
Infinity 225 954556 - Lasapparaat Telwin - Gratis gebruiksaanwijzing en handleiding
Vind de handleiding van het apparaat gratis Infinity 225 954556 Telwin in PDF-formaat.
| Producttype | Inverter laspost TIG/MMA |
| Merk | Telwin |
| Model | Infinity 225 954556 |
| Lasprocessen | TIG DC/AC (HF/LIFT), MMA |
| Lasstroom TIG | 5 - 225 A |
| Lasstroom MMA | 10 - 225 A |
| Voeding | 230 V eenfasig (of 400 V driefasig afhankelijk van versie) |
| Frequentie | 50/60 Hz |
| Beschermingsklasse | IP21S (schatting) |
| Gewicht | Ongeveer 12 kg (schatting) |
| Afmetingen (L x B x H) | Niet opgegeven |
| TIG functies | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, gepulseerd, Easy Pulse, initiële/eindhellingen, voor-/nagas, AC-balans, frequentie |
| MMA functies | Hot Start, Arc Force, Anti Stick, VRD |
| Meegeleverde accessoires | Las- en retourkabels, elektrodehouder, TIG-toorts (afhankelijk van versie) |
| Optionele accessoires | Afstandsbediening (1 of 2 potentiometers, voetpedaal), TIG-toorts met potentiometer, MMA-kit, TIG-kit, America-wagen, argonflesadapter, drukregelaar |
| Veiligheid | Thermische beveiliging, overspanning/onderspanning, VRD, alarmen AL.1-AL.8 |
| Koeling | Interne ventilator |
| Regelmatig onderhoud | Stof reinigen met perslucht, controle toorts en aansluitingen, gasdichtheid controleren |
| Repareerbaarheid | Reserveonderdelen beschikbaar via SAV Telwin, reparatie door gekwalificeerd personeel |
| Normen | EN 60974-9, IEC/EN 61000-3-11, IEC/EN 61000-3-12 |
Veelgestelde vragen - Infinity 225 954556 Telwin
Gebruikersvragen over Infinity 225 954556 Telwin
0 vraag over dit apparaat. Beantwoord die u kent of stel uw eigen vraag.
Stel een nieuwe vraag over dit apparaat
Download de handleiding voor uw Lasapparaat in PDF-formaat gratis! Vind uw handleiding Infinity 225 954556 - Telwin en neem uw elektronisch apparaat weer in handen. Op deze pagina staan alle documenten die nodig zijn voor het gebruik van uw apparaat. Infinity 225 954556 van het merk Telwin.
GEBRUIKSAANWIJZING Infinity 225 954556 Telwin
(NL) Professionele lasmachines met inverter TIG (DC) (AC/DC) HF/LIFT, MMA.
2.2 ACCESSOIRES OP VERZOEK (indien niet voorzien)....46
6.1.1 Ontsteking HF en LIFT 48
6.1.2 TIG DC-lassen....48
6.1.3 TIG AC-lassen (indien voorzien) 48
6.1.4 Procedure....48
6.2 MMA-LASSEN 48
6.2.1 Werkwijze....48
- ONDERHOUD 49
7.1 GEWOON ONDERHOUD 49
7.1.1 Toorts....49
7.2 BUITENGEWOON ONDERHOUD 49
Opmerking: In de volgende tekst zal de term "lasmachine" gebruikt worden.
1. ALGEMENE VEILIGHEID VOOR HET BOOGLASSEN
De operator moet voldoende ingelicht zijn voor wat betreft een veilig gebruik van de lasmachine en over de risico's in verband met de procedures van het booglassen, de desbetreffende beschermingsmaatregelen en procedures noodgevallen.
(Ook de norm "EN 60974-9 raadplegen: Apparatuur voor booglassen. Deel Installatie en gebruik").

- Rechtstreeks contact met de lascircuits vermijden; de nullastspanning geleverd door de lasmachine kan in bepaalde gevallen gevaarlijk zijn.
- De verbinding van de laskabels, de operaties van nazicht en reparatie moeten uitgevoerd worden met een uitgeschakelde lasmachine die losgekoppeld is van het voedingsnet.
- De lasmachine uitschakelen en loskoppelen van het voedingsnet voordat men de versleten elementen van de toorts vervangt.
- De elektrische installatie uitvoeren volgens de voorziene ongevallenpreventienormen en -wetten.
- De lasmachine mag uitsluitend verbonden worden met een voedingsnet met een neutraalgeleider verbonden met de aarde.
- Verifiëren of het voedingscontact correct verbonden is met de beschermende aarde.
- De lasmachine niet gebruiken in vochtige of natte ruimten of in de regen.
- Geen kabels met een versleten isolering of met loszittende verbindingen gebruiken.

- Niet lassen op containers, bakken of leidingen die vloeibare of gas ontylambare producten bevatten of bevat hebben.
- Vermijden te werken op materialen die schoongemaakt zijn met chloorhoudende oplosmiddelen of in de nabijheid van dergelijke producten.
- Niet lassen op bakken onder druk.
- Alle ontvlambare producten uit de werkzone verwijderen (vb. hout, pa vodden, enz.).
- Zorgen voor een adequate ventilatie of voor geschikte middelen voor de afvoer van de lasrook in de nabijheid van de boog; er is een systematische benadering nodig voor de evaluatie van de limieten van blootstelling aan de lasrook in functie van hun samenstelling, concentratie en tijdsduur van blootstelling zelf.
- De gasfles (indien gebruikt) beschermen tegen warmtebronnen, inbegrepen zonnestralen).



- Gebruik een geschikte elektrische Isolatie voor de toorts, het werkstuk en eventuele metalen onderdelen die in de buurt op de grond staan of liggen (die aangeraakt kunnen worden).
Dit gebeurt gewoonlijk door het dragen van speciaal hiervoor geschikte handschoenen, schoenen, een hoofddeksel en kleding en door het gebruik van isolerende planken of tapijten. - Bescherm de ogen altijd met de juiste filters die voldoen aan UNI EN 169 of UNI EN 379, aangebracht op maskers of helmen die voldoen aan UNI EN 175. Gebruik speciale brandwerende beschermende kleding (volgens UNI EN 11611) en lashandschoenen (volgens UNI EN 12477) om te voorkomen dat de huld wordt blootgesteld aan de ultravlolette en infraroodstraling van de lasboog; andere personen die zich in de buurt van de lasboog bevinden, moeten worden beschermd door middel van niet-reflesterende schermen of gordijnen.
- Geluid: Als er door bijzonder intensieve laswerkzaamheden een niveau van dagelijkse blootstelling (LEPd) bestaat van 85 dB(A) of hoger, is het gebruik van geschikte persoonlijke beschermingsmiddelen verplicht (Tab. 1).







