
Ex18a - Frez makinesi Fein - Ücretsiz kullanım kılavuzu
Cihazın kılavuzunu ücretsiz bulun Ex18a Fein PDF formatında.

| Ürün tipi | Boru freze makinesi (tube milling machine) |
| Marka | Fein |
| Model | Ex18a (RSG Ex 18 A/B) |
| Besleme gerilimi | 400 V, 50 Hz, üç fazlı |
| Nominal güç | 1500 W |
| Boşta hız (motor) | 2860 dev/dak |
| Takım hızı (versiyona göre) | 35 dev/dak (tip A) veya 70 dev/dak (tip B) |
| Otomatik ilerleme | 40 mm/dak (tip A) veya 80 mm/dak (tip B) |
| Boru çapı aralığı | 250 ila 3000 mm (taşıyıcı aks konumuna göre) |
| Besleme kablosu uzunluğu | 2 × 20 m |
| Koruma sınıfı | I |
| Koruma tipi | IP X4 |
| İşlenebilir malzemeler | Çelik, döküm (çimento astarlı dahil) |
| Kullanılabilir takım türleri | HSS veya karbür daire testere bıçakları, profil frezeleri |
| Dişli yağlama | ARAL Degol BMB 100 veya 460 yağı (2 litre) |
| Sıkma sistemi | Gerdiricili baklalı zincirler |
| İlerleme | Kaymalı kavramalı sonsuz vida dişlisi ile otomatik |
| Derinlik ayarı | Takım mili için sabit punta ve skalalama ile |
| Taşıma | Omuz askıları veya en az üç kişi ile |
| Opsiyonel aksesuarlar | Pnömatik yağlama/soğutma cihazı, ATEX kontrol kutusu, taşıma kabı |
Sık sorulan sorular - Ex18a Fein
Kullanıcıların soruları hakkında Ex18a Fein
0 soru bu cihaz hakkında. Bildiklerinizi cevaplayın veya kendinizinki sorun.
Bu cihaz hakkında yeni bir soru sor
Cihazınız için talimatları indirin Frez makinesi PDF formatında ücretsiz! Kılavuzunuzu bulun Ex18a - Fein ve elektronik cihazınızı yeniden ele alın. Bu sayfada cihazınızın kullanımı için gerekli tüm belgeler yayınlanmaktadır. Ex18a markasının Fein.
KULLANIM KILAVUZU Ex18a Fein
Orijinal kullanm kulavuzu cevirisi.
Kullanilan semboller, kisaltmalar ve kavramlar.
| Sembol, İsaret Açıklama | |
| 11 | Yandaki metine veya grafikteki talimata ullun! |
| 2 | Kullanma kilavuzu ve genel güvenlik talimatu gibi ekteki belgeleri mutlaka okuyun. |
| 3 | Çalışirken koruyucu gözlük kullanın. |
| 4 | Çalışirken koruyucu gözlük kullanın. |
| 5 | Çalışirken koruyucu eldiven kullanın. |
| 6 | Genel yasak isareti. Bu davranış yasaktır. |
| 7 | Tutmak yasaktır! |
| 8 | Elektrikli el aletinin Dillon parçalarina dokunmayın. |
| 9 | Zinciri ve pinyonu tutmak yasaktır! |
| 10 | Uçların keskin kenarına karkı uyarı, örneğin kesici yüzgün kenari. |
| 11 | Kılızin yüzey! |
| 12 | Tutma yüzeyi |
| 13 | Ek bilgiler. |
| 14 | Elektrikli el aletinin Avrupa Birlüyi)yönemeliklerine uyumlulu olugu.un onaylar. |
| 15 | Kullanım Ömrúnü tamamlamış sarj cihazları ve dioğer elektronik ve elektrikli ürünler ayrı ayrı toplanmali ve çevre dostu yeniden kazanan merkezine gonderilmelidir. |
| 16 | Üç emniyet vidasınlı hışı bir zaman yanlış sikkayın. |
| 17 | Sadece Çın,isinGPCERLI: Ürünün normal kullanıminda çevre koruma suresi 10 yıldır. |
| (**)rakam veya harf icerebilir |
Teknik veriler.
Siparis numarasi 7360 ... 7360 ...
Tipi RSG Ex 1500 A () RSG Ex 1500 B (*)
Siparis numarasi 7360...7360...
Tipi RSG Ex 18 A () RSG Ex 18 B (*)
Gerilim (U)400V400V
Frekans (50 Hz 50 Hz
Sebeke baglanti turi 3\~ (Uf fazli akim) 3\~ (Uf fazli akim)
Boştaki devir sayi (n0)
-
Motor 2860/dak 2860/dak
-
Uclar 35/dak 70/dak
Besleme (f) 40 mm/min 80 mm/min
Sebeke baglanti kablosu uzunlugu (fisi)
-
RSG Ex 1500 (**) 2 × 20 ~m 2 × 20 ~m
-
RSG Ex 18 A/B (**) 2 × 20 ~m 2 × 20 ~m
Koruma sinifi 1/1
Koruma turi IP X4 IP X4
*Patlamaya karsi korumali tipte elektro motor ve ek salter (ATEX-uyumluluğ)
| Tipi® RSG Ex 1500 A (**) | RSG Ex 1500 B (**) | RSG Ex 18 A (**) |
| RSG Ex 18 B (**) | ||
| Ölcüleri: | ||
| - Aşirlıkı (m) | 80 kg | 80 kg |
| - Maks. uz-∅ | 220 mm | 220 mm |
| - Umaks | 974 mm | 1088 mm |
| - Ymaks | 334 mm | 334 mm |
| - Gmaks | 450 mm | 431 mm |
| - G1 | 371 mm | 371 mm |
| - G2 | 201 mm | 201 mm |
| - G3 | 791 mm | 991 mm |
Zincirli boru kesme ve frezeleme makinelerin tanimi
Zincirli boru kesme ve frezeleme makinesi, santiyelerde, atolyerde ve aqik havada, celik veya dokum, aqiktba bulunan boru parcalarin ve dosenmls bulunan borularin kosilmesi ve frezelenmesi, kaynak isleminden once boru uclarinda pah kirma islemeleri icin tasarlanmistur. Zincirli boru kesme ve frezeleme makinesi, gunluk rutin isler haricinde, belli konularda uzmanlaqmis firmalarin uzman personeli tarafindan kullanimak uzere tasarlanmistur.
Komple zincirli boru kesme ve frezeleme makinesi, eski, geleneksel koruma alanlarinda kullanilamaz.
Zincirli boru kesme ve frezeleme makinesi asagdaki islemler icin tasaranmamistr: - Patlama tehlikesi bulunan yerderde kullanim.
- Yogun yagmur altunda ve su altinda kullanim.
-20°C ife 40°C arasindaki sicakliklar disinda kullanim. - Patlayici maddelerin kesilmesinde kullanim.
Yanici malzemenin kesilmesinde kullanim.
AT-Yonergesi 94/9EG ATEX (Atmospheres Explosibles)
Tip RSG Ex (^**) zinciri boru kesme ve frezeleme makinerin patlama tehlikesi bulunan ortamarda kullanilmaya izinl olmadigi ne bu nedenle bu boru kesme ve frezeleme makineri ig 94/9AT uyarinca AT Tip Inceleme Sertifikalari bulunmadigi bian ederiz.
(RSG Ex (^**) boru kesme ve frezeleme makinesinde elektro motor ve ek salter ile ili ATEX uyumlu bileşen bulunmaktadir.)
ATEX Yönergesi sadece AT bölgesinde gelerlidir.
Birbakista genel gürünüş.
1 Sikma donanimi
2 Yan placai inc ntespit vidasi
3 Yan placai
4 Aci k lam
5 Civata
6 DiS1 mil
7 Yerlestirme donanimi
8 Yerlestirme donanimi iin silindir basl vida
9 Montaj vidasi
10 Hareket aksi
11 Sikma kolu
12 Alugen basli vida
13 Pul
14 Germe aksi
15 Somun
16 Alet dayamagi
17 Boru somunu
18 Motor sabitleme vidasi
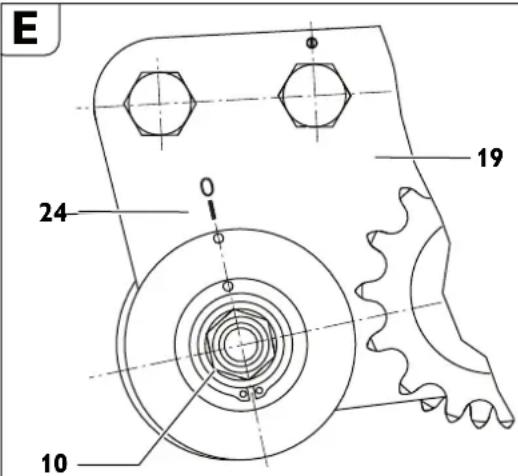
19 Lase
20 Zincir carki
21 Tasa mili
22 Emniyet halkasi
23Pim
24 Alet dayamagi kapama vidasi
25 Taśima tutamāgī (izolasyonlu tutamak yüzeyleri)
26 Derinlik cetveli
27 Tirukli somun
28 Besleme koli
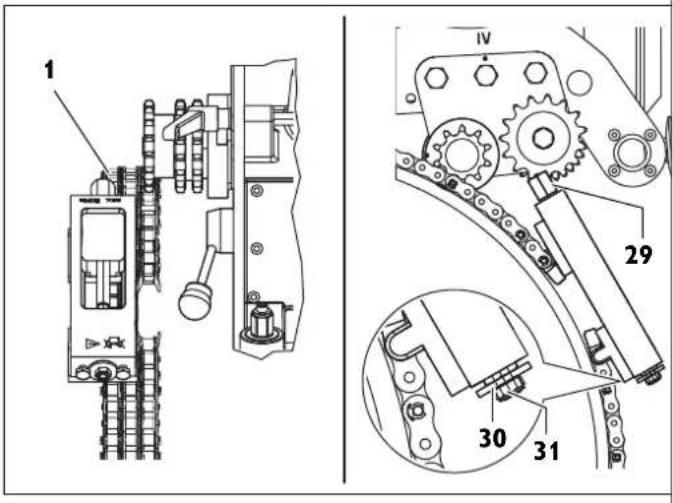
29 Altigen zincir gerici
30 Zincir gerici pulu
31 Zincir gerici emniyet vidalari
32 Zincir baklasi emniyet halkasi
33 Zincir halkasi civatasi
34 Taşima kayıssi
Güvenliginiz icin
Genel guvenlik talimatu.
UYARI
Bu elektrikli aletinde bulunan butun guvenlik talimatni,
aciklamarilve resimli uyari metinlerini okuyun.Guvenlik
talimatuna ve uyarilara uyulmadiigi takdirde elektrik carpmasi, yangin ve/veya ciddi yaralanmalar meydana geblebir.
