
RSG EX 1500 B - фреза Fein - Безплатно ръководство за потребителя
Намерете безплатно ръководството на устройството RSG EX 1500 B Fein в PDF формат.

| Марка | Fein |
| Модел | RSG EX 1500 B |
| Категория | Фреза (тръбна фреза) |
| Тип | Частично взривобезопасна електрическа тръбна фреза |
| Номинално напрежение | 400 V (трифазно 3~, 50 Hz) |
| Номинална мощност | 1500 W |
| Скорост на празен ход на двигателя | 2860 об./мин |
| Скорост на инструмента на празен ход | 35 об./мин (версия A) / 70 об./мин (версия B) |
| Подаване | 40 мм/мин (версия A) / 80 мм/мин (версия B) |
| Макс. диаметър на инструмента | 220 mm |
| Диапазон на диаметъра на тръбата | 250 – 1500 mm (RSG Ex 1500) / 250 – 3000 mm (RSG Ex 18) |
| Размери (Д × В × Ш) | 974 × 334 × 450 мм (версия A) / 1088 × 334 × 431 мм (версия B) |
| Тегло | 80 kg |
| Степен на защита | IP X4 |
| Тип защита | Частично взривобезопасна (двигател и превключвател ATEX) |
| Основни функции | Рязане, фрезоване и скосяване на стоманени или чугунени тръби |
| Автоматично подаване | Да, чрез лост за управление на подаването (28) |
| Взривобезопасен двигател | Съобразен с ATEX за зона 2 (с външен команден блок) |
| Изолирани дръжки | Да (транспортен ремък с изолирани повърхности) |
| Поддръжка | Смяна на масло на зъбното колело, почистване на вериги, смазване на плъзгащи повърхности |
| Включени аксесоари | Транспортен контейнер, кутия с инструменти, ръчка, ключове, обтегач на верига, вериги и др. |
Често задавани въпроси - RSG EX 1500 B Fein
Въпроси на потребители за RSG EX 1500 B Fein
0 въпрос за това устройство. Отговорете на тези, които знаете, или задайте свой въпрос.
Задайте нов въпрос за това устройство
Изтеглете инструкциите за вашия фреза в PDF формат безплатно! Намерете ръководството си RSG EX 1500 B - Fein и вземете отново електронното си устройство в ръце. На тази страница са публикувани всички документи, необходими за използването на вашето устройство. RSG EX 1500 B на марката Fein.
РЪКОВОДСТВО ЗА ПОТРЕБИТЕЛЯ RSG EX 1500 B Fein
Превод на оригиналната инструкция за експлоатация.
Използвани символи, съкращения и термини.
| Символ, означение Пояснение | |
 | Следвайте указанията на текста, респ. фигурите в съседство! |
 | Непременно прочетете всички включени в окомплектовката на електроинструмента документи, като ръководство за експлоатация и общи указания за безопасна работа. |
 | Работете с предпазни очила. |
 | Работете с шумозаглушители (антифони). |
 | Работете с предпазни ръкавици. |
 | Общ забраняващ символ. Това действие е забранено. |
 | Забранява се докосването! |
 | Не допирайте въртящите се детайли на електроинструмента. |
 | Забранява се пипането на веригата и верижните колела! |
 | Внимавайте за острите ръбова на работните инструменти, напр. острието на ножове. |
 | Гореща повърхност! |
 | Зона на ръкохватката |
 | Допълнителна информация. |
 | Удостоверява съответствието на електроинструмента на директиви на Европейския съюз. |
 | Амортизирани електроинструменти и други електронни и електрически продукти трябва да бъдат събирани отделно от битовите отпадъци и да бъдат предавани за вторична преработка на съдържащите се в тях суровини. |
 | В никакъв случай не завъртайте трите осигурителни винта. |
 | Важи само за Китай:Срокът за екологосьобразно ползване на продукта при нормален режим на работа е 10 години. |
| (**) може да съдържа цифри или букви | |
Технически данни.
| Каталожен номер 7 360 ... 7 360 ... | ||
| Изпълнение* RSG Ex 1500 A (**) RSG Ex 1500 B (**) | ||
| Каталожен номер 7 360 ... 7 360 ... | ||
| Изпълнение* RSG Ex 18 A (**) RSG Ex 18 B (**) | ||
| Напрежение (U) 400 V 400 V | ||
| Честота (f) 50 Hz 50 Hz | ||
| Ел. захранване 3 ~ (трифазен ток) 3 ~ (трифазен ток) | ||
| Скорост на въртене на празен ход ( n_0 ) | ||
| – Електродвигател | 2860 /min | 2860 /min |
| – Работни инструменти | 35 /min | 70 /min |
| Подаване (f) | 40 mm/min | 80 mm/min |
| Номинална мощност (P) | 1500 W | 1500 W |
| Дължина на захранващия кабел (с щепсел) | ||
| – RSG Ex 1500 (**) | 2 x 20 m | 2 x 20 m |
| – RSG Ex 18 A/B (**) | 2 x 20 m | 2 x 20 m |
| Клас на защита /I | /І | /І |
| Клас на защита | IP X4 | IP X4 |
| *Електродвигател и спомагателен превключвател в експлозивно безопасно изпълнение (съответстващо на директивата ATEX) | ||
| Изпълнение* RSG Ex 1500 A (**) | ||
| RSG Ex 1500 B (**) | RSG Ex 18 A (**) | |
| RSG Ex 18 B (**) | ||
| Размери: | ||
| - Maca (m) | 80 kg | 80 kg |
| - Макс. диаметър на инструмент | 220 mm | 220 mm |
| - L_max . | 974 mm | 1088 mm |
| - H_max . | 334 mm | 334 mm |
| - B_max . | 450 mm | 431 mm |
| - B_1 | 371 mm | 371 mm |
| - B_2 | 201 mm | 201 mm |
| - B_3 | 791 mm | 991 mm |
Предназначение на машините за фрезоване на тръби.
Машината за фрезоване на тръби е предназначена за рязане и фрезоване на свободно стоящи тръбопроводи от стомана или чугун, както и за изработване на фаски на краищата на тръби преди заваряване на работната площадка, в халета и на открито. Машината за фрезоване на тръби е предназначена за специализирани фирми и за обслужване от квалифицирани специалисти за кратковременни ежедневни операции.
Цялата машина за фрезоване на тръби няма допуск за работа в среда с повишена опасност от експлозия.
Машината за фрезоване на тръби не е предназначена за:
- работа в зона с повишена опасност от експлозии.
– работа при силен дъжд и работа под вода.
– работа извън температурния диапазон от -20°C до 40°C. - рязане на взривоопасни материали.
– рязане на леснозапалими материали.
Директива на 94/9EC ATEX (Atmosphères Explosibles)
Изрично посочваме, че машините за фрезоване на тръби на FeIn от модела RSG Ex (**) нямат допуск за работа в зони с повишена опасност от експлозии и поради това за тези машини за фрезоване на тръби няма сертификати за изпитване съгласно директивата на 94/9EC.
(при машината за фрезоване на тръби RSG Ex (**) са използвани само два модула, които съответстват на изискванията ATEX – електродвигателя и допълнителния шалтер.)
Директивата ATEX важи само за ЕС.
Общ изглед.
1 Модул за захвашане
2 Винт за страничната плоча
3 Странична плоча
4 Указателна табела
5 Щтифт
6 Вал с резба
7 Модул за регулиране
8 Винт с цилиндрична глава за модула за регулиране
9 Центроващ винт
10 Задвижваща ос
11 Лост за застопоряване
12 Шестостенен винт
13 Колело
14 Обтягаша ос
15 Гайка
16 Патронник
17 Тръбна гайка
18 Винт за захващане на електродвигателя
19 Капак
20 Верижно колело
21 Транспортен вал
22 Осигурителен пръстен (зегер-шайба)
23 Щифт
24 Винт за затваряне на патронника