- De doorgang van de lasstroom veroorzaakt het ontstaan van bij elektromagnetische velden (EMF) geplaatst in de omgeving van het lascircuit. De elektromagnetische velden kunnen interfereren met sommige medische toestellen (vb. Pace-maker, beademingstoestellen, metalen prothesen enz.). Er moeten adequate beschermende maatregelen getroffen worden voor de dragers van deze toestellen. Zo moet bijvoorbeeld de toegang naar de gebruikszzone van de lasmachine verboden worden. Deze lasmachine beantwoordt aan de technische standaards van het product voor het uitsluitend gebruik op industriële plaatsen voor professionele doeleinden. De overeenstemming met de basislimieten m.b.t. de menselijke blootstelling aan elektromagnetische velden in huiselijk milieu is niet gegarandeerd.
De operator moet de volgende procedures gebruiken teneinde de blootstelling aan de elektromagnetische velden te verminderen:
- De twee laskabels zo dicht mogelijk samen bevestigen.
- Het hoofd en de romp van het lichaam zo ver mogelijk van het lascircuit houden.
- De laskabels nooit rond het lichaam draaien.
- Niet lassen met het lichaam midden in het lascircuit. Beide kabels langs hetzelfde gedeelte van het lichaam houden.
- De retourkabel van de lasstroom verbinden met het te lassen stuk zo dicht mogelijk bij het lassen in uitvoering.
- Niet lassen in de nabijheid van, zittend of steunend op de lasmachine (minimum afstand: 50cm).
- Geen ferromagnetische voorwerpen in de nabijheid van het lascircuit laten.
- Minimum afstand d=20cm (FIG. O).

- Apparatuur van klasse A:
Deze lasmachine beantwoordt aan de vereisten van de technische standaard van het product voor het uitsluitend gebruik op industriële plaatsen en voor professionele doeleinden. De overeenstemming met de elektromagnetische compatibiliteit is niet gegarandeerd in de gebouwen voor huiselijk gebruik en in gebouwen die rechtstreeks verbonden zijn met een voedingsnet aan lage spanning dat de gebouwen voor huiselijk gebruik voedt.
de

SUPPLEMENTAIRE VOORZORGSMAATREGELEN
- DE OPERATIES VAN HET LASSEN:
- In een ruimte met een verhoogd risico van elektroshock.
- In aangrenzende ruimten.
- In aanwezigheid van ontvlambare of ontploffende materialen.
MOETEN vooraf geëvalueerd worden door een "Verantwoordelijke expert" en altijd uitgevoerd worden in aanwezigheid van andere personen die opgeleid zijn voor ingrepen in noodgeval.
De technische beschermingsmiddelen beschreven in 7.10; A.8; A.10 van de norm "EN 60974-9: Apparatuur voor booglassen. Deel 9: Installatie en gebruik" MOETEN gebruikt worden.
- Het lassen MOET verboden zijn met een operator die van de grond opgeheven staat, behoudens het eventueel gebruik van een veiligheidsplatform.
- SPANNING TUSSEN ELEKTRODENHOUDER OF TOORTSEN: wanneer men werkt met meerdere lasmachines op een enkel stuk of op meerdere elektrisch verbonden stukken, kan er een gevaarlijke som van nullastspanningen tussen twee verschillende elektrodenhouders of toortsen gegenereerd worden, aan een waarde die het dubbel van de toegelaten limiet kan bereiken.
Het is noodzakelijk dat een ervaren coördinator de instrumentmeting uitvoert om te bepalen of er een risico bestaat, zodanig dat hij de geschikte beschermingsmaatregelen kan treffen zoals wordt aangeduid in 7.9 van de norm "EN 60974-9: Apparatuur voor booglassen. Deel 9: Installatie en gebruik".

RESIDU RISICO'S
- OMKANTELING: de lasmachine op een horizontaal oppervlak plaatsen met
een adequaat draagvermogen voor de massa; zoniet (vb. hellende, oneffen bevloeringen enz...) bestaat het gevaar van omkanteling.
- ONJUIST GEBRUIK: het gebruik van de lasmachine is gevaarlijk voor gelijk welke bewerking die verschilt van diegene die voorzien zijn (vb. ontvriezen van buizen van de waterleiding).
- De handgreep mag niet worden gebruikt om het lasapparaat aan op te hangen.
2. INLEIDING EN ALGEMENE BESCHRIJVING
2.1 INLEIDING
Deze lasmachine is een stroombron voor het booglassen, speciaal gerealiseerd voor het TIG (DC) (AC/DC) lassen met ontstekingsmechanisme HF of LIFT en het MMA lassen met beklede elektroden (rutiel, zure, basische).
De specifieke karakteristieken van deze lasmachine (INVERTER), zoals de hoge snelheid en de precisie van afstelling, geven haar buitengewone kwaliteiten van lassen.
De regeling met het systeem "inverter" aan de ingang van de voedingslijn (primaire) bepaalt bovendien een drastische reductie van volume zowel van de transformator als van de reactantie van nivellering waarbij de bouw van een lasmachine wordt mogelijk gemaakt met een uitzonderlijk beperkt volume en gewicht en met een benadrukking van de eigenschappen van gemakkelijke manipulatie en comfortabel vervoer.
2.2 ACCESSOIRES OP VERZOEK (indien niet voorzien)
- Kit MMA-lassen.
- Adaptor gasfles Argon.
- Kabel retour lasstroom volledig met massaklem.
- Manuele afstandbediening 1 potentiometer.
- Manuele afstandbediening 2 potentiometers.
- Afstandbediening met pedaal.
- Laskit MMA.
- Laskit TIG
- Zelfverdonkerend masker met vaste of regelbare filter.
- Gasaansluiting en gasbuis voor aansluiting op de gasfles Argon.
- Drukreductor met manometer.
- Toorts voor TIG lassen.
- TIG-toorts met potentiometer.
- Wagen AMERICA.
De belangrijkste gegevens m.b.t. het gebruik en de prestaties van de lasmachine zijn samengevat op de kentekenplaat met de volgende betekenis:
1- Beschermingsgraad van het omhulsel.
2- Symbool van de voedingslijn:
1\~: eenfase wisselspanning;
3\~: briefasen wisselspanning.
3- Symbool S : wijst erop dat er lasoperaties mogen uitgevoerd worden in een ruimte met een verhoogd risico van elektroshock (vb. in de onmiddellijke nabijheid van grote metalen massa's).
4- Symbool van de voorziene lasprocedure.
5- Symbool van de binnenstructuur van de lasmachine.
6- EUROPESE referentienorm voor de veiligheid en de bouw van de machines voor booglassen.
7- Inschrijvingsnummer voor de identificatie van de lasmachine (noodzakelijk voor de technische service, de aanvraag van reserve onderdelen en het opzoeken van de oorsprong van het product).
8- Prestaties van het lascircuit:
- U_0 : maximum spanning piek leeg
- I 2 /U 2 : Genormaliseerde overeenstemmende stroom en spanning die door de lasmachine tijdens het lassen kunnen verdeeld worden.
