
RSG EX 1500 B - Frez makinesi Fein - Ücretsiz kullanım kılavuzu
Cihazın kılavuzunu ücretsiz bulun RSG EX 1500 B Fein PDF formatında.

| Marka | Fein |
| Model | RSG EX 1500 B |
| Kategori | Freze (boru frezesi) |
| Tür | Kısmi patlamaya dayanıklı elektrikli boru freze makinesi |
| Nominal gerilim | 400 V (üç faz 3~, 50 Hz) |
| Nominal güç | 1500 W |
| Motor boşta devir sayısı | 2860 dev/dak |
| Takım boşta devir sayısı | 35 dev/dak (A versiyonu) / 70 dev/dak (B versiyonu) |
| İlerleme | 40 mm/dak (A versiyonu) / 80 mm/dak (B versiyonu) |
| Maksimum takım çapı | 220 mm |
| Boru çap aralığı | 250 – 1500 mm (RSG Ex 1500) / 250 – 3000 mm (RSG Ex 18) |
| Boyutlar (U × Y × G) | 974 × 334 × 450 mm (A versiyonu) / 1088 × 334 × 431 mm (B versiyonu) |
| Ağırlık | 80 kg |
| Koruma sınıfı | IP X4 |
| Koruma türü | Kısmi patlamaya dayanıklı (ATEX motor ve anahtar) |
| Ana fonksiyonlar | Çelik veya dökme demir boruların kesilmesi, frezelenmesi ve pah kırılması |
| Otomatik ilerleme | Evet, ilerleme kontrol kolu (28) aracılığıyla |
| Patlamaya dayanıklı motor | ATEX uyumlu, Zone 2 için (harici kontrol kutusu ile) |
| İzole tutamaklar | Evet (yalıtımlı yüzeylere sahip taşıma askısı) |
| Bakım | Dişli yağı değişimi, zincir temizliği, kayma yüzeylerinin yağlanması |
| Verilen aksesuarlar | Taşıma kabı, alet kutusu, krank, anahtarlar, zincir gergisi, zincirler vb. |
Sık sorulan sorular - RSG EX 1500 B Fein
Kullanıcıların soruları hakkında RSG EX 1500 B Fein
0 soru bu cihaz hakkında. Bildiklerinizi cevaplayın veya kendinizinki sorun.
Bu cihaz hakkında yeni bir soru sor
Cihazınız için talimatları indirin Frez makinesi PDF formatında ücretsiz! Kılavuzunuzu bulun RSG EX 1500 B - Fein ve elektronik cihazınızı yeniden ele alın. Bu sayfada cihazınızın kullanımı için gerekli tüm belgeler yayınlanmaktadır. RSG EX 1500 B markasının Fein.
KULLANIM KILAVUZU RSG EX 1500 B Fein
Orijinal kullanım kılavuzu çevirisi.
Kullanılan semboller, kısaltmalar ve kavramlar.
| Sembol, işaret Açıklama | ||
| [0XDC] | ! | Yandaki metine veya grafikteki talimata uyun! |
| [CDBK] | Kullanma kılavuzu ve genel güvenlik talimatı gibi ekteki belgeleri mutlaka okuyun. | |
| [YX2T] | Çalışırken koruyucu gözlük kullanın. | |
| [T3TC] | Çalışırken koruyucu gözlük kullanın. | |
 | Çalışırken koruyucu eldiven kullanın. | |
 | Genel yasak işareti. Bu davranış yasaktır. | |
 | Tutmak yasaktır! | |
 | ! | Elektrikli el aletinin dönen parçalarına dokunmayın. |
 | Zıncirı ve pinyonu tutmak yasaktır! | |
 | Uçların keskin kenarlarına karşı uyarı, örneğin kesici bıçağın kenarı. | |
 | Kızgın yüzey! | |
| [20CY] | Tutma yüzeyi | |
 | Ek bilgiler. | |
 | Elektrikli el aletinin Avrupa Birliği yönetmeliklerine uyumlu olduğunu onaylar. | |
| [WK7Z] | Kullanım ömrünü tamamlamış şarj cihazları ve diğer elektronik ve elektrikli ürünler ayrı ayrı toplanmalı ve çevre dostu yeniden kazanım merkezine gönderilmelidir. | |
 | [BCDW] | Üç emniyet vidasını hiçbir zaman yanlış sıkmayın. |
 | Sadece Çin için geçerli:Ürünün normal kullanımında çevre koruma süresi 10 yıldır. | |
| (**) rakam veya harf içerebilir | ||
Teknik veriler.
Sipariş numarası 7 360 ... 7 360 ...
Tipi* RSG Ex 1500 A (**) RSG Ex 1500 B (**)
Sipariş numarası 7 360 ... 7 360 ...
Tipi* RSG Ex 18 A (**) RSG Ex 18 B (**)
Gerilim (U) 400 V 400 V
Frekans (f) 50 Hz 50 Hz
Şebeke bağlantı türü 3 \~ (Üç fazlı akım) 3 \~ (Üç fazlı akım)
Boştaki devir sayısı (n₀)
- Motor 2860 /dak 2860 /dak
- Uçlar 35 /dak 70 /dak
Besleme (f) 40 mm/min 80 mm/min
Anma gücü (P) 1500 W 1500 W
Şebeke bağlantı kablosu uzunluğu (fişli)
- RSG Ex 1500 (**) 2 x 20 m 2 x 20 m
- RSG Ex 18 A/B (**) 2 x 20 m 2 x 20 m
Koruma sınıfı /I
Koruma türü IP X4 IP X4
*Patlamaya karşı korumalı tipte elektro motor ve ek şalter (ATEX-uyumluluğu)
| Tipi* RSG Ex 1500 A (**) | RSG Ex 1500 B (**) | RSG Ex 18 A (**) |
| RSG Ex 18 B (**) | ||
| Ölçüleri: | ||
| - Ağırlığı (m) | 80 kg | 80 kg |
| - Maks. uç-∅ | 220 mm | 220 mm |
| - Umaks | 974 mm | 1088 mm |
| - Ymaks | 334 mm | 334 mm |
| - Gmaks | 450 mm | 431 mm |
| - G1 | 371 mm | 371 mm |
| - G2 | 201 mm | 201 mm |
| - G3 | 791 mm | 991 mm |
Zincirli boru kesme ve frezeleme makinelerinin tanımı
Zincirli boru kesme ve frezeleme makinesi, şantiyelerde, atölyelerde ve açık havada, çelik veya döküm, açıkta bulunan boru parçalarının ve döşenmiş bulunan boruların kesilmesi ve frezelenmesi, kaynak işleminden önce boru uçlarında pah kırma işlemeleri için tasarlanmıştır. Zincirli boru kesme ve frezeleme makinesi, günlük rutin işler haricinde, belli konularda uzmanlaşmış firmaların uzman personeli tarafından kullanılmak üzere tasarlanmıştır.
Komple zincirli boru kesme ve frezeleme makinesi, eski, geleneksel koruma alanlarında kullanılamaz.
Zincirli boru kesme ve frezeleme makinesi aşağıdaki işlemler için tasarlanmamıştır: – Patlama tehlikesi bulunan yerlerde kullanım.
- Yoğun yağmur altında ve su altında kullanım.
- -20°C ile 40°C arasındaki sıcaklıklar dışında kullanım.
- Patlayıcı maddelerin kesilmesinde kullanım.
- Yanıcı malzemenin kesilmesinde kullanım.
AT-Yönergesi 94/9EG ATEX (Atmosphères Explosibles)
Tip RSG Ex (**) zincirli boru kesme ve frezeleme makinelerinin patlama tehlikesi bulunan ortamlarda kullanılmaya izinli olmadığıni ve bu nedenle bu boru kesme ve frezeleme makineleri için 94/9AT uyarınca AT Tip İnceleme Sertifikaları bulunmadığını beyan ederiz.
(RSG Ex (**) boru kesme ve frezeleme makinesinde elektro motor ve ek şalter ile İki ATEX uyumlu bileşen bulunmaktadır.)
ATEX Yönergesi sadece AT bölgesinde geçerlidir.
Bir bakışta genel görünüş.
1 Sikma donanımı
2 Yan plaka için tespit vidası
3 Yan plaka
4 Açıklama
5 Civata
6 Dişli mil
7 Yerleştirme donanımı
8 Yerleştirme donanımı için silindir başlı vida
9 Montaj vidası
10 Hareket aksi
11 Sikma kolu
12 Altügen başlı vida
13 Pul
14 Germe aksi
15 Somun
16 Alet dayamağı
17 Boru somunu
18 Motor sabitleme vidası
19 Lase
20 Zincir çarkı
21 Taşıma mili
22 Emniyet halkası
23 Pim
25 Taşıma tutamağı (izolasyonlu tutamak yüzeyleri)
26 Derinlik cetveli
27 Tırtıklı somun
28 Besleme kolu
29 Altigen zincir gerici
30 Zincir gerici pulu
31 Zincir gerici emniyet vidaları
32 Zincir baklası emniyet halkası
33 Zincir halkası civatası
34 Taşıma kayışı
Güvenliğiniz için
Genel güvenlik talimatı.
⚠️UYARI
Bu elektrikli el aletinde bulunan bütün güvenlik talimatını, açıklamaları ve resimli uyarı metinlerini okuyun. Güvenlik
talimatına ve uyarılara uyulmadığı takdirde elektrik çarpması, yangın ve/veya ciddi yaralanmalar meydana gelebilir.
Bütün güvenlik talimatını ve uyarı metinlerini gelecekte kullanmak üzere saklayın.
Güvenlik talimatında kullanılan “Elektrikli el aleti” kavramı, akım şebekesine bağlanarak (şebeke bağlantı kablosu ile) ve akü ile (şebeke kablosu olmaksızın) çalıştırılan aletleri ifade eder.
1) Çalışma yeri güvenliği
a) Çalıştığınız yeri temiz tutun ve iyi aydınlatın. Çalıştığınız yer düzensız ise ve iyi aydınlatılmamışsa kazalar ortaya çıkabilir.
b) Yakınında patlayıcı maddeler, yanıcı sıvı, gaz veya tozların bulunduğu yerlerde elektrikli el aleti ile çalışmayın. Elektrikli el aletleri, toz veya buharların tutuşmasına neden olabilecek kıvılcımlar çıkarırlar.
c) Elektrikli el aleti ile çalışırken çocukları ve etraftaki kişileri uzakta tutun. Dikkatiniz dağılacak olursa aletin kontrolünü kaybedebilirsiniz.
2) Elektrik Güvenliği
a) Elektrikli el aletinin bağlantı fişi prize uymalıdır. Fişi hiçbir zaman değiştirmeyin. Koruyucu topraklanmış elektrikli el aletleri ile birlikte adaptör fış kullanmayın. Değiştirilmemiş fiş ve uygun priz elektrik çarpma tehlikesini azaltır.
b) Borular, kalorifer petekleri, ıstıcılar ve buzdolapları gibi topraklanmış yüzeylerle vücudunuzun temas etmesinden kaçının. Vücudunuz topraklandığı anda büyük bir elektrik çarpma tehlikesi ortaya çıkar.
c) Aleti yağmur altında veya nemli ortamlarda bırakmayın. Suyun elektrikli el aleti içine sızması elektrik çarpma tehlikesini artırır.
d) Elektrikli el aletini kablesundan tutarak taşımayın, kabloyu kullanarak asmayın veya kablodan çekerek fışı çıkarmayın. Kabloyu isidan, yağdan, keskin kenarlı cisimlerden veya aletin hareketli parçalarından uzak tutun. Hasarlı veya dolaşmış kablo elektrik çarpma tehlikesini artırır.
e) Bir elektrikli el aleti ile açık havada çalışırken mutlaka açık havada kullanılmaya uygun uzatma kablosu kullanın. Açık havada kullanılmaya uygun uzatma kablosunun kullanılması elektrik çarpma tehlikesini azaltır.
f) Elektrikli el aletinin nemli ortamlarda çalıştırılması şartsa, mutlaka arıza akımı koruma şalteri kullanın. Arıza akımı koruma şalterinin kullanımı elektrik çarpma tehlikesini azaltır.
3) Kişilerin Güvenliği
