
RSG EX 1500 B - фрезер Fein - Безкоштовний посібник користувача
Знайдіть посібник до пристрою безкоштовно RSG EX 1500 B Fein у форматі PDF.

| Бренд | Fein |
| Модель | RSG EX 1500 B |
| Категорія | Фрезерний верстат (фрезерний верстат для труб) |
| Тип | Електричний фрезерний верстат для труб з частковим вибухозахистом |
| Номінальна напруга | 400 В (трифазний 3~, 50 Гц) |
| Номінальна потужність | 1500 Вт |
| Швидкість двигуна на холостому ходу | 2860 об/хв |
| Швидкість інструменту на холостому ходу | 35 об/хв (версія A) / 70 об/хв (версія B) |
| Подача | 40 мм/хв (версія A) / 80 мм/хв (версія B) |
| Макс. діаметр інструменту | 220 мм |
| Діапазон діаметрів труб | 250 – 1500 мм (RSG Ex 1500) / 250 – 3000 мм (RSG Ex 18) |
| Розміри (Д × В × Ш) | 974 × 334 × 450 мм (версія A) / 1088 × 334 × 431 мм (версія B) |
| Вага | 80 кг |
| Клас захисту | IP X4 |
| Тип захисту | Частково вибухозахищений (двигун та вимикач ATEX) |
| Основні функції | Різання, фрезерування та зняття фасок сталевих або чавунних труб |
| Автоматична подача | Так, через важіль керування подачею (28) |
| Вибухозахищений двигун | Відповідає ATEX для зони 2 (з зовнішнім блоком керування) |
| Ізольовані ручки | Так (транспортувальний ремінь з ізольованими поверхнями) |
| Обслуговування | Заміна масла в редукторі, очищення ланцюгів, змащування поверхонь ковзання |
| Комплект поставки | Транспортувальний контейнер, ящик для інструментів, рукоятка, ключі, натягувач ланцюга, ланцюги тощо. |
Часті запитання - RSG EX 1500 B Fein
Питання користувачів про RSG EX 1500 B Fein
0 питання про цей пристрій. Дайте відповідь на ті, що знаєте, або поставте власне.
Поставити нове питання про цей пристрій
Завантажте інструкції для вашого фрезер у форматі PDF безкоштовно! Знайдіть свій посібник RSG EX 1500 B - Fein і поверніть собі контроль над електронним пристроєм. На цій сторінці опубліковані всі документи, необхідні для використання вашого пристрою. RSG EX 1500 B бренду Fein.
ПОСІБНИК КОРИСТУВАЧА RSG EX 1500 B Fein
2) Нлектрікн аσφάλεια
Переклад оригінальної інструкції з експлуатації.
Використані символи, скорочення та поняття.
| Символ, позначка Пояснення | ||
 | Дотримуйтеся інструкцій, які містяться в тексті та на малюнку поруч! | |
 | Обов'язково прочитайте додані документи, напр., інструкцію з експлуатації та загальні вказівки з техніки безпеки. | |
 | Під час роботи одягайте захисні окуляри. | |
 | Під час роботи одягайте навушники. | |
 | Під час роботи захищайте руки. | |
 | Загальний заборонний знак. Ця дія заборонена. | |
 | Братися руками забороняється! | |
 | Не торкайтеся до деталей електроінструменту, що обертаються. | |
 | Торкатися до ланцюгів та шестерень заборонено! | |
 | Попередження щодо гострих країв робочих інструментів, як напр., різальних кромок ножів. | |
 | Гаряча поверхня! | |
 | Зона тримання | |
 | Додаткова інформація. | |
 | Підтверждження відповідності електроінструменту положенням директив Європейського Співтовариства. | |
 | Відпрацьовані електроінструменти та інші електротехнічні і електронні вироби повинні здаватися окремо і утилізуватися екологічно чистим способом. | |
 | У жодному разі не прокручуйте три стопорні гвинти. | |
 | Дійсно лише для Китаю:Тривалість екологічної безпеки за нормальних умов експлуатації виробу складає 10 років. | |
| (**) може містити цифри або літери | ||
Технічні дані.
| Номер для замовлення 7 360 ... 7 360 ... | ||
| Вид конструкції* RSG Ex 1500 A (**) RSG Ex 1500 B (**) | ||
| Номер для замовлення 7 360 ... 7 360 ... | ||
| Вид конструкції* RSG Ex 18 A (**) RSG Ex 18 B (**) | ||
| Напруга (U) 400 V 400 V | ||
| Частота (¥ 50 Hz 50 Hz | ||
| Вид електроживлення 3 ~ (трифазний змінний струм) | 3 ~ (трифазний змінний струм) | |
| Кількість обертів на холостому ходу ( n_0 ) | ||
| – Двигун | 2860 /хвил. | 2860 /хвил. |
| – Робочі інструменти | 35 /хвил. | 70 /хвил. |
| Подача (ł) | 40 мм/хв 80 мм/хв | |
| Розрахункова потужність (P) | 1500 Вт | 1500 Вт |
| Довжина шнура живлення (зі штекером) | ||
| – RSG Ex 1500 (**) | 2 x 20 м | 2 x 20 м |
| – RSG Ex 18 A/B (**) | 2 x 20 м | 2 x 20 м |
| Клас захисту | ⊥/l | ⊥/l |
| Ступінь захисту | IP X4 | IP X4 |
| *Електродвигун і додатковий вимикач у вибухозахищеному виконанні (згідно з АТЕХ) | ||
| Вид конструкції* RSG Ex 1500 A (**) | RSG Ex 18 A (**) |
| RSG Ex 1500 B (**) | RSG Ex 18 B (**) |
| Розміри: | ||
| - Маса (m) | 80 kg | 80 kg |
| - Макс. ∅ робочого інструмента | 220 мм 220 мм | |
| - A_макс. | 974 мм 1088 мм | |
| - B_макс. | 334 мм 334 мм | |
| - W_макс. | 450 мм 431 мм | |
| - W_1 | 371 мм 371 мм | |
| - W_2 | 201 мм 201 мм | |
| - W_3 | 791 мм 991 мм | |
Призначення трубофрезерних машин.
Трубофрезерна машина призначена для різання та фрезерування окремих відрізків труб та прокладених трубопроводів зі сталі або чавуну, а також для зняття фаски на кінцях труб перед зварюванням на будівельних майданчиках, у цехах та просто неба. Трубофрезерна машина призначена для використання фахівцями спеціалізованих компаній для нетривалих щоденних робіт.
Трубофрезерна машина в комплекті не допущена для вибухозахищених зон.
– застосування у зонах з вибухонебезпечним середовищем.
- застосування під сильним дощем та робіт під водою.
- застосування за межами діапазону температур від -20°C до 40°C.
– різання вибухонебезпечних матеріалів.
- різання горючих матеріалів.
Директива ЄС 94/9EG ATEX (Atmosphères Explosibles)
Звертаємо Вашу увагу на те, що трубофрезерні машини Fein типу RSG Ex (**) не допущені до застосування у вибухонебезпечних зонах, отже для цих трубофрезерних машин немає сертифікатів випробування типового зразка згідно з Директивою 94/9ЄС.
(У трубофрезерній машині RSG Ex (**) лише два компонента – електродвигун і додатковий вимикач – відповідають вимогам ATEX.) Директива ATEX діє лише на території ЄС.
Короткий огляд.
1 Затискний пристрій
2 Кріпильний гвинт для бічної плити
3 Бічна плита
4 Інформація
5 Прогонич
В Ходовий гвинт
7 Механізм подачі на врізування
8 Гвинт з циліндричною головкою для механізму подачі на врізування
9 Призонний прогонич
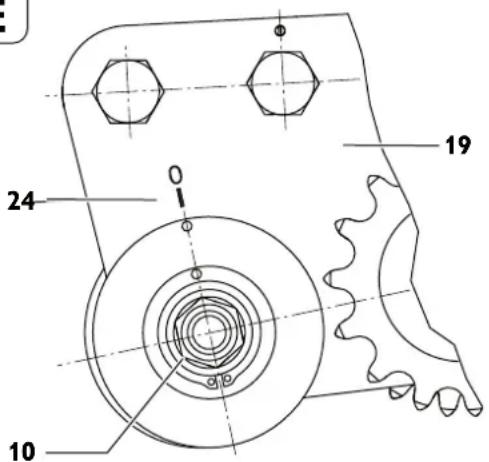
10 Ходова вісь
11 Затискний важіль
12 Гвинт з шестигранною головкою
13 Шайба
14 Вісь натягнення
15 Гайка
16 Інструментальна шпиндельна бабка
17 Гайка з трубною різзю
18 Кріпильний гвинт двигуна
19 Накладка
20 Ведуча зірочка
21 Транспортний вал
22 Стопорне кільце
23 Штифт
24 Різьбова пробка інструментальної шпиндельної бабки
25 Рукоятка для перенесення (ізольовані поверхні рукоятки)
26 Шкала глибини
27 Гайка з накаткою
28 Важіль перемикання швидкості подачі
29 Шестигранник пристрою натягнення ланцюга
30 Шайба пристрою натягнення ланцюга
31 Стопорні гвинти пристрою натягнення ланцюга
32 Стопорне кільце ланки ланцюга
33 Прогонич ланки ланцюга
34 Петлі для перенесення
Для Вашої безпеки.
Загальні вказівки з техніки безпеки.
ПОПЕРЕДЖЕННЯ
Прочитайте всі вказівни з техніки безпени та інструкції, ознайомтеся із малюнками та технічними
характеристиками, що додаються до цього електроінструмента. Невиконання вказівок з техніки безпеки та інструкцій може призводити до ураження електричним струмом, пожежі та/або важких травм.
Зберігайте всі правила з техніки безпеки і вказівки на майбутнє.
Під поняттям «електроінструмент», що використовується у вказівках з техніки безпеки, мається на увазі електроінструмент, що працює від мережі (із шнуром живлення) або від акумуляторної батареї (без шнура живлення).
1) Безпека на робочому місці
а) Тримайте своє робоче місце в чистоті і забезпечте добре освітлення робочого місця. Безлад або погане освітлення на робочому місці можуть призвести до нещасних випадків.
b) Не працюйте з електроприладом у середовищі, де існус небезпека вибуху внаслідок присутності горючих рідин, газів або пилу.
Електроприлади можуть породжувати іскри, від яких може займатися пил або пари.
с) Під час роботи з електроприладом не підпускайте до робочого місяця дітей та інших осіб. Ви можете втратити контроль над приладом, якщо Ви не будете зосереджені на виконанні роботи.
2) Електрична безпека
а) Штепсель електроприладу повинен підходити до розетки. Не дозволяється міняти щось в штепселі. Для роботи з електроприладами, що мають захисне заземлення, не використовуйте адаптери.
Використання оригінального штепселя та належної розетки зменшує ризик ураження електричним струмом.
b) Уникайте контакту частин тіла із заземленими поверхнями, як напр., трубами, батареями опалення, плитами та холодильниками. Коли Ваше тіло заземлене, Існує збільшена небезпека ураження електричним струмом.
с) Захищайте прилад від дощу і вологи. Попадання води в електроприлад збільшує ризик ураження електричним струмом.
d) На використовуйте кабель для перенесения електроприладу, підвішування або витягування штепселя з розетни. Захищайте кабель від тепла, мастила, гострих країв та деталей приладу, що рухаються. Пошкоджений або закручений кабель збільшує ризик ураження електричним струмом.
e) Для зовнішніх робіт обов'язково використовуйте лише такий подовжувач, що придатний для зовнішніх робіт. Використання подовжувача, що розрахований на зовнішні роботи, зменшує ризик ураження електричним струмом.