25 Ръкохватка за пренасяне (изолирани повърхности)
26 Дълбочинна скала
27 Накатена гайка
28 Лост за включване на подаването
29 Шестостенен обтегач на веригата
30 Колело на обтегача на верига
31 Осигурителни винтове на обтегача на веригата
32 Зегер-шайба за верижно звено
33 Щифт за верижно звено
34 Колан за пренасяне
Общи указания за безопасност.
ВНИМАНИЕ Прочетете всички указания за безопасност, за работа с машината, запознайте се с изображенията и техническите
данни, които идват с този електроинструмент. Пропуски при спазването на указанията за безопасност и за работа с машината могат да предизвикат токов удар, пожар и/или тежки травми.
Съхранявайте всични указания за безопасност и за работа с машината за ползване в бъдеще.
Използваният в указанията за безопасна работа термин «електроинструмент» се отнася до захранвани от битовата мрежа електроинструменти (със захранващ кабел) и до акумулаторни електроинструменти (без захранващ кабел).
1) Безопасност на работното място
a) Поддържайте работното си място чисто и добре осветено. Безпорядъкът и недостатьчното осветление могат да спомогнат за възникването на трудова злополука.
b) Не работете с електроинструмента в среда с повишена опасност от възникване на експлозия, в близост до леснозапалими течности, газове или прахообразни материали. По време на работа в електроинструментите се отделят искри, които могат да възпламенят прахообразни материали или пари.
с) Дръжте деца и странични лица на безопасно разстояние, докато работите с електроинструмента. Ако вниманието Ви бъде отклонено, може да загубите контрола над електроинструмента.
2) Безопасност при работа с електрически ток
а) Щепсельт на електроинструмента трябва да е подходящ за ползвания контакт. В никакъ случай не се допуска изменяне на конструкцията на щепсела. Ногато работите със занулени електроуреди, не използвайте адаптери за щепсела. Ползването на оригинални щепсели и контакти намалява риска от възникване на токов удар.
b) Избягвайте допира на тялото Ви до заземени тела, напр. тръби, отоплителни уреди, печни и хладилници. Когато тялото Ви е заземено, рискът от възникване на токов удар е по-голям.
с) Предпазвайте електроинструмента си от дъжд и влага. Проникването на вода в електроинструмента повишава опасността от токов удар.
d) Не използвайте захранващия кабел за цели, за които той не е предвиден, напр. за да носите електроинструмента за кабела или да извадите щепсела от контакта. Предпазвайте кабела от нагряване, омасляване, допир до остри ръбове или до подвижни звена на машини. Повредени или усукани кабели увеличават риска от възникване на токов удар.
в) Ногато работите с електроинструмент навън, използвайте само удължителни кабели, подходящи за работа на открито. Използването на удължител, предназначен за работа на открито, намалява риска от възникване на токов удар.
f) Ако се налага използването на електроинструмента във влажна среда, използвайте предпазен прекъсвач за утечни токове. Използването на предпазен прекъсвач за утечни токове намалява опасността от възникване на токов удар.
3) Безопасен начин на работа
a) Бъдете концентрирани, следете внимателно действията си и поступвайте предпазливо и разумно. Не използвайте електроинструмента, когато сте уморени или под влиянието на нарнотични вещества, алкохол или упойващи лекарства. Един миг разсеяност при работа с електроинструмент може да има за последствие изключително тежки наранявания.
b) Работете с предпазващо работно обленло и винаги с предпазни очила. Носенето на подходящи за ползвания електроинструмент и извършваната дейност лични предпазни средства, като дихателна маска, здрави плътнозатворени обувки със стабилен грайфер, защитна каска или шумозаглушители (антифони), намалява риска от възникване на трудова злополука.
с) Избягвайте опасността от включване на електроинструмента по невнимание. Преди да включите щепсела в контакта или да поставите батерията, накто и при пренасяние на електроинструмента, се уверявайте, че пусковият прекъсвач е позиция "изключено". Носенето на електроинструменти с пръст върху пусковия прекъсвач или подаването на захранващо напрежение, докато пусковият прекъсвач е включен, увеличава опасността от трудови злополуки.
d) Преди да включите електроинструмента, се уверявайте, че сте отстранили от него всички помощни инструменти и гаечни ключове. Помощен инструмент, забравен на въртящо се звено, може да причини травми.
e) Избягвайте неестествените положения на тялото. Работете в стабилно положение на тялото и във всени момент поддържайте равновесие. Така ще можете да контролирате електроинструмента по-добре и по-безопасно, ако възникне неочаквана ситуация.
f) Работете с подходящо обленло. Не работете с широки дрехи или украшения. Дръжте носата и дрехите си на безопасно разстояние от движещи се звена. Широките дрехи, украшенията, дългите коси могат да бъдат захванати и увлечени от въртящи се звена.
g) Ако е възможно използването на външна аспирационна система, се уверявайте, че тя е включена и функционира изправно. Използването на аспирационна система намалява рисковете, дължащи се на отделящи се при работа прахове.
h) Доброто познаване на електроинструмента вследствие на честа работа с него не е повод за намаливане на вниманието и пренебрегване на мерките за безопасност. Едно невнимателно действие може да предизвика тежки наранявания само части от секундата.
4) Грижливо отношение към електроинструментите
a) Не претоварвайте електроинструмента. Използвайте електроинструментите само съобразно тяхното предназначение. Ще работите по-добре и по-безопасно, когато използвате подходящия електроинструмент в зададения от производителя диапазон на натоварване.
b) Не използвайте електроинструмент, чиито пусков пренъсвач е повреден. Електроинструмент, който не може да бъде изключван и включван по предвидения от производителя начин, е опасен и трябва да бъде ремонтиран.
с) Преди да извършвате навнито и да е дейности по електроинструмента, напр. настройване, смяна на работен инструмент, накто и когато го прибирате, изключвайте щепсела от контакта, респ. изваждайте батерията, ако е възможно. Тази мярка премахва опасността от задействане на електроинструмента по невнимание.
d) Съхранявайте електроинструментите на места, където не могат да бъдат достигнати от деца. Не допускайте те да бъдат използванин от лица, които не са запознати с начина на работа с тях и не са прочели тези инструкции. Когато са в ръцете на неопитни потребители, електроинструментите могат да бъдат изключително опасни.
