
Ex18a - Frezarka Fein - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia Ex18a Fein w formacie PDF.

| Typ produktu | Frezarka do rur (tube milling machine) |
| Marka | Fein |
| Model | Ex18a (RSG Ex 18 A/B) |
| Napięcie zasilania | 400 V, 50 Hz, trójfazowe |
| Moc znamionowa | 1500 W |
| Prędkość biegu jałowego (silnik) | 2860 obr/min |
| Prędkość narzędzia (w zależności od wersji) | 35 obr/min (typ A) lub 70 obr/min (typ B) |
| Posuw automatyczny | 40 mm/min (typ A) lub 80 mm/min (typ B) |
| Zakres średnic rury | 250 do 3000 mm (w zależności od położenia osi nośnej) |
| Długość przewodu zasilającego | 2 × 20 m |
| Klasa ochronności | I |
| Typ ochrony | IP X4 |
| Materiały obrabiane | Stal, żeliwo (w tym z wykładziną cementową) |
| Rodzaje używanych narzędzi | Brzeszczoty pił tarczowych HSS lub węglikowe, frezy profilujące |
| Smarowanie przekładni | Olej ARAL Degol BMB 100 lub 460 (2 litry) |
| System mocowania | Łańcuchy ogniwowe z napinaczem |
| Posuw | Automatyczny za pomocą przekładni ślimakowej ze sprzęgłem poślizgowym |
| Regulacja głębokości | Przez stałe wrzeciennik dla wrzeciona narzędzia i podziałkę |
| Transport | Za pomocą szelek lub co najmniej trzy osoby |
| Akcesoria opcjonalne | Pneumatyczne urządzenie smarowania/chłodzenia, skrzynka sterownicza ATEX, pojemnik transportowy |
Często zadawane pytania - Ex18a Fein
Pytania użytkowników dotyczące Ex18a Fein
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję Ex18a - Fein i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. Ex18a marki Fein.
INSTRUKCJA OBSŁUGI Ex18a Fein
Polożeni clankovych retézú.
dané neumyslnym zaprutim.
Pred vsempracemi na frzce na potrubiVytahnete siovou zastrku!
Mazaci latyk pro kluzne plochy
Stroj na frzovanie rur nie je vchodny na vykonanavia rezov v spatnom chode!
Upozornenia tykajuce sa chladenia a mazania.
Hmrotne skody!
Vlozeny, resp. nasadeny nastroj musi byc pozas frzovania chladeny a mazany. Pri naedostatocnom chladeni a mazani sa mozu zaseknut triesy. Moze to sposobit zlomenie nastroja.
Riadte sa udajmi/pokynmi/upozomeniami vyrobu cpoziteho chladiva
-
Rechte rury zo sivej liatina vždy bez chladiaceho maziva, teda suchým spôsobom.
-
Chladte pilovy kotuc, resp. frzu pri rezan nelegovanych ocefovych rur mydlovou vodou.
Nastavenie presnosti chodu.
Vysunte vlozeny, resp. nasadeny nastroj mimo zaber.
Vypnite stroj na frzovanie rur.
- Odoberte vlozeny, resp. nasadeny nastroj.
- Odopnite stroj na frzovanie rur.
Skladovanie stroja na frézovanie rur.
- Chrănte vonkajšie kovové Časti pred koróziou.
- Skladujte stroj na frezovanie rur v suchu.
Udrzba a oprava.
Roztahovacie kliny z ocele
| Objednávacie Čísló | 3 02 17 216 00 4 |
| Objednávacie Číslo | 6 33 05 006 00 8 |
Dodané prisluenstvo
Volitelné prisluşenstvo
| Objednámace Čísló Pocět Názov | ||
| 3 39 01 11 4 00 7 1 P | re pravný obal | |
| 3 39 01 031 00 1 | 1 | Kufor na náradie |
| 3 2 1 2 2 0 0 7 0 1 7 1 R | účné křúka | |
| 6 29 01 016 00 2 | 1 | Jednostranný křúč, velkost křúča 46 |
| 6 29 03 010 00 6 | 1 | Jednostranný křúč, velkost křúča 55 |
| 3 1 2 0 7 3 3 3 0 1 0 1 N | apínač reța zé iba pre RSG Ex 1500 A/B (**) | |
| 6 29 11 010 00 0 | 1 | Prstencový křúč, 17/19 |
| 6 29 06 014 00 0 | 1 | Nástrčný křúč, velkost křúča 46/41 |
| 3 0 2 3 1 0 2 9 0 0 2 2 0 | V a | čeková rețaz |
| 3 0 2 1 7 2 1 6 0 0 4 2 0 | S v | orník |
| 4 26 34 020 00 5 | 40 | Poistný krúžok |
| 6 3 3 0 5 0 1 3 0 0 2 5 R | ožfahovacie kliny, bez tvorby iskler pre RSG Ex 1500/18 A/B (**) | |
| 3 0 7 0 2 0 4 1 0 1 4 1 | Rozvídzač pre RSG Ex 1500/18 A/B (**) | |
| 3 21 74 009 00 1 | 1 | Zdvihaci popruh |
| 3 21 74 010 00 3 | 1 | Zdvihaci popruh |
| 3 07 28 188 00 8 | 1 | Spojka CEE pre RSG Ex 1500/18 A/B (**) |
| 3 02 31 035 02 0 | 1 | Rețaz iba pre RSG Ex 1500 A/B (**) |
| 3 0 2 1 6 1 6 6 0 1 0 1 | S vorník iba pre RSG Ex 1500 A/B (**) | |
| 3 4 0 5 6 0 2 6 0 0 0 1 Z | asúsvacie ko t učé iba pre RSG Ex 1500 A/B (**) | |
| Objednámace Čísló Pocět Názov | ||
| 302310130271R | efáz s10 reťa | zovými úsekmi |
| 426340200051P | oistný krúžok | |
| 302172160041vorník | ||
| 430120511221Z | alicovanáskrutka | |
| 63305013002 | Vyrážací klin bez vzníku Iskrenia | |
| 91201002004 | Pneumaticke zariadechladenie a mazanie (DKSE) | |
| 32433027017 | 1 | Pripájacie diely pre DKSE (platna) |
| 92601023023 | 1 | KOMPresor pre DKSE |
| 31414055002 | 1 | Hadica PA-DL, kompletná, prekompresor |
| 411360050191S | pájací prvok | |
| 302310350201 | Reťaz | |
| 302161660101 | vorník | |
| 340560260001Z | asúvacie kotúče | |
Pneumatické zariadenie na chladenie a mazanie 9 12 01 002 00 4
Na zákblade pravdepodobne vysokych reznych rychlosti a rychlosti posuvu stroja na frézovanie rur je pri opracovávaní potrebné chladenie a mazanie nastrojov. Pneumaticke zariadenie na chladenie a mazanie pracuje na zákblade principu roźprašovania vyparovania chladiaceho maziva a vdaka Rozprašovacím dýzam, ktoré su namontované na stroji na frézovanie rur, poskytuje nepretržité a dobré chladenie a mazanie.
Tlumaczenie oryginalnej instrukcji eksploatajni.
Uzyte symbole, skróty i pojęcia.
| Symbol, znak Objsnienie | |
| 11 | Nalezy stosować są doazoleń zawartych wznajdujⁿym są obok tekędzie lub na rysunku! |
| 2 | Załaczone dokumenty, tzn. instrukcje eksploatacji i ogólne wskazówki bezpieczność witnesses danezy koniecznych przyciezytać. |
| 3 | Podcjas pracyNSE uzywać siodków ochrony oczu. |
| 4 | Podcjas pracyNSE uzywać siodków ochrony sluchu. |
| 5 | Podcjas pracyNSE uzywać siodków ochrony rąk. |
| 6 | Ogólne znaki zakazu. Ten spośb postępowania jest surowo wzbroniony. |
| 7 | Zabrania są dotykać! |
| 8 | NieNSE uzywać czȩci elektronarȩźdia;będzych w ruchu. |
| 9 | Zabrania są dotykać ląncuchów i zȩbników! |
| 10 | Ostrzeżenie przy odśrmykrawędziami narȩźdi roboczych, na przyklad ostrzami noźy. |
| 11 | Goręca powierzchnia! |
| 12 | Zakres chwytnia |
| 13 | Informacja dodatkowa. |
| 14 | Potwierdzza zgodnosć budowy elektronarȩźdia z wytycznych Wspólnoty Europejskiej. |
| 15 | Wydeliminowane elektronarȩźdia i inné produkty elektrotechniczne i elektryczne danezy zbierać oddzielnie i poddać utylizacje zgodnie z zasadami ochrony siodowska. |
| 16 | W zadnym wypadku nigne alejez przekość trzechy strub zabezmieczązych. |
| 17 | Dotyczy tylko ChRL: Ochrona siodowska przy normalnym zgodnym z przyznaczenia uzytkowaniuDynosi 10 lat. |
| (*)MZ)MZ)MZ) | alfabetu |
Dane techniczne.
| Numer zamówieniowy 7 360 ... 7 360 ... | ||
| Wersja konstrukcyjna* | RSG Ex 1500 A (**) | RSG Ex 1500 B (**) |
| Numer zamówieniowy 7 360 ... 7 360 ... | ||
| Wersja konstrukcyjna* RSG Ex 18 A (**) RSG Ex 18 B (**) | ||
| Napiȩcie (U) 400 V 400 V | ||
| Czȩstotiwość (f) 50 Hz 50 Hz | ||
| Rodzaj podłaczenia do sieci 3 ~ (Prad przyemlienny) | 3 ~ (Prad przyemlienny) | |
| Pędkość obrotowa bez obłowenia (n₀) | ||
| - Silnik | 2860 /min | 2860 /min |
| - Narȩźdia robocze | 35 /min | 70 /min |
| Posuw (f) | 40 mm/min | 80 mm/min |
| Moc uzytkowa (P) | 1500 W | 1500 W |
| Przewód (z wyczka) | ||
| - RSG Ex 1500 (**) | 2 x 20 m | 2 x 20 m |
| - RSG Ex 18 A/B (**) | 2 x 20 m | 2 x 20 m |
| Klasa ochryny | ①/Ⅰ | ①/Ⅰ |
| Rodzaj ochryny | IP X4 | IP X4 |
| *Silnik elektryczny i posȩdniczenia przy.§pręclaznik w wersji przyciwyybuchowej (zgodnia z ATEX) | ||
| Wersja konstrukcyjna® RSG Ex 1500 A (**) | RSG Ex 18 A (**) | |
| RSG Ex 1500 B (**) | RSG Ex 18 B (**) | |
| Wymiary: | ||
| - Masa (m) | 80 kg | 80 kg |
| - maks. srednica narzejdzia roboczego | 220 mm | 220 mm |
| - Lmaks. | 974 mm | 1088 mm |
| - Hmaks. | 334 mm | 334 mm |
| - Bmaks. | 450 mm | 431 mm |
| - B1 | 371 mm | 371 mm |
| - B2 | 201 mm | 201 mm |
| - B3 | 791 mm | 991 mm |
Zastosowanie frezarek do rur:
Frezarka do rur przyznaczonja jest do cięcia i przyzowania zarowy no odślonietych, jak i są zulożonych rur stalowych i zeliwnych oraz do fazowania końówek rur przyd spaławien na placach budowy, w halach produktynych i na Wolnym powietrzu. Frezarka do rur przyznaczonja jest dla firm spezialistycznych, do obstugi przyźed opadowiednio wykwalifikownikany personel podczas codziennych zastosowanie niedciagych.
Kompletna frezarka do rur nie jest dopuszczona do pracy w przyestrzeniach chronionych przyed wybuchem.
Frezarka do rur nie jest przyznacznona do:
-zastosowan w strefach zagrozonych wybuchem;
- zastosowan podczas silneo deszczu lub pod woda;
pracy poza zakresem temperatur lezacym miedzy-20°C i 40°C;
- przechinania materialów wybuchowych;
- przechinania materiały wiatopalnych;
Wytyczna europejska 94/9WE ATEX (Atmosphères Explosibles)
Informujemy, ze frezarki do rur firmy Feln typu RSG Ex ( ) nie zostaly dopuszzone do pow w obszarach zagrozonych wybuchem i dlatego nie posiadajone Cercfikatow domologacj typu w ramach weryfikacion WE 94/9.
(W przypadku frezarki RSG Ex (^**) wbudowane zostaly dwa elementy zgodne z ATEX: silnik elektryczny oraz przy.§ćznik posrednicźyc.)
Wytyczna ATEX obowiazuje tylko na obszarze WE.