- X : Verhouding intermittentie: duidt de tijd aan dat de machine de overeenstemmende stroom kan verdelen (zelfde kolom). Wordt uitgedrukt in %, op basis van een cyclus van 10min (vb. 60% = 6 minuten werk, 4 minuten pauze; en zo verder).
Ingeval de gebruiksfactoren (van de kentekenplaat, die verwijzen naar 40°C ruimte) overschreden worden, wordt de ingreep van de thermische beveiliging bepaald (de lasmachine blijft in stand-by tot haar temperatuur terug binnen de toegestane limieten ligt).
- A/V-A/V : Duidt de gamma aan van de regeling van de lasstroom (minimum - maximum) aan de overeenstemmende boogspanning.
9- Kentekens van de voedingslijn:
- U _1 : Wisselspanning en voedingsfrequentie van de lasmachine (toegelaten limieten ±10%):
- I : Maximum stroom verbruikt door de lijn.
I max: Effectieve voedingsstroom.
10- : De waarde van de zekeringen met vertraagde werking moet voorzien worden voor de bescherming van de lij.
11- Symbolen m.b.t. de veiligheidsnormen waarvan de betekenis aangeduid is in hoofdstuk 1 "Algemene veiligheid voor het booglassen".
Opmerking: Het aangegeven voorbeeld van de kentekenplaat geeft een indicatieve aanwijzing van de betekenis van de symbolen en van de cijfers; de exacte waarden van de technische gegevens van de lasmachine in uw bezit moeten rechtstreeks genomen worden van de kentekenplaat van de lasmachine zelf.
Het gewicht van de lasmachine staat aangeduid in tabel 1 (TAB. 1).
De lasmachine bestaat hoofdzakelijk uit modules van vermogen en controle gerealiseerd op gedrukte en geoptimaliseerde circuits voor het bekomen van een maximum bedrijfszekerheid en een beperkt onderhoud.
Deze lasmachine wordt gecontroleerd door een microprocessor die toestaat een groot aantal parameters in te stellen teneinde een optimaal lassen in alle omstandigheden en op alle materiaal toe te staan. Om de kenmerken ten volle te kunnen gebruiken, is het echter noodzakelijk de operatieve mogelijkheden ervan te kennen.
Beschrijving (FIG. B)
1- Ingang driefasige voedingslijn, gelijkrichtergroep en condensatoren voor nivellering.
2- Switching brug met transistors (IGBT) en drivers; verwisselt de gelijkgerichte lijnspanning in wisselspanning met hoge frequentie en voert de regeling van het vermogen uit in functie van de gevraagde stroom/spanning van het lassen.
3- Transformateur van hoge frequentie; de primaire winding wordt gevoed met de spanning geconverteerd door het blok 2; deze heeft de functie de spanning
en de stroom aan te passen aan de waarden noodzakelijk voor de procedure van het booglassen en tegelijkertijd het lascircuit galvanisch te isoleren van de voedingsliin.
4- Brug secundaire gelijkrichter met inductie van nivellering; verandert de wisselspanning/-stroom geleverd door de secundaire winding in continue stroom/ spanning met heel lage golven.
5- Switching brug met transistors (IGBT) en drivers; transformeert de uitgangsstroom naar de secundaire van DC naar AC voor het TIG AC lassen (indien aanwezig).
6- Elektronica van controle en afstelling; controleert onmiddellijk de waarde van de lasstroom en vergelijkt deze met de waarde ingesteld door de operator; moduleert de impulsen van bediening van de drivers van de IGBT die de regeling uitvoeren.
7- Logica van controle van de werking van de lasmachine: stelt de lascyclussen in, bedient de aandrijvers, controleert de veiligheidssystemen.
8- Paneel van instelling en visualisering van de parameters en van de werkwijzen.
9- Generator ontstekingsmechanisme HF (indien aanwezig).
10- Elektroklop gas bescherming EV (indien aanwezig).
11- Ventilator voor koeling van de lasmachine.
12- Regeling op afstand.
4.2 BESTURINGS-, REGEL- EN AANSLUITORGANEN
4.2.1 Achterpaneel (FIG. C)
1- Hoofdschakelaar O/OFF - I/ON.
2- Voedingskabel (2P + aarde (eenfasig)), (3P + aarde (driefasig)).
3- Fitting voor aansluiting gasbuis (drukverlager gasfles - lasapparaat) (indien aanwezig).
4 - Zekering (indien aanwezig).
5- Connector voor waterkoelingsgroep (indien aanwezig).
6- Connector voor afstandsbediening:
Op het lasapparaat kunnen met de speciale 14-polige connector op de achterkant, 3 verschillende types afstandsbedieningen worden aangesloten. Ieder apparaat wordt automatisch herkend en kan de volgende parameters regelen:
- Afstandsbediening met een potentiometer:
door aan de knop van de potentiometer te draaien, wordt de hoofdstroom van het minimum tot het maximum veranderd. De hoofdstroom kan alleen op de afstandsbediening worden geregeld.
- Afstandsbediening met pedaal:
de stroomwaarde wordt bepaald door de positie van het pedaal. In de modus TIG 2T werkt het indrukken van het pedaal bovendien als startopdracht voor de machine in plaats van de toortstoets (indien voorzien).
- Afstandsbediening met twee potentiometers:
de eerste potentiometer regelt de hoofdstroom. De tweede potentiometer regelt een andere parameter die afhangt van de actieve lasmodus. Door aan die potentiometer te draaien, wordt de parameter weergegeven die wordt veranderd (die niet meer regelbaar is met de knop van het paneel). De betekenis van de tweede potentiometer is: ARC FORCE in de MMA-modus en EINDSTIJGING in de TIG-modus.
TIG-toorts met potentiometer.

Om interne breuken in het lasapparaat te voorkomen, moet de gebruiker de 5-polige toortsadapter gebruiken voor alle TIG-TOORTSEN die een potentiometer hebben voor het maken van afstellingen.
4.2.2 Voorpaneel FIG. D
1- Positieve snelkoppeling (+) voor aansluiting van de laskabel.
2- Negatieve snelkoppeling (+) voor aansluiting van de laskabel.
3- Connector voor aansluiting kabel toorts-toets.
4- Fitting voor aansluiting gasbuis van de TIG-toorts.
5- Bedieningspaneel:
5a. Toets voor het instellen van het lastype (PROCESS).
Hiermee kan het gewenste proces worden geselecteerd:
F
- [ ]lassen met beklede elektrode (MMA).
1
- TIG-lassen met start van de boog met hoge frequentie (TIG HF).
LIFT
- TIG-lassen met start van de boog bij contact(TIG LIFT).
-
- in de TIG-modus geeft het lassen aan met gelijkstroom (DC).
-
- in de TIG-modus geeft het lassen aan met wisselstroom (AC), indien voorzien.
5b. Toets voor het instellen van de lascyclus TIG (MODE).
Hiermee kan de werkingsmodus worden geselecteerd.
Kort drukken:
2T
- het lassen begint met een druk op de toortstoets en eindigt wanneer de toets wordt losgelaten.