Butun guvenlik talimatini ve uyari metinlerini gelecekte kullanmak uzere saklayn.
Güvenlik talimatinda kullananan "Elektrikli el aleti" kavrami, akim sebekesine要考虑anak (sebeke baglanti kablosu ile) ve akü ile (sebeke kablosu olmaksizin) calistirian aleteri ifide eder.
1) Calisma yeri güvenligi
a) Calistiginiz yeri temiz tutun ve iyi aydinlatn. Calistiginiz yer dizensiz Ise ve iyi aydinlatlummisa kamalar ortaya qikabilir.
b) Yakininda patlayici maddeler, yanici sivu, gaz veya tozalar bulundugu yerlerde elektrikli el aleti ile calismayin. Elektrikli el aleleri, toz veya buharlar tutusmasina neden olabilecek kivilicomlar cikarilar.
c) Elektrikli el aleti ile calisirken cocuklar ve etraftaki kisleri uzakta tutun. Dikkatiniz dagilacak olursa aletin kontrlunu kaybedebilirsiniz.
2) Elektrik Güvenligi
a) Elektrikli el aletinin baglanti fişi priz uymaldir. Fisi hicbir zaman degistirmeyin. Koruyucu topraklanmis elektrikli el aleteri ile birlikte adaptordir fki kullanmayin. Degistirilmemis fi ve uygun pris elektrik carpma tehlikesini azaltur.
b) Borular, kalorifer petekleri, isstictar ve buzdolaplari gibi topraklanmus yizeylerle vucudunuzun temas emtesinden kacinn. Vucudunuz topraklandigianda buyuk bir elektrik carpma thelikesi ortaya gkar.
c) Aleti yagmur altnda veya nemli ortamlarda birakmayin. Suyun elektrikli el aleti icine sizmasi elektrik carpma tehlikesini artirir.
d) Elektrikl el aletini kablosundan tutar taşmayin, kabloyu kullanarak asmayin yeva kablodan cekek fişi cikarmayin. Kabloyu isidan, yajdan, keskin kenarl cişimlerden yeva aletin hareketli parçalarindan uzak tutun. Hasarli yeva dolasşmık kablo elektrik carpmatheticakesini arturir.
e) Bir elektrikli et aleti ile açık havada calisirken mutlakça açık havada kullanilmaya uygun uzatma kablosu kullanin. Açık havada kullanilmaya uygun uzatma kablosun kullanilmasi elektrik carpma tehlikesini azaltir.
f) Elektrik el aletinin nemli ortamldara calistrilmasi sartsa, mutlaka ariza akimi koruma salteri kullanin. Ariza akimi koruma salterinin kullanimi elektrik carpma tehlkesini azaltir.
3) Kisilerin Güvenligi
a) Dikkati olun, ne yaptuigniza dikkat edin, elektrikli el aleti ile isinizi makul bir tempo ve yontemle yurittun. Yorgunsanz, aldiginz haparlin, ilaqaran veya alkolun etkisinde isaniz elektrikli el aletini kullanmayin. Aleti kulanirken bir anki dikkatsizlik onemili yaralanmalara neden olabilr.
b) Daima ki§isel koruyucu donanim ve bir koruyucu gozlik kullanin. Elektrikli el aletinin turü ve kullanimina uygun olarak; toz maskesi, kaymayan is ayakkabilari, koruyucu kask vya koruyucu kulaklik gibi koruyucu donanim kullanimi yaralanma tehlikesini azalir.
c) Aleti yaniliskla calistirmaktan kacin. Akm ikmal sebekesine ve/veya akiiye baglamadan, elinze alip tasmadan once elektriki el aletinin kapal oldugundan emin olun. Elektriki el aletini parmaginiz salter uzerinde dururken tasrsaniz ve aleqkken fişi prize sukarsaniz kazalarana neden olabilirsiniz.
d) Elektrikli ale tini calisturmadan once ayar alelirini veya anahtarlari aleten cikarn. Aletin donen parcalari icinde bulunabilecek bir yardinci aleyaranalmara neden olabilir.
e) Calisirken vucudunuz anormal durumda olmasin. Calisirken durusunuz givenli olsun ve dengenizi her zaman koruyun. Bu sayede aleti beklenmedik durumlarda dahayi kontrol edebilirisiniz.
f) Uygun is elbiseleri yiin. Genis giysiler giymeyin ve takı takmayin. Saçlarını ve giysileriniz aletin hareketli parçalarindan uzak tutun. Bol giysiler, uzun-SAclar vye tanlilar aletin hareketli parçaları tarafindan tutulabilir.
g) Toz emme donanimi veya toz tutma tertibati kullanirken, bunlarin baglil oldugundan de goğru kullanildigend emin olun. Toz emme donanimin kullanimi tozdan kaynalanabilecek tehlikeri aflazir.
h) Aletteri sik kullanmaniz sebeblye kazandiginiz aliskanluklar, giwenlik prensiplerine uymanzi onlememelidir. Dikkatsiz bir hareket, bir anda ciddi yaralanmalaraly oqabilir.
4) Elektrikli el alelterinin kullanimi ve bakimi
a) Aleti asiri öücde zorlamayin. Yaptüjinz ise uygun elektrikli el aleteri kullanin. Uygun performansli elektrikli el aleti ile, belirlenen calisma alaninda.daha iyi ve guvenl calgisrinz.
b) Salteri bozuk olan elektrikli el aletini kullanmayin. Açlip kapanamayan bir elektrikli el aleti tehlilikidir ve onamilimidir.
c) Alatte bir ayarla mislema baslamadan, herhangi bir aksesuari degistirken vye aleti elinizden birakirken fişi prisiden cekin veya aküyu cikarin. Bu onlem, elektriki el altinert yanlislika calmasmuni onler.
d) Kullanim dişi duran elektrikli el aletlerini Çocuklarin ulasamayacagi bir yerde saklayn. Aleti kullanmaya bilmeyen veya bu kullanim kilavuzunu okumayan kisilerin aletla calismasina izin vermyein. Deneyimsiz kisiler tarafindan kullanildigiya elektrikli el aletleri tehlikelidir.
e) Elektrikli el aletinizin ve aksesuarlarinizin bakimini ozenle yapin. Elektrikli el aletinizin kusursuz olarak calismasini engelleyebilecek bir durumun olup olmadigi, hareketli parcalarin kusursuz olarik islev gurig gormediklerini ve sikisip sikismadiklarini, parcalarin hasaril olup olmadigi kontrl edin. Aleti kullanmaya baslamadan once hasaril parcalari onartn. Bircok is kazasi elektrikli el aleterine yeterli bakim yapilmamasindan kaynaklanir.
f) Kesici uclari daima keskin ve temiz tutun. Özenle bakimi yapilmigi keskini ke narli Kesme uclarin malzeme lqe sikisma tehlikesi da h a zdir ve dahar hatkullanim olanagi saglar.
g) Elektrikli el aletini, aksesuari, uclar ve benzerlerini, bu özel tip alet icin öngörülen talimata güre kullann. Bu sirada calisma kosullarni ve yaptiginiz il dikkate aln. Elektrikli el aleterinin Kendileri icin öngörülen alanin disinda kullanilmasi tehlifikleri durumlara neden olabilir.
h) Tutamak ve kavrama yüzyelerini kuru, yagisz ve temiz tutun. Kaygan tutamak ve kavrama yüzyerleri, aletin beklenmeyen durumlarda güvenli sekilde tutulmasini ve kontrl edilmesini engeller.
5) Servis
a) Elektrikl el aletinizi sadece yetkili persone ve original yedek parca kullanna kosulu ile onartn. Bu sayede aletin guvenligini surekli hale getirirsiniz.
Zincirli boru kesme ve frezeleme makinerleri icin ozel guvenlik talimati.
Zinciri boru kesme ve frezeleme makinereleri calisturirken, bu makinereleri calisirken ve bakim yaparken ulusal kazalardan korunma yonetmeligi hukumlerine uyun.

