
RSG EX 1500 B - 밀링 머신 Fein - 무료 사용 설명서
기기 매뉴얼을 무료로 찾기 RSG EX 1500 B Fein PDF 형식.

| 브랜드 | Fein |
| 모델 | RSG EX 1500 B |
| 카테고리 | 밀링 머신 (튜브 밀링 머신) |
| 유형 | 부분 방폭 전기 튜브 밀링 머신 |
| 정격 전압 | 400 V (3상 3~, 50 Hz) |
| 정격 출력 | 1500 W |
| 무부하 모터 속도 | 2860 rpm |
| 무부하 공구 속도 | 35 rpm (버전 A) / 70 rpm (버전 B) |
| 이송 | 40 mm/min (버전 A) / 80 mm/min (버전 B) |
| 최대 공구 직경 | 220 mm |
| 튜브 직경 범위 | 250 – 1500 mm (RSG Ex 1500) / 250 – 3000 mm (RSG Ex 18) |
| 크기 (길이 × 높이 × 너비) | 974 × 334 × 450 mm (버전 A) / 1088 × 334 × 431 mm (버전 B) |
| 무게 | 80 kg |
| 보호 등급 | IP X4 |
| 보호 유형 | 부분 방폭 (모터 및 스위치 ATEX) |
| 주요 기능 | 강철 또는 주철 튜브 절단, 밀링 및 모따기 |
| 자동 이송 | 예, 이송 제어 레버(28)를 통해 |
| 방폭 모터 | ATEX 존 2 준수 (외부 제어 박스 포함) |
| 절연 핸들 | 예 (절연 표면이 있는 운반 스트랩) |
| 유지보수 | 기어 오일 교환, 체인 청소, 슬라이딩 표면 윤활 |
| 제공 액세서리 | 운반 용기, 공구 상자, 핸들, 렌치, 체인 텐셔너, 체인 등 |
자주 묻는 질문 - RSG EX 1500 B Fein
사용자 질문 RSG EX 1500 B Fein
0 질문 이 기기에 대해. 알고 있는 것에 답하거나 자신의 질문을 하세요.
이 기기에 대한 새로운 질문하기
기기 설명서 다운로드 밀링 머신 무료 PDF 형식! 매뉴얼 찾기 RSG EX 1500 B - Fein 전자 기기를 다시 손에 넣으세요. 이 페이지에는 기기 사용에 필요한 모든 문서가 게시되어 있습니다. RSG EX 1500 B 브랜드 Fein.
사용 설명서 RSG EX 1500 B Fein
| 기호,부호 설명 | |
 | 문장이나 그림에 나와있는 지시 사항을 반드시 준수하십시오! |
 | 밴드시 첨부되어 있는 사용 설명서와 일반 안전수치을 읽으십시오. |
 | 직업할 때 보안깅을 착용하십시오. |
| [K5KH] | 직업할 때 귀마새를 사용하십시오. |
 | 직업할 때 보호장갑을 착용하십시오. |
| [4XK2] | 일반적인 금지 표지. 이 행동은 금지되어 있습니다. |
 | 손은 넣지 바십시오! |
| [202K] | 전동공구의 회전하는 부위를 만지지 마십시오. |
| [X6KC] | 체인과 톡니 바퀴 안을 만지지 마십시오! |
 | 절단 커터 능 진농공구 엑세서리의 날카로운 모서리에 주의하십시오. |
 | 뜨거운 표번! |
 | 손잡이 번 |
 | 추가 징보. |
 | 진농공구가 EU (유립연합) 해당 지침에 직합하다는 것을 증명합니다. |
 | 폐기용 진농공구와 기타 진기 및 진농 제품은 변도로 수거하여 환성 친화식인 방법으로 재생할 수 있도록 해야 합니다. |
 [6SWT] [6SWT] | 절대로 세 개의 안선 나사를 지나치게 돌리지 마십시오. |
 | 중국에만 해당 :일반적으로 사용하는 제품의 환경 보호 기간은 10 년입니다 |
| (**) | 숫자나 알파벳을 포함할 수 있습니다 |
기술자료.
| 주문 번호 | 7 360 ... 7 360 ... | |
| 조립 방법 * | RSG Ex 1500 A (**) RSG Ex 1500 B (**) | |
| 주문 번호 | 7 360 ... 7 360 ... | |
| 조립 방법 * | RSG Ex 18 A (**) RSG Ex 18 B (**) | |
| 전압 4) | 400 V 400 V | |
| 주파수 4) | 50 Hz 50 Hz | |
| 전원 인결 유형 | 3 ~ (3 상 전류) | 3 ~ (3 상 전류) |
| 공회전속도 (5) | ||
| - 모터 | 2860 /min 2860 /min | |
| - 장착용 액세서리 | 35 /min 70 /min | |
| 피드 4) | 40 mm/min | 80 mm/min |
| 징격 전력 (P) | 1500 W | 1500 W |
| 전원 케이블 길이 (플러그 포함) | ||
| - RSG Ex 1500 (**) | 2 x 20 m | 2 x 20 m |
| - RSG Ex 18 A/B(**) | 2 x 20 m | 2 x 20 m |
| 보호동급 | 1/1/1 | 1 |
| 보호동급 | IP X4 | IP X4 |
| 조립 방법 * | RSG Ex 1500 A (**) | RSG Ex 18 A (**) |
| RSG Ex 1500 B (**) | RSG Ex 18 B (**) | |
| 크기 : | ||
| - 중량 (m) | 80 kg | 80 kg |
| - 최대 공구 ∅ | 220 mm 220 mm | |
| - Lmax. | 974 mm | 1088 mm |
| - Hmax. | 334 mm 334 mm | |
| - Bmax. | 450 mm 431 mm | |
| - B1 | 371 mm 371 mm | |
| - B2 | 201 mm 201 mm | |
| - B3 | 791 mm 991 mm | |
파이프 절삭기의 규정
파이프 전작기는 스팅 또는 주문 소제의 노출된 파이프 조사 및 실치된 배관을 전단하거나 결삭하는데, 그리고 공사 현장, 작업장 및 실외에서 용접하기 전에 파이프 끝에 모파기 작업을 하는데 사용됩니다. 파이프 전작기는 비영구직인 임상직 용도를 위한 것으로, 전문가들을 다루는 전문 기업들을 위한 것입니다.
완진한 파이프 신삭기는 Ex 보호구역에서 히용되지 않습니다.
파이프 절삭기를 다음의 경우에 사용하면 안됩니다 :
- 폭발성 대기권에서
-폭우나 수중 작업에서. - -20°C에서 40°C까지의 온도 범위 밝에서.
-폭발성 물질의 분리용.
-가인성 분진을 분리용.
EC 지침 94/9EC ATEX(폭발 가능한 대기)
RSG Ex(**) 유형의 FEIN 파이프 전삭기가 폭반 위험이 있는 범위에 사용할 수 있도록 승인되지 않았으며, 따라서 이러한 파이프 절삭기에는 94/9EC 지침에 따른 EC 유형 검사 인증서가 존재하지 않는다는 점을 알려 드립니다.
(과이프 절삭기 RSG Ex (**)의 경우 전기 모니와 보조 스위치와 함께 ATEX 호한 구성 요소 두개만 장착됩니다.)
ATEX 지침은 EC 국가에서만 유효합니다.
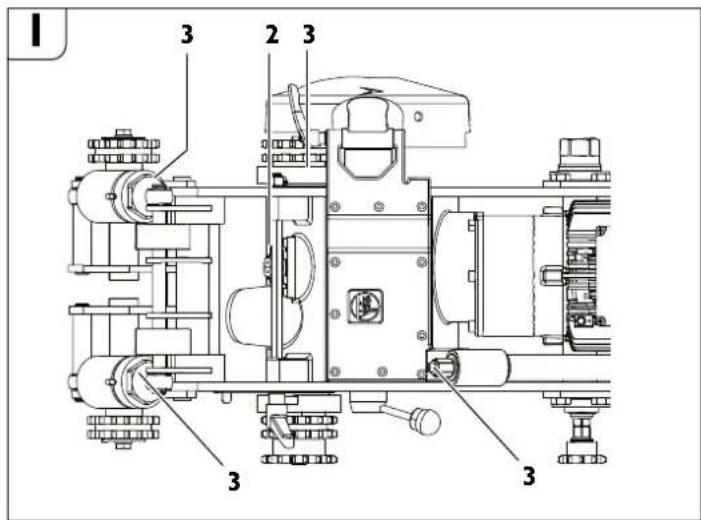
요약
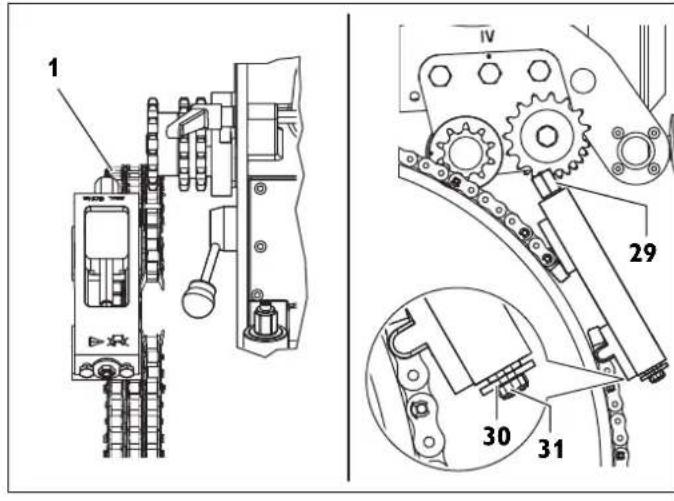
1 클램핑 장치
2 측면 플레이드용 고정 나사
3 측면 플레이트
4 기기 라벤
5 볼드
6 나사산 스픈들
7 피드 유닛
8 피드 유닛용 실린더 헤트 나사
9 피팅 나사
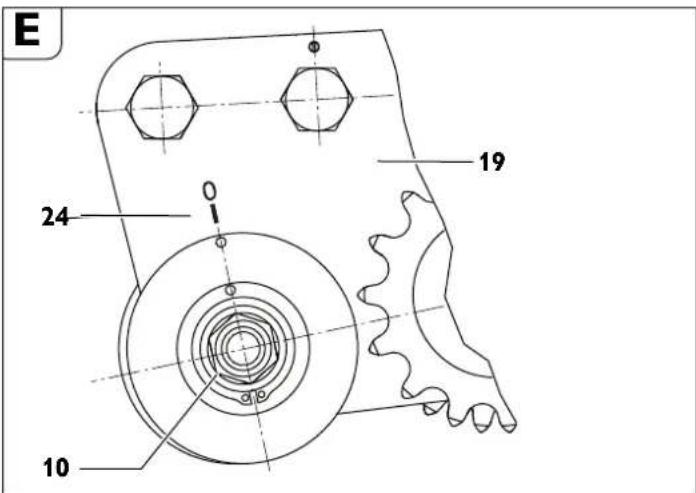
10구동축
11 클램핑 레버
12 욕각 헤드 나사
13 와서
14 군림핑 촉
15 니트
16 듯스핀들 훈디
17 파이프 너드
18 모터용 고정 나사
19이유관
20체인획
21이동축
22안전 링
23 편
24 돌스핀들 훔더용 나사 플리그
25 운반용 손잡이 (절인된 손잡이번)
26 짓이 눈규자
27 넷드 너트
28 피드 스위치 레버
29 체인 스페녀의 육각 부품
30 체인 스패너의 와서
31 제인 스페너의 안전 나사
32 체인 링크의 안선 링
33 체인 링크의 봄드
34 운반용 고리
안전 수칙 .
일반 안전수칙
경고 이 전동공구에 첨부된 모든 안전수칙, 설명서, 그림 및 기술 자료를 읽으십시오. 안전지침과 사용 실명시를 준수하지 않을 경우 전기 충격, 화제 및 /또는 신각한 부상을 초례할 수 있습니다.
추후에 사용하기 위해 모든 안전수칙과 사용 설명서를 보관하십시오.
안전수적에서 사용되는 “전동공구”라는 개념은 전원에 인결하여 사용하는 (전원 코드가 있는) 전동공구와 배터리로 사용하는 (전원 코드가 없는) 전동공구를 의미합니다.
1) 작업장 안전
a) 작업장을 항상 깨끗이 하고 조명을 밝게 하십시오. 작업장 환경이 어수신하거나 ein두우면 사고를 초래할 수 있습니다.
b) 가연성 유체, 가스 또는 분진이 있어 폭발 위험이 있는 환경에서 전동공주를 사용하지 마십시오. 전동공구는 분진이나 증기에 점화하는 스프크를 일으킬 수 있습니다.
c) 전동공구를 사용할 때 구경판이나 어린이 혹은 다른 사람이 작업장에 접근하지 못하게 하십시오. 다른 사람이 주의를 산만하게 하면 기기에 대한 통제를 잃기 접습니다.
2) 전기에 관한 안전
a) 전동공구의 전원 플러그가 전원 콘센트에 잘 맞아야 합니다. 플러그를 조금이라도 변경시켜서는 안됩니다. 접지된 전동공구를 사용할 때 어댑터 플러그를 사용하지 마십시오. 변형되지 않은 플러그와 잘 맞는 콘센트를 사용하민 감진의 위험을 감소할 수 있습니다.
b) 파이프관,라디에이터,레인지,냉장고와 같은 접지 표면에 몸이 당지 않도록 하십시오.몸에 당을 경우 감전될 위험이 높습니다.