f) Якщо не можна запобітти використанню електроприладу у вологому середовищі, використовуйте пристрій захисного вимкнення. Використання пристрою захисного вимкнення зменшує ризик ураження електричним струмом.
3) Безпена людей
a) Будьте уважними, слідкуйте за тим, що Ви робите, та будьте обережними час роботи з електроприладом. Не користуйтеся електроприладом, якщо Ви стомлені або знаходитеся під дією наркотиків, спиртних напоїв або ліків. Мить неуважності при користуванні електроприладом може призвести до серйозних травм.
b) Вдягайте особисте захисне спорядження та обов'язково вдягайте захисні окуляри. Застосування особистого захисного спорядження, як напр., – в залежності від виду робіт – захисної маски, спецвзуття, що не ковзается, каски та навушників, зменшує ризик травм.
с) Уникайте випадкового вмикання. Перш ніж ввімкнути електроприлад в електромережу або під'єднати акумуляторну батарею, брати його в руки або переносити, впевніться в тому, що електроприлад вимкнутий. Тримання пальця на вимикачі під час перенесення електроприладу або підключення в розетку увімкнутого приладу може призвести до травм.
d) Перед тим, як вмикати електроприлад, приберіть налагоджувальні інструменти та гайновий ключ. Перебування налагоджувального інструмента або ключа в частині приладу, що обертається, може призвести до травм.
e) Уникайте неприродного положення тіла. Зберігайте стійке положення та завжди тримайте рівновагу. Це дозволить Вам краще контролювати електроприлад у небезпечних ситуаціях.
f) Вдягайте придатний одяг. Не вдягайте просторий одяг та прикраси. Не підставляйте волосся й одяг до деталей, що рухаються. Просторий одяг, довге волосся та прикраси можуть потрапити в деталі, що рухаються.
g) Якщо існус можливість монтувати пиловідсмоктувальні або пилоуловлюючі пристрої, переконайтеся, щоб вони були добре під'єднані та правильно використовувалися. Використання пиловідсмоктувального пристрою може зменшити небезпеки, зумовлені пилом.
h) Добре знання електроінструментів, отримане в результаті частого їх використання, не повинно призводити до самовпевненості йінорування принципів техніки безпеки. Необережна дія може в одну мить призвести до важкої травми.
4) Правильне поводження та користування електроприладами
a) Не перевантажуйте прилад. Використовуйте такий прилад, що спеціально призначений для відповідної роботи. З придатним приладом Ви з меншими ризиком отримаєте кращі результати роботи, якщо будете працювати в зазначеному діапазоні потужності.
b) Не користуйтеся електроприладом з пошкодженим вимикачем.
Електроприлад, який не вмикається або не вимикається, є небезпечним і його треба відремонтувати.
с) Перед тим, як регулювати що-небудь на приладі, міняти приладя або ховати прилад, витягніть штепсель із розетки та/або витягніть акумуляторну батарею, якщо вона знімається. Ці попереджувальні заходи з техніки безпеки зменшують ризик випадкового запуску приладу.
d) Ховайте електроприлади, якими Ви саме не користуєтесь, від дітей. Не дозволяйте користуватися електроприладом особам, що не знайомі з його роботою або не читали ці вказівки. Використання приладів недосвідченими особами може бути небезпечним.
e) Старанно доглядайте за електроінструментами і приладдям.
Перевіряйте, щоб рухомі деталі приладу бездоганно працювали та не заїдали, не були пошкодженими або настільки пошкодженими, щоб це могло вплинути на функціонування електроприладу. Пошкоджені деталі треба відремонтувати, перш ніж користуватися ними знов.
Велика кількість нещасних випадків спричиняється поганим доглядом за електроприладами.
f) Тримайте різальні інструменти нагостреними та в чистоті. Старанно доглянуті різальні інструменти з гострим різальним краєм менше застряють та легші в експлуатації.
g) Використовуйте електроприлад, приладя до нього, робочі інструменти т.і. відповідно до цих вказівон. Беріть до уваги при цьому умови роботи та специфіку виконуваної роботи. Використання електроприладів для робіт, для яких вони не передбачені, може призвести до небезпечних ситуацій.
h) Тримайте рукоятки і поверхні захвату сухими і чистими, слідкуйте, щоб на них не було оливи або густого мастила. Слизькі рукоятки і поверхні захвату унеможливлюють безпечне поводження з електроінструментом та його контролювання в неочікуваних ситуаціях.
5) Сервіс
a) Віддавайте свій прилад на ремонт лише кваліфікованим фахівцям та лише з використанням оригінальних запчастин. Це забезпечить роботу пристрою протягом тривалого часу.
Особливі вказівки з техніки безпеки для трубофрезерних машин.
Під час увімкнення трубофрезерної машини, роботи з нею та її обслуговування дотримуйтеся національних приписів щодо запобігання нещасним випадкам.
! Дотримуйтеся законодавчих директив щодо вибухозахисту.
Слідкуйте за стійким положенням оброблюваної труби.
Недотримання вказівок може призвести до важких травм або смерті.
Електричні трубофрезерні машини (конструкція RSG Ex [\*\*]).
Напруга у мережі повинні відповідати даним про напругу, вказаним на трубофрезерній машині.
Підключення трубофрезерної машини необхідно захистити запобіжником на 20 А.
Регулярно перевіряйте мережний шнур і, за потреби, подовжувач!
Підключайте трубофрезерну машину до блока комутаційних приладів лише з вимкненим головним вимикачем.
Оператор повинен завжди мати доступ до блока комутаційних приладів.
Застосування.
Рукоятки та ізольовані поверхні завжди мають бути сухими, чистими і не забрудненими оливою або нонсистентним мастилом. Ковзкі рукоятки та ізольовані поверхні не дозволяють безпечно експлуатувати електроінструмент у непередбачених ситуаціях.
При роботах, коли робочий інструмент може зачепити заховану електропроводну, тримайте електроінструмент за ізольовані рукоятки.
Зачеплення проводки, що знаходиться під напругою, може заряджувати також і металеві частини електроінструмента та призводити до ураження електричним струмом.
Не перенавантажуйте трубофрезерну машину. Використовуйте для роботи відповідний робочий інструмент. Придатний робочий інструмент дозволяє працювати краще та безпечніше.
Не використовуйте трубофрезерну машину з дефектним вимикачем.
Трубофрезерна машина, що не вмикається або не вимикається, є небезпечною і потребує обов'язкового ремонту.
Вимикайте живлення, перш ніж настроювати електроінструмент або замінювати робочий інструмент. Ці попереджувальні заходи з техніки безпеки попереджують випадковий запуск трубофрезерної машини.
Не дозволяйте користуватися трубофрезерною машиною особам, які не знайомі з нею або не читали цю інструкцію. У разі застосування недосвідченими особами трубофрезерні машини є небезпечними.
Регулярно виконуйте технічне обслуговування трубофрезерної машини. Перевіряйте трубофрезерну машину на наявність пошкоджень, а також інших факторів, які можуть негативно вплинути на експлуатацію трубофрезерної машини. Перед використанням несправна трубофрезерна машина повинна бути відремонтована. Багато нещасних випадків спричиняється поганим доглядом за трубофрезерними машинами.
Використовуйте трубофрезерні машини, приладдя до них, робочі інструменти тощо відповідно до вказівок у цій інструції з експлуатації з урахуванням робочих умов та винонуваних робіт. Використання трубофрезерних машин для робіт, для яких вони не передбачені, може призвести до небезпечних ситуацій.
Принцип роботи (див. мал. А).
Трубофрезерна машина за допомогою різального робочого інструмента відрізає та фрезерує окремі відрізки труб та прокладені трубопроводи. За допомогою кріпільного пристрою машина встановлюється на зовнішній бік труби й оббігає трубу зовні за допомогою власного механізму робочої подачі. У якості робочих інструментів використовуються круглі пиляльні диски для металу та профільні фрези, різальна кромка яких залежно від матеріалу труби може бути виконана з високолегованої швидкорізальної сталі або з твердого сплаву.
– Налаштування глибини різання здійснюється за допомогою інструментальної шпиндельної бабки (16), яка шарнірно кріпиться до обох бічних плит (3) і регулюється за допомогою ходового гвинта (6).
- Транспортний вал (21), який за допомогою транспортних коліс створює рух у межах робочої подачі, приводиться від інструментального шпинделя через 2 ступеня черв'ячної передачі.
- Подача вмикається та вимикається за допомогою важеля перемикання швидкості подачі (28). Фрикційна муфта захищає редуктор подачі від перевантаження.
Інструментальний шпиндель обертається у особливо жорстких підвипниках. Головний редуктор зі знащенням у мастильній ванні для приведення інструментального шпинделя складається з планетарного та черв'ячного ступенів.
Редуктор розрахований таким чином, що випадкове гальмування ланцюга не призводить до пошкоджень. Усі вали редуктора обертаються у підшипниках кочення.
Рама машини з осями призначена для ведення по трубі закріпленої на трубі трубофрезерної машини, а також для передачі зусиль різання та подачі.
- Припасування до відповідного діаметра труби виконується за допомогою переналаштування ходової осі (10).
Ланцюги для закріплення складаються з окремих однакових ланок.
Кількість потрібних ланок або довжина ланцюга для закріплення залежить від зовнішнього діаметра труби.
Транспортування.
B
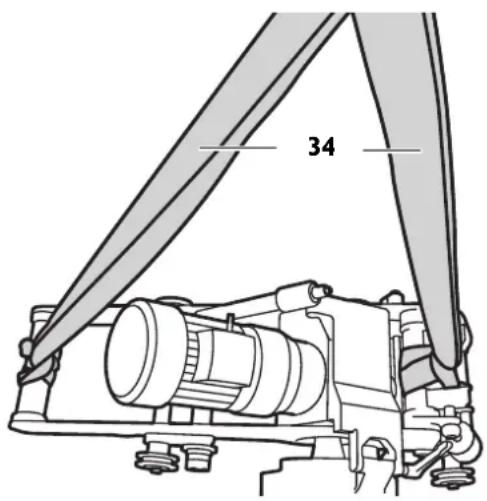