Przeglad
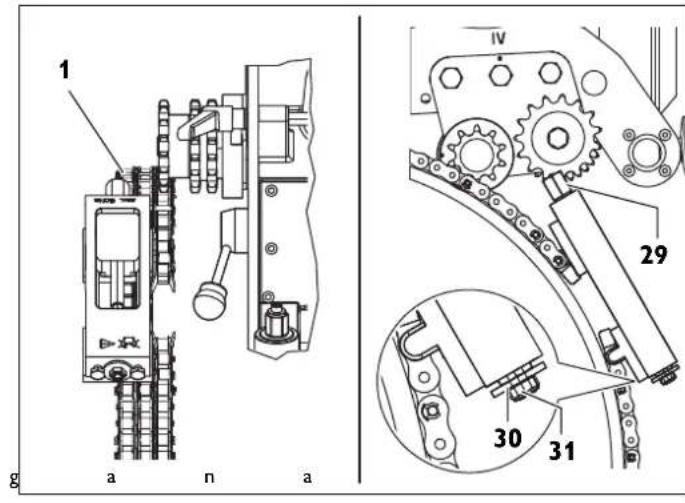
1 Napinacz
2 Sruba mocujaca pIyte bocznai
3 Plyta bocznai
4 Wskazówki
5 Sworzen
6 Pret gwintowany
7 Podajnik
8 Sruba z Ibem walcowym do podajnika
9 Sruba pasowana
10 Osbiezna
11 Dzwignia zaciskowa
12 Šruba z Ibeh szeciokatnym
13 Podkradka
14 Os napinacza
15 Nakretka
16 Wrzejciono do mocowania narzedzia roboczego
17 Nakretka do rur
18 Šruba mocujáça do silnka
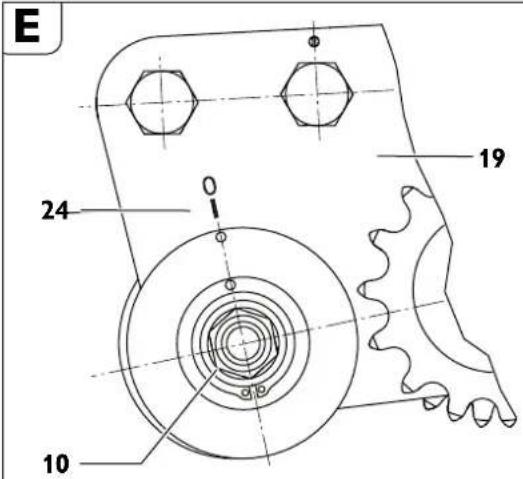
19 Nakstadka
20 Koto tancuchowe
21 Wal transportowy
22 Pierscien zabezpieczajcy
23Kotek
24 Sruba blokujaca wrzeczno narzedziowe
25 Uchwyt transportowy (izolowane powierzchnie rekojesci)
26 Podzialka glebokosci
27 Nakretka radetkowana
28 Dzwignia przyȩćznika posuwu
29 Napinacz fancucha - szesciokat
30 Podkradka do napinacca tancucha
31 Šruby zabezpleczajace naplnacz lńcucha
32 Pierscieh zabepezcjazacy ognla tancucha
33 Sworzen ogniwa tancucha
34 Petle do noszenia
Dla wlasnego bezpieczentwa
Ogólne wskazówki bezpieczewska.
OSTRZEZENIE
Nalezy przyczycytawcyszystkie wskazowki bezpieczentstwa, instrukcje ilustracja, a takze dane techniczne umieszczone
na elektronarzedziu. Nieprzestrzeganie wskazowek bezpieczestewa i zalecen
moze doprowadzic do porazenia pradem elektrycznym, pozaru i/lub powańych obrażć ciala.
Wszystkie instrukcje i wskazowki bezpieczene sta nalezy przechowywać do ewentualnégo dalszego zastosowania.
Uzywane wskazówkach bezpieczefstwa pojeclc „elektronarzedzie" odnosi sie do elektronarzędzi, zailanych z sieci (z przywodem sieciowym) oraz do elektronarzędzi, zailanych akumulatorami (bez przywodu sieciowygo).
1) Bezpieczneistwo mistragsca pracy
a) Stanowisko pracy nailsy utrzymywa w czystosci i dohrze oswietlone. Nieporzadek w milescu pracy lub niedoswieltona przystrzen roboczyna sprzyjaja wypadkom.
b) Nie nalezy uzywac elektronarzędzia w srodowiskach wybuchowych, twarzonych przy latwo palne ciecie, gazy lub pyly. Podczas pracy elektronarzędziem wytarzaja sieISKry, ktore moga spowodowac zapton pplyow lub oparow.
c) Podczas uzytkowania urzadzenia nalezy zwrocić uwage na to, aby dwzieci i innate osby postronne năjdwodny sie w bezpiecznej odleglosci. Czynniki Rozpraszaja cnga spowodadc utrate panowania nad elektronarzedjem.
2] Beziepcei nestwo elektryczne
a) Wtyczki elektronarzędzi powinny pasownik do gniaźd. Nie wolno w zadnej sytuacji I w zęden spośob modyfikłowac wtyczek. Do elektronarzędzi uziemieniem ochronnym nie wolno uzywac zadnych wtyków adaptocyjnych. Oryglinalne wtzczki I pas subjace do nich gniaźda sieclowe zmnlejszaja ryzyko parażenia pradel.
b) Nalezy unika kontaktu z uziemionymi elementami lub zwartymi z masa, takimi jak raky, grzejniki, pie i lodowki. Uziemienie ciała zwaightszra rzyko porazenla pradem elektrycznym.
c) Elektronaręzdza naleźychroniczędzem i wilmGPC. Przedostanie są wody do wnetrza obudowy zwiększa ryzyko prorażnia pradem elektrycznym.
d) Nigdy nie nalezy uzywać przywod do innych czynnosci. Nigdy nie nalezy nosić elektronarżędźia, trzymajć je za przywod, ani uzywać przywodu do zawieszenia uradzdenia; nine wolno tez wymiagć wtyczki z gniazda pociąjagć za przywod. Przywod nalezy chronicź przydwoskimi temperaturami, nalezy go trzymać z dala od oleju, ostrych krawędzi i rucho-mych czȩci uradzdenia. Uszkodzone lub splatane przywodzy zwojekszaja ryzyko porazenia pradem elektrycznym.
e) W przypadku prady elektronarzędziem na wolnym powietrzu, nalezy uzywać przywodu przydłuszajęco, dostosowanego rownieź do zastosowanżewnétrznych. Uzycie przydłuszacza dostosowanego do prady na zewnatrixzmnijsza ryzyko prazenia pradem elektrycznym.
f) W riazie koniecznosci zastosowania elektronarzędzia w wilgotnym otoceniu, nalezy zabepziepiecz obwod zasilania wyfracznikiem ochronnym roznicowa-pradowym. Zastosowanie wyfracznika ochronego roznicowopradowego zmniejsza ryzyko prorażenia pradem elektrycznym.
3) Beziepceansewo osob
a) Podczas pracy z elektronarzędzielem nalezy zachować ostroznosć, zaźda czynnosć wykonywać uwaznie i z rozwag. Nie nalezy uzywnie elektronarzȩdza,;będac zmeczonym lub znajdujac sie pod wplywem narkotyköw, alkoholu lub lekarstw. Chwila nieduwagi podczas praczy sąze要去 grozić bardzo powaźmyr uraszami ciał.
b) Nalezy stosowac osobiste wyposazenia ochonne. Nalezy zawsze nosic okulary ochonne. Noszenia osobistego wyposazenia ochonnego - maski przechiwypłowey, obuwa z szorstk podeszwa, kasku ochonnego lub srodkow ochrony stuchu (w zaleznosci od rodzaju i zastosowania elektronarzedza) -zmniejsza ryzyko obrazeń ciała.
c) Nalezy unikać niedamierzonego uruchomienia naręźdia. Przed wlożemiel wtyczki do gniażdka i/lub podląceniem do akumulatora, a takłe prsed unie-sieniem lub transportem elektronarźdia, nalezy upewnico sie, ze wylącznik elektronarźdia jest jest w pozycji wylączonej. Przenoszenia elektronarźdia z palcem opartym na wolażniku/wyłączniku lub wlożenie do gniażda sierciewego wtyczki wolażonego narȩźdia,MZEst 6495037218
d) Przed wlaczeniem elektronarzędzia, nalezy usunac klcze i przyrzady nastawcze. Narzedzie lub kucz, pozostawiony w ruchomych czeciach urzadzenia moga spowodowych obrażenia ciala.
e) Nalezy unikać nientaunalnych pozycji przy pracy. Nalezy dbac o stabilna pozycje przy pracy i zachowanie rownowagi. Dzieki temu:noza条规定 lepiej zapanowac nad elektronarnejdziem w nieprzewidznych sytuacjac.
f) Nalezy nosic odpowiednie ubranie. Nie nalezy nosic luznej odziezy ani bizu terii. Wlosy i ubranie nalezy trzymac z daleka od ruchomych elementow. Luzne ubranie, bizuteria lub dlugie wlosy moga zostac pochwycone przye ruchome czesci.
g) Jezeli produit przywidzial urzadzenia odsysajace i wychytoyujuce pyl, nalezy upewnic sie, ze sa one podlaczone i sa prawidlowo stosowane. Uzycie urzadzenia odsysajacego pyl要去zmniejsycz zagrozenie zdrowia pylami.
h) Nie wolno pozwolic, ary rutyna nabyta wwyniku wielokrotnego uzycia elektronarzędzia, zastapila scsie prestrzeganie zaasad bezpieczentwa. Niedbale oblsugwane elektronarziedzie moze w ulamku sekundy wyrzadzic istotne szkody lub spowodac cziekie obranzenia.
4) Obluga i konserwacja elektronarzedzi
a) Nie nalezy przyciejać elektronarżedzia. Nalezy dobrać odpwiednie elektronarżedzie do danej czynnosci. Najlepska jakość icosobiste bezpieczentwo myza osiąnac stosujć odpwiednio dobrane elektronarżedzie i pracujuć z predkość do jakiej zostalo zaprojektowane.
b) Nie nalezy uzywać elektronarżedzia z uzskodzonym wącznikiem/wyȩcznikiem. Elektronarżedźle, którego nie są za sterowania wącznikiem/wyȩcznikiem jest niebepez引擎 y wymiaga naprawy.
c) Przed Rozpoczeciem jakichkolwiek prac nastawczy, przyd wymiana osprzęt uł przem odlożemien elektronarźdia sąȩwość z gniażda sieciowyego i/lub usunć akumulator. Ten srodek ostrożnosciogranożna ryzyko niedzamierzonego uruchomienia elektronarźdia.
d) Nieuwywane elektronarzedzia nalezy przechowyac w myejscu niedostepnym dla Dzieci. Nie nalezy udostepniac narzedzia osobom, ktore nie sa z nim obznane lub nie zapoznaly sie z niniejsza instrukcja. Elektronarzedzia w rekachNieprzeszkolonego uzytkownika sa niebepezcieczne.
e) Elektronarzędzia i osprzet nalezy utrzymywac w nienagannym stanie techniczynm. Nalezy kontrolowac,czy ruchome czeci urzadzenia prawidlowo fungcjonuja i nie są zablokowane,czyNie doszlo do uszkodzenia niedtorych czeci oraz czy我不想elupeja innie okolicznosci,ktore mogaMIC wplyw na prawidlowe dzialanie elektronarzędzia. Uszkodzone czeci nalezy naprawic przyzyciem elektronarzędzia. Wiele wypadkowski spowodowych jest nowa zwiacy konserwacja elektronarzędzI.
f) Nalezy stale dbać a czystość narędzi tńczy i regularnie je ostrzyc.
Starannie konserwowane, ostre narȩdź tńcie rżadziej sie blokuji i są latwiejsze w obstudze.
g) Elektronarzedzia, ospreet, koncowski itp. nalezy uzywac zgodnie z niniejsza instrukcja, uwzgldniąć warunki pracy i rodzaj zadania, ktore nalezy wykonac. Wykorystywanie elektronarzedzi do celów niedgodnych z ich przyznaczenia jest niebeźpieczne.
h) Uchwyty i powierzchnie chwytowe powinny byc zawszeSuche, czyste, niedzabrudzone olejem ani smarem. Sliskie uchwyty i powierzchnie chwytowe nie pozwalaja na bezpieczne trzymanie narzedzia i kontrôle nad nim w nieoczekiwanych sytuacjach.
5) Serwis
a) Naprawe elektronárżedzia nalezy zleća wyplaćnie wykwalifikowanemu personelowy i przy uzyciu oryginialnych czȩci zamiennych. W ten spośob zagwarantowanja jest bezpieczna eksploataacja elektronárżedia.
Specjalne wskazówki bezpieczeste sta dla frezarek do rur
Podczas uruchamiania frezarki do rur, jak rowniez podczas jej konserwacz i eksploataci lately zo prestrzegać lokalnych przy potęsow dotycznych zapobiegania nieszczesliwym wypadkom.