4T
- het lassen begint door de toortstoets in te drukken en weer los te laten en eindigt pas wanneer de toortstoets nogmaals wordt ingedrukt en losgelaten.
4T
- Het lassen begint met het indrukken en loslaten van de toortstoets. Bij iedere maar indrukken/loslaten gaat de stroom van de ingestelde waarde
naar de waarde en omgekeerd. Het lassen eindigt wanneer de toets wordt ingedrukt en dan losgelaten gedurende een vooraf ingstelde tijd.
- Met SPOT kunnen puntlassen worden uitgevoerd met controle van de duur van de las op het display (knipperend pictogram).
THIN SPOT
- Met SPOT kunnen korte puntlassen worden uitgevoerd (10 - 100 msec) met controle van de duur van de las op het display (knipperend pictogram).
Lang ingedrukt houden (PULSE):
PULSE
- Met M1 kan de stroom worden gepulseerd (niveauverandering) met instelling naar wens van de kenmerkende parameters 7.11.000 en
[Non-Text]
EASY
- Met /W11 kan de stroom worden gepulseerd met automatische instelling op vooraf gedefinieerde waarden van de kenmerkende parameters 711, 000 en
BAL
BAL afhankelijk van de ingestelde veranderd).
5c. Multifunctionele knop.
Met deze knop kunnen de parameters voor de met de toetsen gemaakte
instellingen worden geselecteerd en afgesteld door de ingestelde waarde op het display weer te geven.
In MMA kunnen de volgende parameters worden veranderd:
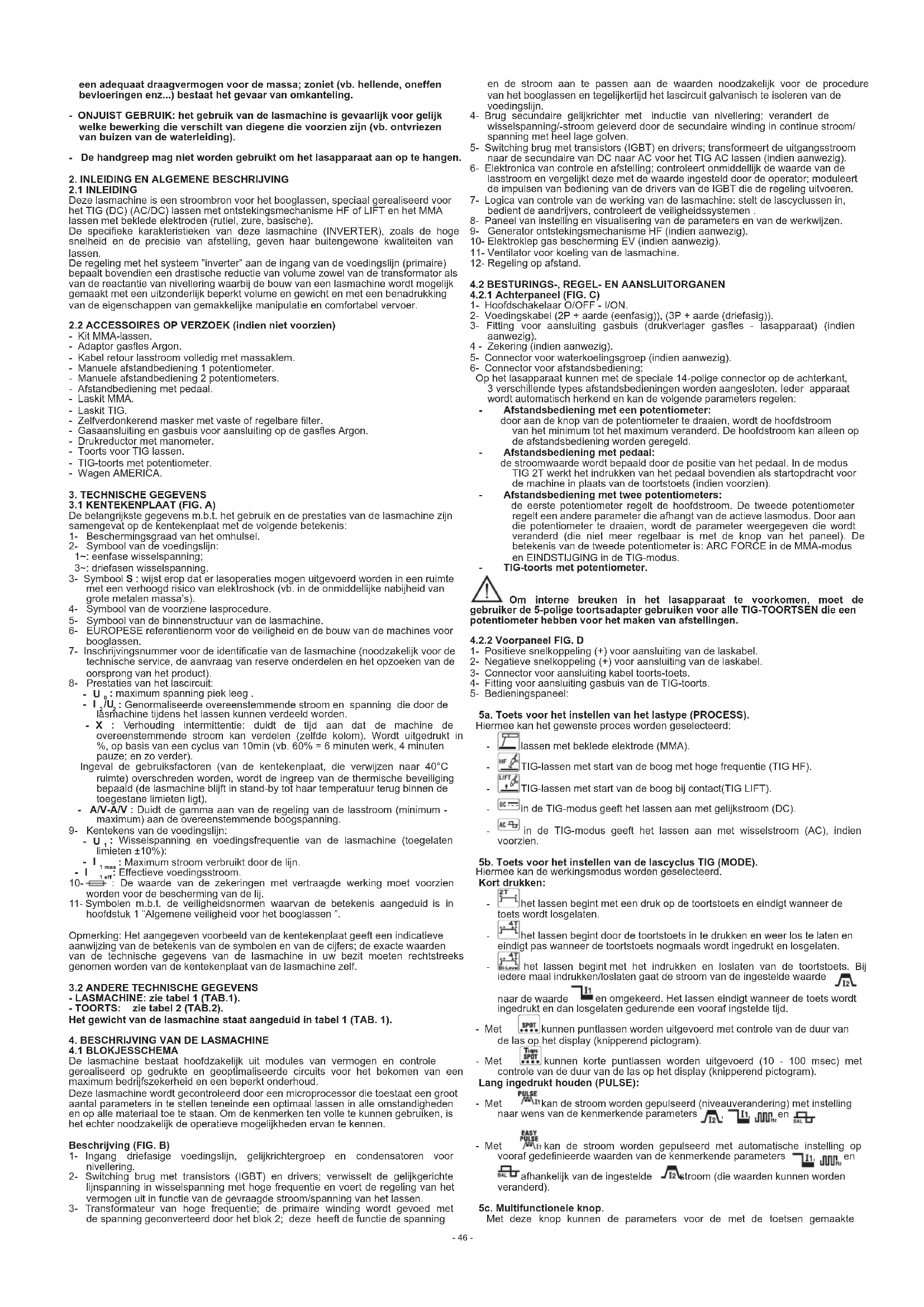
text_image
87.878 A % V→ HOT START 12 ARC FORCE VRD- VRD inschakelen/uitschakelen van het apparaat "Voltage Reduction Device" om veilig te starten met laagspanning.
- HOT START start-overstroom (instelling 0-100%) om de start van de lasboog te optimaliseren.
- Hoofd-lasstroom (uitgangsstroom in Ampère).
- ARC FORCE dynamische overstroom (instelling 0-100%) om de vloeiendheid van het lassen te optimaliseren en te voorkomen dat de elektrode vastplakt.
In TIG kunnen de volgende parameters worden veranderd:
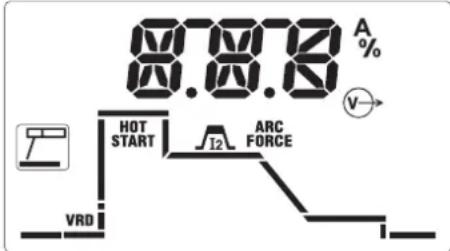
text_image
87.87.18 A % Sec 2T4T Bi-Level THIN SPOT Is ts I1 Hz BAL tend tend EASY PULSE I1 t2- t1 pre-gastijd voor beschermgasuitstroom voordat het lassen start (instelling 0-10 seconden).
- Ia beginstroom wordt gedurende een vaste tijd in 2T gehouden (50 msec) en gedurende de tijd dat de toets ingedrukt wordt gehouden in 4T (instelling 0-100%).