Небезпека травмування під час транспортування трубофрезерної машини. Транспортуйте трубофрезерну машину лише за допомогою доданих петель для перенесення (34) або якнайменш утрьох.
Перед початком роботи.

Небезпека травмування через несподівані рухи заготовки. Фіксуйте заготовку перед обробкою для запобігання несподіваному пересуванню.
Під час обробки заготовки існує небезпека несподіваного відкочування, падіння або зсування заготовки.

Експлуатувати машину дозволяється лише у технічно бездоганному стані. Перед кожним увімкненням перевіряйте наявність зношених або пошкоджених робочих інструментів та компонентів. Зношені або
пошкоджені робочі інструменти та компоненти потрібно негайно замінювати на нові.
Підготовчі роботи на оброблюваній трубі.
- Труби, різання яких відбувається на складському майданчику, потрібно підперти так, щоб попередити затиснення робочого інструмента.
– У разі укладених труб на ділянці довжиною 1 м по всьому зовнішньому колу труби відстань до стінки канави повинно складати не менше 50 см. - Оброблювана поверхня повинна бути вільна від бруду та грунту. Заздалегідь приберіть з оброблюваної поверхні м'які захисні покриття.
- Різальний робочий інструмент повинен вибиратися відповідно до матеріалу труби, потрібної форми обробки та охолоджувально-змашувального засобу.
- Приберіть зварні шви поруч із колесами та ланцюгами.
За докладнішою інформацією звертайтеся до постачальника охолоджувально-змашувальних засобів. (див. також пневматичний охолоджувально-змашувальний пристрій 9 12 01 002 00 4)
Мастильний засіб при 0°C:
- Мастильний засіб BIOCUT 1 л - 3 21 32 039 00 0
- Мастильний засіб BIOCUT 5 л - 3 21 32 040 00 0
Мастильний засіб до 25°C:
- Мастильний засіб 1 л - 3 21 32 042 00 0
– Мастильний засіб 5 л - 3 21 32 043 00 0
Підготовка трубофрезерної машини (див. мал. А).
- Відпустіть затискний важіль (11).
- Підніміть інструментальну шпиндельну бабку (16) за допомогою кривошипної рукоятки (у футлярі з інструментами) на механізмі подачі на врізування (7).
- Видаліть призонні прогоничи (9) і переставте ходову вісь (10) згідно з даними у таблиці (4) відповідно до наявного зовнішнього діаметра труби.
- Знову міцно затягніть призонні прогоничи (9).
RSG Ex 1500 A/B (**)
| P | D[мм] [дюймів] | |
| I 250 – 400 9,8 | 15,7 | |
| II 400 – 600 15,7 | -23,6 | |
| III 600 – 900 23 | 6 – 35,3 | |
| IV 900 – 1500 3 | 5,3 – 58,9 | |
RSG Ex 18 A/B (**)
| P | D[MM] [ДЮЙМІВ] | |
| I 250 – 400 9,6 | 15,7 | |
| II 400 – 600 15,7 | -23,6 | |
| III 600 – 800 23,6 | -31,5 | |
| IV 800 – 1000 31,5 | -39,4 | |
| V 1000 – 1300 39,4 | -51,2 | |
| VI 800 – 3000 51,2 | -118,1 |
Р: Положення ходової осі
D: Діаметр труби
- Висуньте затискні пристрої (1) для ланцюгів для закріплення шляхом обертання пружинного стакана, щоб після встановлення трубофрезерної машини було достатньо місця для затиснення.
Складіть ланцюг для закріплення у відповідності до зовнішнього діаметра труби.
Розташуйте трубофрезерну машину на трубі і зафіксуйте її підйомним пристроєм, щоб машина не змістилась.
Складіть ведучий ланцюг та пристрій натягнення ланцюга у відповідності до зовнішнього діаметра труби.
- Закріпіть ведучий ланцюг на відстані 10 мм поруч із ланцюгом для закріплення навпроти фрезерувального інструмента. Відстань від прогонича ведучого ланцюга до прогонича ланцюга для закріплення складає 10 мм.
- Перевірте відстань по всьому периметру не менше трьох разів.
Закріплення трубофрезерної машини на трубі.
Накладання ланкових ланцюгів.
- Прокладіть ще відкриті ланкові ланцюги з обох боків трубофрезерної машини по трубі.
– Припідніміть трубофрезерну машину і проведіть ланкові ланцюги під зірочками (20), щоб після прикладення трубофрезерної машини ланкові ланцюги увійшли у зачеплення із зубцями. - Проведіть вільні кінці ланкових ланцюгів над зірочками осі натягнення (14) і накладкою (19).
- Замкніть обидва кінці ланкового ланцюга прогоничем (3 02 17 216 00 4) і закріпіть двома стопорними кільцями (4 26 34 020 00 5).
Натягування ланкових ланцюгів (див. мал. А).
- Спочатку злегка прикладіть ланкові ланцюги до труби шляхом обертання обох пружинних стаканів (1). Для точнішого вирівнювання трубофрезерної машини декілька разів посуньте її декілька разів у обох напрямках.
- Шляхом повертання пружинних стаканів натягніть ланкові ланцюги так, щоб штифт (23, мал. А) потрапив у поздовжній отвір пружинного стакана у межах паза по колу труби.
- Під час процесу різання слідкуйте а положенням штифта. Якщо труба не є круглою, ланцюг потрібно підтягувати або послаблювати. Перед процедурою різання зніміть усі 4 рукоятки.
Небезпека нещасного випадку!
Не затягуйте пружинний стакан за межі цієї точки!
Монтаж робочих інструментів.
Небезпека травми
Існує небезпека травмування через ненавмисне увімкнення. Перед монтажем робочого інструмента витягніть штепсель з розетки.
Небезпека травми
Існує небезпека порізів через гострі різальні кромки робочого інструмента. Під час монтажу та демонтажу робочого інструмента носіть захисні рукавички.
Небезпека травми
Небезпека опіку через гарячий робочий інструмент. Під час демонтажу робочого інструмента носіть захисні рукавички. Вдягайте захисні рукавиці.