Nalezy przyestrzejac ustawych dyrekwy dotyczych ochrony przyciwyybuchowej.
Nalezy dbac o stabilna pozycje obrabianej rury. Niestosowanie sie do tego zalecenia moze prowadzić do powaznych obrażn lub smierci.
Frezarki do rur z napedem elektrycznym (wersja konstrukcyjna RSG Ex (^**) ).
Napięcie sieciowe musi są zgodzac z danymi umieszczonymi na frezarce do rur. Przyȩcze frezarki do rur musi byc zabezpieczzone bezpiecznikiem 20 A.
Przewód sieciowy i ewentualnie zastosowany przydluźacz sąȩy regularnie kontrłowac!
Frezarke do rur nalezy podlaczac do szafy sterownikiej tylko po wylaczeniu wylacznika glownego
Operator musi miec swobodny dostep do szafy sterownikzej.
Zastosowanie
Uchwyty i innate powierzchnie chwytowe powinny byc zawszeSuche, czyste, wolne od smarow i oleju. Sliskie uchwyty zagrażaja bezpieczentwu pracy i moga stać sie przymczyna utraty kontroll nad elektronarzédzlem w nieprzewidzianych sytuacjach. Podczas wykonywnia prac, przy tkorych narzedzie robocze mogloby natrafic na ukryte przewody elektryczne, urzadzenia nały trzymac wylącznie za izolowane powierzchnie rekojesci. Kontakt z przewodem siele zasilajęje sąspodowej przekazanie napiecia na czȩci metalowe urzadzenia, co mogłoby spowodowej porazenie pradel elektrycznym.
Nie nalezy przyciejać frezarki do rur. Obróbki nalezy dokonywać odpwiednim, przywidzianym do tego celu narźedziem roboczym. Dobrze dobrane narźedzie robocze zapewnia wygodę i bezpieczność spracy.
Nie nalezy uzywać frezarek do rur, ktorych wylącznik jest uszkodzony. Frezarka, ktożej nie da sie uźczyć lub wylączyć stanowy niebeźpieczędwo dla uzytkownik i musi zostac poddana naprawe.
Przed przystapieniem do czynnosci regulacyjnych lub wymiany narzejdi roboczych nalezy przerwać dopły wergii. Ten srodek ostroznosci zapobiega niedzamierzonemu wączeniu sie frezarki.
Nie nalezy udostepniac frezarko do rur osobom, ktore nie zostaly z niq zaznajomione lub ni przyczetytai niewszych przypeśw. Frezarki uzywane przyne niedoswiadczone osoby stanowia nebeziepieczentwo.
Nalezy regularnie konserwowac frezarke. Nalezy regularnie kontrlowac frezarke do rur pod katem moziwych uszkodzen, lub innyczynikow, mogacych negatywnie wypnac na pracze urzadzenia. Nieprawidlowo fungcjonujaca frezarke do rur nalezy zreperowac przystapieniem do pracy. Zlekcewazenie drobnych ustereki uzskodzen frezarek do rur spowodowo zuj niededen powazny wypadek, ktorego moins byto uniknac.
Frezarko do ur, oospret i narzedzia robocze nalezy stosowac zgodnie ze wskazowkami zawartymi w niniejszej instrukcji eksplaataci. Nalezy przy tym zawsze uwzgldniac warunki i rodzaj wykonywanej pracy. Niezgodne z przyznaczeniem uzychec frezare do ur moze doprowadzić do siebezpiecznych sytuacji.
Funkcjonowanie urzadzenia (zob. rys. A).
Frezarka do rur sluzy do cięcia i frezowania przy ułozeniem oraz juz ułożonych
rur przy użyciu skrawajych narźedzi roboczych. Za pomoca zintegrowanego
napinacza moins ja latwo zamocowych po zewnetrznej stronie obrabianej rury.
Frezarka przy szeswa sie samocznennie dookola rury. W frezarkach do rur
wykorzystuje sie metalowe pły tarczowe oraz frezy ksztaltowe, kórchy
krawędzie - wazoleński od zastosowanego materiały - wykonane zostaly ze stali
HSS lub z weglica spekanego.
Giebokosc cięcia można ustawic za pomocza wrzeciwna narȩdziowego (16), ruchomo osadzonego w obu płytkach bocznych (3) oraz przy gwintowanego (6).
- Wal transportowy (21), wykonujecty posuw roboczy wprawiajac w ruch kolarskaya transportowe, napędźny jest wrzezionem narędziowym uruchamianym dwustopniłowna przekladné šlimalakowa.
Właczycki wylaczyc ruch posuwowy można dzwignia (28). Sprzego poslizgowe zabezpieczna przydeknię przyȩciezenia.
Wrzejono narędziowe zostalo szȩcęgólne sztywno utoźyskowane. Napędzajca wrzejność narȩźȩwo i pracujucka w kapieli ociejewe przykrędznia glówna jest dwustopniowa: składc są z przykradni planetarnej i przykradni silmakowej.
Wymiary przykriadni zostaly zaprojektowane w taki spośob, aby gwaltowne hamowanie lancaucha odbyto sie wyrzadźadc zadnych szkód. Wszystkie waly przykriadni uloźyskowane są w loźyskach walcwych.
Zadaniem ramy frezarki i jej osi jest prowadzenia zamocowanej na turze maszyny oraz przenoszenia sil tncych i sil poswu.
- Rame:noza dopasowac do srednicy zewnetrzej rury przye przyestawienie osi bieznaj (10).
Lancuchy zaciskowe montuje sie z povedynczych fragmentow o rownej dlugosci. Iloš potrzejnych fragmentow oraz ostaceczna dlugosć lancucha zaciskowej uzalezniona jest od srednicy zewnetrznej rury.
Transport.
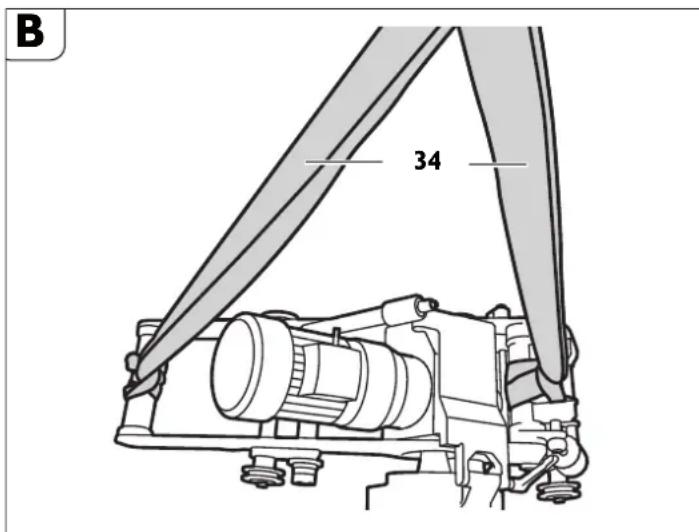
Podczas transportu frazarki do rur istnieje niebepezicznstwo doznania obrazeni. Frezarke do rur powinny transportowae minimum trzy osoby; w innym wypadku nalezy koniecznie uzyc wchodzych w sklad dostawy pendl (34).
Przed pierwszym uzytkowaniem.
Istnieje niebepezpieczefstwo doznania obrazen za sprawna neoczekwiwanego ruchu obrahbianego elementu. Przed przystapieniem do obrkki element nalezy zabepezycz佩戴 neoczekiwnyam poruszeniem sie. Istnieje
niebeziepceznstwo, iz obrabiany element przykreci sie podczas obrók, spadnia lub przysunie.
Maszyny wolno eksploatowac wyplacznie wovczas, gdy znajduje sie ona w nienagannym stanie technicznym. Przed kazdym uruchomlienem maszyny nały skontrolowac ja pod katem uszkodzonych lub zuzytych narzedzi roboczych i elementów konstrukcyjnych. Zuzyte lub uszkodzone narzedzia roboczecienty konstrukcyjne nały bez zwolki wymienci na nowe.
Prace przygotowawce przy przyeznaczonej do obrobki hurze.
Rury ktore beda ciete na placu magazynowym lub placu budowy, nalezy umieci na podkladkach w ten sospob, aby w czasie przechinania narzedzie roboce ne blokwalso sie.
- W przypadku rur juiceslozonych nalezy na kazdym odcinku wynoszacym 1 m zachowac odstepwynoszacy 50 cm od sciany dolu, mierzony od zewnetrnej strony rury.
Powierzchnia przyznaczona do obrsbi powinna bye wolna od wzelskiego rodzaj zuanieczyszczef. Z obrblanej powierzchni nalezy tez usunan miękka powlokte ochronna.
Wyboru naręźdia tnacego naleź dokonywać kierujac sie rodzajem materialiu, z tkórego zostafa wykonana rura, zaplanowanego rodzaju skrawania, oraz rodzaju zastosowanego chlodziwa.
W obrebie ruchu kolek i tancuchow nalezy usnac szwy spwalnicze.
Dalszych informaci można uzyskć u dostawcy srodów smrno-chlodźych. (zob. teź: Pneumatyczne uradzionie chlodźco-smarujace 9 12 01 002 00 4)
Chlodzlo do temperatur do 0^
- Chlodziwo BLOCUT 1 | - 3 21 32 039 00 0
- Chłodziwo BLOCUT 51 - 32132040000
Chlodzwiwo do temperatur do 25^
- Chlodziwo 1 L - 3 21 32 042 00 0
- Chłodziwo 51-32132043000
Prace przygotowawcze przy frezarce do rur (zob. rys. A).
Zwolnic dzwignie zaciskowa (11).
- Przesunac wrzeciennik (16) do góry, uzywajc do tego celu dzwignie recznai (znajdujácia sie w wallice narźedziowej), króraMZa osadzić osadzić przy podajniku (7).
- Usunac s Ruby pasowane (9) i przyemontowac os bieznag (10) dopasowujac ja doactualnej srednicy zewn. rury, kierujac sie danymi zawartymi w tabeli (4).
- Ponownie dokrecic s Ruby pasowane (9).
RSG Ex 1500 A/B (^**)
| P | D [mm] [inch (cal)] | |
| I 250 – 400 9.8 | -15.7 | |
| II 400 – 600 15.7 | -23.6 | |
| III 600 – 900 23.6 | -35.3 | |
| IV 900 – 1500 35.3 | -58.9 |
RSG Ex 18 A/B (^**)
| P | D [mm] [inch (cal)] | |
| I 250 - 400 9.6 | 15.7 | |
| II 400 - 600 15.7 | - 23.6 | |
| III 600 - 800 23 | 6 - 31.5 | |
| IV 800 - 1000 3 | 1.5 - 39.4 | |
| V 1000 - 1300 3 | 39.4 - 51.2 | |
| VI | 1300 - 3000 | 51.2 - 118.1 |
P: Pozycja osi bieznjej
D: Srednica rury
- Obracajn napinaczem sprezynowym wysunac napinace lancuchow (1),aby po zamocawani frezarki do rur, pozostalo jestzsche dosc几点ca do obrobki.
Zmontowac Iancuchy napinajace, tak aby pasowaly na srednice zewnetrzna przyeznacionejo obrobki rury.
Umieszic frezarka na turze i zabepieczyc przyd przekrceniem sie za pomocadzwignicy.
Stosujac napinaczzmontowace lancuch prowadzacy na taka dlugosc,aby pasowal na srednice zewnetrznary rury przyznacionejo obrobki.
- Unieruchomic tăncuch provadazcy w odstepie wynoszacym 10 mm od tăncucha napinajacego, naprzechiw narędzia frezujacego. Odstep sworznia tăncucha provadazcego od sworznia tăncucha napinajacego wynosi 10 mm.
- Odstep ten nalezy skontrolować co najmiej w trzech rożnych milejscach na obwodzie rury.
Mocowanie frezarki na hurze.
Nakladanie Iancuchow
- Nie zamkniete jestcze lancuchy ulozyc dookola rury z obu stron frezarki.
Uniesc frezarke I wsunac tancuchy pod kola tancuchowe (20), tak ay po
osadzeniu frezarki lancuchy znalazly sie wzaccepie. - Przeprowadzi swobodne konce fancuchow przye z koa osi (14), i nakladke (19).
- Polaczyc sworzniem (3 02 17 216 00 4) oba konce lancucha i zabezpieczyc oboma pierscienciami zabezpieczajacymi (4 26 34 020 00 5).
Naciag Iancuchow (zob. rys. A)
-Ulozyc oba lanciachy lekko na urze, kracoboma napinaczami sprezynowymi (1).Aby frezarka znalazla sie we walsciwej pozyci, nalezy ja kilkakrotnie poprowadzić po obwodzie rury w te i z powrotem.