a) Dikkatli olun, ne yaptığınıza dikkat edin, elektrikli el aleti ile işinizi makul bir tempo ve yöntemle yürütün. Yorgunsanızı, aldığınız hapların, ilaçların veya alkolün etkisinde iseniz elektrikli el aletini kullanmayın. Aleti kullanırken bir anklı dikkatsızlık önemli yaralanmalara neden olabilir.
b) Daima kişisel koruyucu donanım ve bir koruyucu gözlük kullanın. Elektrikli el aletinin türü ve kullanımına uygun olarak; toz maskesi, kaymayan iş ayakkabıları, koruyucu kask veya koruyucu kulaklık gibi koruyucu donanım kullanımı yaralanma tehlikesini azaltır.
c) Aleti yanlışlıkla çalıştırmaktan kaçının. Akım ikmal şebekesine ve/veya aküye bağlamadan, elinize alıp taşımadan önce elektrikli el aletinin kapalı olduğundan emin olun. Elektrikli el aletini parmağınız şalter üzerinde dururken taşırsanız ve alet açıkken fişi prize sokarsanız kazalara neden olabilirsiniz.
d) Elektrikli el aletini çalıştırmadan önce ayar aletlerini veya anahtarları aletten çıkarın. Aletin dönen parçaları içinde bulunabileceği bir yardımcı alet yaralanmalara neden olabilir.
e) Çalışırken vücudunuz anormal durumda olmasın. Çalışırken duruşunuz güvenli olsun ve dengenizi her zaman koruyun. Bu sayede aleti beklenmedik durumlarda daha iyi kontrol edebilirsiniz.
f) Uygun iş elbiseleri giyin. Geniş giysiler giymeyin ve takı takmayın. Saçlarını zı ve giysileriniz aletin hareketli parçalarından uzak tutun. Bol giysiler, uzun saçlar veya takılar aletin hareketli parçaları tarafından tutulabilir.
g) Toz emme donanımı veya toz tutma tertibatı kullanırken, bunların bağlı olduğundan ve doğru kullanıldığından emin olun. Toz emme donanımının kullanımı tozdan kaynalanabilecek tehlikeleri azaltır.
h) Aletleri sık kullanmanız sebebiyle kazandığınız alışkanlıklar, güvenlik prensiplerine uymanızı önlememelidir. Dikkatsiz bir hareket, bir anda ciddi yaralanmalara yol açabilir.
4) Elektrikli el aletlerinin kullanımı ve bakımı
a) Aleti aşırı ölçüde zorlamayın. Yaptığınız işe uygun elektrikli el aletleri kullanın. Uygun performanslı elektrikli el aleti ile, belirlenen çalışma alanında daha iyi ve güvenli çalışısınız.
b) Şalteri bozuk olan elektrikli el aletini kullanmayın. Açılp kapanamayan bir elektrikli el aleti tehlikelidir ve onarılmalıdır.
c) Alette bir ayarlama işlemine başlamadan, herhangi bir aksesuarı değiştirirken veya aleti elinizden bırakırken fişi prizden çekin veya aküyü çıkarın. Bu önlem, elektrikli el aletinin yanlışlıkla çalışmasını önler.
d) Kullanım dışı duran elektrikli el aletlerini çocukların ulaşamayacağı bir yerde saklayın. Aleti kullanmayı bilmeyen veya bu kullanım kılavuzunu okumayan kişilerin aletle çalışmasına izin vermeyin. Deneyimsiz kişiler tarafından kullanıldığında elektrikli el aletleri tehlikelidir.
e) Elektrikli el aletinizin ve aksesuarlarımızın bakımını özenle yapın. Elektrikli el aletinizin kusursuz olarak çalışmasını engelleyebilecek bir durumun olup olmadığını, hareketli parçaların kusursuz olarak işlev görüp görmediklerini ve sıkışıp sıkışmadıklarını, parçaların hasarlı olup olmadığını kontrol edin. Aleti kullanmaya başlamadan önce hasarlı parçaları onartın. Birçok iş kazası elektrikli el aletlerine yeterli bakım yapılmamasından kaynaklanır.
f) Kesici uçları daima keskin ve temiz tutun. Özenle bakımı yapılmış keskin kenarlı kesme uçlarının malzeme içinde sıkışma tehlikesi daha azdır ve daha rahat kullanım olanağı sağlarlar.
g) Elektrikli el aletini, aksesuarı, uçları ve benzerlerini, bu özel tip alet için öngörülen talimata göre kullanın. Bu sırada çalışma koşullarını ve yaptığınız işi dikkade alın. Elektrikli el aletlerinin kendileri için öngörülen alanın dışında kullanılması tehlikeli durumlara neden olabilir.
h) Tutamak ve kavrama yüzeylerini kuru, yağsız ve temiz tutun. Kaygan tutamak ve kavrama yüzeyleri, aletin beklenmeyen durumlarda güvenli şekilde tutulmasını ve kontrol edilmesini engeller.
5) Servis
a) Elektrikli el aletinizi sadece yetkili personele ve orijinal yedek parça kullanma koşulu ile onartın. Bu sayede aletin güvenliğini sürekli hale getirirsiniz.
Zincirli boru kesme ve frezeleme makineleri için özel güvenlik talimatı.
Zincirli boru kesme ve frezeleme makinelerini çalıştırırken, bu makinelerle çalışırken ve bakım yaparken ulusal kazalardan korunma yönetmeliği hükümlerine uyun.
Yasal patlama koruma yönetmeliği hükümlerine uyun.
İşlenen borunun güvenli durmasını sağlayın. Bu uyarılara uyulmadığı takdirde ciddi yaralanmaları veya ölüme neden olunabilir.
Elektrikle çalışan zincirli boru kesme ve frezeleme makineleri (Tip RSG Ex [\*\*]).
Şebeke gerilimi ile zincirli boru kesme ve frezeleme makinesi üzerinde belirtilen gerilim birbirine uyumlu olmalıdır.
Zincirli boru kesme ve frezeleme makinesinin elektrik şebekesine bağlantısı 20 A'lik bir sigorta üzerinden yapılmalıdır.
Şebeke bağlantı kablosunu ve varsa uzatma kablosunu düzenli aralıklarla kontrol edin!
Zincirli boru kesme ve frezeleme makinesini sadece ana şalter kapalı durumda iken anahtarlama cihazları kombinasyonuna bağlayın.
Anahtarlama cihazları kombinasyonu daima kullanıcıının erişebileceği bir yerde olmalıdır.
Uygulama.
Tutamakları ve tutamak yüzeylerini kuru, temiz ve yağ ve gresten arınmış durumda tutun. Kaygan tutamak ve tutamak yüzeyleri, önceden kestirilemeyen durumlarda elektrikli el aletinin güvenli kullanım ve kontrolünü engeller.
Ucun gizli elektrik kablolarına temas etme olasılığının bulunduğu işleri yaparken aleti izolasyonlu tutamak yüzeylerinden tutun. Aletin ucu gerilim altındaki kabloları temas edecek olursa aletin metal parçaları da gerilime maruz kalabilir ve kullanıcı elektrik çarpma tehlikesi ile karşı karşıya kalabilir.
Zincirli boru kesme ve frezeleme makinesini aşırı ölçüde zorlamayın. Yaptığınız işe uygun uç kullanın. Doğru uçla daha iyi ve daha güvenli çalışısınız.
Şalteri arızalı zincirli boru kesme ve frezeleme makinelerini kullanmayın. Açılip kapanamayan bir zincirli boru kesme ve frezeleme makinesi tehlikelidir ve onarılmalıdır.
Alette ayarlama işlemleri yapmadan veya uç değiştirmeden önce enerji beslemesini kesin. Bu önlem zincirli boru kesme ve frezeleme makinesinin istenmeden çalışmasını önler.
Zincirli boru kesme ve frezeleme makinesini tanımayan veya bu uyarları okumayan kişilerin aleti kullanmasına izin vermeyin. Zincirli boru kesme ve frezeleme makineleri deneyimsiz kişiler tarafından kullanıldıklarında tehlikelidir.
Zincirli boru kesme ve frezeleme makinesinin bakımını düzenli aralıklarla yapın. Zincirli boru kesme ve frezeleme makinesinde hasar olup olmadığınlı ve makinenin kullanımını olumsuz yönde etkileyebilecek faktörlerin bulunup bulunmadığını kontrol edin. Hasarlı boru kesme ve frezeleme makinesini kullanmadan önce onarımının yapılmasını sağlayın. Önlenebilir birçok İş kazası, zincirli boru kesme ve frezeleme makinelerinin kötü bakımından kaynaklanır.
Zincirli boru kesme ve frezeleme makinesini, aksesuarı ve uçları bu kullanma kulavuzundaki açıklama ve uyarılara uygun olarak kullanın ve çalışma koşulları ile yapılan işi dikkate alın. Zincirli boru kesme ve frezeleme makinelerinin kendileri için öngörülen işler dışında kullanılması tehlikeli durumların oluşmasına neden olabilir.
Fonksiyon yöntemi (Bakınız: Resim A).
Zincirli boru kesme ve frezeleme makinesi talaş alıcı uçlar yardımı ile açıktaki boruları keser ve frezeler. Bu makine kendine ait sıkma donanımları yardımı ile boruların dış tarafına sabitlenir ve boru etrafından otomatik olarak çalışır. Bu alette uç olarak, borunun malzemesine göre, kesici kenarları HSS çellik veya sert metalden yapılma metal daire testere bileçakları ve form frezeleri kullanılır.
- Kesme derinliğinin ayarı yataklı mil üzerinden yapılır (16). Bu yataklı mil iki yan plaka içine (3) hareketli olarak yataklanmıştır ve dişli mil (6) yardımı ile ayarlanabilir.
- Taşıyıcı mil (21) taşıma tekerlekleri üzerinden besleme hareketini gerçekleştirir ve alet mili tarafından 2 sonsuz dişli ile tahrik edilir.
- Besleme hareketi besleme şalteri (28) ile açılır ve kapatılır. Bir kayıcı kuplaj besleme donanımını aşırı zorlanmaya karşı korur.
Alet milinin yataklaması özellikle sabitlenmiştir. Alet milini tahrik eden, yağ banyosu ile yağlanan ana şanzıman bir planet ve sonsuz dişli düzeneğinden oluşur.
Şanzıman, zincir arada bir frenlendiğinde hasarı önleyecek biçimde boyutlandırılmıştır. Bütün dişli milleri rulmanlar içinde hareket eder.
Akslı makine çerçevesinin işlevi, yerleştirilmiş bulunan boru kesme ve frezeleme makinesini boruya yönlendirmek ve kesme ve besleme kuvvetlerini aktarmaktır.
- İşlenmekte olan boru çapına uyarlama, hareket aksının (10) ayarlanması ile sağlanır.
Germe zincirleri münferit, aynı boyuttaki zincir parçalarından oluşur.
Gerekli zincir parçalarının sayısı ve germe zincirlerinin uzunluğu işlenen borunun çapına bağlıdır.
Taşıma.
B
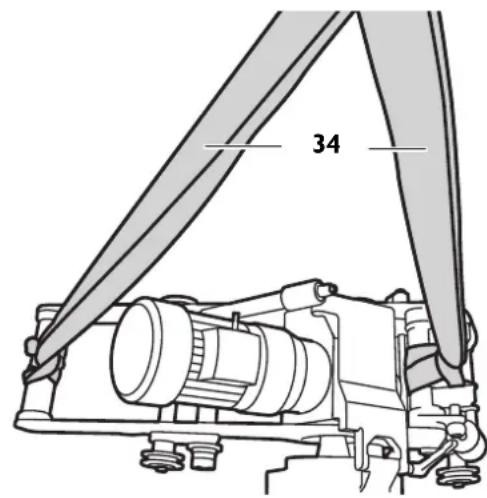