Використовуйте лише робочі інструменти з бездоганною різальною кромкою.
- Перед монтажем потрібно очистити пригінні та посадкові поверхні інструментального шпинделя.
– Монтуйте робочий інструмент з розпірними шайбами. - Міцно затягніть затискну гайку інструмента.
Початок роботи.
Трубофрезерна машина:
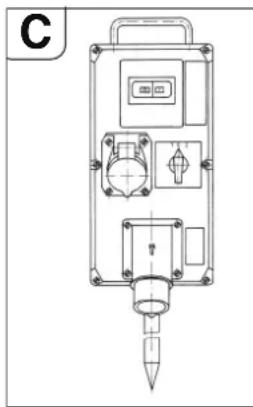
Підключайте трубофрезерні машини з електроприводом спочатку до блока комутаційних приладів, який складається з наступних компонентів: -головний вимикач/реверсивний вимикач, -захисний вимикач електродвигуна, -роз'єднувач мінімальної напруги, -штепсельні роз'єми. Головний вимикач використовується для увімкнення і для реверсування напрямку обертання. Захисний вимикач двигуна і роз'єднувач мінімальної напруги утворюють єдиний вузол. У разі перевантаження спрацьовує захисний вимикач двигуна, у разі вимкнення напруги у мережі роз'єднувач мінімальної напруги відключає трубофрезерну машину від мережі для запобігання ненавмисному повторному запуску.
Для повторного увімкнення трубофрезерної машини потрібно задіяти захисний вимикач двигуна. Блок комутаційних приладів повинен бути розташований так, щоб оператор завжди мав до нього доступ.
Трубофрезерна машина у частково вибухобезпечній конструкції:
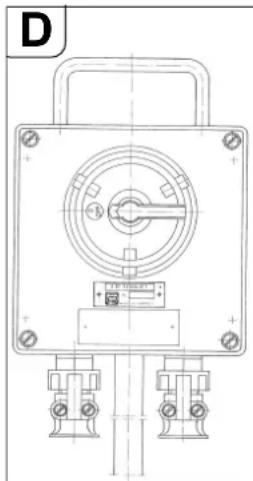
Перед блоком комутаційних приладів потрібно встановити комутаційну коробку з додатковим вимикачем для увімкнення трубофрезерної машини у вибухонебезпечних дільницях зони 2. Комутаційна коробка повинна бути розташована так, щоб оператор завжди мав до неї доступ. Небезпека вибуху Розташовуйте блок комутаційних приладів за межами зони 2.
Експлуатація.
Небезпека травми
Під час роботи захисний кожух повинен бути постійно закритий і заблокований!
Небезпека травми через стружку, що розлітається Стружка може спричинити травми. Слідкуйте за тим, щоб у небезпечній зоні не знаходилися люди.
Небезпека пожежі через стружку, що розлітається Слідкуйте за тим, щоб у небезпечній зоні не знаходилися легкозаймисті матеріали.
Небезпека травми
Під час увімкнення трубофрезерної машини існує небезпека травмування через частини, що розлітаються. Перед кожним використанням трубофрезерної машини прибирайте кривошипну рукоятку.
Процедура запуску
У разі трубофрезерних машин з електроприводом необхідно переконатися у тому, що напрямок обертання робочого інструмента є правильним. Напрямок обертання перемикається реверсивним вимикачем на комутаційному блоці.
Небезпена травми
Під час роботи машини існує небезпека травмування через частини, що обертаються. До небезпечної зони машини дозволяється входити лише для робіт з налаштування з дотриманням заходів з техніки безпеки.
– Вимкніть привід за допомогою важеля перемикання швидкості подачі (28).
- Увімкніть трубофрезерну машину.
- Відпустіть затискний важкіль (11) і за допомогою кривошипної рукоятки опустіть пиляльний диск, який обертається, якомога глибше у трубу. Глибоко занурений пиляльний диск стабілізує процес різання.
- Під час фрезерування вибирайте щонайменше зачеплення інструмента. Об'єм нарізання стружки зростає зі збільшенням глибини різання.
- Занурте робочий інструмент прибл. на 3 мм глибше, ніж потрібно, а потім поверніть його на потрібну глибину. При цьому робочий інструмент виходить із зачеплення.
-У разі використання шкали глибини дайте робочому інструменту доторкнутися до поверхні труби. Відпустіть гайку з накаткою (27) і встановіть вказівник (28) на 0. Знову затягніть гайку з накаткою (27). Відрегульовану глибину врізання можна прочитати на шкалі.
-Вимкніть трубофрезерну машину.
- Потім зафіксуйте налаштування шляхом затягування затискного важеля (11).
-Знову увімкніть трубофрезерну машину.
-Увімкніть привід за допомогою важеля перемикання швидкості подачі (28).
– Якщо дозволяє потужність двигуна, розріжте стінку труби за один раз.
- Прокладені труби можуть під час різання змінити своє положення і затиснути робочий інструмент у розрізі. Через це необхідно за різальним інструментом на регулярній відстані вбивати у розріз додані клини. У вибухонебезпечних зонах використовуйте клини (6 33 05 013 00 2) (додане приладя RSG Ex 1500 A/B (**)) і молоток з безіскрового матеріалу.
-Запобігайте перевантаженню трубофрезерної машини.
—Перевантаження є наявним, якщо під час врізування робочого інструмента, що обертається, кількість обертів двигуна помітно падає.
-Через це одночасно падає виробність різання.
- Зафіксуйте заготовку (відрізок труби) і попередьте її падіння.
У разі труб з товстими стінками (s > 10 мм) краї для зварювання потрібно обробляти за декілька проходів.
Однакова форма розрізу залежить від наступних факторів:
-вирівнювання трубофрезерної машини перед початком,
-відхилення геометричної форми труби від форми кола або циліндра,
-гостроти робочого інструмента,
-твердості матеріалу труби.
Трубофрезерна машина відрегульована так, що у разі діаметра труби 300 мм і 600 мм початок і кінець лінії різання практично збігаються.
Через ексцентричність напрямного вала мітка налаштування (24, див. мал. Е)
є дійсною лише для цих двох діаметрів. У разі більших діаметрів труби може бути потрібне додаткове регулювання.
Задній хід трубофрезерних машин (RSG Ex [\*\*]).
Пошкодження матеріальних цінностей!
Перед початком заднього ходу трубофрезерної машини необхідно вивести робочий інструмент з труби для запобігання пошкодженню робочого інструмента і редуктора.
-Вимкніть привід за допомогою важеля перемикання швидкості подачі (28).
- Відпустіть затискний важіль (11).
-Виведіть робочий інструмент з труби.
- Установіть головний вимикач/реверсивний вимикач у положення «0» (Вимк.).
-Перемкніть реверсивний вимикач у положення заднього ходу.
- Міцно затисніть затискний важіль (11).
-Увімкніть привід за допомогою важеля перемикання швидкості подачі (28).
Трубофрезерна машина не призначена для різання під час заднього ходу! Вказівки щодо охолодження і змашення.
Пошкодження матеріальних цінностей!
Робочий інструмент під час фрезерування потрібно охолоджувати і змашувати. У разі недостатнього охолодження і змашення стружка може заклинитись. Це може призвести до поломки робочого інструмента.
Дотримуйтеся інформації/вказівок виробника охолоджувального засобу, що застосовується
