
Ex18a - 밀링 머신 Fein - 무료 사용 설명서
기기 매뉴얼을 무료로 찾기 Ex18a Fein PDF 형식.

언어를 선택하고 이메일을 입력해 주세요. 맞춤 번역본을 보내드립니다.
| 제품 유형 | 튜브 밀링 머신 (파이프 밀링 머신) |
| 브랜드 | Fein |
| 모델 | Ex18a (RSG Ex 18 A/B) |
| 전원 전압 | 400V, 50Hz, 3상 |
| 정격 출력 | 1500W |
| 무부하 속도 (모터) | 2860 rpm |
| 공구 속도 (버전에 따라) | 35 rpm (A형) 또는 70 rpm (B형) |
| 자동 이송 | 40mm/min (A형) 또는 80mm/min (B형) |
| 파이프 직경 범위 | 250~3000mm (지지축 위치에 따라) |
| 전원 케이블 길이 | 2 × 20m |
| 보호 등급 | I |
| 보호 유형 | IP X4 |
| 가공 가능 재료 | 강철, 주철 (시멘트 라이닝 포함) |
| 사용 가능 공구 유형 | HSS 또는 카바이드 원형 톱날, 프로파일 커터 |
| 기어 윤활 | ARAL Degol BMB 100 또는 460 오일 (2리터) |
| 클램핑 시스템 | 링크 체인 및 텐셔너 |
| 이송 | 웜 기어와 슬립 커플링을 통한 자동 |
| 깊이 조절 | 공구 스핀들 고정 헤드 및 눈금 |
| 운반 | 어깨끈 또는 최소 3명 |
| 옵션 액세서리 | 공압 윤활/냉각 장치, ATEX 제어 박스, 운반 용기 |
자주 묻는 질문 - Ex18a Fein
튜브에 밀링 머신을 어떻게 설치하나요?
밀링 머신을 튜브 위에 놓고, 직경에 맞는 클램핑 체인을 조립한 후 리테이닝 컵으로 조입니다. 올바른 조임을 위해 체인 텐셔너를 사용하세요. 가이드 체인이 클램핑 체인에서 10mm 떨어진 위치에 있는지 확인하세요.
기어에 어떤 종류의 오일을 사용하나요?
ARAL Degol BMB 100(-20°C ~ +40°C) 또는 BMB 460(0°C ~ +60°C) 오일을 사용하세요. 용량은 2리터입니다. 다른 오일은 사용하지 않는 것이 좋습니다.
폭발성 분위기에서 기계를 사용할 수 있나요?
아니요, 전체 튜브 밀링 머신은 폭발 위험 구역 인증을 받지 않았습니다. 전기 모터와 추가 스위치만 ATEX를 준수합니다. 제어 장치는 구역 2 외부에 설치해야 합니다.
절삭 깊이를 어떻게 조정하나요?
클램핑 레버(11)를 풀고, 핸들을 돌려 공구가 튜브에 닿을 때까지 내립니다. 너트(27)를 사용하여 표시기를 0으로 설정한 후 조입니다. 깊이는 눈금에서 읽습니다.
기계 과부하 시 어떻게 해야 하나요?
모터가 심하게 느려지면 이송을 멈추고 절삭 깊이를 줄이세요. 공구(무딘 경우)와 이송을 확인하세요. 과부하 시 모터 보호 차단기가 자동으로 차단됩니다.
톱날을 어떻게 교체하나요?
기계를 분리하세요. 공구 고정 너트를 제거하고 회전 방향에 맞춰 날을 교체하세요. 절단 및 화상 방지 장갑을 사용하세요. 장착 전에 스핀들을 청소하세요.
권장 운반 절차는 무엇인가요?
밀링 머신은 제공된 어깨끈(34)을 사용하거나 최소 3명이 함께 운반하세요. 보관 중 금속 부품이 부식되지 않도록 보호하세요.
링크 체인을 어떻게 유지관리하나요?
체인을 석유 에테르나 등유로 세척하세요. 윤활을 위해 점성 오일(예: SAE 140)에 몇 시간 동안 담가두세요. 재사용 전에 손상이 없는지 육안으로 확인하세요.
이 밀링 머신에 어떤 액세서리가 있나요?
옵션 액세서리: 공압 윤활/냉각 장치(참조 9 12 01 002 00 4), 제어 박스(3 07 02 041 01 4), 운반 용기(3 39 01 114 00 7), 다양한 크기의 톱날 및 커터.
예비 부품은 어디서 찾을 수 있나요?
예비 부품 목록은 www.fein.com에서 확인할 수 있습니다. 정품 부품만 사용하세요. 수리는 FEIN 애프터 서비스에 문의하세요.
사용자 질문 Ex18a Fein
0 질문 이 기기에 대해. 알고 있는 것에 답하거나 자신의 질문을 하세요.
이 기기에 대한 새로운 질문하기
아직 질문이 없습니다. 첫 번째 질문자가 되세요.
기기 설명서 다운로드 밀링 머신 무료 PDF 형식! 매뉴얼 찾기 Ex18a - Fein 전자 기기를 다시 손에 넣으세요. 이 페이지에는 기기 사용에 필요한 모든 문서가 게시되어 있습니다. Ex18a 브랜드 Fein.
