
Ex18a - фреза Fein - Безплатно ръководство за потребителя
Намерете безплатно ръководството на устройството Ex18a Fein в PDF формат.

| Тип на продукта | Фреза за тръби (tube milling machine) |
| Марка | Fein |
| Модел | Ex18a (RSG Ex 18 A/B) |
| Напрежение на захранване | 400 V, 50 Hz, трифазен |
| Номинална мощност | 1500 W |
| Скорост на празен ход (двигател) | 2860 об/мин |
| Скорост на инструмента (според версията) | 35 об/мин (тип A) или 70 об/мин (тип B) |
| Автоматично подаване | 40 mm/min (тип A) или 80 mm/min (тип B) |
| Диапазон на диаметър на тръба | 250 до 3000 mm (според позицията на носещата ос) |
| Дължина на захранващия кабел | 2 × 20 m |
| Клас на защита | I |
| Тип на защита | IP X4 |
| Обработваеми материали | Стомана, чугун (включително с циментова облицовка) |
| Типове използваеми инструменти | Циркулярни режещи дискове HSS или карбид, профилни фрези |
| Смазване на зъбно колело | Масло ARAL Degol BMB 100 или 460 (2 литра) |
| Система за затягане | Вериги с звена с обтегач |
| Подаване | Автоматично чрез червячно зъбно колело с плъзгащ съединител |
| Регулиране на дълбочина | Чрез фиксирана опора за шпиндела на инструмента и градуиране |
| Транспортиране | С помощта на презрамки или най-малко трима души |
| Опционални аксесоари | Пневматично устройство за смазване/охлаждане, ATEX контролен панел, транспортен контейнер |
Често задавани въпроси - Ex18a Fein
Въпроси на потребители за Ex18a Fein
0 въпрос за това устройство. Отговорете на тези, които знаете, или задайте свой въпрос.
Задайте нов въпрос за това устройство
Изтеглете инструкциите за вашия фреза в PDF формат безплатно! Намерете ръководството си Ex18a - Fein и вземете отново електронното си устройство в ръце. На тази страница са публикувани всички документи, необходими за използването на вашето устройство. Ex18a на марката Fein.
РЪКОВОДСТВО ЗА ПОТРЕБИТЕЛЯ Ex18a Fein
HaHH HaФункиониранe(BHHTeФнгураA).
MaunHata 3a 0pe3oBaHe Ha Tp6bN peKe i 0pe3oBa CBO6OAno CTOnu Tp6n HnoJooHn Tp6bONPOBOAn c NOMOua HA metaOpoeKeuu INCHtpymEnTH. C NOMOHTa Ha MOyau 3a 3axBaUHe Ta CE MOHTnpa KbM BbHnHaTcPraHa Ha Tp6bata N O6knaIa Tp6bTa Ha CO6CTBEN XoA. KaTo pa6Othn INCHtpymEnTH ce H3No13BAt UNPKynpHn AnCKObe 3a Metan n PpOPhInn Fpe3epu, Ynnto peKeuHn Pb6Be B3aBnCHMoCt O MaTePnHa Ha Tp6bTa Ca oT 6bp3ope3Ha CTOMaHa NIN TBbpDOcPiabHN.
HactpoBbAteHO HbIb6OuHnTa Hpa3aHe ce IINbPbUba Ype3 naTPOHNHa (16), der in den beiden Seitenplatten (3) KoToH NaRepyBa B ABeTe cTpaHnHHn PIOOH M MoKe Da 6bE HaCTPOeH C NMOUHTa H BAHTOBN BAI (6).
TpaHcNOpTNrBAN (21), KOHTO C NOMOUITa HA TpAHcNOpTHIe KOJIeNA OCHyRbA NOdABaHETo, ce 3a.4BKNKbA OT BAnla Ha HnCTpyMeHTa npe3 DBe YepBAAHN CTENEH Na peDyKTopa.