c) 전동공구를 비에 맞지 않게 하고 습기 있는 곳에 두지 마십시오. 전동공구에 봄이 들어가번 갈전된 위험이 놓습니다.
d) 전원 코드를 잡고 전동공구를 운반하거나 걸어 놀아서는 안되며, 콘承德에서 전원 플려그룹를 뺀을 때 전원 코드를 잡아 당져서는 점대로 안됩니다. 전원 코드가 열과 오일에 접촉하는 것을 피하고, 달카로운 모서리나 기기의 가동 부위에 닿지 않도록 주의하십시오. 손상되거나 엉킨 전원 코드는 감전을 유발한 수 있습니다.
e) 실외에서 전동공구로 작업할 때는 실외용으로 적당한 영장전원 코드만을 사용하십시오. 실외용 연장 전원 코드를 사용하면 감전의 위험을 즐일 수 있습니다.
f) 전통공구를 습기 친 곳에서 사용해야 할 경우에는 누전 차단기를 사용하십시오. 누전 차단기를 사용하면 감전 위험을 줄일 수 있습니다.
3)사용자 안전
a) 신중하게 작업하십시오. 작업을 할 때 주의를 하며, 전동공구를 사용할 때 속할하게 행동하지 마십시오. 피로한 상태이거나 약물복용 및 음주한 후에는 전동공구를 사용하지 마십시오. 전동공구를 사용할 때 삼시라도 주의가 산만해 시면 중상을 입을 수 있습니다.
b) 작업자 안전을 위한 장치를 사용하십시오. 항상 보안경을 착용하십시오. 전종공구의 종류와 사용에 따라 먼저 보호 미스크, 미프리지지 않는 안전한 신발, 안전모 또는 귀마개 동의 안전한 복장을 하민 상해의 위현을 준원 수 있습니다.
c) 실수로 기기가 작동되지 않도록 주의하십시오. 전동공구를 전원에 연결하거나 베터리를 끼우기 전에, 혹은 기기를 들거나 응반하기 전에, 전원 스위치가 꺼져 있는지 다시 확인하십시오. 전동공구를 운반할 때 전원 스위치에 손가라을 대거나 전원 스위치가 캼진 상태에서 전원을 연결하면 사고 위혀이 높습니다.
d) 전통공구를 사용하기 전에 조절하는 클이나 나사키 등을 배 놓으십시오. 회진 하는 부위에 있는 틀이나 나사 키로 인해 상처를 입을 수 있습니다.
e) 자신을 과신하지 마십시오. 볼안정한 자세를 피하고 항상 평형을 이론 상태로 작업하십시오. 안정된 자세와 평형은 상태로 작업해야만이 의외의 상황에서도 전동공구를 안전하게 사용할 수 있습니다.
1) 알맞은 작업복을 입으십시오. 협령한 복장을 하거나 장신구를 착용하지 마십시오. 머리나 옷이 가동하는 기기 부위에 가까이 땙지 않도록 주의하십시오. 험령한 복장, 장신구 혹은 긴 머리는 가동 부위에 말려 사고를 초래할 수 있습니다.
g) 분진 추출장치나 수거장치의 조림이 가능한 경우, 이 장치가 연결되어 있는지, 제대로 작동이 되는지 확인하십시오. 이러한 분진 추출장치를 사용하면 분진으로 인한 사고 위험을 줄일 수 있습니다.
h) 르을 자주 사용한다고 해서 안주하는 일이 없게 하고 공구의 안전 수칙을 무시 하지 않도록 하십시오. 부주의하게 취급하여 순간적으로 심각한 부상을 입을 수 있습니다.
4) 전동공구의 울바른 사용과 취급
a) 기기를 과부하 상태에서 사용하지 마십시오. 작업할 때 이에 적당한 전동공구를 사용하십시오. 알맞은 전동공구를 사용하면 지정된 성능 한도 내에서 더 효율적으로 안진하게 작업할 수 있습니다.
b) 전원 스위치가 고장 난 전동공구를 사용하지 마십시오. 전원 스위치가 작동되지 않는 전동공구는 위험하므로, 반드시 수리를 해야 합니다.
c) 전동공구를 조정하거나 액세서리 부품 교환 혹은 공구를 보관할 때, 항상 전원 콘센트에서 플러그를 미리 배어 높거나 배터리를 분리하십시오. 이러한 조치는 실수로 전동공구가 작동하게 되는 것을 예방합니다.
d) 사용하지 않는 전동공구는 어린이 손이 닿지 않는 곳에 보관하고, 전동공구 사용에 익숙지 않거나 이 사용 설명서를 읽지 않은 사람은 기기를 사용해서는 안 됩니다. 경험이 있는 사람이 전동공구를 사용하면 위험합니다.
e) 전동공구 및 액세서리를 조심스럽게 관리하십시오. 가동 부위가 하자없이 정상적인 기능을 하는지, 걸리는 부위가 있는지, 혹은 전동공구의 기능에 중요한 부품이 손상되지 않았는지 확인하십시오. 손상된 기기의 부품은 전동공구를 다시 사용하기 전에 반드시 수리를 말기십시오. 제대로 관리하지 않은 전동공구의 경우 많은 사고를 유만합니다.
f) 절단 공구를 날카롭고 PCA해해 관리하십시오. 날카로운 절단면이 있고 잘 관리된 절단공구는 결과는 경우가 드물고 조설하기도 있습니다.
g) 전동공구, 액세서리, 장착하는 공구등을 사용할 때, 이 지시 사항과 특별히 기종별로 나와있는 사용 방법을 준수하십시오. 이때 작업 조건과 실시하려는 작업 내용을 고려하십시오. 원래 사용 분야가 아닌 다른 작업에 전동공구를 사용할 경우 위험한 상황을 초래할 수 있습니다.
h) 손잡이 및 잡는 면을 건조하게 유지하고, 오일 및 그리스가 물어 있지 않도록 깨끗하게 하십시오. 손잡이 또는 잡는 년이 미끄리우년 예상치 못한 상황에서 안전한 취급 및 제어가 어려워집니다.
5) 서비스
a) 전동공수 수리는 반드시 전문 인력에게 말기고, 수리 정비 시 보쉬 순정 부품만을 사용하십시오. 그렇게 함으로써 기기의 안전성을 오래 유지할 수 있습니다.
파이프 절삭기용 특수 안전수칙
파이프 절삭기를 시동, 작업 및 유지 관리할 때 국내 사고 예방 규정을 준수하십시오.
! 범적 방폭 지침을 준수하십시오.
가공할 과이프를 안전한 상태로 고징하십시오. 지시사항을 준수하지 않으면 심각한 부상이나 시망이 발생할 수 있습니다.
전동 파이프 절삭기 (RSG Ex (\*\*) 모델).
파이프 절사기의 전원 전압과 전압 표시 가 일치해야 합니다.
파이프 절삭기는 20A 의 퓨즈와 안전하게 연결되어야 합니다.
선원 케이블과 경우에 따라 연장 케이블을 정기적으로 점검하십시오!
주스위치가 끼진 경우에만 파이프 절삭기를 배선반에 연결합니다.
배전반은 작업자가 언제든지 접근할 수 있어야 합니다.
사용
손잡이와 손잡이 면을 건조하고, 깨끗하고, 기름과 그리스 없는 상태로 유지하실시 오. 미끄러운 손잡이와 손잡이 면은 예상치 못한 상황에서 전동공구를 안전하게 작동하고 제이할 수 있습니다.
작업할 때 름날 등의 액세서리가 보이지 않는 전선에 접촉할 수 있으면 기기의 결연된 손잡이 부위를 잡으십시오. 전류가 흐르는 전선에 닿게되면 기기의 금속 부위에도 전기가 통해 감진된 수 있기 때문입니다.
파이프 절삭기를 과부하하지 마십시오. 작업에 적합한 장착용 액세서리를 사용하십시오. 올바른 장착용 액세서리를 사용하여 보다 효과식이고 안전하게 작업하십시오.
스위치가 고장난 파이프 절삭기를 사용하지 마십시오. 스위치가 작동하지 않는 파이프 절삭기는 위험하므로 수리해야 합니다.
기기를 세링하거나 장착용 액세서리를 교환할 때 전원 공습을 중단하십시오. 이 예방 조치로 파이프 절삭기가 우발적으로 작동하는 것을 방지할 수 있습니다.
파이프 절삭기에 익숙하지 않거나 이 설명서를 읽지 않은 사람이 기기를 사용하지 못하도록 하십시오. 경험이 없는 사람이 사용하면 파이프 절삭기가 위험합니다.
파이프 절삭기를 정기적으로 점검하십시오. 파이프 절삭기가 손상되지 않았는지, 이를 작동하는에 지장을 주는 다른 요소가 있는지 확인해 보십시오. 제대로 작동하지 않는 파이프 절삭기는 사용하기 전에 수리하십시오. 파이프 전삭기를 제대로 정비하지 않으면 수많은 예방 가능한 사고가 발생합니다.
파이프절삭기, 부속풀 및 장착용 액세서리 등은 이 사용 설명서에 따라 사용해야 합니다. 이때 작업 조건과 수행할 작업을 고려해야 합니다. 파이프절삭기를 의도된 작업 이외의 작업에 사용하면 위협한 상황이 반생할 수 있습니다.
작동 방법(그림 A 참조).
파이프 전삭기는 접제거용 액세시러를 사용하여 노출된 파이프 조각과 섞치된 대관을 절단하고 절사할 수 있습니다. 이는 그 고정 장치로 파이프 비깔면에 고정하여 파이프 주위를 자동 피드 장지로 가동합니다. 공구로는 파이프 제료에 따라 HSS 강 또는 초경합금 소재의 날이 있는 금속 원형절단기 날과 프로파일 거터가 있습니다.
절단 길이의 조절은 물스판들 훔더 (16)을 통해 이루어집니다. 이는 양쪽 측면 플레이드 (3)에 움직일 수 있게 놓여 있으며 나사산스판들 (6)을 통해 조절될 수 있습니다.
- 운송 훨을 통해 작업 피드 움직임을 유도하는 이동 축(21)은 2 개의 원기어 레벨을 통해 둘 스편들에 의해 구당됩니다.
- 피드 움직임은 피드스위치 레비 (28) 로 켜고 끌 수 있습니다. 미니럼 방지 연결 장치는 피드 기이를 과부하로부터 보호합니다.
분스편들의 메어링은 특히 단단합니다. 분스편들 구농용 오임 수조 유햨된 주기어는 유성 기이와 웹기어 레벨로 구성됩니다.
기어는 간혈적인 체인 고성 제동을 아무런 손상 없이 견던 수 있는 지수로 되어 있습니다. 모든 기어 사프트는 롤러 베어링에서 작동합니다.
속이 있는 기기 프레임은 고정된 파이프 전삭기를 파이프 위로 움직이고 전단력과 피드력을 전달하는 역할을 합니다.
-각각의 파이프 외성에 조정은 구동축 (10)으로 조선하면 됩니다.
고정 체인은 서로 동일한 날게의 체인 조각으로 구성되어 있습니다.
필요한 체인 조각의 개수 또는 고정 체인 길이는 파이프 외성에 따라 결정됩니다.
윤반.
B
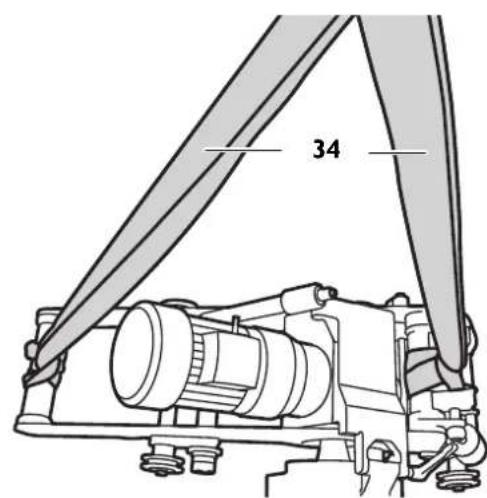

