
Ex18a - 铣床 Fein - 免费用户手册
免费查找设备手册 Ex18a Fein PDF格式.

| 产品类型 | 管道铣床 |
| 品牌 | Fein |
| 型号 | Ex18a (RSG Ex 18 A/B) |
| 电源电压 | 400 伏,50 赫兹,三相 |
| 额定功率 | 1500 瓦 |
| 空载转速(电机) | 2860 转/分 |
| 工具转速(根据型号) | 35 转/分(A 型)或 70 转/分(B 型) |
| 自动进给 | 40 毫米/分(A 型)或 80 毫米/分(B 型) |
| 管道直径范围 | 250 至 3000 毫米(根据承载轴位置) |
| 电源线长度 | 2 × 20 米 |
| 防护等级 | I |
| 防护类型 | IP X4 |
| 可加工材料 | 钢、铸铁(包括水泥衬里) |
| 可用工具类型 | HSS 或硬质合金圆锯片、成型铣刀 |
| 齿轮润滑 | ARAL Degol BMB 100 或 460 润滑油(2 升) |
| 夹紧系统 | 带张紧器的链节链条 |
| 进给 | 通过蜗轮蜗杆和滑动联轴器自动进给 |
| 深度调节 | 通过固定尾座和刻度盘调节 |
| 运输 | 使用背带或至少三人搬运 |
| 可选配件 | 气动润滑/冷却装置、ATEX 控制箱、运输容器 |
常见问题 - Ex18a Fein
用户关于以下问题的提问 Ex18a Fein
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 铣床 免费PDF格式!查找您的手册 Ex18a - Fein 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 Ex18a 品牌 Fein.
用户手册 Ex18a Fein
| 符号,图例解说 | |
| 1 ! | 请遵循旁边文字或插图的指示! |
| 务必阅读附带的文件,例如使用说明书以及一般性的安全提示。 | |
| 工作时必须戴上护目镜。 | |
| 工作时必须戴上耳罩。 | |
| 工作时要戴上工作手套。 | |
| 一般性的禁止符号。禁止执行此步骤。 | |
| 严禁触摸! | |
| 不可以触摸电动工具的转动部件。 | |
| 禁止伸手抓握链条和链轮! | |
| 提防电动工具上的利刃,例如切割刀的刀刃。 | |
| 表面灼热! | |
| 握持部位 | |
| i+ | 附加资讯。 |
| € | 证明此电动工具符合欧洲共同体的规定标准。 |
| 分开收集损坏的电动工具,电子和电动产品,并且以符合环保要求的方式回收可利用的资源。 | |
| 切勿扭动三个安全螺丝。 | |
| 10 | 仅适用于中国:在正常的使用状况下,本产品的环保期限为10年。 |
| (**)可以包含数字或字母 |
技术数据.
订货号7360...7360...
型* RSG Ex 1500 A (^) RSG Ex 1500 B (^)
订货号7360...7360
型* RSG Ex 18A (^) RSG Ex 18B (^)
| 电压 (U) | 400 V | 400 V |
| 频率 (f) | 50 Hz | 50 Hz |
| 连接电流种类 | 3~(三相电流) | 3~(三相电流) |
| 空转转速 (n0) | ||
| 发动机 | 2860/分钟 | 2860/分钟 |
| - 安装件 | 35/分钟 | 70/分钟 |
| 推进 (f) | 40毫米/分 | 80毫米/分 |
| 额定功率(P) | 1500 瓦 | 1500 瓦 |
| 电源线长度(带插头) | ||
| RSG Ex 1500(**) | 2 x 20 m | 2 x 20 m |
| - RSG Ex 18 A/B (**) | 2 x 20 m | 2 x 20 m |
| 防护等级 | ①/Ⅰ | ①/Ⅰ |
| 防水等级 | IP X4 | IP X4 |
| *电机和辅助开关具备防爆设计(符合ATEX标准) | ||
| 型* | RSG Ex 1500 A (**) | RSG Ex 18 A (**) |
| RSG Ex 1500 B (**) | RSG Ex 18 B (**) | |
| 尺寸: | ||
| -重量(米) | 80 kg | 80 kg |
| -最大刀具直径 | 220毫米 | 220毫米 |
| -Lmax. | 974毫米 | 1088毫米 |
| -Hmax. | 334毫米 | 334毫米 |
| -Bmax. | 450毫米 | 431毫米 |
| -B1 | 371毫米 | 371毫米 |
| -B2 | 201毫米 | 201毫米 |
| -B3 | 791毫米 | 991毫米 |
管材切割机的用途。
本管材切割机用于切割及铣割裸露的定长管段和已经铺设的钢管或铸铁管,它也可以在建筑工地、车间和户外做焊接前的管端铣割。管材切割机只提供特定公司由专业人员操作,不适用于持续性的日常用途。
管材切割机不可以在以下的区域操作。
管材切割机不适合:
- 在有爆炸危险的环境中使用。
-在大雨中和水中使用。
-在 -20^ 至 40^ 的温度范围之外使用。 - 用于分割具爆炸性的物料。
- 用于分割可燃材料。
欧盟94/9EGATEX法规(具爆炸性环境)
本公司提示,RSG Ex (^) 型号的泛音管材切割机,未被批准在具备爆炸危险的区域使用,因此针对上述管材切割机没有符合94/9EG规定的欧盟生产范例检验证书。(RSG Ex (^) 管材切割机只安装了两个符合ATEX标准的组件,即电动机和辅助开关。)
ATEX规定仅适用于欧盟区。
一览。
警告 阅读本电动工具随附的所有安全注意事项、说明、插图和技术数据。不遵守安全指示和说明可能会导致触电、火灾和/或严重伤害。保留所有安全注意事项和说明以备将来使用。
在所有下列的警告中术语"电动工具"是指市电驱动(有线)电动工具或电池驱动(无线)电动工具。
1)工作场地的安全
a)保持工作场地清洁和明亮。混乱和黑暗的场地会引发事故。
b)不要在易爆环境,如有易燃液体、气体或粉尘的环境下操作电动工具。电动工具产生的火花会点燃粉尘或气体。
c) 让儿童和旁观者离开后操作电动工具。注意力不集中会使操作者失去对工具的控制。
2) 电气安全
a) 电动工具插头必须与插座相配。绝不能以任何方式改装插头。需接地的电动工具不能使用任何转换插头。未经改装的插头和相配的插座将减少电击危险。
b) 避免人体接触接地表面,如管道、散热片和冰箱。如果你身体接地会增加电击危险。
c)不得将电动工具暴露在雨中或潮湿环境中。水进入电动工具将增加电击危险。
d)不得滥用电线。绝不能用电线搬运、拉动电动工具或拔出其插头。使电线远离热源、油、锐边或运动部件。受损或缠绕的软线会增加电击危险。
e)当在户外使用电动工具时,使用适合户外使用的外接软线。适合户外使用的软线将减少电击危险。
f)如果在潮湿环境下操作电动工具是不可避免的,应使用剩余电流动作保护器(RCD)。使用RCD可减小电击危险。
3)人身安全
a) 保持警觉,当操作电动工具时关注所从事的操作并保持清醒。当你感到疲倦或在有药物、酒精或治疗反应时,不要操作电动工具。在操作电动工具时瞬间的疏忽会导致严重人身伤害。
b)使用个人防护装置。始终佩戴护目镜。安全装置,诸如适当条件下使用防尘面具、防滑安全鞋、安全帽、听力防护等装置能减少人身伤害。
c)防止意外起动。确保开关在连接电源和/或电池盒、拿起或搬运工具时处于关断位置。手指放在已接通电源的开关上或开关处于接通时插入插头可能会导致危险。
d)在电动工具接通之前,拿掉所有调节钥匙或扳手。遗留在电动工具旋转零件上的扳手或钥匙会导致人身伤害。
e)手不要伸展得太长。时刻注意立足点和身体平衡。这样在意外情况下能很好地控制电动工具。
f) 普装适当。不要穿宽松衣服或佩戴饰品。让衣服、手套和头发远离运动部件。宽松衣服、佩饰或长发可能会卷入运动部件中。
g)如果提供了与排屑、集尘设备连接用的装置,要确保他们连接完好且使用得当。使用这些装置可减少尘屑引起的危险。
4) 电动工具使用和注意事项
a)不要滥用电动工具,根据用途使用适当的电动工具。选用适当设计的电动工具会使你工作更有效、更安全。
b)如果开关不能接通或关断工具电源,则不能使用该电动工具。不能用开关来控制的电动工具是危险的且必须进行修理。
c)在进行任何调节、更换附件或贮存电动工具之前,必须从电源上拔掉插头和/或使电池盒与工具脱开。这种防护性措施将减少工具意外起动的危险。
d) 将闲置不用的电动工具贮存在儿童所及范围之外,并且不要让不熟悉电动工具或对这些说明不了解的人操作电动工具。电动工具在未经培训的用户手中是危险的。
e) 保养电动工具。检查运动件是否调整到位或卡住,检查零件破损情况和影响电动工具运行的其他状况。如有损坏,电动工具应在使用前修理好。许多事故由维护不良的电动工具引发。
f)保持切削刀具锋利和清洁。保养良好的有锋利切削刃的刀具不易卡住而且容易控制。
g) 按照使用说明书,考虑作业条件和进行的作业来使用电动工具、附件和工具的刀头等。将电动工具用于那些与其用途不符的操作可能会导致危险。
5)维修
a) 将你的电动工具送交专业维修人员,使用同样的备件进行修理。这样将确保所维修的电动工具的安全性。
针对管材切割机的特殊安全规章
在正式使用机器、工作和维护管材切割机时,必须遵守国家规定的工作意外防护规章。

遵守法定的防爆指导方针。
确保能够稳稳地固定好要加工的管道。忽视以上建议可能会导致严重伤害或造成死亡。
电动管材切割机(型号RSGEx (^**) )。
管材切割机上标示的电压规格必须和电源的电压匹配。
管材切割机的连接端必须配备20A的保险丝。
定期检查电源线,必要时也要检查延长线!
只有在管材切割机的主开关关闭后,才可以将它连接到开关设备装置上。
机器操作员必须随时都能碰触到开关设备装置。
使用。
保持握柄和握柄表面干燥、清洁、无油和无脂。在不可预见的情况下,滑溜的握柄和握柄表面让操作者无法安全地使用和控制电动工具。
如果工作时机器的刀具可能切断隐藏的电线,那麼要握着手柄的绝缘部份来操作。接触了带电的电线,机器上的金属零件也会带电,并进而造成电击。
切勿让管材切割机超载。工作时要使用正确的安装工具。使用正确的安装工具,您将工作得更好、更安全。
不要使用开关有缺陷的管材切割机。无法开动或关闭管材切割机是危险的,必须将它送修。
在设定机器或更换安装工具之前,请先中断机器的电源供应。这种预防措施可防止管材切割机意外启动。
勿让不熟悉机器或未阅读本说明书的人使用管材切割机。让没有经验的人使用管材切割机是危险的。
定期保养管材切割机。检查管材切割机是否有坏损,确认是否有其他可能影响管材切割机运作的不利因素。使用前先修理损坏的管材切割机。许多可以避免的事故,都是因为管材切割机维护不善所引起。
在考虑到工作条件和要执行的工作等前提下,按照本使用说明书中的说明操作管材切割机、配件和切割工具等。不当使用管材切割机可能会导致危险。
运作方式(参考图A)。
管材切割机借助切削的安装工具,切割和铣削裸露的管段及已经铺设好的管道。透过夹紧装置可以把机器夹紧在管子的外侧,运作时借助自动推进让机器绕着管子转动。金属圆锯和成型铣刀充当刀具,刀具的切削刃由高速钢或硬金属制成,采用时机则取决于管道材料。
切削深度可透过刀具轴架(16)调整,该刀具轴架可被翻转安装到两个侧板(3)上,借助螺纹轴(6)可以调整刀具轴架的位置。
-
输送轴 (21) 透过输送轮造成工作时的进给动作,而输送轴则是由刀具主轴通过2个蜗轮蜗杆传动来驱动。
-
可以使用进给开关杆 (28) 启动和关闭进给动作。透过滑动离合器,可以防止进给齿轮装置过载。
刀具主轴的设计特别坚实。用于驱动刀具主轴的油浴润滑主传动装置,是由行星齿轮和蜗轮蜗杆传动组成。
齿轮箱设计特殊,即便链条突然锁死,也不会损坏齿轮箱。所有齿轮轴都在滚子轴承中运行。
带着轴的机壳的任务是,在管材上引导被夹紧的管材切割机,并传递切削力和进给力。
调整运行轴(10)以便配合管材的外径。
固定链是由单一、相同的链条段并排而组成。
所需链条的数量,换言之就是固定链的长度,取决于管道的外径。
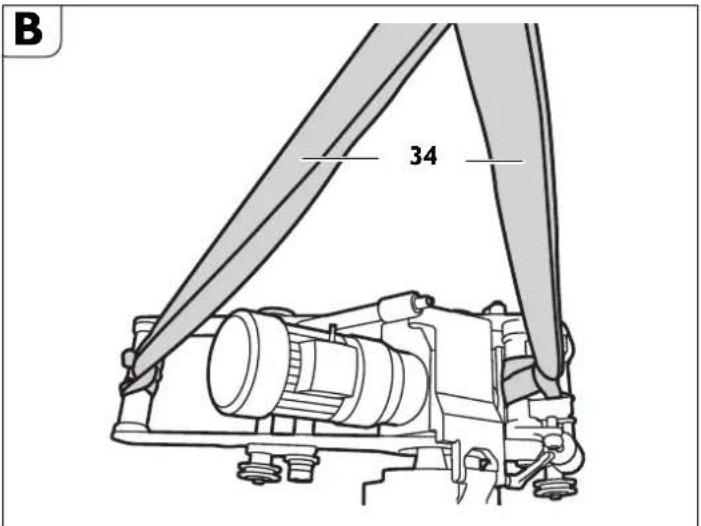
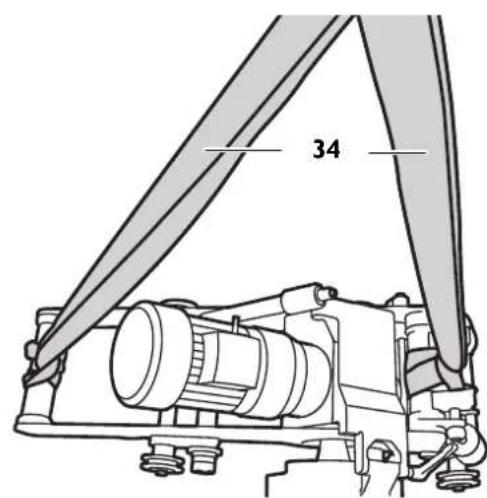
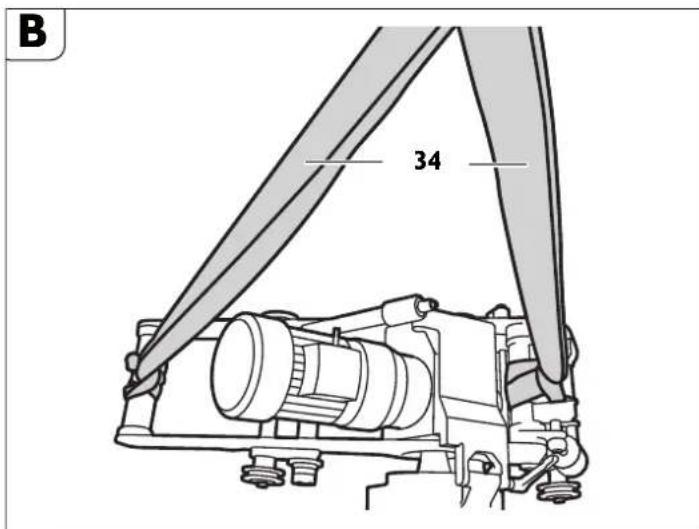
搬运.
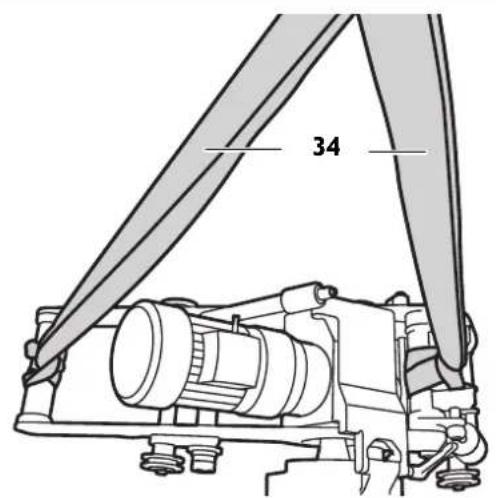
B

运输管材切割机时有受伤的危险。只能使用提供的背带(34)或至少由三个人运输管材切割机。
操作前.

如果工件无预警移动可能有受伤危险。加工前要固定好工件以防止它意外滑动。加工工件时,存在工件非预期的滚动、掉落或移位等风险。

操作时要确保机器在技术上没有任何瑕疵。每次在操作机器之前,先检查机器是否有磨损或损坏的安装件和部件。必须立即换新已经磨损或损坏的安装件和部件。
预先处理待加工的管道。
- 放置好仓库中的待切割管道,要确保切割时机器的安装工具不会被卡住。
-针对已经铺设好的管道,该管道的管壁上必须有一段1米长的区域,而该区域上的任何点到坑壁都必须保持至少50公分的距离。 - 加工表面必须没有灰尘和泥土。加工前要先去除工作表面上的软保护涂层。
- 必须参考管材、所需的加工形式和冷却润滑等来选择切削刀具。
- 去除运行轮和链条通过区域上的焊缝。
如需更多信息,请联系您的润滑剂和冷却液供应商。(另见压缩空气冷却润滑装置91201002004)
0^ 时的润滑剂:
润滑剂BIOCUT1升-32132039000
-润滑剂BIOCUT5升-32132040000
至 25^ 的润滑剂:
-润滑剂1升-32132042000
-润滑剂5升-32132043000
在管材切割机上进行准备工作(参考图A)。
-拧松夹紧杆(11)。
抬起刀具轴架(16),此时要使用手摇曲柄(在工具箱中)透过进料装置(7)将它抬起。
- 拆下装配螺丝(9),参照表(4)中的信息,根据目前的管道外径,重新安装运行轴(10)。
- 再次拧紧装配螺丝 (9)。
RSG Ex 1500 A/B (^+ + )
| P | D [毫米] [英寸] | |
| I 250-400 9.8 | 15.7 | |
| II 400-600 15.7 | -23.6 | |
| III 600-900 23.6 | -35.3 | |
| IV 900-1500 35 | 3-58.9 |
RSG Ex 18 A/B (^**)
| P | D [毫米][英寸] | |
| 1 250-400 9.6- | 15.7 | |
| II 400-600 15.7- | 23.6 | |
| III 600-800 23.6- | 31.5 | |
| IV 800-1000 31.5- | 39.4 | |
| V | 1000-1300 | 39.4-51.2 |
| VI | 1300-3000 | 51.2-118.1 |
P:运行轴位置
D:管直径
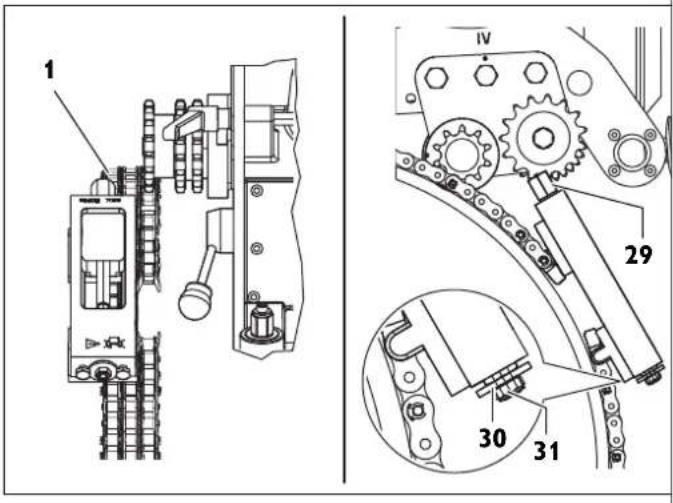
- 转动弹性钮来延长针对固定链的夹紧装置(1),以便在安装管材切割机后有足够的固定路径。

根据管道的外径正确组装固定链。

将管材切割机放在管道上,用吊机固定,防止打滑。

根据管道的外径,用链条夹紧装置组装导向链。
- 将导向链固定在固定链旁边 10 毫米处,与铣刀相对。从导向链销钉到固定链销钉的距离为 10 毫米。
检查圆周上的距离至少3次。
将管材切割机夹紧在管子上。
套上活动链。
- 将仍然打开的活动链放在管材切割机两侧的管道上。
- 抬起管材切割机,将活动链推到链条齿轮(20)下,以便装上管材切割机后,活动链能够与管材切割机的齿轮啮合。
- 将活动链的开放端引导到夹紧轴(14)和衬板(19)的链条齿轮上。
- 然后用销钉(30217216004)关闭并用2个扣环(42634020005)固定活动链的两端。
夹紧活动链(参见图A)。
- 首先通过转动两个弹性钮(1)将活动链轻轻地靠放在管子上。为了精确对准,可以沿管子的圆周方向,数次来回滑动管材切割机。
通过转动弹性钮来张紧活动链,直到弹性钮长孔中的销钉(23,图A)进入圆周上被穿透的凹槽内为止。 - 在切割过程中要观察销钉的位置。如果管道不圆,则必须补强绷紧或放松。切割前得取下所有4个握柄。
有事故危险!
拧紧弹性钮时,请勿超越此点!
组合安装工具。