- IIOaBAHETO MoXe 4a 6bEe BKNIOUBAHO N3KNIIOVAHO C NMOIHTA HIOCTA (28).IIb3rau, cbeAHHTen ppeIpa3Ba peAkykTopa 3a IOaBAHETO OT npetOBAPBaHE.
JaepyBaHeTo Ha BaNa Ha NaTpOHHKa E HnBnHEo C NOBIWeHa yCToHbOCt. PeAkyTOptb 3a 3aABnKBAHe Ha BaNa Ha NaTpOHHKa C MaaHe C MaIeHa BaHa ce cbCTOn OT eHa nPiEHTa NpeBAAk
PePykTOpB e npoektnpaH Taka, ye npn 6nokpuhe Ha Bepurata Da He nOBpeKdA. BCNUKn Banobe Ha pePykTopa NaerepyBat B pONKOBN naerepN.
Pamata Ha MaunHata COCHTa HMa 3a4aHa Da BOAn MaunHata 3a fpe3ObaHe Ha Tpb6n n0 Tpb6ata, KaKTo N da PpeDaba CnInTe Ha pR3aHe N noDAbaHe.
-HacTpoBnBaHToNo BbHnHnAaMaTeTpHa Tpb6aTa ce N3BbPbBa cpeynpaHe Ha ocTa (10).
Bepnnte 3a 3axbaaane Ca cbctabeHn OT OaENH eHaakBn BepnKHN CeMeHTN.
BpOAT Ha Heo6xoAumnte BepnKHN CeMeHTN, pecn. abnxHATA Ha BepnraT a 3a 3axbaaane 3abcn OT BbHnna HnAmetbp Ha Tpb6ata.
IpenacnHe.
B

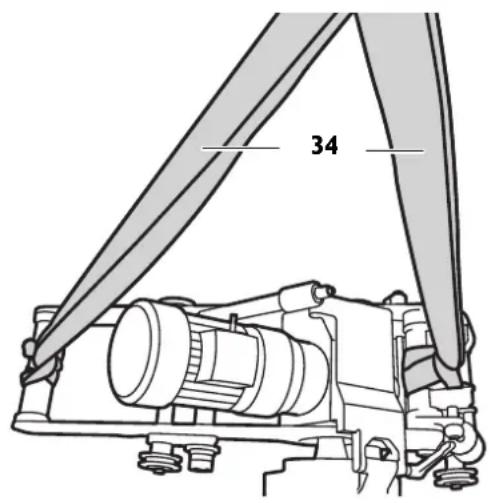
OnachocT O hapaHbAe npn npaeha Ha MaunHata 3a 4pe30BaHa Htp6h. PpeHaee TaMaHATA 3a 4pe30BaHa He Tp6h Camo C BkJIOueHHeB OKOMJIekTObKA t KOJAHN (34) HNI HAI-ManKO To TPN NIIa.
PpeDN BkJIIOUbaHe.

OnachocOT HapaHbAbe BCJedCTBHe Ha HeoayKaBaHO 3MeCTBaHe Ha 06paobotbaHH detaII. PpeH da 3anoHete o6paobotbaHETO My,
OCHyPbBaTe DeTaNla Cpeu HyeoHaBbHO H3MeCTBaHe. Pn O6pa6OtBaHeTo Ha DeTaNla CbIeCTByBA OnaHcOT OT Heo4aKaBO NpeTpKpYbHaBe, NaAHe INN H3MeCTBaHe Ha DeTaNla.

Donycha ce pa6oTata Ha MaunHata cAmO aHO e B TexHHcNCH 63yHOpH CbCTOnHH. IpoBepBaIte MaunHata pNeAe BCKAO BKNUOeBA 3a pAnMHN HOBpeHn nn 3a NObpeAEpa6ToE HNCTpyEMT N KOMNOHeHTN.
N3HOeHn Nn NOBpeAeHn pa6oTHn HcTpyMeHTn KOMnoHeHTn Tp8Ba He3a6abHO da 6bDat 3aMeHHn C HOBn.
IodrotobKa Ha 6pa6o7BaHata Tpb6a.