파이프 절삭기 운반 시 부상 위험. 파이프 전삭기는 반드시 함께 공급되는 운반 용 고리 (34) 를 사용하기나 적이도 세 사람이 운반하도록 하십시오.
가동하기 전
공작물의 예상치 못한 움직임에 의한 부상 위험이 있습니다. 가공하기 전에 예상치 못한 움직임을 방지하기 위해 공작물을 고정하십시오. 공작물을 가공할 때 예상치 못한 공작물의 론링, 나하 또는 이농 위험이 있습니다.
본 기기는 기술타으로 하자가 없는 상태에서만 작동해야 합니다. 매면 작동하기 진에 장착용 엑세서리와 부품이 마보되거나 손상되지 않았는지 검사하십시오.
마모되거나 손상된 장착용 액세서리와 부품은 즉시 세 것으로 교체되어야 합니다.
가공하려는 파이프에 사전작업
-창고에서 절단되는 파이프는 장착용 액세서리가 끼지 않도록 아래에서 반치 주이야 합니다.
- 베치된 파이프의 경우, 1m 길이에서 각각 글착벽과 파이프 외경에서 부터 측정한 간격이 최소한 50cm 를 유지해야 합니다.
가공년에 오염물이나 흙이 문어 있으면 안됩니다. 가공년에 있는 부드러운 모호 커비를 번지 제기하십시오.
-절단 도구는 배관 재료, 필요한 가공 형태 및 냉각 윤원에 따라 선택해야 합니다.
- 휴과 체인 부위의 용접 이음대를 제기하십시오.
추가 정보는 귀하의 윤활유 및 냉각세 공급지에게 문의하시기 바랍니다. (또한 입축 공기 냉각 윤활장치 9 12 01 002 004 참조)
0°C에서 윤환제 :
-윤환제 BIOCUT 1L - 3 21 32 039 00 0
-윤원제 BIOCUT 5L - 3 21 32 040 00 0
25°C까지 윤활제:
-윤환제 1L-32132042000
-윤활제 5L - 3 21 32 043 00 0
파이프 절삭기에 사전 작업(그림 A 참조).
- 블램핑 레비 (11) 을 줌니다.
- 피드 유닛에 있는 둘스핀들 훔더 (16) 을 핸드힐 (공구 케이스에 포함) 을 사용하여 (7) 위로 올립니다.
- 피탕 나사 (9) 를 제거하고 구동 축 (10) 을 도표 (4) 수치에 따라 현재 파이프 외경에 다시 조립하십시오.
- 괴팅 나사(9)를 다시 조입니다.
RSG Ex 1500 A/B(**)
| P | D[mm] | [인치] |
| I 250 – 400 9.8 – | 15.7 | |
| II 400 – 600 15.7 | -23.6 | |
| III 600 – 900 23.6 – 35.3 | ||
| IV 900 – 1500 35.3 – 58.9 |
RSG Ex 18 A/B(**)
| P | D[mm] | [인치] |
| I 250-400 9.6- | 15.7 | |
| II 400-600 15.7 | -23.6 | |
| III 600-800 23.6 | -31.5 | |
| IV 800-1000 31.5 | -39.4 | |
| V | 1000-1300 | 39.4-51.2 |
| VI 800-3000 51.2 | -118.1 |
P:구동측의 위치
D:파이프 직성
파이프 절삭기를 설치하고 나서 충분한 고징 거리가 있도록 고징 체인용 클램핑 장지(1)을 스프링 캀을 돌려 떼십시오.
파이프 외경에 적한한 고점 체인을 조립하십시오.
파이프 위에 파이프 전삭기를 배치하고 미끄러지지 않도록 리프딩 장치를 사용하여 고징시킨니다.
체인 스페녀가 있는 가이드 체인을 파이프 외경에 맞게 조립하십시오.
-가이드 체인은 고정 체인 옆에 10mm 의 기리에, 민링 공구 건너편에 고정하십시오. 가이드 체인 볼트와 고정 체인 볼트의 간격은 10mm 입니다.
- 둘레의 간격을 최소한 3 회 확인하십시오.
파이프에 파이프 절삭기 고정하기. 연결 체인 끼우기
-파이프 점삭기 양쪽에 아직 열리 있는 인결 세인을 파이프 위에 놓습니다.
파이프 전삭기를 둔고 연결 체인을 체인 훨 (20) 아래로 빌어, 파이프 전삭기를 심치하고 나시 연결 체인이 톱니에 길리게 하십시오.
- 끊이 일린 연결 체인을 고정 촉 (14) 와 이음네 (19) 의 체인 훨 위로 두십시오.
-연결 제인의 양쪽 같은 콘드 (3 02 17 216 00 4) 로 잠고, 2 개의 안전링 (4 26 34 020 00 5) 으로 고정하십시오.
연결 체인의 고정 (그림 A 참조).
-우선연결체인을 두개의스프링캠큐(1)을돌려가まる게파이프에대십시오.정확한방향을위해파이프전삭기를파이프주위로몇빈이리저리빌어줍니다.
- 핀 (23, 그림 A) 이주위에 있는 홈 내에 스프링 캡의 긴 구명 안에 있을 때까지 연결체인을 스프링 캡을 둔러 고정하십시오.
- 절삭 과정 동안 권의 위치에 주의하십시오. 파이프가 등끝지 않을 경우, 더시 조이 거나!?슨하게 해야 합니다.
-절단하기 전에 4 개의 손잡이를 모두 빠십시오.