Boru kesme ve frezeleme makinesi taşınırken yaralanma tehlikesi. Boru kesme ve frezeleme makinesini sadece aletle birlikte teslim edilen taşıma kayışlarıyla (34) veya en az üç kişi ile taşıyın.
Aleti çalıştırmadan önce.

İş parçasının beklenmedik hareketi nedeniyle yaralanma tehlikesi. Çalışmaya başlamadan önce iş parçasını beklenmedik hareketlere karşı emniyete alın.
Çalışırken iş parçalarının beklenmedik biçimde yuvarlanma, düşme veya kayma tehlikesi vardır.

Bu makine sadece teknik açıdan kusursuz durumda çalıştırılabilir. Makineyi çalıştırmadan önce her defasında aşınmış veya hasarlı uç ve bileşen bulunup bulunmadığını kontrol edin. Aşınmış veya hasarlı uçlar ve bileşenler zaman geçirmeden yenileri ile değiştirilmelidir.
İşlenen boruda ön işlemler.
- Depolama yerinde kesilecek borular, uçların sıkışmayacağı biçimde yerleştirilmelidir.
– Döşenmiş borularda, borunun dışından ölçüldüğünde çukur duvarından 1 m'lik her noktada en az 50 cm mesafe bırakılmalıdır. - İşlenen yüzey kir ve topraktan arındırılmış olmalıdır. İşlenecek yüzeydeki yumuşak malzeme önceden alınmalıdır.
- Kesici uç, boru malzemesine, gerekli işlem biçimine ve soğutma yöntemine uygun olarak seçilmelidir.
- Hareket tekerlekleri ve zincir alanındaki kaynak dikişlerini alın.
Daha ayrıntılı bilgiyi yağlama ve soğutma maddesi tedarikçinizden alabilirsiniz.
(Bakınız: Basınçlı hava soğutma yağlama donanımı 9 12 01 002 00 4)
0°C'de soğutma maddesi:
- Yağlama maddesi BIOCUT 1L - 3 21 32 039 00 0
- Yaglama maddesi BIOCUT 5L - 3 21 32 040 00 0
25°C'ye kadar soğutma maddesi:
- Soğutma maddesi 1L - 3 21 32 042 00 0
- Soğutma maddesi 5L - 3 21 32 043 00 0
Boru kesme ve frezeleme makinesindeki ön çalışmalar (Bakınız: Resim A).
- Sikma kolunu (11) gevşetin.
- Yataklı mili (16) el ārankı ile (alet çantasında) yerleştirme donanımında (7) yukarı kaldırın.
- Montaj vidalarını (9) çıkarın ve hareket aksını (10) tabloda (4) belirtildiği gibi güncel boru çapına ayarlayın.
- Montaj vidalarını (9) tekrar sıkın.
RSG Ex 1500 A/B (**)
| P | D[mm] [inç] | |
| I 250 - 400 9.8 | -15.7 | |
| II 400 - 600 15.7 | -23.6 | |
| III 600 - 900 23.6 | -35.3 | |
| IV 900 - 1500 35.3 | -58.9 |
RSG Ex 18 A/B (**)
| P | D[mm] [inç] | |
| I 250 – 400 9.6 | -15.7 | |
| II 400 – 600 15.7 | -23.6 | |
| III 600 – 800 23.6 | -31.5 | |
| IV 800 – 1000 31.5 | -39.4 | |
| V 1000 – 1300 39.4 | -51.2 | |
| VI 800 – 3000 51.2 | -118.1 |
P: Hareket aksi pozisyonu
D: Boru çapı
- Germe zincirleri sıkma donanımlarını (1) yaylı çanakta çevirerek dışarı getirlp, boru kesme ve frezeleme makinesi yerleştirildikten sonra yeterli germe yolunun bulunmasını sağlayın.

Germe zincirlerini boru dış çapına uygun biçimde bir araya getirin.

Boru kesme ve frezeleme makinesini boruya konumlandırın ve herhangl bir kayma olmaması için vinçle emniyete alın.