사용 설명서 Ex18a Fein
| 상품명稱稱 | 7 360 ... 7 360 ... | |
| 圣经목복명 * | RSG Ex 1500 A (**) RSG Ex 1500 B (**) | |
| 圣经禦본명 | 7 360 ... 7 360 ... | |
| 圣经목복명 * | RSG Ex 18 A (**) RSG Ex 18 B (**) | |
| 선류 code | 400 V 400 V | |
| 선류수有几个 | 50 Hz 50 Hz | |
| 선류일원 유형 | 3~(3상품류) | 3~(3상품류) |
| 공从而使사목목 (A) | ||
| -목목 | 2860 /min 2860 /min | |
| -목목용품목서류 | 35 /min 70 /min | |
| 목목 code | 40 mm/min | 80 mm/min |
| 목목 기재목 (P) | 1500 W | 1500 W |
| 목목 기재목이�성 기재 (울리고 기재) | ||
| -RSG Ex 1500 (**) | 2x20m | 2x20m |
| -RSG Ex 18 A/B (**) | 2x20m | 2x20m |
| 목목목목 | ①/1/1 | ① |
| 목목목목音 | IP X4 | IP X4 |
**
| 상품명稱* | RSG Ex 1500 A (**) | RSG Ex 18 A (**) |
| RSG Ex 1500 B (**) | RSG Ex 18 B (**) | |
| 怎么样: | ||
| -收费标准(m) | 80 kg | 80 kg |
| -额外免费赠予∅ | 220 mm 220 mm | |
| -Lmax. | 974 mm | 1088 mm |
| -Hmax. | 334 mm 334 mm | |
| -Bmax. | 450 mm 431 mm | |
| -B1 | 371 mm 371 mm | |
| -B2 | 201 mm 201 mm | |
| -B3 | 791 mm 991 mm |
印品
| 운형재 ARAL Öl Degol | 증일 range 썼드lov | [°C]隨著 | |
| BMB 460 | 2 LRI | 0~60uka지 | 기이 오일 DIN15502에 기재 CLPF 키일 |
| BMB 100 | 2 LRI | -20~+40uka지 |
ARALOIDegolBMB1000
2
| 운您可以到운 편는 기재일 | |
| 2(기어) | 본 썸만 기재 기재용 기재유는 편워트. |
| 3(군과이상만 기재과 기재이는 편류드) | 군과이상만 기재고 편류드 |
goaRSGEx (^**)
| ∅ | nette | 清单号 | 내지의 썸수 | 체내 겨단지어 | 개목번호 |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0.5 | 40 | 25 | 6 35 02 050 00 1 |
| 180 | 4 | 0.7 | 46 | 35 | 6 35 02 098 00 0 |
| 200 | 4 | 0.6 | 50 | 45 | 6 35 02 099 00 4 |
3,HSS.
| ∅ | 내지 | 류류 | 류류의 썸수 | 회해울相关内容 | 주목번호 |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 4 | 0.5 | 40 | 25 | 6 35 02 080 00 8 |
| 180 | 4 | 0.7 | 44 | 35 | 6 35 02 061 00 9 |
| 200 | 4 | 0.9 | 50 | 45 | 6 35 02 084 00 2 |
则可
| W x H x L | |
| mm | |
| 6 x 6 x 32 | 4 02 21 044 00 0 |
| 8 x 7 x 32 | 4 02 21 050 00 5 |
中
印豆
| xxxxxx | |
| mm | |
| 1000x800x395 | 33901114007 |
V形HSS,
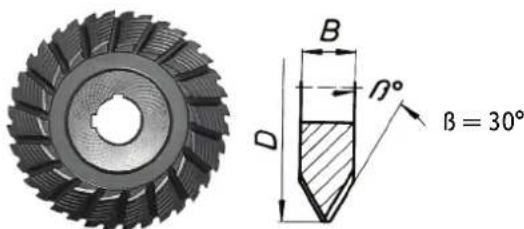
| A-성 nevertheless 썸이터가공용, 고등목 | ||||||
| B-체내 썸이터수课题 10mm와체내 썸이터 1600mm 기지의 힘alm에 썸이터고 힘alm에 썸이터가공용 | ||||||
| D | B | 收费标准 | 隔音孔の 개수 | B | 체내 썸이터만 科學 | 수quin 返回 |
| (mm) | (mm) | (kg) | (°) | in (mm) | ||
| 125 | 25 | 1.6 | 32 | 30 | 25 | 6 35 08 056 00 4 |
| 160 | 30 | 3.2 | 36 | 30 | 25 | 6 35 08 081 00 9 |
| 160 | 30 | 3.3 | 36 | 37.5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 5.5 | 36 | 37.5 | 25 | 6 35 08 094 00 0 |
| 180 | 42 | 4.9 | 36 | 30 | 25 | 6 35 08 085 00 8 |

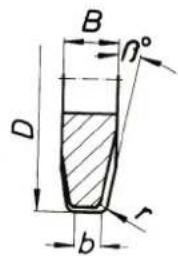