사고 위험!
스프링Cab을 이 지점을 넘게 계속 고징하지 바십시오!
신수로 스위치가 켜지만 부상 위헌이 있습니다. 장착용 액세서리를 조립하기 진에 전원 즐러그를 빼십시오.

부상 위험
장차용 액세서리의 날카로운 날로 인한 베일 위험이 있습니다.
장작용 액세시리의 조립 및 분해 시 보호 장갑을 작용하십시오.

부상 위험
고온의 장작용 액세시리로 인해 화재 위험이 있습니다. 장작용 액세시리를 분해할 때 보호 장갑은 착용하십시오.

보호 장갑을 작용하십시오.
날이 하자가 없는 장착용 엑세서리만을 사용하십시오.
-장차하기 전에 공구 스픈들과 피팅면 및 설치면을 깨끗이 합니다.
-장착용 엑세서리를 스페이서와 한께 끼우십시오.
-공구 콘램핑 너드를 단단히 조입니다.
시동
파이프절삭기 :
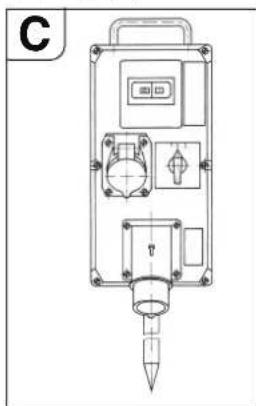
전기 구동이 있는 과이프 절삭기는 다음 부품을 포함하는배선반을 번지 설치해야 합니다.
-주스위치/전환스위치
-보터 보호 소위치
-저전압 드리저
-플리그 연결장치
주스위치는 전원 스위치로 사용되며 회전 방향을 전환합니다. 모터 보호 스위치와 지전암 드리기가 하나의 유닛을 형성합니다. 과부하가 반생한 경우 모터 보호 스위치가 끼지고, 전원이 나가면 지전암 드리기가 파이프 결삭기를 전원에서 분리하여 의도하지 않은 재지등을 방지합니다.
파이프 절삭기는 모터 보호 스위치를 작동하면 다시 작동합니다.
배선반은 항상 작업자의 손이 닿는 곳에 배치해야 합니다.
부분적 방폭형 파이프 절삭기:
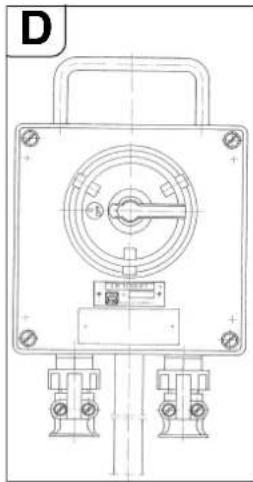
지역 2 의 폭발 위험 지역에서 파이프 절단기를 자동하기 위해 배진만 전에 추가로 ON/OFF 스위치가 있는 스위치 박스를 사용하십시오.
스위치 박스는 항상 작업자의 손이 낮는 곳에 매치해야 합니다.
⚠️ 폭발 위험
배선반은 지역 2 이외에 설치해야 합니다.
조작.