Kılavuz zinciri zincir gerici ile boru dış çapına uygun biçimde bir araya getirin.

avuz zinciri germe zincirine 10 mm mesafede freze ucuna karşı sabitleyin.
Kılavuz zincir civatası ile germe zinciri civatası arasındaki mesafe 10 mm'dir.
- Çevredeki mesafeyi en az üç kez kontrol edin.
Boru kesme ve frezeleme makinesinin boruya sıkılması.
Bağlantı zincirlerinin takılması.
- Açık olan zincirleri boru kesme ve frezeleme makinesinin her iki tarafından boru üstüne yatırım.
- Boru kesme ve frezeleme makinesini yukarı kaldırın ve zinciri zincir tekerleklerinin (20) altına, zincir, boru kesme ve frezeleme makinesi yerleştirildikten sonra dişli tarafından kavranacak biçimde sürün.
- Zincirin boştaki ucunu zincir tekerlekleri üzerinden germe aksi (14) ve laşeye (19) sürün.
- Zincirin her iki ucunu civata (3 02 17 216 00 4) ile kapatın ve iki emniyet halkası (4 26 34 020 00 5) ile emniyete alın.
Zincirlerin gerilmesi (Bakınız: Resim A).
- Zincirleri önce her iki yaylı çanagı (1) çevirerek hafifçe boruya yatırın. Boru kesme ve frezeleme makinesini tam olarak doğrultmak için birkaç kez boru çevresinde ileri geri hareket ettirin.
- Zincirleri yaylı çanakları çevirerek, pim (23, Resim A) yaylı çanağın uzunlamasına deliğinde, çevredeki oluğa gelinceye kadar hareket ettirin.
- Kesme işlemi esnasında pimin konumunu izleyin. Boru yuvarlak değilse, ya tekrar gerilmeli veya gevşetilmelidir. Kesme İşleminden önce 4 tutamağı da çıkarın.
Kaza tehlikesi!
Yaylı çanağı bu noktadan öteye sıkmayın!
Aletin yanlışlıkla çalıştırılması sonucu yaralanma tehlikesi vardır. Ucu takmadan önce şebeke fişini prizden çekin.

Yaralanma tehlikesi
Ucun keskin kenarı tarafından kesilme tehlikesi vardır. Ucu takarken ve çıkarırken koruyucu İş eldivenleri kullanın.

Yaralanma tehlikesi
Kızgın uç nedeni ile yanma tehlikesi vardır. Ucu çıkarırken koruyucu iş eldivenleri kullanın.

Koruyucu iş eldivenleri kullanın.
Sadece kesici kenarları kusursuz uçları kullanın.
- Takma İşleminden önce alet milini ve uyarlama ve dayama yüzeyini temizleyin.
- Ucu ara pulu ile takin.
- Uç siikmä somununu iyice sikiin.
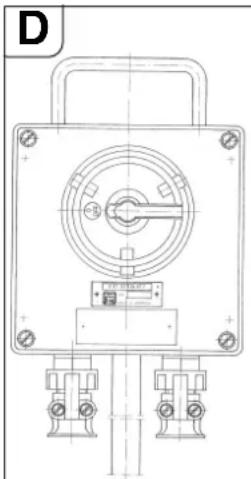
İşletmeye alma.
Boru kesme ve frezeleme makinesi:
Elektrik tahrikli boru kesme ve frezeleme makinelerinde aşağıdaki bileşenlerden oluşun bir anahtarlama cihazı kombinasyonu bağlayın:
-Ana şalter/çevrim şalteri
-Motor koruma şalteri
-Düşük gerilim tetikleyici
-Fiş bağlantıları
Ana şalter, çalıştırma ve dönme yönü değiştirme şalteri olarak kullanılır. Motor koruma şalteri ve düşük gerilim tetikleyici bir ünite oluşturur. Aşırı zorlanma durumunda motor koruma şalteri motoru durdurur. Elektriklerin kesilmesi durumunda düşük gerilim tetikleyici aletin istenmeden tekrar
çalışmasını önlemek üzere boru kesme ve frezeleme makinesini elektrik şebekesinden ayırır.
Boru kesme ve frezeleme makinesi motor koruma şalterine basılmak suretiyle tekrar işletmeye alınır.
Anahtarlama cihazı kombinasyonu, kullanıcıının her onumlandırılmalıdır.
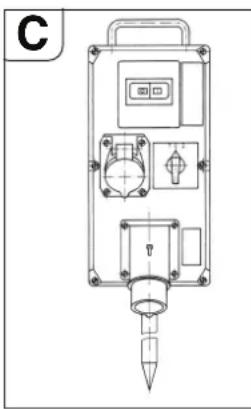
Kısmen patlamaya karşı korunmalı boru kesme ve frezeleme makinesi:
Anahtarlama cihazı kombinasyonu önüne, patlama tehlikesi alanı 2'de boru kesme ve frezeleme makinesini çalıştırmak için, ek bir açma/kapama şalteri bulunan bir kontrol kutusu bağlanmalıdır.
Kontrol kutusu kullanıcıının her zaman erişebileceği biçimde konumlandırılmalıdır.
! Patlama tehlikesi
Anahtarlama cihazı kombinasyonu alan 2 dışına yerleştirilmelidir.
Kullanım.

Yaralanma tehlikesi
Koruyucu kapak işletme esnasında tam olarak kapalı ve kilitli olmalıdır!

Yaralanma tehlikesi Etrafa savrulan talaşlar nedeniyle yaralanma tehlikesi vardır
Bu talaşlar yaralanmalara neden olabilir. Tehlike alanında başka kimsenin bulunmamasına dikkat edin.

Yangın tehlikesi Etrafa savrulan talaşlar nedeniyle yangın tehlikesi vardır Tehlike alanında çabuk alevlenir nesnelerin bulunmamasına dikkat edin.

Yaralanma tehlikesi
Boru kesme ve frezeleme makinesinin çalıştırılması esnasında etrafal savrulan parçalar nedeniyle yaralanma tehlikesi vardır. Boru kesme ve frezeleme makinesini kullanmaya başladan önce her defasında el krankını çıkarın.
Start işlemi
Elektro motorlu boru kesme ve frezeleme makinelerinde ucun dönme yönünün doğru olduğundan emin olunmalıdır. Dönme yönü anahtarlama cihazı içindeki çevrim şalteri ile değiştirilebilir.