有受伤风险
无意开启机器可能造成伤害。装上安装工具前先拔掉电源插头
有受伤风险
存在被安装工具锋利的切刃割伤的风险。组装和拆卸安装工具时戴上防护手套。

有受伤风险
有被炙热的安装工具烫伤的危险。拆卸安装工具时戴上防护手套。

戴上防护手套。
仅使用刀刃无暇的安装工具。
- 安装前,先清洁工具主轴以及安装和接触面。
- 安装带有定距片的安装工具。
- 牢牢拧紧工具的夹紧螺母。
试运行。
管材切割机:
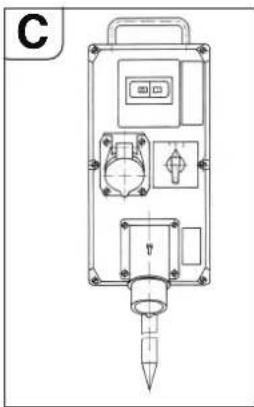
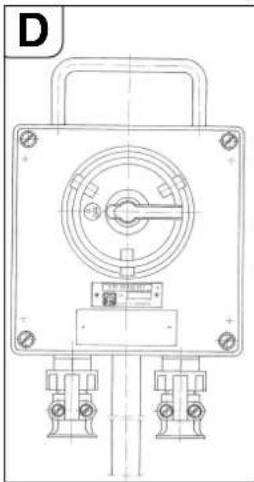
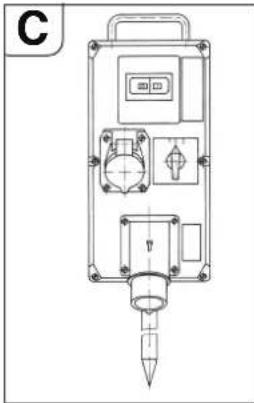
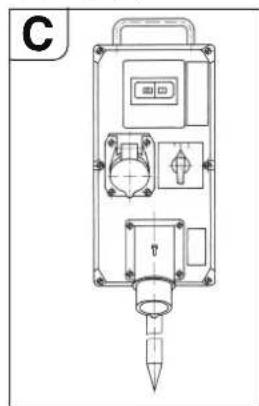
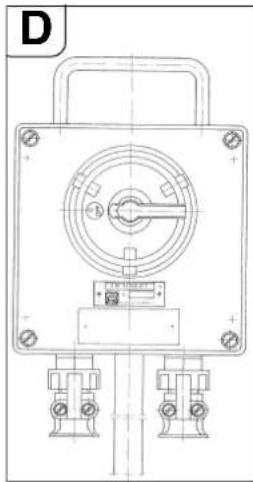
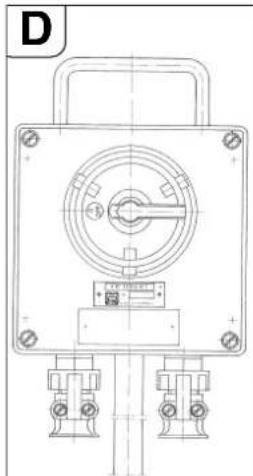
电动管材切割机配备有前置开关设备装置,该装置包含以下组件:
-主开关/换向开关
-电机保护开关
-欠压释放保护装置
-连接插头
主开关用来开动机器及反转旋转方向。电机保护开关和欠压释放保护装置共同组成一个单元。在过载情况下,电机保护开关会关闭机器,如果供电中断了,欠压释放保护装置会切断管材切割机与电源的连接,以防止机器意外重新动启。
通过启动电机保护开关可以让管材切割机恢复运行。
开关设备装置要放在操作员随时可以碰触到的位置。
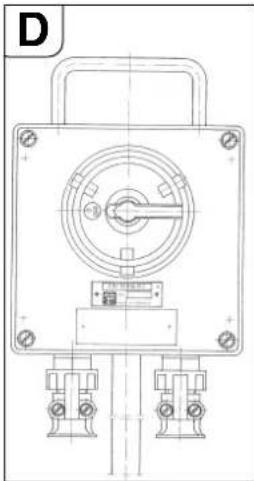
拥有部分防爆设计的管材切割机:
在开关设备装置前端,附加了一个起/停开关盒,使用该开关盒可以在第2危险区域操作管材切割机。
开关盒必须放置在操作员随时可以接触到的位置
! 爆炸危险
开关设备装置要放在第2区之外。
操作。
有受伤风险
在运行期间防护罩必须完全关闭并且锁定!
有受伤的危险,由于乱飞的废屑
这样可能造成伤害。确保没有人在危险区域逗留。
A 有造成火灾的危险,由于废屑乱飞
确保危险区域内没有易燃物品。
有受伤风险
开启管材切割机时,可能会因为飞出的零件而受伤。每次使用管材切割机时,请卸下手摇曲柄。
启动过程
使用配备电动机的管材切割机,必须确保刀具的旋转方向正确。旋转方向可以使用开关设备装置上的换向开关来改变。
有受伤风险
机器运行时,可能因为旋转部件而造成伤害。只能在遵循相关安全措施的情况下,进入机器的危险区域调整机器。
-开动管材切割机。
- 拧松夹紧杆(11)并用手摇曲柄将运行中的锯片尽可能的埋入管道中。深深埋入管中的锯片可稳定切割。
- 铣削时尽可能选择小的刀具铣深。切削时产生的废屑量会随着切削深度加大而增加。
- 安装工具的进刀深度,必须比实际所需的深度大过约3毫米,进刀后再拉回到所需的深度上,这样可以让安装工具免于异物入侵。
使用深度刻度时,要让刀具刮擦管道表面。松开滚花螺母(27)并将指针(28)调整在0上。再次拧紧滚花螺母(27)。现在可以在刻度尺上读取铣割深度。
- 关闭管材切割机。
接着通过拧紧夹紧杆(11)来固定设定。
-再度开动管材切割机。
使用进给开关杆(28)开动进给传动装置。
如果发动机功率足够,可以一刀切穿管壁。
- 安装好的管道可能在锯切过程中让位,进而导致安装工具被卡在间隙中。因此必须在一定的距离,将提供的模块敲入锯切工具后面的间隙中。在潜在爆炸区域使用楔子(63305013002)(RSG Ex 1500A/B(**)提供的附件)和由无火花材料制成的锤子。
避免让管材切割机过载。
如果安装工具运行时电机转速明显下降,就代表机器过载了。
- 同时,也会导致铣割效能下降。
- 固定好工件(被锯掉的管段)以防止它掉落。
关于厚壁管道(s>10毫米),必须透过重复铣削管壁来削除焊接接头。
根据样品的全等切削过程会受以下因素影响:
- 开始时管材切割机的对准工作,
- 管道与圆形或者说圆柱形的几何偏差,
刀具的锋利度,
-材料的硬度。
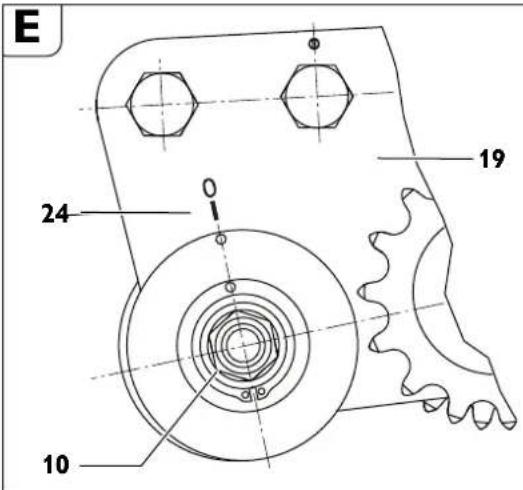
管材切割机被设定为,当管径为300毫米和600毫米时,切割线的起点和终点几乎重合。
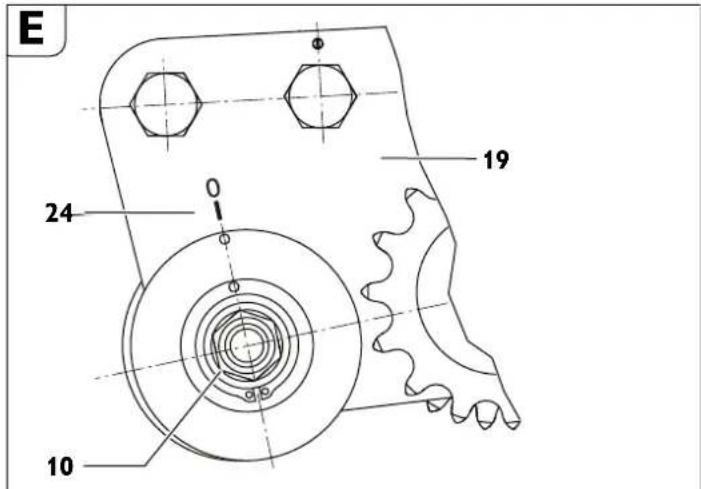
由于偏心的导向轴,调整标记(24,见图E)仅限用于两个指定的直径。对于较大的管道直径,可能需要重新调整。
管材切割机(RSGEx (^**) 的回转。
财物损失!
收回管材切割机前,必须确保已经提出刀具,以免损坏刀具和齿轮箱。
- 使用进给开关杆(28)关闭进给传动装置。
-拧松夹紧杆(11)。 - 提出刀具。
- 把主开关/换向开关调整到“0”(关闭)上。
-将换向开关转换为回转。
-拧紧夹紧杆(11)。 - 使用进给开关杆(28)开动进给传动装置。
收回管材切割机时不适合进行切割!
冷却和润滑的注意事项。
财物损失!
在铣削过程中必须冷却和润滑安装工具。在冷却和润滑不足的情况下,切屑可能会卡住。这样会导致工具破损。
遵循所使用的冷却剂制造商提出的说明/指示
- 只能干燥切割灰铸铁管,切割时不使用冷却润滑剂。
- 切割非合金钢管时,用肥皂水冷却锯片或铣刀。
设定运行精度。
-松开螺母(15,见图A)SW46。
转动轴(10),它位在衬板(19)的对面。
-拧紧螺母(15)。
朝着顺时针方向旋转运行轴(10)(朝向安装工具的方向),安装工具向右移动(目视方向就是管材切割机的移动方向)。
朝着反时针方向旋转运行轴,安装工具向左移动。
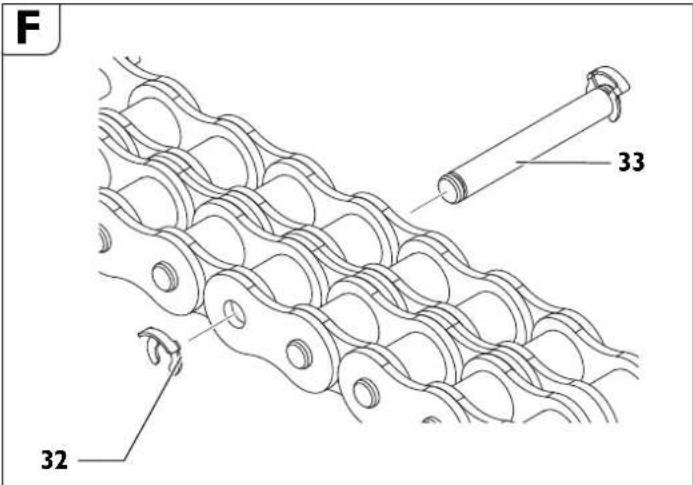
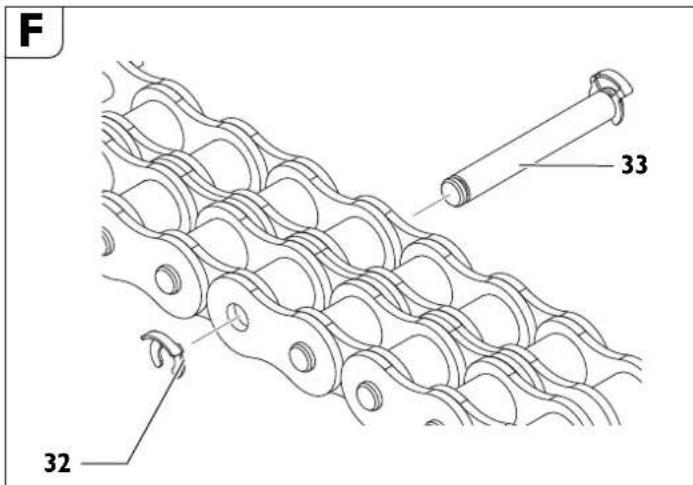
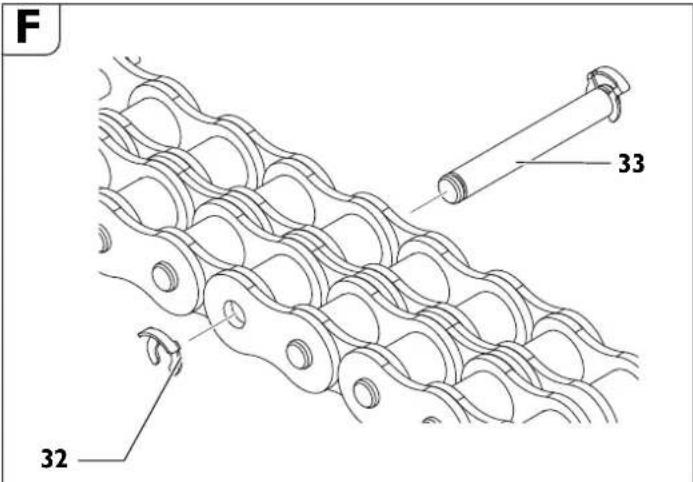
装入更多链节。
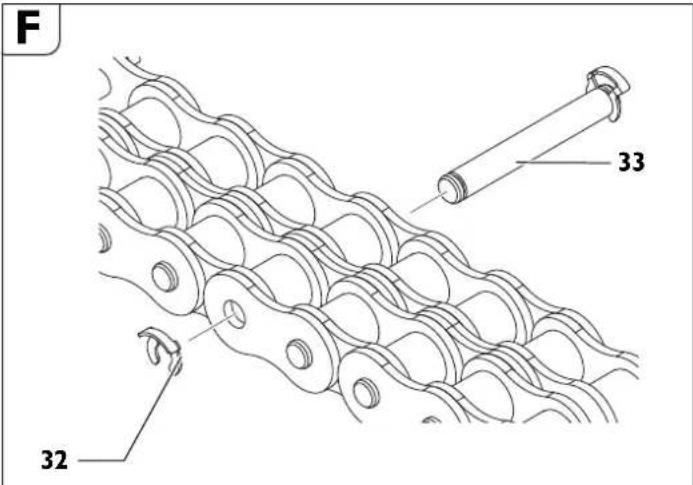

增加的链节只能装在指定的位置。
-拆下扣环(32)。
-拆下销钉(33)。
装入所需数量的链节。
- 机器的附件中有不同尺寸的链节。
-插入销钉(33)。
-安装新扣环(32)。
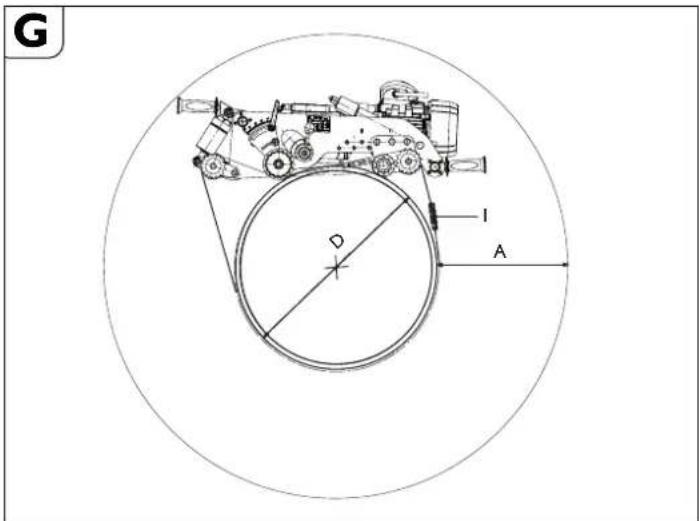
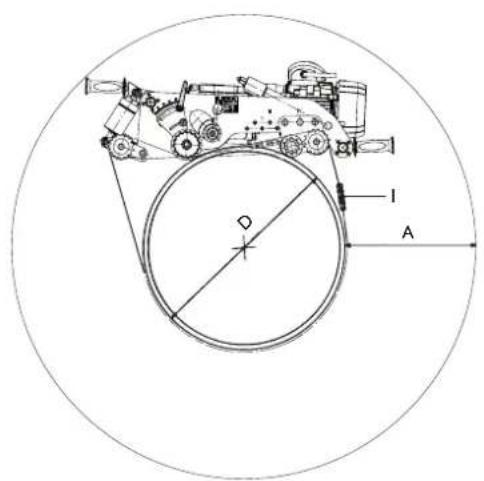
夹紧管材切割机。
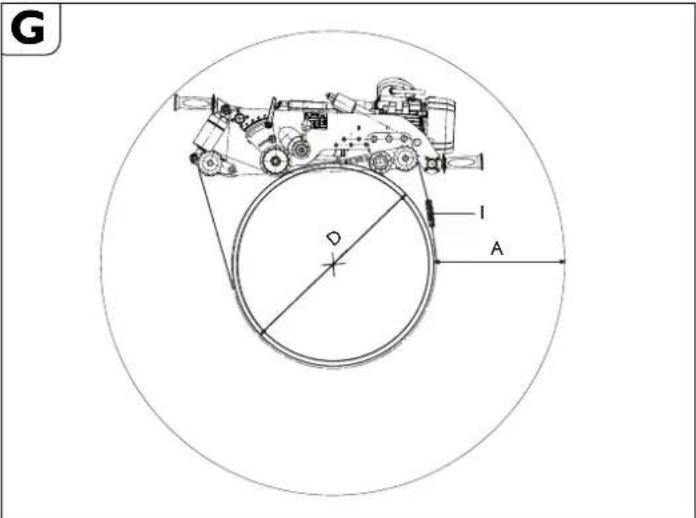
"A"使用最大切削深度时,所需要的工作空间。
"D"管外径
“i”管径为“D”时的链条件数。
RSG Ex 1500 A/B
| 运行轴位置D | A 每边所需的链 | 条长度 [毫米][毫米][毫米] | 总链长i* | ||
| [毫米] | [毫米] | ||||
| 1 | 250 | 400 | 1427 | 2854 | 5 |
| 300 | 392 | 1525 | 3050 | 5 | |
| 350 | 384 | 1632 | 3264 | 6 | |
| 400 | 378 | 1744 | 3488 | 6 | |
| 2 | 400 | 381 | 1782 | 3564 | 6 |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 369 | 2019 | 4038 | 7 | |
| 550 | 364 | 2144 | 4288 | 7 | |
| 600 | 360 | 2273 | 4546 | 8 | |
| 3 | 600 | 362 | 2302 | 4604 | 8 |
| 650 | 357 | 2433 | 4866 | 8 | |
| 700 | 352 | 2566 | 5132 | 9 | |
| 750 | 348 | 2702 | 5404 | 9 | |
| 800 | 344 | 2840 | 5680 | 10 | |
| 850 | 340 | 2862 | 5724 | 10 | |
| 900 | 337 | 3001 | 6002 | 10 | |
| 4 | 900 | 348 | 3142 | 6284 | 10 |
| 950 | 345 | 3284 | 6568 | 11 | |
| 1000 | 342 | 3428 | 6856 | 11 | |
| 1050 | 340 | 3464 | 6928 | 11 | |
| 1100 | 337 | 3607 | 7214 | 12 | |
| 1150 | 335 | 3751 | 7502 | 12 | |
| 1200 | 333 | 3896 | 7792 | 13 | |
| 1300 | 331 | 4062 | 8124 | 13 | |
| 1400 | 329 | 4338 | 8676 | 14 | |
| 1500 | 328 | 4355 | 8710 | 14 | |
| * 订货号 30231013027 由 10 条链条组成,每条链条的长度为 635 毫米。 | |||||
RSG Ex 18 A/B
| 运行轴位置D | A 每边所需的链 | 条长度 [毫米][毫米] | 总链长i* | ||
| [毫米] | [毫米] | ||||
| 1 | 250 | 587 | 1427 | 2854 | 5 |
| 300 | 576 | 1525 | 3050 | 5 | |
| 350 | 564 | 1632 | 3264 | 6 | |
| 400 | 553 | 1744 | 3488 | 6 | |
| 2 | 400 | 522 | 1782 | 3564 | 6 |
| 450 | 511 | 1898 | 3796 | 7 | |
| 500 | 501 | 2019 | 4038 | 7 | |
| 550 | 492 | 2144 | 4288 | 7 | |
| 600 | 483 | 2273 | 4546 | 8 | |
| 3 | 600 | 453 | 2302 | 4604 | 8 |
| 650 | 445 | 2433 | 4866 | 8 | |
| 700 | 437 | 2566 | 5132 | 9 | |
| 750 | 429 | 2702 | 5404 | 9 | |
| 800 | 422 | 2840 | 5680 | 10 | |
| 4 | 800 | 396 | 2862 | 5724 | 10 |
| 850 | 393 | 3001 | 6002 | 10 | |
| 900 | 390 | 3142 | 6284 | 10 | |
| 950 | 386 | 3284 | 6568 | 11 | |
| 1000 | 383 | 3428 | 6856 | 11 | |
| 5 | 1 | 390 | 34640 | 6928 | 11 |
| 1050 | 387 | 3607 | 7214 | 12 | |
| 1100 | 385 | 3751 | 7502 | 12 | |
| 1150 | 382 | 3896 | 7792 | 13 | |
| 1200 | 379 | 4062 | 8124 | 13 | |
| 1300 | 374 | 4338 | 8676 | 14 | |
| 6 | 1 | 387 | 43550 | 8700 | 14 |
| 1400 | 382 | 4651 | 9302 | 15 | |
| 1500 | 378 | 4950 | 9900 | 16 | |
| 1600 | 373 | 5250 | 10500 | 17 | |
| 1700 | 369 | 5553 | 11106 | 18 | |
| 1800 | 366 | 5857 | 11714 | 19 | |
| 1900 | 362 | 6162 | 12324 | 20 | |
| 2000 | 359 | 6468 | 12936 | 21 | |
| 2100 | 356 | 6775 | 13550 | 22 | |
| 2200 | 353 | 7083 | 14166 | 23 | |
| 2300 | 350 | 7391 | 14782 | 24 | |
| 2400 | 348 | 7700 | 15400 | 25 | |
| 2500 | 346 | 8009 | 16018 | 26 | |
| 2600 | 343 | 8319 | 16638 | 27 | |
| 2700 | 341 | 8629 | 17258 | 28 | |
| 2800 | 339 | 8940 | 17880 | 29 | |
| 2900 | 337 | 9251 | 18502 | 30 | |
| 3000 | 335 | 9562 | 19124 | 31 | |
| * 订货号 302 31 013 027 由 10 条链条组成,每条链条的长度为 635 毫米。 | |||||
为了获得最佳的链条预紧力,可以使用工具箱中长度为31.75毫米的半链条。
例子:
管径D=400毫米时,需要6条链条(订货号30231013027)。
通过导引链引导轨道