e) Поддържайте добре електроинструментите си и аксесоарите им. Проверявайте дали подвижните звена функционират безунорно, дали не заклинват, дали има счупени или повредени детайли, които нарушават или изменят функциите на електроинструмента. Преди да използвате електроинструмента, се погрижете повредените детайли да бъдат ремонтирани. Много от трудовите злополуки се дължат на недобре поддържани електроинструменти и уреди.
f) Поддържайте режещите инструменти винаги добре заточени и чисти. Добре поддържаните режещи инструменти с остри ръбове оказват по-малко съпротивление и се водят по-леко.
g) Използвайте електроинструментите, допълнителните приспособления, работните инструменти и т.н., съобразно инструкциите на производителя. При това се съобразявайте и с конкретните работни условия и операции, които трябва да изпълните. Използването на електроинструменти за различни от предвидените от производителя приложения повишава опасността от възникване на трудови злополуки.
h) Поддържайте дръжните и ръкохватните сухи, чисти и неомаслени. Хльзгавите дръжки и ръкохватки не позволяват безопасната работа и доброто контролиране на електроинструмента при възникване на неочаквана ситуация.
5) Поддържане
a) Допускайте ремонт на електроинструментите Ви да се извършва само от квалифицирани специалисти и само с използването на оригинални резервни части. По този начин се гарантира съхраняване на безопасността на електроинструмента.
Специални указания за безопасност при работа с машини за фрезоване на тръби.
! При пускането в експлоатация, по време на работа и при техническото обслужване на машината за фрезоване на тръби спазвайте националните нормативни документи за безопасност.
Спазвайте законовите директиви за предпазване от експлозии.
Осигурявайте стабилно захвашане на обработваната тръба. Неспазването на това изискване може да предизвика сериозни наранявания или смърт.
Захранвани с електричество машини за фрезоване на тръби (модел RSG Ex [\*\*]).
Захранващото напрежение трябва да съответства на данните, посочени за машината за фрезоване на тръби.
Захранвашата верига за машината за фрезоване трябва да е защитена с предпазител 20 А.
Редовно проверявайте захранващия кабел и евентуално ползван удължител!
Включвайте машината за фрезоване на тръби към таблото само когато главният прекъсвач е в положение "изключено".
Таблото с прекъсвачи трябва непрекъснато да е достъпно за обслужващия машината.
Работа.
Поддържайте ръкохватките и повърхностите им чисти и без омасляване.
Хлъзгави ръкохватки не позволяват сигурната работа с машината и контролиране на електроинструмента при възникване на неочаквани ситуации.
Когато изпълнявате дейности, при които работният инструмент може да попадне на скрит под повърхността проводник под напрежение, допирайте електроинструмента само до изолираните ръкохватки. При съприкосновение с проводник под напрежение то може да се предаде и по металните повърхности на електроинструмента и това да предизвика токов удар.
Не претоварвайте машината за фрезоване на тръби. Използвайте подходящи за извършваната дейност работни инструменти. С подходящ работен инструмент ще работите по-качествено и по-сигурно.
Не използвайте машината за фрезоване на тръби, ако пусковнят и прекъсвач в повреден. Машина за фрезоване на тръби, която не може да бъде включена или изключена по предвидения от производителя начин, е опасна и трябва да бъде ремонтирана.
Прекъсвайте захранването, преди да извършвате настройни по машината или да заменяте работния инструмент. Тази предпазна мярка предотвратява неволното включване на машината за фрезоване на тръби.
Не допускайте с машината за фрезоване на тръбк да работят лица, които не са запознати с нея и които не са прочели тези указания. Машините за фрезоване на тръби са опасни, ако се ползват от неопитни лица.
Редовно поддържайте машината за фрезоване на тръби. Проверявайте я за евентуални увреждания, както и за други фактори, които могат да влошат правилното и функциониране. Машина, която не е в изрядно състояние, трябва да бъде ремонтирана преди ползване. Много от злополуките, които биха могли да бъдат избегнати, се причиняват от лошо поддържани машини за фрезоване на тръби.
Използвайте машината за фрезоване на тръби, допълнителните приспособления, работните инструменти и т.н. съобразно указанията в това ръноводство за експлоатация, като се съобразявате с конкретните работни условия и изпълняваната операция. Използването на машините за фрезоване на тръби за дейности, различни от предвидените от производителя, може да предизвика опасни ситуации.
Начин на функциониране (вижте фигура А).
Машината за фрезоване на тръби реже и фрезова свободно стоящи тръби и положени тръбопроводи с помощта на металорежещи инструменти. С помощта на модула за захващане тя се монтира към външната страна на тръбата и обикаля тръбата на собствен ход. Като работни инструменти се използват циркулярни дискове за метал и профилни фрезери, чиито режещи ръбове в зависимост от материала на тръбата са от бързорезна стомана или твърдосплавни.
- Настройването на дълбочината на рязане се извършва чрез патронника (16), der in den beiden Seitenplatten (3) който лагерува в двете странични плочи и може да бъде настроен с помощта на винтовия вал (6).
- Транспортният вал (21), който с помощта на транспортните колела осигурява подаването, се задвижва от вала на инструмента през две червячни степени на редуктора.
- Подаването може да бъде включвано и изключвано с помощта на лоста (28). Плъзгаш съединител предпазва редуктора за подаването от претоварване.
Лагеруването на вала на патронника е изпълнено с повишена устойчивост. Редукторът за задвижване на вала на патронника с мазане с маслена вана се състои от една планетна и червячна предавка.
Редукторът е проектиран така, че при блокиране на веригата да не се поврежда. Всички валове на редуктора лагеруват в ролкови лагери.
Рамата на машината с осите има задача да води машината за фрезоване на тръби по тръбата, както и да предава силите на рязане и подаване.
– Настройването по външния диаметър на тръбата се извършва с регулиране на оста (10).
Веригите за захващане са съставени от отделни еднакви верижни сегменти. Броят на необходимите верижни сегменти, респ. дължината на веригата за захващане зависи от външния диаметър на тръбата.
Пренасяне.
B
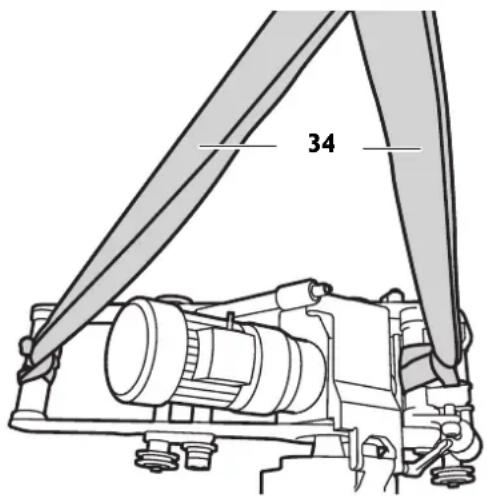
text_image
34
Опасност от нараняване при пренасяне на машината за фрезоване на тръби. Пренасяйте машината за фрезоване на тръби само с включените в окомплектовката колани (34) или най-малко от три лица.
Преди включване.