- Napić tlańcuy, krecć obomá napinacámì sprežynowymi, aź kolek (23, rys. A) znadzie są w podluznym otworze napinacza, w wyłlobionnym do tego celu rowku.
- Podczas procesu obrobstk nalezy observwoć połoźenie kolka. Jeźeli rura przybiera niedrakgly ksztalt, niąc nagłowé zȩwiedzcy lub zmirnejciezn. Prźed przystapieniem do obrobstk nalezy usnęc wyszystkie cztery rekoniejsc.
Zagrozenie wypadkiem!
Niewolno przekrecac napinacza sprezynowego poza ten punkt!
Montañ narzedzi roboczych.
Niebepiecznebstwo doznania obrażćciała
Istnieje niebepezecznwo doznania obradezh ciala wskutek niezamierzonego wlaczenia. Przed przystapieniem do montazu narędzia roboczego na三点y wyjać wtyczke sieciowa z gniażda.
Niebepezceinstwo doznania obrzei ciala
Istnieje ryzyko skaleczenia sie ostrymi krawedziami narzedzia roboczego. Podczas montazu I demontazu narzedzia roboczego nalezy nosic rekawice ochronne.
Niebepezienstwo doznania obrażćcia
Istnieje nielebezplecenstwo oparzenia sle goracym narzedzlem roboczym. Podcas demontazu narzedzia roboczego nalezy nosic reckawice ochronne. Nosic reckawice ochronne.

Stosowac nalezy wyłacznie naręździa robocze z niewskodzonymi krawedziami.
- Przed osadzeniem wrzeclona nalezy oczyscić powierzchnie pasowania i przylegania.
- Osadzic narzedzie robocze wraz z podkladkami dystansowymi.
-Mocno dociagnac nakretke mocujaca narzedzie roboczne.
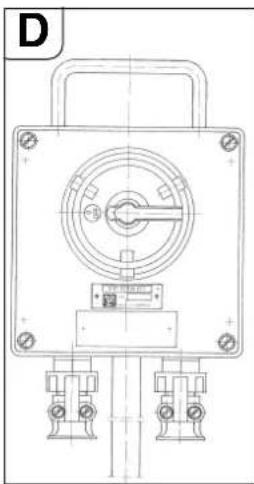
Uruchomienie urzadzenia
Frezarka do rur:
C
Frezarko dlur z napedem elektrycznymNSEpodałczyc do szafy sterowniczej, posiadajacej nastepujace elementy skladowe:
-Wlącznik glówny/przelącznik kierunku obrotów Wylącznik silnikowy
-Wyzwalacz podnapieciowy
-Polaczenia wtykowe
Wytacznik glównystosowany jest do wączania maszyny oraz do zmiandy kierunku obrotów. Wytacznik silnikowy i wyzwalacz podnapieciwy stanowíajejdna calośc. W razie przyȩzenia frezarki reaguje wytacznik silnikowy, a w razie awariw dostawie pradu wyzwalacz podnapieciwy odźacza frezarkówied siedci, aby zapobiec jej niedamierzonemu rozruchowy.
Ponowne uruchomienie frezarki odbywa sie poprzej uruchomienie wytlacznika przycełędenlowego.
Szafé sterownikacja naleź yumieść w taki spośb. aby uzytkownik są w kázdejchwili do niedostć.
Frezarka do rur wykonana została częciwo w wersji przyciwyybuchowej:
Do pracy frezarka do rur w srodowisku
zagrożonym wybuchem strefy 2 naleź y明智 szafa
sterownikca podlaczyc skrzynke rozdzielcka
zaopatrzone w dodatkowy wącznik/wȩzznik.
Skrzynke rozdzielcka naleź umieść w taki
sposob, aby uzytkownik sąg sie w kaźdejchwili
do niedostć.
Niebepezeneistwo wybuchu Szafe sterownikca nalezy umieszeci poza stref2.
Obsluga
Niebepezeneistwo doznania obraećina ciala
Pokrywa ochronna musi byc przy czy czas przy calkowicie zamkieta i zablokowan!
Niebepezeneistwo doznania obrazen spowodowanych przyez unoszace sie opilki
Moga one spowodowac skeleczenia. Nalezy zwróci uwage, aby w obszarze zagrozenia (strefie niebezpiecznaj)Nie znejdowaly sieźadne osoby trzechie.
Niebepezieanse wo pozaru spowodawanego przyez unoszace sie opilki Nalezy zworci uwage, aby w obszarze zagrozenia (strefie niebepezcienej)Nie znajdowy si zdne latwopalne materialy lub przemioty.
Niebezpieczneistwo doznania obrażć ciala
Podczas włuczaniafreyzarki do rur istniejeNiebepeziecz nestwo doznania obrażen spowodowanych przy odzucone drobine elementy. Prźed kaźdym zastososowaniemfreyzarki do rur naleź uusnac korbe reczna.
Rozruch
W przypadku frezarek do rur napedzanych motorem elektrycznym nalezy skontrolowac,czy kierunek obrotu narędżia obrotowej jest wąsciwy. Zmiany kierunku ruchu dokunję sie za pomocza prȩclazznika kierunku obrotów, umieszczonego przy skrzynce roźdlziejej.

Niebezpieczewsstwo doznania obrażć ciala
Podczas pracy maszyny istnieje niebepezcieznstwo doznania obrażencka spowodanych obracajacymi sie elementami. W strefle niebepezcienej maszyny wolno przybywac wylącznie w celu dokonia nastaw i przy zachowaniu niedzbednych srodkowski bezpieczehstwa.
Wylaczyc przekladnie posuw dzwignia (28).
-Wlaczyc frezarkdo rur.
Zwolnic dzwignie zaciskowa (11) 1 za pomocz dzwigni recznj zagbie w rurze obracajc siertcze na tyle, nale to moziwe. Giebokie zenurzenie tarczy w materiale pozwala na stabilny przebietie)..
Podczas frzowania nalezy utrzymywać mözliwie niskie zaangazonian naręzdzia roboczenia go obrobke. Im growska glębokośćcie, tym grubszy tworzy sle wór.
- Narzédzie roboczne danezy zanurzyc w materiały ok. 3 mm. glebiej,iesz jest to potrzejne, a要进一步jnię pręstawic na wymagana glębokość. W ten sposob utrzymane zostanie niskie zaangażońie narźedzia roboczego.
Stosujac podzialke glebokosci moza dokonac takiego ustawienia, by naradziej "drapafo" po powierzchni rurg. Zwoilnic nikretke radelkowana (27) 1ustwic wskazowke (28) na 0. Ponownie doclagnak nikretke radelkowana (27). Ustwionja glebokosci moza odczytc na podziale.
-Wylaczyc frezarke.
- Na zakończenie ustalic nastawe, zaciagajć dzwignie zaciskowa (11).
- Ponownie wączyc frezarke.
- Właczyc przyzekfadni posuwu dzwignia przy.§acznika posuwu (28).
- Jezeli wydajnosc silnika na to pozwoli, scenke rury nalezy przechina犄ciem.
- Przelozone rury moga ugić sie podcas cięcia i narzedzie robocze zablokuje są w riazie. Z togo powodu naleź do powstajego rzazu w;bjac w regularych odlegość chalzocrine w dostawie klyn. W srodowisku zagrozonym wybuchem naleź stosowac klyn (6 33 05 013 00 2) (RSG Ex 1500 A/B ( ) ) ośprzet wchodź y w skląd dostawy) i mlotek, kró zostaly wykonane z materiały nie wytwarzajacego iskier.
Nalezy unikać przyciezenia frezarki do rur.
Przeciäenie ma miieszcie wówczas, gdy podczas wpwadzania pracujucego narzedzia roboczego do materiaiu licza obrotów silnika zauważalienie spada.
Wwyniku tego zmniejsza sle tez moc skrawania.
- Element (odciety kawalek rury) nalezy odpwiednio ustabilizowa, aby zabezpieczyc go przyspdnięciem.
W przypadku rur o grubych sciankach (s > 10mm) przecinanie szwu spawalniciego nalezy Rozlozyc na kila operaci.
Przecièe rury w ten sposób, aby oba końce linii cięcía sie zbieglyazoley od tego:
-czy rura zosta na poczaku cięcia ulożona wlasciwie,
czy rura odbiega geometrycznie od formy kolistej lub cylindrycznej,
-czy narzedzia robocze sa wystarczajaco ostre,
- jak twardy jest material, z którego zostala wykonana rura.
Frezarka do rur zostala w taki sposob wyjustowana, ze w przyypadku srednicy wynoszacej 300 mm lub 600 mm poczatek | koniec linii cięcia besteht sie mniej wiecejPokrywac.
Ze wzgledu na ekscentrycznosc (e) wala prowadzacego znacznik justowania (24, zob. rys. E) obwiatuje tylko w przypadku wyzej podanych wartosci srednic. W przypadku rur o wiekszych srednicach moze zaistnie koniecznosc dodatkowejo justowania.
Bieg wsteczny frezarek do rur (RSG Ex ( )
Uszkodzenie mienia!
Przed przystapieniem do wycofywania frezarki nalezy upewnic sie, ze narzedzie roboczec jest wysuniete, gdyw przeciwnym wypadku mogblogy dojsc do uszkodzenia narzedzia i przyktheadni.
- Wylaczyc przykawkie posuw dzwignia (28).
Zwolnic dzwignie zaciskowa (11).
Wysuwanie narzedzia roboczego. - Ustawic wącznik glówny/przelacznik kierunku obrotów w poźycji „0" (wy!).
- Przelacznik kierunku obrotow ustawic na bieg wsteczny.
Dociagnc dzwignie zaciskowa (11). - Właczyc przytekędni posuwu dzwignia przyelacznika posuwu (28).
Frezarka do rur nie jest przystosowan do cięcia w biegu wstecznym!
Wskazówki dotyczye chlodzenia i smarowania.
Uszkodzenie menia!
Podczas frezowanarnejedzie robocze musi bye chlodzone i smarowane. W razie niedostacechnego chlodenia lub smarowanja要去 dojsc do zablokownikie wiorów. Moze to spowodac uszkodzenia naradzi roboczych.
Nalezy stosowac sie do wskazowek i zalecen producenta zastosowanego chlodziwa.
Rury z zeiwa szarego nalezy claç na sucho I bez chlodzenia.
- Podczas cięcia rur zę stali niestopowej, tarcze względnie frez naleź chłodź roztworem mydlanym.
Regulacja dokladnosci biegu.
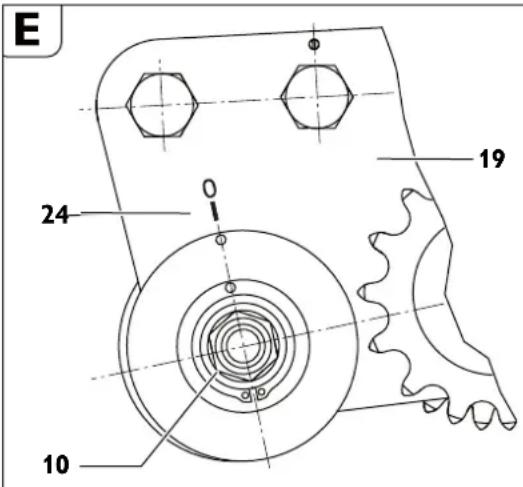
Zwolnic nakretke (15, zob rys. A), rozwartosc 46.
- Przekrecic os (10) w kierunku przyciwnym do nakladki (19).
Dociagnakretke (15).
Obrot osi (10) w kierunku zgodnym z ruchem wskazowek zagara (w strone narzedzia roboczego) powoduje ruch narzedzia roboczego w prawo (linla wzroku jest zgodna z kierunkiem ruchu frezarki).
Obrot osi w kierunku przyciwnym do ruchu wskazowej zegara powoduje ruch narzedzia roboczego w lewo.
Montaz dodatkowych ogniw lancucha
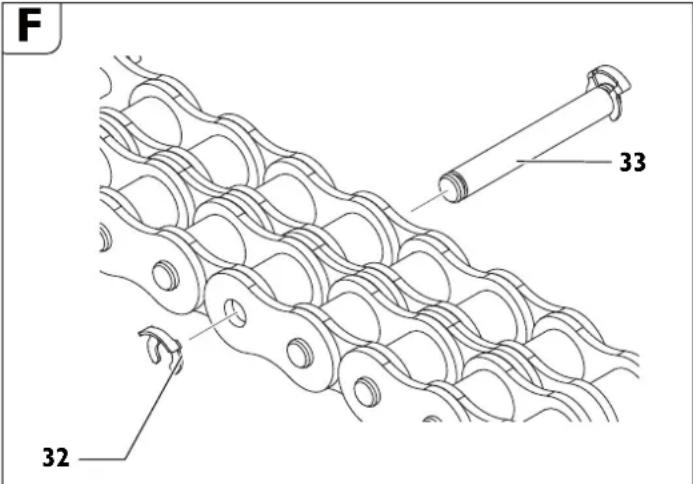
Dodatkowe ogniwa tancucha wolno wstawlac tylko w przywidzianych do tego celu mistracach.