- Tpb6n, KOnTO ce peKsAT Ha MrcTcTo Ha CknaHpaHe, Tpr8Ba Da 6bDaT NOBAnrHaTH Taka, Ye pa6oTnHT HnCTpyMeHT Da He 6bDe 3aKnHeH.
- Pn IOJIOXEHN Tpb60npOBOAIN Tp8Ba NO pOaBxIKHeH He aHH MeTbP OTCTOHOHTo AO CTHeHte Ha N3KOnA TO BcHN KTH cTaPHa Ea Hau-MaIKo 50 cm, H3MepeHO TO BbHuaTA NOBbPxHOCT Ha Tpb63a.
IobbpxHOCTTt TaBbaAa De NOChTEHAOTaMbPCBAHNIaEMHNMaCi. PpeABaTeNTHeo TnBb6Aa B6De pEmAXHATA MeKoBBPxAHOCTHaIOJaua.
-PexeunHnHcTpyment Tp6Ba a6bE n36paH cb06pa3HO MaTePnaHa
Tp6aTa, Heo6xOaMaTa oOpMa Ha Cpe3a H OXnAaO-CMa3BaTaTeuHOCT.
ItpemaxheTe 3aBapbHn 7eBOBe B 3oHaTa Ha KOenelaTn 3aXBaAsuNTe Bepn.
AnbHnHTeHa MHOpMaJNa MoKeTe Da NOnyHTe OT AocTaBnuNtHe Bn Ha oxJaAaIa-0MaBa3MaJMa PeHApNl. (BNKe CbIoo pNcCNoCo6NeHMeTO 3a oxJaKaDahe Csc CbrCTeH Bb3Ayx 9 12 01 002 004)
Cma3BaM MaTePnAn Pn 0^
-Cma3Baau MaTeepnAn BIOCUT 1L-32132039000
-Cma3BaM MaTePnAn BIOCUT 5L-32132040000
Cma3BaA MaTePnaI aO 25°C:
-Cma3BaMmATEpHn1L-32132042000
-Cma3BaMATEpH5L-321320430000
IodrotobKa Ha MaunHata 3a pe3ObaHe Ha Tpb6n (BmTe Phnpya A).
-OCBO6oAeTe noCTa (11).
-IOBAnHHeTe NaTPOHHnka (16) KaTo 3aBBpTHTe MoAynla 3a peryInpaHe (7) CpbHaTa MaHbena (B Kyapa c HcTpymEnTu).
P3BnHTe UENTPOBAUNTE BHTOBE (9) MONTHPaTte 3aDBHXBAUata OC (10) Cbrrncho DAHHNTe B Ta6Nua (4) HA MCTo CbO6p3HO BbHUNr AnMeTp b Htp6bata.
- OTHOBO 3aTeRHeTe UeHTpOBAuNTe BnHTObE (9).
RSG Ex 1500 A/B (^**)
| P | D [mm] [Inch] | |
| I 250 - 400 9.8 | 15.7 | |
| II 400 - 600 15.7 | - 23.6 | |
| III 600 - 900 23 | 6 - 35.3 | |
| IV 900 - 1500 3 | 5.3 - 58.9 |
RSG Ex 18 A/B (^**)
| P | D [mm] [inch] | |
| I 250 - 400 9.6 | 15.7 | |
| II 400 - 600 15.7 | - 23.6 | |
| III 600 - 800 23 | 6 - 31.5 | |
| IV 800 - 1000 3 | 1.5 - 39.4 | |
| V 1000 - 1300 | 39.4 - 51.2 | |
| VI | 1300 - 3000 | 51.2 - 118.1 |
P: nO3nIa Ha 3aABXBaTaTa OC
D:AnametbpHa Tpb6ata
I3BaTe npncnoc6neHnraTa 3a 3axBaUaHe (1) Ha Bepnnte Ype3 BbpTeHe Ha npyKHHNUR cININHAbp, 3a Da MoKe CNEA NOCTaBHe HA MaWnHaTa 3a fpe3OBAHe Bpxy TpbGaT a HMa AOCTaBHy OxA 3aXBAUaHe.