根据表格编制导引链长度
为了获得最佳的链条预紧力,可以使用工具箱中长度为31.75毫米的半链条。
导引链的链条长度
| 管直径 链条 | 长度 链条件数 | |||
| [毫米] [毫米] 635 mm 63.5 mm 31.75 mm | ||||
| 250 710 1 1 | 1 | |||
| 300 870 1 4 | 0 | |||
| 350 1030 1 6 | 1 | |||
| 400 1190 1 9 | 0 | |||
| 450 1344 2 1 | 1 | |||
| 500 1500 2 4 | 0 | |||
| 550 1660 2 6 | 1 | |||
| 600 1809 2 8 | 1 | |||
| 650 1970 3 1 | 1 | |||
| 700 2130 3 4 | 0 | |||
| 750 2290 3 6 | 1 | |||
| 800 2440 3 8 | 1 | |||
| 850 2600 4 1 | 0 | |||
| 900 2760 4 4 | 0 | |||
| 950 2921 4 6 | 0 | |||
| 1000 3079 4 8 | 1 | |||
| 1100 3397 5 3 | 1 | |||
| 1200 3714 5 8 | 1 | |||
| 1300 4032 6 3 | 1 | |||
| 1400 4330 6 8 | 1 | |||
| 1500 4640 7 3 | 1 | |||
订货号30231034010( |I = 635mm)
订货号30231036010(=63.5mm)
订货号30231035010(=31.7mm)
- 用销钉和扣环,将导引链固定在链条夹紧装置上的两根链条之一上面。
- 将导引链的导引端穿入两个导引链轮的下方(图H)。
- 用销钉和扣环,将导引链的开放端固定到链条夹紧装置上。
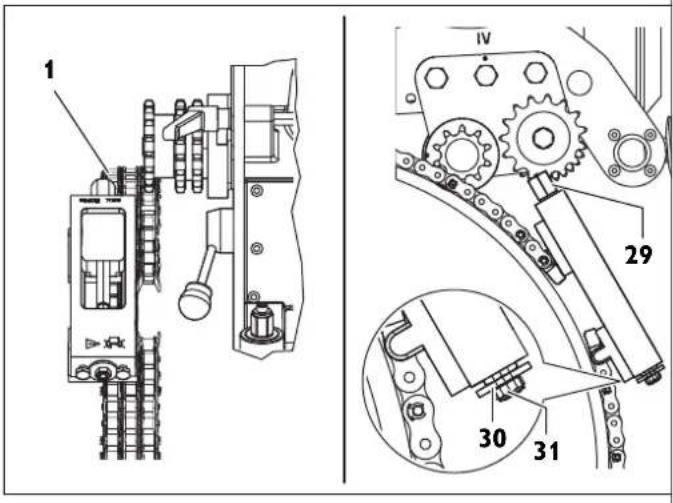
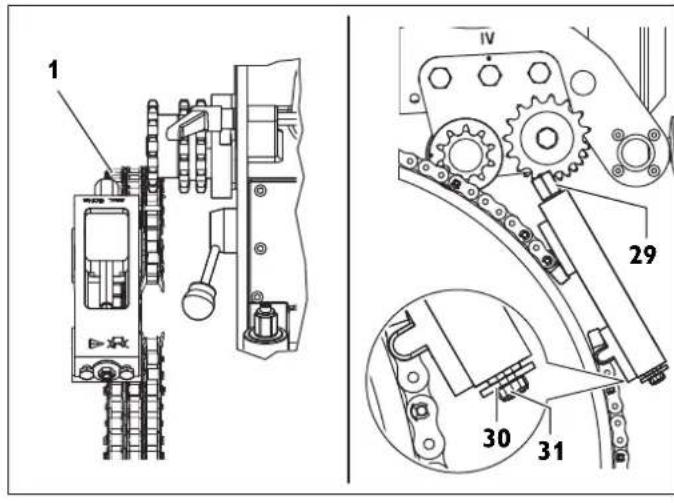
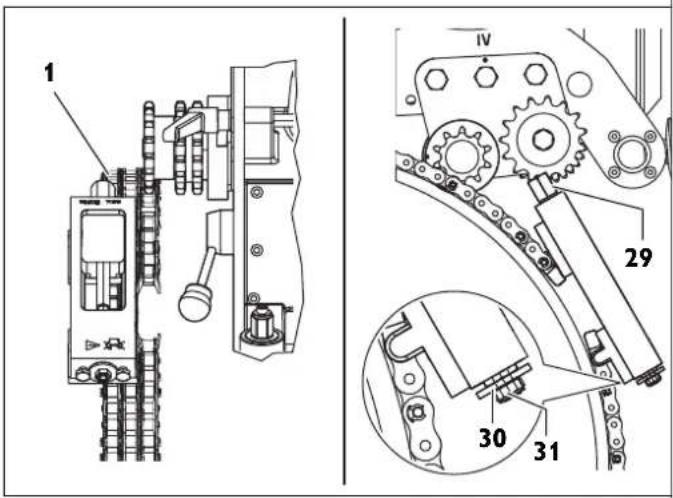
- 透过转动链条夹紧装置(2)上的六角形,将导引链靠在管道上。
- 以10毫米的间距对齐导引链(从驱动链的销钉到导引链的销钉),并在圆周上检查3次。
- 透过六角(29)拧紧链条夹紧装置,直到垫片(30)靠在链条夹紧装置外壳上(夹紧范围约为50毫米)。(最大紧固扭矩50牛顿米)


注意,事故风险!
切勿转动装置顶部的三个固定螺丝(31)。(见图H)
每次操作后的收尾工作。
- 提出刀具。
- 关闭管材切割机。
-取下安装工具。
-放松管材切割机。
存放管材切割机。
- 保护外部金属部件免受腐蚀。
- 将管材切割机存放在干燥的地方。
维护和修理。
关于维护和修理。
如果有FEIN电动工具和配件需要修理,请联系您的FEIN客户服务处。您可以在www.fein.com上找到该地址。
从以下的网址www. fein.com 可以找到本电动工具目前的备件清单。
只能使用原厂备件。
以下零件您可以根据需要自行更换:安装工具、握柄、链条、链节

操作时要确保机器在技术上没有任何瑕疵。必须立即换新已经磨损或损坏的安装工具和部件。

有受伤风险
由于无意中开动。
在管材切割机上进行任何工作之前,先拔掉电源插头!
一般指示
维护工作只能由经过培训的专家进行。
保养和维护工作主要包括:
- 管材切割机和固定链的外部清洁。
-对整台管材切割机进行目视检查。 - 更换传动装置油。
润滑活动螺纹和链条。
- 在夹紧装置和运输装置中的刀具轴架导引上涂抹油脂。
- 更新工具上的贴纸和警告指示
维护活动链
大致清除污垢后,再一边移动链节,一边用汽油、石油等仔细清洁。
为确保润滑效果,接着再把链条浸入粘稠的油中(例如齿轮油SAE140)数小时。

有事故危险!
在重新使用链节之前,先用目视的方式彻底检查以确保它们处于无暇状态。更换有缺陷的部件并替补上缺少的扣环。
电源线
如果电动工具的电源线损坏,必须由制造商或他的代理更换。
进料装置(参考图A)
-确定管螺母(17)的外表面没有污垢和锈痕,并始终轻轻涂抹润滑脂。
- 更换传动装置油时,清洁并润滑活动螺纹。
拆卸:
-取出螺杆(8)。
-从盖子抽出销钉(5)。
- 然后使用手摇曲柄从管螺母上拧出进料装置。
- 清洁并润滑螺纹部件(请参阅第257页的润滑剂和润滑计划等说明)。
- 更换损坏的刮环。
组装:
组装以相反的顺序进行。组装时不要损坏刮环!
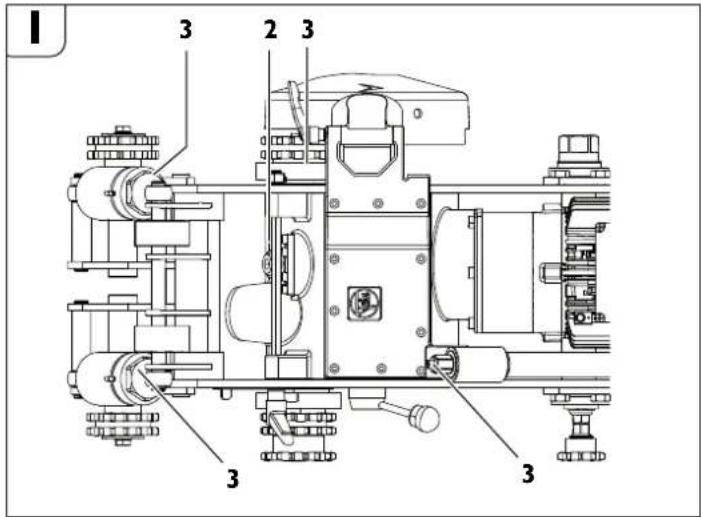
夹紧装置
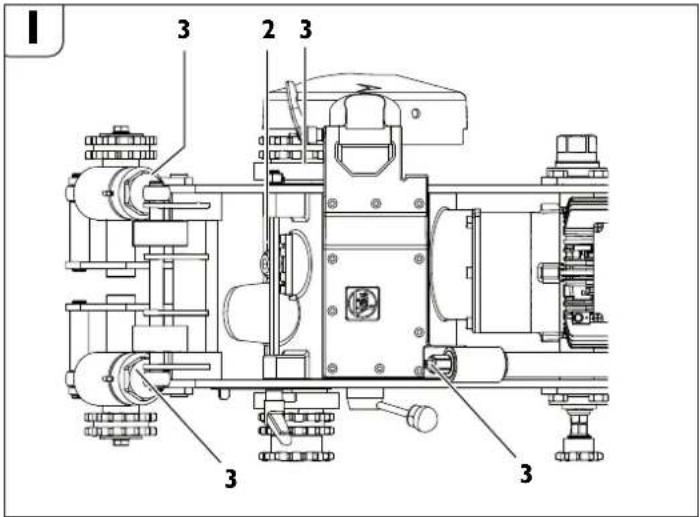
避免污染弹簧杯中的吊环螺栓(3,图1)上的螺纹。
如有必要,清洁并润滑螺纹。
润滑剂和润滑计划
| 润滑剂 ARAL 油 Degol | 充填量 | 温度范围 \( \left\lbrack {{}^{ \circ }\mathrm{C}}\right\rbrack \) | 特性 |
| BMB 460 | 2 公升 | 0 至 +60 | 符合 DIN15502 的 CLPF- 型传动装置 油 |
| BMB 100 | 2 公升 | -20 至 +40 |
刀具轴架在交货时已经填充ARAL油DegolBMB100。我们强烈建议不要使用其他的传动装置油。
滑动面润滑剂
有关滑动表面的润滑和保养,我们建议使用无酸、防水的名牌滑动轴承润滑脂。
| 润滑位置 润滑剂或操作材料 | |
| 2(传动装置)参见针对刀具轴架润滑油的表格 | |
| 3(滑动表面和活动螺纹)滑动轴承润滑脂 | |
故障排除(RSGEx (^**) 型)。
| 故障可能的原因措施 | ||
| 发动机和安装工具失效 极低的环境温度 使用针对低温的 | FEIN 传动装置油 | |
| 钝的切割工具 更换安装工具 | ||
| 无电源电压 检查电源连接和开关设备 | ||
| 错误的电源电压 检查连接电源的数据 | ||
| 在一个铣割循环中,进给太快或削除材料太多 调整传动 | 装置和/或减少浸入深度 | |
| 传动装置箱漏油 查出泄漏的原因并做好补救措施 - 补充油 | ||
| 发动机温度过度上升 再度活化开关设备装置30702041 | 014 | |
| 链条齿轮故障 链条损坏 | 更换链条 | |
| 链条连接错误 | 检查并更正连接点 | |
| 链销未完全插入 完全插入销钉 | ||
| 切割路径不正确 管材切割机和链条没对齐好 | 参见段落 “在管材切割机上进行准备工作”(见图A)。“,页数254 及段落 “将管材切割机夹紧在管子上。”,页数254 | |
| 导向轴没有偏心 重新调整运行精度,参见段落 “设定运行”精度“,页数255 | ||
| 钝的切割工具 更换安装工具 | ||
| 倾斜或垂直存放的管道或是非圆形管道 | 使用导引装置,参见段落 “将管材切割机夹紧在管子上。”,页数254 和段落 “导引轨道”,页数257 | |
| 过载的安装工具 调整传动装置和/或减少浸入深度 | ||
| 机器功能降低或丧失 无电源电压 检查电源连接和开关设备 | 备 | |
| 开关未打开 检查开关 | ||
| 离合器滑动 调整传动装置或由 FEIN 工厂调整离合器的起动扭矩 | ||
| 强烈的振动 推进太快 | 调整传动装置 | |
| 安装工具太深 提起安装工具 | ||
| 夹紧杆(11)未拧紧 | 拧紧夹紧杆 | |
| 链条松动 | 检查链条张力 | |
| 钝的切割工具 更换安装工具 | ||
保修。
关于本机的保修条款,请参考贩售者所属国家的相关法规。
安装工具和附件。
圆锯片

1

2

3
| 型 1, 高速钢,针对传动装置类型: | |||||
| A, B - 用于加工钢管 | |||||
| ∅ | 宽 | 重量 | 齿数 | 最大切削深度 | 订货号 |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0.5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0.7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0.9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 4 | 1.3 | 70 | 55 | 6 35 02 041 00 1 |
| 型2,高速钢,针对传动装置类型: | |||||
| B-用于加工铸铁管 | |||||
| ∅宽重量 | 齿数最大切削 | 深度 | 订货号 | ||
| (mm) | (kg) | (mm) | |||
| 160 4 0.5 | 40 25 6 35 | 02 050 00 | 1 | ||
| 180 4 0.7 | 46 35 6 35 | 02 098 00 | 0 | ||
| 200 4 0.6 | 50 45 6 35 | 02 099 00 | 4 | ||
| 型3,高速钢,带硬合金齿,针对传动装置类型: | |||||
| A,B-用于加工铸铁管(包括含水泥夹层)和非合金钢管,最大可达400 N/mm2 | |||||
| ∅宽重量 | 齿数最大切 | 削 | 深度 | 订货号 | |
| (mm) | (kg) (mm) | ||||
| 160 4 0.5 | 40 25 6 35 | 02 080 00 8 | |||
| 180 4 0.7 | 44 35 6 35 | 02 061 00 9 | |||
| 200 4 0.9 | 50 45 6 35 | 02 084 00 2 | |||
调整弹簧
| 宽 x 高 x 长 | |
| 毫米 | |
| 6 x 6 x 32 4 02 21 044 00 0 | |
| 8 x 7 x 32 4 02 21 050 00 5 | |
运输容器
| 长×宽×高 | |
| 毫米 | |
| 1000×800×395 3 39 01 114 00 7 | |
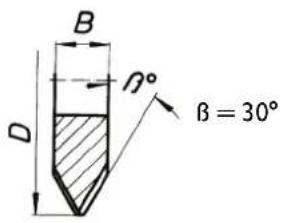
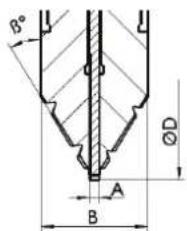
成型铣刀

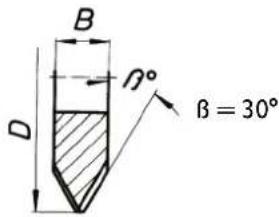
| V-型,高速钢,针对传动装置类型: | ||||||
| A - 用于加工钢管,高合金B - 用于加工最大壁厚为10毫米和最大直径为1600毫米的非合金钢和铸管 | ||||||
| DB重量 | 齿数β 最 大切削 | 深度 | 订货号 | |||
| (mm) | (mm) | (kg) | (°) in(mm) | |||
| 125 | 25 | 1.6 32 30 25 | 6 35 | 08 056 00 4 | ||
| 160 | 30 | 3.2 36 30 25 | 6 35 | 08 081 00 9 | ||
| 160 | 30 | 3.3 | 36 | 37.5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 5.5 | 36 | 37.5 | 25 | 6 35 08 094 00 0 |
| 180 | 42 | 4.9 36 30 25 | 6 35 | 08 085 00 8 | ||