Опасност от нараняване вследствие на неочаквано изместване на обработвания детайл. Преди да започнете обработването му,
осигурявайте детайла срещу неочаквано изместване. При обработването на детайла съществува опасност от неочаквано претъркулване, падане или изместване на детайла.

Допуска се работата на машината само ако е в технически безунорно състояние. Проверявайте машината преди всяко включване за различни повреди или за повреден работен инструмент и компоненти.
Износени или повредени работни инструменти и компоненти трябва незабавно да бъдат заменяни с нови.
Подготовка на обработваната тръба.
– Трьби, които се режат на мястото на складиране, трябва да бъдат повдигнати така, че работният инструмент да не бъде заклинен.
– При положени тръбопроводи трябва по продължение на един метър отстоянието до стените на изкопа от всички страни да е най-малко 50 см, измерено от външната повърхност на тръбата.
- Повърхността трябва да е почистена от замърсявания и земни маси.
Предварително трябва да бъде премахната мека повърхностна изолация.
– Режещият инструмент трябва да бъде избран съобразно материала на тръбата, необходимата форма на среза и охлаждащо-смазващата течност.
- Премахнете заваръчни шевове в зоната на колелата и захвращите вериги.
Допълнителна информация можете да получите от доставчиците Ви на охлаждащо-смазващи материали. (вижте също приспособлението за охлаждане със сгъстен въздух 9 12 01 002 00 4)
Смазващ материал при 0°C:
- Смазващ материал BIOCUT 1L - 3 21 32 039 00 0
- Смазващ материал BIOCUT 5L - 3 21 32 040 00 0
Смазващ материал до 25°C:
- Смазващ материал 1L - 3 21 32 042 00 0
- Смазващ материал 5L - 3 21 32 043 00 0
Подготовка на машината за фрезоване на тръби (вижте фигура А).
- Освободете лоста (11).
- Повдигнете патронника (16) като завъртите модула за регулиране (7) с ръчната манивета (в куфара с инструменти).
- Развийте центроващите винтове (9) и монтирайте задвижващата ос (10) съгласно данните в Таблица (4) на място съобразно външния диаметър на тръбата.
- Отново затегнете центроващите винтове (9).
RSG Ex 1500 A/B (**)
| P | D[mm] [inch] | |
| I 250 - 400 9.8 | 15.7 | |
| II 400 - 600 15.7 | -23.6 | |
| III 600 - 900 23.6 | -35.3 | |
| IV 900 - 1500 35.3 | -58.9 | |
RSG Ex 18 A/B (**)
| P | D[mm] [inch] | |
| I 250 – 400 9.6 | 15.7 | |
| II 400 – 600 15.7 | -23.6 | |
| III 600 – 800 23.6 | -31.5 | |
| IV 800 – 1000 31.5 | -39.4 | |
| V 1000 – 1300 39.4 | -51.2 | |
| VI 800 – 3000 51.2 | -118.1 |
Р: позиция на задвижващата ос
D: диаметър на тръбата
- Извадете приспособленията за захващане (1) на веригите чрез въртене на пружинния цилиндър, за да може след поставяне на машината за фрезоване върху тръбата да има достаточно ход за захващане.
Сглобете сегменти на веригите за захващане съобразно на външния диаметър на тръбата.
Поставете машината за фрезоване върху тръбата и с помощта на приспособление за повдигане я осигурете, за да предотвратите плъзгане.
⚠️ Сглобете водещата верига с обтегача съобразно външния диаметър на тръбата.
- Закрепете водещата верига на разстояние 10 mm от закрепващата верига срещу режещия инструмент. Разстоянието от шифта на водещата верига до шифта на закрепващата верига е 10 mm.
- Проверете разстоянието по обиколката на тръбата най-малко на три места.
Захващане на фрезоващата машина на тръбата.
Поставяне на веригата.
- Прекарайте през тръбата все още отворените звена на веригата от двете страни на машината за фрезоване.
– Повдигнете фрезовщата машина и прекарайте веригата под верижните колела (20), така че след поставяне на машината за фрезоване звената на веригите да се зацепят в зъбите на верижните колела. - Прекарайте свободните краища на веригата през верижните колела на обтягагщата ос (14) и капака (19).
– Затворете двата края на веригата с щифта (3 02 17 216 00 4) и го осигурете с две зегер-шайби (4 26 34 020 00 5).
Обтягане на веригата (вижте фигура А).
– Първо леко опънете веригата да допре леко тръбата чрез въртене на двата пружинни цилиндъра (1). За точно подравняване преместете няколко пъти напред-назад машината за фрезоване по обиколката на тръбата.
- Обтегнете веригата чрез въртене на пружинните цилиндри, докато щифтът (23, фигура А) в надлъжния отвор на пружинната капачка влезе в жлеба на ръба.
- По време на рязане следете положението на щифта. Ако тръбата има отклонение от кръглост, трябва или да се донатегне или да се отпусне. Преди започване на рязане демонтирайте всичките 4 ръкохватки.
Опасност от злополука!
Не натягайте пружинния цилиндър повече от това!
Монтиране на работните инструменти.
Опасност от нараняване
Съществува опасност от нараняване при включване по невнимание. Преди монтиране на работния инструмент изключете щепсела от контакта.

Опасност от нараняване
Съществува опасност от порязване от острите ръбове на работния инструмент. При монтиране и демонтиране на работния инструмент ползвайте предпазни ръкавици.

Опасност от нараняване
Съществува опасност от изгаряне от горещия работен инструмент. При демонтиране на работния инструмент ползвайте предпазни ръкавици. Работете с предпазни ръкавици.

лзвайте само работни инструменти с безупречни режещи ръбове.
– Преди поставяне почистете вала, както и центроващите и захващащи повърхности.
– Поставете работния инструмент с дистанционни дискове.
– Затегнете гайката за захвращане на работния инструмент.
Включване.
Машина за фрезоване на тръби:
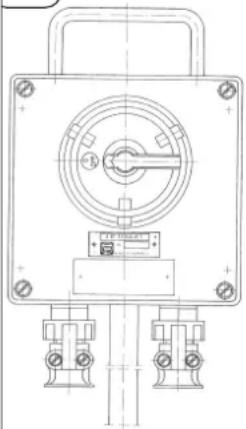
C
Включете машината за фрезоване на тръби с електрическо задвижване през табло с прекъсвачи, което съдържа следните компоненти:
-Главен/реверсивен прекъсвач
-Предпазен прекъсвач за електродвигателя
-Предпазно реле за изключване при отпадане на напрежението
-Куплунзи
Главнаят прекъсвач се използва за включване и за обръщане на посоката на въртене.
Предпазният прекъсвач за електродвигателя и предпазното реле образуват един модул. При претоварване предпазният прекъсвач за електродвигателя изключва, при отпадане на напрежението изключва предпазното реле, за да предотврати неконтролирано включване на машината за фрезоване на тръби при
възстановяване на напрежението.
Машината за фрезоване на тръби се пуска отново чрез включване от прекъсвача за електродвигателя.
Таблото с прекъсвачи трябва да е разположено така, че да е достъпно за обслужващия машината непрекъснато.
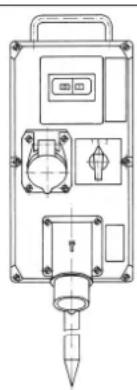
Машина за фрезоване на тръби в частично безопасно за експлозии изпълнение:
D
Пред таблото с прекъсвачи използвайте допълнителен пусков прекъсвач за работа на машината в среда с повишена опасност от експлозии от зона 2.
Пусковият прекъсвач трябва да бъде поставен така, че да бъде достъпен за обслуживащия машината във всеки момент.

Опасност от експлозия
Таблото с прекъсвачи трябва да е поставено извън зоната 2.
Работа с машината.

Опасност от нараняване
По време на работа предпазният кожух трябва да е напълно затворен и блокиран!

Опасност от нараняване от отхвърчащи стружки
Те могат да предизвикат наранявания. Внимавайте в застрашената зона да няма хора.

Опасност от пожар от отхвърчащи стружки
Внимавайте в застрашената зона да няма леснозапалими предмети.

Опасност от нараняване
При включване на машината за фрезоване на тръби съществува опасност от нараняване от отхвърчащи частици. Винаги преди включване на машината отстранявайте от нея ръчната манивета.
Процес на включване
При машините за фрезоване на тръби с електродвигател трябва да се осигури въртенето на работния инструмент да е в правилната посока.
Посоката на въртене може да бъде сменена чрез реверсивния прекъсвач на таблото.