Crrno6eTe cerMeHTn Ha BepuHrTe 3a 3axBaUaHe cbO6pa3Ho Ha BBHINHa HAmEtbp Ha Tpb6ata.
IocTabeTe MaunHata 3aΦpeoBaHe Bbpxy Tpb6TaN C NmOuTaHa npncnOc6JIeHne 3a NOBAnrA He OChrypeTe, 3a Aa PpeoTbpATnTe nIb3raHe.
Crno6eBoaetaBepnraCobTeaCaBbHnHaNaMeTbpHa Tpb6ata.
3akpenete BOeuaeta Bepra Ha pa3ctoHne 10 mm ot 3akpenBaauata Bepra cpeypekeu HnCTpymEnT. Pa3ctoHnoTo on uHfTa Ha BOeuaata Bepra DO uHfTa ha 3akpenBaauata Bepra e 10 mm.
- PIOBepete pa3ctoHMeTO NO o6nKoJIkata Ha TpbBaTa Hau-MaIko HA TPN MECTA.
3axbaaane Ha pfpe0baaata Maunna Ha Tpboda.
| Дължина x Широчиа x Височиа | |
| mm | |
| 1000 × 800 × 395 3 39 01 114 00 7 | |
IpoΦHnHΦe3epn
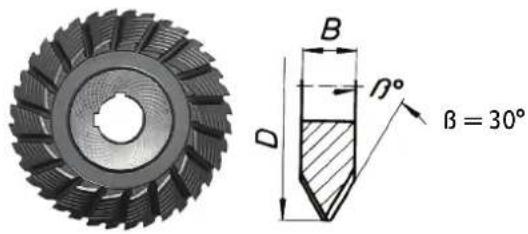
VΦopMa,HSS,3apeyKTopTN:
A-3a 06pa6oTbaHe Ha CTOMaHEH Tpb6n, BnCOKOpenerpaHn
B-3a 6pa6oTaBe Ha Tpb6n OT HeNepuHa CTOMHa N yryH Do MaKc.
Ae6eINHa Ha CTeHata 10 mm MmKc. DAmetbp von 1600 mm
| D | B | M | a 3b6n | f# | m a a Дыбочи На Бразвае | Каталовский Home |
| (mm) | (mm) | (kg) | (°) In | (mm) | ||
| 125 25 1 | 6 32 30 2 | 5 6 35 08 | 056 00 4 | |||
| 160 30 3 | 2 36 30 2 | 5 6 35 08 | 081 00 9 | |||
| 160 30 3 | 3 36 37,5 | 25 6 35 | 08 093 00 | 0 | ||
| 180 42 5 | 5 36 37,5 | 25 6 35 | 08 094 00 | 0 | ||
| 180 42 4 | 9 36 30 2 | 5 6 35 08 | 085 00 8 |

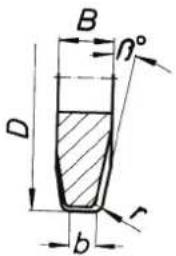
$$ \begin{array}{l} \beta = 8 ^ {\circ} \ r = 6 \mathrm {m m} \ b = 4 \mathrm {m m} \ \end{array} $$
U-Φopma,HSS,3a peAkykTOp TIN:
A-3a 06pa6oTbaHe Ha CTOMaHEH Tpb6n, BnCOKoJIeHpaHn
B-3a 6pa6oTbahe Ha Tpb6n OHT HeNerHpaHa CTOMHa HpyrH DO MAKC. Ae6eINHa Ha CteHata 10 mm mMkC. dAmetbp von 1600 mm
| D B | Maca. | Броi | Зби | макс. Дыбочина На Бразвае | Каталожен Homep |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 25 | 2,8 | 40 | 25 | 6 35 08 089 00 7 |
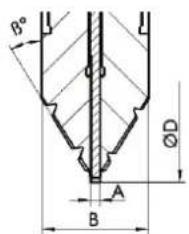
HOMHHHpaHΦe3ep,HSS,3a peAkykTop TIN:
A-3a 6pa6oTbaHe Ha CTOMaHEH Tpb6n, BnCOKOnernpaHn
B-3a 06pa6oTbaHe Ha Tpb6n OT HeNenepHa CTOMHa N yryH Do MaKc.