-Usnac pierscien (32).
-Usunać sworzen (33).
Zamontowac pozadana ilosc ogniw.
- Ogniwa rożnej wielkosci wchodź w akcesiorów dostarczonych wraz z maszyna.
-Wstawic sworzen (33).
Zamontowac nowy pierscien (32).
Mocowanie frezarki na urze
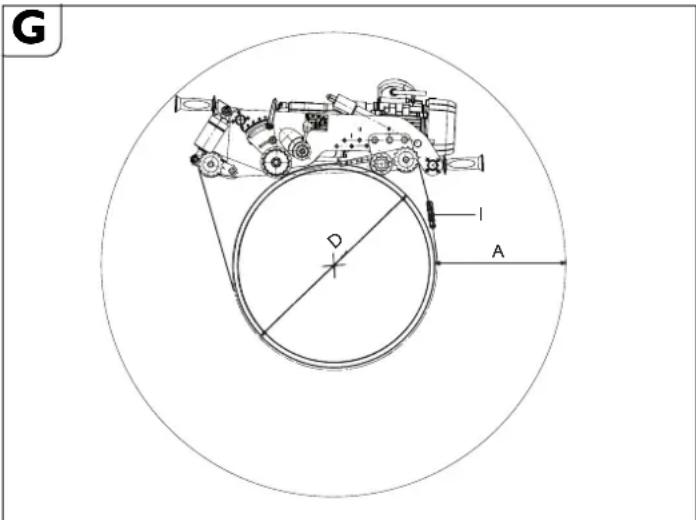
,A"Przestrzen potrzebna do przy przy maksymalnej glebokosci ciencia.
D" Zewnetrzna srednica rury
"I' Ilosc segmentow lancucha przy srednicy ,D".
RSG Ex 1500 A/B
| Pozycja osi bleżnej | D [mm] | A [mm] | w y dlugosci ląńcucha z kaźdej ze stron | całkowa dlugosci ląńcucha | i*a |
| 1 | 250 | 400 | 1427 | 2854 | 5 |
| 300 | 392 | 1525 | 3050 | 5 | |
| 350 | 384 | 1632 | 3264 | 6 | |
| 400 | 378 | 1744 | 3488 | 6 | |
| 2 | 400 | 381 | 1782 | 3564 | 6 |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 369 | 2019 | 4038 | 7 | |
| 550 | 364 | 2144 | 4288 | 7 | |
| 600 | 360 | 2273 | 4546 | 8 | |
| 3 | 600 | 362 | 2302 | 4604 | 8 |
| 650 | 357 | 2433 | 4866 | 8 | |
| 700 | 352 | 2566 | 5132 | 9 | |
| 750 | 348 | 2702 | 5404 | 9 | |
| 800 | 344 | 2840 | 5680 | 10 | |
| 850 | 340 | 2862 | 5724 | 10 | |
| 900 | 337 | 3001 | 6002 | 10 | |
| 4 | 900 | 348 | 3142 | 6284 | 10 |
| 950 | 345 | 3284 | 6568 | 11 | |
| 1000 | 342 | 3428 | 6856 | 11 | |
| 1050 | 340 | 3464 | 6928 | 11 | |
| 1100 | 337 | 3607 | 7214 | 12 | |
| 1150 | 335 | 3751 | 7502 | 12 | |
| 1200 | 333 | 3896 | 7792 | 13 | |
| 1300 | 331 | 4062 | 8124 | 13 | |
| 1400 | 329 | 4338 | 8676 | 14 | |
| 1500 | 328 | 4355 | 8710 | 14 |
*Numer zamówieniowy 3 02 31 013 02 7 składajcy sie z 10 segmentów odlugosci kazdego z nich 635 mm.
RSG Ex 18 A/B
| Pozycja osibleżnej | D[mm] [mm] | A[mm] [mm] | w ydlugosćtańcucha zakaźdej ze stron | calkowaţa dlugosćtańcucha | i#. |
| 1 | 250300350400 | 587576564553 | 1427152516321744 | 2854305032643488 | 55668 |
| 2 | 4004505050550600 | 522511501492483 | 17821898201921442273 | 35643796403842884546 | 67788977788 |
| 3 | 600650700750800 | 453445437429422 | 23022433256627022840 | 46044866513254045680 | 889910 |
| 4 | 8008509009501000 | 396393390386383 | 28623001314232843428 | 57246002628465686856 | 101010101111 |
| 5 | 110501100115012001300 | 390387385382379374 | 3464036073751389640624338 | 692872147502779281248676 | 111212131314 |
| 6 | 114001500160017001800190020002100220023002400250026002700280029003000 | 383382378373369366362359356353350348346343341339337335 | 4355046514950525055535857616264686775708373917700800983198629894092519562 | 87010930299001050011106117141232412936135501416621478215400160181663817258178801850219124 | 141516171819202122232425262728293031 |
*Numer zamówieniowy 3 02 31 013 02 7 składajcy sie z 10 segmentów odlugosci zażdego z nich 635 mm.
Aby osiagnć optymalne naprezenia lancucha można wykorzystac zaćzone w walice narźedziowej segmenty o polowie dlugosci - 31,75 mm.
Przyklad:
Przy srednicy rury D = 400 mm potrzebne bedzie 6 segmentów lancucha (nr zamówieniowy 3 02 31 013 02 7).
Liniowe cięcie daneki lancuchowy prowadzącemu
H
Ustalic potrzbna dlugosc lancucha prowadzacego, kierujac sie tabela. Aby oslagnac optymalne naprezenie lancucha moza wykorzystac zalaczone w walice narzedziowej segmenty o polowie dlugosci - 31,75 mm.
Dlugosflancucha prowadzacego
| Średnica rury | Dlugość tańcucha | Segmente tăńcucha | ||
| [mm] [mm] | 635 mm 63 | 5 mm 31,75 mm | ||
| 250 710 1 1 | 1 | |||
| 300 870 1 4 | 0 | |||
| 350 1030 1 | 6 1 | |||
| 400 1190 1 | 9 0 | |||
| 450 1344 2 | 1 1 | |||
| 500 1500 2 | 4 0 | |||
| 550 1660 2 | 6 1 | |||
| 600 1809 2 | 8 1 | |||
| 650 1970 3 | 1 1 | |||
| 700 2130 3 | 4 0 | |||
| 750 2290 3 | 6 1 | |||
| 800 2440 3 | 8 1 | |||
| 850 2600 4 | 1 0 | |||
| 900 2760 4 | 4 0 | |||
| 950 2921 4 | 6 0 | |||
| 1000 3079 | 4 8 1 | |||
| 1100 3397 | 5 3 1 | |||
| 1200 3714 | 5 8 1 | |||
| 1300 4032 | 6 3 1 | |||
| 1 4 | 0 | 0 4 | 3 3 | 0 6 |
| 1 5 | 0 | 0 4 | 6 4 | 0 7 |
Numer zamówieniowy 3 02 31 035 01 0 (l = 31,7 mm)
Za pomocaw sporznla i pierscienla przymocowac fancuch prowadzacy do gedneo z dwoch segmentow na napinaczu.
- Przeprowadzić pasmo prowadźace lancucha pod oboma kolarskami (rys. H).
Za pomocawzurznla plerscienia przymocowac swobodny konie lancucha prowadzacego do napinacza.
Umiieszci lancuch prowadzycny na rurjc obracajcPokretlem szeciokatnym napinacza (2).
Umiesci lancuch prowadzcy w odlegosci 10 mm (sworzen lancucha naptolowoed o sworznia lancucha prowadzacego). Odstep ten nalezy skontrolowa w co najmnie trzech roznych.), mejciech na obwodzie rury.
- Naciagnac napinacz Pokrettem szeciokatnym (29) tak, aby płytka (30) przylegala do obudowy napinacja (zakres mocowania ok. 50 mm). (maks. moment dokrecania 50 Nm)


Uwaga na zagrozenie wypadkiem!
W zadnym wypadku nle wolno przykrećić trzech šrub zabezpieczajacych (31) umieszczonych na czole. (zob. rys. H)
Prace zakoiczeniowe po kaźdym zastosowaniu maszyny
Wysuwanie narzedzia roboczego.
-Wylaczyc frezarke.
-Zdjać narzedzie roboczne.
-Wyfaczyc frezarke
MagazynOWanie frezarki do rur
- Chronic elementy metalowe przed korozja.
- Przechowywać frezarków do rur w suchym mięsçu.
Konserwacja i naprawy
Konserwacja i naprawy.
W razine koniecznosci naprawy elektronarzędzia wyprodukowanego przyez firme FEIN lub.gojo osprzejtu nalezy zwróci są do jederngo z punktow obsslugi klienta FEIN. Potrzebebne adesy moza znalezć na stronie internetowej https://fein.com/pl_pl/.
Aktualna lista.czeci zamiennych dla niniejszego elektronarzedzia znajduje sie pod adresem internetowym www.fein.com.
Nalezy stosowac wyłacnie oryginalne czeci zamienne.
W razie potrzeby moziwa jest wymiana we wlasnym zakresie nastepujacye elementow: Narzedzia roboczec, rkojesci, lancuch, ogniwa lancucha
Maszyne wolno eksploatowac wylicznie woczmas, gdy znajduje sie ona w nienagannym stanc technizmyn. Zuzyte lub uzkodzone narzedzia robocz i elementy konstrukcjne nały bez zwolki wymi nic na nowe.
Niebepezeneistwo doznania obrazen ciala wskutek niezamierzonego wlaczenia.
Przed przystapieniem do jakichkolwiek prac przy frezarce do rur, nalezy wyjać wtyczke z gniaźdka!.
Wskazówki ogolne
Prac konserwacyjnych moga dokonywać tylko autoryzowani fachowy.
Na prace konserwacyno-pielegnacyne skladaja sie nastepujuce czynosci:
-Czyszczenenfrezarkdorur od zewnatrzoraIancuchow napinajacych.
- Kontrola wizualna calej frezarki
Wymiana oleju przyktedniowego.
- Smarowanie mechanizmu srbowego i fancuchow.
- Smarowanie prowadnic wrzeciennika w Jednostce napinajaco-transportowej.
- Naklejki oraz wskazowy ostrzegawcze umieszczone na narzedziu nalezy regularnie odnawiac.
Pielegnacja ogniew Iancucha
Usunac brud i zanieczyszczenia z ogniw tancucha i poruszajac je, dokladnie je oczyscić benzyna do prania, nafta lub innym podobnym srodkiem.
Aby zagwarantowac dokladnePokrycie smarem, umiesci tancuchy na pare godzin w gestym oleju, np. oleju do przydekni SAE 140.
Zagrozenie wypadkiem!
Przed ponownym uzycielem tancuchow, Ich ogniwa nalezy poddać dokladnej wizualnej kontroll w celu upewnienla sle o ich nienagannym stanie technicznym. Uszkodzone czeci nalezy wymienc, wstawic tez brakujace pierscienie zabezpieczajce.
Przewód przylaczeniowy
Jezeli przywod przytczeniwy elektronarzędzia jest uzzkodzony, wymiany must dokonać producent lub seinen przystawiciel handlowy.
Podajnik (zoh. rys. A)
- Nalezy pilnowac, aby powlerzchnia boczna nikretki (17) wolna byla od zabrudzen i rdzy, a takze stalePokryta smarem.
- Mechanizm szrubowy nalezy czysci i smarowac podczas kaźdej wymiany oleju do przydekadni.
Demontaz:
-Usunac sbrue cylindrowa (8).
Wyclagnac sworzen (5) z Pokrywy.
- Na zakońcie wykrećić podajnik z nakȩtki za pomocar korby recznej.
- Oczyslic i nasmarowac fragmenty gwintowane (zob. rozdziel Srodki smrne i plan smarowania na str. 156).
Wymienic uszkodzone pierscienie zgarniaje.
Montaz:
Montazu dokonujie sie postepujac w odwrotnej kolejnosci niz wyzej opisano. Uwazać, aby podczas montazu nie uzskodzic piercieni zgarnijacych!