Yaralanma tehlikesi
Makine çalışırken dönen parçalar nedeniyle yaralanma tehlikesi vardır. Ayarlama işlemleri için makinenin tehlike alanına sadece güvenlik açısından önemli önlemler alındıktan sonra girilmelidir.
- Besleme donanımını besleme kolu (28) ile kapatın.
- Boru keseme ve frezeleme makinesini çalıştırın.
- Sıkma kolunu (11) gevşetin ve dönmekte olan testere bıçağını el kranı ile boru içine mümkün olduğu kadar derine hareket ettirin. Derine dalan testere bıçağı kesme işlemine istikrar kazandırır.
- Frezeleme işlemlerinde mümkün olduğu kadar düşük alet girişi seçin. Talaş alma hacmi artan kesme derinli ile artar.
- Ucu gerektiğinden yaklaşık 3 mm daha derine daldırın, sonra gerekli derinliğe geri getirin. Bu sayede uç korunur.
- Derinlik cetveli kullanılırken aletin boru üzerinde iz bırakmasını sağlayın. Tırtıklı somunu (27) gevşetin ve göstergeyi (28) 0'a getirin. Tırtıklı somunu (27) tekrar sıkın. Ayarlanan derinlik cetvelde görülebilir.
- Boru kesme ve frezeleme makinesini kapatın.
- Daha sonra ayarı sıkma kolunu (11) sikarak sabitleyin.
- Boru kesme ve frezeleme makinesini tekrar çalıştırın.
-
Besleme şanzımanını besleme kolu (28) üzerinden çalıştırın.
-
Motor gücü yetiyorsa, boruyu tek bir aşamada kesin.
– Döşenmiş borular kesme işlemi esnasında eğilebilir ve uç kesme yarığı içinde sıkışabilir. Bu nedenle aletle birlikte teslim edilen kamalar kesici uç arkasına, düzenli mesafelerle yarık içine çakılmalıdır. Patlama tehlikesi olan yerlerde kamalar (6 33 05 013 00 2) (RSG Ex 1500 A/B (**) birlikte teslim edilen aksesuar) ve kıvılcım çıkarmayan çekiç kullanılmalıdır. - Boru kesme ve frezeleme makinesini aşırı ölçüde zorlamaktan kaçının.
- Uç malzeme içine girdiğinde motor devir sayısı belirgin ölçüde düşerse makine zorlanıyor demektir.
- Bu durumda aletin malzeme kazıma performansı da düşer.
- Düşmesini önlemek için iş parçasını (kesilen boru parçası) sabitleyin.
Kalın et kalınlığı bulunan borularda (s > 10 mm) kaynak yerleri çok sayıda işlemle frezelenmelidir.
Uyumlu kesme süreci aşağıdaki faktörler tarafından belirlenir: - Start anında boru kesme ve frezeleme makinesinin doğrultulması,
- Borunun dairesel veya silindir biçiminden farklılığı,
- Ucun keskinliği,
- Malzemenin sertliği.
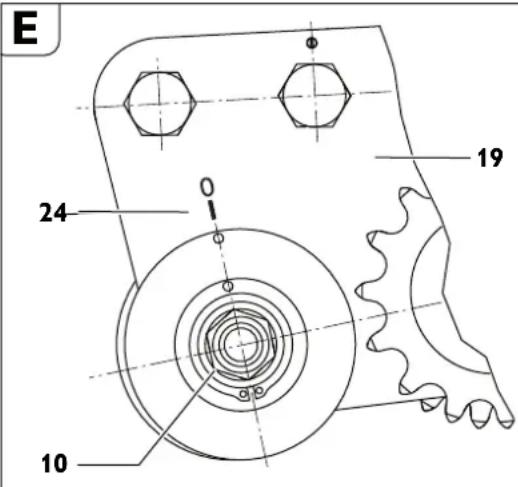
Boru kesme ve frezeleme makinesl, 300 mm ve 600 mm çapındaki borularda kesme hattının başlangıcı ve sonu üst üste gelecek biçimde ayarlanmıştır.
Kılavuz milinin eksantrikliği sonucu ayar işareti (24, Bakınız: Resim E) sadece belirtilen çaplar için bağlayıcıdır. Daha büyük çaplarda gerektiğinde yeniden ayarlama yapılmalıdır.
Zincirli boru kesme ve frezeleme makinelerinin geri çalışması (RSG Ex [\*\*]).
Maddi hasar!
Boru kesme ve frezeleme makinesi geri çalıştırılmadan önce, ucun ve şanzımanın hasar görmemesi için ucun malzeme içinden çıkarılmış olması gerekir.
- Besleme donanımını besleme kolu (28) ile kapatın.
- Sıkma kolunu (11) gevşetin.
- Ucu dişarı çıkarın.
- Ana şalteri/çevrim şalterini "0" (kapalı) konumuna getirin.
- Çevrim şalterini geri çalışma konumuna getirin.
- Sikma kolu (11) sıkın.
- Besleme şanzımanını besleme kolu (28) üzerinden çalıştırın.
Boru kesme ve frezeleme makinesi geri çalışmada kesme yapmaya uygun değildir! Soğutma ve yağlama işlemlerine ilişkin açıklamalar.
Maddi hasar!
Kullanılan uç frezele işlemi esnasında soğutulmalı ve yağlanmalıdır. Soğutma ve yağlama yetersiz olduğu takdirde talaşlar sıkışabilir. Bu da ucun kırılmasına neden olabilir.
Kullanılan soğutma maddesi üreticisinin uyarı ve açıklamalarına uyun
- Yumuşak döküm boruları daima soğutma maddesi kullanmadan kuru olarak kesin.
- Testere bıçağını veya frezeyi alaşımsız çelik borularda sabunlu suyla soğutun.
Çalışma hassaslığının ayarlanması.
- Somunu (15, Bakınız: Resim A) SW 46 gevşetin.
- Aksi (10) laşeye (19) doğru çevirin.
- Somunu (15) sikiin.
Hareket aksi (10) saat hareket yönünde çevrillince (uç yönünde) uç sağa doğru döner (bakış açısı boru kesme ve frezeleme makinesinin hareket yönü ile aynıdır). Hareket aksi saat hareket yönünün tersine çevrildiğinde uç sola doğru döner.
Daha fazla zincir baklası ekleme
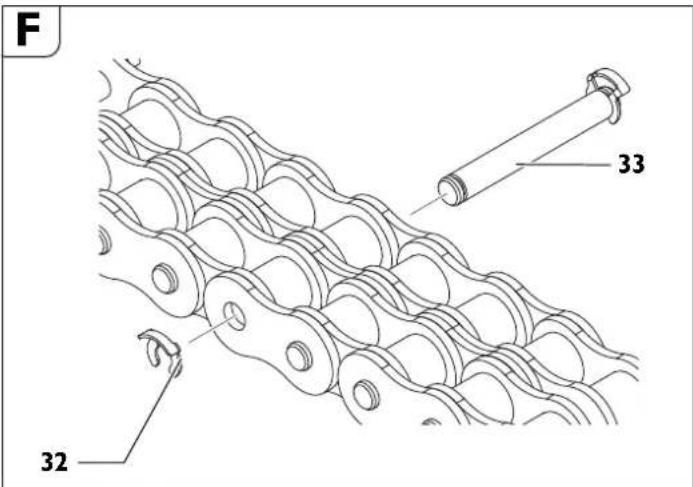

Ek zincir baklaları sadece bu İşlem için öngörülen pozisyonlarda takılabilir.
- Emniyet halkasını (32) çıkarın.
- Civatayı (33) çıkarın.
- Istediğiniz sayıda zincir bakası takın.
- Çeşitli büyüklükteki zincir baklaları makinenin aksesuarı içinde bulunmaktadır.
- Civatayi (33) takin.
- Yeni bir emniyet halkası (32) takın.
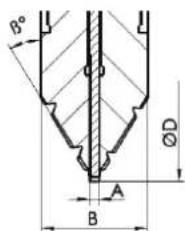
Boru kesme ve frezeleme makinesinin takılması.
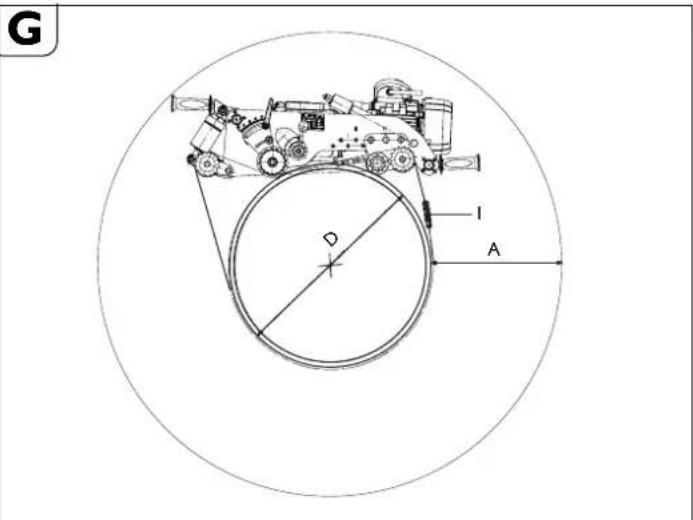
"A" Yüksek kesme derinliğinde gerekli çalışma alanı.
"D" Borunun dış çapı
“i” Boru çapında zincir baklası sayısı “D”.
RSG Ex 1500 A/B
| Hareket aksi pozisyonu | D A Her tarafta | gerekli zincir uzunluğu | Toplam zincir uzunluğu | i* | |
| [mm] [mm] | [mm] [mm] | ||||
| 1 | 250 | 400 | 1427 | 2854 | 5 |
| 300 | 392 | 1525 | 3050 | 5 | |
| 350 | 384 | 1632 | 3264 | 6 | |
| 400 | 378 | 1744 | 3488 | 6 | |
| 2 | 400 | 381 | 1782 | 3564 | 6 |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 369 | 2019 | 4038 | 7 | |
| 550 | 364 | 2144 | 4288 | 7 | |
| 600 | 360 | 2273 | 4546 | 8 | |
| 3 | 600 | 362 | 2302 | 4604 | 8 |
| 650 | 357 | 2433 | 4866 | 8 | |
| 700 | 352 | 2566 | 5132 | 9 | |
| 750 | 348 | 2702 | 5404 | 9 | |
| 800 | 344 | 2840 | 5680 | 10 | |
| 850 | 340 | 2862 | 5724 | 10 | |
| 900 | 337 | 3001 | 6002 | 10 | |
| 4 | 900 | 348 | 3142 | 6284 | 10 |
| 950 | 345 | 3284 | 6568 | 11 | |
| 1000 | 342 | 3428 | 6856 | 11 | |
| 1050 | 340 | 3464 | 6928 | 11 | |
| 1100 | 337 | 3607 | 7214 | 12 | |
| 1150 | 335 | 3751 | 7502 | 12 | |
| 1200 | 333 | 3896 | 7792 | 13 | |
| 1300 | 331 | 4062 | 8124 | 13 | |
| 1400 | 329 | 4338 | 8676 | 14 | |
| 1500 | 328 | 4355 | 8710 | 14 |
*Sipariş numarası 3 02 31 013 02 7 / her biri 635 uzunluğunda 10 zincir bakası.
RSG Ex 18 A/B
| Hareket aksi pozisyonu | D A Her ta [mm] [mm] | rafta [mm] [mm] | gerekli zincir uzunluğu | Toplam zincir uzunluğu | i* |
| 1 | 250 | 587 | 1427 | 2854 | 5 |
| 300 | 576 | 1525 | 3050 | 5 | |
| 350 | 564 | 1632 | 3264 | 6 | |
| 400 | 553 | 1744 | 3488 | 6 | |
| 2 | 400 | 522 | 1782 | 3564 | 6 |
| 450 | 511 | 1898 | 3796 | 7 | |
| 500 | 501 | 2019 | 4038 | 7 | |
| 550 | 492 | 2144 | 4288 | 7 | |
| 600 | 483 | 2273 | 4546 | 8 | |
| 3 | 600 | 453 | 2302 | 4604 | 8 |
| 650 | 445 | 2433 | 4866 | 8 | |
| 700 | 437 | 2566 | 5132 | 9 | |
| 750 | 429 | 2702 | 5404 | 9 | |
| 800 | 422 | 2840 | 5680 | 10 | |
| 4 | 800 | 396 | 2862 | 5724 | 10 |
| 850 | 393 | 3001 | 6002 | 10 | |
| 900 | 390 | 3142 | 6284 | 10 | |
| 950 | 386 | 3284 | 6568 | 11 | |
| 1000 | 383 | 3428 | 6856 | 11 | |
| 5 | 1 | 390 | 34640 | 69Q8 | 11 |
| 1050 | 387 | 3607 | 7214 | 12 | |
| 1100 | 385 | 3751 | 7502 | 12 | |
| 1150 | 382 | 3896 | 7792 | 13 | |
| 1200 | 379 | 4062 | 8124 | 13 | |
| 1300 | 374 | 4338 | 8676 | 14 | |
| 6 | 1 | 383 | 43550 | 8700 | 14 |
| 1400 | 382 | 4651 | 9302 | 15 | |
| 1500 | 378 | 4950 | 9900 | 16 | |
| 1600 | 373 | 5250 | 10500 | 17 | |
| 1700 | 369 | 5553 | 11106 | 18 | |
| 1800 | 366 | 5857 | 11714 | 19 | |
| 1900 | 362 | 6162 | 12324 | 20 | |
| 2000 | 359 | 6468 | 12936 | 21 | |
| 2100 | 356 | 6775 | 13550 | 22 | |
| 2200 | 353 | 7083 | 14166 | 23 | |
| 2300 | 350 | 7391 | 14782 | 24 | |
| 2400 | 348 | 7700 | 15400 | 25 | |
| 2500 | 346 | 8009 | 16018 | 26 | |
| 2600 | 343 | 8319 | 16638 | 27 | |
| 2700 | 341 | 8629 | 17258 | 28 | |
| 2800 | 339 | 8940 | 17880 | 29 | |
| 2900 | 337 | 9251 | 18502 | 30 | |
| 3000 | 335 | 9562 | 19124 | 31 |
*Sipariş numarası 3 02 31 013 02 7 / her biri 635 uzunluğunda 10 zincir baklası.
Optimum bir zincir ön gerilimini sağlamak için gerektiğinde alet çantası içinde bulunan uzunluğu 31,75 mm olan yarım zincir baklaları kullanılabilir.
Örnek:
D=400 mm boru çapında 6 zincir baklası (Sipariş numarası 3 02 31 013 02 7) gerekir.
Kılavuz zinciri tablodaki verilere göre oluşturun
Optimum bir zincir ön gerilimini sağlamak için gerektiğinde alet çantası içinde bulunan uzunluğu 31,75 mm olan yarım zincir baklaları kullanılabilir.
Kılavuz zincir uzunluğu
| Boru çapı Z | ncir uzunluğu | Zincir baklası | ||
| [mm] [mm] | 635 mm 63 | 5 mm 31,75 mm | ||
| 250 710 1 1 | 1 | |||
| 300 870 1 4 | 0 | |||
| 350 1030 1 | 6 1 | |||
| 400 1190 1 | 9 0 | |||
| 450 1344 2 | 1 1 | |||
| 500 1500 2 | 4 0 | |||
| 550 1660 2 | 6 1 | |||
| 600 1809 2 | 8 1 | |||
| 650 1970 3 | 1 1 | |||
| 700 2130 3 | 4 0 | |||
| 750 2290 3 | 6 1 | |||
| 800 2440 3 | 8 1 | |||
| 850 2600 4 | 1 0 | |||
| 900 2760 4 | 4 0 | |||
| 950 2921 4 | 6 0 | |||
| 1000 3079 | 4 8 1 | |||
| 1100 3397 | 5 3 1 | |||
| 1200 3714 | 5 8 1 | |||
| 1300 4032 | 6 3 1 | |||
| 1 4 | 0 | 0 4 | 3 3 | 0 6 |
| 1 5 | 0 | 0 4 | 6 4 | 0 7 |
Sipariş numarası 3 02 31 034 01 0 (u = 635 mm)
Sipariş numarası 3 02 31 036 01 0 (u = 63,5 mm)
Sipariş numarası 3 02 31 035 01 0 (u = 31,7 mm)
- Kılavuz zinciri zincir gericinin iki baklasından birine pim ve emniyet halkası ile tespit edin.
- Kılavuz zinciri iki kılavuz zinciri tekerleği altından geçirin (Resim H). - Kılavuz zincirin boştaki ucunu zincir gericiyi plım ve emnlyet halkası ile tespit edin.
- Kılavuz zinciri zincir gericideki (2) altıgeni döndürerek boruya dayayın.
- Kılavuz zinciri 10 mm mesafede (tahrik zinciri pimi ile kılavuz zindri pimi arasındaki mesafe) doğrultun ve üç kez kontrol edin.
- Zincir gericiyi altugenle (29) pul (30) zincir gericinin gövdesine dayanıncaya kadar gerin (Sıkma alanı yak. 50 mm). (Maks. sıkma torku 50 Nm)