Yasal patama koruma yonetmeligi hukumlerine uyun.
Islenen borunun guvenl durmasini saglayin. Bu uyarilara uyulmadi takdirde ciddi yaralanmalari veya olume neden olunabilir.
Elektrikle calisan zincirli horu kesme ve frezeleme makinerleri (Tip RSG Ex (^**) ).
Sebeke gerilimi ile zincirli boru kesme ve frezeleme makinesi uzerinde belirtilen gerilim birbirine uyumlu olmaldir.
ZinciriI boru kesme ve frezeleme makinesinin elektrik sebekesine baglantisi 20 Alik bir sigorta uzerinden yapilmaldir.
Sebeke baglantu kablosunu ve varsa uzatma kablosunu duzenli araliklarla kontrl edin!
Zincirli boru kesme ve frezeleme makinesini sadece ana salter kapali durumda iken anhtarlama cihazlari kombinasyonuna baglayin.
Anahtarlama cihazlari kombinasyonyu daima kullanicin erisebilecegi bir yerde olmalidir.
Uygulama.
Tutamaklari ve tutamak yüeylerini kuru, temiz ve yag ve gresten arinms durumda tutun. Kaygan tutamak ve tutamak yüeyleri, önceden kestirilemeyen durumlarda elektrikli el aletin guvenli kullanim ve kontrolünci engeller.
Ucun gizli elektrik kabolarina tes ame olasihigin bulundugu isleri yaparken aleti izolasyonlu tutamak yüeyelerinden tutun. Aletin ucu gerilim altindaki kabolara temes edcekan oklura aletin metal parcalari da gerilime maruz kalabilir ve kullanici elektrik carpma tehlikesi ile karsi karsiya kalabilir.
Zinciri boru kesme ve frezeleme makinesini asiri olcude zorlamayin. Yaptiginiz ise uygun uç kullanin. Doğru uça daha iyi ve daha guvenli calisirsiniz.
Salteri arzali zincirli boru kesme ve frezeleme makinerleri kullanmayin. Agilip kapanamayan bir zincirli boru kesme ve frezeleme makinesi tehlikelidir ve onarilmalir.
Alette ayarlama islemleri yapmadan veya uc degigiymeden once ereneri besmesini kesen. Bu onlem zincirli boru kesme ve frezeleme makinesinin istenmeden calismasini onler.
Zincirli bor kese me ve frezeleme makinesini tanimayan vea bu yarilari okumayan kisilerin aleti kullanmasna izin vermyein. Zincirli bor kese me ve frezeleme makineri deneylmsiz kisler tarafindan kullanildiklarinda tehlikelidir.
Zincirli boru kesme ve frezeleme makinesinin bakimini duzeni araliklarya yapin. Zincirli boru kesme ve frezeleme makinesinde hasar olup olmadigi ne makinenin kullanimini olumsuz yonde etkileyebilecek faktorlerin bulunup bulunmadigi konlrol edin. Hasarli boru kesme ve frezeleme makinesini kullanmadan once onarimmn yapilmasini saglayin. Onlenebilir birtok is kazasi, zincirli boru kesme ve frezeleme makinelerin kot bukimindan kaynaklanir.
Zincirli boru kesme ve frezeleme makinesini, aksesuari ve uclari bu kullanma kluavuzundaki aciklama ve uyarlara uygun olarak kullanin ve calisma kosullari ile yapilan isi dikkate aln. Zincirli boru kesme ve frezeleme makinelerinin Kendileri incin ongorulen isler disinda kullanilmasi tehlikeli durumlarin olusmasina neden olabilir.
Fonksiyon yontemi (Bakinz: Resim A).
Zincirli boru kesme ve frezeleme makinesi tala ilci uclar yardimi ile aciktaki borulari keser ve frezeler. Bu makine kende itt sikma donanimlari yardimi ile borularin dis tarafina sabitlenir ve boru etrafindan otomatik olarak calisir. Bu alette uc olarak, borunun malzemesine gore, kesi ci kenarlli HSS celik veya sert metalden yapilma metal daire testere bicakleri ve form frezeleri kullanilr.
Kesme derinliginin ayari yatakli mil uzerinden yapilir (16). Bu yatakli mil iki yan plaka icine (3) hareketleriRARAKYAKLANMISTIR ve disli mil (6) yardimile ayarlanabilir.
- Tasyi micil (21) tasima tekerlekleri uzerinden beslme hareketini gerektelestirir ve alet milli tarafindan 2 sonsuz disli ile tahrk edllr.
- Besleme hareketi besleme salteri (28) ile açilir ve kapatilir. Bir kayici kuplaj beslme donanimini asiri zorlanmaya karı korur.
Alet milinin yataklamasi ozellikle sabitlenmistir. Alet milini tahrik eden, yag banyosu ile yaglanan ana sanziman bir planet ve sonsuz disli duzeneginden olusur.
Sanziman, zincir arada bir frenlendigiinde hasari onleyecek bicomde boyutlandirilmstir. Butin disli milleri rulmanlar icinde hareket eder.
Aksli makine cergevesinin islevi, yerlestirilmis bulunan boru kesme ve frezeleme makinesini boruya yonlendirmek ve kesme ve beslime kuvvetlerini aktarmaktir.
- Islenmekte對於 boru capina uyarlama, hareket aksinin (10) ayarlanmasi ile sagtanir.
Germe zincirleri munferit, ayni boyuttaki zincir parcalarindan olusur.
Gerekli zincir parçalarinin sayisi ve germe zincirlerinin uzunluğu ilelen borunun capina baglidiR.
Taşima.
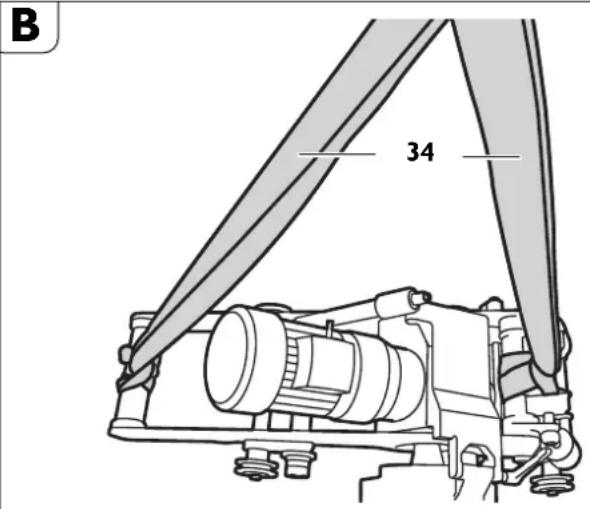
Boru kesme ve frezeleme makinesi tasinirken yaralanma tehlikesi. Boru kesme ve frezeleme makinesini sadece alete birlikte teslim edilen tasima kayislarilya (34) veya en az üç kişi ile tasiyin.
Aleti calistirmadan once.
is parcasimn beklenmedik hareketi nedeniyle yaralanma tehlikesi. Calismaya baslamadan once is parcasimi beklenmedik hareketlere karsi emniyete aln.
Calsirken is parcalarin beklenmedik bicimde yuvarlanma, dueme vya kayma tehlikesi vardir.
Bu makine sadece teknik acidan kusursuz durumda calistirilabilir. Makineyi calistarmadan once her defasinda asinmis veya hasarli uc ve bilegen bulunup bulunmadigi kontrol edin. Asinmis veya hasarli uçlar ve bileşenler zaman gezirmeden yanileri ile degistirilmelidir.
Islenen boruda on islemler.
- Depolama yerinde kesilecek borular, uçlarin sikismayacàgì bicimde yerkstirilmelidir.