부상 위험
안전반은 작동 중에 완전히 단혀 잠지 있어야 합니다!

부상 위험 날아다니는 톱밥으로 인해
이는 부상은 유발할 수 있습니다.위험 문야에 아무도 없도록 해야 합니다.

화재 위험 날아다니는 톱밥으로 인해
위험 구역에 가연성 물체가 없도록 주의해야 합니다.

부상 위험
파이프 절삭기를 켜 때 날아나니는 부품으로 인해 상해를 입을 위험이 있습니다.파이프 절삭기를 사용하기 전에 핸드월을 제거하십시오
시작 과정
진기 모터가 있는 파이프 전삭기의 강우 공구의 회전 방향이 올바른지 확인해야 합니다. 회전 방향은 스위치에서 전환 스위치를 통해 바꿀 수 있습니다.

부상 위험
기기가 작동 중일 때 회전하는 부품으로 인해 상혜를 입을 위험이 있습니다. 기기의 위험 구역은 안전 관련 조치를 준수하여 실정 작업을 할 때만 둔어갈 수 있습니다.
- 피드 스위치 레비 (28) 로 피드를 几십시오.
-파이프 절사기의 스위치를 키십시오. - 클램핑 레비 (11) 을풀고 작동하는 둔날을 핸드힐을 사용하여 파이프 안으로 가능한 한 깊이 넣으십시오. 톱날을 깊게 꽃으빈 전단 과정을 안정하게 합니다.
- 절삭할 때 공구 삽입을 가능하면 삭제 선택하십시오. 절삭 깊이가 증가한에 따라 절삭 부괴가 증가합니다.
- 장착용 액세서리를 필요한 짓보다 약3mm 더 깊이 끼우고 나서, 필요한 길이로 뚜리놓아 장착용 액세서리가 길리지 않도록 하십시오.
길이 눈금자를 사용할 경우, 공작물은 과이프 표면에 닿게 하십시오. 널드 너드(27)을 풀고 표시기 (28) 을 0 위치에 맞추십시오. 널드 니트 (27) 을 다시 조입니다. 피드 길이는 눈금지에서 없을 수 있습니다.
-파이프 전략기의 스위치를 꾸니다.
- 그리고 나서 클램핑 레버 (11) 은 조여 설정을 고정하십시오.
-과이프 절삭기를 다시 커십시오.
- 피드 스위치 레버 (28) 로 피드 기이 스위치를 치십시오.
-엔진 성능이 충문한 경우,파이프 벽은 한 번에 문리해야 합니다.
설치된 과이프는 톱질작업 중에 휘 수 있으며, 장착용 액세서리가 툴에 끼일 수 있습니다. 그림개문에 한계 공급되는 웨시를 정기적으로 둔날 공구 되에 몰 안으로 두드리야 합니다. 폭반 위험이 있는 지역에서는 웨지 (6 33 05 013 00 2) (RSG Ex 1500 A/B (**) 함께 공급되는 부속품) 와 스프크가 없는 헤미를 사용하십시오.
-파이프 절삭기의 과부하를 피하십시오.
가동 중인 장착용 액세서리를 삽입할 때 엔신 속도가 현지하게 떨이지낸 과부하기 발생합니다.
-동시에 이는 절사 성능을 감소합니다.
- 떨이짐을 방지하기 위해 공작물 (튜질된 파이프 부품) 을 고정하십시오.
파이프 벼이 두끼운 (s > 10 mm) 경우 용접 점한부는 여러 차례 절시해야 합니다.
정확한 진단 과정은 다음 요인에 의해 영향을 받습니다:
- 시동시과이프절삭기의 징렬,
-원형 또는 신린녀 형태 파이프의 기하학직 편차,
-장차용 액세서리의 날카로움
-재료의 싱도.
파이프 절삭기를 지름 300mm 와 600mm 의 파이프에서 절단신의 시작과 끝 부분이 기의 일치하도록 조절하십시오.
가이드 축의 편쉬으로 인해 조정 표시 (24, 그림 E 참조) 는 양쪽에 표시된 식경에 만구속력이 있습니다. 과이프 지경이 큰 경우 경우에 따라 세조절되어야 합니다.
파이프 절삭기의 역회전 (RSG Ex (\*\*)).
물적 손상!
과이프 절삭기를 빼기 전에 공구와 기어의 손상을 방지하기 위해 장착용 액세서리를 탈착해야 합니다.
- 피드스위치 레버 (28) 로 피드를 꼬십시오.
- 콘램핑 레머 (11) 은 품니다.
=장작용 액세서리를 빼십시오.
-주스위치/전환스위치를"0"(오프)위치로두십시오. - 전환 스위치를 역회전으로 전환합니다.
-클램핑 레비(11)을 조입니다. - 피드 스위치 레비 (28) 로 피드 기어 스위치를 겨십시오.
파이프 절삭기는 역회전 상태에서 절단하는데 적합하지 않습니다.
냉각 및 윤활에 관한 정보.
물적 손상!
장착용 액세서리는 절사 과징에서 냉각하고 윤활해야 합니다. 냉각과 윤활 상태가 끌충분할 경우 둰BACK이 씨일 수 있습니다. 이는 공구의 과손을 야기할 수 있습니다.
사용된 냉각제의 제조업체 정보와 지침을 따르십시오.
-회주칠 파이뜨는 항상 냉각제 없이 건식으로 점단하십시오.
-비합규 스텔 파이프 절단 시 돕날 및 키더를 비슷물로 냉각하십시오.
주행 정밀도의 설정.
-니트(15,그림 A 참조)SW46을 품니다.
-축(10)을이음관(19)쪽으로 봄리십시오.
-니트(15)를 조입니다.
구동축(10)을 시계 방향(장착용 액세시리 방향)으로 돌리번 장착용 액세시리가 오른쪽으로(시야 방향이 피이프 절삭기 이동 방향과 동일)돌이갑니다.
구농축이 시계 반대방향으로 둔면 장착용 액세서리가 원쪽으로 움직입니다.
추가 체인 링크의 삽입.
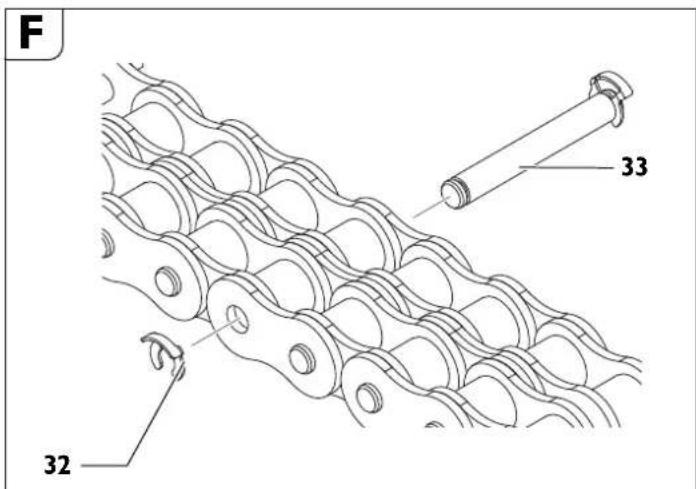
-안전 링(32)를 매십시오.
- 볼트(33)을 때십시오.
-원하는 개수의 제인 링크를 끼 Hood니다.
-다양한크기의체인링크는기기의부속품에포한되어있습니다.
- 봄드(33)을 기います.
- 세로운 안전 링 (32) 를 조립하십시오.
파이프 절삭기의 고정
G
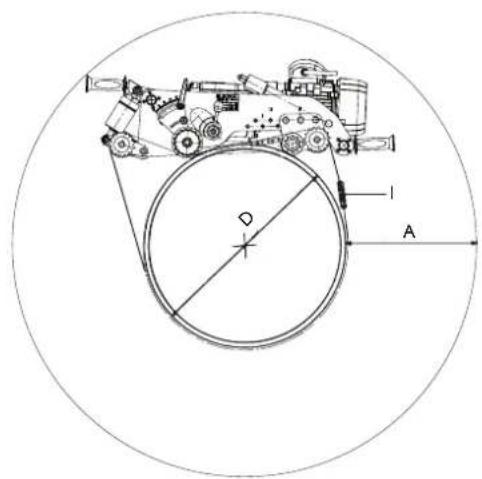
"A" 최대 절단 깊이의 경우 필요한 공간.
“D”파이프의 외경
"I"파이프 직경 "D"의 경우 체인 링크의 개수.
RSG Ex 1500 A/B
| 구동축의 위치 | D[mm] [mm] | A[mm] [mm] | 각 얻의 필요한체인 긴이 | 전체 체인 길이 | i* |
| 1 | 250 | 400 | 1427 | 2854 | 5 |
| 300 | 392 | 1525 | 3050 | 5 | |
| 350 | 384 | 1632 | 3264 | 6 | |
| 400 | 378 | 1744 | 3488 | 6 | |
| 2 | 400 | 381 | 1782 | 3564 | 6 |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 369 | 2019 | 4038 | 7 | |
| 550 | 364 | 2144 | 4288 | 7 | |
| 600 | 360 | 2273 | 4546 | 8 | |
| 3 | 600 | 362 | 2302 | 4604 | 8 |
| 650 | 357 | 2433 | 4866 | 8 | |
| 700 | 352 | 2566 | 5132 | 9 | |
| 750 | 348 | 2702 | 5404 | 9 | |
| 800 | 344 | 2840 | 5680 | 10 | |
| 850 | 340 | 2862 | 5724 | 10 | |
| 900 | 337 | 3001 | 6002 | 10 | |
| 4 | 900 | 348 | 3142 | 6284 | 10 |
| 950 | 345 | 3284 | 6568 | 11 | |
| 1000 | 342 | 3428 | 6856 | 11 | |
| 1050 | 340 | 3464 | 6928 | 11 | |
| 1100 | 337 | 3607 | 7214 | 12 | |
| 1150 | 335 | 3751 | 7502 | 12 | |
| 1200 | 333 | 3896 | 7792 | 13 | |
| 1300 | 331 | 4062 | 8124 | 13 | |
| 1400 | 329 | 4338 | 8676 | 14 | |