- ts aanvankelijke stroomoplooptijd van de waarde I s tot I 2 (instelling 0,1 - 10 seconden). In OFF is de stroomoploop niet aanwezig.
N.B.: de parameters I_s en T_s kunnen ook worden veranderd met afstandsbediening met pedaal. De instelling moet echter worden uitgevoerd voordat de opdracht zelf wordt geactiveerd. - Hoofd-lasstroom, in PULS- en Bi-Level-modus, is de stroom met het hoogste niveau (uitgangsstroom in Ampère).
- basisstroom, in PULS- en Bi-Level-modus, is de waarde die kan worden afgewisseld met de hoofdstroom tijdens het lassen (instelling in Ampère).
- pulsfrequentie en voor de AC/DC-modellen in TIG AC geeft dit de frequentie van de lasstroom weer (instelling in Hertz).
- BAL percentage balans, is in de PULS-modus de verhouding tussen de tijd dat de stroom op het hoogste niveau is en de totale pulsperiode, voor de modellen AC/DC in TIG AC geeft het de verhouding weer tussen tijd met positieve stroom en tijd met negatieve stroom.
- uiteindelijke stroomoplooptijd van de waarde I 2 tot I end (instelling 0,1 - 10 seconden). In OFF is de stroomoploop niet aanwezig.
- uiteindelijke stroom, in 2T is dit de stroom die wordt behouden na de uiteindelijke oplooptijd als die tijd langer is dan 0; in 4T is dit de stroom die wordt behouden na de uiteindelijke oplooptijd gedurende de hele tijd dat de toortstoets ingedrukt wordt gehouden.
- t2 post-gastijd voor beschermgasuitstroom vanaf het stoppen met lassen (instelling 0-10 seconden).
- voorverwarmingsenergie, indien voorzien, alleen voor de modellen AC/DC in TIG AC, regelt de voorverwarming van de elektrode om de start te vergemakkelijken (instelling 2,6 - 53 A*sec). In OFF is de voorverwarming niet aanwezig.
Andere indicatieve pictogrammen op het display:
- ALARM waarschuwing/alarm, gewoonlijk samen met de code op het display, wijst op de mogelijke storing/automatische beveiliging die actief is op het lasapparaat.
- thermische beveiliging, samen met ALAEN code op het display, waarschuwing dat de interne verwarmingslimieten zijn bereikt.
- v→ uitgang actief, geeft de aanwezigheid van spanning (vermogen inschakeld) aan in de uitgangscontacten van het lasapparaat.
- afstandsbediening, geeft aan dat de afstandsbediening is aangesloten en actief is.
- positie-aanwijzer, in 4T met lager dan een vastgestelde waarde geeft dit de instelling aan van een minimale beginstroom die de lasboog zichtbaar maakt met de toets ingedrukt. Hiermee kan het beginpunt voor het lassen nauwkeurig worden gekozen (als de beginstroom boven een bepaalde limiet wordt ingesteld, wordt de functie automatisch uitgeschakeld).
- Default fabrieksparameters, geeft de instelling aan van alle parameters op een
vooraf ingestelde waarde voor een breed gebruik. De gebruiker kan de hoofdstroom naar wens instellen 12 zonder de andere automatische
instellingen te veranderen.
Op elk gewenst moment kan die toestand opnieuw worden geactiveerd door het lasapparaat uit en weer aan te zetten door de toets van de multifunctionele knop (FIG. D - 5c) in te drukken.
Indicatieve alarmmeldingen op het alfanumerieke display (FIG. D- 5d):
- AL.1 : inschakeling van de thermische beveiliging van het primaire circuit (indien aanwezig).
- AL.2 : inschakeling van de thermische beveiliging van het secundaire circuit.
- AL.3 : inschakeling van de overspanningsbeveiliging van de voedingslijn.
- AL.4 : inschakeling van de onderspanningsbeveiliging van de voedingslijn.
- AL.8 : hulpspanning buiten bereik.
De reset is automatisch wanneer de oorzaak van het alarm is opgeheven.
5. INSTALLATIE
OPGELET! ALLE OPERATIES VAN INSTALLATIE EN ELEKTRISCHE AANSLUITINGEN UITVOEREN MET DE LASMACHINE VOLLEDIG UITGESCHAKELD EN LOSGEKOPPELD VAN HET VOEDINGSNET. DE ELEKTRISCHE AANSLUITINGEN MOETEN UITSLUITEND UITGEVOERD WORDEN DOOR ERVAREN OF GEKWALIFICEERD PERSONEEL.
De lasmachine uitpakken, de montage van de losgemaakte gedeelten bevat in de verpakking uitvoeren.
5.1.1 Assemblage retourkabel- tang (FIG. E)
5.1.2 Assemblage laskabel -tang elektrodenhouder (FIG. F)
5.2 PLAATSING VAN DE LASMACHINE
De plaats van installatie van de lasmachine identificeren zodanig dat er zich geen hindernissen bevinden ter hoogte van de opening van de ingang en de uitgang van de koellucht (geforceerde circulatie middels ventilators, indien aanwezig); tegelijkertijd controleren of er geen geleidend stof, corrosieve dampen, vocht, enz. aangezogen worden.
Minstens 250mm ruimte vrijhouden rond de lasmachine.
OPGELET! De lasmachine plaatsen op een horizontaal oppervlak met een adequaat draagvermogen voor het gewicht teneinde de kanteling of gevaarlijke verplaatsingen te voorkomen.
5.3 AANSLUITING OP HET NET
- Voordat men gelijk welke elektrische aansluiting uitvoert, moet men verifiëren of de gegevens van de kentekenplaat overeenstemmen met de spanning en de frequentie van het net die beschikbaar zijn op de plaats van installatie.
- De lasmachine moet uitsluitend aangesloten worden op een voedingssysteem met een neutraalgeleider verbonden met de aarde.
- Om de bescherming tegen onrechtstreeks contact te garanderen, differentiaalschakelaars gebruiken van het type:
- Type A ( ) voor eenfase machines;
- Type B ( [IMAGE] ) voor driefasen machines.
- Om aan de vereisten van de norm EN 61000-3-11 (Flicker) te voldoen, wordt aangeraden het lasapparaat aan te sluiten op de interfacepunten van het stroomnet met een impedantie van minder dan: Zmax = 0,234 Ohm (1/N/PE 230V) 200A DC
- Het lasapparaat voldoet niet aan de vereisten van de norm IEC/EN-61000-3-12. Als het wordt aangesloten op een openbaar stroomnet, is het de verantwoordelijkheid van de installateur of van de gebruiker om te controleren of het lasapparaat kan worden aangesloten (raadpleeg indien nodig de beheerder van het distributienetwerk).
5.3.1 Stekker en contact
Een genormaliseerde stekker, (2P + P.E) (1\~); (3P + P.E) (3\~) met een adequaat vermogen met de voedingskabel verbinden en een contact van het net voorinstellen uitgerust met zekeringen of een automatische schakelaar, een speciale terminal van de aarde moet verbonden worden met de aardegeleider (geel-groen) van de voedingslijn. De tabel (TAB. 1) geeft de aanbevolen waarden in ampères van de vertraagde zekeringen van de lijn gekozen op basis van de max. nominale stroom verdeeld door de lasmachine en van de nominale voedingsspanning.