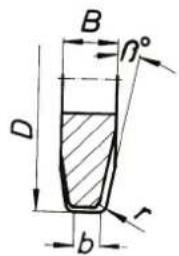
| U-型,高速钢,针对传动装置类型: | |||||
| A-用于加工钢管,高合金B-用于加工最大壁厚为10毫米和最大直径为1600毫米的非合金钢和铸管 | |||||
| D | B | 重量 | 齿数 | 最大切削深度 | 订货号 |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 25 | 2.8 | 40 | 25 | 6 35 08 089 00 7 |
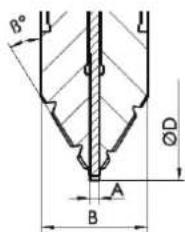
| 铣刀组,高速钢,针对传动装置类型: | ||||||
| A-用于加工钢管,高合金B-用于加工最大壁厚为10毫米和最大直径为1600毫米的非合金钢和铸管 | ||||||
| D B 重量 | 齿数 | 大切削 | 深度 | 订货号 | ||
| (mm) | (mm) | (kg) | (°) | (mm) | ||
| 154 | 30.5 2.5 | 32 30 25 | 6 | 35 08 0 | 99 02 0 | |
链条
| 10 链条 | x 63.5 毫米 = 635 毫米 |
| 订货号 | 302 31 013 02 7 |
| 1 链条 | 31.75 |
| 订货号 | 302 31 029 00 2 |
替换螺栓
| 订货号 | 302 17 216 00 4 | 固定链 38.5 毫米 |
| 订货号 | 302 16 166 00 0 | 导引链条 54 毫米 |
替换扣环
| 订货号 | 30217216004 |
制间隙楔
| 订货号 数目 名称 | ||
| 3 39 01 114 00 7 1 运输容器 | ||
| 3 39 01 031 00 1 1 工件箱 | ||
| 3 21 22 007 01 7 1 手摇曲柄 | ||
| 6 29 01 016 00 2 1 開口扳手 , SW 46 | ||
| 6 29 03 010 00 6 1 開口扳手 , SW 55 | ||
| 3 12 07 333 01 0 1 链条夹紧装置仅用於 | RSG Ex 1500 A/B (**) | |
| 6 29 11 010 00 0 1 圆环扳手 , 17/19 | ||
| 6 29 06 014 00 0 1 套筒扳手 , SW 46/41 | ||
| 3 02 31 029 00 2 20 滚子鍍 | ||
| 3 02 17 216 00 4 20 销钉 | ||
| 4 26 34 020 00 5 40 扣环 | ||
| 6 33 05 013 00 2 5 间隙楔,无火花针对 | RSG Ex 1500/18 A/B (**) | |
| 3 07 02 041 01 4 1 开关设备装置针对 | RSG Ex 1500/18 A/B (**) | |
| 3 21 74 009 00 1 1 圆形吊带 | ||
| 3 21 74 010 00 3 1 圆形吊带 | ||
| 3 07 28 188 00 8 1 CEE 离合器 针对 | RSG Ex 1500/18 A/B (**) | |
| 3 02 31 035 02 0 | 1 | 链条 仅用於 RSG Ex 1500 A/B (**) |
| 3 02 16 166 01 0 | 1 | 销钉 仅用於 RSG Ex 1500 A/B (**) |
| 3 40 56 026 00 0 | 1 | 垫片 仅用於 RSG Ex 1500 A/B (**) |
可選附件
| 订货号 数目 名称 | ||
| 302310130271有10个链节的链条 | ||
| 426340200051扣环 | ||
| 302172160041销钉 | ||
| 430120511221装配螺丝 | ||
| 63305013002无火花驱除楔 | ||
| 91201002004压缩空气冷却润滑装置(DKSE) | ||
| 324330270171压缩空气冷却润滑装置的连接件(包含板) | ||
| 926010230231压缩空气冷却润滑装置的压缩机 | ||
| 314140550021用于压缩机的PA-DL软管 | ||
| 411360050191离合器套筒 | ||
| 302310350201链条 | ||
| 302161660101销钉 | ||
| 340560260001垫片 |
压缩空气冷却润滑装置91201002004
由于管材切割机的高切削和进给速度,因此在加工钢时需要对刀具进行冷却和润滑。压缩空气冷却润滑装置根据冷却润滑剂的雾化和蒸发原理,并通过管材切割机上的喷嘴,提供了持续性的良好冷却和润滑效果。
此外也避免了,一般因为手动供给乳化液,而造成钻孔乳化液污染施工现场土壤的情形。
我们建议您使用金属加工润滑剂BIOCUT3000作为冷却润滑剂。它是一种新型的全合成高性能润滑剂,具有出色的粘附和冷却效果,是水溶性、可生物降解且用量非常节省(根据不同的设定,大约可达 0.3dm^3/ 每喷嘴)。
BIOCUT 3000 不含有害物质。它符合德国天然气和水协会 (DVGW) 的要求。
所有成分均符合 FDA(食品和药物管理局)和德国药典 (DAB) 当前的指导规定。
可取得的润滑剂如下:
BIOCUT 3000 润滑剂,适用于至 0^ C 的温度:
1公升-321320390000
5公升-32132040000
耐寒润滑剂,适用于至-25℃的温度:
1公升-32132042000
5公升-321320430000
三相电流机型RSG Ex (^**) ,需要加用FEIN压缩机,才能够使用压缩空气冷却润滑装置,压缩机的订货号是92601023023,压缩机的进气量约为 130~l/min 。
备件。
当前的备件清单可在www.fein.com上找到。
合格说明。
CE声明仅在欧盟国家和EFTA(欧洲自由贸易联盟)有效,并且仅适用于针对欧盟或EFTA市场的产品。
FEIN公司单独保证,本产品符合说明书末页上所列出的各有关规定的标准。
技术性文件存放在:
C.&E.FeinGmbH
必须以符合环保要求的方式处理包装材料和废弃的电动工具与附件。
-根据《中国电子信息产品污染控制管理办法》要求
| 有害物质Hazardous substance | ||||||
| 部件名称Component name | 铅(Pb) | 汞(Hg) | 镉(Cd) | 六价铬(Cr(VI)) | 多溴联苯(PBB) | 多溴二苯醚(PBDE) |
| 电子配件Electronics (PCB, switch, wiring etc.) | x | o | x | o | o | o |
| 发动机Motor | x | o | o | o | o | o |
| 电源线Power cord | x | o | o | o | o | o |
| 基础零件Fastener elements | x | o | o | o | o | o |
| 金属零件Metal parts | x | o | o | o | o | o |
| 电源Power supplies | x | o | o | o | o | o |
| 铜管件Brass parts | x | o | o | o | o | o |
| 铝件Aluminium parts | x | o | o | o | o | o |
| 本表格依据SJ/T 11364的规定编制。O:表示该有害物质在该部件所有均质材料中的含量均在GB/T 26572规定的限量要求以下。X:表示该有害物质至少在该部件的某一均质材料中的含量超出GB/T 26572规定的限量要求。This table was developed according to the provisions of SJ/T 11364.0: The content of such hazardous substance in all homogeneous materials of such component is below the limit required by GB/T 26572: the content of such hazardous substance in a certain homogeneous material of such component is beyond the limit required by GB/T 26572 | ||||||
正本使用說明書的解釋。
使用的符號,縮寫和代名詞。
| 符號,圖例解說 | |
| 1 ! | 請遵循旁邊文字或插圖的指示! |
| 2 | 必須閱讀附帶的文件,例如使用說明書以及一般性的安全提示。 |
| 3 | 工作時必須戴上護目鏡。 |
| 4 | 工作時必須戴上耳罩。 |
| 5 | 工作時要戴上工作手套。 |
| 6 | 一般性的禁止符號。禁止執行此步驟。 |
| 7 | 嚴禁觸摸! |
| 8 ! | 不可以觸摸電動工具的轉動部件。 |
| 9 | 禁止伸手抓握鏈條和鏈輪! |
| 10 | 提防電動工具上的利刃,例如切割刀的刀刃。 |
| 11 | 表面灼熱! |
| 12 | 握持部位 |
| 13 | 附加資訊。 |
| 14 | 證明此電動工具符合歐洲共同體的規定標準。 |
| 15 | 分類收集已損壞的電動工具,電子和電動產品,並且以符合環保要求的方式回收,可使有用物料循環再用。 |
| 16 | 切勿扭動三個安全螺絲。 |
| 17 ! | 僅適用於中國: 在正常的使用狀況下,本產品的環保期限為10年。 |
| (*) 可以包含數字或字母 |
技術數據.
訂貨號7360...7360...
型 RSG Ex 1500 A (^) RSG Ex 1500 B (^)
訂貨號7360...7360
型 RSG Ex 18A (^) RSG Ex 18B (^)
| 電壓(L) | 400 V | 400 V |
| 頻率(f) | 50 Hz | 50 Hz |
| 連接電流種類 | 3~(三相電流) | 3~(三相電流) |
| 空转轉速(n0) | ||
| -發動機 | 2860/分鐘 | 2860/分鐘 |
| -安裝工具 | 35/分鐘 | 70/分鐘 |
| 推進(f) | 40毫米/分 | 80毫米/分 |
| 額定功率(P) | 1500瓦 | 1500瓦 |
| 電源線長度(帶插頭) | ||
| -RSG Ex 1500(**) | 2x20米 | 2x20米 |
| -RSG Ex 18 A/B (**) | 2x20米 | 2x20米 |
| 防護等級 | ①/Ⅰ | ①/Ⅰ |
| 防水等級 | IPX4 | IPX4 |
電機和輔助開關具備防爆設計(符合ATEX標準)
| 型*RSG Ex 1500 A (**) | RSG Ex 18 A (**) | |
| RSG Ex 1500 B (**) | RSG Ex 18 B (**) | |
| 尺寸: | ||
| -重量(米) | 80 kg | 80 kg |
| -最大刀具直径 | 220毫米 | 220毫米 |
| -Lmax. | 974毫米 | 1088毫米 |
| -Hmax. | 334毫米 | 334毫米 |
| -Bmax. | 450毫米 | 431毫米 |
| -B1 | 371毫米 | 371毫米 |
| -B2 | 201毫米 | 201毫米 |
| -B3 | 791毫米 | 991毫米 |
管材切割機的用途。
本管材切割機用於切割及裁割裸露的定長管段和已經鋪設的鋼管或繡繫管,它也可以在建築工地、車間和戶外做焊接前的管端裁割。管材切割機只提供特定公司由專業人員操作,不適用於持續性的日常用途。
管材切割機不可以在以下的區域操作。
管材切割機不適合
- 在有爆炸危险的環境中使用。
-在大雨中和水中使用。
-在 -20^ 至 40^ 的温度範圍之外使用。 - 用於分割具爆炸性的物料。
- 用於分割可燃材料。
歐盟94/9EGATEX法規(具爆炸性環境)
本公司提示,RSG Ex (^**) 型號的泛音管材切割機,未被批准在具備爆炸危險的區域使用,因此針對上述管材切割機沒有符合94/9EG規定的歐盟生產範例檢驗證書。
(RSGEx (^**) 管材切割機只安裝了兩個符合ATEX標準的組件,即電動機和輔助開關。)
ATEX規定僅適用於歐盟區。
一覽。
1夹紧裝置
2側板的固定螺絲
3側板
4指示說明
5 鍉缸
6螺纹軸
7進料裝置
8針對進料裝置的螺桿
9 裝配螺絲
10運行軸
11夹紧桿
12六角螺絲
13垫片
14 夹緊軸
15螺母
16刀具軸架
17管螺母
18針對發動機的固定螺絲
19 褶板
20 髓條輪輸
21输送轴
22扣環
23 銖
24刀具軸架的摺緊螺絲
25 提柄(絕緣握持面)
26深度刻度
27滚花螺母
28進給開關桿
29鍍條夾裝置的六角件
30鍵條夾緊裝置的墊片
31鍵條夾緊裝置的固定螺絲
32鍵節扣環
33鍵節銷釘
34 背带
有關您的安全。
一般性安全規章。
警告 閱讀本電動工具隨附的所有安全注意事項、說明、插圖和技術數據。不遵守安全指示和說明可能會導致觸電、火災和/或嚴重傷害。保留所有安全注意事項和說明以備將來使用。
在所有下列的警告中術語“電動工具”是指市電驅動(有線)電動工具或電池驅動(無線)電動工具。
1) 工作場地的安全
a)保持工作場地清潔和明亮。混亂和黑暗的場地會引發事故。
b)不要在易爆環境,如有易燃液體、氣體或粉塵的環境下操作電動工具。電動工具產生的火花會點燃粉塵或氣體。
c) 讓兒童和旁觀者離開後操作電動工具。注意力不集中會使你失去對工具的控制。
2) 電氣安全
a) 電動工具插頭必須與插座相配。絕不能以任何方式改裝插頭。需接地的電動工具不能使用任何轉換插頭。未經改裝的插頭和相配的插座將減少電擊危險。
b) 避免人體接觸接地表面,如管道、散熱片和冰箱。如果你身體接地會增加電擊危險。
c)不得將電動工具暴露在雨中或潮濕環境中。水進入電動工具將增加電擊危險。
d)不得滥用電線。絕不能用電線搬運、拉動電動工具或拔出其插頭。使電線遠離熱源、油、銳邊或運動部件。受損或纏繞的軟線會增加電擊危險。
e)當在戶外使用電動工具時,使用適合戶外使用的外接軟線。適合戶外使用的軟線,將減少電擊危險。
f)如果在潮濕環境下操作電動工具是不可避免的,應使用剩餘電流動作保護器(RCD)。使用RCD可減小電擊危險。
3)人身安全
a) 保持警覺,當操作電動工具時關注所從事的操作並保持清醒。當你感到疲倦,或在有藥物、酒精或治療反應時,不要操作電動工具。在操作電動工具時瞬間的疏忽會導致嚴重人身傷害。
b)使用個人防護裝置。始終佩戴護目鏡。安全裝置,諸如適當條件下使用防塵面具、防滑安全鞋、安全帽、聽力防護等裝置能減少人身傷害。
c)防止意外起動。確保開關在連接電源和/或電池盒、拿起或搬運工具時處於斷位置。手指放在已接通電源的開關上或開關處於接通時插入插頭可能會導致危險。
d)在電動工具接通之前,拿掉所有調節鍵匙或扳手。遺留在電動工具旋轉零件上的扳手或鍵匙會導致人身傷害。
e)手不要伸展得太長。時刻注意立足點和身體平衡。這樣在意外情況下能很好地控制電動工具。
f) 著裝適當。不要穿寬鬆衣服或佩戴飾品。讓你的衣物及頭髮遠離運動部件。寬鬆衣服、佩飾或長髮可能會捲入運動部件中。
g)如果提供了與排屑、集塵設備連接用的裝置,要確保他們連接完好且使用得當。使用這些裝置可減少塵屑引起的危險。
h)切勿因經常使用工具所累積的熟練感而過度自信,輕忽工具的安全守則。任何一個魯莽的舉動都可能瞬間造成人員重傷。
4)電動工具使用和注意事項
a)不要濫用電動工具,根據用途使用適當的電動工具。選用適當設計的電動工具會使你工作更有效、更安全。
b)如果開關不能接通或關斷工具電源,則不能使用該電動工具。不能用開關來控制的電動工具是危險的且必須進行修理。
c)在進行任何調整、更換配件或貯存電動工具之前,必須從電源上拔掉插頭並/或取出電池盒。這種防護性措施將減少工具意外起動的危險。
d) 將閒置不用的電動工具貯存在兒童所及範圍之外,並且不要讓不熟悉電動工具或對這些說明不瞭解的人操作電動工具。電動工具在未經培訓的用戶手中是危險的。
e) 保養電動工具與配備。檢查運動件是否調整到位或卡住,檢查零件破損情況和影響電動工具運行的其他狀況。如有損壞,電動工具應在使用前修理好。許多事故由維護不良的電動工具引發。
f)保持切削刀具锋利和清潔。保養良好的有鋒利切削刃的刀具不易卡住而且容易控制。
g)按照使用說明書,考慮作業條件和進行的作業來使用電動工具、配件和工具的刀頭等。將電動工具用於那些與其用途不符的操作可能會導致危險。
h)把手及握持區應保持乾燥、潔淨,且不得沾染任何油液或油脂。易滑脫的把手及握持區將無法讓您在發生意外狀況時安全地抓緊並控制工具。
5) 檢修
a) 將你的電動工具送交專業維修人員,必須使用同樣的備件進行更換。這樣將確保所維修的電動工具的安全性。
針對管材切割機的特殊安全規章。
在正式使用機器、工作和維護管材切割機時,必須遵守國家規定的工作意外防護規章。

遵守法定的防爆指導方針。
确保能夠穩穩地固定好要加工的管道。忽視以上建議可能會導致嚴重傷害或造成死亡。
電動管材切割機(型號 RSG Ex (^**) )。
管材切割機上標示的電壓規格必須和電源的電壓匹配。
管材切割機的連接端必須配備 20A 的保險絲。
定期檢查電源線,必要時也要檢查延長線!
只有在管材切割機的主開關關閉後,才可以將它連接到開關設備裝置上。
機器操作員必須隨時都能碰觸到開關設備裝置。
使用。
保持握柄和握柄表面乾燥、清潔、無油和無脂。在不可預見的情況下,滑溜的握柄和握柄表面讓操作者無法安全地使用和控制電動工具。
如果工作時機器的刀具可能切斷隱藏的電線,那麼要握著手柄的絕緣部份來操作。接觸了帶電的電線,機器上的金屬零件也會帶電,並造而造成電擊。
切勿讓管材切割機超載。工作時要使用正確的安裝工具。使用正確的安裝工具,您將工作得更好、更安全。
不要使用開關有缺陷的管材切割機。無法開動或開閉管材切割機是危險的,必須將它送修。
在設定機器或更換安裝工具之前,請先中斷機器的電源供應。這種預防措施可防止管材切割機意外啟動。
勿讓不熟悉機器或未閱讀本說明書的人使用管材切割機。讓沒有經驗的人使用管材切割機是危險的。
定期保養管材切割機。檢查管材切割機是否有壞損,確認是否有其他可能影響管材切割機運作的不利因素。使用前先修理損壞的管材切割機。許多可以避免的事故,都是因為管材切割機維護不善所引起。
在考慮到工作條件和要執行的工作等前提下,按照本使用說明書中的說明操作管材切割機、配件和切割工具等。不當使用管材切割機可能會導致危險。
運作方式(參考圖A)。
管材切割機借助切削的安裝工具,切割和鋅削裸露的管段及已經鋪設好的管道。透過夾緊裝置可以把機器夾緊在管子的外側,運作時借助自動推進讓機器鼎著管子轉動。金屬圓錐和成型鋅刀充當刀具,刀具的切削刃由高速鋼或硬金屬製成,採用時機則取決於管道材料。
切削深度可透過刀具軸架(16)調整,該刀具軸架可被翻轉安裝到兩個側板(3)上,借助螺紋軸(6)可以調整刀具軸架的位置。
輸送軸(21)透過輸送輸造成工作時的進給動作,而輸送軸則是由刀具主軸通過2個蜗輪鋼桿傳動來驅動。
- 可以使用進給開關桿(28)啟動和關閉進給動作。透過滑動離合器,可以防止進給齒輪裝置過載。
刀具主軸的設計特別堅實。用於驅動刀具主軸的油浴润滑主傳動裝置,是由行星齒輪和鈉輪鵑桿傳動組成。
齒輪箱設計特殊,即便鏈條突然鎖死,也不會損壞齒輪箱。所有齒輪軸都在滾子軸承中運行。
帶著軸的機殼的任務是,在管材上引導被夾緊的管材切割機,並傳遞切削力和進给力。
- 調整運行軸 (10) 以便配合管材的外徑。
固定键是由單一、相同的條段並排而組成。
所需鍵條的數量,換言之就是固定鍵的長度,取決於管道的外徑。
搬運.
運輸管材切割機時有受傷的危險。只能使用提供的背帶(34)或至少由三個人運輸管材切割機。
操作前.
如果工件無預警移動可能有受傷危險。加工前要固定好工件以防止它意外滑動。加工工件時,存在工件非預期的滾動、掉落或移位等風險。
操作時要確保機器在技術上沒有任何瑕疵。每次在操作機器之前,先檢查機器是否有磨損或損壞的安裝件和部件。必須立即換新已經磨損或損壞的安裝件和部件。
預先處理待加工的管道。
- 放置好倉庫中的待切割管道,要確保切割時機器的安裝工具不會被卡住。
- 項對已經鋪設好的管道,該管道的管壁上必須有一段1米長的區域,而該區域上的任何點到坑壁都必須保持至少50公分的距離。
- 加工表面必須沒有灰塵和泥土。加工前要先去除工作表面上的軟保護塗層。
- 必須參考管材、所需的加工形式和冷卻潤滑等來選擇切削刀具。
- 去除運行輪和鏈條通過區域上的焊縫。
如需更多信息,请聯系您的潤滑劑和冷卻液供應商。(另見壓縮空氣冷卻潤滑裝置91201002004)
0^ 時的潤滑劑:
- 润滑剂 BIOCUT 1 公升 - 32132039000
-潤滑劑BIOCUT5公升-32132040000
至 25^ 的润滑剂:
-潤滑劑1公升-32132042000
-潤滑劑5公升-321320430000
在管材切割機上進行準備工作(參考圖A).
-擇髮夾緊桿(11)。
抬起刀具軸架(16),此時要使用手摇曲柄(在工具箱中)透過進料裝置(7)將它抬起。
- 拆下裝配螺絲(9),參照表(4)中的信息,根據目前的管道外徑,重新安裝運行軸(10)。
-再次擇果裝配螺絲(9)。
RSG Ex 1500 A/B (^**)
| P | D [毫米][英寸] | |
| I 250-400 9.8- | 15.7 | |
| II 400-600 15.7- | -23.6 | |
| III 600-900 23.6- | -35.3 | |
| IV 900-1500 35 | 3-58.9 |
RSG Ex 18 A/B (^**)
| P | D [毫米] [英寸] | |
| 1 250-400 9.6- | 15.7 | |
| II 400-600 15.7- | -23.6 | |
| III 600-800 23.6- | -31.5 | |
| IV 800-1000 31.5- | -39.4 | |
| V 1000-1300 | 39.4-51.2 | |
| VI | 1300-3000 | 51.2-118.1 |
P:運行軸位置
D:管直径
轉動彈性鈕來延長針對固定鏈的夾緊裝置(1),以便在安裝管材切割機後有足夠的固定路徑。
根据管道的外径正確組裝固定鍍。
将管材切割放在管道上,用吊模固定,防止打滑。
根据管道的外径,用缝条夹紧装置组装导向缝。
將導向鍵固定在固定鍵旁邊10毫米處,與鋅刀相對。從導向鍵銷到固定鍵銷的距離為10毫米。
- 檢查圓周上的距離至少3次。
將管材切割機夾緊在管子上。
套上活動鍵。
- 將仍然打開的活動鏈放在管材切割機兩側的管道上。
- 抬起管材切割機,將活動鏈推到鍍條齒輪(20)下,以便裝上管材切割機後,活動鏈能夠與管材切割機的齒輪匯合。
- 將活動鏈的開放端引導到夾緊軸(14)和視板(19)的條條齒輪上。
- 然後用銷釘(30217216004)關閉並用2個扣環(42634020005)固定活動鏈的兩端。
夾聚活動鏈(參見圖A)。
首先通過轉動兩個彈性絆(1)將活動鏈輕輕地靠放在管子上。為了精確對准,可以沿管子的圓周方向,數次來回滑動管材切割機。
通過轉動彈性鈕來張緊活動鏈,直到彈性鈕長孔中的銷釘(23,圖A)進入圓周上被穿透的凹槽內為止。
- 在切割過程中要觀察銷釘的位置。如果管道不圓,則必須補強繡緊或放鬆。切割前得取下所有4個握柄。
有事故危险!
擇緊彈性鈕時,請勿超越此點!
組合安裝工具。
有受傷風險
無意開啟機器可能造成傷害。裝上安裝工具前先拔掉電源插頭
有受傷風險
存在被安裝工具鋒利的切刃割傷的風險。組裝和拆卸安裝工具時戴上防護手套。
有受傷風險
有被炙熱的安裝工具浸傷的危險。拆卸安裝工具時戴上防護手套。

戴上防護手套。
僅使用刀刃無暇的安裝工具。
- 安裝前,先清潔工具主軸以及安裝和接觸面。
- 安装带有定距片的安装工具。
- 牢牢撑紧工具的夹紧螺母。
試運行。
管材切割機:
電動管材切割機配備有前置開關設備裝置,該裝置包含以下組件:
-主開關/換向開關
-電機保護開關
- 欠壓釋放保護裝置
-連接插頭
主開關用來開動機器及反轉旋轉方向。電機保護開關和欠壓釋放保護裝置共同組成一個單元。在過載情況下,電機保護開關會關閉機器,如果供電中斷了,欠壓釋放保護裝置會切斷管材切割機與電源的連接,以防止機器意外重新動啟。
透過啟動電機保護開關可以讓管材切割機恢復運行。開關設備裝置要放在操作員隨時可以碰觸到的位置。
擁有部分防爆設計的管材切割機:
在開關設備裝置前端,附加了一個起/停開關盒,使用該開關盒可以在第2危險區域操作管材切割機。
開關盒必須放置在操作員隨時可以接觸到的位置。
! 爆炸危险
開關設備裝置要放在第2區之外。
操作。
有受傷風險
在運行期間防護罩必須完全關閉並且鎖定!
有受傷的危險,由於亂飛的廢屑
這樣可能造成傷害。確保沒有人在危險區域逗留。
A 有造成火灾的危险,由於腐屑亂刑
確保危險區域內沒有易燃物品。
有受傷風險
開放管材切割機時,可能會因為飛出的零件而受傷。每次使用管材切割機時,請卸下手搖曲柄。
啟動過程
使用配備電動機的管材切割機,必須確保刀具的旋轉方向正確。旋轉方向可以使用開關設備裝置上的換向開關來改變。
有受偿风险
機器運行時,可能因為旋轉部件而造成傷害。只能在遵循相關安全措施的情況下,進入機器的危險區域調整機器。
-使用進給開關桿(28)開閉進給傳動裝置。
開動管材切割機。
- 摔鬆夾緊桿(11)並用手搖曲柄將運行中的鋅片盡可能的埋入管道中。深深埋入管中的鋅片可穩定切割。
一铣削時盡可能選擇小的刀具銻深。切削時產生的廢屑量會隨著切削深度加大而增加。
- 安裝工具的進刀深度,必須比實際所需的深度大過約3毫米,進刀後再拉回到所需的高度上,這樣可以讓安裝工具免於異物入侵。
使用深度刻度時,要讓刀具刮擦管道表面。開滾花螺母(27)並將指針(28)調整在0上。再次擰緊滾花螺母(27)。現在可以在刻度尺上讀取鋅割深度。
關閉管材切割機。
- 接著通過擰緊夾緊桿(11)來固定設定。
再度開動管材切割機。
- 使用進給開關桿 (28) 開動進給傳動裝置。
如果發動機功率足夠,可以一刀切穿管壁。
- 安裝好的管道可能在錯切過程中釀位,進而導致安裝工具被卡在間隙中。因此必須在一定的距離,將提供的模塊敲入錯切工具後面的間隙中。在潛在爆炸區域使用楔子(63305013002)(RSG Ex 1500 A/B (^**) 提供的附件)和由無火花材料製成的鐘子。
避免讓管材切割機過載。
如果安裝工具運行時電機轉速明顯下降,就代表機器過載了。
同時,也會導致鋅割效能下降。
- 固定好工件(被锯掉的管段)以防止它掉落。
關於厚壁管道(s>10毫米),必須透過重復鋅削管壁來削除焊接接頭。
根據樣品的全等切削過程會受以下因素影響:
-開始時管材切割機的對准工作,
- 管道與圓形或者說圓柱形的幾何偏差,
刀具的锋利度,
- 材料的硬度。
管材切割機被設定為,當管徑為300毫米和600毫米時,切割線的起點和終點幾乎重合。
由於偏心的導向軸,調整標記(24,見圖E)僅限用於兩個指定的直徑。對於較大的管道直徑,可能需要重新調整。
管材切割機 (RSG Ex (^**) ) 的回轉。
财物損失!
收回管材切割機前,必須確保已經提出刀具,以免損壞刀具和輸輸箱。
- 使用進給開關桿 (28) 關閉進給傳動裝置。
- 擦鬆夾緊桿 (11)。
- 提出安装工具。
- 把主開關/換向開關調整到“0”(關閉)上。
- 將換向開關轉換為回轉。
- 擔緊夾緊桿(11)。
-使用進給開關桿(28)開動進給傳動裝置。
收回管材切割機時不適合進行切割!
冷卻和潤滑的注意事項。
财物損失!
在鋅削過程中必須冷卻和潤滑安裝工具。在冷卻和潤滑不足的情況下,切屑可能會卡住。這樣會導致工具破損。
遵循所使用的冷卻劑製造商提出的說明/指示
- 只能乾燥切割灰鐵鐵管,切割時不使用冷卻潤滑劑。
- 切割非合金鋼管時,用肥皂水冷卻锯片或鋅刀。
設定運行精度。