| 1500 | 328 | 4355 | 8710 | 14 |
*주문 번호 30231013027은 가각 635mm 길이의 10개 제인 조가으로 구성.
RSG Ex 18 A/B
| 구동축의 위치 | D[mm] [mm] | A[mm] [mm] | 각 년의 필요한 체인 길이 | 전체 제인 길이 | i* |
| 1 | 250 | 587 | 1427 | 2854 | 5 |
| 300 | 576 | 1525 | 3050 | 5 | |
| 350 | 564 | 1632 | 3264 | 6 | |
| 400 | 553 | 1744 | 3488 | 6 | |
| 2 | 400 | 522 | 1782 | 3564 | 6 |
| 450 | 511 | 1898 | 3796 | 7 | |
| 500 | 501 | 2019 | 4038 | 7 | |
| 550 | 492 | 2144 | 4288 | 7 | |
| 600 | 483 | 2273 | 4546 | 8 | |
| 3 | 600 | 453 | 2302 | 4604 | 8 |
| 650 | 445 | 2433 | 4866 | 8 | |
| 700 | 437 | 2566 | 5132 | 9 | |
| 750 | 429 | 2702 | 5404 | 9 | |
| 800 | 422 | 2840 | 5680 | 10 | |
| 4 | 800 | 396 | 2862 | 5724 | 10 |
| 850 | 393 | 3001 | 6002 | 10 | |
| 900 | 390 | 3142 | 6284 | 10 | |
| 950 | 386 | 3284 | 6568 | 11 | |
| 1000 | 383 | 3428 | 6856 | 11 | |
| 5 | 1 | 390 | 34640 | 6908 | 11 |
| 1050 | 387 | 3607 | 7214 | 12 | |
| 1100 | 385 | 3751 | 7502 | 12 | |
| 1150 | 382 | 3896 | 7792 | 13 | |
| 1200 | 379 | 4062 | 8124 | 13 | |
| 1300 | 374 | 4338 | 8676 | 14 | |
| 6 | 1 | 387 | 43550 | 8700 | 14 |
| 1400 | 382 | 4651 | 9302 | 15 | |
| 1500 | 378 | 4950 | 9900 | 16 | |
| 1600 | 373 | 5250 | 10500 | 17 | |
| 1700 | 369 | 5553 | 11106 | 18 | |
| 1800 | 366 | 5857 | 11714 | 19 | |
| 1900 | 362 | 6162 | 12324 | 20 | |
| 2000 | 359 | 6468 | 12936 | 21 | |
| 2100 | 356 | 6775 | 13550 | 22 | |
| 2200 | 353 | 7083 | 14166 | 23 | |
| 2300 | 350 | 7391 | 14782 | 24 | |
| 2400 | 348 | 7700 | 15400 | 25 | |
| 2500 | 346 | 8009 | 16018 | 26 | |
| 2600 | 343 | 8319 | 16638 | 27 | |
| 2700 | 341 | 8629 | 17258 | 28 | |
| 2800 | 339 | 8940 | 17880 | 29 | |
| 2900 | 337 | 9251 | 18502 | 30 | |
| 3000 | 335 | 9562 | 19124 | 31 | |
| *주문 번호 3 02 31 013 02 7 은 각각 635mm 길이의 10 개 체인 조각으로 구성. | |||||
최적의 제인 장릭에 날하기 위해 공구 케이스에 침부된 31.75mm 길이의 만쪽 제인 조각들을 사용할 수 있습니다.
예제 :
과이프 지경 D=400mm 인 경우 6 개의 체인 조각 (주문 번호 3 02 31 013 02 7) 이 필요합니다.
가이드 체인을 통한 트랙 가이드
H
도표에 따라 가이드 체인의 길이를 조림하십시오
최식의 체인 장력에 단하기 위해 공구 케이스에 친부된 31.75mm 길이의 반쪽 체인 조각들을 사용할 수 있습니다.
가이드 체인의 체인 길이
| 파이프 직경 | 체인 길이 | 체인 조각 | ||
| [mm] [mm] | 635 mm 63.5 | mm 31.75 mm | ||
| 250 710 1 1 | 1 | |||
| 300 870 1 4 | 0 | |||
| 350 1030 1 | 6 1 | |||
| 400 1190 1 | 9 0 | |||
| 450 1344 2 | 1 1 | |||
| 500 1500 2 | 4 0 | |||
| 550 1660 2 | 6 1 | |||
| 600 1809 2 | 8 1 | |||
| 650 1970 3 | 1 1 | |||
| 700 2130 3 | 4 0 | |||
| 750 2290 3 | 6 1 | |||
| 800 2440 3 | 8 1 | |||
| 850 2600 4 | 1 0 | |||
| 900 2760 4 | 4 0 | |||
| 950 2921 4 | 6 0 | |||
| 1000 3079 4 | 8 1 | |||
| 1100 3397 5 | 3 1 | |||
| 1200 3714 5 | 8 1 | |||
| 1300 4032 6 | 3 1 | |||
| 1400 4330 6 | 8 1 | |||
| 1500 4640 7 | 3 1 | |||
주문 민호 3 02 31 034 01 0 (l = 635 mm)
주문 번호 3 02 31 036 01 0 (l = 63.5 mm)
주문 번호 3 02 31 035 01 0 (l = 31.7 mm)
- 가이드 체인을 볼트 및 안선링을 사용하여 체인 스페녀에 있는 두 개의 체인 조각 중 하나에 고정하십시오.
- 가이드 체인의 체인 줄을 두 개의 가이드 체인 휘 아래에 끼우십시오 (그림 H).
- 가이드 체인의 빈 끝을 볼트 넓 안진링으로 체인 스패너에 고정합니다.
- 가이드 체인을 체인 스패너의 육각 부위 (2) 를 돌려 파이프에 대십시오.
- 가이드 체인을 10mm 간식으로 (구동 체인 볼트에서 가이드 체인 볼트까지) 정렬하고 둘레를 3회 확인하십시오.
제인스페너의 욕각 부위(29)를 와셔(30)가 제인스페너 하우싱에 땅을 떼까지 조이십시오(고정 범위,약50mm).(최대 토크 50Nm)


경고,사고 위험!
끝부위에 있는 3개의 안전나사 (31)를 절대로 돌리지 마십시오. (그림 H 참조 )
매 작업 후에 종결 작업
-장착용 액세서리를 빼십시오.
-파이프 절삭기의 스위치를 꿈니다.
-장차용 액세서리를 빼심시오.
-파이프 절삭기의 고정을 품니다.
파이프 절삭기의 보관
-외식인 금속 부위가 부식되지 않도록 주의하십시오.
-파이프 전삭기를 진조하게 보관하십시오.
유지보수및 수리
유지보수 및 수리용
FEIN 진농공구 및 부속품을 수리해야 할 경우 해당 FEIN 고객 서비스로 문의하십시오. 주소는 인터넷 www.fein.com 에 나와 있습니다
본 전동공구의 부품 목록은 인터넷 www.fein.com 에 나와 있습니다.
징품 부속품만을 사용하십시오
다음 부속품은 필요에 따라 직접 교환하실 수 있습니다: 장착용 엑세서리, 손잡이, 체인, 제인 링크

본 기기는 기술적으로 하자가 없는 상태에서만 자동해야 합니다. 마보되거나 손상된 장착용 액세시리와 부품은 즉시 새 것으로 교체되어야 합니다.