- Чавунні труби завжди потрібно різати у сухому стані без застосування охолоджувально-змашувального засобу.
–Пиляльний диск або фрезу для різання нелегованих сталевих труб потрібно змащувати мильною водою.
Налаштування точності ходу.
E
- Відпустіть гайку (15, див. мал. А) ключем з розміром 46.
- Прокручуйте вісь (10) відносно накладки (19).
-Закрутіть гайку (15).
У разі повертання ходової осі (10) за стрілкою годинника (у напрямку обертання робочого інструмента) робочий інструмент зміщується праворуч (напрямок огляду у напрямку руху трубофрезерної машини).
У разі повертання ходової осі проти стрілки годинника робочий інструмент зміщується ліворуч.
Монтаж додаткових ланок ланцюга.
F
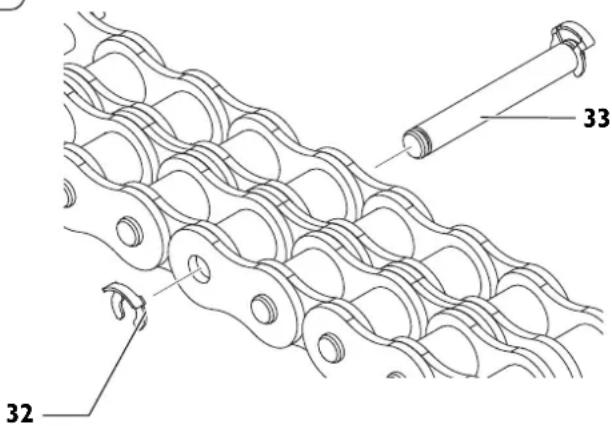
Додаткові ланки дозволяється монтувати лише у передбачених для цього місцях.
- Зніміть стопорне кільце (32).
-Зніміть прогонич (33).
-Устроміть потрібну кількість ланок ланцюга. - Ланки ланцюга різних розмірів містяться у комплекті приладя до машини.
-Устроміть прогонич (33). - Монтуйте нове стопорне кільце (32).
Закріплення трубофрезерної машини.
G
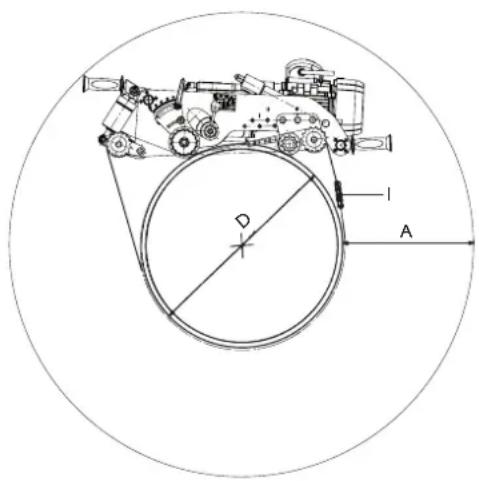
«А» потрібний робочий простір за найбільшої глибини різання.
«D» зовнішній діаметр труби
«І» кількість потрібних ланок для діаметра труби «D».
RSG Ex 1500 A/B
| Положення ходової осі | D[мм] [мм] | A[мм] [мм] | п довжина ланцюга на один бік | Загальна т довжина ланцюга | і* | р |
| 1 | 250300350400 | 400392384378 | 1427152516321744 | 2854305032643488 | 5566 | 6 |
| 2 | 400450500550600 | 381375369364360 | 17821898201921442273 | 35643796403842884546 | 677778 | 6 |
| 3 | 600 | 362 | 2302 | 4604 | 8 |
| 650 | 357 | 2433 | 4866 | 8 | |
| 700 | 352 | 2566 | 5132 | 9 | |
| 750 | 348 | 2702 | 5404 | 9 | |
| 800 | 344 | 2840 | 5680 | 10 | |
| 850 | 340 | 2862 | 5724 | 10 | |
| 900 | 337 | 3001 | 6002 | 10 | |
| 4 | 900 | 348 | 3142 | 6284 | 10 |
| 950 | 345 | 3284 | 6568 | 11 | |
| 1000 | 342 | 3428 | 6856 | 11 | |
| 1050 | 340 | 3464 | 6928 | 11 | |
| 1100 | 337 | 3607 | 7214 | 12 | |
| 1150 | 335 | 3751 | 7502 | 12 | |
| 1200 | 333 | 3896 | 7792 | 13 | |
| 1300 | 331 | 4062 | 8124 | 13 | |
| 1400 | 329 | 4338 | 8676 | 14 | |
| 1500 | 328 | 4355 | 8710 | 14 |
*Номер для замовлення 3 02 31 013 02 7 ланцюга з 10 ланок довжиною по 635 мм.
RSG Ex 18 A/B
| Положення ходової осі | D[мм] [мм] | A[мм] [мм] | п довжина LANЦЮГА НА OДИH 61K | Загальна T довжина LANЦЮГА | i* |
| 1 | 250 | 587 | 1427 | 2854 | 5 |
| 300 | 576 | 1525 | 3050 | 5 | |
| 350 | 564 | 1632 | 3264 | 6 | |
| 400 | 553 | 1744 | 3488 | 6 | |
| 2 | 400 | 522 | 1782 | 3564 | 6 |
| 450 | 511 | 1898 | 3796 | 7 | |
| 500 | 501 | 2019 | 4038 | 7 | |
| 550 | 492 | 2144 | 4288 | 7 | |
| 600 | 483 | 2273 | 4546 | 8 | |
| 3 | 600 | 453 | 2302 | 4604 | 8 |
| 650 | 445 | 2433 | 4866 | 8 | |
| 700 | 437 | 2566 | 5132 | 9 | |
| 750 | 429 | 2702 | 5404 | 9 | |
| 800 | 422 | 2840 | 5680 | 10 | |
| 4 | 800 | 396 | 2862 | 5724 | 10 |
| 850 | 393 | 3001 | 6002 | 10 | |
| 900 | 390 | 3142 | 6284 | 10 | |
| 950 | 386 | 3284 | 6568 | 11 | |
| 1000 | 383 | 3428 | 6856 | 11 | |
| 5 | 1 | 3900 | 3464 0 | 69280 | 11 |
| 1050 | 387 | 3607 | 7214 | 12 | |
| 1100 | 385 | 3751 | 7502 | 12 | |
| 1150 | 382 | 3896 | 7792 | 13 | |
| 1200 | 379 | 4062 | 8124 | 13 | |
| 1300 | 374 | 4338 | 8676 | 14 | |
| 6 | 1 | 3873 | 4355 0 | 87100 | 14 |
| 1400 | 382 | 4651 | 9302 | 15 | |
| 1500 | 378 | 4950 | 9900 | 16 | |
| 1600 | 373 | 5250 | 10500 | 17 | |
| 1700 | 369 | 5553 | 11106 | 18 | |
| 1800 | 366 | 5857 | 11714 | 19 | |
| 1900 | 362 | 6162 | 12324 | 20 | |
| 2000 | 359 | 6468 | 12936 | 21 | |
| 2100 | 356 | 6775 | 13550 | 22 | |
| 2200 | 353 | 7083 | 14166 | 23 | |
| 2300 | 350 | 7391 | 14782 | 24 | |
| 2400 | 348 | 7700 | 15400 | 25 | |
| 2500 | 346 | 8009 | 16018 | 26 | |
| 2600 | 343 | 8319 | 16638 | 27 | |
| 2700 | 341 | 8629 | 17258 | 28 | |
| 2800 | 339 | 8940 | 17880 | 29 | |
| 2900 | 337 | 9251 | 18502 | 30 | |
| 3000 | 335 | 9562 | 19124 | 31 |
*Номер для замовлення 3 02 31 013 02 7 ланцюга з 10 ланок довжиною по 635 мм.
Для досягнення оптимального попереднього натягнення ланцюга можна використовувати додані у футлярі з інструментами ланки ланцюга довжиною від 31,75 мм.
Приклад:
Для труби діаметром D=400 мм потрібно 6 ланок ланцюга (номер для замовлення 3 02 31 013 02 7).
Рух за смугою за допомогою ведучого ланцюга
H
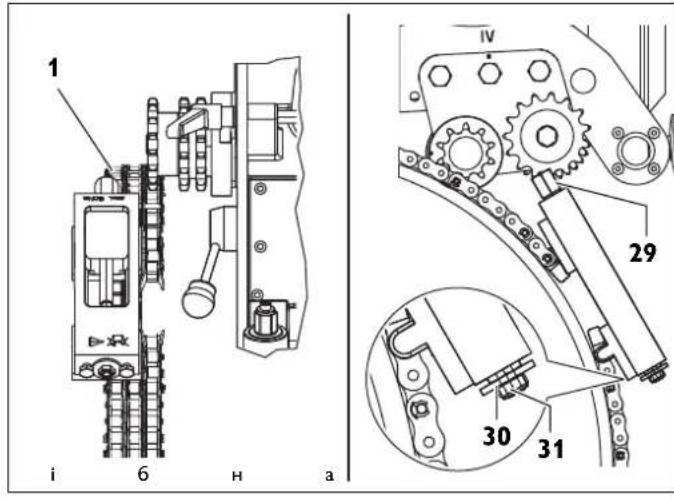
Складіть ведучий ланцюг відповідної довжини згідно з таблицею Для досягнення оптимального попереднього натягнення ланцюга можна використовувати додані у футлярі з інструментами ланки ланцюга довжиною від 31,75 мм.
Довжина ведучого ланцюга
| Діаметр труби | Довжина ланцюга | Ланки ланцюга | ||
| [мм] [мм] 6 | 35 мм 63,5 | мм 31,75 мм | ||
| 250 710 1 | 1 | |||
| 300 870 1 | 0 | |||
| 350 1030 | 1 6 1 | |||
| 400 1190 | 1 9 0 | |||
| 450 1344 | 2 1 1 | |||
| 500 1500 | 2 4 0 | |||
| 550 1660 | 2 6 1 | |||
| 600 1809 | 2 8 1 | |||
| 650 1970 | 3 1 1 | |||
| 700 2130 | 3 4 0 | |||
| 750 2290 | 3 6 1 | |||
| 800 2440 | 3 8 1 | |||
| 850 2600 | 4 1 0 | |||
| 900 2760 | 4 4 0 | |||
| 950 2921 | 4 6 0 | |||
| 1000 | 3079 | 4 8 1 | ||
| 1100 | 3397 | 5 3 1 | ||
| 1200 | 3714 | 5 8 1 | ||
| 1300 | 4032 | 6 3 1 | ||
| 1400 | 4330 | 6 | 8 | 1 |
| 1500 | 4640 | 7 | 3 | 1 |
Номер для замовлення 3 02 31 034 01 0 (l = 635 мм) Номер для замовлення 3 02 31 036 01 0 (l = 63,5 мм)
Номер для замовлення 3 02 31 035 01 0 (l = 31,7 мм)
- Прикріпіть ведучий ланцюг за одну з двох ланок ланцюга до пристрою натягнення ланцюга за допомогою прогонича і стопорного кільця.
– Проведіть ведучу ділянку ведучого ланцюга під обидві зірочки ведучого ланцюга (мал. Н).
– Прикріпіть вільний кінець ведучого ланцюга до пристрою натягнення ланцюга за допомогою прогонича і стопорного кільця. -
Прикладіть ведучий ланцюг до труби шляхом обертання шестигранника на пристрої натягнення (2).
-
Прокладіть ведучий ланцюг на відстані 10 мм (від прогоничів привідного ланцюга до прогоничів ведучого ланцюга) і перевірте відстань тричі по периметру.
- Затискайте пристрій натягнення ланцюга за допомогою шестигранника (29), поки шайба (30) на корпусі пристрою натягнення ланцюга (діапазон затискання прибл. 50 мм). (Макс. момент затягування 50 Н·м)