- Dösenmis borularda, borunun disindan ölcüldügünde cukur duvarindan 1 m'lik her noktada en az 50 cm mesafe birakilmaldir.
- Islenen yüzey kir ve topraktan arindirilmı olmaldir. Islenecek yüzeydeki yumusak malzeme onceden alınmalir.
Kesici uc, boru malzemesine, gerekl ilem biçimine ve sogutma yontemine uygun olarak seilmelidir.
Hareket tekerlekleri ve zincir alanindaki kaynak dikiplerini alan.
Daha ayrintuli bilgiyi ygama ve sogutma maddesi tedarikçiniziden alabilirsiniz.
(Bakiniz: Basincli hava sogutma yagama donanimi 9 12 01 002 00 4)
0^^ de sogutma maddesi:
- Yaglama maddesi BIOCUT 1L - 3 21 32 039 00 0
-Yaglama maddesi BIOCUT 5L-32132040000
25^^ ye kadar soogutma maddesi:
-Sogutmamaddesi1L-32132042000
-Sogutmamaddesi 5L-32132043000
Boru kesme ve frezeleme makinesindeki on calismalar (Bakiniz: Resim A).
Sikma kolunu (11) gevsetin.
Yatakli mili (16) el krankile (alet cantasinda) yerlestirme donaniminda (7) yukari kaldirin.
Montaj vidalarini (9) gikarin ve hareket aksini (10) tabloa (4) belirtildigi gibi guncel boru capina ayarlayin.
Montaj vidalarini (9) tekrar sikin.
RSG Ex 1500 A/B (^**)
| P | D [mm] [inç] | |
| I 250 – 400 9.8 | 15.7 | |
| II 400 – 600 15.7 | - 23.6 | |
| III 600 – 900 23 | 6 – 35.3 | |
| IV 900 – 1500 3 | 5.3 – 58.9 |
RSG Ex 18 A/B (^**)
| P | D [mm] [inç] | |
| I 250 – 400 9.6 | 15.7 | |
| II 400 – 600 15.7 | - 23.6 | |
| III 600 – 800 23 | 6 – 31.5 | |
| IV 800 – 1000 3 | 1.5 – 39.4 | |
| V 1000 – 1300 | 39.4 – 51.2 | |
| VI | 1300 – 3000 | 51.2 – 118.1 |
P: Hareket aksi pozisyonu
D:Boru capi
- Germe zincirleri sikma donanimalini (1) yayi canakta cevirerek diari getirip, boru kesme ve frezeleme makinesi yerlestirildikten sonra yeterli germe yolumun bulunmasini saglayin.
Germe zincirlerini boru dis capina uygun bicomde bir araya getirin.
Boru kesme ve frezeleme makinesini boruya konumlandirin ve herhangi bir kayma olmaması icin vince emniyete alin.
Kilavuz zinciri zincir gerici ile boru di capina uygun bicimde bir araya getirin. - Kilavuz zinciri germe zincirine 10mm mesafe de freze ucuna karsi sabitleyin.
Klavuz zincir civatasi ile germe zinciri civatasi arasindaki mesafe 10mm dir. - Cevredekimesafeyi en az uç kez kontrl edin.
Borukesmevefrezeleemakinesininboruya siklmasi.
Baglant zincirlerinin takilmasi.
- Aşık olan zincirleri boru kesme ve frezeleme makinesinin her iki tarafindan boru üstüne yatırın.
Boru kesme ve frezeleme makinesini yukari kaldirin ve zinciri zincir tekerleklerinin (20) altina, zincir, boru kesme ve frezeleme maknesi yerlestirildikten sonra disli tarafindan kavanacak bigimde suriun.
Zincirin boşaki uncu zincir tekerlekleri üzerinden germe akti (14) ve laseye (19) sürün.
-Zincirin her iki ucunu civata (3 02 17 216 00 4) ile kapatin ve iki emniyet halkasi (4 26 34 020 00 5) ile emniyete aln.
Zincirlerin gerilmesi (Bakinz: Resim A).
Zincirleri once her iki yayl canagi (1) cevirerek hafifce boruya yatirin. Boru kesme ve frezeleme makinesini tam olarakogrultmak icin birkac kez boru cevesinde ileri geri hareket etirin.
Zincirleri yayil canaklari cevirerek, pim (23, Resim A) yayil canagin uzunlamasina deliginde, cveredekoluga gelinceye kadar hareket ettinr.
- Kesme ilemeli esnasinda pimin konumunu izleyin. Boru yuvarlak degilse, ya tekrar gerillmeli veya gevsetilmelidir. Kesme ileminden once 4 tutamagi da cikarin.
Kaza tehlikesi!
Yayli canagi bu noktadan öteye sikmayin!
Uclarin takilmasi.
Yaralanma tehlikesi
Aletin yanliskla calistirilmasi sonucu yaralanma tehlikesi vardir. Ucu takmadan once sebeke fisini prisden cekin.
Yaralanma tehlikesi
Ucun keskin kenari tarafindan kesilme tehlikesi vardir. Ucu takarken ve gikarirken koruyucu is eldivenleri kullanin.
Yaralanma tehlikesi
Kizgin uc nedeni ile yanma tehlikesi vardir. Ucu cikanrken koruyucu is eldivenleri kullanin.
Koruyucu is eldivenleri kullanin.
Sadece kesici kenarlari kusursuz uclari kullanin.
Takma isleminden once alet milini ve uyarlama ve dayama yuzeyini temizleyin.
- Ucu ara pulu ile takin
= U sikma somununu iyice sikin.
Isletmeye alma.
Borukesmevefrezelememakinesi:
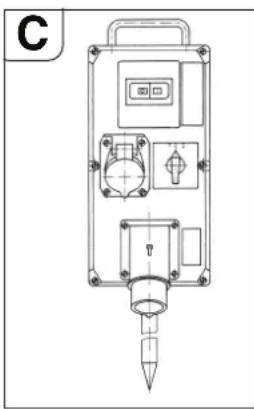
Elektrik tahrkli boru kesme ve frezeleme makinerinde asagidaki bileşenlerden olusun bir anahtarlama cihazi kombinasyonu baglayin:
Ana salter/cevrim salteri
Motorkoruma salteri
-Dusuk gerilim tetikleyici
-Fis baglantilar
Ana salter, calistirma ve donne yonu degistirme salteri ocakar kullanilr. Motor koruma salteri ve dusik gerilim tetikleyici bir unite olusturur. Asir zorlanna durumunda motor koruma salteri motur durdurur. Elektriklerin kasilmesi durumnda dusik gerilim tetikleyici aletin istenmeden tekrar calismasini onlemek uzere boru kosme ve frezeleme makinesini elektrik sebekesinden ayirr.
Boru kesme ve frezeleme makinesi motor koruma salterine basilmak suretyle tekrar Isletmeye alanir.
Anahtarlama cihazi kombinasyonyu, kullanicin her
zaman erisebilecegi bicimde konumlandirilmalidir.
Kismen patlamaya karşi korunmali boru kesme ve frezeleme makinesi:
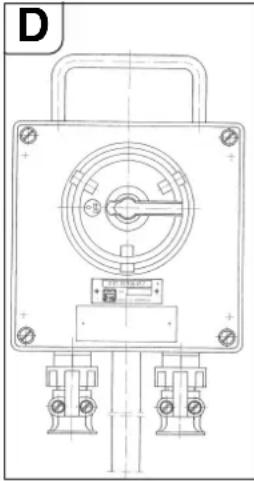
Anahartlama cihazi kombinasyonu öntüne, patlama tehlikesi alanı 2'de bor kesme ve frezeleme makinesini calistirmak icin, ek bir acma/kapama salteri bulunan bir kontrl kutusu baglanmalir.
Kontrol kutusu kullanin her zaman erisbeilecegi bicomde konumlandirimaldir.