Dikkat kaza tehlikesi!
Üç emniyet vidasını (31) alın tarafından sıkmayın.
(Bakınız: Şekil H)
Her kullanımdan sonra son işlemler.
- Ucu dışarı çıkarın.
- Boru kesme ve frezeleme makinesini kapatın.
- Ucu alin.
- Boru kesme ve frezeleme makinesini çıkarın.
Boru kesme ve frezeleme makinesinin depolanması
- Dış yüzeydeki metal parçaları korozyona karşı koruyun.
- Ború kesme ve frezeleme makinesini kuru olarak depolayın.
Bakım ve onarım.
Bakım ve onarım için
Onarımı gereken FEIN elektrikli el aletleri ve aksesuarı için lütfen FEIN Müşteri Servisi ile iletişime geçin. Adresi İnternette www.fein.com. sayfasında bulabilirsiniz. Bu elektrikli el aletinin güncel yedek parça listesini İnternette www.fein.com. sayfasında bulabilirsiniz.
Sadece orijinal yedek parçalar kullanın.
Aşağıdaki parçaları gerektiğinde kendiniz de değiştirebilirsiniz: Uçlar, tutamaklar, zincir, zincir baklaları

Bu makine sadece teknik açıdan kusursuz durumda çalıştırılabilir. Aşınmış veya hasarlı uçlar ve bileşenler zaman geçirmeden yenileri ile değiştirilmelidir.

Yaralanma tehlikesi
Makinenin istenmeden çalışması durumunda yaralanma tehlikesi vardır Boru kesme ve frezeleme makinesinin kendinde bir çalışma yapmadan önce her defasında fışı prizden çekin!
Genel bilgiler
Bakım İşlemleri sadece eğitimli uzmanlar tarafından yapılabilir.
Bakım işlemleri esas olarak şunları içerir:
- Boru kesme ve frezeleme makinesinin dışının ve germe zincirlerinin temizlenmesi.
- Boru kesme ve frezeleme makinesinin bütün olarak görsel kontrolü.
- Şanzıman yağının değiştirilmesi.
- Hareketli dişli kısımların ve zincirlerin greslenmesi.
- Germe ve taşıma donanımındaki yataklı mil kılavuzlarının greslenmesi.
- Alet üzerindeki etiket ve uyarıları yenileyin
Zincirlerin bakımı
Zincirleri kaba kirleri temizledikten sonra yıkama benzini, gazyağı ve benzeri bir madde ile baklaları hareket ettirerek dikkatle temizleyin.
Tam olarak yağlamayı sağlamak üzere zincirleri birkaç saat kalın akıcılığı olan bir yağa, örneğin SAE 140 şanzıman yağına yatırın.