| U 影PRS, HSS, 기이 키워어 : | ||||
| A-스드 썸이트가공용,고CRYng B-울드복 힜개 10mm와울드 직선 1600mm 기지의 펋류울드 힜개 힜개 펋류울드가공용 | ||||
| D | B | 울드 힜개 수 | 울드 힜개 수 | 울드 힜개 수 |
| (mm) (mm) | (kg) (mm) | |||
| 160 25 2.8 | 40 25 6 35 | 08 089 00 | 7 | |
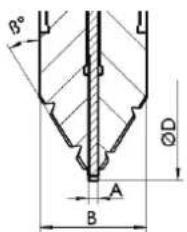
| A-성물과이트가용품,고CRYng B-체내 기재 twelve 10mm와체내 직선 1600mm 기지의 희증상품만 희棄과이트 가용품 | ||||||
| D | B | 国家标准 | 울지의 개수 | ♂ | 체내 갔단 相關 | 류류 Reference |
| (mm) | (mm) | (kg) | (°) | (mm) | ||
| 154 | 30.5 | 2.5 | 32 | 30 | 25 | 6 35 08 099 02 0 |
则在 x_2 处
三
| 10개 썸이터조가 | x 63.5 mm = 635 mm |
| 류본번호 | 3 02 31 013 02 7 |
| 1개 툘��번호 | 31.75 |
| 류본번호 | 3 02 31 029 00 2 |
S3
| 주목번호 | 30217216004 | 고规格체�� 38.5mm |
| 주목번호 | 30216166000 | 가이드체�� 54mm |
二立立三
| 样品名称 | 30217216004 |
中
| 千港元/盒 | 633050006008 |
| 류류번호 | 개수 | 이름 |
| 3 39 01 114 00 7 | 1 | 운성용기 |
| 3 39 01 031 00 1 | 1 | 상품 키어스 |
| 3 21 22 007 01 7 | 1 | 원신 썸이斯 |
| 6 29 01 016 00 2 | 1 | 양구 St에이 , SW 46 |
| 6 29 03 010 00 6 | 1 | 양구 St에이 , SW 55 |
| 3 12 07 333 01 0 | 1 | 체인 St에이 RSG Ex 1500 A/B (**) 선목 |
| 6 29 11 010 00 0 | 1 | 류품 키어스 , 17/19 |
| 6 29 06 014 00 0 | 1 | 수enet St에이 , SW 46/41 |
| 3 02 31 029 00 2 | 20 | 류류 키어 |
| 3 02 17 216 00 4 | 20 | 본드 |
图
| 주목번호 | 개수 | 이름 |
| 4 26 34 020 00 5 | 40 | anos선 힍 |
| 6 33 05 013 00 2 | 5 | 스pled리류 기지 , non-sparking RSG Ex 1500/18 A/B (**) 썼 |
| 3 07 02 041 01 4 | 1 | 체울만 RSG Ex 1500/18 A/B (**) 썼 |
| 3 21 74 009 00 1 | 1 | 원형 투트 |
| 3 21 74 010 00 3 | 1 | 원형 투트 |
| 3 07 28 188 00 8 | 1 | CEE 썼성목지 RSG Ex 1500/18 A/B (**) 썼 |
| 3 02 31 035 02 0 | 1 | 체이 RSG Ex 1500 A/B (**) 썼용 |
| 3 02 16 166 01 0 | 1 | 본드 RSG Ex 1500 A/B (**) 썼용 |
| 3 40 56 026 00 0 | 1 | 일서드 썼斯kit RSG Ex 1500 A/B (**) 썼용 |
| 주목번호 | 개수 | 이름 |
| 3 02 31 013 02 7 | 1 | 10개 키이 전사이存在的 키일 |
| 4 26 34 020 00 5 | 1 | (anon원 가지) |
| 3 02 17 216 00 4 | 1 | 본드 |
| 4 30 12 051 12 2 | 1 | 체류 사자 |
| 6 33 05 013 00 2 | Non-sparing 키리드 키지 | |
| 9 12 01 002 00 4 | 내용품 기재고 썸울성지 (CCLU) | |
| 3 24 33 027 01 7 | 1 | CCLU용품 기재고 썸울성지 (상품이드) |
| 9 26 01 023 02 3 | 1 | CCLU용품 기지 |
| 3 14 14 055 00 2 | 1 | 내용품 기재고 PA-DL 키스 키科学发展事业 |
| 4 11 36 005 01 9 | 1 | 기류명상품� |
| 3 02 31 035 02 0 | 1 | 체igin |
| 3 02 16 166 01 0 | 1 | 본드 |
| 3 40 56 026 00 0 | 1 | 일서드 키스트� |
191201002004
和云
BIOCUT 3000에 기 힘해 쓸이 힘유어 기지 힘配合如此 힘일 힘만 쓸자원 힘의 쓸은 쓸고 쓸고다(DVGW).





목차
제목을 클릭하여 액세스하세요
매뉴얼 어시스턴트
Anthropic에 의해 지원됩니다
메시지를 기다리는 중
제품 정보
브랜드 : Fein
모델 : Ex18a
카테고리 : 밀링 머신