Patlama tehlikesi
Anahtarlama cihazi kombinasyonu alan 2 disina yerleştrilmelidir.
Kullanim.

Yaralanna tehlikesi
Koruyucu kapak isletme esnasinda tam olarak kapali ve kiliti olmaldir!

Yaralanma tehlikesi Etrafa savrulan talaslar nedeniyle yaralanma tehlikesi vardir
Bu talaslar yaralanmalar neden olabilir. Tehike alaninda baska kimsin bilunmamasina dikkat edin.

Yangin tehlikesi Etrafa savrulan talaslar nedeniyle yangin tehlikesi vardir Tehlike alaninda cabuk alevlenir nesnelerin bulunmamasina dikkat edin.

Yaralanma tehlikesi
Boru kesme ve frezeleme makinesinin calistirilmasi esnasinda etrafa savrulan parçalar nedeniyle yaralanma tehlikesi vardir. Boru kesme ve frezeleme makinesini kullanmaya basladan öncı her defasinda el krankıni çkarin.
Startislemi
Elektro motorlu boru kesme ve frezeleme makinerinde ucan donne yonun dinogrduolugundan emin olunmaldir.Donne yonu anahtarlama cihazi igindeki cevrim salteri ile degistirilebbil.

Yaralanma tehlikesi
Makine calisirken donen parcilar nedeniyle yaralanma tehlikesi vardir. Ayarlama Isemleri icin maklinenin tehlike alanina sadece guvenlik aqisindan onemli onlemler alindiktan sonra girilmidelir.
- Besleme donanimini beslme kolu (28) ile kapatin.
Boru keseme ve frezeleme makinesini calistirin. - Sikma kolunu (11) geşetin ve donmktte olan testere bicağın el krani ile boru icine mümkün oldugu kadar derine hareket ettinir. Derine dalan testere bicağın kesme islemine istikrar kazandirir.
- Frezeleme islemlerinde mumkun oldugu kadar duşuk alet girisi seçin. Talaş alma hacmi artan kesme derinlile artar.
- Ucu gerektiginden yaklasik 3 mm希望大家 derine daldirin, sonra gerekli derinlige gerigi getirin. Bu sayede u c korunur.
- Derinilik cetvei kullaillirken aletin boru uzerinde Iz birakmasini sagliyin. Tirtuki somunu (27) gevsetin ve gostergeyi (28) 0' a getirin. Tirtuki somunu (27) tekrar sikin. Ayarlanan derinilik cetvele de gurulebilir.
- Boru kesme ve frezeleme makinesini kapatin.
Daha sonra ayari sikma kolunu (11) sikarak sabitleyin. - Boru kesme ve frezeleme makinesini tekrar calistirn.
-
Besleme sanzimanini besleme kolu (28) uzerinden calistirin.
-
Motor guci yetiyorsa, boruyu tek bir asamada kesin.
- Dosenmils borular kesme islemi esnasinda eigblebillr ve uç kesme yarı ileinde sikisabilir. Bu nedenle alette birlikte teslim edilen kamalar kesici uz arkasina, davonmesafelerle yarikione calkimaldir. Patlama tehlikesi olan yerderle kamalar (6 33 05 013 00 2) (RSG Ex 1500 A/B (^**) birlikte teslim edilen aksesuar) ve kivilim qikarmayan sekskullanimaldir.
- Boru kesme ve frezeleme makinesini asiri olçüde zorlamaktan kaçınin.
- Uc malzeme icine girdiginde motor devir sayisi belirgin olcude dusere makine zorlanyor demektir.
- Bu durumda aletin malzeme kazima performansi da duser.
- Düşmesini onlemek ilen ile parcasini (kesilen boru parcasi) sabitleyin.
Kalin et kalinligi bulunan borularda (s > 10mm) kaynak yerleri cok sayida islemle frezelenmelidir.
Uyumlu kesme sureci asagidaki faktorler tarafindan belirlenir:
- Start aninda boru kesme ye frezeleme makinesinin dokrultulmasi,
-Borunun dairesel veya silindir biçiminden farklili - Ucun keskinligi,
- Malzemenin sertligi.
Boru kesme ve frezeleme makinesi, 300 mm ve 600 mm capindaki borularda kesme hattin banlangici ve sonu ust ust gelecek bicimde ayarlanmistr.
Kilavuz milinin eksantrikligi sonucu ayar isareti (24, Bakiniz: Resim E) sadece bilirtulen capar icin baglayicir. Daha buyuk caplarda gerektiginde yeniden ayarla yapilmaldir.
Zincirli boru kesme ve frezeleme makinelerin geri calismasi (RSG Ex \^**\ ).
Maddi hasar!
Boru kesme ve frezeleme makinese geri calistirilmadan once, ucan ve sanzimanin hasar gormemesi icin ucan malzeme icinden cikarimis olmasi gerekir.
- Besleme donanimini besleme kolu (28) ile kapatin.
Sikma kolunu (11) gevsetin. - Ucu di sari ci karin.
Ana salteri/cevrim salterini "0" (kapali) konumuna getirin. - Cevrim salterini geri calisma konumuna getirin.
Sikma kolu (11) sikin. - Besleme sanzimanini beslme kolu (28) uzerinden calisturin.
Boru kesme ve frezeleme makinesi geri calismada kesme yapmaya uygun degildir! Sogutma ve yaglama islemlerine iliskin aciklamalar.
Maddi hasar!
Kullanlan uc frezele islemi esnasinda sogutulmail ve yaglamalidir. Sogutma ve yaglama yemensiz oldugu takdirde talaslar sikisabilir. Bu da ucon kirilmasa neden olabilir.
Kullanilan soğutma maddesi üreticisin uyari ve aciklamalarina uyun
- Yumuşak dokum boruları daima bogutma maddesi kullanmadan kuru olarak kesin.
Testere biçagini veya frezeyi alasimsiz Çelik borularda sabunlu suyla sogutun.
CaliSma hassaliginin ayarlanmasi.
- Somunu (15. Bakiniz: Resim A) SW 46 geysetin.
Aksi (10) lasye (19) dogru cevirin. - Somunu (15) sikin.
Hareket aksi (10) saat hareket yonunde sevrilnce (uc yonunde) c saga dogru doner (bakis acisi borke mesve frezeleme makinesinin hareket yonü ile ayindir). Hareket aksi saat hareket yonunun tersine gevildiginde u sola dogru doner.
Daha fazla zincir baklasi ekleme
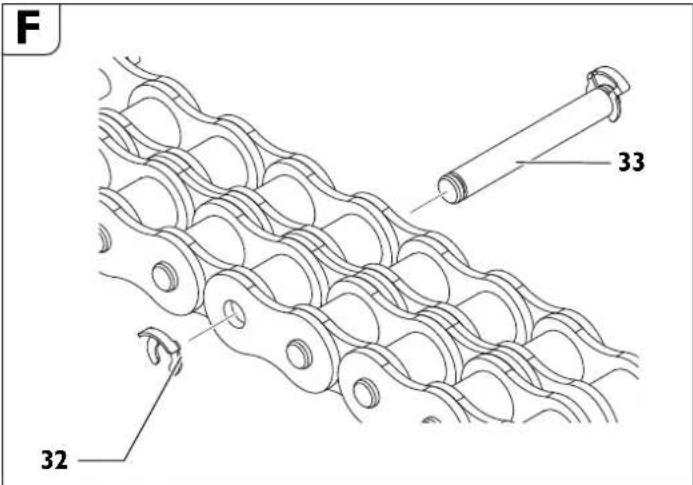

Ek zincir baklalari sadece bu Islem Icin ongorulen pozisyonlarda takilabilir.
Emniyet halkasini (32) cikarin.
Civatay (33) cikarin.
- Istediginiz sayida zincir baklasitakin.
- Cesitli buyuklukteki zincir baklaları makinenin aksesuari icinde bulunmaktadir.
Civatay (33) takin.
- Yenl bir emnlyet halkasi (32) takin.
Boru kesme ve frezeleme makinesinin takilmasi.
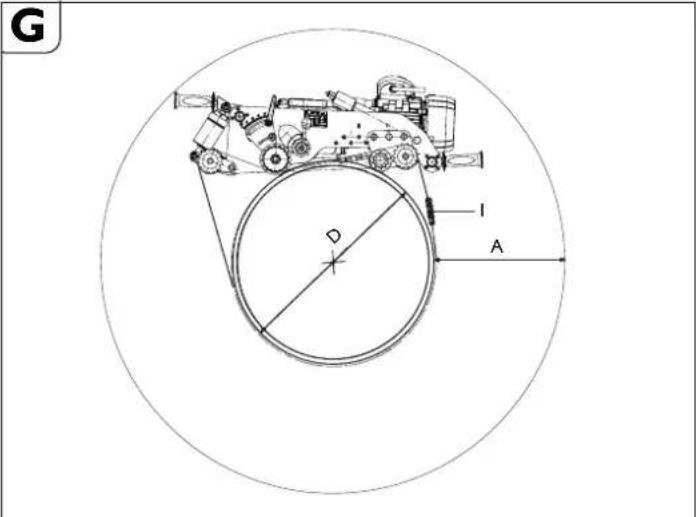
"A" Yuksek kesme derinliginde gerekli calisma alanl.
"D" Borunun di capi
"I" Boru capinda zincir baklasi sayisi "D".
RSG Ex 1500 A/B
| Hareket aksi pozisyonu | D A Her tarafa | gerekli zincir uzunluğu | Toplam zincir uzunluğu | i* | |
| [mm] | [mm] | ||||
| 1 | 250 | 400 | 1427 | 2854 | 5 |
| 300 | 392 | 1525 | 3050 | 5 | |
| 350 | 384 | 1632 | 3264 | 6 | |
| 400 | 378 | 1744 | 3488 | 6 | |
| 2 | 400 | 381 | 1782 | 3564 | 6 |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 369 | 2019 | 4038 | 7 | |
| 550 | 364 | 2144 | 4288 | 7 | |
| 600 | 360 | 2273 | 4546 | 8 | |
| 3 | 600 | 362 | 2302 | 4604 | 8 |
| 650 | 357 | 2433 | 4866 | 8 | |
| 700 | 352 | 2566 | 5132 | 9 | |
| 750 | 348 | 2702 | 5404 | 9 | |
| 800 | 344 | 2840 | 5680 | 10 | |
| 850 | 340 | 2862 | 5724 | 10 | |
| 900 | 337 | 3001 | 6002 | 10 | |
| 4 | 900 | 348 | 3142 | 6284 | 10 |
| 950 | 345 | 3284 | 6568 | 11 | |
| 1000 | 342 | 3428 | 6856 | 11 | |
| 1050 | 340 | 3464 | 6928 | 11 | |
| 1100 | 337 | 3607 | 7214 | 12 | |
| 1150 | 335 | 3751 | 7502 | 12 | |
| 1200 | 333 | 3896 | 7792 | 13 | |
| 1300 | 331 | 4062 | 8124 | 13 | |
| 1400 | 329 | 4338 | 8676 | 14 | |
| 1500 | 328 | 4355 | 8710 | 14 | |
| *Siparis numarası 3 02 31 013 02 7 / her biri 635 uzunlugunda 10 zincir baklassı. | |||||
RSG Ex 18 A/B
| Hareketaksipozisyonu | D A Her ta[mm] [mm] | rafta[mm] [mm] | gerekli zinciruzunluğu | Toplam zinciruzunluğu | i* |
| 1 | 250 | 587 | 1427 | 2854 | 5 |
| 300 | 576 | 1525 | 3050 | 5 | |
| 350 | 564 | 1632 | 3264 | 6 | |
| 400 | 553 | 1744 | 3488 | 6 | |
| 2 | 400 | 522 | 1782 | 3564 | 6 |
| 450 | 511 | 1898 | 3796 | 7 | |
| 500 | 501 | 2019 | 4038 | 7 | |
| 550 | 492 | 2144 | 4288 | 7 | |
| 600 | 483 | 2273 | 4546 | 8 | |
| 3 | 600 | 453 | 2302 | 4604 | 8 |
| 650 | 445 | 2433 | 4866 | 8 | |
| 700 | 437 | 2566 | 5132 | 9 | |
| 750 | 429 | 2702 | 5404 | 9 | |
| 800 | 422 | 2840 | 5680 | 10 | |
| 4 | 800 | 396 | 2862 | 5724 | 10 |
| 850 | 393 | 3001 | 6002 | 10 | |
| 900 | 390 | 3142 | 6284 | 10 | |
| 950 | 386 | 3284 | 6568 | 11 | |
| 1000 | 383 | 3428 | 6856 | 11 | |
| 5 | 1 | 390 | 34640 | 6928 | 11 |
| 1050 | 387 | 3607 | 7214 | 12 | |
| 1100 | 385 | 3751 | 7502 | 12 | |
| 1150 | 382 | 3896 | 7792 | 13 | |
| 1200 | 379 | 4062 | 8124 | 13 | |
| 1300 | 374 | 4338 | 8676 | 14 | |
| 6 | 1 | 383 | 43550 | 8700 | 14 |
| 1400 | 382 | 4651 | 9302 | 15 | |
| 1500 | 378 | 4950 | 9900 | 16 | |
| 1600 | 373 | 5250 | 10500 | 17 | |
| 1700 | 369 | 5553 | 11106 | 18 | |
| 1800 | 366 | 5857 | 11714 | 19 | |
| 1900 | 362 | 6162 | 12324 | 20 | |
| 2000 | 359 | 6468 | 12936 | 21 | |
| 2100 | 356 | 6775 | 13550 | 22 | |
| 2200 | 353 | 7083 | 14166 | 23 | |
| 2300 | 350 | 7391 | 14782 | 24 | |
| 2400 | 348 | 7700 | 15400 | 25 | |
| 2500 | 346 | 8009 | 16018 | 26 | |
| 2600 | 343 | 8319 | 16638 | 27 | |
| 2700 | 341 | 8629 | 17258 | 28 | |
| 2800 | 339 | 8940 | 17880 | 29 | |
| 2900 | 337 | 9251 | 18502 | 30 | |
| 3000 | 335 | 9562 | 19124 | 31 | |
| *Sipariş numarası 3 02 31 013 02 7 / her biri 635 uzunlugunda 10 zincir bakası. | |||||
Optimum bir zincir on gerilimini saglamak icin gerektiginde alet cantasi icinde bulunan uzunlugu 31,75 mm olan yarim zincir bakalari kullanlabilir.
Ornek:
D=400 mm boru capinda 6 zincir baklasi (Siparis numarasi 3 02 31 013 02 7) gerekir.
Kilavuz zincirle iz kilavuzu