Опасност от нараняване
При работеща машина съществува опасност от наранявания от въртящите се елементи. В застрашената зона трябва да се влиза само при извършване на настройки и при строго спазване на мерките за безопасност.
- Изключете редуктора за подавателното движение чрез лоста (28).
– Включете машината за фрезоване на тръби.
- Освободете лоста (11) и с ръчната манивела врежете въртящия се диск в тръбата колкото е възможно по-надолу. Дълбоко врязаният режещ диск стабилизира процеса на рязане.
- При фрезоване изберете по възможност по-малко врязване на работния инструмент. Обемът разрязван материал нараства с увеличаване на дълбочината на врязване.
– Врежете работния инструмент прибл. 3 mm по-дълбоко от нужното, после се върнете до необходимата дълбочина на врязавне; така работният инструмент се освобождава.
– При използване на скала за дълбочина, допрете работния инструмент до повърхността на тръбата. Развийте накатената гайка (27) и поставете стрелката (28) на позиция 0. Отново затегнете накатената гайка(27). Дълбочината на врязване може да бъде отчетена по скалата.
- Изключете машината за фрезоване на тръби.
- След това я захванете здраво чрез затягане на лоста (11).
- Отново включете машината за фрезоване на тръби.
- С лоста (28) включете редуктора за подаване.
- Ако мощността на електродвигателя е достатъчна, стената на тръбата трябва да се разреже на един проход.
- Положени тръби може да поддадат по време на рязане и режещият инструмент може да се заклини. Затова включените в окомплектовката клинове трябва да се набиват в междината след режещия инструмент на равни интервали. В среди с повишена опасност от експлозии използвайте клиновете (6 33 05 013 00 2) (RSG Ex 1500 A/B (**) включени в окомплектовката) и чук от материал, който не отделя искри.
- Избягвайте претоварването на машината за фрезоване на тръби.
- Машината се претоварва, ако при врязване на въртящия се работен инструмент скоростта на въртене на електродвигателя намалее значително.
– Това води също до намаляване на производителността на рязане.
– Укрепвайте детайла (отрязвания край на тръбата), за да предотвратите падането му.
При дебелостенни тръби (s > 10 mm) заваръчната фуга трябва да бъде фрезована на няколко прохода.
Гладкото протичане на рязането се определя от следните фактори: – Подравняване на машината за фрезоване при стартирането,
- геометричното отклонение на тръбата от кръг, респ. от цилиндрична форма,
– доколко добре е заточен режещият инструмент,
- твърдост на материала.
Машината за фрезоване на тръби е настроена така, че при диаметри 300 mm и 600 mm началото и края на линиите на среза приблизително съвпадат.
Вследствие на ексентрицитета на водещия вал маркировката за подравняване (24, вижте фигура E) е väлидна само за двата посочени диаметъра. При по-големи диаметри при необходимост трябва да се извърши корекция.
Обратен ход на машини за фрезоване на тръби (RSG Ex [\*\*]).
Опасност от щети!
Преди машината за фрезоване да бъде върната в начална позиция, работният инструмент трябва да бъде изваден от среза, за да се избегне повреждане на инструмента и на редуктора.
- Изключете редуктора за подавателното движение чрез лоста (28).
- Освободете лоста (11).
- Извадете работния инструмент.
- Поставете главния/реверсивния прекъсвач в позиция «0» (изключено).
- Поставете реверсивния прекъсвач в позиция за обратен ход.
- Затегнете лоста (11).
- С лоста (28) включете редуктора за подаване.
Машината за фрезоване на тръби не може да реже при обратния ход!
Указания за охлаждане и смазване.
Опасност от щети!
По време на рязане работният инструмент трябва да бъде охлаждан и смазван. При недостатьчно охлаждане и смазване може да се получи полепване на стружки. Това може да предизвика счупване на работния инструмент.
Спазвайте указанията на производителя на ползвания работен инструмент
– Тръби от сив чугун трябва да се режат винаги без охлаждаща течност.
- При рязане на тръби от нелегирана стомана охлаждайте циркулярния диск, респ. фрезера със сапунена вода.
Настройване на точността на хода.
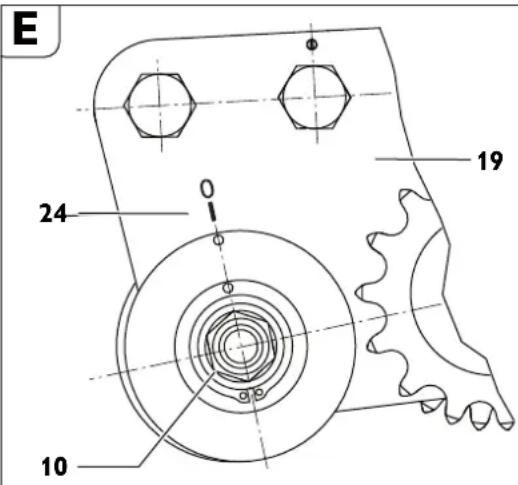
text_image
E 24 0 19 10- Развийте гайката (15, вижте фигура A) SW 46.
- Завъртете оста (10) спрямо капака (19).
- Затегнете гайката (15).
Чрез завъртане на оста (10) по посока на часовниковата стрелка (по посока на работния инструмент) работният инструмент се отмества надясно (погледнато по посока на преместването на машината за фрезоване). При завъртане на оста обратно на часовниковата стрелка работният инструмент се отмества наляво.
Добавяне на звена на веригата.
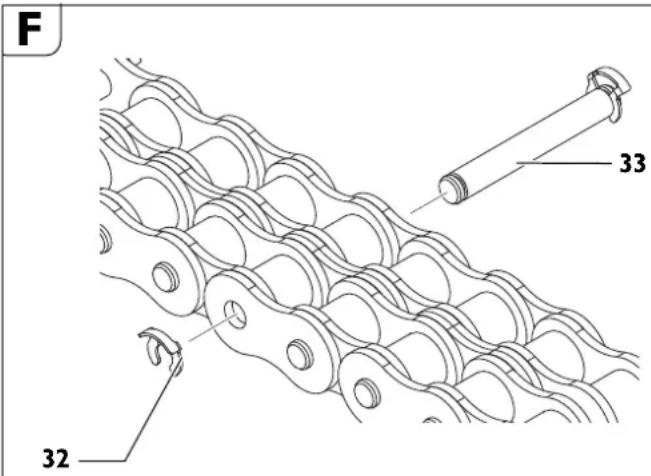
text_image
F 33 32⚠️ Допуска се добавянето на звена на веригата само на предвидените за целта позиции.
- Свалете зегер-шайбата (32).
-Извадете шифта (33).
– Поставете желания брой верижни звена.
– Верижни звена с различна дължина са включени в окомплектовката на машината.
Закрепване на машината за фрезоване на тръби.
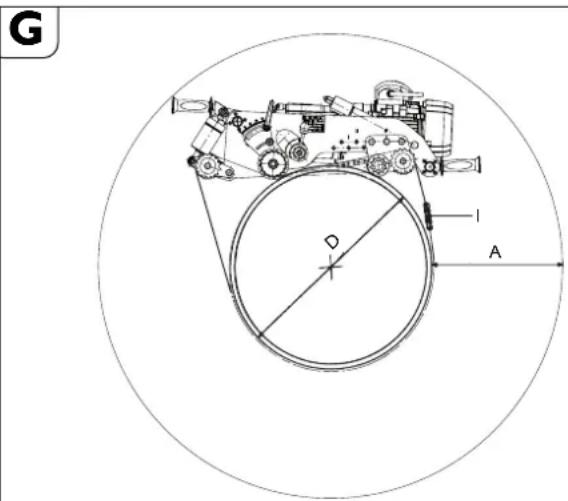
text_image
G D A«A» необходимо работно пространство при по-голяма дълбочина на среза. «D» външен диаметър на тръбата