Увага – небезпека нещасних випадків!
У жодному разі не прокручуйте три стопорні гвинти (31) у торці. (див. мал. Н)
Заключні роботи після кожного застосування.
- Виведіть робочий інструмент з труби.
– Вимкніть трубофрезерну машину. - Зніміть робочий інструмент.
- Розкрийте кріплення трубофрезерної машини.
Зберігання трубофрезерної машини.
- Захистіть зовнішні металеві частини від корозії.
- Зберігайте трубофрезерну машину в сухому місці.
Технічне обслуговування і ремонт.
Технічне обслуговування і ремонт.
З електроінструментами і приладдям FEIN, які потребують ремонту, звертайтеся, будь ласка, до служби сервісу FEIN. Адреса знаходиться в Інтернеті на вебсайті www.fein.com.
Актуальний перелік запчастин до цього електроінструменту Ви знайдете в Інтернеті за адресою: www.fein.com.
Використовуйте лише оригінальні запасні частини.
За необхідністю Ви можете самостійно замінити наступні деталі: робочі інструменти, рукоятки, ланцюги, ланки ланцюга

Експлуатувати машину дозволяється лише у технічно бездоганному стані. Зношені або пошкоджені робочі інструменти та компоненти потрібно негайно замінювати на нові.

Небезпека травми
внаслідок ненавмисного вмикання.
Перед будь-якими маніпуляціями з трубофрезерною машиною витягайте штепсель з розетки!
Загальні вказівки
Виконувати роботи з технічного обслуговування дозволяється лише кваліфікованим фахівцям.
Роботи з догляду і технічного обслуговування переважно охоплюють:
- Зовнішнє очищення трубофрезерної машини і ланцюгів для закріплення.
– Візуальний контроль всієї трубофрезерної машини. - Заміна оливи редуктора.
- Змашення ходової різі і ланцюгів.
– Змашення напрямних інструментальної шпиндельної бабки у пристрої натягнення і транспортування.
– Відновлення наклейок і попереджень на електроінструменті.
Догляд за ланковими ланцюгами
Спочатку очистьте ланки ланцюга від крупного бруду, а потім рухайте ланки і ретельно очистьте їх за допомогою промивального бензину, гасу тощо.
Для забезпечення змашування покладіть очищені ланцюги на декілька годин у в'язку оливу, напр., трансмісійну оливу SAE 140.