Kilavuz zinciri tablodaki verilere gore olusturun
Optimum bir zincir on gerilimini saglamak içn gerektiginde alet cantasi lçnde bulunan uzunlugu 31,75 mm olan yarim zincir baklalari kullanlabilir.
Kilavuz zincir uzunlugu
| Boru çapı Z | ncir uzunluğu | Zincir baklası | ||
| [mm] [mm] | 635 mm 63 | 5 mm 31,75 mm | ||
| 250 710 1 1 | 1 | |||
| 300 870 1 4 | 0 | |||
| 350 1030 1 | 6 1 | |||
| 400 1190 1 | 9 0 | |||
| 450 1344 2 | 1 1 | |||
| 500 1500 2 | 4 0 | |||
| 550 1660 2 | 6 1 | |||
| 600 1809 2 | 8 1 | |||
| 650 1970 3 | 1 1 | |||
| 700 2130 3 | 4 0 | |||
| 750 2290 3 | 6 1 | |||
| 800 2440 3 | 8 1 | |||
| 850 2600 4 | 1 0 | |||
| 900 2760 4 | 4 0 | |||
| 950 2921 4 | 6 0 | |||
| 1000 3079 | 4 8 1 | |||
| 1100 3397 | 5 3 1 | |||
| 1200 3714 | 5 8 1 | |||
| 1300 4032 | 6 3 1 | |||
| 1 4 | 0 | 0 4 | 3 3 | 0 6 |
| 1 5 | 0 | 0 4 | 6 4 | 0 7 |
Siparis numarasi 3 02 31 034 01 0 (u = 635 mm)
Siparis numarasi 3 02 31 036 01 0 (u = 63.5 mm)
Siparis numarasi 3 02 31 035 01 0 (u = 31,7
- Kilavuz zinciri zincir gericinin lki baklasindan birine pim ve emnlyet halkasi Ile tespit edin.
- Klayuz zinciri jki klayuz zinciri tekerlegi altundan gecirin (Resim H).
- Kilavuz zincirin boştaki uçunu zincir gericiyi pim ve emnlyet halkasi ile tespit edin.
- Kulavuz zinciri zincir gericideki (2) altigeni dondurerek boruya dayayin.
Kilavuz zinciri 10 mm mesafede (tahrlik zinciri pimi ile kilavuz zindri pimi arasindaki mesafe) dokultun ve ic kez kontrol edin.
Zincir gericiyi alugenle (29) pul (30) zincir gericinin govdesine dayanincaya kadar gerin (Sikma alani yak. 50 mm). (Maks. sikma torku 50 Nm)

Dikkat kaza tehlikesi!
Uc emnlyet vidasini (31) alin tarafinda sikmayin. (Bakiniz: Sekil H)
Her kullanimidan sonra son islemler.
- Ucu di sari cikarin.
Boru kesme ve frezeleme makinesini kapatin. - Ucu alin.
- Boru kesme ve frezeleme makinesini cikarin.
Boru kesme ve frezeleme makinesinin depolanmasi
Dis yuzeydeki metal parcalari korozyona karsi koruyun.
Borukesmeve frezeleme makinesini kuru olarak depolayin.
Bakim ve onarim.
Onarimi gereken FEIN elektrikli el aleteri ve aksesuari icin lufen FEIN Musteri Servisi ile lletisige减免. Adresi Internette www.fein.com. sayfasinda bulabilirsiniz. Bu elektrikli el aletinin guncel yedek parca listesini Internette www.feln.com. sayfasinda bulabilirsiniz.
Sadece original yedek parcalar kullanin.
Asguidaki parcalari gerektiginde kendiniz de degistirebillirsiniz: Uclar, tutamaklar, zincir, zincir baklalari

Bu makine sadece teknik acidan kusursuz durumda calistirilabilir. Asinmis vya hasarli uclar ve bilesenler zaman gezirmeden yanileri ile degistirilmidir.

Yaralanma tehlikesi
Makininenin istenmeden calismasi durumunda yaralanma tehlikesi vardir Boru kesme ve frezeleme makinesinin kendinde bir calisma yapmadan once her defasinda fisi prisden gelekn!
Genel bilgiler
Bakim Islemleri sadece egitimi uzmanlar tarafindan yapilabilir.
Bakim islemleri esas olarak sunlari icerir:
Borus kesme ve frezeleme makinesinin disin ve germe zincirlerin emizlenmesi.
- Boru kesme ve frezeleme makinesinin butün olarak gorsel kontrlü.
Sanziman yaginn degistirllmesi
Hareketll dlil kisimlarin ve zincirlerin greslenmesl.
- Germe ve tasima donanimindaki yatakli mil kilavuzlarin greslenmesi.
Alet uzerindeki etiket ve uyarilari yenileyin
Zincirlerin bakimi
Zincirleri kaba kirleri temizledikten sonra yikama benzini, gazyagi ve benzeri bir madde ile baklari hareket ettirerek dikkatle temizleyin.
Tam olarak yaglamayi saglamak üzere zincirleri birkac saat kalin akiciigi olan bir yaga, orneigin SAE 140 saniziman yagina yaturin.

Kaza tehlikesi!
Tekrar kullamdan once zincir baklalarin kusursuz durumda olup olmadiklarini anlamak icin gorsel kontrol yapin. Hasarli parcalari degistirin ve ekskim emyjet halkarilari yanileyin.
Baglanti gucü
Elektrikli el aletinin baglantu kablosu hasar gorecek olursa, uretici vya ureticin temsilcisi tarafindan degistirilmidir.
Yerleistirme donanimi (Bakiniz: Resim A)
Boru somununun yüzeyini (17) kirlere ve paslanmaya karsi koruyun ve her zaman hafifce yaglayin.
- Sanziman yagini deglstirken hareket diIerini temizleyin ve gresleyin.
Sökme:
Silindir baslviday (8) cikarin.
Civatayi (5) kapaktan kékin.
Daha sonra el krani ile yerlestirme donanimini boru somunundan dokun.
- Disli kismilari temlzleyin ve gresleyin (Yaglama maddesi ve yaglama plani boliumune bakin Sayfa 119).
- Hasari siyirma halkarini degistirin.
Montaj:
Montaj, ayni islemlerin ters sira ile uygulanmasi ile yapilir. Montaj esnasinda siyirma halkarinda hasara neden olmayin!
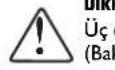
Sikma donanimi
Göz vidalarindaki (3, Resim I) disli kismin kirlenmemesine dikkat edin.
Gerekiyorsa dlsl kism temlzleyin ve yaglayin.
Yaglama maddeleri ve yaglama plani
| Yaqla#a maddesi ARAL OL Degol | Dofum miktari Sicali klik araligi [°C] Özellkler | |
| BMB 460 2 litre 0 ile +60 arasi Şanıman yüzüncü | cle +40 arasi | |
| BMB 100 2 litre -20 | ile +40 arasi | |
Teslim durumunda yatak mili ARAL OL Degol BMB 100 ile doludur. Barangsaniman yangarinin kulanimindan kesinlikle kalilmaldir.
Kayici yüzeyler icin yağlama maddeleri
Kayici yüzyelerin yüzlanması ve bakimi ilen asit ilemeryen, suya dayanikl markalık kayi yatak greslerinin kullanilmasini tavsiye ederiz.
| Yalıkama yerl Yalıkama veya ileşte maddesi |
| 2 (sanziman) Bakanı: Yatak mili icin yüzma maddesi |
| 3 (Kayüncü yüzeyler ve hareket disleri):Kaymiş yatak gresi |
Ariza giderme [Tip RSG Ex [ ]
| Ariza Olasi nedenler Alnacak ünlemler | ||
| Motor ve kullananan uz ilev gormüyor | Çok/DDüz ortam sicialigi | Düzük sicialiklara ait FEIN Şanıman Yaşıkullanın |
| Körelmiç uz Ucu değilirin | ||
| Şebeke gerilimi yok Şebeke böglantışı ve anhtarlama | cihazlarini kontrl edin | |
| Yanlış Şebeke gerilimi | Şebeke böglanı verilerini kontrl edin | |
| Besleme;cşok:hizl veya bir:dönkışcok:yüksek malzeme kazima | Şanıman:iyarlayin ve/veya malzeme icine dalma derinliginci dürşırün | |
| Şanıman kutusunda:yş kaykıÇak yeri bilun ve kacaşi giderin-Yaş ilave edin | ||
| Motordaassistant:sicalsı külselmesi Anhtarlama cihazi konlbinasyonunu 30702041014yeniden etkinleşirin | ||
| Arızali zincir;carki Hasarlı zincir baklası | Zincir baklasıdeğilirin | |
| Zincir yanlış�建lanmiş | Baqlanu noktalarini kontrl edin ve düzeltin | |
| Zincir pimleri kismen takil | Pimleri tam olarak takın | |
| Hatali kesmehattı | Hataliogrultulmş boru kesme ve frezeleme maklinesi ve zincir | Bakıniz:Bölüm „Boruk cesme ve frezeleme makinesindeki on İslemler (Bakıniz:Resim A).“Sayfa 116 ve Bölüm „Boruk cesme ve frezeleme makinesinin boruya sikilmasi." Sayfa 116 |
| Kilavuz mil eksantrikdehyil | Hareket hassaligiyan ayarlayin, Bakıniz:Bölüm „Hareket hassaligiyan ayarlanmasi." Sayfa 117 | |
| Körelmiç uz Ucu değilirin | ||
| Eğik veya dik:yataklanmş boru veya:yuvarlak olmayan boru | Iz kılıvuz donanimi kullanı,Bakıniz:Bölüm „Boruk cesme ve frezeleme makinesinin boruya sikilmasi." Sayfa 116 ve Bölüm „Iz kılıvuz" Sayfa 119 | |
| Aşır Ülcüde zorlanan uz | Şanıman:iyarlayin ve/veya malzeme icine dalma derinliginci dürşırün | |
| Düzük veya etkill olmayan makine fonkslyonu | Şebeke gerilimi yok | Şebeke:bçlantusiyan ve anhtarlama cihazlarini kontrl edin |
| Ayirici salter:açkdehyil | Salteri kontrl edin | |
| Kavrama kayma yapiyor | Şanıman:iyarlayin veya kavramanin tepki momentini FEIN isletmesinde ayarlatin | |
| Aşır titreşim var | Besleme;cşok:hizl | Şanıman:iyarlayin |
| Uç;cok derinde | Ucu kaldırin | |
| Sikma kolu(11)çekilidehyil | Sikma kolunuçekin | |
| Zincir gewşek | Zincir gerginligini kontrl edin | |
| Körelmiç uz Ucu değilirin |
Garanti.
Bu urüne ait garanti, yasal mevzuat geregi sata sunulduu ülkede gecerlidir.
Uçlar, ve aksesuar
Daire testere bicaklar