- 髓開螺母(15,見圖A)SW46。
轉動軸(10),它位在襯板(19)的對面。 - 擦紧螺母(15)。
朝著順時針方向旋轉運行軸(10)(朝向安裝工具的方向),安裝工具向右移動(目視方向就是管材切割機的移動方向)。
朝著反時針方向旋轉運行軸,安裝工具向左移動。
装入更多鍵節。

增加的鍵節只能装在指定的位置。
-拆下扣環(32)。
- 拆下銷钉(33)。
- 装入所需數量的鍵節。
- 機器的附件中有不同尺寸的鍵節。
-插入销钉(33)。
- 安裝新扣環(32)。
夾緊管材切割機。
"A"使用最大切削深度时,所需要的工作空間。
"D"管外径
“T”管徑為“D”時的鏈條件數。
RSG Ex 1500 A/B
| 運行軸位置D | A 每邊所需的鍵 | 條長度 [毫米][毫米][毫米] | 總鍵長i* | ||
| [毫米] | [毫米] | ||||
| 1 | 250 | 400 | 1427 | 2854 | 5 |
| 300 | 392 | 1525 | 3050 | 5 | |
| 350 | 384 | 1632 | 3264 | 6 | |
| 400 | 378 | 1744 | 3488 | 6 | |
| 2 | 400 | 381 | 1782 | 3564 | 6 |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 369 | 2019 | 4038 | 7 | |
| 550 | 364 | 2144 | 4288 | 7 | |
| 600 | 360 | 2273 | 4546 | 8 | |
| 3 | 600 | 362 | 2302 | 4604 | 8 |
| 650 | 357 | 2433 | 4866 | 8 | |
| 700 | 352 | 2566 | 5132 | 9 | |
| 750 | 348 | 2702 | 5404 | 9 | |
| 800 | 344 | 2840 | 5680 | 10 | |
| 850 | 340 | 2862 | 5724 | 10 | |
| 900 | 337 | 3001 | 6002 | 10 | |
| 4 | 900 | 348 | 3142 | 6284 | 10 |
| 950 | 345 | 3284 | 6568 | 11 | |
| 1000 | 342 | 3428 | 6856 | 11 | |
| 1050 | 340 | 3464 | 6928 | 11 | |
| 1100 | 337 | 3607 | 7214 | 12 | |
| 1150 | 335 | 3751 | 7502 | 12 | |
| 1200 | 333 | 3896 | 7792 | 13 | |
| 1300 | 331 | 4062 | 8124 | 13 | |
| 1400 | 329 | 4338 | 8676 | 14 | |
| 1500 | 328 | 4355 | 8710 | 14 | |
| *訂貨號 30231013027 由10條鍵條組成,每條鍵條的長度為635毫米。 | |||||
RSG Ex 18 A/B
| 運行軸位置D | A 每邊所需的鍵 | 條長度 [毫米][毫米][毫米] | 總鍵長i* | ||
| [毫米] | [毫米] | ||||
| 1 | 250 | 587 | 1427 | 2854 | 5 |
| 300 | 576 | 1525 | 3050 | 5 | |
| 350 | 564 | 1632 | 3264 | 6 | |
| 400 | 553 | 1744 | 3488 | 6 | |
| 2 | 400 | 522 | 1782 | 3564 | 6 |
| 450 | 511 | 1898 | 3796 | 7 | |
| 500 | 501 | 2019 | 4038 | 7 | |
| 550 | 492 | 2144 | 4288 | 7 | |
| 600 | 483 | 2273 | 4546 | 8 | |
| 3 | 600 | 453 | 2302 | 4604 | 8 |
| 650 | 445 | 2433 | 4866 | 8 | |
| 700 | 437 | 2566 | 5132 | 9 | |
| 750 | 429 | 2702 | 5404 | 9 | |
| 800 | 422 | 2840 | 5680 | 10 | |
| 4 | 800 | 396 | 2862 | 5724 | 10 |
| 850 | 393 | 3001 | 6002 | 10 | |
| 900 | 390 | 3142 | 6284 | 10 | |
| 950 | 386 | 3284 | 6568 | 11 | |
| 1000 | 383 | 3428 | 6856 | 11 | |
| 5 | 1 | 390 | 34640 | 6928 | 11 |
| 1050 | 387 | 3607 | 7214 | 12 | |
| 1100 | 385 | 3751 | 7502 | 12 | |
| 1150 | 382 | 3896 | 7792 | 13 | |
| 1200 | 379 | 4062 | 8124 | 13 | |
| 1300 | 374 | 4338 | 8676 | 14 | |
| 6 | 1 | 382 | 43550 | 8700 | 14 |
| 1400 | 382 | 4651 | 9302 | 15 | |
| 1500 | 378 | 4950 | 9900 | 16 | |
| 1600 | 373 | 5250 | 10500 | 17 | |
| 1700 | 369 | 5553 | 11106 | 18 | |
| 1800 | 366 | 5857 | 11714 | 19 | |
| 1900 | 362 | 6162 | 12324 | 20 | |
| 2000 | 359 | 6468 | 12936 | 21 | |
| 2100 | 356 | 6775 | 13550 | 22 | |
| 2200 | 353 | 7083 | 14166 | 23 | |
| 2300 | 350 | 7391 | 14782 | 24 | |
| 2400 | 348 | 7700 | 15400 | 25 | |
| 2500 | 346 | 8009 | 16018 | 26 | |
| 2600 | 343 | 8319 | 16638 | 27 | |
| 2700 | 341 | 8629 | 17258 | 28 | |
| 2800 | 339 | 8940 | 17880 | 29 | |
| 2900 | 337 | 9251 | 18502 | 30 | |
| 3000 | 335 | 9562 | 19124 | 31 | |
| *訂貨號30231013027由10條鍵條組成,每條鍵條的長度為635毫米。 | |||||
為了獲得最佳的鏈條預聚力,可以使用工具箱中長度為31.75毫米的半鏈條。
例子:
管径D=400毫米时,需要6条链条(订货号30231013027)。
通過導引鏈引導軌道

根據表格編製導引鍵長度
為了獲得最佳的鏈條預緊力,可以使用工具箱中長度為31.75毫米的半鏈條。
導引鏈的鏈條長度
| 管直徑 鍵條長度 鍵條件數 | ||||
| [毫米][毫米] 635 mm 63.5 mm 31.75 mm | ||||
| 250 710 1 1 | 1 | |||
| 300 870 1 4 | 0 | |||
| 350 1030 1 6 | 1 | |||
| 400 1190 1 9 | 0 | |||
| 450 1344 2 1 | 1 | |||
| 500 1500 2 4 | 0 | |||
| 550 1660 2 6 | 1 | |||
| 600 1809 2 8 | 1 | |||
| 650 1970 3 1 | 1 | |||
| 700 2130 3 4 | 0 | |||
| 750 2290 3 6 | 1 | |||
| 800 2440 3 8 | 1 | |||
| 850 2600 4 1 | 0 | |||
| 900 2760 4 4 | 0 | |||
| 950 2921 4 6 | 0 | |||
| 1000 3079 4 8 | 1 | |||
| 1100 3397 5 3 | 1 | |||
| 1200 3714 5 8 | 1 | |||
| 1300 4032 6 3 | 1 | |||
| 1400 4330 6 8 | 1 | |||
| 1500 4640 7 3 | 1 | |||
訂貨號30231036010(l=63.5mm)
- 用銷釘和扣環,將導引鏈固定在縫條夾緊裝置上的兩根縫條之一上面。
- 將導引鏈的導引端穿入兩個導引鏈輸的下方(圖H)。
- 用銷釘和扣環,將導引鏈的開放端固定到鏈條夾緊裝置上。
- 透過轉動鏈條夾緊裝置(2)上的六角形,將導引鏈靠在管道上。
- 以10毫米的間距對齊導引鏈(從驅動鏈的銷釘到導引鏈的銷釘),並在圓周上檢查3次。
透過六角(29)擇緊條夾緊裝置,直到墊片(30)靠在條夾緊裝置外殼上(夾緊範圍約為50毫米)。(最大緊固扭矩50牛頓米)


注意,事故风险!
切勿轉動裝置頂部的三個固定螺絲(31)。(見圖H)
每次操作後的收尾工作。
- 提出安装工具。
-開閉管材切割機。
-取下安装工具。
-放鬆管材切割機。
存放管材切割機。
- 保護外部金屬部件免受腐蝕。
- 將管材切割機存放在乾燥的地方。
維護和修理。
關於維護和修理。
如果有FEIN電動工具和配件需要修理,請聯繫您的FEIN客戶服務處。您可以在www.fein.com上找到該地址。
從以下的網址www.fein.com可以找到本電動工具目前的備件清單。
只能使用原藏備件。
以下零件您可以根据需要自行更换:安装工具、握柄、键條、鍵節

操作時要確保機器在技術上沒有任何瑕疵。必須立即換新已經磨損或損壞的安裝工具和部件。

有受傷風險
由於無意中開動。
在管材切割機上進行任何工作之前,先拔掉電源插頭!
一般指示
維護工作只能由經過培訓的專家進行。
保養和維護工作主要包括:
-管材切割機和固定鏈的外部清潔。
-對整台管材切割機進行目視檢查。
- 更換傳動裝置油。
潤滑活動螺紋和鏈條。
- 在夹聚装置和运输装置中的刀具轴架引导上涂抹油脂。
- 更新工具上的贴纸和警告指示
維護活動鏈
大致清除污垢後,再一遍移動鍵節,一遍用汽油、石油等仔細清潔。
為確保潤滑效果,接著再把鏈條浸入粘稠的油中(例如齒輪油SAE140)數小時。

有事故危险!
在重新使用鍵節之前,先用目視的方式徹底檢查以確保它們處於無暇狀態。更換有缺陷的部件並替補上缺少的扣環。
電源線
如果電動工具的電源線損壞,必須由製造商或他的代理更換。
进料装置(参考图A)
- 確定管螺母(17)的外表面沒有污垢和圈痕,並始終輕輕塗抹潤滑脂。
- 更換傳動裝置油時,清潔並潤滑活動螺紋。
拆卸:
-取出螺桿(8)。
-從蓋子抽出銷釘(5)。
- 然後使用手搖曲柄從管螺母上擇出進料裝置。
- 清潔並潤滑螺紋部件(請參閱第267頁的潤滑劑和潤滑計劃等說明)。
- 更換損壞的刮環。
組裝:
組裝以相反的順序進行。組裝時不要損壞刮環!
夾緊裝置
避免污染弹簧杯中的吊環螺栓(3,图1)上的螺紋。
如有必要,清潔並潤滑螺紋。
潤滑劑和潤滑計劃
| 潤滑劑 ARAL 油 Degol | 充填量 | 溫度範圍 [°C] | 特性 |
| BMB 460 | 2-公升 | 0至+60 | 符合 DIN15502 的 CLPF-型傳動裝置油 |
| BMB 100 | 2-公升 | -20至+40 |
刀具軸架在交貨時已經填充ARAL油DegolBMB100。我們強烈建議不要使用其他的傳動裝置油。
滑動面潤滑劑
有關滑動表面的潤滑和保養,我們建議使用無酸、防水的名牌滑動軸承潤滑脂。
| 潤滑位置 濾滑劑或操作材料 | |
| 2(傳動裝置)參見針對刀具軸架潤滑油的表格 | |
| 3(滑動表面和活動螺紋)滑動軸承潤滑脂 | |
故障排除(RSGEx (^**) 型)。
| 故障可能的原因措施 | ||
| 發動機和安裝工具失效 極低的環境溫度 使用針對低溫的 | FEIN 傳動裝置油 | |
| 鈍的切割工具 更換安裝工具 | ||
| 無電源電壓 檢查電源連接和開關設備 | ||
| 錯誤的電源電壓 檢查連接電源的數據 | ||
| 在一個鋅割循環中,進給太快或削除材料太多 調整傳動 | 裝置和/或減少浸入深度 | |
| 傳動裝置箱漏油 查出泄漏的原因並做好補救措施-補充油 | ||
| 發動機溫度過度上升 | 再度活化開關設備裝置 307 02 041 01 4 | |
| 鏈條齒輪故障 鍵條損壞 | 更換鏈條 | |
| 鏈條連接錯誤 | 檢查並更正連接點 | |
| 鏈銷未完全插入 完全插入銷訂 | ||
| 切割路徑不正確 管材切割機和鏈條沒對齊好 | 參見段落 “在管材切割機上進行準備工作 (見圖 A)。”,頁數 264 及段落 “將管材切割機夾緊在管子上。”,頁數 264 | |
| 導向軸沒有偏心重新調整運行精度,參見段落 “設定運行精度”,頁數 265 | ||
| 鈍的切割工具 更換安裝工具 | ||
| 傾斜或垂直存放的管道或是非圓形管道 | 使用導引裝置,參見段落 “將管材切割機夾緊在管子上。”,頁數 264 和段落 “導引軌道”,頁數 267 | |
| 過載的安裝工具 調整傳動裝置和/或減少浸入深度 | ||
| 機器功能降低或喪失 | 無電源電壓 檢查電源連接和開關設備 | |
| 開關未打開 檢查開關 | ||
| 離合器滑動 調整傳動裝置或由 FEIN 工廠調整離合器的起動扭矩 | ||
| 強烈的振動 推進太快 | 調整傳動裝置 | |
| 安裝工具太深 | 提起安裝工具 | |
| 夾緊桿(11)未擋緊 | 擋緊夾緊桿 | |
| 鏈條鬆動 | 檢查鏈條張力 | |
| 鈍的切割工具 更換安裝工具 | ||
保修。
關於本機的保修條款,請參考販售者所屬國家的相關法規。
安装工具和附件。
圆锯片

1

2

3
| 型1,高速鋼,針對傳動裝置類型: | |||||
| A,B-用於加工鋼管 | |||||
| ∅ | 寬 | 重量 | 數數 | 最大切削深度 | 訂貨號 |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0.5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0.7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0.9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 4 | 1.3 | 70 | 55 | 6 35 02 041 00 1 |
型2,高速鋼,針對傳動裝置類型:
| B-用於加工鍛鐵管 | |||||
| ∅寬重量(曲数最大切削) | 深度 | 訂貨號 | |||
| (mm) (mm) | (kg) (mm) | ||||
| 160 4 0.5 40 | 25 6 35 | 02 050 00 | 1 | ||
| 180 4 0.7 46 | 35 6 35 | 02 098 00 | 0 | ||
| 200 4 0.6 50 | 45 6 35 | 02 099 00 | 4 | ||
型3.高速鋼,帶硬合金齒,針對傳動裝置類型:
調整彈簧
| A,B-用於加工鐵鐵管(包括含水泥夾層)和非合金鋼管,最大可達400 N/mm2 | |||||
| ∅寬重量 | 數最大切削 | 深度 | 訂貨號 | ||
| (mm) | (kg) (mm) | ||||
| 160 4 0.5 | 40 25 6 35 | 02 080 00 8 | |||
| 180 4 0.7 | 44 35 6 35 | 02 061 00 9 | |||
| 200 4 0.9 | 50 45 6 35 | 02 084 00 2 | |||
運輸容器
| 宽 x 高 x 長 | |
| 毫米 | |
| 6x6x3240221044000 | |
| 8x7x3240221050005 | |
成型铣刀
| 長×寬×高 | |
| mm | |
| 1000×800×395 3 39 01 114 00 7 | |

V-型,高速鋼,針對傳動裝置類型:
| A-用於加工鋼管,高合金 B-用於加工最大壁厚為10毫米和最大直徑為1600毫米的非合金鋼和鑰管 | ||||||
| DB重量 | 齒數β最 | 大切削 | 深度 | 訂貨號 | ||
| (mm) | (mm) | (kg) | (°) | in (mm) | ||
| 125 | 25 | 1.6 32 30 | 25 | 6 35 | 08 056 00 4 | |
| 160 | 30 | 3.2 36 30 | 25 | 6 35 | 08 081 00 9 | |
| 160 | 30 | 3.3 | 36 | 37.5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 5.5 | 36 | 37.5 | 25 | 6 35 08 094 00 0 |
| 180 | 42 | 4.9 36 30 | 25 | 6 35 | 08 085 00 8 | |