Небезпека нещасного випадку!
Перед повторним використанням виконайте ретельний візуальний контроль бездоганності стану ланок ланцюга. Замініть пошкоджені частини і стопорні кільця, яких не вистачає.
Шнур живлення
У разі пошкодження мережного шнура електроінструмента шнур повинен замінити виробник або його представник.
Механізм подачі на врізування (див. мал. А)
- Зовнішня бічна поверхня гайки з трубною різзю (17) повинна бути завжди вільна від бруду і залишків іржі, а також повинна бути завжди злегка змащеною.
- У разі заміни оливи редуктора необхідно очистити та змастити ходову різь.
Демонтаж:
- Вийміть гвинт з циліндричною головкою (8).
- Вийміть болт (5) з кришки.
- Потім кривошипною рукояткою викрутіть механізм подачі на врізування з гайки з трубною різзю.
- Очистьте та змастіть деталі з різзю (див. розділ «Змашувальні засоби і схема змашування» на стор. 211).
- Замініть пошкоджені знімні кільця.
Монтаж:
Монтаж здійснюється у зворотній послідовності. Під час монтажу не пошкодьте знімні кільця!
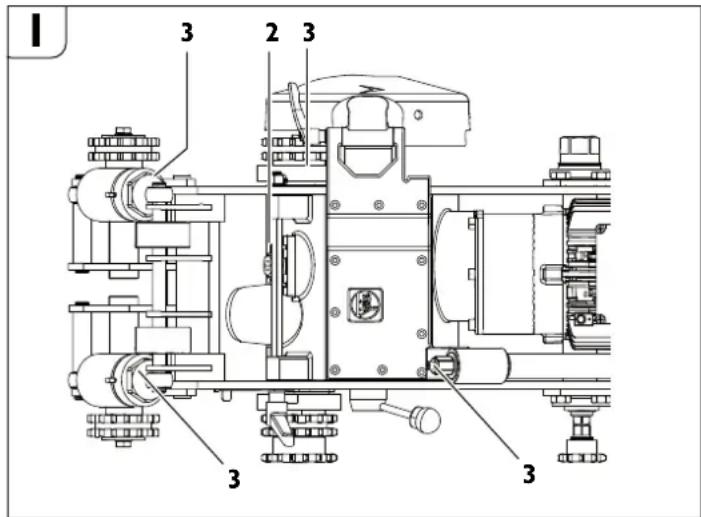
Затискний пристрій
Попереджуйте забруднення різі рим-прогоничів (3, мал. 1) у пружинному стакані.
За потреби очистьте та змастіть різь.
Змашувальні засоби і схема змащування
| Змашувальний засіб ARAL Öl Degol | Ємність Температурний діапазон [°C] | Специфікація |
| BMB 460 2 л від 0 | до +60 Трансмісійне | (редукторне)мастило типу CLPF згідно з DIN15502 |
| BMB 100 2 л від -2 | до +40 |
Під час поставки інструментальна шпиндельна бабка заправлена мастилом ARAL Öl Degol BMB 100. Настійно рекомендуємо не застосовувати інші трансмісійні мастила.
Змашувальні засоби для поверхонь ковзання
Для змашування і догляду за поверхнями ковзання рекомендуємо безкислотні, водостійкі фірмові консистентні мастила для підвипників ковзання.
| Місце змашення Мастильні або експлуатаційні матеріали | |
| 2 (редуктор) див. таблицю мастила для інструментальної шпиндельної бабки | |
| 3 (поверхні ковзання і ходова різь) Консистентне мастило для підшипників ковзання |
Усунення несправностей (конструкция RSG Ex [\*\*]).
| Несправність Можливі причини Заходи | ||
| Двигун і робочий інструмент зупиняються | Занадто низька температура оточення | Використовуйте низькотемпературну трансмісійну оливу FEIN |
| Затупився робочий Інструмент Замініть робочий Інструмент | ||
| Немає напруги в мережі | Перевірте підключення до мережі і комутаційні прилади | |
| Неправильна напруга в мережі | Перервірте дані щодо підключення до мережі | |
| Занадто швидка подача або занадто великий обсяг матеріалу, що знімається | Відрегулюйте редуктор і/або зменште глибину занурення | |
| Втрата оливи в редукторній коробці | Визначте місце течі і усуньте його – долийте оливу | |
| Занадто велике підвищення температури у двигуні | Знову увімкніть блок комутаційних приладів 3 3 07 02 041 01 4 | |
| Несправність | Можливі причини | Заходи |
| Пошкодження зірочки Пошкоджена ланка ланцюга | Замініть ланку ланцюга | |
| Неправильне з'єднання ланцюга Перевірте та виправте місця з'єднання | ||
| Прогонич ланцюга встрошлений неповністю Повністю встроміть прогонич | ||
| Неправильна траєкторія різання Неправильне вирівнювання трубофрезерної машини і панцюга | див. розділ «Підготовка трубофрезерної машини (див мал. А).» на стор. 207 і розділ «Закріплення трубофрезерної машини на трубі» на стор. 208 | |
| Відсутність ексцентричності напрямного вала Відрегулюйте точності ходу, див. розділ «Налаштування точності ходу» на стор. 209 | ||
| Затупився робочий інструмент Замініть робочий інструмент | ||
| Скісне або вертикальне розташування труби або некругла труба | ||
| Перевантаження робочого інструмента Відрегулюйте редуктор і/або зменште глибину занурення | ||
| Зменшена або відсутня функціональність машини | Немає напруги в мережі | Перевірте підключення до мережі і комутаційні прилади |
| Вимикач не увімкнений Перевірте вимикач | ||
| Муфта проковзує Відрегулюйте редуктор або відправте електроінструмент на завод FEIN для налаштування моменту спрацьовування муфти | ||
| Сильна вібрація Хід занадто швидкий Відрегулюйте редуктор | ||
| Робочий інструмент опущений занадто глибоко П | ||
| Затискний важіль (11) не затягнений | ||
| Ланцюг послаблений | ||
| Затупився робочий інструмент Замініть робочий інструмент | ||
Гарантія.
Гарантія на виріб надається відповідно до законодавчих правил країни збуту.
Робочі інструменти і приладдя.
Пиляльні диски

1

2

3
Форма 1, високолегована швидкорізальна сталь, для типу редуктора:
A, B – для обробки сталевих труб
| ∅ | Ширина | Маса | Кількість зубців | Макс. глибина різання | Номер для замовлення |
| (мм) | (мм) | (кг) | (мм) | ||
| 160 | 4 | 0,5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0,7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0,9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 4 | 1,3 | 70 | 55 | 6 35 02 041 00 1 |
Форма 2, високолегована швидкорізальна сталь, для типу редуктора:
В – для обробки чавунних труб
| ∅ | Ширина | Маса | Кількість зубців | Макс. глибина різання | Номер для замовлення |
| (мм) | (мм) | (кг) | (мм) | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 050 00 1 |
| 180 | 4 | 0,7 | 46 | 35 | 6 35 02 098 00 0 |
| 200 | 4 | 0,6 | 50 | 45 | 6 35 02 099 00 4 |
Форма 3, високолегована швидкорізальна сталь, із зубцями з твердого сплаву, для типу редуктора:
A, B – для обробки чавунних труб (включаючи цементну футерівку) і нелегованих сталевих труб до 400 H/mm ^2
| ∅ | Ширина | Маса | Кількість зубців | Макс. глибина різання | Номер для замовлення |
| (мм) | (мм) | (кг) | (мм) | ||
| 160 | 4 | 0,5 | 40 | 25 | 6 35 02 080 00 8 |
| 180 | 4 | 0,7 | 44 | 35 | 6 35 02 061 00 9 |
| 200 | 4 | 0,9 | 50 | 45 | 6 35 02 084 00 2 |
Призматична шпонка
| W × B × A | |
| MM | |
| 6×6×32 | 40221044000 |
| 8×7×32 | 40221050005 |
футляр
| Довжина x ширина x висота | |
| мм | |
| 1000 x 800 x 395 | 3 39 01 114 00 7 |
Профільна фреза
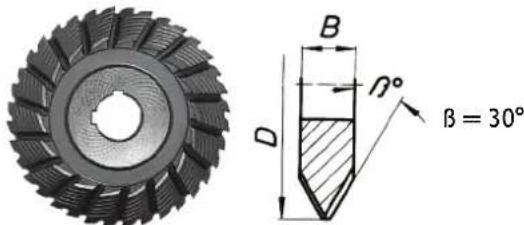
V-подібна форма, високолегована швидкорізальна сталь, для типу редуктора:
| A – для обробки високолегованих сталевих труб |
| B – для обробки нелегованих сталевих або чавунних труб з макс. товщиною стінок до 10 мм і макс. діаметром 1600 мм |
| D | B | Maca | Кількість зубців | В | Макс. глибина різання | Номер для замовлення |
| (мм) | (мм) | (кг) | (°) | дюйми (мм) | ||
| 125 | 25 | 1,6 | 32 | 30 | 25 | 6 35 08 056 00 4 |
| 160 | 30 | 3,2 | 36 | 30 | 25 | 6 35 08 081 00 9 |
| 160 | 30 | 3,3 | 36 | 37,5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 5,5 | 36 | 37,5 | 25 | 6 35 08 094 00 0 |
| 180 | 42 | 4,9 | 36 | 30 | 25 | 6 35 08 085 00 8 |

| U-подібна форма, високолегована швидкорізальна сталь, для типу редуктора: | |||||
| A – для обробки високолегованих сталевих трубB – для обробки нелегованих сталевих або чавунних труб з макс.товщиною стінок до 10 мм і макс. діаметром 1600 мм | |||||
| D B Maca | Кількість | зубців | Макс.глибинарізання | Номер длязамовлення | |
| (мм) | (мм) | (кг) | (мм) | ||
| 160 25 2,8 | 40 25 6 3 | 5 08 089 | 00 7 | ||

