń |
| 4 30 12 051 12 2 | 1 | Śruba pasowana |
| 6 33 05 013 00 2 | Klin wybijający, beziskrowy | |
| 9 12 01 002 00 4 | Pneumatyczne urządzenie chłodziaco-smarujące (PUCS) | |
| 3 24 33 027 01 7 | 1 | Płytka do PUCS |
| 9 26 01 023 02 3 | 1 | Kompresor do PUCS |
| 3 14 14 055 00 2 | 1 | Wąż PA-DL, kompletny do kompresora |
| 4 11 36 005 01 9 | 1 | Złączka |
| 3 02 31 035 02 0 | 1 | Łańcuch |
| 3 02 16 166 01 0 | 1 | Sworzeń |
| 3 40 56 026 00 0 | 1 | Zaślepki |
Pneumatyczne urządzenie chłodząco-smarujące 9 12 01 002 00 4
Ze względu na możliwość wystąpienia dużych prędkości cięcia i posuwu frezarki do rur konieczne jest chłodzenie i smarowanie narzędzi roboczych podczas obróbki stali. Pneumatyczne urządzenie chłodziaco-smarujące pracuje na zasadzie wytwarzania mgły i odparowywania chłodziwa: Dzięki dyszom zamocowanym na frezarze zapewnia stale dobre chłodzenie i smarowanie.
Oprócz tego można uniknąć zanieczyszczenia gleby na placu budowy przez zwykle stosowaną aplikowaną ręcznie emulsję do wiercenia. Jako środek smarno-chłodzący zaleca się zastosowanie chłodziwa do metalu BIOCUT 3000. Jest to nowoczesny, w pełni syntetyczny środek smarny na duże obciążenia, o wysokim wskaźniku lepkości i dużym działaniu chłodzącym, jest rozpuszczalny w wodzie i biodegradowalny, a także oszczędny w użyciu (w zależności od nastawy do ok. 0,3 dm³/h na dyszę).
BIOCUT 3000 nie zawiera substancji niebezpiecznych dla zdrowia. Spełnia wymagania DVGW (Niemieckiego Stowarzyszenia Naukowo-Technicznego Gazu i Wody e.V.).
Wszystkie jego składniki odpowiadają dyrektywom FDA (Food and Drug Administration) oraz DAB (niemieckiej farmakopei) w aktualnie obowiązującym wydanlu.
Dopuszczalne środki smarne:
Smar BIOCUT 3000 dla temperatur wyższych niż 0°C:
1 L - 3 21 32 039 00 0
5 L - 3 21 32 040 00 0
Smar odporny na niskie temperatury - do -25°C:
1 L - 3 21 32 042 00 0
5 L - 3 21 32 043 00 0
Do zastosowania pneumatycznego urządzenia chłodząco-smarującego w modelach RSG Ex (**) potrzebny jest kompresor, (FEIN 9 26 01 023 02 3), który zapewni wydatek powietrza o wielkości ok. 130 l/min.
Części zamienne.
Aktualną listę części zamiennych można znaleźć pod adresem internetowym www.fein.com.
Oświadczenie o zgodności.
Deklaracja CE dotyczy tylko krajów Unii Europejskiej oraz Europejskiego Stowarzyszenia Wolnego Handlu (EFTA) i tylko wyrobów, które przeznaczone są do rozprowadzania na rynku UE lub EFTA.
Firma FEIN oświadcza z pełną odpowiedzialnością, że niniejszy produkt zgodny jest z odpowiednimi postanowieniami podanymi na ostatniej stronie niniejszej instrukcji eksploatacji.
Dokumentacja techniczna: C. & E. Fein GmbH,
D-73529 Schwäbisch Gmünd
Ochrona środowiska, usuwanie odpadów.
Opakowanie, zużyte elektronarzędzia i osprzęt należy dostarczyć do utylizacji zgodnie z przepisami z ochrony środowiska.