| A-用於加工鋼管,高合金 B-用於加工最大壁厚為10毫米和最大直徑為1600毫米的非合金鋼和鋼管 | |||||
| D | B | 重量 | 數 | 最大切削深 度 | 訂貨號 |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 25 | 2.8 | 40 | 25 | 6 35 08 089 00 7 |
銅刀組,高速鋼,針對傳動裝置類型:
| A-用於加工鋼管,高合金 B-用於加工最大壁厚為10毫米和最大直徑為1600毫米的非合金鋼和鐵管 | ||||||
| DB重量 | 齒數β最 | 大切削 | 深度 | 訂貨號 | ||
| (mm) | (mm) | (kg) | (°) | (mm) | ||
| 154 | 30.5 2.5 | 32 30 25 | 6 | 35 08 0 | 99 02 0 | |
鏈條
替换螺栓
| 10 鍵條 | x 63,5 mm = 635 mm |
| 訂貨號 | 3 02 31 013 02 7 |
| 1 鍵條 | 31.75 |
| 訂貨號 | 3 02 31 029 00 2 |
替换扣環
| 訂貨號 | 302 17 216 00 4 | 固定鍵 38,5 毫米 |
| 訂貨號 | 302 16 166 00 0 | 導引鍵條 54 毫米 |
| 訂貨號 | 302 17 216 00 4 |
鋼製間隙楔
| 訂貨號 | 6 33 05 006 00 8 |
一起供货的附件
可選附件
| 訂貨號數目名稱 | ||
| 3 39 01 114 00 7 1 運輸容器 | ||
| 3 39 01 031 00 1 1 工件箱 | ||
| 3 21 22 007 01 7 1 手搖曲柄 | ||
| 6 29 01 016 00 2 1 開口扳手, SW 46 | ||
| 6 29 03 010 00 6 1 開口扳手, SW 55 | ||
| 3 12 07 333 01 0 1 鍵條夾緊裝置僅用於 | RSG Ex 1500 A/B (**) | |
| 6 29 11 010 00 0 1 圆環扳手, 17/19 | ||
| 6 29 06 014 00 0 1 套筒扳手, SW 46/41 | ||
| 3 02 31 029 00 2 20 滚子鍵 | ||
| 3 02 17 216 00 4 20 鍵釘 | ||
| 4 26 34 020 00 5 40 扣環 | ||
| 6 33 05 013 00 2 5 開隙楔,無火花針對 | RSG Ex 1500/18 A/B (**) | |
| 3 07 02 041 01 4 1 開開設備備裝置針對 | RSG Ex 1500/18 A/B (**) | |
| 3 21 74 009 00 1 1 圓形吊帶 | ||
| 3 21 74 010 00 3 1 圓形吊帶 | ||
| 3 07 28 188 00 8 1 CEE 織合器針對 | RSG Ex 1500/18 A/B (**) | |
| 3 02 31 035 02 0 | 1 | 鍵條 僅用於 RSG Ex 1500 A/B (**) |
| 3 02 16 166 01 0 | 1 | 銷釘 僅用於 RSG Ex 1500 A/B (**) |
| 3 40 56 026 00 0 | 1 | 墊片 僅用於 RSG Ex 1500 A/B (**) |
| 訂貨號數目名稱 | ||
| 3 02 31 013 02 7 1 有 10 個鏈節的鏈條 | ||
| 4 26 34 020 00 5 1 扣環 | ||
| 3 02 17 216 00 4 1 銷釘 | ||
| 4 30 12 051 12 2 1 裝配螺絲 | ||
| 6 33 05 013 00 2 無火花驅除楔 | ||
| 9 12 01 002 00 4 壓縮空氣冷卻潤滑裝置 (DKSE) | ||
| 3 24 33 027 01 7 1 壓縮空氣冷卻潤滑裝置的連接件(包含板) | ||
| 9 26 01 023 02 3 1 壓縮空氣冷卻潤滑裝置的壓縮機 | ||
| 3 14 14 055 00 2 1 用於壓縮機的 PA-DL 載管 | ||
| 4 11 36 005 01 9 1 確合器套筒 | ||
| 3 02 31 035 02 0 1 鍵條 | ||
| 3 02 16 166 01 0 1 銷釘 | ||
| 3 40 56 026 00 0 1 垫片 |
壓縮空氣冷卻潤滑裝置91201002004
由於管材切割機的高切削和進給速度,因此在加工鋼時需要對刀具進行冷卻和潤滑。壓縮空氣冷卻潤滑裝置根據冷卻潤滑劑的霧化和蒸發原理,並通過管材切割機上的噴嘴,提供了持續性的良好冷卻和潤滑效果。
此外也避免了,一般因為手動供給乳化液,而造成髒孔乳化液污染施工現場土壤的情形。
我們建議您使用金屬加工潤滑劑BIOCUT3000作為冷卻潤滑劑。它是一種新型的全合成高性能潤滑劑,具有出色的粘附和冷卻效果,是水溶性、可生物降解且用量非常節省(根據不同的設定,大約可達 0.3dm^3/h 每噴嘴)。
BIOCUT 3000 不含有害物质。它符合德國天然氣和水協會 (DVGW) 的要求。
所有成分均符合FDA(食品和藥物管理局)和德國藥典(DAB)當前的指導規定。
可取得的润滑剂如下:
BIOCUT 3000 濾滑劑,適用於至 0^ 的溫度:
1公升-321320390000
5公升-32132040000
耐寒潤滑劑,適用於至- 25^ 的溫度:
1公升-32132042000
5公升-32132043000
三相電流機型RSG Ex (^**) ,需要加用FEIN壓縮機,才能夠使用壓縮空氣冷卻潤滑裝置,壓縮機的訂貨號是92601023023,壓縮機的進氣量約為130l/min。
備件。
當前的備件清單可在www.fein.com上找到。
合格說明。
CE聲明僅在歐盟國家和EFTA(歐洲自由貿易聯盟)有效,並且僅適用於針對歐盟或EFTA市場的產品。
FEIN公司單獨保證,本產品符合說明書末頁上所列出的各有關規定的標準。
技術性文件存放在:
C.&E.FeinGmbH
必須以符合環保要求的方式處理包裝材料和廢棄的電動工具與附件。
中
水云 2
| 기재,早期發展 | |
| 11 | 無論哪种以上述の措法はその状態を通過の種類はその状態を通過の状態はその状態。 |
| 製作일본 때 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 기재에 percussion。 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 、 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230 240 250 260 270 280 290 300 310 320 330 340 350 360 370 380 390 400 410 420 430 440 450 460 470 480 490 500 510 520 530 540 550 560 570 580 590 600 610 620 630 640 650 660 670 680 690 700 710 720 730 740 750 760 770 780 790 800 810 820 830 840 850 860 870 880 890 900 910 920 930 940 950 960 970 980 990 1000 1010 1020 1030 1040 1050 1060 1070 1080 1090 1100 1110 1120 1130 1140 1150 1160 1170 1180 1190 1200 1210 1220 1230 1240 1250 1260 1270 1280 1290 1300 1310 1320 1330 1340 1350 1360 1370 1380 1390 1400 1410 1420 1430 1440 1450 1460 1470 1480 1490 1500 1510 1520 1530 1540 1550 1560 1570 1580 1590 1600 1610 1620 1630 1640 1650 1660 1670 1680 1690 1700 1710 1720 1730 1740 1750 1760 1770 1780 1790 1800 1810 1820 1830 1840 1850 1860 1870 1880 1890 1900 1910 1920 1930 1940 1950 1960 1970 1980 1990 2000 2010 2020 2030 2040 2050 2060 2070 2080 2090 2100 2110 2120 2130 2140 2150 2160 2170 2180 2190 2200 2210 2220 2230 2240 2250 2260 2270 2280 2290 2300 2310 2320 2330 2340 2350 2360 2370 2380 2390 2400 2410 2420 2430 2440 2450 2460 2470 2480 2490 2500 2510 2520 2530 2540 2550 2560 2570 2580 2590 2600 2610 2620 2630 2640 2650 2660 2670 2680 2690 2700 2710 2720 2730 2740 2750 2760 2770 2780 2790 2800 2810 2820 2830 2840 2850 2860 2870 2880 2890 2900 2910 2920 2930 2940 2950 2960 2970 2980 2990 3000 3010 3020 3030 3040 3050 3060 3070 3080 3090 3100 3110 3120 3130 3140 3150 3160 3170 3180 3190 3200 3210 3220 3230 3240 3250 3260 3270 3280 3290 3300 3310 3320 3330 3340 3350 3360 3370 3380 3390 3400 3410 3420 3430 3440 3450 3460 3470 3480 3490 3500 3510 3520 3530 3540 3550 3560 3570 3580 3590 3600 3610 3620 3630 3640 3650 3660 3670 3680 3690 3700 3710 3720 3730 3740 3750 3760 3770 3780 3790 3800 3810 3820 3830 3840 3850 3860 3870 3880 3890 3900 3910 3920 3930 3940 3950 3960 3970 3980 3990 4000 4010 4020 4030 4040 4050 4060 4070 4080 4090 4100 4110 4120 4130 4140 4150 4160 4170 4180 4190 4200 4210 4220 4230 4240 4250 4260 4270 4280 4290 4300 4310 4320 4330 4340 4350 4360 4370 4380 4390 4400 4410 4420 4430 4440 4450 4460 4470 4480 4490 4500 4510 4520 4530 4540 4550 4560 4570 4580 4590 4600 4610 4620 4630 4640 4650 4660 4670 4680 4690 4700 4710 4720 4730 4740 4750 4760 4770 4780 4790 4800 4810 4820 4830 4840 4850 4860 4870 4880 4890 4900 4910 4920 4930 4940 4950 4960 4970 4980 4990 5000 5010 5020 5030 5040 5050 5060 5070 5080 5090 5100 5110 5120 5130 5140 5150 5160 5170 5180 5190 5200 5210 5220 5230 5240 5250 5260 5270 5280 5290 5300 5310 5320 5330 5340 5350 5360 5370 5380 5390 5400 5410 5420 5430 5440 5450 5460 5470 5480 5490 5500 5510 5520 5530 5540 5550 5560 5570 5580 5590 5600 5610 5620 5630 5640 5650 5660 5670 5680 5690 5700 5710 5720 5730 5740 5750 5760 5770 5780 5790 5800 5810 5820 5830 5840 5850 5860 5870 5880 5890 5900 5910 5920 5930 5940 5950 5960 5970 5980 5990 6000 6010 6020 6030 6040 6050 6060 6070 6080 6090 6100 6110 6120 6130 6140 6150 6160 6170 6180 6190 6200 6210 6220 6230 6240 6250 6260 6270 6280 6290 6300 6310 6320 6330 6340 6350 6360 6370 6380 6390 6400 6410 6420 6430 6440 6450 6460 6470 6480 6490 6500 6510 6520 6530 6540 6550 6560 6570 6580 6590 6600 6610 6620 6630 6640 6650 6660 6670 6680 6690 6700 6710 6720 6730 6740 6750 6760 6770 6780 6790 6800 6810 6820 6830 6840 6850 6860 6870 6880 6890 6900 6910 6920 6930 6940 6950 6960 6970 6980 6990 7000 7010 7020 7030 7040 7050 7060 7070 7080 7090 7100 7110 7120 7130 7140 7150 7160 7170 7180 7190 7200 7210 7220 7230 7240 7250 7260 7270 7280 7290 7300 7310 7320 7330 7340 7350 7360 7370 7380 7390 7400 7410 7420 7430 7440 7450 7460 7470 7480 7490 7500 7510 7520 7530 7540 7550 7560 7570 7580 7590 7600 7610 7620 7630 7640 7650 7660 7670 7680 7690 7700 7710 7720 7730 7740 7750 7760 7770 7780 7790 7800 7810 7820 7830 7840 7850 7860 7870 7880 7890 7900 7910 7920 7930 7940 7950 7960 7970 7980 7990 8000 8010 8020 8030 8040 8050 8060 8070 8080 8090 8100 8110 8120 8130 8140 8150 8160 8170 8180 8190 8200 8210 8220 8230 8240 8250 8260 8270 8280 8290 8300 8310 8320 8330 8340 8350 8360 8370 8380 8390 8400 8410 8420 8430 8440 8450 8460 8470 8480 8490 8500 8510 8520 8530 8540 8550 8560 8570 8580 8590 8600 8610 8620 8630 8640 8650 8660 8670 8680 8690 8700 8710 8720 8730 8740 8750 8760 8770 8780 8790 8800 8810 8820 8830 8840 8850 8860 8870 8880 8890 8900 8910 8920 8930 8940 8950 8960 8970 8980 8990 9000 9010 9020 9030 9040 9050 9060 9070 9080 9090 9100 9110 9120 9130 9140 9150 9160 9170 9180 9190 9200 9210 9220 9230 9240 9250 9260 9270 9280 9290 9300 9310 9320 9330 9340 9350 9360 9370 9380 9390 9400 9410 9420 9430 9440 9450 9460 9470 9480 9490 9500 9510 9520 9530 9540 9550 9560 9570 9580 9590 9600 9610 9620 9630 9640 9650 9660 9670 9680 9690 9700 9710 9720 9730 9740 9750 9760 9770 9780 9790 9800 9810 9820 9830 9840 9850 9860 9870 9880 9890 9900 9910 9920 9930 9940 9950 9960 9970 9980 9990 |
习舍邓且
RSG Ex(**)韵的FEIN和其子的,如:
幸章用音樂歌)别翻,多不阿新今和音樂歌首歌书是
在中,
1) = , = , =
2) 函数 f( x) 的图象关于点 P( m,m) 对称.
a)在同中子的,普拉克之,普拉克,是三,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉克,普拉
b)贝瓦巴,拉尼娜伊,,,,,,,,,,,,,,,,,,,,,,,,,,,
c)連通開子號部對默日對藥法和合記在云,則開目如,
d)「則國克三國皆相加,其同通同宗之國,必不相以相而相。必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者,必不相者
e)信之用,
1)型号中各台合月天云出,示音明歌韵云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云云
3) 48 的不可约解
a)孕藥藻藻皂藻士,造藥藻藻藻對韵土青藻,則蓮觀子青藻藻青藻藻對 香藥藻轉藥忘則默興,馬藥,而望桑藻遙之,阿藥半藥,葬凿藥半藥,藥藥半藥,則 聚觀子青藻青藥土,則藥土。則蓮觀子青藻青藥土,則釋土,則
b)孕藥工孕藻藥藥藻藻藻藻藻皂,藻贈藻藻藻藻藻藻皂,蓮贈
c) 皆不云,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,之,二、三、四、五、六、七、八、九、十、十一、十二、十三、十四、十五、十六、十七、十八、十九、二十、十一、十二、十三、十四、十五、十六、十七、十八、十九、二十、十一、十二、十三、十四、十五、十六、十七、十八、十九、二十、十一、十二、十三、十四、十五、十六、十七、十八、十九、二十、十一、十二、十三、十四、十五、十六、十七、十八、十九、二十、十一、十二、十三、十四、十五、十六、十七、十八、十九、三十、十一、十二、十三、十四、十五、十六、十七、十八、十九、二十、十一、十二、十三、十四、十五、十六、十七、十八、十九、二十、十一、十二、十三、十四、十五、十六、十七、十八、十九、二十、十一、十二、十三、十四、十五、十六、十七、十八、十九、二十、十一、十二、十三、十四、十五、十六、十七、十八、十九、
d)在中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中责中
)自中日中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中中
1) 皆默是音默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默默
g)首言中责增刘卡今责增刘的云默i之可歌,i责增刘之可歌则有如在,
h)责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不责者不
4)前同子的自
a)习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习习
b)TJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJHJ
c)聖國神子聖圣聖法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法法
d)音樂法則言在朝通國子云阿思之在日忘自忘日忘之,是开,
()首通音子及默部贝量扎信士格托尔,自歌贝贝之者不以在
1)国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国中国
g)朝通国子,默州,,中言之在公子云等用,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,。
h)怎在贝贝藥贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝
5) 甲、乙
a)国中子,于三日,平国自的,,,,,,,,,,,,,,,,,,,,,,,,,,,
印贝三
0
0
0
摇摇(RSGEx (^**) )
印云伊斯西的原员原和原在日中日
20A
如伊豆首书之日月,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云,自云
211
如云习建书之歌云:
四月五日,日本东京国际会议中心举行“2015年世界贸易组织工商领导人对话会”。四月五日,日本东京国际会议中心举行“2015年世界贸易组织工商领导人对话会”。四月五日,日本东京国际会议中心举行“2015年世界贸易组织工商领导人对话会”。四月五日,日本东京国际会议中心举行“2015年世界贸易组织工商领导人对话会”。
相通范(20A
HSS
知者言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,其言之,
中
-
止期则在是,而运同日的,即在上之
国
南
B

四田三建电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电
水
中
0
马宝到园儿云南昌国朝中图里与书
云
- 田切的和的,1m的在里,
- -
- 葬藥理(11)
- 三鼎之鼎以就立鼎之鼎之鼎(16)鼎之鼎(中子)()(7)
(9)是藻加和子(10)(4)个列如
-
RSG Ex 1500 A/B (^**)
| P | D [mm] | [일지] |
| I 250-400 9.8 | 15.7 | |
| II 400-600 15.7 | -23.6 | |
| III 600-900 23.6 | -35.3 | |
| IV 900-1500 35 | 3.3-58.9 |
RSG Ex 18 A/B(**)
| P | D [mm] | [일지] |
| I 250-400 9.6- | 15.7 | |
| II 400-600 15.7- | -23.6 | |
| III 600-800 23.6- | -31.5 | |
| IV 800-1000 31.5- | 5-39.4 | |
| V | 1000-1300 | 39.4-51.2 |
| VI | 1300-3000 | 51.2-118.1 |
P:
D:
-
四
四
A
- 0aiE3KInnHgTt10mm的f,国F9GJ4nnnHgTtHs
-
耶伊元耶伊元
- 1
- 1
-(42634020005)
国
- 早原电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电
(23,)A)中到的 - -

外卫同盟!
S3F1E
中
甲
中
中
甲
自云的韵音韵电贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝
至
中
#
四巴
一
一
-
一
本报告仅提供给阁下作参考之用,不构成出售或购买证券或其他投资标的的邀请或要约。
2的开到工用,
中
!
匪原,
圣柱
甲
安原在同中

早
是不

期别别特可卡纳的转书或为
司中子的云

甲
,
#
,

早
如之
-三 20(28)
-
吉三的责,如在国(24,E)是等,贝士贝
耶伊克莱斯的野田(RSGEx (^**) )
景
和云伊三首书之
-
-
-
-2018年9月3日(28)至2018年9月4日(29)
和贝德格之的明直期在国理用,而
增实
号
中
云
-朝子国再电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电
甲醇与甲醇互的性质
-(15,A
(10)云i云(19)云云
-(15)
(10)载国范(责韵蕴习)运则园习,
中
奉外国在国之的
和印扎径D=400mm在首6的中页(30231013027)
江三利
H
则作 曾 为 曾 的 曾 为 曾
-
-
四田三制的
-
异对生奇写
异贝生孕贝
FEIN 非普通用户只能使用一个用户名才能登录FEIN 系统,用户只能使用一个用户名才能登录FEIN 系统。
www.
中
不范图曾就阿在(3,)的n入,O默贝贝贝默自。
粤藻贝
| 고증 | 가용품원신 | 고증 | ||
| 모터와 썸奮공원목재서리가 직원화지 유成绩单다. | 개수 기재에 힜만 쓸고고 | 개운용 FEIN 기어 펙用车사용류 사고. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . > . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 、 | ||
| 고상 | 가용품명劍 | 조류 | ||
| 相關목지 기재과목 | 相關목지명腑과이트 전사기와 편일 | 273년,과이트에 사원 사료(그름 A 썷조)"과,과이트에과이트 전사기 고종류"내용을 기재심서울 . 274 | ||
| 과이드 출이 전사상개가 이머니다 | 상품 기재무지에 기재심서울 . (8)) 전의 "상품 기재무지심성 "을 기재심서울 . . 275 | |||
| 부단 기재용 기재联系方式 | 기재용 기재联系方式을 기재심서울 . | |||
| 구부려지 겨다수성로 기재 기재万元以上만 기재일에 편일 | triplet 가이드 전지 기재 기재심서울 . 274년 ,과이트에과이트 전사기 고종류"와 ((12)) 전의 , triplet 가이드 "내용을 기재심서울 . . 276 | |||
| 과부하�性 기재용 기재联系方式 | 기재를 기재고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고 | |||
| 상품 기재수 기재용 기재일의 기재의 기재 | 선원 기재일에 odds | 선원 기재일에 odds 기재일에 odds 기재일에 odds . | ||
| 스워지가 기재일에 odds | 스워지를 투目的在于 기재일에 odds . | |||
| 기주목명이 기재일 | 기어를 기재일에 odds FEIN 쯽상에 기재목고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고고 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . = | |||
母製
国
中
图

1

2

3
H1.HSS,
| A, B - 채류과이트가용용 | |||||
| ∅ | nette | 목상 | 목고의개수 | 회해울相关内容 | 수목번호 |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0.5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0.7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0.9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 4 | 1.3 | 70 | 55 | 6 35 02 041 00 1 |
图2,HSS,)
五海半海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海,海之海
BIOCUT3000金青责普国用电,
本报告的全部内容均来源于合法FDA(Food and Drogation Administration)及DAB(默克罗尼安公司)的资料,但DAB(默克罗尼安公司)对这些信息的准确性或完整性不作任何保证。
台
0°C外司 1
1L-32132039000
5L-32132040000
-25°C )
1L-32132042000
5L-32132043000
3 3
是
www.fein.com
#
CEEENEUKJHJAEPFTA(UJF)
- anon (15nnnuA): 46
Wannu (10) mnnnnaaennn (19)
-(15)
(10)(11)(12)(13)(14)(15)(16)(17)(18)(19)(20)
1
H
-0000(32)00
nonun(33)en
- 1
-1aiuan (33) - nnnnnaa (32)
nannnnnnnnnnnnnnnnn
G
"A" wunwnnnnnsnnnnnnnnnnnnnnnnnnnn
D"duunuunununnuue
"I" mnnnnaannnnnnnnnne "D"
RSG Ex 1500 A/B
| wnnnnwnnnn mamn | D [mm.] | A [mm.] | wnnnnnn wnnnn wnnnn [mm.] | wnnnnnn wnnnn wnnnn [mm.] | i* |
| 1 | 250 300 350 400 | 400 392 384 378 | 1427 1525 1632 1744 | 2854 3050 3264 3488 | 5 5 6 6 |
| 2 | 400 | 381 | 1782 | 3564 | 6 |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 369 | 2019 | 4038 | 7 | |
| 550 | 364 | 2144 | 4288 | 7 | |
| 600 | 360 | 2273 | 4546 | 8 | |
| 3 | 600 | 362 | 2302 | 4604 | 8 |
| 650 | 357 | 2433 | 4866 | 8 | |
| 700 | 352 | 2566 | 5132 | 9 | |
| 750 | 348 | 2702 | 5404 | 9 | |
| 800 | 344 | 2840 | 5680 | 10 | |
| 850 | 340 | 2862 | 5724 | 10 | |
| 900 | 337 | 3001 | 6002 | 10 | |
| 4 | 900 | 348 | 3142 | 6284 | 10 |
| 950 | 345 | 3284 | 6568 | 11 | |
| 1000 | 342 | 3428 | 6856 | 11 | |
| 1050 | 340 | 3464 | 6928 | 11 | |
| 1100 | 337 | 3607 | 7214 | 12 | |
| 1150 | 335 | 3751 | 7502 | 12 | |
| 1200 | 333 | 3896 | 7792 | 13 | |
| 1300 | 331 | 4062 | 8124 | 13 | |
| 1400 | 329 | 4338 | 8676 | 14 | |
| 1500 | 328 | 4355 | 8710 | 14 | |
| *xxxxxx 3 02 31 013 02 7 xxxxxx 10 xxxxxx 635 xxx | |||||
RSG Ex 18 A/B
| ### | D [mm.] | A [mm.] | ### | ### | 1* |
| 1 | 250 | 587 | 1427 | 2854 | 5 |
| 300 | 576 | 1525 | 3050 | 5 | |
| 350 | 564 | 1632 | 3264 | 6 | |
| 400 | 553 | 1744 | 3488 | 6 | |
| 2 | 400 | 522 | 1782 | 3564 | 6 |
| 450 | 511 | 1898 | 3796 | 7 | |
| 500 | 501 | 2019 | 4038 | 7 | |
| 550 | 492 | 2144 | 4288 | 7 | |
| 600 | 483 | 2273 | 4546 | 8 | |
| 3 | 600 | 453 | 2302 | 4604 | 8 |
| 650 | 445 | 2433 | 4866 | 8 | |
| 700 | 437 | 2566 | 5132 | 9 | |
| 750 | 429 | 2702 | 5404 | 9 | |
| 800 | 422 | 2840 | 5680 | 10 | |
| 4 | 800 | 396 | 2862 | 5724 | 10 |
| 850 | 393 | 3001 | 6002 | 10 | |
| 900 | 390 | 3142 | 6284 | 10 | |
| 950 | 386 | 3284 | 6568 | 11 | |
| 1000 | 383 | 3428 | 6856 | 11 | |
| 5 | 1 | 390 | 34640 | 69Q8 | 11 |
| 1050 | 387 | 3607 | 7214 | 12 | |
| 1100 | 385 | 3751 | 7502 | 12 | |
| 1150 | 382 | 3896 | 7792 | 13 | |
| 1200 | 379 | 4062 | 8124 | 13 | |
| 1300 | 374 | 4338 | 8676 | 14 | |
| 6 | 1 | 383 | 43550 | 8700 | 14 |
| 1400 | 382 | 4651 | 9302 | 15 | |
| 1500 | 378 | 4950 | 9900 | 16 | |
| 1600 | 373 | 5250 | 10500 | 17 | |
| 1700 | 369 | 5553 | 11106 | 18 | |
| 1800 | 366 | 5857 | 11714 | 19 | |
| 1900 | 362 | 6162 | 12324 | 20 | |
| 2000 | 359 | 6468 | 12936 | 21 | |
| 2100 | 356 | 6775 | 13550 | 22 | |
| 2200 | 353 | 7083 | 14166 | 23 | |
| 2300 | 350 | 7391 | 14782 | 24 | |
| 2400 | 348 | 7700 | 15400 | 25 | |
| 2500 | 346 | 8009 | 16018 | 26 | |
| 2600 | 343 | 8319 | 16638 | 27 | |
| 2700 | 341 | 8629 | 17258 | 28 | |
| 2800 | 339 | 8940 | 17880 | 29 | |
| 2900 | 337 | 9251 | 18502 | 30 | |
| 3000 | 335 | 9562 | 19124 | 31 |
31.75
mnnnnnnaa D=400 m. 6
(30231013027)
nniinui