Ae6eINHa Ha CteHata 10 mm n MmKc. dAmetbp von 1600 mm
| D | B | M | a 3b6n | R | Ma a Abl60u Ha Ha Вразвае | Katranoхб Homepp |
| (mm) | (mm) | (kg) | (°) (m) | m) | ||
| 154 30,5 | 2,5 32 30 | 25 | 6 35 08 | 099 02 | 0 |
BepHHen cermENT
| 10 ВераIGNИЗ 3BEHA | x 63,5 mm = 635 mm |
| Каразлобжен Homeр | 3 02 31 013 02 7 |
| 1 ВераIGNИЗ 3BEHO | 31,75 |
| Каразлобжен Homeр | 3 02 31 029 00 2 |
Pe3epen 1nΦT
| KatajIoJxHeH Hoomep | 3 02 17 216 00 4 | Bepirga 3a 3akpenBaHe 38,5 mm |
| KatajIoJxHeH Hoomep | 3 02 16 166 00 0 | Bepirga 3a BODeHe 54 mm |
Pe3epbHa 3erep-uaia6a
Kataioxhen Hoomep 30217216004
Pa3TBapauH KInHOBE O TcOMaHa
KataJIOxH HOpE 63305006008
OKOMPTNEKTOBka
| Каталонен homop | Брòi | Нанменихende |
| 3 39 01 114 00 7 | 1 | Контейнера за Траимост期权аne |
| 3 39 01 031ФО 1 | 1 | Куфар с Исторемпи |
| 3 21 22 007 01 7 | 1 | Рьчна мановае |
| 6 29 01 016 00 2 | 1 | Гаechen Клиоч, SW 46 |
| 6 29 03 010 00 6 | 1 | Гаechen Клиоч, SW 55 |
| 3 12 07 333 01 0 | 1 | Оветач на Всета Само за RSG Ex 1500 A/B (**) |
| 6 29 11 010 00 0 | 1 | Клиоч-Звесда, 17/19 |
| 6 29 06 014 00 0 | 1 | Гаechen Клиоч, SW 46/41 |
| 3 02 31 029 00 2 | 20 Всета | |
| 3 02 17 216 00 4 | 20 Шимфт | |
| 4 26 34 020 00 5 | 40 Зерер-шайбa | |
| 6 33 05 013 00 2 | 5 | Разоваяши Клиове, Н�деляши Искри за RSG Ex 1500/18 A/B (**) |
| 3 07 02 041 01 4 | 1 | Ел. tabлно за RSG Ex 1500/18 A/B (**) |
| 3 21 74 009 00 1 | 1 | Въжета за петасяпe |
| 3 21 74 010 00 3 | 1 | Въжета за петасяпe |
| 3 07 28 188 00 8 | 1 | СEE с蜱адинец за RSG Ex 1500/18 A/B (**) |
| 3 02 31 035 02 0 | 1 | Всета само за RSG Ex 1500 A/B (**) |
| 3 02 16 166 01 0 | 1 | Шимфт само за RSG Ex 1500 A/B (**) |
| 3 40 56 026 00 0 | 1 | Шайби само за RSG Ex 1500 A/B (**) |
OnnHnHO donbHnHTeHNO o6OpyDahe
| Каталонен homep | Брй | Нанменихе |
| 3 02 31 013 02 7 | 1 | Веригс c 10 Верижни зveha |
| 4 26 34 020 00 5 | 1 | Зер-шайба |
| 3 02 17 216 00 4 | 1 | Шифт |
| 4 30 12 051 12 2 | 1 | Центрац винт |
| 6 33 05 013 00 2 | НeoТделяш Искри Клин за избвае | |