«i» брой верижни звена при диаметър на тръбата «D».
RSG Ex 1500 A/B
| позиция на оста за преместване на машината | D[mm] [mm] [mm] [mm] | н дължина на веригата на страна | обща о дължина на веригата | i* 6 | |
| 1 250 | 400 | 1427 | 2854 | 5 | |
| 300 | 392 | 1525 | 3050 | 5 | |
| 350 | 384 | 1632 | 3264 | 6 | |
| 400 | 378 | 1744 | 3488 | 6 | |
| 2 | 400 | 381 | 1782 | 3564 | 6 |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 369 | 2019 | 4038 | 7 | |
| 550 | 364 | 2144 | 4288 | 7 | |
| 600 | 360 | 2273 | 4546 | 8 | |
| 3 | 600 | 362 | 2302 | 4604 | 8 |
| 650 | 357 | 2433 | 4866 | 8 | |
| 700 | 352 | 2566 | 5132 | 9 | |
| 750 | 348 | 2702 | 5404 | 9 | |
| 800 | 344 | 2840 | 5680 | 10 | |
| 850 | 340 | 2862 | 5724 | 10 | |
| 900 | 337 | 3001 | 6002 | 10 | |
| 4 | 900 | 348 | 3142 | 6284 | 10 |
| 950 | 345 | 3284 | 6568 | 11 | |
| 1000 | 342 | 3428 | 6856 | 11 | |
| 1050 | 340 | 3464 | 6928 | 11 | |
| 1100 | 337 | 3607 | 7214 | 12 | |
| 1150 | 335 | 3751 | 7502 | 12 | |
| 1200 | 333 | 3896 | 7792 | 13 | |
| 1300 | 331 | 4062 | 8124 | 13 | |
| 1400 | 329 | 4338 | 8676 | 14 | |
| 1500 | 328 | 4355 | 8710 | 14 | |
| *каталожен номер 3 02 31 013 02 7, състоящ се от 10 верижни звена с дължина по 635 mm. | |||||
RSG Ex 18 A/B
| позиция на оста за преместване на машината | D[mm] [mm] [mm] [mm] | Н дължина на веригата на страна | обща о дължина на веригата | 1* 6 | |
| 1 250 | 587 | 1427 | 2854 | 5 | |
| 300 | 576 | 1525 | 3050 | 5 | |
| 350 | 564 | 1632 | 3264 | 6 | |
| 400 | 553 | 1744 | 3488 | 6 | |
| 2 | 400 | 522 | 1782 | 3564 | 6 |
| 450 | 511 | 1898 | 3796 | 7 | |
| 500 | 501 | 2019 | 4038 | 7 | |
| 550 | 492 | 2144 | 4288 | 7 | |
| 600 | 483 | 2273 | 4546 | 8 | |
| 3 | 600 | 453 | 2302 | 4604 | 8 |
| 650 | 445 | 2433 | 4866 | 8 | |
| 700 | 437 | 2566 | 5132 | 9 | |
| 750 | 429 | 2702 | 5404 | 9 | |
| 800 | 422 | 2840 | 5680 | 10 | |
| 4 | 800 | 396 | 2862 | 5724 | 10 |
| 850 | 393 | 3001 | 6002 | 10 | |
| 900 | 390 | 3142 | 6284 | 10 | |
| 950 | 386 | 3284 | 6568 | 11 | |
| 1000 | 383 | 3428 | 6856 | 11 | |
| 5 | 1 | 390 0 | 3464 0 | 6928 0 | 11 |
| 1050 | 387 | 3607 | 7214 | 12 | |
| 1100 | 385 | 3751 | 7502 | 12 | |
| 1150 | 382 | 3896 | 7792 | 13 | |
| 1200 | 379 | 4062 | 8124 | 13 | |
| 1300 | 374 | 4338 | 8676 | 14 | |
| 6 1300 | 387 | 4355 | 8710 | 14 | |||
| 1400 | 382 | 4651 | 9302 | 15 | |||
| 1500 | 378 | 4950 | 9900 | 16 | |||
| 1600 | 373 | 5250 | 10500 | 17 | |||
| 1700 | 369 | 5553 | 11106 | 18 | |||
| 1800 | 366 | 5857 | 11714 | 19 | |||
| x | d900 | A362 | H | 6162 | M | 12324 | 20 |
| 2000 | 359 | 6468 | 12936 | 21 | |||
| 2100 | 356 | 6775 | 13550 | 22 | |||
| 2200 | 353 | 7083 | 14166 | 23 | |||
| 2300 | 350 | 7391 | 14782 | 24 | |||
| 2400 | 348 | 7700 | 15400 | 25 | |||
| 2500 | 346 | 8009 | 16018 | 26 | |||
| 2600 | 343 | 8319 | 16638 | 27 | |||
| 2700 | 341 | 8629 | 17258 | 28 | |||
| 2800 | 339 | 8940 | 17880 | 29 | |||
| 2900 | 337 | 9251 | 18502 | 30 | |||
| 3000 | 335 | 9562 | 19124 | 31 |
*каталожен номер 3 02 31 013 02 7, състоящ се от 10 верижни звена с дължина по 635 mm.
За постигане на оптимально обтягане на веригата, може да бъдат използвани приложените в куфара с инструменти половин звена с дължина 31,75 mm. Пример:
при диаметър на тръбата D = 400 mm са необходими 6 верижни сегмента (каталожен номер 3 02 31 013 02 7).
Водене по направляващата верига
H
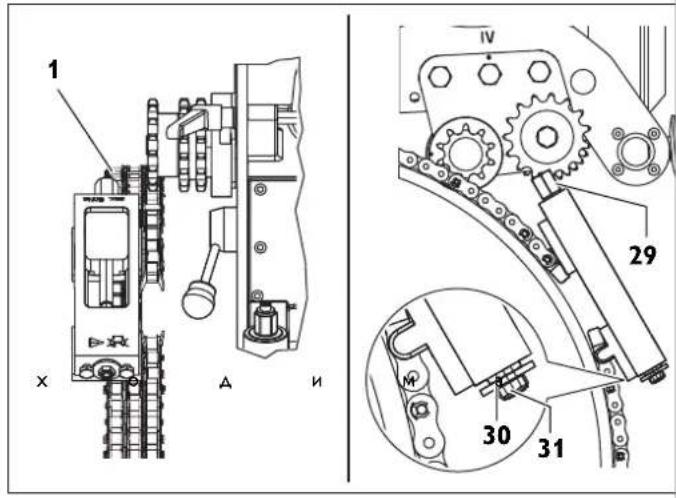
Сглобете дължината на веригата съгласно данните в таблицата За постигане на оптимално обтягане на веригата, може да бъдат използвани приложените в куфара с инструменти половин звена с дължина 31,75 mm.
Дължина на водещата верига
| Диаметърна тръбата | Дължина на веригата | Верижни сегменти | ||
| [mm] [mm] | 635 mm 63 | 5 mm 31 | 75 mm | |
| 250 | 710 | 1 | 1 | 1 |
| 300 | 870 | 1 | 4 | 0 |
| 350 | 1030 | 1 | 6 | 1 |
| 400 | 1190 | 1 | 9 | 0 |
| 450 | 1344 | 2 | 1 | 1 |
| 500 | 1500 | 2 | 4 | 0 |
| 550 | 1660 | 2 | 6 | 1 |
| 600 | 1809 | 2 | 8 | 1 |
| 650 | 1970 | 3 | 1 | 1 |
| 700 | 2130 | 3 | 4 | 0 |
| 750 | 2290 | 3 | 6 | 1 |
| 800 | 2440 | 3 | 8 | 1 |
| 850 | 2600 | 4 | 1 | 0 |
| 900 2760 4 | 4 0 | |||
| 950 2921 4 | 6 0 | |||
| 1000 3079 4 | 8 1 | |||
| 1100 3397 5 | 3 1 | |||
| 1200 3714 5 | 8 1 | |||
| 1300 4032 6 | 3 1 | |||
| 1400 4330 6 | 8 1 | |||
| 1500 4640 7 | 3 1 | |||
Каталожен номер 3 02 31 034 01 0 (l = 635 mm)
Каталожен номер 3 02 31 036 01 0 (l = 63,5 mm)
Каталожен номер 3 02 31 035 01 0 (l = 31,7 mm)
- Захванете водещата верига към обтегача на един от двата верижни сегмента с щифт и зегер-шайба.
- Прекарайте я под двете верижни колела за водещата верига (фигура Н).
- Захванете свободния край на задвижващата верига към обтегача с щифт и зегер-шайба.
- Опънете по тръбата водещата верига чрез завъртане на шестостенния болт на обтегача (2).
- Подравнете водещата верига на разстояние 10 mm (цифт на задвижвашата верига до щифт на водещата верига) и проверете разстоянието на три места.
- Затегнете обтегача на веригата чрез шестостенния болт (29) докато шайбата (30) допре до корпуса на обтегача (диапазон на обтягане прибл. 50 mm). (макс. момент на затягане 50 Nm)