Določilo rezkalnikov cevi.
- Izravnava rezkalnika cevi pri startu,
- Prispaudžiamają svirtele (11) priveržkite.
- Kalstj (33) Istatyklte.
Tepimo priemonę galima jsigyti:
Schemat przyłączeniowy
Schemă electrică
Električna vezalna shema
Priključna shema
Priključna shema
Schemat podłączeniowy silnika
Przełącznik pośredniczący
3 07 22 024 01 7
Comutator suplimentar
3 07 22 024 01 7
Dodatno stikalo
3 07 22 024 01 7
Dodatni prekidač
3 07 22 024 01 7
Dodatna sklopka
3 07 22 024 01 7
Rozvaděč
3 07 02 041 01 4
Rozvádzač
3 07 02 041 01 4
Szafa sterownicza
3 07 02 041 01 4





- Zastosowanie frezarek do rur:
- Wytyczna europejska 94/9WE ATEX (Atmosphères Explosibles)
- Przegład
- Dla własnego bezpieczeństwa
- Ogólne wskazówki bezpieczeństwa.
- OSTRZEŻENIE
- Specjalne wskazówki bezpieczeństwa dla frezarek do rur
- Frezarki do rur z napędem elektrycznym (wersja konstrukcyjna RSG Ex (\*\*)).
- Zastosowanie
- Funkcjonowanie urządzenia (zob. rys. A).
- Transport.
- Przed pierwszym użytkowaniem.
- Prace przygotowawcze przy przeznaczonej do obróbki rurze.
- Prace przygotowawcze przy frezarce do rur (zob. rys. A).
- Mocowanie frezarki na rurze.
- Nakładanie łańcuchów
- Naciąg Iańcuchów (zob. rys. A)
- Zagrożenie wypadkiem!
- Montaż narzędzi roboczych.
- Niebezpieczeństwo doznania obrażeń ciała
- Uruchomienie urządzenia
- Frezarka do rur:
- Frezarka do rur wykonana została częściowo w wersji przeciwwybuchowej:
- Niebezpieczeństwo wybuchu
- Obstuga
- Niebezpieczeństwo doznania obrażeń spowodowanych przez unoszące się opiłki
- Niebezpieczeństwo pożaru spowodowanego przez unoszące się opiłki Należy zwrócić uwagę, aby w obszarze zagrożenia (strefie niebezpiecznej) nie znajdowały się żadne łatwopalne materiały lub przedmioty.
- Rozruch
- Bieg wsteczny frezarek do rur (RSG Ex (\*\*)).
- Uszkodzenie mienia!
- Wskazówki dotyczące chłodzenia i smarowania.
- Należy stosować się do wskazówek i zaleceń producenta zastosowanego chłodziwa.
- Przykład:
- Uwaga na zagrożenie wypadkiem!
- Prace zakończeniowe po każdym zastosowaniu maszyny
- Magazynowanie frezarki do rur
- Konserwacja i naprawy
- Konserwacja i naprawy.
- Niebezpieczeństwo doznania obrażeń ciała wskutek niezamierzonego włączenia.
- Wskazówki ogólne
- Pielęgnacja ogniw łańcucha
- Przewód przyłączeniowy
- Podajnik (zob. rys. A)
- Demontaż:
- Montaż:
- System mocowania
- Środki smarne i plan smarowania
- Środki smarne do powierzchni ślizgowych
- Usuwanie usterek (wersja RSG Ex [\*\*]).
- Gwarancja i rękojmia
- Narzędzia robocze i akcesoria
- Pneumatyczne urządzenie chłodząco-smarujące 9 12 01 002 00 4
- Części zamienne.
- Oświadczenie o zgodności.
- Ochrona środowiska, usuwanie odpadów.
- Določilo rezkalnikov cevi.
Marka : Fein
Model : RSG EX 1500 B
Kategoria : Frezarka