| Номплент фрез, високолегована швидкорізальна сталь, для типу редуктора: | ||||||
| A – для обробки високолегованих сталевих трубВ – для обробки нелегованих сталевих або чавунних труб з макс.товщиною стінок до 10 мм і макс. діаметром 1600 мм | ||||||
| D В Маса | Кількість | зубців | ß Макс.глибина різання | Номер для замовлення | ||
| (мм) | (мм) | (кг) | (°) | (мм) | ||
| 154 | 30,5 | 2,5 32 | 30 25 6 | 35 08 | 099 02 0 | |
Ланка ланцюга
| 10 ланок ланцюга | × 63,5 мм = 635 мм |
| Номер для замовлення | 3 02 31 013 02 7 |
| 1 ланка ланцюга | 31,75 |
| Номер для замовлення | 3 02 31 029 00 2 |
Запасний прогонич
| Номер для замовлення | 3 02 17 216 00 4 Натяжний ланцюг 38,5 мм |
| Номер для замовлення | 3 02 16 166 00 0 Ведучий ланцюг 54 мм |
Запасне стопорне кільце
| Номер для замовлення | 3 02 17 216 00 4 |
Сталевий розпірний клин
| Номер для замовлення | 6 33 05 006 00 8 |
Додане приладдя
| Номер для замовлення | Кількість | Назва |
| 3 39 01 114 00 7 | 1 | Футляр |
| 3 39 01 031 00 1 | 1 | Футлярі з інструментами |
| 3 21 22 007 01 7 | 1 | Кривошипна рукоятка |
| 6 29 01 016 00 2 | 1 | Однобічний гайковий ключ, розмір 46 |
| 6 29 03 010 00 6 | 1 | Однобічний гайковий ключ, розмір 55 |
| 3 12 07 333 01 0 | 1 | Пристрій для натягування ланцюга тільки для RSG Ex 1500 A/B (**) |
| 6 29 11 010 00 0 | 1 | Кільцевий гайковий ключ,17/19 |
| 6 29 06 014 00 0 | 1 | Торцевий гайковий ключ, розмір 46/41 |
| 3 02 31 029 00 2 | 20 | Роликовий ланцюг |
| 3 02 17 216 00 4 | 20 | Прогонич |
| 4 26 34 020 00 5 | 40 | Стопорне кільце |
| 6 33 05 013 00 2 | 5 | Розпірні клини, безіскрові для RSG Ex 1500/18 A/B (**) |
| 3 07 02 041 01 4 | 1 | Блок комутаційних приладів для RSG Ex 1500/18 A/B (**) |
| 3 21 74 009 00 1 | 1 | Кільцева петля |
| 3 21 74 010 00 3 | 1 | Кільцева петля |
| 3 07 28 188 00 8 | 1 | Зчеплення CEE для RSG Ex 1500/18 A/B (**) |
| 3 02 31 035 02 0 | 1 | Ланцюг тільки для RSG Ex 1500 A/B (**) |
| 3 02 16 166 01 0 | 1 | Прогонич тільки для RSG Ex 1500 A/B (**) |
| 3 40 56 026 00 0 | 1 | Пласкі заглушки тільки для RSG Ex 1500 A/B (**) |
Опціональне приладдя
| Номер для замовлення | Кільність | Назва |
| 3 02 31 013 02 7 | 1 | Ланцюг з 10 ланками |
| 4 26 34 020 00 5 | 1 | Стопорне кільце |
| 3 02 17 216 00 4 | 1 | Прогонич |
| 4 30 12 051 12 2 | 1 | Призонний прогонич |
| 6 33 05 013 00 2 | Вибивний клин, безіскровий | |
| 9 12 01 002 00 4 | Пневматичнийохолоджувально-змашувальний пристрій (DKSE) | |
| 3 24 33 027 01 7 | 1 | З'єднувальні компоненти дляпневматичногоохолоджувально-змашувального пристрою(плита у комплекті) |
| 9 26 01 023 02 3 | 1 | Компрессор для пневматичногоохолоджувально-змашувального пристрою |
| 3 14 14 055 00 2 | 1 | Поліамідний пневматичнийшланг у комплекті длякомпрессора |
| 4 11 36 005 01 9 | 1 | З'єднувальна муфта |
| 3 02 31 035 02 0 | 1 | Ланцюг |
| 3 02 16 166 01 0 | 1 | Прогонич |
| 3 40 56 026 00 0 | 1 | Пласкі заглушки |
Пневматичний охолоджувально-змашувальний пристрій 9 12 01 002 00 4
Високі швидкості різання і подачі трубофрезерної машини викликають необхідність охолодження і змащування робочих інструментів під час оброблення сталі. Пневматичний охолоджувально-змащувальний пристрій працює за принципом розпилювання і випаровування охолоджувально-змащувального засобу і за допомогою монтованих на трубофрезерній машині форсунок забезпечує постійно якісне охолодження і змащування.
Крім того, виключається забруднення грунту на будівельному майданчику, яке виникає у разі ручної подачі охолоджувально-змашувальної емульсії.
У якості охолоджувально-змашувального засобу ми рекомендуємо використовувати охолоджувально-змашувальну оливу для обробки металів BIOCUT 3000. Це новий повністю синтетичний змашувальний матеріал для важких умов праці, який має відмінні адгезійні та охолоджувальні властивості, розчинюється у воді, добре розпадається у біологічний спосіб і та економічно споживається (у залежності від налаштувань до прибл. 0,3 дм³/год на форсунку).
BIOCUT 3000 не містить шкідливих для здоров'я речовин. Він відповідає вимогам Німецького об'єднання галузей газо- і водопостачання (Deutscher Verein des Gas- und Wasserfaches e.V. – DVGW).
Усі інгредієнти відповідають вимогам Управління Із санітарного нагляду за якістю харчових продуктів та ліків (США) і Фармакопеї Німеччини у чинній наразі редакції.
Змашувальний засіб можна отримати від:
Змашувальний засіб BIOCUT 3000 для температур до 0°C:
1 л - 3 21 32 039 00 0
5 л - 3 21 32 040 00 0
Холодостійкий змашувальний засіб для температур до -25°C:
1 л - 3 21 32 042 00 0
5 л - 3 21 32 043 00 0
Для застосування пневматичного охолоджувально-змашувального пристрою за машинами з трифазним електроприводом RSG Ex (**) застосовується компресор, номер для замовлення FEIN 9 26 01 023 02 3, з кількістю всмоктуваного повітря прибл. 130 л/хв.
Запасні частини.
Поточний перелік запчастин знаходиться в інтернеті на www.fein.com.
Заява про відповідність.
Декларація СЕ діє лише для країн Європейського союзу та EFTA
(Європейської асоціації вільної торгівлі) і лише для виробів, призначених для ринку ЄС або EFTA.
Фірма FEIN заявляє під свою особисту відповідальність, що цей виріб відповідає чинним приписам, викладеним на останній сторінці цієї інструкції з експлуатації.
Технічна документація: С. & Е. Fein GmbH,
D-73529 Schwäbisch Gmünd
Захист навколишнього середовища, утилізація.
Упаковку, відпрацьовані електроінструменти та приладдя потрібно утилізувати екологічно чистим способом.
Схема підключення двигуна
Блок комутаційних приладів
3 07 02 041 01 4
Ел. табло
3 07 02 041 01 4
Lülitusseadme
3 07 02 041 01 4





- 2) Нлектрікн аσφάλεια
- Призначення трубофрезерних машин.
- Директива ЄС 94/9EG ATEX (Atmosphères Explosibles)
- Короткий огляд.
- Для Вашої безпеки.
- Загальні вказівки з техніки безпеки.
- ПОПЕРЕДЖЕННЯ
- Зберігайте всі правила з техніки безпеки і вказівки на майбутнє.
- 1) Безпека на робочому місці
- 2) Електрична безпека
- 3) Безпена людей
- 4) Правильне поводження та користування електроприладами
- 5) Сервіс
- Особливі вказівки з техніки безпеки для трубофрезерних машин.
- Електричні трубофрезерні машини (конструкція RSG Ex [\*\*]).
- Застосування.
- Принцип роботи (див. мал. А).
- Транспортування.
- Перед початком роботи.
- Підготовчі роботи на оброблюваній трубі.
- Підготовка трубофрезерної машини (див. мал. А).
- Закріплення трубофрезерної машини на трубі.
- Накладання ланкових ланцюгів.
- Натягування ланкових ланцюгів (див. мал. А).
- Небезпека нещасного випадку!
- Монтаж робочих інструментів.
- Небезпека травми
- Початок роботи.
- Трубофрезерна машина:
- Трубофрезерна машина у частково вибухобезпечній конструкції:
- Експлуатація.
- Процедура запуску
- Небезпена травми
- Задній хід трубофрезерних машин (RSG Ex [\*\*]).
- Пошкодження матеріальних цінностей!
- Трубофрезерна машина не призначена для різання під час заднього ходу! Вказівки щодо охолодження і змашення.
- Налаштування точності ходу.
- Монтаж додаткових ланок ланцюга.
- Закріплення трубофрезерної машини.
- Приклад:
- Увага – небезпека нещасних випадків!
- Заключні роботи після кожного застосування.
- Зберігання трубофрезерної машини.
- Технічне обслуговування і ремонт.
- Загальні вказівки
- Догляд за ланковими ланцюгами
- Шнур живлення
- Механізм подачі на врізування (див. мал. А)
- Демонтаж:
- Монтаж:
- Затискний пристрій
- Змашувальні засоби і схема змащування
- Змашувальні засоби для поверхонь ковзання
- Усунення несправностей (конструкция RSG Ex [\*\*]).
- Гарантія.
- Робочі інструменти і приладдя.
- Пневматичний охолоджувально-змашувальний пристрій 9 12 01 002 00 4
- Запасні частини.
- Заява про відповідність.
- Захист навколишнього середовища, утилізація.
Марка : Fein
Модель : RSG EX 1500 B
Категорія : фрезер