Kaza tehlikesi!
Tekrar kullanmadan önce zincir baklalarının kusursuz durumda olup olmadıklarını anlamak için görsel kontrol yapın. Hasarlı parçaları değiştirin ve eksik emniyet halkalarını yenileyin.
Bağlantı gücü
Elektrikli el aletinin bağlantı kablosu hasar görecek olursa, üretici veya üreticinin temsilcisi tarafından değiştirilmelidir.
Yerleştirme donanımı (Bakınız: Resim A)
- Boru somununun yüzeyini (17) kirlere ve paslanmaya karşı koruyun ve her zaman hafifçe yağlayın.
- Şanzıman yağını değiştirirken hareket dişlerini temizleyin ve gresleyin.
Sökme:
- Silindir başlı vidayı (8) çıkarın.
- Civatayı (5) kapaktan çekin.
- Daha sonra el krani ile yerleştirme donanımını boru somunundan sökün.
- Dişli kısımları temizleyin ve gresleyin (Yağlama maddesi ve yağlama planı bölümüne bakın Sayfa 119).
- Hasarlı sıyırma halkalarını değiştirin.
Montaj:
Montaj, aynı işlemlerin ters sıra ile uygulanması ile yapılır. Montaj esnasında sıyırma halkalarında hasara neden olmayın!
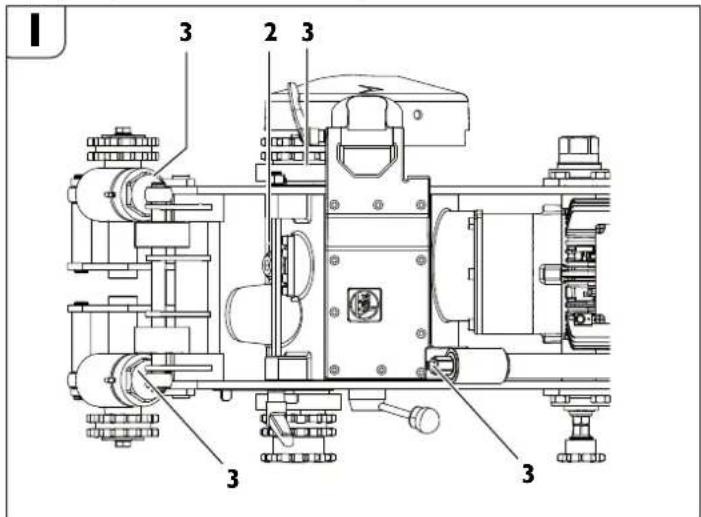
Sikma donanımı
Göz vidalarındaki (3, Resim I) dişli kısmın kirlenmemesine dikkat edin. Gerekliyorsa dişli kısmı temizleyin ve yağlayın.
Yağlama maddeleri ve yağlama planı
| Yağlarda maddesiARAL ÖL Degol | Dofum miktarı Sıcaklık aralığı [°C] Özellikler | |
| BMB 460 2 litre 0 ile +60 arası Şanzıman yağı Tip- | CLPF,DIN15502'ye göre | |
| BMB 100 2 litre -20 ile +40 arası | ||
Teslim durumunda yatak mili ARAL ÖL Degol BMB 100 ile doludur. Başka şanzıman yağlarının kullanımından kesinlikle kaçınılmalıdır.
Kayıcı yüzeyler için yağlama maddeleri
Kayıcı yüzeylerin yağlanması ve bakımı İçin asit İçermeyen, suya dayanıklı markalı kayıcı yatak greslerinin kullanılmasını tavsiye ederiz.
| Yağlama yeri Yağlama veya işletme maddesi |
| 2 (şanzıman) Bakınız: Yatak mili için yağlama maddesi |
| 3 (Kayıcı yüzeyler ve hareket dışleri) Kayıcı yatak gresl |
Arıza giderme (Tip RSG Ex (**)).
| Arıza Olası nedenler Alınacak önlemler | ||
| Motor ve kullanılan uç işlev görmüyor | Çok düşük ortam sıcaklığı | Düşük sıcaklıklara ait FEIN şanzıman yağı kullanın |
| Körelmiş uç Ucu değiştirin | ||
| Şebeke gerilimi yok Şebeke bağlantısını ve anahtarlama | cihazlarını kontrol edin | |
| Yanlış şebeke gerilimi | Şebeke bağlanı verilerini kontrol edin | |
| Besleme çok hızlı veya bir dönüşte çok yüksek malzeme kazıma | Şanzımanı uyarlayın ve/veya malzeme içine dalma derinliğini düşürün | |
| Şanzıman kutusunda yağ kaybı Kaçak yerini bulun ve kaçağı giderin – Yağ ilave edin | ||
| Motorda aşırı sıcaklık yükselmesi Anahtarlama cihazı kombinasyonunu 3 07 02 041 01 4 yeniden etkinleştirin | ||
| Arızalı zincir çarkı Hasarlı zincir baklası | Zincir baklasını değiştirin | |
| Zincir yanlış bağlanmış | Bağlanı noktalarını kontrol edin ve düzeltün | |
| Zincir pimleri kısmen takılı | Pimleri tam olarak takın | |
| Hatalı kesme hattı | Hatalı doğrultulmuş boru kesme ve frezeleme makinesi ve zincir | Bakınız: Bölüm „Boru kesme ve frezeleme makinesindeki ön İşlemler (Bakınız: Resım A).“ Sayfa 116 ve Bölüm „Boru kesme ve frezeleme makinesinin boruya sıkılması.“ Sayfa 116 |
| Kılavuz mil eksantrik değil | Hareket hassaslığını ayarlayın, Bakınız: Bölüm „Hareket hassaslığının ayarlanması.“ Sayfa 117 | |
| Körelmiş uç Ucu değiştirin | ||
| Eğik veya dik yataklanmış boru veya yuvarlak olmayan boru | İz kılavuz donanımı kullanın, Bakınız: Bölüm „Boru kesme ve frezeleme makinesinin boruya sıkılması.“ Sayfa 116 ve Bölüm „İz kılavuzu“ Sayfa 119 | |
| Aşırı ölçüde zorlanan uç | Şanzımanı uyarlayın ve/veya malzeme içine dalma derinliğini düşürün | |
| Düşük veya etkili olmayan makine fonkslyonu | Şebeke gerilimi yok | Şebeke bağlantısını ve anahtarlama cihazlarını kontrol edin |
| Ayırıcı şalter açık değil | Şalteri kontrol edin | |
| Kavrama kayma yapıyor | Şanzımanı uyarlayın veya kavramanın tepki momentini FEIN işletmesinde ayarlatın | |
| Aşırı titreşim var | Besleme çok hızlı | Şanzımanı uyarlayın |
| Uç çok derinde | Ucu kaldırın | |
| Sıkma kolu (11) çekili değil | Sıkma kolunu çekin | |
| Zincir gevşek | Zincir gerginliğini kontrol edin | |
| Körelmiş uç Ucu değiştirin | ||
Garanti.
Bu ürüne ait garanti, yasal mevzuat gereği satışa sunulduğu ülkede geçerlidir.
Uçlar, ve aksesuar
Daire testere bıçakları

1

2

3
| Form 1, HSS, ilgili şanzıman tipi: | |||||
| A, B - Çelik boruların işlenmesi için | |||||
| ∅ Genişlik | Ağırlık Dış | sayısı maks. | kesme derinliği | Sipariş numarası | |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 4 0,5 | 50 25 6 35 | 02 022 00 | 6 | ||
| 180 4 0,7 | 60 35 6 35 | 02 037 00 | 8 | ||
| 200 4 0,9 | 64 45 6 35 | 02 053 00 | 7 | ||
| 220 4 1,3 | 70 55 6 35 | 02 041 00 | 1 | ||
| Form 2, HSS, ilgili şanzıman tipi: | |||||
| B - Döküm boruların İşlenmesi için | |||||
| ∅ Genişlik | Ağırlık Diş | sayısı maks. | kesme derinliği | Sipariş numarası | |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 4 0,5 4 | 0 25 6 35 | 02 050 00 | 1 | ||
| 180 4 0,7 4 | 6 35 6 35 | 02 098 00 | 0 | ||
| 200 4 0,6 5 | 0 45 6 35 | 02 099 00 | 4 | ||
| Form 3, HSS, sert metal dişli, ilgili şanzıman tipi: | |||||
| A, B - 400 N/mm2,ye kadar döküm borular (çimento beslemeli olanlar dahil) ve alaşimsız çelik boruların işlenmesi için | |||||
| ∅ Genişlik | Ağırlık Diş | sayısı maks. | kesme derinliği | Sipariş numarası | |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 4 0,5 | 40 25 6 35 | 02 080 00 | 8 | ||
| 180 4 0,7 | 44 35 6 35 | 02 061 00 | 9 | ||
| 200 4 0,9 | 50 45 6 35 | 02 084 00 | 2 | ||
İntibak (uyarlama) yayı
| B×H×L | |
| mm | |
| 6×6×3240221044000 | |
| 8×7×3240221050005 | |
Taşıma kabı
| Uzunluk x Genişlik x Yükseklik | |
| mm | |
| 1000 x 800 x 395 3 39 01 114 00 7 | |
Form frezesi

| V-Form, HSS, ilgili şanzıman tipi: | ||||||
| A - Çelik boruların, yüksek alaşımlı, işlenmesi içinB - Maksimum 10 mm et kalınlığına ve maksimum 1600 mm çapa kadar olanalaşimsız çelik boruların ve döküm boruların işlenmesi için | ||||||
| D B Ağırlık Dış | sayısı | m akesmederinliği | Sipariş numarası . | |||
| (mm) | (mm) | (kg) | (°) | (mm) | ||
| 125 | 25 | 1,6 | 32 | 30 | 25 | 6 35 08 056 00 4 |
| 160 | 30 | 3,2 | 36 | 30 | 25 | 6 35 08 081 00 9 |
| 160 | 30 | 3,3 | 36 | 37,5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 5,5 | 36 | 37,5 | 25 | 6 35 08 094 00 0 |
| 180 | 42 | 4,9 | 36 | 30 | 25 | 6 35 08 085 00 8 |