Внимание, опасност от элополука!
В никакъв случай не завъртайте трите осигурителни винта (31) на челото. (вижте фигура Н)
Заключителни дейности след всяко ползване.
- Извадете работния инструмент.
- Изключете машината за фрезоване на тръби.
- Демонтирайте работния инструмент.
- Освободете машината за фрезоване на тръби.
Съхраняване на машината за фрезоване на тръби.
- Предпазете от корозия външните метални детайли.
– Съхранявайте машината за фрезоване на тръби на сухо място.
Поддържане и ремонт.
За поддържане и ремонт.
Моля, при необходимости от ремонт на електроинструменти и допълнителни приспособления на FEIN се обръщайте към оторизирани сервиси и търговци. Актуални адреси ще намерите в интернет на адрес www.fein.com.
Актуален списък с резервни части за този електроинструмент можете да намерите в интернет на адрес www.fein.com.
Използвайте само оригинални резервни части.
При необходимост можете сами да замените следните елементи: Работни инструменти, ръкохватки, верига, верижни звена

Допуска се с машината да се работи само ако е в технически безукорно състояние. Износени или повредени работни инструменти и компоненти трябва да бъдат заменяни незабавно.

Опасност от нараняване
вследствие неволно включване.
Преди извършване на каквито и да е дейности по машината за фрезоване на тръби изключвайте щепсела от контакта!
Общи указания
Допуска се дейности по поддръжка на машината да се извършват само от обучени квалифицирани техници.
Поддържането на машината се състои главно от:
- Външно почистване на машината за фрезоване на тръби и на веригите.
- Външен оглед на машината за фрезоване на тръби.
– Смяна на маслата на редукторите. - Смазване на задвижващите резби и веригите.
- Смазване на водачите на валовете в модулите за захващане и за задвижване.
- Подменяйте табелките и предупредителните указания на електроинструмента
Поддържане на звената на веригите
След отстраняване на грубите замърсявания почиствайте грижливо звената на веригите с бензин, керосин или др.п., като ги раздвижвате интензивно.
За осигуряване на качествено смазване след това оставете веригите няколко часа потопени в масло с голям вискозитет, напр. редукторно масло SAE 140.

Опасност от злополука!
Преди ползване отново направете щателен оглед за безукорното състояние на звената на веригите. Заменяйте повредени елементи и поставяйте зегер-шайби, ако липсват.
Задвижване
Ако бъде повреден захранващият кабел на електроинструмента, той трябва да бъде заменен от фирмата-производител или от оторизиран сервис.
Модул за регулиране (вижте фигура А)
- Поддържайте повърхността на тръбната гайка (17) чиста от замърсявания и ръжда и винаги леко смазана.
- При смяна на маслото на редукторите почиствайте и смазвайте задвижващия винтов вал.
Демонтиране:
- След това с ръчната манивела развийте модула за регулиране от тръбната гайка.
Монтирането се извършва в обратна последователност. Внимавайте по време на монтирането да не повредите семерингите!
Приспособление за захващане
Избягвайте замърсяване на резбата на винтовете (3, фигура 1) в пружинните цилиндри.
Средства и план за смазване
| Машинно маслоARAL ÖL Degol | Количество Температурендиапазон [°C] | Спецификация |
| BMB 460 2-Liter 0 | bis +60 Редукторно | |
| BMB 100 2-Liter -20 | bis +40 |
В завода-производител кутията на патронника е запълнена с ARAL ÖL Degol BMB 100. Категорично не се препоръчва ползването на друг вид редукторно масло.
Материали за смазване на триещите се повърхности
За смазване и поддържане на триещите се повърхности препоръчваме водоустойчиви маркови греси, несъдържащи киселини.
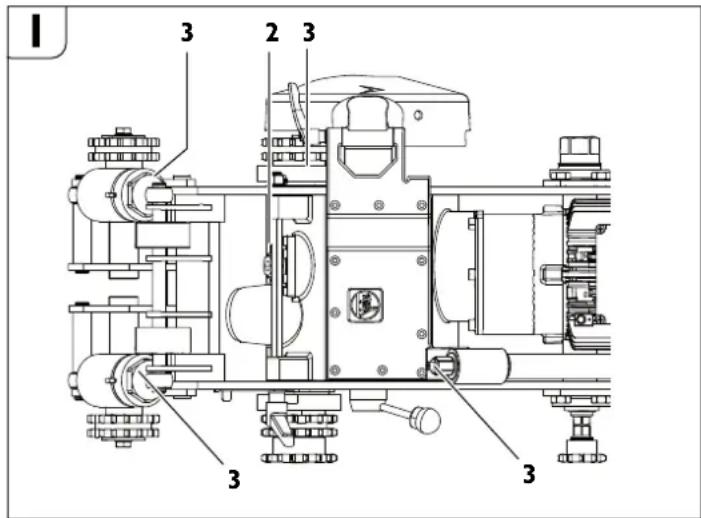
text_image
1 2 3 3 3 3 3| Място за смазване Смазващо, респ. работно вещество | |
| 2 (редуктор) Вижте таблицата Машин | но масло закутията на патронника |
| 3 (триещи се повърхности и винтов вал) | Грес за плъзгащи лагери |
Отстраняване на дефекти (изпълнение RSG Ex [**]).
| Дефент Възможни причини Мерки | |||
| Електродвигателят и работният инструмент прекъсват | Твърде ниска околна температура Използвайте редукторно масло на FEIN за ниски температури | ||
| Затьпен работен инструмент Заменете работния инструмент | |||
| Няма захранващо напрежение Проверете захранването и превключвателите | |||
| Неподходящо захранващо напрежение Проверете параметрите на захранващото напрежение | |||
| Подаването е твърде бързо или твърде голямо отнемане на материал на един проход | Коригирайте настройката на редуктора и/или намалете дълбочината на врязване | ||
| Теч на машинно масло от редуктора Намерете и отстранете причината за теча-добавете машинно масло | |||
| Прекомерно повишаване на температурата на електродвигателя | Включете отново таблото 3 07 02 041 01 4 | ||
| Дефектно верижно колело Повредено верижен сегмент Заменете верижния сегмент | |||
| Веригата е поставена неправилно Проверете точките за свързване на веригата и я коригирайте | |||
| Щифт на веригата не е вкаран докрай Вкарайте шифта напълно | |||
| Неправилна траектория на рязане Неправилно насочена машина за фрезоване на тръби и верига | вижте раздела „Подготовка на машината за фрезоване на тръби (вижте фигур А).“ на страница 217 и раздела "Захващане на машината за фрезоване към тръбата" на страница 218 | ||
| Водещият вал не е ексцентричен Настройте точностита на подаване, вижте раздела "Настройване на точността на подаване" на страница 219 | |||
| Затьпен работен инструмент Заменете работния инструмент | |||
| Тръба съхранявана под наклон или изправена, респ. тръба с отклонение от кръглост | Използвайте приспособление за водене, вижте раздела "Закрепване на машината за фрезоване върху тръбата" на страница 218 и раздела "Следване на траектория" на страница 220 | ||
| Претоварен работен инструмент Коригирайте настройката на редуктора и/или намалете дълбочината на врязване | |||
| Машината работи ограничено или не работи въобще | Няма захранващо напрежение Проверете захранването и превключвателите | ||
| Шалтерът не е включен | Проверете шалтера | ||
| Съединителят приплъзва | Коригирайте настройките на редуктора или предайте машината в оторизиран сервиз за електроинструменти на FEIN за настройване на момента на изключване на редукторап | ||
| Силни вибрации | Подаването е твърде бързо | Коригирайте настройките на редуктора | |
| Работният инструмент е врязан твърде дълбоко | Подвигнете работния инструмент | ||
| Лостът (11) не е затегнат | Затегнете лоста | ||
| Веригата е разхлабена | Проверете обтягането на веригата | ||
| Затьпен работен инструмент Заменете работния инструмент | |||
Гаранция.
Гаранцията на продукта е валидна сьобразно законовите разпоредби в страната на внасяне.
Работни инструменти и допълнителни приспособления.
Циркулярни дискове