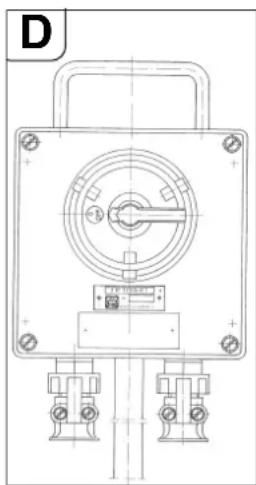
System mocowania
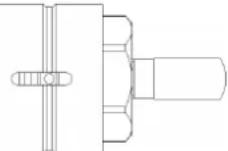
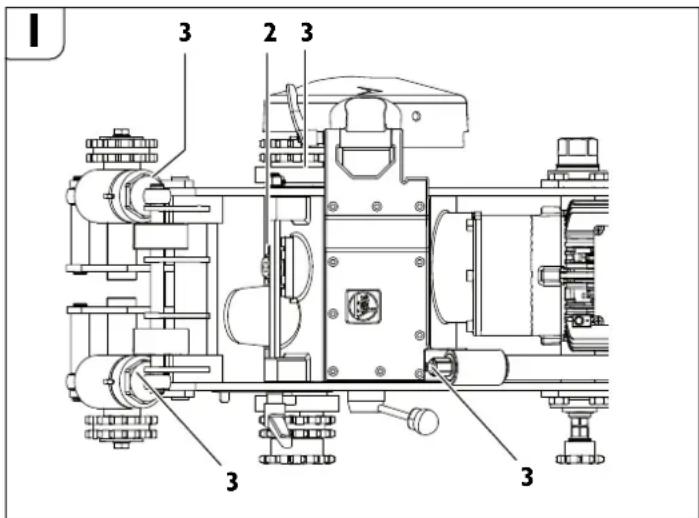
Nalezy unikać zabrudzenia gwintu招投标 oczkowych (3, rys. l) w napinaczu spreźynowym.
Wrazie potrzeby ocyszcie gwint i nasmarowa.
Srodki smrne i plan smarowania
| OlejPrzektladniowyARAL Degol | PojemnośćZakreste temperatur[°C] | Specyfikacja |
| BMB 460 2 litry 0 do +60 Olej do przydektladni | typ CLPF wgdIN15502 | |
| BMB 100 2 litry -20 do +40 |
W momencie dostawy wrzeciennik napelniony jest fabycznie olejem ARAL Degol BMB 100. Nie zaleca sie stosowania innych olei przykladniowych.
Srodki smrne do powierzchni slizgowych
Do smarowania i pielegnaci powierzchni slizgowych zalecamy bezkwasowe, woodoporne markowe smary do tozysk slizgowych.
| Punkt smarny Środki smarne i materiały | eksplaatacyjne |
| 2 (przek.§nía) zob. tabelka Oleje smarne | do wrzeciennika |
| 3 (powierzchni silzigowe i mechanizm sąbowy) | Smar do loźysk silzigowych |
Usuwanie usterek (wersja RSG Ex [ ]
| Usterka Możliwe przyczyny Kroki | ||
| Sławnik i narȩźcie robocze przystaja działać | Bardzo niskie temperatury otoczenia | Zastosowej olej przy.§k.§nów do niskich temperatur |
| Tepe narȩźcie robocze | Wymienić narȩźcie robocze | |
| Brak napięcia siedłowego | Skontrolowaść przy.§c splawy i skrzynki rozdwielczce | |
| Niewość wapićcie robocze | Skontrolować dane przy.§c splawy ogo | |
| Za szymi bki posuw lub zbyt gruby wiór w jedernym obiegu | Dopasowaść przy.§k.§dnie i/lub zredukować glębokość frezOWANIA | |
| Olej wycieka ze skrzynki przy.§k.§dniowej Znaleść sąsce przy.§c splawy i usnać usterkę-Dopelnić oleju | ||
| Nadmiery wzrost temperatury w silniku | Reaktywować szafe sterownikca 3 07 02 041 01 4 | |
| Uszkodzone koło zańcuchowe | Uszkodzony segment zańcucha | Wymienić segment |
| Segmente zostaly nieprawidłowo polaczone | Skontrolować punkty mocowania i skorygować polaczenia | |
| Sworzeń do zańcucha wprovadzono tylko czego矫owy | Dosunać sworzeń do koñana | |
| Ustarka Mnöliwe przyczyny Kroki | ||
| Nieprawidłowy przybieg pięcía | Niewość wyosłowana frezarka i ląńcuch | zob. rozdziel „Prace przygotowawcie przy frezarcde do rur (zob. rys. A).“ na str. 152 i roździel „Mocowanie frezarki na hurze“ na str. 153 |
| Wiat prowadźcy nie jest osadzony wspólŚrodkowo | Wyregulowa są jej bieg, zob. roździel „Regulacja dokladsnosci biegu“ na str. 154 | |
| Tepe narȩźdle robocze Wymlenić narȩźdle robocze | ||
| Rura zostafa umieszczona skość lub pionowo;ewentualné maNie pręwiedłowę geometrę (nie jest okragła) | Użć urȩźdenia prowadźego po wyznaczonymtorze, zob. roździel „Mocowanie frezarki na hurze“ na str. 153 i roździel „Liniowe pięcie“ na str. 155 | |
| Narȩźdle robocze jest przyȩzone Dopotrawać przyȩćdnią i/lub zredukować glówność frezOWANIA | ||
| Funkcjemaszyny są zredukowane lub nie spełniajswoich zadań | Brak napiecia sierciowej Skontrolować przyȩcze siediowe i skrzynikiorozdzielcie | |
| Wlacznik nie jest przyȩzony Skontrolować przyȩcznik | ||
| Sprȩglo silziga są Dopotrawać przyȩcławność lub zlecić fabryczna regulacjemomentu obrotowej spregoły firmie FEIN | ||
| Silne wibracje Za szybki posuw Wyregulować przyȩcladnię | ||
| Narȩźdle robocze jest zbyt nisko osadzone Unieść narȩźdie robocze | ||
| Dźwignia zaciskowa (11) nie jest dociagnęta | Dociagnę dźwignie zaciskowa | |
| Luźny ląńcuch Skontrolować naprzejenie ląńcucha | ||
| Tepe narȩźdle robocze Wymienić przyȩdzie robocze | ||
Gwarancja i rkojmia
Gwarancja na produkt jest wazna zgodnie z ustawowych przysepami regulajymi w kraju, w ktorym produkt dostal wpwadzony do obrotu.
Narędzia robocze i akcesoria
Pity tarczowe

1

2

3
ksztait1,HSS,do przekladni typu:
| A, B - do obrkur rur stalowych | |||||
| Ø | Szerokość | Masa | Zeby | maks. glębokość噤ka | Numerzamówieniowy |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0,5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0,7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0,9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 4 | 1,3 | 70 | 55 | 6 35 02 041 00 1 |
ksztait 2, HSS, do przykădni typu:
| B - do rur zeliwnych | |||||
| Ø | Szerokość | Masa | Zęby | maks. glówność噤ca | Numerzamówienowy |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 050 00 1 |
| 180 | 4 | 0,7 | 46 | 35 | 6 35 02 098 00 0 |
| 200 | 4 | 0,6 | 50 | 45 | 6 35 02 099 00 4 |
ksztalt 3, HSS, z zebami z weglica spiikanego, do przyekladni typu:
A, B - do obrski rur zeliwnych (takze wylozonych betonem) i rur ze stali niestopowiej do 400 N/mm²
| Ø | Szerokość | Masa | Zęby | maks. glębokość噤ka | Numer zamówieniowy |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 080 00 8 |
| 180 | 4 | 0,7 | 44 | 35 | 6 35 02 061 00 9 |
| 200 | 4 | 0,9 | 50 | 45 | 6 35 02 084 00 2 |
Wpust pasowany
| (Sz x W x DI) | |
| mm | |
| 6 x 6 x 32 | 4 02 21 044 00 0 |
| 8 x 7 x 32 | 4 02 21 050 00 5 |
Pojemnik transportowy
| długosc x szerokosć x wysokość | |
| mm | |
| 1000 x 800 x 395 | 3 39 01 114 00 7 |
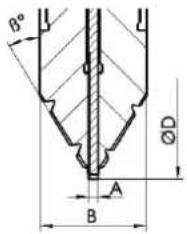
Frez ksztaltowy
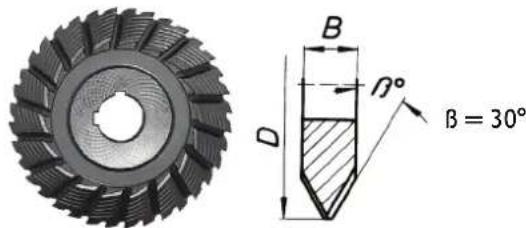
| ksztatt V, HSS, do przykleadni typu: | ||||||
| A - do obróbki rur stalowych ze stali wysokostopowejB - do obróbki rur zeliwnych i rur ze stali niestopowej o grubość scianki do 10 mm i srednicy maks. 1600 mm | ||||||
| D | B | Masa | Zeby | β | maks. glębokość噤ca | Numer zamówienowy |
| (mm) | (mm) | (kg) | (°) | w(mm) | ||
| 125 | 25 | 1,6 | 32 | 30 | 25 | 6 35 08 056 00 4 |
| 160 | 30 | 3,2 | 36 | 30 | 25 | 6 35 08 081 00 9 |
| 160 | 30 | 3,3 | 36 | 37,5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 5,5 | 36 | 37,5 | 25 | 6 35 08 094 00 0 |
| 180 | 42 | 4,9 | 36 | 30 | 25 | 6 35 08 085 00 8 |

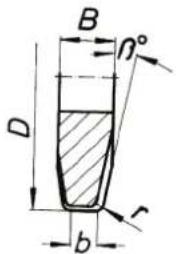
B=8°
r = 6mm
b = 4mm
| ksztatt U, HSS, do przykleadni typu: | |||||
| A - do obrókB rur stalowych ze stali wysokostopowejB - do obrókB rur zeliwnych i rur ze stali niestop战略布局 o grubosci scianki do10 mm i srednicy maks. 1600 mm | |||||
| D | B | Masa | Zeby | maks.głebokośćcline | Numer zamówienowy |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 25 | 2,8 | 40 | 25 | 6 35 08 089 00 7 |
Segment Iancucha
| Frez kątowy, HSS, do przyek.§adni typu: | ||||||
| A - do obróbki rur stalowych ze stall wysokostopowej | ||||||
| B - do obróbki rur zeliwnych i rur ze stali niestopowej o grubość scianki do 10 mm i sreknicy maks. 1600 mm | ||||||
| D B Masa | Zeby B maks. | głowokość ciecia | Numer zamówienowy | |||
| (mm) | (mm) | (kg) | (°) (m) | |||
| 154 30,5 | 2,5 32 30 | 25 6 35 | 08 099 02 | |||
Swarzeń zamienny
| 10 segmentów ląncucha x 63,5 m | m = 635 mm |
| Numer zamówieniowy 3 02 31 0 | 13 02 7 |
| 1 segment ląncucha 31,75 | |
| Numer zamówieniowy 3 02 31 0 | 29 00 2 |
Zamienny piercien zabeepiezajacy
| Numer zamówieniowy | 3 02 17 216 00 4 | Łańcuch napinajcy 38,5 mm |
| Numer zamówieniowy | 3 02 16 166 00 0 | Łańcuch prowadźcy 54 mm |
Stalowe kliny roszczepiajace
| Numer zamówieniowy | 3 02 17 216 00 4 |
| Numer zamówienowy | 6 33 05 006 00 8 |
Zakres dostawy
| Numer zamówieniowy | Liczba | Nazwa |
| 3 39 01 114 00 7 | 1 | Pojemnik transportowy |
| 3 39 01 031 00 1 | 1 | Walizka na naręźdia |
| 3 21 22 007 01 7 | 1 | Korba reçzná |
| 6 29 01 016 00 2 | 1 | Klucz jegnoszczechowy, rozwartość 46 |
| 6 29 03 010 00 6 | 1 | Klucz jegnoszczechowy, rozwartość 55 |
| 3 12 07 333 01 0 | 1 | Napinacz法律法规 tylko do RSG Ex 1500 A/B (**) |
| 6 29 11 010 00 0 | 1 | Klucz oczkowy, 17/19 |
| 6 29 06 014 00 0 | 1 | Klucz nasadowy, rozwartość 46/41 |
| 3 02 31 029 00 2 | 20法律法规 rolkowy | |
| 3 02 17 216 00 4 | 20 Sworzen | |
| 4 26 34 020 00 5 | 40 Pierścień zabeść pieczajaciousy | |
| 6 33 05 013 00 2 | 5 | Kliny rozszczechiapacja, beziskrowe do RSG Ex 1500/18 A/B (**) |
| 3 07 02 041 01 4 | 1 | Zestaw urzadzenia sterownikiczych do RSG Ex 1500/18 A/B (**) |
| 3 21 74 009 00 1 | 1 | Petla na rekte |
| 3 21 74 010 00 3 | 1 | Petla na rekte |
| 3 07 28 188 00 8 | 1 | Gniazdo CEE do RSG Ex 1500/18 A/B (**) |
| 3 02 31 035 02 0 | 1 | 法律法规 tylko do RSG Ex 1500 A/B (**) |
| 3 02 16 166 01 0 | 1 | Sworzeń法律法规 do RSG Ex 1500 A/B (**) |
| 3 40 56 026 00 0 | 1 | Zaslepki法律法规 do RSG Ex 1500 A/B (**) |
Opcjonalny osprzegt
| Numer zamówieniowy | Liczha | Nazwa |
| 3 02 31 013 02 7 | 1 | Łańcuch z 10 odćinkami |
| 4 26 34 020 00 5 | 1 | Piercień zabeźpieczajcy |
| 3 02 17 216 00 4 | 1 | Sworzeń |
| 4 30 12 051 12 2 | 1 | Śruba pasowsana |
| 6 33 05 013 00 2 | Klin wybijść, beziskrowy | |
| 9 12 01 002 00 4 | Pneumatyczne urȩdzenie chłodźco-smarujiangy (PUCS) | |
| 3 24 33 027 01 7 | 1 | Płtyka do PUCS |
| 9 26 01 023 02 3 | 1 | Kompresor do PUCS |
| 3 14 14 055 00 2 | 1 | Wąź PA-DL, kompletny do kompresora |
| 4 11 36 005 01 9 | 1 | Zȩczka |
| 3 02 31 035 02 0 | 1 | Łańcuch |
| 3 02 16 166 01 0 | 1 | Sworzeń |
| 3 40 56 026 00 0 | 1 | Zȩsplepki |
Pneumatyczne urzadzenie chlodzaco-smarujace 9 12 01 002 00 4
Zwgldeu na mozlowoc wystapienia duych prdekosci cięcia i poswu frezarki do rur konieczne jest chlodzenie I smarowanie narzedzi roboczych podczas obroki stali. Pneumatyczne uradzdenie chlodzaco-smaru掾 pracuje na zasadzie wytarwarzia mgly I odparowywnia chlodzwa: Dzieki dyszom zamocowanym na frezarce zapewnia stale dobre chlodzenie i smarowanie.