OPGELET! Het niet in acht nemen van de voornoemde regels maakt het door de fabrikant voorzien veiligheidssysteem inefficiënt (klasse I) met daaruit volgende zware risico's voor de personen (vb. elektroshock) en voor de dingen (vb. brand).
5.4 VERBINDINGEN VAN HET LASCIRCUIT
OPGELET! VOORDAT MEN DE VOLGENDE VERBINDINGEN UITVOERT, MOET MEN CONTOLEREN OF DE LASMACHINE UITGESCHAKELD IS EN LOSGEKOPPELD IS VAN HET VOEDINGSNET.
De Tabel (TAB. 1) geeft de aanbevolen waarden voor de laskabels (in mm ^2 ) op basis van de maximum stroom verdeeld door de lasmachine.
5.4.1 TIG-lassen
Verbinding toorts
- De stroomdragende kabel invoeren in de desbetreffende klem snapmofverbinding (-). De connector met drie polen (drukknop toorts) verbinden met de desbetreffende verbinding. De gasbuis van de toorts verbinden met de desbetreffende aansluiting. Verbinding kabel retour van de lasstroom
- Moet verbonden worden met het te lassen stuk of met de metalen bank waarop het steunt, zo dicht mogelijk bij de koppeling in uitvoering.
Deze kabel moet verbonden worden met de klem met het symbool (+).
Verbinding met de gasfles
- De drukreductor vastdraaien op de klep van de gasfles en hierbij de desbetreffende reductie ertussen plaatsen die als accessoire geleverd wordt, wanneer het Argongas gebruikt wordt.
- De ingangsbuis van het gas verbinden met de reductor en het strookje in dotatie vastdraaien.
- De beslagring van afstelling van de drukreductor loszetten voordat men de klep van
de gasfles opent.
- De gasfles openen en de hoeveelheid gas regelen (l/min) volgens de indicatieve gegevens van gebruik, zie tabel (TAB. 4); eventuele bijregelingen van de gastoevoer kunnen uitgevoerd worden tijdens het lassen waarbij men steeds moet ingrijpen op de beslagring van de drukreductor. De dichting van de leidingen en aansluitingen verifiëren.
OPGELET! De klep van de gasfles altijd sluiten op het einde van werkzaamheden.
5.4.2 MMA-LASSEN
Bijna alle beklede elektroden moeten verbonden worden met de positieve pool (+) van de generator; uitzonderlijk met de negatieve pool (-) voor elektroden met zure bekleding.
Verbinding laskabel tang-elektrodenhouder
Brengt op de terminal een speciale klem die dient om het onbedekt gedeelte van de elektrode vast te zetten.
Deze kabel moet verbonden worden met de klem met het symbool (+).
Verbinding retourkabel van de lasstroom
Moet verbonden worden met het te lassen stuk of met de metalen bank waarop het steunt, zo dicht mogelijk bij de koppeling in uitvoering.
Deze kabel moet verbonden worden met de klem met het symbool (-).
Aanbevelingen:
- De connectors van de laskabels tot op het einde toe draaien in de snapmofverbindingen (indien aanwezig), om een perfect elektrisch contact te garanderen; zoniet zullen er zich verhittingen van de connectors zelf voordoen met een bijhorende snelle slijtage en verlies van efficiëntie.
- De kortst mogelijke laskabels gebruiken.
- Vermijden metalen structuren te gebruiken die geen deel uitmaken van het stuk in bewerking, ter vervanging van de retourkabel van de lasstroom; dit kan gevaarlijk zijn voor de veiligheid en onbevredigende resultaten geven voor het lassen.
6. LASSEN: BESCHRIJVING VAN DE PROCEDURE
6.1 TIG-lassen
Het TiG-lassen is een lasprocedure die de warmte gebruikt geproduceerd door de elektrische boog die ontstoken en onderhouden wordt tussen een onsmeltbare elektrode (Tungsleen) en het te lassen stuk. De Tungsteen elektrode wordt ondersteund door een toorts die geschikt is om de lasstroom erop over te brengen en de elektrode zelf en het lasbad te beschermen tegen de atmosferische oxidatie middels een flux van inert gas (gewoonlijk Argon: Ar 99.5%) dat uit de keramiek sproeier komt (FIG. G).
Voor goede lasoperaties is het noodzakelijk dat men de juiste diameter van elektrode gebruikt met de juiste stroom, zie tabel (TAB. 3).
Het uitsteken van de elektrode uit de keramiek sproeier bedraagt normaal 2-3mm en kan 8mm bereiken voor hoeklassen.
Het lassen geschiedt wegens het smelten van de boorden van de koppeling. Voor speciaal voorbereide dunne diktes (tot 1mm ca.) is er geen toevoermateriaal nodig (FIG. H).
Voor grotere diktes zijn er staafjes nodig die dezelfde samenstelling hebben als het basismateriaal met een adequate diameter, met een geschikte voorbereiding van de boorden (FIG. I). Voor een goed resultaat van de lasoperaties is het best dat de stukken zorgvuldig worden schoongemaakt en geen sporen van oxide, oliën, vetten, solventen, enz. vertonen.
6.1.1 Ontsteking HF en LIFT
Ontsteking HF
De ontsteking van de elektrische boog geschiedt zonder het contact tussen de elektrode van tungsteen en het te lassen stuk, middels een vonk gegenereerd door een inrichting met hoge frequentie. Deze modaliteit van ontsteking heeft geen inclusies van tungsteen in het lasbad, noch slijtage van de elektrode tot gevolg en biedt een gemakkelijk vertrek in alle standen van het lassen.
Procedure:
De drukknop toorts indrukken en hierbij de punt van de elektrode naar het stuk brengen (2 - 3mm), wachten op de ontsteking van de boog overgebracht door de impulsen HF en, met een ontstoken boog, het smeltbad vormen op het stuk en tewerk gaan langs de koppeling.
Ingeval men moeilijkheden ondervindt bij de ontsteking van de boog ondanks het feit dat de aanwezigheid van gas gegarandeerd is en dat de ontladingen HF zichtbaar zijn, moet men niet lang aandringen op het onderwerpen van de elektrode aan de werking van de HF, maar de oppervlakte-integriteit en de vorm van de punt ervan verifiëren, door ze eventueel naar de slijpsteen te brengen. Op het einde van de cyclus wordt de stroom geannuleerd met een ingestelde helling van daling.
Ontsteking LIFT :
De ontsteking van de elektrische boog geschiedt door de elektrode van tungsteen te verwijderen van het te lassen stuk. Deze modaliteit van ontsteking geeft minder elektrisch uitgestraalde storingen en beperkt tot een minimum de inclusies van tungsteen en de slijtage van de elektrode.