부상 위험
실수로 스위치가 키져서.
파이프 신삭기에 모든 작업을 하기 진에 진원 풀러그룹 벼십시오!
일반 정보
유지관리 작업은 교육 만은 전문가만 수행할 수 있습니다.
관리 및 유지보수 작업에는 기본적으로 다음이 포함됩니다:
-파이프 전삭기와 클램핑 체인의 외부 정소.
-과이프 절삭기 전체의 옥안 긴사.
-기어오일의교환
-이동 나사와 체인의 그리스 바르기.
-고정 및 운송 장치에 있는 툐스핀들 홀녀의 가이드에 그리스 바르기.
-공구의 스티키와 경고 사항을 갱신하십시오.
연결 체인의 관리
분 오염물은 세기한 후 체인 연결부를 옹지이며 세처용 렌진, 석유 또는 이와 유사한 것으로 연결 체인을 조심스럽게 세칙하십시오.
그리고 나서 윤활을 보장하기 위해 체인은 기이 오일 SAE 140 등 집성 있는 오일에 여러 시간 동안 담가 두십시오.

사고 위험!
제사용하기 전에 체인의 링크를 세심한 욕안 검사를 통해 양호한 상태인지 확인 하십시오. 손상된 부품은교체하고 누락된 안전 링을 끼우십시오.
연결 케이물
전동공구의 전신이 손상되었을 때,제조사나 대리짐에서 전신을 교체해야만 합니다.
피드 유닛(그림 A 참조)
-과이프 니트 (17)의 외면은 오염되지 않고 녹슬지 않게 유지하고 항상 그리스를 약간 반라주어야 합니다.
-기이 오일 교환 시 움직이는 스레드를 세칙하고 그리스를 바릅니다.
문해 :
- 실런더 헤드 나사 (8) 을 떼십시오.
- 봄드(5)를 키버에서 때십시오.
- 그리고 나서 핸드힐로 피드 유닛을 파이프 네트에서 나사를 품니다.
-나사산부분을 세척하고그리스를바릅니다(윤활제 및 윤활 계획은 277번 참조). - 손상된 오일 링을 교체하십시오.
조림 :
조림은 반대 순시로 하십시오. 조림할 때 오일 링을 손상하지 마십시오!
클램핑 장치
스프링 캡에 있는 아이 볼트(3,그림 1)의 나사산이 요염되지 않도록 하십시오. 필요에 따라 나사산을 세척하고 그리스를 바릅니다.
윤활제 및 윤활 계획
| 윤활제 ARAL ÖL Degol | 충입량 온도 범위 | [°C] 사양 | |
| BMB 460 | 2 리터 | 0 에서 +60 까지 | 기이 오일 DIN15502 에 따른 CLPF 타입 |
| BMB 100 | 2 리터 | -20 에시 +40 까지 |
납품 시 봄 소편들 흘려는 ARAL Oil Degol BMB 100 으로 채워지 있습니다. 다른 기이 오일을 사용하지 않는 것을 강력히 권고합니다.
글라이딩 면용 윤활제
글라이딩면을 윤활하고 관리하려면 부산성의 내수성 글라이딩 베이링 그리스 제품을 권장합니다.
| 윤환 위치 윤환 또는 작동 물질 | |
| 2(기어) | 분스핀들 흙녀용 융활유는 도표 참조. |
| 3(군라이딩 면과 운직이는 스레드) | 군라이딩 베이링 그리스 |
고장 해결 (기종 RSG Ex (\*\*)).
| 고장 | 가능한 원인 | 조치 |
| 모터와 장착용 액세시리가 직농하지 않습니다. | 매우 낮은 주변 온도 | 저온용 FEIN 기어 오원을 사용하십시오. |
| 부던 장착용 액세서리 | 장착용 액세서리를 교체하십시오. | |
| 전원 전압이 없음 | 전원 읽결 및 스위치를 집점하십시오. | |
| 잘못된 전원 전압 | 네트워크 연결 데이터를 검사하십시오. | |
| 회전 시 피드가 너무 빠르거나 너무 많은 재료 결삭 | 기아를 조징하고 그리고/또는 절단 깊이를 감소하십시오. | |
| 변속기에서 오일 손실 | 누출 감지 및 수리 -오일을 보충하십시오. | |
| 모터 온도의 급상승 | 배전만 3 07 02 041 01 4 를 다시 활성화하십시오 | |
| 체인 철이 고장입니다. | 손상된 체인 링크 | 체인 링크를 교체합니다. |
| 체인을 잘못 연결 | 연결 부위를 확인하고 교징하십시오. | |
| 체인 볼트가 원부단 삽입됨 | 본트를 완진히 삽입하십시오. | |
| 잔못된 전단 과정 | 잔못 정린된 파이프 전삭기와 체인 | 273 번의 „파이프에 사전 작업 (그림 A 참조)“과„파이프에 파이프 결삭기 고정하기 “내용을 참조하십시오 . 274 |
| 가이드 축이 편심 상대가 아닙니다 | 주행 징확도를 조절하십시오 . ((8)) 번의 "주행 징확도 실정"을 참조하십시오 . 275 | |
| 무던 장착용 액세서리 | 장착용 액세서리를 교체하십시오 . | |
| 구부러지거나 수직으로 농여진 파이프 또는 농글지 않은 파이프 | 트랙 가이드 장치를 사용하십시오 . 274 번의 „파이프에 파이프 결삭기 고정하기 "와 ((12)) 번의 „드랙 가이드" 내용을 참조하십시오 . 276 | |
| 과무하된 장착용 액세서리 | 기어를 조정하고 그리고/또는 절단 싶이를 삼소하십시오 . | |
| 감소되거나 비효율적인 기기의 기능 | 전원 전압이 없음 | 전원 인결 및 스위치를 점검하십시오 . |
| 스위치가 켜지지 않음 | 스위치를 확인하십시오 . | |
| 커플링이 미끄러짐 | 기어를 조절하거나 FEIN 공장에서 커플링의 입계 토크를 실정하도록 하십시오 . | |
| 강한 진농 | 피드가 너무 빠습 | 기어를 조신하십시오 . |
| 장착용 액세서리가 너무 깊음 장착용 액세서리를 올라십시오 . | ||
| 클램핑 레비 (11) 이 조여지지 않음 | 클램핑 레비를 조이십시오 . | |
| 체인이 느슨함 | 체인 장력을 확인하십시오 . | |
| 무던 장착용 액세서리 | 장착용 액세서리를 교체하십시오 . | |
품질 보증.
제품에 대한 보증은 해당 국가의 법적 규정에 따라 적용됩니다.
장착용 액세서리 및 부속품
원형 절단기 날