Oproczkiego togoMZna uniknac zanieczyszczenia gleby na placu budowy przyez zwykle stosowanaplikowana recznie emulsje do wiercenia.
Jako srodek smarno-chlodzacy zaleca sie zastosowanie chlodziwa do metalu BIOCUT 3000. jest to nowoczesny, w pehl syntetyczny srodek smary na duze obciazenia, o wysokim wskazniku lepkoci i duzym dzialaniu chlodzynam, jest rozpuszczalny w wodzie i biodegradowalya,atakie oszczedny w uzyciu (w zaleznosci od nastawy do ok.03 dm/h na dyse).
BIOCUT 3000 nie zawiera substantcjne siebezpiecznych dla zdrowia. Spelnia wymagania DVGW (Niemieckiego Stowarzyszenia Naukowo-Technicznego Gazu i Wody e.V.).
Wszystkie jego skladniki odpodiadaja dyrektywm FDA (Food and Drug Administration) oraz DAB (niemieckiej farmakopei) wactualnie obwiazujacym wydanlu.
Dopuszczalne srodki smarne:
Smar BIOCUT 3000 dla temperatur wyźyszych niż 0^
1L-32132039000
5L-32132040000
Smar odporny na niskle temperatury - do -25^
1L-32132042000
5L-32132043000
Do zastosowania pneumatyczno urzadzenia chlodozo-smarujacego w modelach RSG Ex (^**) potrzebny jest kompressor, (FEIN 9 26 01 023 02 3), ktory zapewni wydatek powietrza o wielkość ok. 130 l/min.
Czeci zamienne.
Aktualnagliste ceci zamiennych moza znalec pod adresem internetowym www.fein.com.
Oswiadczenie o zgodnosci.
Deklaracja CE dotyczty tylko krajów Unii Europejskiej oraz Europejskiego Stowarzyszena Wolngo Handlu (EFTA) i tylko wyrobów, któ przyznaczone są do zoprowadzenia na rynku UE lub EFTA.
Firma FEIN oswiadca z pelna odpowiedzialnoscia, ze niniejszy produkt zgodny jest z odpowiednimi postanowlenlami podanyml na ostatnej stronie nilejszej instrukcij eksplataci.
Dokumentacja techniczna: C. & E. Fein GmbH,
OchronaŚrodowiska, usuwanie odpadów.
Opakowanie, zuzyte elektronarzedzia i osprzet nalezy dostarczyc do utylizacji zgodnie z przyepisami z ochrony srodowiska.
Traducerea instructiunilor deutilizare originale.
Simboluri, prescurtarisi termeniutilizati.
Splośna varnostna opozorila.
A OPOZORILO Preberite vsa varnostna opozorila, navodila, ilustracije in tehnicne podatke, skaterimi je opremljeno to elektricno orodje.
4)Ппменнгдзггггггггггнннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннн.
a) He nepeperpyhAte 3eNtponHCTpymert. HcnoIb3yTe DnB Bawen pa6oTb npEHa3HaueHHbI DnE 3TOO 3eNtPOHNCTpymert. C noAoxoAulim 3eNtPOHNCTpymertOM Bbl pa6oTaete Nuywe HaedJHHee B yka3AHHom dAnapa3OHe MoUHocTN.
b] He paotatae C 3nKTPOHCTpymENTOM npH HcNpabHOM BblKnIOHcyatene. 3NeKTPoHnCTpymHT, KOtOpB He NIOaTaC BKNIOeHHIO INI BBlKnIOyEHNO, ONaCh EONJKeH 6BtB OTpEMOHTPOBAH.
c) NpeTe TEM Hn HAcTpaHbTa 3JeHTPOHHCTpyMeH, 3aMeHtB npHaJNeHNOCTN Hn yOHpTa b3JeTPOHHCTpyMeH Na Xp3AHeHne, OTHIOUHTe WNTencBbHy BnHn OT pO3TN CEtN H/IN BbHbTe, ECIN 3TO BO3MOHXo, AHNMyIATOp. 3Ta Mepa IpeAOctPOXHOCTN PpeOTBpaAaet HENpeHaMepeHHOE BKIOOHHe 3JEKTPOHHCTpyMeHtA.
d]XpaHHTe 3NEtPOHCTpyMentbI He HEOCTyHOM dAteMeTc. He pa3peaHaTe N0B3OBAbTa 3NEtPOHCTpyMENTom NHaM, KOtOpBe He 3HAKOMbI C HMM HH HE YTHAn HAcToHxN HCHCTpyHm. 3NeKTPoHCTpyMeHTbOnaChbI BYkax HeONbTIbHbX NHU.
e)TuatahenyoxhbaHte 3a 3nEHTPOHHCTPymETOM H npHHaIeHHOCTMn. NpOBepnHte 63ynpeHyo FHKuHO H XOD ABHHUxCg YactEn 3nEHTPOHHCTPMA,OTCYTBHe NOLOMOH HN NOBPEKDEHH, OTPcaTneBHO BnHIOUxH Na FyHKuHO 3nEHTPOHHCTPMAH. NpOBepkDeHHbueACTDHONHb 6bITb OTpEMOHTHPOBAHd DOHCNOB30BaHH 3nEHTPOHHCTPMAH.TIOXoe 0cCNYHXBAHHe 3nEKTPOHHCTPMAHTOB RBNIETCr pnuHHO 60bnWoro Yncna HeecactThbx CnyaeB.
f] DeHnHTe peKyUHn HnCTpymEnB 3aTOCHNOM NCHCTOM COCTOHHM. 3a0TINbO yXooHEHHepe KxUe He nHTCpyMeTHbI c OcTpbMn pKeyUHM KpOMkAMn PekE 3akJIINHBAOTCR INx IneYBe BcTN.
g) PnHMeHHTe 3eHTpOHcPTyMEnT, npHHaJIeJHIOCTh, paOoHe HnCTpyMEnTbI M.T.N. B COOTBETCTBMN C HAcTOHcHMn HnCTpyKuHMn. YUHTbBaIte npH 30m PaOoHe yCIOBMA H bINONHReMy paOToY.
NcnoB3OBaHHe 3NEKTPoHnCTpyMeHTOB AIN HENpeyCMOTpeHHbIX pa6Ot MOxET PnBecTH K ONaChbIM CNTyaUAM.
h) DepeHHe pyuHN NOBepxHOCT 3aXbATA cyHMN HcHCTbIMN, CneIHe TPOObl HA HNX TQObI Ha HNX He 6bIIO HHHKOHN KOHCHTeTHOH CM3KHN. CKoIb3Kne pyuHN NOBepxHOCTn 3axBaTaNpEINrTcBYOT 6eONaChOMy o6paueHNO C HNTpyMeHToM N He aAOT HaDeexHO KOHTpOINpOBaTB erO B HEnpeABnDEHHbIX CInTuAuaHx.
5]CepBnC
a) PAMONT Bawaero anektonpohtpyMeHa nopoayte TOnbko KBAHnHnnpobAHNY npcohany HToBko C pNmehHenmOpHnHaHBx 3anachbX qacte. 3TtM ObcepeuBaTeC 6eOnanChost 2neKtPOHNCTpyMeHa.
Ocoble yka3aHHn no TEXHHKe 6e3oNaCHOCTH dIy TpyoOppePbIX MaunH.
PnB KBNIOUeHn Tpy6OoPe3EPOH MaunHbI, npn paBoTe C HeN H npn ee 06cNoYKHNbO CoNOIOaTe HaUNHOaNbHbIe PpeAtncaHnno PnpOeDTBpaueHIno HeCuACThX CNyuaeB.
Co6nloaTe 3akoHOaTeIbHbIe npaHcHnno B3pbIBO3aUHTe.
CneAte 3a yctOuHbIM NIOJKeHHM O6pa6aTbIbAEMOI Tpy6bl. Heco6nOeHHe 3TOrO yka3AHm MOKeT cTaB IpuHHoTRKKeJIbIX TpaBM HnC mEpTH.
3Jektpnuechne Tpy6oΦpe3epHbIe MaunHbI (HOhctpyKuHa RSG Ex (^**)
HaPraKeHHe NITaIOoE CETo DOJIKHO COOTBeTCTBOBaTb HAnpRAKeHIO, yKa3aHHOMy Ha Tpy6oOpe3epHoMaunHe.
IopKIOUeHHe Tpy6oOpe3epHO MaunHbI OJIXHO 6bTb 3auuueHo npdoxpaHntenem Ha 20 A.
Peynnpno npOBepaTe ceTBoH uHyp n, ecnn mEeTc, ydHHnteIb!
POnkNIOaTe Tpy6oOpe3epHy MoAunHy K 6NoKy KOMMyTaUHOHHbIX np6OpOB TOIbKO pnp BbIKIOueHHOM rnaHOM BbIKIOaTeNe.
- Kalstj (33) Jstatyklte.
Plieniniali pleistai
| Užsakymo numeris 3 02 17 216 00 4 |
Kartu pristatomi reikmenys
| Užsakymo numeris 33 05 006 00 8 |
Lietotie symboli, saisinajumi un jedzieni.
Elektroalzsardzibas klase 1/1
Aizsardzibas tips IP X4 IPX4
*Elektrodzinejs un papildu sledzis spreadziendrosa versija (saderigs ar ATEX)
Konstrukcija RSG Ex 1500 A (^) RSG Ex 1500 B (^) RSG Ex 18 B (^**)
Izmiri:
-
Svars (m) 80 kg 80 kg
-
maks. darbarika diametrs 220 mm 220 mm
G_maks. 974 mm 1088 mm
-
A_maks. 334 mm 334 mm
-
P_maks. 450 mm 431 mm
-
P_1 371 mm 371 mm
-
_2 201 mm 201 mm
-
P3 791 mm 991 mm
Saglabajiet visus drosibas noradijumus un instrukcjias turpmakai lietosanai.
Drosifaboteikumos lietotais apzimejums „Elektroinstruments" attiecas gan uz tikla elektroninstrumentiem (ar elektrokabel), gan ari uz akumulatora elektroninstrumentiem (bez elektrokabela).