Procedure:
De punt van de elektrode doen steunen op het stuk, met een lichte druk. De drukknop toorts helemaal indrukken en de elektrode 2-3mm opheffen met enkele ogenblikken vertraging, waarbij men de ontsteking van de boog bekomt. De lasmachine verdeelt aanvankelijk een stroom I_LIFT , einde van de cyclus wordt de stroom geannuleerd met een ingestelde helling van daling.
6.1.2 TIG DC-lassen
Het TIG DC-lassen is geschikt voor alle gelegeerde koolstofstaalsoorten en hooggeleerde koolstofstaalsoorten en zware metalen koper, nikkel, titanium en bijhorende legeringen.
Voor het lassen in TIG DC met elektrode naar de pool (-) wordt gewoonlijk de elektrode met 2% Torium (rood gekleurde strook) gebruikt of de elektrode met 2% Cerium (grijs gekleurde strook).
Men moet de elektrode van Tungsteen axiaal met de slijpsteen scherpen, zie FIG. L, en ervoor zorgen dat de punt perfect concentrisch is teneinde afwijkingen van de boog te voorkomen. Het is van belang het slijpen uit te voeren in de richting van de lengte van de elektrode. Deze operatie moet regelmatig herhaald worden in functie van het gebruik en de slijtage van de elektrode ofwel wanneer deze toevallig vervuild, geoxideerd of niet correct gebruikt wordt.
6.1.3 TIG AC-lassen (indien voorzien)
Dit type van lassen staat toe te lassen op metalen zoals aluminium en magnesium die op hun oppervlakken een beschermende en isolerende oxide vormen. Door de polariteit van de lasstroom om te keren, slaagt men erin de oppervlaktelaag van de oxide te "breken" middels een mechanisme genoemd "ionische verzanding". De spanning is afwisselend positief (EP) en negatief (EN) op de elektrode van tungsteen. Tijdens de tijd EP wordt de oxide verwijderd van het oppervlak ("schoonmaak" of "afbranden") en staat hierbij de vorming van het bad toe. Tijdens de tijd EN geschiedt de maximum thermische loevoer naar het stuk waarbij het lassen mogelijk is. De mogelijkheid om de parameter balance te veranderen in AC staat toe de tijd van de stroom EP tot een minimum te beperken en maakt hierbij snelle lasoperaties mogelijk. Grotere waarden van balance staan snellere lasoperaties toe, een grotere penetratie,
een meer geconcentreerde boog, een nauwer lasbad, en een beperkte verwarming van de elektrode. Kleinere waarden staan een grotere schoonmaak van het stuk toe. Een te lage waarde van balance gebruiken heeft een verbreding van de boog van het gedeoxideerd gedeelte tot gevolg, een verhitting van de elektrode met een bijhorende vorming van een sfeer op de punt en een bemoeilijking van de ontsteking en van de richtbaarheid van de boog. Een excessieve waarde van balance gebruiken heeft een
děvuil" lasbad met donkere inclusies tot gevolg.
De tabel (TAB. 4) vat de effecten van verandering van de parameters in het AC-lassen samen.
Ook de instructies m.b.t. de lasprocedure zijn geldig.
In de tabel (TAB. 3) zijn de indicatieve gegevens aangeduid voor het lassen op aluminium; het meest geschikte type van elektrode is de elektrode van pure tungsteen (strook met groene kleur).
6.1.4 Procedure
- De lasstroom regelen aan de gewenste waarde middels de knop; eventueel aanpassen tijdens het lassen aan de nodige reële thermische toevoer.
- Drukken op de drukknop toorts en hierbij de correcte gasflux uit de toorts controleren; indien nodig, de tijd van pre-gas en van post-gas iken; deze tijden moeten geregeld worden in functie van de bedrijfsomstandigheden, in het bijzonder de vertraging van het post-gas moet zodanig zijn dat het op het einde van het lassen de koeling van de elektrode en van het bad toestaat zonder dat deze in contact komen met de atmosfeer (oxideringen en vervuilingen).
Modaliteit TIG met sequens 2T:
- Wanneer men de drukknop toorts (P.T.) volledig indrukt, doet dit de boog ontsteken met een stroom I. Vervolgens vermeerdert de stroom volgens de functie STARTHELLING tot aan de waarde van de lasstroom.
- Om het lassen te onderbreken de drukknop van de toorts loslaten en hierbij plaats maken voor de stapsgewijze annulering van de stroom (indien de functie EINDHELLING is ingevoerd) of voor de onmiddellijke uitdoving van de boog bij het daarop volgende post-gas.
Modaliteit TIG met sequens 4T:
- De eerste druk van de drukknop doet de boog ontsteken met een stroom I. Bij het loslaten van de drukknop vermeerdert de stroom volgens de functie BEGINHELLING tot aan de waarde van de lasstroom; deze waarde wordt behouden ook met losgelaten drukknop. Wanneer men de opnieuw drukt op de drukknop, vermindert de stroom volgens de functie EINDHELLING tot aan I _end . Deze laatste wordt behouden tot aan het loslaten van de drukknop die de lascyclus beëindigt en hierbij de periode van post-gas begint. Integendeel, indien men tijdens de functie EINDHELLING de drukknop loslaat, stopt de lascyclus onmiddellijk en begint de periode van post-gas.
Modaliteit TIG met sequens 4T en BI-LEVEL:
- De eerste druk van de drukknop doet de boog ontsteken met een stroom I. Bij het loslaten van de drukknop vermeerdert de stroom volgens de functie BEGINHELLING tot aan de waarde van de lasstroom; deze waarde wordt behouden ook met losgelaten drukknop. Bij iedere volgende druk van de drukknop (de tijd die verstrijkt tussen druk en loslaten moet van korte duur zijn) zal de stroom variëren tussen de waarde ingesteld in de parameter BI-LEVEL I, en de waarde van de hoofdstroom I.
- Wanneer men de drukknop ingedrukt houdt gedurende lange tijd, vermindert de stroom volgens de functie EINDHELLING tot aan I. Deze laatste wordt behouden tot aan het loslaten van de drukknop die de lascyclus beëindigt en hierbij de periode van post-gas begint. Daarentegen, indien men tijdens de functie EINDHELLING de drukknop loslaat, eindigt de lascyclus onmiddellijk en begint de periode van post-gas (FIG. M).
Modus TIG SPOT en TIG THIN SPOT:
- Het lassen wordt uitgevoerd door de toorts-toets ingedrukt te houden totdat de vooraf ingestelde tijd is bereikt (spot-tijd).
6.2 MMA-LASSEN
- De, op de verpakking van de gebruikte elektroden vermelde instructies moeten in ieder geval worden geraadpleegd.