1

2

3
| Form 1, HSS, ilgili,... | |||||
| A, B - Çelik borularin,... | |||||
| Ø Genişlik | Ağırlik Diş | sayisi makş. | kesme derinligi | Sipariş numarası | |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 4 0,5 | 50 25 6 35 | 02 022 00 | 6 | ||
| 180 4 0,7 | 60 35 6 35 | 02 037 00 | 8 | ||
| 200 4 0,9 | 64 45 6 35 | 02 053 00 | 7 | ||
| 220 4 1,3 | 70 55 6 35 | 02 041 00 | 1 | ||
| Form 2, HSS, ilgili sanziman tipli: | |||||
| B - Döküm borunarı ilelenmesi ilen | |||||
| Genişlik | Ağırkı Dis | sayımatics. | kesme derivligi | Siparış numarası | |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 4 0,5 | 40 25 6 35 | 02.050 00 | 1 | ||
| 180 4 0,7 | 46 35 6 35 | 02.098 00 | 0 | ||
| 200 4 0,6 | 50 45 6 35 | 02.099 00 | 4 | ||
| Form 3, HSS, sert metal disl, ilgili Şanımantipsi: | |||||
| A, B - 400 N/mm2ye kaddir dokum borular (çimento beslemeli olanlar dahl) ve alasimiş Çelik borularin ilenmesi ilen | |||||
| Ø Genişlik | Ağırlik Dis | sayisi makş. | kesme derinligi | Sipariş numarası | |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 4 0,5 | 40 25 6 35 | 02 080 00 | 8 | ||
| 180 4 0,7 | 44 35 6 35 | 02 061 00 | 9 | ||
| 200 4 0,9 | 50 45 6 35 | 02 084 00 | 2 | ||
Intibak (uyarlama) yayi
| B x H x L | |
| mm | |
| 6 x 6 x 32 4 02 21 044 00 0 | |
| 8 x 7 x 32 4 02 21 050 00 5 | |
Taśima kabi
| Uzunluk x Genlşlik x Yükbseklik | |
| mm | |
| 1000 x 800 x 395 3 39 01 114 00 7 | |
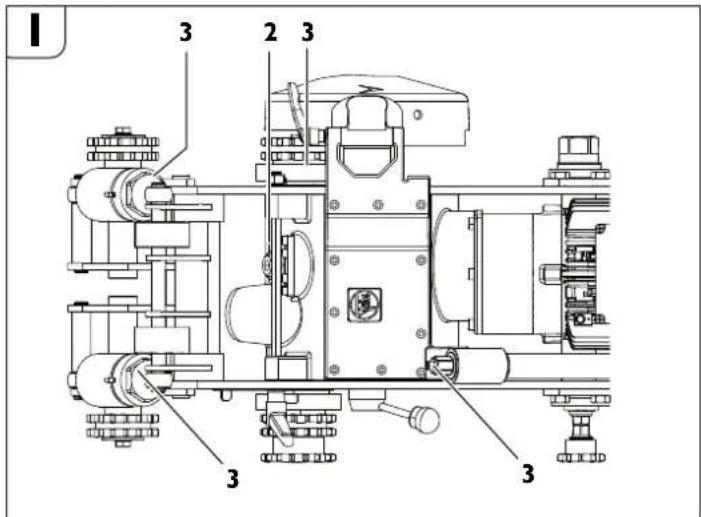
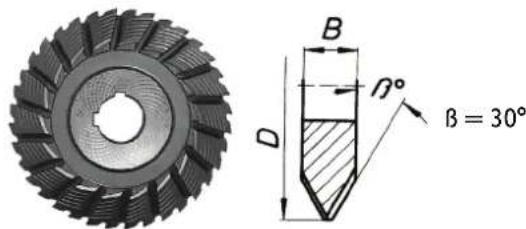
Form frezesi
| V-Form, HSS, ilgili Şanlımantipsi: | ||||||
| A-Celik borularin,yüksek alasımlı,islenmesi icinB-Maksimum 10 mm et kalınligina ve(Maximum 1600 mm capa;kaparakan alanalasınsizçelik borularin ve dokum borilarin islenmesi icin | ||||||
| D B Aşkılc Dis | sayıslı | β | m akesmederivligi | Siparlis numarası. | ||
| (mm) | (mm) | (kg) | (°) | (mm) | ||
| 125 | 25 | 1,6 | 32 | 30 | 25 | 6 35 08 056 00 4 |
| 160 | 30 | 3,2 | 36 | 30 | 25 | 6 35 08 081 00 9 |
| 160 | 30 | 3,3 | 36 | 37,5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 5,5 | 36 | 37,5 | 25 | 6 35 08 094 00 0 |
| 180 | 42 | 4,9 | 36 | 30 | 25 | 6 35 08 085 00 8 |