1

2

3
| 형태 1, HSS, 기어 타입: | |||||
| A, B - 스딜 과이프 가공용 | |||||
| ∅ | 너비 | 중량 | 류니의 개수 | 최대 절단질이 | 수문 번호 |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0.5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0.7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0.9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 4 | 1.3 | 70 | 55 | 6 35 02 041 00 1 |
| 형태 2, HSS, 기이 타입: | |||||
| B-주절 파이프 가공용 | |||||
| ∅ | 너비 | 중량 | 튜니의 개수 | 최대 절난깊이 | 주문 번호 |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0.5 | 40 | 25 | 6 35 02 050 00 1 |
| 180 | 4 | 0.7 | 46 | 35 | 6 35 02 098 00 0 |
| 200 | 4 | 0.6 | 50 | 45 | 6 35 02 099 00 4 |
| 형태 3, HSS, 초정합금 돕니, 기어 타입용: | |||||
| A, B-주철파이프 가공용 (시멘트칼라도포함) 및 400N/mm2 이하의 미한금 스틸파이프 가공용. | |||||
| ∅ | 너비 | 중량 | 듀니의 개수 | 최대 절단길이 | 주문 번호 |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0.5 | 40 | 25 | 6 35 02 080 00 8 |
| 180 | 4 | 0.7 | 44 | 35 | 6 35 02 061 00 9 |
| 200 | 4 | 0.9 | 50 | 45 | 6 35 02 084 00 2 |
페더키
| W x H x L | |
| mm | |
| 6 x 6 x 32 | 4 02 21 044 00 0 |
| 8 x 7 x 32 | 4 02 21 050 00 5 |
윤송 용기
| 길이 x 너비 x 높이 | |
| mm | |
| 1000 x 800 x 395 | 3 39 01 114 00 7 |
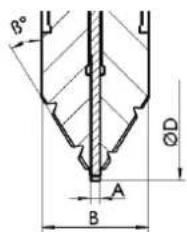
파이프 커터
| U형태,HSS,기이타입용: | |||||
| A-스딜파이프가공용,고합금B-최대벽두께10mm와최대직경1600mm까지의비합금스틸및주칠파이프가공용 | |||||
| D | B | 중량Upper | 위의개수 | 최대설단깊이 | 주둔빈호 |
| (mm)(mm) | (kg)(mm) | ||||
| 160252.8 | 4025635 | 08089007 | |||
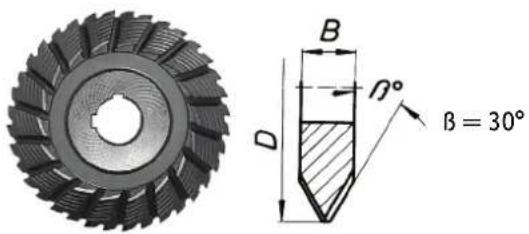
| 쟁 밀링 켜러 , HSS, 기이 타입용 : | ||||||
| A-스틸 파이프 가공용, 고합금B-최대 벽 두께 10mm 와 최대 지경 1600mm 까지의 비합금 스딜 및 주철 파이프가공용 | ||||||
| D | B | 중량 | 톱니의개수 | 최대 결단깊이 | 주문 번호 | |
| (mm) | (mm) | (kg) | (°) | (mm) | ||
| 154 | 30.5 | 2.5 | 32 | 30 | 25 | 6 35 08 099 02 0 |
체인 조각
| 10 개 체인 조각 | x 63.5 mm = 635 mm |
| 주문 번호 | 3 02 31 013 02 7 |
| 1 개 체인 조각 | 31.75 |
| 주문 번호 | 3 02 31 029 00 2 |
스패어 볼트
| 주문 번호 | 3 02 17 216 00 4 | 고징 체인 38.5mm |
| 주문 번호 | 3 02 16 166 00 0 | 가이드 체인 54mm |
스패어 안전 링
| 주문 번호 | 3 02 17 216 00 4 |
스릴 소재 스플리링 웨지
| 주문 번호 | 6 33 05 006 00 8 |
공급 내역에 포함된 부속품
| 주문번호 | 개수 | 이름 |
| 3 39 01 114 00 7 | 1 | 운송 용기 |
| 3 39 01 031 00 1 | 1 | 공구 케이스 |
| 3 21 22 007 01 7 | 1 | 핸드힐 |
| 6 29 01 016 00 2 | 1 | 양구 스페니 , SW 46 |
| 6 29 03 010 00 6 | 1 | 양구 스페너 , SW 55 |
| 3 12 07 333 01 0 | 1 | 체인 스페너 RSG Ex 1500 A/B (**)전용 |
| 6 29 11 010 00 0 | 1 | 링 스페너 , 17/19 |
| 6 29 06 014 00 0 | 1 | 소켓 스페너 , SW 46/ 41 |
| 3 02 31 029 00 2 | 20 | 를러 체인 |
| 3 02 17 216 00 4 | 20 | Hans드 |
| 주문 번호 | 개수 | 이름 |
| 4 26 34 020 00 5 | 40 | 안선 링 |
| 6 33 05 013 00 2 | 5 | 스플러링 워지 , non-sparking RSG Ex 1500/18 A/B (**) 용 |
| 3 07 02 041 01 4 | 1 | 베전반 RSG Ex 1500/18 A/B (**) 용 |
| 3 21 74 009 00 1 | 1 | 원형 투프 |
| 3 21 74 010 00 3 | 1 | 원형 루프 |
| 3 07 28 188 00 8 | 1 | CEE 연결장지 RSG Ex 1500/18 A/B (**) 용 |
| 3 02 31 035 02 0 | 1 | 체인 RSG Ex 1500 A/B (**) 전용 |
| 3 02 16 166 01 0 | 1 | 볼트 RSG Ex 1500 A/B (**) 전용 |
| 3 40 56 026 00 0 | 1 | 인서트 니스크 RSG Ex 1500 A/B (**) 전용 |
옵션형 액세서리
| 주문 번호 | 계수 | 이름 |
| 3 02 31 013 02 7 | 1 | 10 개 체인 조각이 있는 체인 |
| 4 26 34 020 00 5 | 1 | 안선 링 |
| 3 02 17 216 00 4 | 1 | 볼드 |
| 4 30 12 051 12 2 | 1 | 피팅 나사 |
| 6 33 05 013 00 2 | Non-sparing 드리프트 웨지 | |
| 9 12 01 002 00 4 | 압축공기 냉각 윤활장치 (CCLU) | |
| 3 24 33 027 01 7 | 1 | CCLU 용 연결 부품 ( 플레이트) |
| 9 26 01 023 02 3 | 1 | CCLU 용 압축기 |
| 3 14 14 055 00 2 | 1 | 압축기용 PA-DL 호스 전제 |
| 4 11 36 005 01 9 | 1 | 키플링 슬리브 |
| 3 02 31 035 02 0 | 1 | 체인 |
| 3 02 16 166 01 0 | 1 | 볼트 |
| 3 40 56 026 00 0 | 1 | 인서드 디스크 |
압축공기,냉각 윤활유 장치 9 12 01 002 00 4
파이프 결삭기의 높은 절단 및 피드 속도로 인해스딜 가공시 공구의 냉각 및 윤활이 필요합니다. 유통공기 냉각 윤활장치는 냉각세 기화 및 중발의 원리에 따라 작동하며, 파이프 전삭기에 장착된 스프레이 노슬을 붕해 지속직으로 우수한 냉각과 윤활을 제공합니다.
또한 수농으로 공급되는 드린 에빈선으로 인한 공사 현장 떡의 오염이 방지됩니다.
냉각 윤활유로는 BIOCUT 3000 금속 가공 윤활유를 사용하는 것이 좋습니다. 이는 신형의 순합성 고싱능 윤활제로서, 뛰어난 부착력 및 냉각 효과를 가지미, 수용징이고, 생물학적으로 잘 분해되며, 소비가 절약됩니다 (설정에 따라 노준당 최대 약 0.3 dm³/h 까지 ).
BIOCUT 3000에는 유해한 물질이 함유되어 있지 않습니다. 이는 독일 가스 및 수자원 협회의 요건을 충족합니다 (DVGW).
모든 성분은 현재 유효한 FDA(Food and Drogation Administration) 와 DAB(독일 야진) 외 지침에 해당합니다.
다음 윤환세 구배가 가능합니다:
0°C까지 온도용 윤활제 BIOCUT 3000:
1 L - 3 21 32 039 00 0
5 L - 3 21 32 040 00 0
-25°C까지온도용내한성유효제:
1 L - 3 21 32 042 00 0
5 L - 3 21 32 043 00 0
3 상 전류 버전인 RSG Ex (**)의 경우, 압축공기 냉각 윤활장치를 사용하기 위해 흡입량이 약 130 l/min 인 압축기 (FEIN 수문 번호 9 26 01 023 02 3) 가 필요합니다.
부품
최신 부품 복록은 인터넷 www.fein.com 에 나와 있습니다
적합성에 관한 선언
CE 인증은 EU 국가들과 EFTA ( 유럽자유무역연합 ) 에시만, 그리고 EU 또는 EFTA 시장용 제품에만 적용됩니다
FEIN 사는 단독 책임 하에 본 제품이 이 사용 실명서 후면에 나와있는 관련된 규정과 일치함을 자체 신언합니다.
기술 자료 문의 :
C. & E. Fein GmbH,
D-73529 Schwäbisch Gmünd
환경 보호,처리
포장제, 폐기용 전동공구 및 엑세서리는 친환경적인 방법으로 제활용할 수 있도록 분류해야 합니다.