3) Personiská drośba
a) Darha laika saglabaijot paskontroli un rikojieties saskanaar veselo sapratu. Partrauciet darhu, ja jutaties noguris vai atrodates alkhohola, narkotiku vai medikamento izraisi reibuma. Stradajot ar elektroinstrumentu, pat viens neuzmanibas mirklis var but par celoni nipnetnam savainojumam.
b) Izmantojiet individuales darba aizsardzibas fidzeklus. Darba laika nesajiet aizsargbrilles. Individuo darba aizsardzibas fidzeklu (putekju maskas, nesildosu apavu un alzsargkiveres val ausu alzsargu) pileletosana atbilstoši elektroinstrumenta tipam un veicama darba raksturam lauj izvairities no savainojumiem.
c) Nepielaujiet elektroninstrumenta patvafigu iesegsanos. Pirms elektroninstrumenta pievienvosanas elektrifklam, akumulatoria ievietosanas vai iznemsanas, ka ari pirms elektroninstrumenta parnesanas parliecinieties, ka tas ir izslegts. Parnesot elektroninstrumentu, ja pirksts atrodas uz lesedzeja, ka ari prienjojt to elektrobarosanas avotam laikka, kad elektroninstrumentis ir ieslegts, var vieglnotkt nelaimes gadijums.
d) Pirms elektroninstrumenta ilesganas neazimirstiet iznemnt no ta regulejos instrumentus vai atslegas. Reguleosais instruments vai atslega, kas ilesganas bridi atrodas elektroninstrumenta kustigajas dalas, var radit savainojumu.
e) Darba laikā izvairietyes ienem nērṭu vai nedabisku kermena stavokli. Viener mieturiet stingru staju un centietyes saglabāt fidzsvaru. Tas atvieglo elektroinstrumenta vadibu neparedzētās situčiās.
f) Izveliieties darbam piemero tpu agerbu. Darba laika nenesajiet brivi plandoas drebes un rotsiletas. Netuviniet garus matus un drebes elektroinstrumenta kustigajam dalam. Valigas drebes, rotaslietas un gari matl var lekerties elektroinstrumenta kustigajas dalas.
g) Ja elektroninstrumenta konstrukcija lauj tam pievient arejo puteklu uzuksanas vai savaksanas/uzkrasanas ierici, sekojiet, lia tă butu pieviento un pareizi darbotos. Pielletojot putekju uzuksanu vai savaksanu/uzkrasani, samazinás to kaitigā ietekme uz stradajos personas veselibu.
h) Nepalauijeties uz lemanam, kas tiek legutas, blezi lietojot instrumentus, neisligstiet pasapmierinatiba un neignorejiet instrumenta drojas lietosanas principus. Neuzmanigas ricibas del dazas sekundes dalas var gut nopietn suavoinojuu.
4) Saudzegoja apiesanas un darbs ar elektroninstrumentiem
a) Neparslogojiet elektroninstrumentu. Katram darbam izvleiieties piemerotu elektroninstrumentu. Elektroninstruments darbojas labak un drošak pie nominálas slodzes.
b) Neliotojiet elektroinstrumentu, ja ir bojats ta iesledzeks. Elektroinstruments, ko nevar ieszegt un izsegt, ir bistams lietoansai un to nepiecieiams remontet.
c) Pirms elektroninstrumenta regulesanas, piederumu nomainas vai novietosanas uzglabasanai atvienojiet ta elektrkabela kontktdaksu no barojosa elektronika va izpemiet no ta akumulatoru, ja tas ir iznemams. Sadi lespejams novest elektroninstrumenta nejausu lesleganos.
d) Ja elektroninstrumentes netiek lietots, uzglabajiet to piemerotä viëtä, kur elektroninstrumentes nav sasniozams berniem un personam, kuras neprot ar to rikoties vai naeipazinusās ar siem noteikiumemi. Ja elektroninstrumentu lieto nekompentertas personas, tas var apdraudét cilveku veselibu.
e) Savlaicigi apkalpojiet elektrinstrumentus un to piederumus. Pärbaudlet, vai kustigas dalas darbojas bez traucejumiem un nav iespiestas, vai kada no dalam nav salauzta vai bojata, vai katra no tam pareizi funkcione un pilda tai paredzeto uzdevumu. Nodrosinet, lai bojatas dalis tiktu savlaicigi nomainitas vai remontetas pilvarotara remonta darbnicia. Daudzi nelaimes gadijumi notlek tapec, ka elektrinstruments pirms lietosanas nav pienacigi apkalpots.
f) Savlaicigi notiriun un uzasiniet griezosos darbinstrumentus. Rupigl kopti elektroinstrumenti, kas agadari ar isiam griezejinstrumentiem, laj stradat daudz raizgak un ir vieglak vadami.
g) Lietojiet vienigi tadus elektroinstrumentus, papildpiederumus, darbinstrumentus utt., kas atbilst seit nigtejalem noradijumiem, nemot vera ari konkretoos darba apstaklus un pielietojuma ipatnibas. Elektroinstrumentu lietosana clicem merkiem, nikai temi, kuriem to i raredzejusi ražotajfirma, ir bistama un var novest pie nepareddamam sekam.
h) Uzturiet elektroninstrumenta rokturus un notuvirsmas sausas un tiras, sargajet tas no ejas un smervielam. Sildenafil rokturi un notuvirsmas trauce efektivi rikoties are elektroninstrumentu un to grosi vadit neparedzetasituaclljas.
5) Apkalpošana
a) Nodrosiniet, lai elektroninstrumenta remontu veiktu kualificits personals, nomai izmantojoi originalas rezerves dalas un piederumus. Tikai tiespajams panaktun saglabat vajadzigo darba drosihas limeni.
Ipaşi droşibas noradijumi caurulu frzeşanas iekartam.
Nododot ekspluatacija, stradajot un apkopjot caurulu frezesanas iekartu, ieverojiet valsts noteikumus par nelaimes gadijumu noversanu.
levrojietlikumanaoteiktas pradziendrosibas vadinijas.
Parrliecinities, ka apstradajama caurule ir drosi ivietota. Instrukcjju neieverosana var Izrasit nopietnas traumas vai navi.
Elektriski darbinamas caurulu frezešanas iekartas (RSG Ex (^**) konstrukcija).
Caurulu frezeshanas lekartas tikla spriegumam un sprieguma specifikacijai ir jaatbilst.
Caurulu frezeshanas lekartas savlenojums janostiprina ar 20 A.
Regulari parbaudiet barosanas kabeli un, ja nepiecesams, pagarinataju!
Pievienojlet cauruu frzeesanas iekartu sadaies iekartu savienojumam tikai tad, ja galvenais sledzis ir izslegt.
Komutacijs lekarti kombinacjai vienmer jabut pleejamai operatoram.
Pielietojums.
Turiet rokturus un satveriana virmas sausas, tiras un brivas no ellas un
smrvielam. Slideni rokturi un satveriena virmas neauij elektroninstrumentu drosi darbinat un vadit neparedzetas situacijas.
Velicot darbu, kura laika darbinstruments var skart sleptus elektriskos vadus, turiet instrumentu tikai aiz izolētajām vīrsmām. Darbinstrumentam skarot
spiregumnesosus vadus, spiregums var nonakt aiz elektroinstrumenta metala dalam un klut par celoni elektriskajam triecienam.
Neparstogojiet cauruIe frzeshanas iekartu. Izmantojiet savam darbam piemorut papildinstrumentu. Izmantojoct parelzo papildinstrumentu, jus varat stradat labak undrosak.
Neliotojit cauru frzeesan is ekartu ar bojatu sledzi. Caurulu frezesan is ekarta, kuru vairs nevar ieslegt vai izslegt, ir bistama un ir jaremonte.
Pirms ierices iestatijum iestatisanas vai ivietoisanas papildinstrumentu nomainas ativenojlet stravas padevi. Sis plesardzibas pasakums nover's caurulu frzeesanas iekartas nejauš ieslegsanos.
Nelauijet citiem izmantot caurulu frezeshanas iekartu, ja vii to nepazist vai nav ilasilusi sos noradijumus. Caurulu frezeshanas iekartas ir bistamas, ja tās Izmanto nepieredzêjusas personas.
-Dzineja aizsardzibas sledzis
-Zemsprieguma atbrivosana
Savienotai
Galvenais sledzis tiek izmantots ka ieslegsanas sledzis un rotacijas virziana mainai. Dzineja aizsardzibas sledzis un zemspriguma atbrivotajs veido bloku. Parslodzes gadijumda zdineja aizsardzibas sledzis izsledzas; elektrotikla spriguma bojajuma gadijumaa zemspriguma atbrivosana atvieno caurulu freesanas ekartu no elektrotikla, lai noverstu nejausu atkartotu iedarbinasanu. Caurulu freesanas lekartu atkal iedarbina, iesledzot dzineja alzsardzibas slezdi.
Sadales iekartu kombinacija janovieto t, la
operators to varetu sasniegt jebkura laika.
Caurulu frezesaniekarta ar dalaji spradziendros konstrukciju.
Plrms sadales lekartu kombineanas Izmantoijet
sadales karbu ar papildu iesleganas/izsleganas
sledi, la darbinatu caurulu frezesanas iekarto 2.
zonas potenciali spradzienbistamas zonas.
Vadibas karbam jabut novietotam ta, lai operators
tas varetu sasnligt jebkura lalka.
Spradziena risks





- Polożeni clankovych retézú.
- Mazaci latyk pro kluzne plochy
- Upozornenia tykajuce sa chladenia a mazania.
- Hmrotne skody!
- Riadte sa udajmi/pokynmi/upozomeniami vyrobu cpoziteho chladiva
- Nastavenie presnosti chodu.
- Skladovanie stroja na frézovanie rur.
- Udrzba a oprava.
- Pneumatické zariadenie na chladenie a mazanie 9 12 01 002 00 4
- Uzyte symbole, skróty i pojęcia.
- Dane techniczne.
- Zastosowanie frezarek do rur:
- Wytyczna europejska 94/9WE ATEX (Atmosphères Explosibles)
- Przeglad
- Dla wlasnego bezpieczentwa
- OSTRZEZENIE
- Specjalne wskazówki bezpieczeste sta dla frezarek do rur
- Zastosowanie
- Funkcjonowanie urzadzenia (zob. rys. A).
- Transport.
- Przed pierwszym uzytkowaniem.
- Prace przygotowawce przy przyeznaczonej do obrobki hurze.
- Prace przygotowawcze przy frezarce do rur (zob. rys. A).
- Mocowanie frezarki na hurze.
- Nakladanie Iancuchow
- Naciag Iancuchow (zob. rys. A)
- Zagrozenie wypadkiem!
- Montañ narzedzi roboczych.
- Niebepiecznebstwo doznania obrażćciała
- Niebepezceinstwo doznania obrzei ciala
- Niebepezienstwo doznania obrażćcia
- Uruchomienie urzadzenia
- Frezarka do rur:
- Frezarka do rur wykonana została częciwo w wersji przyciwyybuchowej:
- Obsluga
- Niebepezeneistwo doznania obraećina ciala
- Niebezpieczneistwo doznania obrażć ciala
- Rozruch
- Niebezpieczewsstwo doznania obrażć ciala
- Bieg wsteczny frezarek do rur (RSG Ex ( )
- Uszkodzenie mienia!
- Frezarka do rur nie jest przystosowan do cięcia w biegu wstecznym!
- Wskazówki dotyczye chlodzenia i smarowania.
- Uszkodzenie menia!
- Regulacja dokladnosci biegu.
- Montaz dodatkowych ogniw lancucha
- Mocowanie frezarki na urze
- Przyklad:
- Liniowe cięcie daneki lancuchowy prowadzącemu
- Uwaga na zagrozenie wypadkiem!
- Prace zakoiczeniowe po kaźdym zastosowaniu maszyny
- MagazynOWanie frezarki do rur
- Konserwacja i naprawy
- Konserwacja i naprawy.
- Niebepezeneistwo doznania obrazen ciala wskutek niezamierzonego wlaczenia.
- Wskazówki ogolne
- Pielegnacja ogniew Iancucha
- Przewód przylaczeniowy
- Podajnik (zoh. rys. A)
- Demontaz:
- Montaz:
- System mocowania
- Srodki smrne i plan smarowania
- Srodki smrne do powierzchni slizgowych
- Gwarancja i rkojmia
- Narędzia robocze i akcesoria
- Pity tarczowe
- Wpust pasowany
- Pojemnik transportowy
- Frez ksztaltowy
- Pneumatyczne urzadzenie chlodzaco-smarujace 9 12 01 002 00 4
- Czeci zamienne.
- Oswiadczenie o zgodnosci.
- OchronaŚrodowiska, usuwanie odpadów.
- Simboluri, prescurtarisi termeniutilizati.
- Splośna varnostna opozorila.
- 4)Ппменнгдзггггггггггнннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннннн.
- 5]CepBnC
- Ocoble yka3aHHn no TEXHHKe 6e3oNaCHOCTH dIy TpyoOppePbIX MaunH.
- 3Jektpnuechne Tpy6oΦpe3epHbIe MaunHbI (HOhctpyKuHa RSG Ex (**)
- Lietotie symboli, saisinajumi un jedzieni.
- Ipaşi droşibas noradijumi caurulu frzeşanas iekartam.
- Elektriski darbinamas caurulu frezešanas iekartas (RSG Ex (**) konstrukcija).
- Pielietojums.
- Caurulu frezesaniekarta ar dalaji spradziendros konstrukciju.
- Spradziena risks
Marka : Fein
Model : Ex18a
Kategoria : Frezarka