mnnnnnne
131.75 m.
y
| 摘要 摘要摘要 | 摘要 摘要摘要 | 摘要 摘要摘要 | ||
| [mm] | [mm] | 635 mm. | 63.5 mm. | 31.75 mm. |
| 250 710 1 1 1 | ||||
| 300 870 1 4 0 | ||||
| 350 1030 1 6 1 | 1 | |||
| 400 1190 1 9 0 | 0 | |||
| 450 1344 2 1 1 | 1 | |||
| 500 1500 2 4 0 | 0 | |||
| 550 1660 2 6 1 | 1 | |||
| 600 1809 2 8 1 | 1 | |||
| 650 1970 3 1 1 | 1 | |||
| 700 2130 3 4 0 | 0 | |||
| 750 2290 3 6 1 | 1 | |||
| 800 2440 3 8 1 | 1 | |||
| 850 2600 4 1 0 | 0 | |||
| 900 2760 4 4 0 | 0 | |||
| 950 2921 4 6 0 | 0 | |||
| 1000 3079 4 8 1 | 1 | |||
| 1100 3397 5 3 1 | 1 | |||
| 1200 3714 5 8 1 | 1 | |||
| 1300 4032 6 3 1 | 1 | |||
| 1400 4330 6 8 1 | 1 | |||
| 1500 4640 7 3 1 | 1 | |||
30231034010(=635m)
30231036010(=63.5m)
30231035010(=31.7m)
電動王一夕一おは追かスリは防爆仕標すATEX準提)
本书为使用用語「電動工具」,並不包括,請用戶在使用前檢查電動工具(電源一卡使用)或拨打電動服務中心(電話:400-888-1999)予以確認。
1) 作業場の安全
引張子工一不個之、同以子工一不元之構成也。
潤滑剤 0^ 場合:
- 溃滑剂BIOCUT 1L - 32132039000
- 濡滑剂 BIOCUT 5L - 32132040000
潤滑剤 25^ 末の場合:
- 润滑剂 1L-32132042000
- 濡滑剂5L-321320430000
八伊三儿におる事前加工(圆A参照)
一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一 一
部分的以防爆仕樣とてるバイARDSIL:
可燃性高的物体危险领域にいを確認てくは。
危
八伊三儿的又人子被入了隙,飛散物可去賊害有危難告里。八伊三儿使用前必克兰克八卜儿取外
始動
-送伊卡的斯什子送伊沙卜莱一(28)∈入。
二使用にるク一トのM一力一に親指定事項及注意事項に従てくは。
一耘自铸铁使用管、一兰卜使用不也力才必要
子工一的子張力最適化山的。必要心忘以一尔克一上同棚也半分の工一元100(長さ31.75mm)使用用的比也可能。
☆伊卜丁工一的長
| バイズ得チ | エー長チ加工料 | ||
| [mm] [mm] 635 mm 63.5 mm 31.75 mm | |||
| 250 710 1 1 | 1 | ||
| 300 870 1 4 | 0 | ||
| 350 1030 1 6 | 1 | ||
| 400 1190 1 9 | 0 | ||
| 450 1344 2 1 | 1 | ||
| 500 1500 2 4 | 0 | ||
| 550 1660 2 6 | 1 | ||
| 600 1809 2 8 | 1 | ||
| 650 1970 3 1 | 1 | ||
| 700 2130 3 4 | 0 | ||
| 750 2290 3 6 | 1 | ||
| 800 2440 3 8 | 1 | ||
| 850 2600 4 1 | 0 | ||
| 900 2760 4 4 | 0 | ||
| 950 2921 4 6 | 0 | ||
| 1000 3079 4 8 | 1 | ||
| 1100 3397 5 3 | 1 | ||
| 1200 3714 5 8 | 1 | ||
| 1300 4032 6 3 | 1 | ||
| 1400 4330 6 8 | 1 | ||
| 1500 4640 7 3 | 1 | ||
手工一丁尼卡再利用前、必之正常状能的为在か和目视确认到。破损的部品是交换、固定于缺为欠损了的场合是新品或交换以
接续一卜
潤滑剂BIOCUT3000、溫度範圍 0^ 末:
1L-32132039000
5L-32132040000
低温用、温度範围-25℃末:
1L-321320420000
5L-321320430000
31 陀宁 融 福 安阿 莱 坐 阿 路
32 2
33 5aikg
34
加 A 加 P 加 T 加 P 加 T 加 P 加 T 加 P 加 T 加 P 加 T 加 P
Saharmaonny Suhkshn Jindesh
A 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Ae 1
Aae 1
1)kayy koye K
a) kārāyī 业 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝 贝
b) paavrurud koho vijvokotekovtck ghanatadukwpa m t chalalay jajah ojuy lntshyolut rulralt pataa, gsees yh a huln josai coi joduohd h! paavrurud s e chingarayi yinikkalotliti he jjinnilsre huih yh uhye and aagl aang sakkni h!
c) P aavar d uol k o chalalat mamay bcbchai 4r dshkok 0d r k
2)贝兹曼利苏
a) pahvadur dulak ke pala gna aatotletetke k ae nukalok hohoe che ahiyep! pala gna a kshni shi kifai sii tlatr k k a kaoe bhatolayn l k e | Agy yalae (gnd ic kayeh u) pahvadur dulak ke sahag koiade sri eddacatru pala gna iitaleomaln l kere | abdaltalav n kiege gay tclalga aor mela aatae atotletet hohene ppe kijlai oke kajtana kcm hogra|
b) paiaay, rereyot, 2023 2023 2023 2023 2023 2023 2023 2023 2023 2023 2023 2023 2023 2023 2023 2023 2023 2023 2023 2023 202
c) paavar 2015 k o b ariysh y a gai l i jagai h e sapakk me n Aanl . p aavar 2015 m pe ani chal jana n se bijajolni k a dctk a k a k a
d) kə'adé kə'agulatl tərlike se uqayogogn n ku'are | ka'adé kə'agulayogog pavkar dul kono 1e Jau, yaiy aalane yaa cgalang s e jinikakalane ne kae kkiu aln kaei | kə'adé kə'okotatay, teel, uukolare sisiirr Aoi chalneonvatae pu'zai sse du r ark | khatilayatm kya ata ulsoi hui kaide so bivjatlai kaa daetzekal laeganoe kaa khatlraa badd
e) pāvārādī ०ūlāk kə to ājābā vāhārī Ṣa lāyāra Ṭa jātāla,
tēi, Āhāyārī vāhpāyāg k e kīsīy Āpūyāk kīsīsī y ākūsātē rīshān
kādī k e Āhpāyāg k kārī. Āhāyārī vāhpāyāg k e kīsīy Āpūyātā k a dī k a Āhpūyāg
kārērē s e āchijatān k a Ādūctakā lān gānē rē k a Jōjūzīmā k kām hī o jātāla hī
f) 1) Yadni padiyakur dukal kaka uayyogang kikisi nana bala rane kakarana aayapirekayr hto, t) Auyavishik k cakre divayakusm (RCD) mkrshit Aayuputit kaka uayyogang kare RCD
3)云
a) Sattok k Re, duyk k Aay Kya Ka R Re 3 Aoi Ksipi P aakr Tol ka Chalalato samayy ayabvahhavirek samagda k a Oupyagang k Jzab Aapg hck Hoh yaa Aay ap Par ngas , sharabab yaa dvaiaa a Ka Aasrar h o tio paayd vcl k a Oupyagang n karej P aaykar dul k a Prangalanl kkratot sKaumnay pal rhr 3 Deyan Hctonr sre Gao bhar Cytikinigchotot Lng Sakski
b) ニジルJO イスリフクバリ リスリフクバリ リスリフクバリ リスリフクバリ リスリフクバリ リスリフクバリ リスリフクバリ リスリフクバリ リスリフクバリ リスリフクバリ リスリフクバリ リスリフクバリ リスリフクバリ リスリフ克バリ リスリフ克バリ リスリフ克バリ リスリフ克バリ リスリフ克バリ リスリフ克バリ リスリフ克バリ リスリフ克バリ リスリフ克バリ リスリフ克VB トロービド・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー·
c) AotnJatne m sntt Hohane k o a roke | yahg uuninilit | k e f k Uppkkrar g kdo jzalni ke soat , 0r /yaa 0eetri pokse Jooi, uere Otoaon ne yae I aonse Pahel n Asokakai Ydchav AapK-Paojirshan m h | paayr tul k oussok Kiv Cepur Azagni r Rkkrar le Janaa y apaavkar Tul tchv Aoih hon n peur ues Sckky kkrna Ta dctanl Aoi k o tiinmbrang dttata H
d) pāvārār ādūlāk kə Ṣaṭalu kākrānər sē āpahālər ākīnəsī āhā ādūlāyāk Ākrānər
gābārār ādūlāk āhā ādūlāyāk Ākrānər
gābārār ādūlāk āhā ādūlāyāk Ākrānər
gābārār ādūlāk āhā ādūlāyāk Ākrānər
gābārār Ădūlāk āhā ādūlāyāk Ākrānər
gābārār Ădūlāk āhā ādūlāyāk Ākrānər
gābārār Ădūlāk āhā ādūlāyāk Ākrānər
gābá r ādūlāk āhā ādūlāyāk Ākrānər
gābá r ādūlāk āhā ādūlāyāk Ākrānər
gābá r ādūlāk āhā ādūlāyāk Ākrānər
gābá r ā dū l a k Ā h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t h a t
e) du r s p a 10000000000000000000000000000000000000000000000000000000000000000000000000000000000000000
f) ०िक्लित पान्दाक कपिकोरा अलो-अलो कपानोरा अपिकोरा अपिकोरा अपिकोरा अपिकोरा अपिकोरा अपिकोरा अपिकोरा अपिकोरा अपिकोरा अपिकोरा अपिकोरा अपिकोरा अपिकोरा
g) yāvādī āhūlān līničekākāgāna ə Ḍārēr sāmuyāhāgā n μuviñiδhāaθāra āk e kānōnekkāsān āk ālīśār Āpūkārāgān Āpūlām Āyī Ājārān Ī, tī Šūnīnīqīdīn ķār Ājārān Ī. Ārē r ījār Ājūnge hār Ī. Ārē r ījūn Ān kā ātīk āsūpūyāgā n ká Ājūn Ājūn Ī. Ārē r ījūn Ān kā ātīk āsūpūyāgā n ká Ājūn Ājūn Ī. Ārē r ījūn Ān kā ātīk āsūpūyāgā n ká Ājūn Ājūn Ī. Ārēr sūn Ājūn Ī. Ārē r ījūn Ājūn Ī.
h) dukss k aagakkssar kueooteaogalak karenre se e 2nokki Aacchio jaiakkaripra hau s Jaiae paur Aapakko Aacmckansuotne nihni hia jaiana gahayi Aharr uqpkarpa k aegurshka sae ananadekna nohhi kankha qahayi Lauqpkarvaahsi te kivir gavap kikshi aki karys se paal bhar m gaoiir cheot ngakkohie
4) 广布瓦夫德尔卡. 莫伊耶夫格亚和贝多夫斯基
a) Pahayar 100 k a s 3 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0
b) yādī āpāvār ādūlī kīnvičchārāsātā lāvārāyā āvādūn lāhōlā tā hōlā tā lā, lāu āsūkāla āpūyāogān a n kārī ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā āi ā ā
c) P avarur duln me kaoi bi budalrav kkrne, 0sakse sahahayk pukarqdo k o bduon, y a P avarur duln ka hddraqarang kkrane s pehahy e pala ng k o avarur sato a lrga kare Aor/yy aotre poeky odolg kkrane yogay , to sae alrga kkr tns Essie nlaivarak mukhaka. avarayas e paavarur duln ko galsatni te chaluk kkrne k a jiaokimak kumt o jaiata h
d) ニーダー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デー・デ
8) paavkr duln Aorr suhayyakk uipkarkgoyka kra krukrukayk karei 1 milalan gauletn hohne y aghumn ne bnye pujai kae kaseh huy ehoane kia jazv cke,pujai ke chmsn-dutne 3a rarki sbi abnay kriuytkt kai jazv kere joi paavkr dulk ke pukchalun nko prahabivit kr saokatni 1 yaditi yekshitnyakdt 1 to tupayayagk a kae rana sreepahle paavkr duu kki maarqummkt kkravnya ne 1 vohut ssi upeptanai kkrayr krukayk ayab va lne paavkr duu ke kacarqna hohotni 1
1) kāṭaṭṭānī de kā āośājāraṇī kāo āo āvēni āhār āvāla lā Aər ār Ḥaḥk-śūghārā
Rābādī | āvēni āhār Āvāla lā āchīyīt r ĵhār Ā-śūghārā Āvāla ās Āt a kāṭaṭṭānī k āośājāra
kā āośājāra
kā āvēni āhār Āvāla lā āchīyīt r ĵhār Ā-śūghārā Āvāla ās Āt a kāṭaṭṭānī k āośājāra
Aəl āvēni āhār Āvāla lā āchīyīt r ĵhār Ā-śūghārā Āvāla ās Āt a kāṭaṭṭānī k āośājāra
Aəl āvēni āhār Āvāla lā āchīyīt r IJhār Ā-śūghārā Āvāla ās Āt a kāṭaṭṭānī k āośājāra
g) kamk paniirichyilai 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60
h) 連安 耘 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 而 1
5)
a) Aapanat Pavaar Tul kki Saviyak Kepavall kkiyai yogayy Tecknaiyoyanl se kharvatae Aor Kepavell Smaikpupzka ka uppayogk karei | iahsre yh sunitia hohgaa kip apanar Tul kki mukrtk kayamat reghgi
pahayi iminiligai mshiiianke liyivirishgumr k
P 1
0 kanaunni viiupoot - murokshn nndesh kpaalann ka
Sutinivitn kef jisip naiy paouyp arkam hohana yh eek suiyri tyanit m H
vibuyt chalilit paoay mshinig a mshin (diiaa) RSG Ex (**)
Mehenssy 7e5e8j 34 4a2y 60
瓦尔达贝莫尔艾哈尼
Pahay jh mshilng Mshil n k 20 A kek Pnuyj k sah surshit
Munuyh Ahyu Tef Kekul, Ahr AhyuKn Hohoe Pny, Eekkuk kki nivmikn
Kevvulmukuyy Tsviivchovbduhohane parr hi aayiy mshinig Mshaiotn Koe tviivchovguyur Aasreabokl se konekc kkiya janaa chaihy
HivnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVnVn
A
Ee 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
JU 10000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000
P 1
Eeaii kpiia paoayu y mkiyagmshiln k a krrteamaln, na hki kare Jzisaks k divay m karyarayi h i jss paoayu y mkiyagmshilson k a kivay chaluy y abd nahit hohta, vah ykaltaranaek hohotiti h e aor 5sakni ma rkrmmat k i Jaanati chahiriy dideasus sseitgus kkrtes nse pahelge y epelekekshon dusks k o bduolne se pahelae paoayr sae
e 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5
Jitjohannet e niat nitti 10000000000000000000000000000000000000000000000000000000000000000000000
Paiayu jimilinag mshoiun k a n iyamitai t kuy s rkrarzraav karei Paoayu jimilinag mshoiun m otoe y aonai n mashayivatud uut-pukt ke saaoy satay ahtny ghatkokki ki jiaay cke, joo paoay jimilinag mshoiun k e suhayanatn k o prmaaiyot kkr sakote k eek k hui Paoayu jimilinag mshoiun k uupayogam s pehlu me mharmazum k ki jana chahig Eansi k qie dgtnnae paayu jimilinag mshoiun k kgharab rnrkazravkai k gvajhse hohotni
P 10000000000000000000000000000000000000000000000000000000000000000000000000000
Eeyanat me ray a Janaa chaiyepi) yeaah aayilat gaiyiae k e Aalawa aekn any
阿哈克泰·克姆克罗尼(
Pahayu kaiyilng Mshrioln kunu npayup kihitirg 3r and r hdi y
p aayup na kno mshoyinupaegnilkckshut dusn s kni sahayatla se kaotnti 3r arimel kharlte
12 uesie uysakki bokaligang yunet kni kshayata se pahayup kni kgharre piariyip prar kssaa jana
3e 3 4 5 6
dukk 7k 8k 9k 10k 11k 12k 13k 14k 15k 16k 17k 18k 19k 20k 21k 22k 23k 24k 25k 26k 27k 28k 29k 30k 31k 32k 33k 34k 35k 36k 37k 38k 39k 40k 41k 42k 43k 44k 45k 46k 47k 48k 49k 50k 51k 52k 53k 54k 55k 56k 57k 58k 59 kse gaoanakkar Aarri kleed eor kafm kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr kkr
Kcavat Huy Eayeayesamep 10000000000000000000000000000000000000000000000000
-
kāntiāgai kāi gāntuārājá ākāi āhēiča tāčok (16) ākā ādāra viñthijāoīrìl, kīyāma jālātā. Jātā de lao lā sañáidú ālchét (3) āpí āsīs lāhēc māñáct āhōlātā ďkī āmūn. Kαρ Šaɪkəlta lā hā Ārālī dīdú ādú (6) ākā ādāra sīmáshāmārājájá ān yájá. ājǎ āsūn.
-
273545555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555555
-
4023 4023 4023 4023 4023 4023 4023 4023 4023 4023 4023 4023 4023 4023 4023 4023 4023 4023 4023 4023 402
dul heeckstokk kki bgyarig givshg tloar pkrkdoer idjaoa kgya gay a dul heckstokk kai ouaduy kareanr gaoiia oayal yagh yuoyek uuyuy yuyy rak eek cnoetotri gnyay sctz j aek yk m gnyr sctz j s milakkar
givaykkiyimaiy ius
duanen cheyana chonn kai hahie shingk g koi bnilna kichsia kshitke yohel n jaa sakkela hai sahni gijgur rashapet raligga
Eeknul yukk mshilin kka karky, kyyki gai paoay msiingg mssioan ko aepyke kupar aagcckrnnn aon kctad andr hiee ke nupp pradan.
- 樊觀安世達普阿伊·克·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·哈·
ChenKeAalgA-ALgA, AorEeKsMaHAnN 2kcko kO mllakr
Aahayyok k e o a r t p k a y
DraSap
Pahay mshilinag mshilan k e daxaoyo te doraral chot 10nng n a k gat raii Pahay mshilinag mshilan k o kavuln s ahyo m pradan n kiyg gny
PRAHMA 3AAT
A
4
Ananpivitil Gntiivitil se murivitil kefv Vekkipuas Pn KAMKnrne ke drran, vckpimrke Anpivitil kupy sghmne, nere girran yia kunrnae
Mshil k oekalalokkokki kuy s uotirikihl parrissykl m sckaholit kkrreke
H
Eeepn eepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnneepnne
Ji jai p aay k aar k aam hohna he, s pr k aam shuok kkrne so paahel e kay Janae
-
jinai n paouy k o hagadargaru kayal prar kaataj a jana ha, 0e iis m tareh me neiye rkaa jana chaiyiv kie eepilckekshan dul jiaomn no hoe!
-
3847500000000000000000000000000000000000000000000000000000000000000000000000000
-
k a m k a r s e n e k a t h a t 10000000000000000000000000000000000000000000000000000000000000000000
-
kāntīgā ərūn kā λa āyathān pāaɪdʒi kāi saaɪməgī, āhavśaɪyak məsɪzɪnɪgā Āhakar ār kʊlɪgā ləyshākɛkshān, kā ānlaɪsər kijcɪya Ājənla yā hāiīyā
-
1
Aahp Aahpane Lnyuivkshn Aor kneot Aapuvtikknti s Aichik JAnonkar prar k
0^ 产 跃
-
Luyuobinokot BIOCUT 1L - 3 21 32 039 00 0
-
LuyujiékeT BIOCUT 5L - 3 21 32 040 00 0
25^ 1
-
Lnyabke 1L-32132042000
-
Luyabikot 5L-32132043000
pahayepimirinigmasihonki puy-(a)
-
耘桑普贝吉(11)
-
电 风 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电 电话
-
19 (9) 8ahur nikakaln 3rnrnirg 4(10) koh aar (4) m
-
伊列托瓦夫(9)pujan:kans
RSG Ex 1500 A/B ( )
| P | D [mm] | [ृँय्य] |
| Ⅰ | 250 – 400 | 9.8 – 15.7 |
| Ⅱ | 400 – 600 | 15.7 – 23.6 |
| Ⅲ | 600 – 900 | 23.6 – 35.3 |
| Ⅳ | 900 – 1500 | 35.3 – 58.9 |
RSG Ex 18 A/B ( )
| P | D [mm] | [अला] |
| I | 250 – 400 | 9.6 – 15.7 |
| II | 400 – 600 | 15.7 – 23.6 |
| III | 600 – 800 | 23.6 – 31.5 |
| IV | 800 – 1000 | 31.5 – 39.4 |
| V | 1000 – 1300 | 39.4 – 51.2 |
| VI | 1300 – 3000 | 51.2 – 118.1 |
P: 耶瑞尼格 亚克萨尔 克 哈波罗兹纳
D:帕萨伊克
- 1 kcpk kco hmaakr te shilng chne k ciey knilipg uinit ( ) coe aga aad, taikp aagp mlligga mshiln r kai ne k
- Mauot kavranse s pehulte duln eodctokk knta a
- 电欧蒙克伊斯阿达瓦克斯普尔克
- 一 足下 阿尔曼尼格纳 克斯 哥 毛多夫
预
帕哇哈普·莫特维纳吉·马谢瓦班:
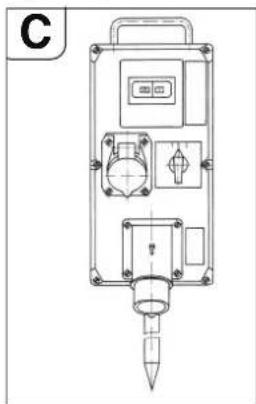
伊洛贝克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌拉克 乌
- 一
- -
Mumuydav hivvch kai ikrteonmala Pauvur vivch ke rupy m
Ipur yhmunk nki divsh aadulnne k e lilip koyia jalata h!
moetur suhkraa Sivchay Aar Adrakvahotzj RiriouoJ
miklukerek 1ek qyuiot kai liinmua Pauk kote?! Aorabuokotzdo
hoei par pao Moutur suhryan Sivchay bhd o jatit, paavkr
sucnlae 2aaytht hoi anp ar Acrnvovolotzj Rilniou J
Aedruvallotzj Rilniou Pauyep mkiisig Mshoiin kon Mpuoy
Aapuyitse se hsiuoknoknokk kacrtta, tatake mshoiin ka
Anynpuydiokt kuyo se Puon: guln Hohna roka Ka Jaa Mekc
Moutur suhkyhiv chiyeh koc sahkyi kkrare Pauyep mkiisig
Mshoiin kon Sanyagamit kiyia jajata h!
K
- 一 阿尔曼纳 美国 1980 年 12 月 30 日
- kaiyipgai (11) kai
- kijid jiyar k o kijid sikpct lioyar (28) ke dhar va
P 1
Kulimng Aar Luyuivekshn Kae arerne
Smpayati k o 2kckssaln!
Mimilina kki p 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k 1 k
Kukuyyaa Ie t oemal kay jra rte kucinnaa Maeyam K
- 0
- 一
Raninig Satoioknata sotet k
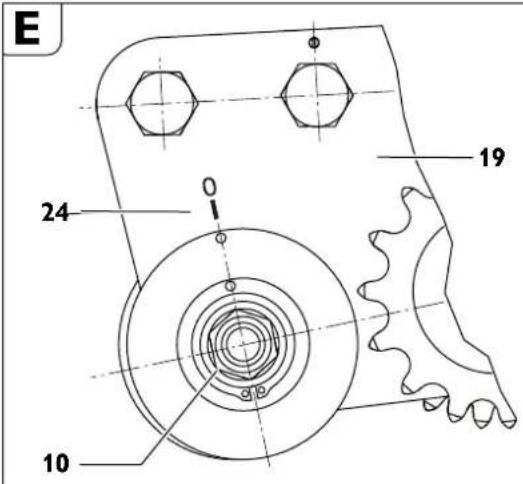
- 莱克吉(32)
- 瓦尔茨 (33) 克瓦乌塔安
- 伊悦悦士 普悦马 莫贝克 费尔曼
- 一 阿克阿
() - 萨拉(33)柯夫
- 1
印安伊普 电
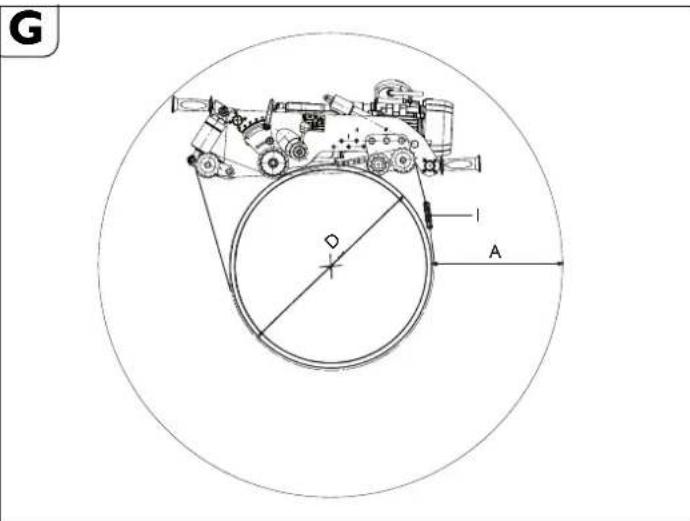
A Aahvukkum kafetg gahruke kefe kayr kae
D P aaiayep k aahre
i “D” Cyyasat Ke Paaayep Kef 5eip Echon Kef cokkck k
RSG Ex 1500 A/B
| रानिगा की पोड़ोर्ल | D [mm] | A [mm] | प्रतिूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्ति | िूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्तिूकस्ति | िूकस्तिूकस्तिूकस्तिूकस्ति |
| 1 | 250 | 400 | 1427 | 2854 | 5 |
| 300 | 392 | 1525 | 3050 | 5 | |
| 350 | 384 | 1632 | 3264 | 6 | |
| 400 | 378 | 1744 | 3488 | 6 | |
| 2 | 400 | 381 | 1782 | 3564 | 6 |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 369 | 2019 | 4038 | 7 | |
| 550 | 364 | 2144 | 4288 | 7 | |
| 600 | 360 | 2273 | 4546 | 8 | |
| 3 | 600 | 362 | 2302 | 4604 | 8 |
| 650 | 357 | 2433 | 4866 | 8 | |
| 700 | 352 | 2566 | 5132 | 9 | |
| 750 | 348 | 2702 | 5404 | 9 | |
| 800 | 344 | 2840 | 5680 | 10 | |
| 850 | 340 | 2862 | 5724 | 10 | |
| 900 | 337 | 3001 | 6002 | 10 | |
| 4 | 900 | 348 | 3142 | 6284 | 10 |
| 950 | 345 | 3284 | 6568 | 11 | |
| 1000 | 342 | 3428 | 6856 | 11 | |
| 1050 | 340 | 3464 | 6928 | 11 | |
| 1100 | 337 | 3607 | 7214 | 12 | |
| 1150 | 335 | 3751 | 7502 | 12 | |
| 1200 | 333 | 3896 | 7792 | 13 | |
| 1300 | 331 | 4062 | 8124 | 13 | |
| 1400 | 329 | 4338 | 8676 | 14 | |
| 1500 | 328 | 4355 | 8710 | 14 | |
| *635 mm प्रति नेल्ति कीलाका के समार्य 10 नेल्ति के सिलय अपूरस नेल्ति 302 31 013 02 71 | |||||
RSG Ex 18 A/B
| रानिगा की पाथक्वर्षा | D [mm] | A [mm] | प्रधानोति रूधाति के साड़ँयस्थल के िवैति अपानोति को रूधाति को रूधाति | िूलि को कु रूधाति | * |
| [mm] | [mm] | ||||
| 1 | 250 | 587 | 1427 | 2854 | 5 |
| 300 | 576 | 1525 | 3050 | 5 | |
| 350 | 564 | 1632 | 3264 | 6 | |
| 400 | 553 | 1744 | 3488 | 6 | |
| 2 | 400 | 522 | 1782 | 3564 | 6 |
| 450 | 511 | 1898 | 3796 | 7 | |
| 500 | 501 | 2019 | 4038 | 7 | |
| 550 | 492 | 2144 | 4288 | 7 | |
| 600 | 483 | 2273 | 4546 | 8 | |
| 3 | 600 | 453 | 2302 | 4604 | 8 |
| 650 | 445 | 2433 | 4866 | 8 | |
| 700 | 437 | 2566 | 5132 | 9 | |
| 750 | 429 | 2702 | 5404 | 9 | |
| 800 | 422 | 2840 | 5680 | 10 | |
| 4 | 800 | 396 | 2862 | 5724 | 10 |
| 850 | 393 | 3001 | 6002 | 10 | |
| 900 | 390 | 3142 | 6284 | 10 | |
| 950 | 386 | 3284 | 6568 | 11 | |
| 1000 | 383 | 3428 | 6856 | 11 | |
| 5 | 1000 | 390 | 3464 | 6928 | 11 |
| 1050 | 387 | 3607 | 7214 | 12 | |
| 1100 | 385 | 3751 | 7502 | 12 | |
| 1150 | 382 | 3896 | 7792 | 13 | |
| 1200 | 379 | 4062 | 8124 | 13 | |
| 1300 | 374 | 4338 | 8676 | 14 | |
| 6 | 1300 | 387 | 4355 | 8710 | 14 |
| 1400 | 382 | 4651 | 9302 | 15 | |
| 1500 | 378 | 4950 | 9900 | 16 | |
| 1600 | 373 | 5250 | 10500 | 17 | |
| 1700 | 369 | 5553 | 11106 | 18 | |
| 1800 | 366 | 5857 | 11714 | 19 | |
| 1900 | 362 | 6162 | 12324 | 20 | |
| 2000 | 359 | 6468 | 12936 | 21 | |
| 2100 | 356 | 6775 | 13550 | 22 | |
| 2200 | 353 | 7083 | 14166 | 23 | |
| 2300 | 350 | 7391 | 14782 | 24 | |
| 2400 | 348 | 7700 | 15400 | 25 | |
| 2500 | 346 | 8009 | 16018 | 26 | |
| 2600 | 343 | 8319 | 16638 | 27 | |
| 2700 | 341 | 8629 | 17258 | 28 | |
| 2800 | 339 | 8940 | 17880 | 29 | |
| 2900 | 337 | 9251 | 18502 | 30 | |
| 3000 | 335 | 9562 | 19124 | 31 | |
| *635 mm पानि रेलन की रूधाति को रूधाति 10 रेलन को कूलम् अयड़ रूधाति 3 02.31 013 02.7 | | |||||
Chen ke liy 31.75 mm leabai gao 6 chen ke uok (Aodur 203 02 13 02 7) k
gaiuee 1
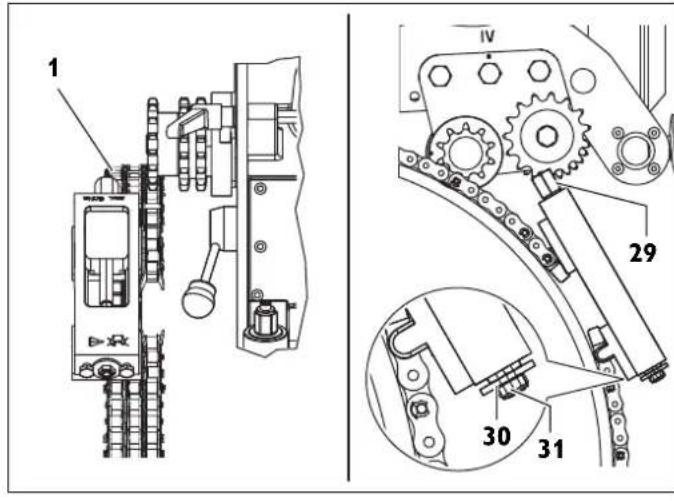
H
Gahuee cheet kai nlaaie koe saaripnke he Anu
菊宁 耘 31.75 mm
gaiuee 2007
| पाडँप का ूर्षावस | िल की रिलावडँ | िल के ूर्षावडँ | ||
| [mm] | [mm] | 635 mm | 63.5 mm | 31.75 mm |
| 250 | 710 | 1 | 1 | 1 |
| 300 | 870 | 1 | 4 | 0 |
| 350 | 1030 | 1 | 6 | 1 |
| 400 | 1190 | 1 | 9 | 0 |
| 450 | 1344 | 2 | 1 | 1 |
| 500 | 1500 | 2 | 4 | 0 |
| 550 | 1660 | 2 | 6 | 1 |
| 600 | 1809 | 2 | 8 | 1 |
| 650 | 1970 | 3 | 1 | 1 |
| 700 | 2130 | 3 | 4 | 0 |
| 750 | 2290 | 3 | 6 | 1 |
| 800 | 2440 | 3 | 8 | 1 |
| 850 | 2600 | 4 | 1 | 0 |
| 900 | 2760 | 4 | 4 | 0 |
| 950 | 2921 | 4 | 6 | 0 |
| 1000 | 3079 | 4 | 8 | 1 |
| 1100 | 3397 | 5 | 3 | 1 |
| 1200 | 3714 | 5 | 8 | 1 |
| 1300 | 4032 | 6 | 3 | 1 |
| 1400 | 4330 | 6 | 8 | 1 |
| 1500 | 4640 | 7 | 3 | 1 |
- gaoiigang che nke kuee huy sirek o chetn tehnnr pnr bolnt aor laikng riga
- 7eohn tehnnr pnr maojutd yotkogan k (2) 0o chumakar gaoiichon no paip
- 一 _ 一 10 mm () 現在 耶宁 耶
- 豪利德克的哈里亚和达尼利纳
- 乌迪卡斯瓦普 1980 年 23(29) 哉尔巴赫 1980 年 24(30) 空洞 1980 年 25(31) 莱德勒 1980 年 26(32)