| 9 12 01 002 00 4 | Приспособлике за охлajжданe и смаразе сбс сгьстен Вьздух (DKSE) | |
| 3 24 33 027 01 7 | 1 | Присьденителни лементи за DKSE (Вкп. пioчa) |
| 9 26 01 023 02 3 | 1 | Компесор за DKSE |
| 3 14 14 055 00 2 | 1 | Марку PA-DL, komпilekt, за komпесор |
| 4 11 36 005 01 9 | 1 | Сbesадиителна муфа |
| 3 02 31 035 02 0 | 1 | Верига |
| 3 02 16 166 01 0 | 1 | Шифт |
| 3 40 56 026 00 0 | 1 | Шайби |
PnncocoeneHHe 3a OxlaHaHe H Cma3BaHe Cbc CrbCTeH Bb3dyx 91201002004
IopaHn BnCOkHTe ckopoCTHa p3aHe N NOdaBaHe Ha MaunHaTa 3a φpe3oBaHe Ha Tp6bN npn O6paOToBaHe HA CTOMHa e Heo5XoAIMO OxnaMaHe H CMA3BaHe HA paOOTHne HnCTpyMeTH. PnCnOco6NeHnEto 3a OxnaKaHe n Cm3BaHe cbc CrbTeH B3aYx paOToHn A npnHuaHa nHa npaRbAHe n O6pa3yBaHe Ha aepo30n OT OxnaKaDAAIO-CmA3BaUATA TeHoCT N Upe3 MoTHnpaHrTe Ha MaunHaTa 3a φpe3oBaHe AIO3N OCINpyRaNoCToHHo DO6pn OxnaKaHaHe n Cm3BaHe.
OcBeH ToBa Ce IpeADOTpArBa 3aMbpcBAHTo Ha NOpBAta Ha pa60THata
PiOnsAka, KoTe O Hen36EgeHNo PnPbUHO NoDAbaHe Ha OxakDaIoo-CMaBaTa
EmyNCA.
KaTo oxJaKaAaO-CMa3BaJau TeYHocT npEopOpBAme H3NON3BaHeTo Ha eMyCNraTBAICUT 3000. TOb a HOBo BnCOkONpON3BOAnTeHNO HANbHNO CHTeTtHu CpeAcTBo 3a Cm3BaHe, C pNEB3xOAn HAcETBa HcMa3BaHe HoxJaHaDe, pa3TBOpMn BOB GoA, paNarae Ce6NoOnrHnHc E npNanara KHOHOHUMO (B 3aBNCMMOCOT hAcTpKnTE O np6bl.0,3 dm/ h H AIO3a).
BIOCUT 3000 He cbabpka bpeAa 3a 3apabeTo BeueectBa. CbOETCTBa Ha NnckBaHnra Ha Deutscher Verein des Gas- und Wasserfachs e.V. (DVGW) (HEmcckn cbo3a CneuAnHcTne No r3n BOAA).





- HaHH HaФункиониранe(BHHTeФнгураA).
- IpenacnHe.
- PpeDN BkJIIOUbaHe.
- IodrotobKa Ha 6pa6o7BaHata Tpb6a.
- IodrotobKa Ha MaunHata 3a pe3ObaHe Ha Tpb6n (BmTe Phnpya A).
- 3axbaaane Ha pfpe0baaata Maunna Ha Tpboda.
- IpoΦHnHΦe3epn
- VΦopMa,HSS,3apeyKTopTN:
- U-Φopma,HSS,3a peAkykTOp TIN:
- HOMHHHpaHΦe3ep,HSS,3a peAkykTop TIN:
- BepHHen cermENT
- Pe3epen 1nΦT
- Pe3epbHa 3erep-uaia6a
- Pa3TBapauH KInHOBE O TcOMaHa
- OKOMPTNEKTOBka
- OnnHnHO donbHnHTeHNO o6OpyDahe
- PnncocoeneHHe 3a OxlaHaHe H Cma3BaHe Cbc CrbCTeH Bb3dyx 91201002004
Марка : Fein
Модел : Ex18a
Категория : фреза