| U-Form, HSS, ilgili Şanıman tipli: | |||||
| A - Çelik borularin,:yüksek alasımli, İslenmesi ilen | |||||
| B - Maksümum 10 mm et kalınkına ve(Maximum 1600 mm)...apa kadar olanaşimiş Çelik borularin ve dokum borularin ilenmesi ilen | |||||
| D B | Ağırlik | Diş Saylş | maks. | kesme derinligi | Sipariş numarası |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 25 | 2,8 | 40 | 25 | 6 35 08 089 00 7 |
| Takım frezesi, HSS, ilgili Şanlımantipsi: | ||||||
| A- Çelik borularin,yüksek alasımli,islenmesi�能 | ||||||
| B-Maksimum 10 mm et kalınligina ve(Maximum 1600 mm容量kada olanaşimişçellek borlarin ve dokum borlarin lşlenmesi�能 | ||||||
| D B Ağırlik Dis | sayıslı | β | m a kesmederivligi | Siparış numarası. | ||
| (mm) | (mm) | (kg) | (°) | (mm) | ||
| 154 | 30,5 | 2,5 | 32 | 30 | 25 | 6 35 08 099 02 0 |
Zincir baklasi
| 10 zincir baklası x 63,5 mm = 63 $ mm |
| Sipariş numarası 3 02 31 013 02 7 |
| 1 zincir baklası 31,75 |
| Sipariş numarası 3 02 31 029 00 2 |
Yedek cavata
Sipariş numarasi 3 02 17 216 00 4 Germe zinciri 38,5 mm
Sipari numarasi 302 16 166 00 0 Kilavuz zincir 54 mm
Yedek emniyet halkasi
Siparis numarasi 302 17 216 004
Celik kama
Sipari numarasi 633 05 006 008
Makine ile birlikte teslim edilen aksesuar
| Siparis numarasi Adet Tanı | İstanbul | |
| 3 39 01 114 00 7 1 Taşkı | kabı | |
| 3 39 01 031 00 1 1 Alet çanlı | İstanbulı | |
| 3 21 22 007 01 7 1 El kranı | ||
| 6 29 01 016 00 2 1 Tek[ağ).. | Tek[ağ).. | 46 |
| 6 29 03 010 00 6 1 Tek[ağ).. | Tek[ağ).. | 55 |
| 3 12 07 333 01 0 1 Zincir | gerici Sadece | RSG Ex 1500 A/B [**) icin |
| 6 29 11 010 00 0 1 Halka | anahtar , 17/19 | |
| 6 29 06 014 00 0 1 Lokma | anahtar , SW 46/41 | |
| 3 02 31 029 00 2 20 Maka | rali zincir | |
| 3 02 17 216 00 4 20 Cıvata | ||
| 4 26 34 020 00 5 40 Emnı | yet halkası | |
| 6 33 05 013 00 2 5 Kama, | kılıç;cımsüz | RSG Ex 1500/18 A/B [**) icin |
| 3 07 02 041 01 4 1 Anahtarlama cihazi kombi | binasyonuRSG Ex 1500/18 A/B [**) icin | |
| 3 21 74 009 00 1 1 Yuvarlak | kaya,is | |
| 3 21 74 010 00 3 1 Yuvarlak | kaya,is | |
| 3 07 28 188 00 8 1 CEE kavrama (kuplaj) | RSG Ex 1500/18 A/B [**) icin | |
| 3 02 31 035 02 0 1 Zincir | Sadece RSG Ex 1500 A/B [**) icin | |
| 3 02 16 166 01 0 1 Cıvata | Sadece RSG Ex 1500 A/B [**) icin | |
| 3 40 56 026 00 0 1 Geçme | pul Sadece | RSG Ex 1500 A/B [**) icin |
Opsiyonelaksesuar
| Sipariş numarasi Adet Tanımı | |
| 3 02 31 013 02 7 1 10 baklalı zincir | |
| 4 26 34 020 00 5 1 Emnlyet halkası | |
| 3 02 17 216 00 4 1 Cıvata | |
| 4 30 12 051 12 2 1 Monta | vidası |
| 6 33 05 013 00 2 Kılıç;cıkarma kaması | |
| 9 12 01 002 00 4 Basınkı hava seksutmaya)yalıkona donanimi (DKSE) | |
| 3 24 33 027 01 7 1 DKSE(plaka zg.) ilenin baglantı parçaları | |
| 9 26 01 023 02 3 1 DKSE ilenin kompressör | |
| 3 14 14 055 00 2 1 Kompressör ilenin PA-DL hortumkomple | |
| 4 11 36 005 01 9 1 Kuplaj kovani | |
| 3 02 31 035 02 0 1 Zincir | |
| 3 02 16 166 01 0 1 Cıvata | |
| 3 40 56 026 00 0 1 Geçme pul |
Basincli hava soğutma)yagliama donanimi 9 12 01 002 00 4
Boru kesme ve frezeleme maklinesinin olasi yuksek kesme beseme hizi nedeniyle uclarin sogutulmasi ve yaglanmasi gereklidir. Basinci hava sogutma yaglama donanimi yaglama maddesinin sileme ve buharlasma prensibine gore calisir ve borukesme ve frezeleme makinesine entegre piskurtme memeleri ile kesintisiz, iybir sogutma ve saglamasaiglar.
Bu donanim sayesinde ayrica, genelde elle beslenen delme emulsiyonu ile topragin kirlenmesi onlenir.
Sogutma yaglama sivisi olarak BIOCUT 3000 metal isleme yaglama maddesinin kullanilmasini tavsije ederiz. Bu yaglama maddesi yeti gelistirilmis tam sentetik yuksek performans yaglama maddesi olup, mukemmel yapima ve soyogutma etkisesahiptur, sua cozunir, biyolojik olarak hizla czünebilir ve kullanimda tasarruf saglar (yapilan ayarlamaya gore her memede yaklasik 0,3 dm³/h'ye kadar).
BIOCUT 3000 saghiga zararli madde icermez. Bu yaglama maddesi Alman Gaz ve Su Derneeginin e.V. (DVGW) gereklilikerini karstlar.
Icerdligi butun maddeler, bugun gecerli durumlaryla FDA (Food and Drug Administration) ve Alman Farmakopesinin (DAB) butun gerekliliklerini karslar.
Yaglama maddesinin temin edilebilecegi merkez:
Yaglama maddesi BIOCUT 3000, 0^' ye kadak sicaklikar icin:
1L-32132039000
5L-32132040000
Yaglama maddesi, soguk dayanma -25°C'ye kadar sicutliklar icin:
1L-32132042000
5L-321320430000
Uc fazl versiyon RSG Ex (^**) de, basinci hava sogutma yaglama donanimin kullanilabmesi incin, yaklasik 130 l/dak'lik emme miktarina sahip bir kompresor, FEIN siparlns numarasi 92601023023,gerekildir.
Yedek parçalar.
Guncel yedek parca listesini Internette www.fein.com. sayfasinda bulabilirsiniz.
Uyumluluk beyani.
CE Beyani sadece Avrupa Birligi ve EFTA üyeleri (European Free Trade Association) ve sadece AB ve EFTA pazarlı�能 tasarlanan urünler�能GPCERlir.
FEIN firmasi tek sorumlu olarak bu urünun bu kullanim kilavuzunun son sayfasinda belirtilen ilgili kosullara uygun oldugunu benan eder.
Teknik belgelerin bulundugu merkez:
C. & E. Fein GmbH,
Çevre koruma, tasfiye.
Ambalaj malzemesi, kullanim omrunü tamamlamis sarj cihazlar ve aksesuar qvre dostu yeniden kazanim merkezine gonderilmelidir.
Tartalek rögzitogyürü
yuyuoyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuyuy
mssaaouu EC amunnnnnaaannnnnd Directive 94/9EC
()
RSG Ex (^**) nanaanwaaan
AATEX 1nwnuee EC mnnu
yaa
1
2 ananannnnn
3 manu
4 1
5
6 unnae
7 na njou
8 anP aunalne
9
10
11n
12 0nnnnn
13 UNION
14
15 100
16 1
17 yonno
18 ananannnnn
19 wanlzu
20 Mo Tu
21
22 1
23
24 Janaeunnnnne
25 wu(wun)
28
27
28 nannnne
29 1
30
31
32
33
34
mnnnnaaennnnn nnnnnnnnnnnnn
A
oyamnnnnnnnnaaennnneanrnnnnnnnnnnnnnnnn
y
1
mnnnnnnaaannnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnn
n"unoe "
wovowwwwnnwnnnnwnnnnwnnnnwnnnnwnnnnwnnnn
a
1)
a) 1nnaonnnnnaeaaananaaannnnaaennnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaennnnnnaaenn
b) aaiiiaaiey iayiianan ananaeae ananen anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan anan
c) waoiiooiyolniu yueoanuaeang hooinnn nnnnnn nnwauonnnnnnnnnnnnnnnnnnnnnnn
2)
Anahtarlama cihazi kombinasyonyu
30702041014





- Teknik veriler.
- Zincirli boru kesme ve frezeleme makinelerin tanimi
- AT-Yonergesi 94/9EG ATEX (Atmospheres Explosibles)
- Birbakista genel gürünüş.
- Güvenliginiz icin
- Genel guvenlik talimatu.
- UYARI
- Elektrikle calisan zincirli horu kesme ve frezeleme makinerleri (Tip RSG Ex (**) ).
- Uygulama.
- Fonksiyon yontemi (Bakinz: Resim A).
- Taşima.
- Aleti calistirmadan once.
- Islenen boruda on islemler.
- Borukesmevefrezeleemakinesininboruya siklmasi.
- Baglant zincirlerinin takilmasi.
- Zincirlerin gerilmesi (Bakinz: Resim A).
- Kaza tehlikesi!
- Uclarin takilmasi.
- Yaralanma tehlikesi
- Koruyucu is eldivenleri kullanin.
- Isletmeye alma.
- Borukesmevefrezelememakinesi:
- Kismen patlamaya karşi korunmali boru kesme ve frezeleme makinesi:
- Patlama tehlikesi
- Kullanim.
- Yaralanna tehlikesi
- Startislemi
- Zincirli boru kesme ve frezeleme makinelerin geri calismasi (RSG Ex \**\ ).
- Maddi hasar!
- Boru kesme ve frezeleme makinesi geri calismada kesme yapmaya uygun degildir! Sogutma ve yaglama islemlerine iliskin aciklamalar.
- Kullanilan soğutma maddesi üreticisin uyari ve aciklamalarina uyun
- CaliSma hassaliginin ayarlanmasi.
- Daha fazla zincir baklasi ekleme
- Boru kesme ve frezeleme makinesinin takilmasi.
- Ornek:
- Kilavuz zincirle iz kilavuzu
- Dikkat kaza tehlikesi!
- Her kullanimidan sonra son islemler.
- Boru kesme ve frezeleme makinesinin depolanmasi
- Bakim ve onarim.
- Genel bilgiler
- Zincirlerin bakimi
- Baglanti gucü
- Yerleistirme donanimi (Bakiniz: Resim A)
- Sökme:
- Montaj:
- Sikma donanimi
- Yaglama maddeleri ve yaglama plani
- Kayici yüzeyler icin yağlama maddeleri
- Garanti.
- Uçlar, ve aksesuar
- Daire testere bicaklar
- Intibak (uyarlama) yayi
- Taśima kabi
- Form frezesi
- Zincir baklasi
- Yedek cavata
- Yedek emniyet halkasi
- Celik kama
- Makine ile birlikte teslim edilen aksesuar
- Opsiyonelaksesuar
- Basincli hava soğutma)yagliama donanimi 9 12 01 002 00 4
- Yedek parçalar.
- Uyumluluk beyani.
- Çevre koruma, tasfiye.
- yaa
- mnnnnaaennnnn nnnnnnnnnnnnn
Marka : Fein
Model : Ex18a
Kategori : Frez makinesi