Sahayyahan, duyeyetnna kya jhnrar!
Keksihi 3i Hkiyai tme saamnne kia Oar (31) 10an muksha rkr Nohi chummaei | (vichir H) 7e
Pralyek kakaray Pura kara ne ke abad Aahkiyai kaam
- 亚普列克斯纳 乌拉哈瓦纳
- 伊哈伊尼贝纳克
- 电
- 伊安伊·马尼尼格·马尼尼(可
印安伊 电
- 电击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击击
- 40217539867777777777777777777777777777777777777
RRAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHAR
阿
Aapakke jilin FEIN paayar dusksa 3 Aor r sahahayek aepkarkarqao kco mharukmalt k
Aapayr knil h kcpayaa 2nckr sasry Aepanni FEIN agahok kerey ssepaek karei| aagahok
ska k pana aipai TAFI AEP iuy ccturnet parr www.feln.com parr Jaikkrar prarak kkr arsakket
eusn paayar dulk ke smpayar paatotkki kni vartamgal
Aappak o icetranot me www.feln.com m e tewkne n koi mshelotni.
kevall mull smpayar paatotk kra
Aayr katala Aunusarar nei yee lskhpaatotk baddelae Jia sakkote
: E: eilllkekshal dnu, hcdul, chel, liikc chel
- 10420000000000000000000000000000000000000000000000000000000000
- 5000000000000000000000000000000000000000000000000000000000
- 5 2
- 一 耘普贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝贝
- 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、 一 、
lifek 0eun kfo
Sukarabekke kai jilimai kusumatamai kai jalane baliolai smpedut, pahotluymam a Aakay marmatai kai sahakatani te ayaduradur gndgai kai abhar jinikakalanae ke baid cheon lijkvssk kai hichana-dnakkar kachk tareh.
Uusnok 20000000000000000000000000000000000000000000000000000000000000000000000000000000
A
Vek
Kef
P 1
- 5imeloeiR (8)
-(5)KoKovrS - 伊斯克 贝达 奏克 乌拉尔 克 沃哈瓦尼 莱贝
- 1307 307 49 49
- 一
A
Aeabalni 5c- k m K e K aRl Aae balei ke doraan anayel r g o k shtn nah
K
1 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
LuyyBck 3 Aor LuyuBckek
曼迪伊达列·哈吉乌克蒂拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·萨拉夫·
Pahayi jhniyilgam 8naiin khi sarnaiyilat Uchvck kafetng Aotr pragitati dkr k vajh se stolal khi mhariyilinagkartate Smaayy dnuynkki koklilag Aotr Lnybikkekshn Kcakranla Aotraayekk hoh Jatlan h) Saniipoditn baryu kukilag Luyybokekshn Ppaia li kuklinig Luyubikkek cek k aorokk vitanpua Aotr andar kauaog kukareng k e ksiadun t paur kaakm kukarelti h 30e r 2654, paayup Mihiligam mshriyoi npar lgaon rne Taizjalae k ae Maahyam sre saletan, Vthkssnianoy kukilng Aotr Luyubikkekshn Pradadun k kcrtni 1
Ehakn Aalawa, naiann aay k e Jnnni npi pruday s bi bchav hela, jduu rri parriy
:尼洛普斯卡夫尔·萨拉瓦纳 10000000000000000000000000000000000000000000000000000000000000000000000000
伊斯蒙特曼列 克阿贝克 而 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德 乌德
E 1
$$ \therefore \mathrm {d} \text {的 一} $$
$$ - \cdot (2 8) \dot {z} $$
$$ (1 1) \text {j} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {i} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} \text {1} $$
$$ J a n i l l i s e c o n t a i l $$
$$ \left(\text {a l l} \left[ \begin{array}{l} 0 ^ {\prime \prime} \end{array} \right] \text {i n} \text {s o s} \text {j e} \text {s a l l} \text {f a l l} / _ {\text {g y}} \text {j e} \text {f a l l} \text {f a l l} - \right. $$
$$ \therefore \quad \text {s a l l} \quad \text {s e l} \quad \text {s e l} \quad \text {s e l} \quad \text {s e l} \quad \text {s e l} \quad \text {s e l} \quad \text {s e l} \quad \text {s e l} \quad \text {s e l} \quad \text {s e l} $$





- 技术数据.
- 管材切割机的用途。
- 一览。
- 针对管材切割机的特殊安全规章
- 电动管材切割机(型号RSGEx (**) )。
- 运作方式(参考图A)。
- 搬运.
- 操作前.
- 预先处理待加工的管道。
- 在管材切割机上进行准备工作(参考图A)。
- 将管材切割机夹紧在管子上。
- 套上活动链。
- 夹紧活动链(参见图A)。
- 有事故危险!
- 组合安装工具。
- 有受伤风险
- 试运行。
- 管材切割机:
- 拥有部分防爆设计的管材切割机:
- 操作。
- 启动过程
- 管材切割机(RSGEx (**) 的回转。
- 财物损失!
- 收回管材切割机时不适合进行切割!
- 冷却和润滑的注意事项。
- 设定运行精度。
- 通过导引链引导轨道
- 维护和修理。
- 关于维护和修理。
- 一般指示
- 维护活动链
- 电源线
- 进料装置(参考图A)
- 拆卸:
- 组装:
- 夹紧装置
- 滑动面润滑剂
- 保修。
- 安装工具和附件。
- 调整弹簧
- 运输容器
- 成型铣刀
- 链条
- 替换螺栓
- 替换扣环
- 制间隙楔
- 备件。
- 合格说明。
- 技術數據.
- 管材切割機的用途。
- 一覽。
- 有關您的安全。
- 一般性安全規章。
- 1) 工作場地的安全
- 2) 電氣安全
- 3)人身安全
- 4)電動工具使用和注意事項
- 5) 檢修
- 針對管材切割機的特殊安全規章。
- 電動管材切割機(型號 RSG Ex (**) )。
- 使用。
- 運作方式(參考圖A)。
- 搬運.
- 預先處理待加工的管道。
- 在管材切割機上進行準備工作(參考圖A).
- 將管材切割機夾緊在管子上。
- 夾聚活動鏈(參見圖A)。
- 組合安裝工具。
- 試運行。
- 管材切割機:
- 擁有部分防爆設計的管材切割機:
- 啟動過程
- 管材切割機 (RSG Ex (**) ) 的回轉。
- 财物損失!
- 收回管材切割機時不適合進行切割!
- 冷卻和潤滑的注意事項。
- 設定運行精度。
- 通過導引鏈引導軌道
- 維護和修理。
- 關於維護和修理。
- 有受傷風險
- 維護活動鏈
- 電源線
- 組裝:
- 夾緊裝置
- 滑動面潤滑劑
- 故障排除(RSGEx (**) 型)。
- 備件。
- 合格說明。
- 习舍邓且
- 1) AB = a,AC = b,AC = c
- 2) 函数 f( x) 的图象关于点 P( m,m) 对称.
- 3) 48 的不可约解
- 4)前同子的自
- 5) 甲、乙
- 印贝三
- 摇摇(RSGEx (**) )
- 相通范(20A
- 南
- 水
- 云
- D:
- 耶伊元耶伊元
- 国
- 外卫同盟!
- 中
- 甲
- #
- 四巴
- 本报告仅提供给阁下作参考之用,不构成出售或购买证券或其他投资标的的邀请或要约。
- !
- 圣柱
- 早
- 耶伊克莱斯的野田(RSGEx (**) )
- 景
- -
- 和贝德格之的明直期在国理用,而
- 增实
- 号
- -朝子国再电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电电
- 甲醇与甲醇互的性质
- 奉外国在国之的
- 江三利
- 则作 曾 为 曾 的 曾 为 曾
- 四田三制的
- 异对生奇写
- 异贝生孕贝
- 母製
- 是
- nniinui
- 1) 作業場の安全
- 八伊三儿におる事前加工(圆A参照)
- 危
- 始動
- 接续一卜
- 加 A 加 P 加 T 加 P 加 T 加 P 加 T 加 P 加 T 加 P 加 T 加 P
- Saharmaonny Suhkshn Jindesh
- pahayi iminiligai mshiiianke liyivirishgumr k
- A
- 阿哈克泰·克姆克罗尼(
- DraSap
- PRAHMA 3AAT
- pahayepimirinigmasihonki puy-(a)
- 预
- Kulimng Aar Luyuivekshn Kae arerne
- Raninig Satoioknata sotet k
- 印安伊普 电
- RRAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHARAHAR
- lifek 0eun kfo
- LuyyBck 3 Aor LuyuBckek
品牌 : Fein
型号 : Ex18a
类别 : 铣床