1

2

3
| Форма 1, HSS, за редуктор тип: | |||||
| A, B - за обработване на стоманени тръби | |||||
| ∅ | Широчина | Маса. | Брой зъби | макс. дълбочина на врязване | Каталожен номер |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0,5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0,7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0,9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 4 | 1,3 | 70 | 55 | 6 35 02 041 00 1 |
| Форма 2, HSS, за редуктор тип: | |||||
| В - за обработване на чугунени тръби | |||||
| ∅ | Широчина | Маса. | Брой зъби | макс. дълбочина на врязване | Каталожен номер |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 050 00 1 |
| 180 | 4 | 0,7 | 46 | 35 | 6 35 02 098 00 0 |
| 200 | 4 | 0,6 | 50 | 45 | 6 35 02 099 00 4 |
| Форма 3, HSS, с твърдосплавни зьби, за редуктор тип: | |||||
| A, B - за обработване на чугунени тръби (също с циментова облицовка) и тръби от нелегирана стомана до 400 N/mm ^2 | |||||
| ∅ | Широчина | Маса. | Брой зьби | макс. дълбочина на врязване | Каталожен номер |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 080 00 8 |
| 180 | 4 | 0,7 | 44 | 35 | 6 35 02 061 00 9 |
| 200 | 4 | 0,9 | 50 | 45 | 6 35 02 084 00 2 |
Пружина
| B×H×L | |
| mm | |
| 6×6×32 | 40221044000 |
| 8×7×32 | 40221050005 |
Контейнер за транспортиране
| Дължина x широчина x височина | |
| mm | |
| 1000 x 800 x 395 3 39 01 114 00 7 | |
Профилни фрезери
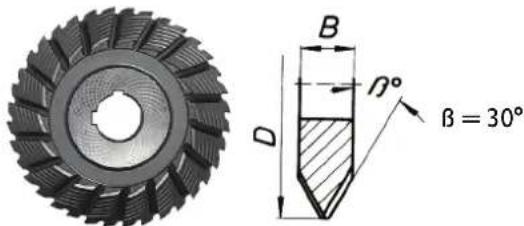
| A - за обработване на стоманени тръби, високолегираниВ - за обработване на тръби от нелегирана стомана и чугун до макс.дебелина на стената 10 mm и макс. диаметър von 1600 mm | ||||||
| D | B | M | а зъби | б | ма а . дълбочина на врязване | Каталовжен номер |
| (mm) | (mm) | (kg) | (°) In | (mm) | ||
| 125 25 1,6 | 32 30 2 | 5 6 35 08 | 056 00 4 | |||
| 160 30 3,2 | 36 30 2 | 5 6 35 08 | 081 00 9 | |||
| 160 30 3,3 | 36 37,5 | 25 6 35 | 08 093 00 | 0 | ||
| 180 42 5,5 | 36 37,5 | 25 6 35 | 08 094 00 | 0 | ||
| 180 42 4,9 | 36 30 2 | 5 6 35 08 | 085 00 8 | |||
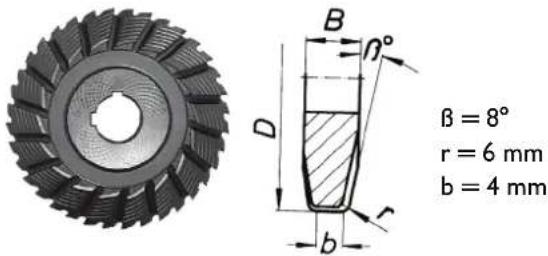
| A - за обработване на стоманени тръби, високолегираниB - за обработване на тръби от нелегирана стомана и чугун до макс.дебелина на стената 10 mm и макс. диаметър von 1600 mm | |||||
| D B | Maca. | Брой | зъби | макс.дълбочинанаврязване | Каталожен номер |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 25 | 2,8 | 40 | 25 | 6 35 08 089 00 7 |
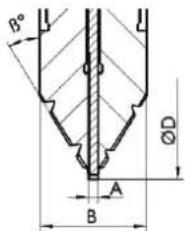
text_image
B° ØD A BКомбиниран фрезер, HSS, за редуктор тип:
| A - за обработване на стоманени тръби, високолегираниВ - за обработване на тръби от нелегирана стомана и чугун до макс.дебелина на стената 10 mm и макс. диаметър von 1600 mm | ||||||
| D | B | M | азъби | R | м а а дълбочи на на врязване | Каталожёв номерр |
| (mm) | (mm) | (kg) | (°) (m) | |||
| 154 30,5 | 2,5 32 30 | 25 | 6 35 08 | 099 02 | 0 | |
Верижен сегмент
| Каталожен номер | 3 02 17 216 00 4 | Верига за закрепване 38,5 mm |
| Каталожен номер | 3 02 16 166 00 0 | Верига за водене 54 mm |
Резервна зегер-шайба
Разтварящи клинове от стомана
Опционално допълнително оборудване
| Наталожен номер | Брой | Наименование |
| 3 02 31 013 02 7 | 1 | верига с 10 верижни звена |
| 4 26 34 020 00 5 | 1 | Зегер-шайба |
| 3 02 17 216 00 4 | 1 | Щифт |
| 4 30 12 051 12 2 | 1 | Центроваш винт |
| 6 33 05 013 00 2 | Неотделящ искри клин за избиване | |
| 9 12 01 002 00 4 | Приспособление за охлаждане и смазване със сгъстен въздух (DKSE) | |
| 3 24 33 027 01 7 | 1 | Присъединителни елементи за DKSE (вкл. плоча) |
| 9 26 01 023 02 3 | 1 | Компресор за DKSE |
| 3 14 14 055 00 2 | 1 | Маркуч PA-DL, комплект, за компресор |
| 4 11 36 005 01 9 | 1 | Съединителна муфа |
| 3 02 31 035 02 0 | 1 | Верига |
| 3 02 16 166 01 0 | 1 | Щифт |
| 3 40 56 026 00 0 | 1 | Шайби |
Приспособление за охлаждане и смазване със сгъстен въздух 9 12 01 002 00 4
Поради високите скорости на рязане и подаване на машината за фрезоване на трьби при обработване на стомана е необходимо охлаждане и смазване на работните инструменти. Приспособлението за охлаждане и смазване със сгъстен въздух работи на принципа на изпаряване и образуване на аерозол от охлаждащо-смазващата течност и чрез монтираните на машината за фрезоване дюзи осигурява постоянно добри охлаждане и смазване.
Освен това се предотвратява замърсяването на почвата на работната площадка, което е неизбежно при ръчно подаване на охаждащо-смазващата емулсия.
Като охлаждащо-смазваща течност препоръчваме използването на емулсията BIOCUT 3000. Това е ново високопроизводително напълно синтетично средство за смазване, с превъзходни качества на смазване и охлаждане, разтворимо във вода, разлага се биологично и се прилага икономично (в зависимости от настройките до прибл. 0,3 dm ^3 /h на дюза).
BIOCUT 3000 не съдържа вредни за здравето вещества. Съответства на изискванията на Deutscher Verein des Gas- und Wasserfachs e.V. (DVGW) (Немския съюз на специалистите по газ и вода).
Всички съставни компоненти съответстват на Директивите на FDA (Food and Drug Administration) и на Deutsches Arzneibuch (DAB) във валидното му към момента издание.
Препаратът може да бъде доставен от:
Смазващ препарат BIOCUT 3000 за температури до 0°C:
1 L - 3 21 32 039 00 0
5 L - 3 21 32 040 00 0
Смазващ препарат устойчив на студ за температури до -25°C:
1 L - 3 21 32 042 00 0
5 L - 3 21 32 043 00 0
При варианти със захранване с трифазен ток RSG Ex ( ^** ), за да може да се използва приспособлението за охлаждане и смазване със сгъстен въздух, е необходим компресор FEIN, каталожен номер 9 26 01 023 02 3, с дебит прибл. 130 130 l/min.
Резервни части.
Актуален списък с резервни части можете да намерите в интернет на адрес www.fein.com.
Декларация за съответствие.
Декларацията СЕ важи само за страни от Европейския съюз и EFTA
(Европейската асоциация за свободна търговия) и само за продукти, предназначени за пазарите в ЕС или EFTA.
Фирма FEIN гарантира с пълна отговорност, че този продукт съответства на валидните нормативни документи, посочени на последната страница на товарьководство за експлоатация.
Техническа документация при: С. & E. Fein GmbH, D-73529 Schwäbisch Gmünd
Опазване на околната среда, бракуване.
Опаковките, излезлите от употреба електроинструменти и допълнителни приспособления трябва да се предават за оползотворяване на съдържащите се в тях суровини.
Схема за включване на електродвигателя
Допълнителен прекъсвач
3 07 22 024 01 7
Lisalüliti
3 07 22 024 01 7
Papildomi jungikliai
3 07 22 024 01 7
Papildu slēdzis
3 07 22 024 01 7