| U-Form, HSS, ilgili şanzıman tipi: | |||||
| A - Çelik boruların, yüksek alaşımlı, işlenmesi içinB - Maksimum 10 mm et kalınlığına ve maksimum 1600 mm çapa kadar olanalaşimsız çelik boruların ve döküm boruların işlenmesi için | |||||
| D B | Ağırlık | Diş sayısı maks. | kesmederinliği | Sipariş numarası | |
| (mm) | (mm) | (kg) | (mm) | ||
| 160 | 25 | 2,8 | 40 | 25 | 6 35 08 089 00 7 |
| Takım frezesi, HSS, ilgili şanzıman tipi: | ||||||
| A - Çelik boruların, yüksek alaşımlı, işlenmesi içinB - Maksimum 10 mm et kalınlığına ve maksimum 1600 mm çapa kadar olanalaşimsız çelik boruların ve döküm boruların işlenmesi için | ||||||
| D B Ağırlık Diş | sayısı | m akesmederinliği | Sipariş numarası . | |||
| (mm) | (mm) | (kg) | (°) | (mm) | ||
| 154 | 30,5 | 2,5 | 32 | 30 | 25 | 6 35 08 099 02 0 |
Zincir baklası
| 10 zincir baklası x 63,5 mm = 635 mm | |
| Sipariş numarası 3 02 31 013 02 7 | |
| 1 zincir baklası 31,75 | |
| Sipariş numarası 3 02 31 029 00 2 | |
Yedek civata
| Sipariş numarası 3 02 | 17 216 00 4 Germe zinciri 38,5 mm |
| Sipariş numarası 3 02 | 16 166 00 0 Kılavuz zincir 54 mm |
Yedek emniyet halkası
| Sipariş numarası 3 02 | 17 216 00 4 |
Çelik kama
| Sipariş numarası 6 33 | 05 006 00 8 |
Makine ile birlikte teslim edilen aksesuar
| Sipariş numarası Adet Tanımı | |
| 3 39 01 114 00 7 1 Taşıma kabı | |
| 3 39 01 031 00 1 1 Alet çantası | |
| 3 21 22 007 01 7 1 El krani | |
| 6 29 01 016 00 2 1 Tek ağızlı anahtar , SW 46 | |
| 6 29 03 010 00 6 1 Tek ağızlı anahtar , SW 55 | |
| 3 12 07 333 01 0 1 Zincir gerici Sadece | RSG Ex 1500 A/B (**) için |
| 6 29 11 010 00 0 1 Halka anahtar , 17/19 | |
| 6 29 06 014 00 0 1 Lokma anahtar , SW 46/41 | |
| 3 02 31 029 00 2 20 Makaralı zincir | |
| 3 02 17 216 00 4 20 Civata | |
| 4 26 34 020 00 5 40 Emnlyet halkası | |
| 6 33 05 013 00 2 5 Kama, kivilcimsız | RSG Ex 1500/18 A/B (**) için |
| 3 07 02 041 01 4 1 Anahtarlama cihazı kombinasyonuRSG Ex 1500/18 A/B (**) için | |
| 3 21 74 009 00 1 1 Yuvarlak kayış | |
| 3 21 74 010 00 3 1 Yuvarlak kayış | |
| 3 07 28 188 00 8 1 CEE kavrama (kuplaj) | RSG Ex 1500/18 A/B (**) için |
| 3 02 31 035 02 0 1 Zincir | Sadece RSG Ex 1500 A/B (**) için |
| 3 02 16 166 01 0 1 Civata | Sadece RSG Ex 1500 A/B (**) için |
| 3 40 56 026 00 0 1 Geçme pul Sadece | RSG Ex 1500 A/B (**) için |
Opsiyonel aksesuar
| Sipariş numarası Adet Tanımı | ||
| 3 02 31 013 02 7 1 10 bakı | lalı zincir | |
| 4 26 34 020 00 5 1 Emniyet halkası | ||
| 3 02 17 216 00 4 1 Civata | ||
| 4 30 12 051 12 2 1 Montaj | vidası | |
| 6 33 05 013 00 2 Kivilcimsız çıkarma kaması | ||
| 9 12 01 002 00 4 Basınçlı hava soğutma yağlama donanımı (DKSE) | ||
| 3 24 33 027 01 7 1 DKSE | (plaka zg.) için bağlantı parçaları | |
| 9 26 01 023 02 3 1 DKSE | için kompresör | |
| 3 14 14 055 00 2 1 Kompresör için PA-DL hortum komple | ||
| 4 11 36 005 01 9 1 Kuplaj | kovani | |
| 3 02 31 035 02 0 1 Zincir | ||
| 3 02 16 166 01 0 1 Civata | ||
| 3 40 56 026 00 0 1 Geçme pul | ||
Basınçlı hava soğutma yağlama donanımı 9 12 01 002 00 4
Boru kesme ve frezeleme makinesinin olası yüksek kesme besleme hızı nedeniyle uçların soğutulması ve yağlanması gereklidir. Basınçlı hava soğutma yağlama donanımı yağlama maddesinin sisleme ve buharlaşma prensibine göre çalışır ve boru kesme ve frezeleme makinesine entegre püskürtme memeleri ile kesintisiz, iyi bir soğutma ve sağlama sağlar. Bu donanım sayesinde ayrıca, genelde elle beslenen delme emülsiyonu ile toprağın kirlenmesi önlenir.
Soğutma yağlama sıvısı olarak BIOCUT 3000 metal işleme yağlama maddesinin kullanılmasını tavsiye ederiz. Bu yağlama maddesi yeni geliştirilmiş tam sentetik yüksek performans yağlama maddesi olup, mükemmel yapışma ve soğutma etkisine sahiptir, suda çözünür, biyolojik olarak hızla çözünebilir ve kullanımda tasarruf sağlar (yapılan ayarlamaya göre her memede yaklaşık 0,3 dm ^3 /h'ye kadar).
BIOCUT 3000 sağlığa zararlı madde içermez. Bu yağlama maddesi Alman Gaz ve Su Derneğiin e.V. (DVGW) gerekliliklerini karşılar.
İçerdiği bütün maddeler, bugün geçerli durumlarıyla FDA (Food and Drug Administration) ve Alman Farmakopesinin (DAB) bütün gerekliliklerini karşılar.
Yağlama maddesinin temin edilebileceği merkez:
Yağlama maddesi BIOCUT 3000, 0°C'ye kadar sıcaklıklar için:
1 L - 3 21 32 039 00 0
5 L - 3 21 32 040 00 0
Yağlama maddesi, soğuk dayanma -25°C'ye kadar sıcaklıklar için:
1 L - 3 21 32 042 00 0
5 L - 3 21 32 043 00 0
Üç fazlı versiyon RSG Ex (**)'de, basınçlı hava soğutma yağlama donanımının kullanılabilmesi için, yaklaşık 130 l/dak'lik emme miktarına sahip bir kompresör, FEIN sipariş numarası 9 26 01 023 02 3, gereklidir.
Yedek parçalar.
Güncel yedek parça listesini İnternette www.fein.com. sayfasında bulabilirsiniz.
Uyumluluk beyani.
CE Beyanı sadece Avrupa Birliği ve EFTA üyeleri (European Free Trade Association) ve sadece AB ve EFTA pazarları için tasarlanan ürünler için geçerlidir.
FEIN firması tek sorumlu olarak bu ürünün bu kullanım kılavuzunun son sayfasında belirtilen ilgili koşullara uygun olduğunu beyan eder.
Teknik belgelerin bulunduğu merkez:
C. & E. Fein GmbH,
D-73529 Schwäbisch Gmünd
Çevre koruma, tasfiye.
Ambalaj malzemesi, kullanım ömrünü tamamlamış şarj cihazları ve aksesuar çevre dostu yeniden kazanım merkezine gönderilmelidir.
Motor bağlantı şeması
Anahtarlama cihazı kombinasyonu
3 07 02 041 01 4





- Teknik veriler.
- Zincirli boru kesme ve frezeleme makinelerinin tanımı
- AT-Yönergesi 94/9EG ATEX (Atmosphères Explosibles)
- Bir bakışta genel görünüş.
- Güvenliğiniz için
- Genel güvenlik talimatı.
- ⚠️UYARI
- Zincirli boru kesme ve frezeleme makineleri için özel güvenlik talimatı.
- Elektrikle çalışan zincirli boru kesme ve frezeleme makineleri (Tip RSG Ex [\*\*]).
- Uygulama.
- Fonksiyon yöntemi (Bakınız: Resim A).
- Taşıma.
- Aleti çalıştırmadan önce.
- İşlenen boruda ön işlemler.
- Boru kesme ve frezeleme makinesindeki ön çalışmalar (Bakınız: Resim A).
- Boru kesme ve frezeleme makinesinin boruya sıkılması.
- Bağlantı zincirlerinin takılması.
- Zincirlerin gerilmesi (Bakınız: Resim A).
- Kaza tehlikesi!
- Yaralanma tehlikesi
- İşletmeye alma.
- Boru kesme ve frezeleme makinesi:
- Kısmen patlamaya karşı korunmalı boru kesme ve frezeleme makinesi:
- ! Patlama tehlikesi
- Kullanım.
- Start işlemi
- Zincirli boru kesme ve frezeleme makinelerinin geri çalışması (RSG Ex [\*\*]).
- Maddi hasar!
- Boru kesme ve frezeleme makinesi geri çalışmada kesme yapmaya uygun değildir! Soğutma ve yağlama işlemlerine ilişkin açıklamalar.
- Kullanılan soğutma maddesi üreticisinin uyarı ve açıklamalarına uyun
- Çalışma hassaslığının ayarlanması.
- Daha fazla zincir baklası ekleme
- Boru kesme ve frezeleme makinesinin takılması.
- Örnek:
- Dikkat kaza tehlikesi!
- Her kullanımdan sonra son işlemler.
- Boru kesme ve frezeleme makinesinin depolanması
- Bakım ve onarım.
- Bakım ve onarım için
- Genel bilgiler
- Zincirlerin bakımı
- Bağlantı gücü
- Yerleştirme donanımı (Bakınız: Resim A)
- Sökme:
- Montaj:
- Sikma donanımı
- Yağlama maddeleri ve yağlama planı
- Kayıcı yüzeyler için yağlama maddeleri
- Garanti.
- Uçlar, ve aksesuar
- Daire testere bıçakları
- İntibak (uyarlama) yayı
- Taşıma kabı
- Form frezesi
- Basınçlı hava soğutma yağlama donanımı 9 12 01 002 00 4
- Yedek parçalar.
- Uyumluluk beyani.
- Çevre koruma, tasfiye.
Marka : Fein
Model : RSG EX 1500 B
Kategori : Frez makinesi