- De lasstroom wordt afhankelijk van de doorsnede van de gebruikte elektrode en het gewenste type lasverbinding ingesteld; als richtlijn gelden de volgende stroomwaarden voor de gebruikte elektrodendiktes:
| ∅ Elektrode (mm) | Lasstroom (A) | |
| Min. Max. | ||
| 1.6 | 25 | 50 |
| 2 | 40 | 80 |
| 2.5 | 60 | 110 |
| 3.2 | 80 | 160 |
| 4 | 120 | 200 |
| 5 | 150 | 280 |
| 6 | 200 | 350 |
- Er dient rekening mee te worden gehouden dat bij overeenkomstige elektrodendiktes hoge stroomwaarden zullen worden gebruikt voor horizontaal lassen, terwijl voor het vertikale of boven het hoofd lassen lagere stroomwaarden zullen worden gebruikt.
- De mechanische karakteristieken van de gelaste koppeling worden bepaald, niet alleen door de gekozen intensiteit van stroom, maar ook door andere parameters van het lassen zoals de lengte van de boog, de snelheid en de stand van uitvoering, de diameter en de kwaliteit van de elektroden (voor een correcte bewaring moet men de elektroden uit de buurt van vochtigheid houden beschermd door speciale verpakkingen of containers).
- De karakteristieken van de lasmachine hangen ook af van de waarde van ARC-FORCE (dynamisch gedrag) van de lasmachine. Deze parameter kan ingesteld worden vanop het paneel, ofwel met de afstandsbediening met 2 potentiometers.
- Men merkt hierbij op dat hoge waarden van ARC-FORCE een grotere penetratie geven en het lassen mogelijk maken in gelijk welke stand typisch met basische elektroden; lage waarden van ARC-FORCE maken een zachte boog zonder spatten mogelijk typisch met rutil elektroden. De lasmachine is bovendien uitgerust met inrichtingen HOT START en ANTI STICK die gemakkelijke vertrekken en afwezigheid van vastlijmen van de elektrode aan het stuk garanderen.
6.2.1 Werkwijze
- Met de laskap VOOR HET GEZICHT, de punt van de elektrode over het te lassen stuk bewegen en daarbij 11n beweging makend alsof u een lucifer aansteekt; dit is de meest correcte methode om de boog te trekken.
LET OP!: NIET MET DE ELEKTRODE OP HET STUK SLAAN; de mogelijkheid bestaat dat u de bekleding beschadigt waardoor het trekken van de boog wordt bemoeilijkt.
- Zodra de boog is getrokken moet een afstand overeenkomstig de dikte van de gebruikte elektrode in acht worden genomen, en tijdens het lassen moet deze afstand zo goed mogelijk worden gehandhaafd; onthoud dat de hoek van de elektrode in de beweegrichting ongeveer 20-30 graden dient te bedragen.
- Op het eind van de lasnaad, de punt van de elektrode, ten opzichte van de beweegrichting, een weinig terugtrekken tot boven het kratertje, om deze te vullen, vervolgens de elektrode snel uit het smeltbad trekken om de boog te onderbreken (VOORBEELDEN VAN LASNAĐEN - FIG. N)
7. ONDERHOUD

OPGELET! VOORDAT MEN DE ONDERHOUDSOPERATIES UITVOERT, MEN VERIFIËREN OF DE LASMACHINE UITGESCHAKELD IS EN KOPPELD IS VAN HET VOEDINGSNET.
7.1 GEWOON ONDERHOUD
DE OPERATIES VAN GEWOON ONDERHOUD KUNNEN UITGEVOERD WORDEN DOOR DE OPERATOR.
7.1.1 Toorts
- Vermijden de toorts en haar kabel te doen steunen op warme stukken; dit zou het smelten van de isolerende materialen kunnen veroorzaken en bijgevolg de toorts snel buiten werking stellen.
- Regelmatig de dichting van de leiding en de gasaansluitingen controleren.
- De tang elektrodenhouder, de boorhouder tanghouder zorgvuldig koppelen aan de diameter van de gekozen elektrode teneinde oververhittingen, een slechte verspreiding van het gas en een bijhorende slechte werking te voorkomen.
- Minstens een keer per dag de staat van slijtage en de correcte montage van de eindgedeelten van de toorts controleren: sproeier, elektrode, tang elektrodeklemmer, gasverspreider.
7.2 BUITENGEWOON ONDERHOUD
DE OPERATIES VAN BUITENGEWOON ONDERHOUD MOETEN UITSLUITEND UITGEVOERD WORDEN DOOR ERVAREN OF GESCHOOLD PERSONEEL OP HET GEBIED VAN ELEKTRONICA-MECHANICA EN OVEREENKOMSTIG DE TECHNISCHE NORM IEC/EN 60974-4.

OPGELET! VOORDAT MEN DE PANELEN VAN DE LASMACHINE EEMT EN NAAR DE BINNENKANT ERVAN GAAT, MOET MEN OLEREN OF DE LASMACHINE UITGESCHAKELD IS EN LOSGEKOPPELD HET VOEDINGSNET.
Eventuele controles uitgevoerd onder spanning aan de binnenkant van de lasmachine kunnen zware elektroshocks veroorzaken gegenereerd door een rechtstreeks contact met gedeelten onder spanning en/of kwetsingen te wijten aan een rechtstreeks contact met organen in beweging.
- Regelmatig en alleszins met een frequentie in functie van het gebruik en de aanwezigheid van stof in het milieu, de binnenkant van de lasmachine controleren en met een heel zachte borstel of met geschikte oplosmiddelen het stof wegnemen dat zich heeft afgezet op de elektronische kaarten.
- Bij gelegenheid verifiëren of de elektrische verbindingen goed vastgedraaid zijn en of de bekabelingen geen beschadigingen aan de isolering vertonen.
- Op het einde van deze operaties moet men de panelen van de lasmachine terug monteren en hierbij de stelschroeven tot op het einde toe vastdraaien.
- Strikt vermijden de lasoperaties uit te voeren met een open lasmachine.
- Nadat men het onderhoud of de reparatie heeft uitgevoerd, de verbindingen en bekabelingen herstellen zoals ze oorspronkelijk waren en erop letten dat ze niet in contact komen met componenten in beweging of met componenten die hoge temperaturen kunnen bereiken. Alle geleiders omwikkelen zoals ze oorspronkelijk waren en erop letten dat de verbindingen van de primaire transformator in hoge spanning goed gescheiden zijn van die van de secundaire transformators in lage spanning.
Alle aanpasstukken en de originele schroeven gebruiken om de constructie terug te sluiten.
8. PROBLEEMOPLOSSINGEN
BIJ SLECHTE PRESTATIES EN ALVORENS SYSTEMATISCHE CONTROLES UIT VOEREN OF DE HULP VAN EEN SERVICECENTRUM IN TE ROEPEN, CONTROLEREN OF:
- De lasstroom geschikt is voor de dikte en het type van de gebruikte elektrode.
- Met de hoofdschakelaar op "ON", het betreffende controlelampje brandt; als dit niet het geval mocht zijn is het waarschijnlijk dat de oorzaak van het probleem in de netvoeding (kabels, stopcontact, stekker, zekeringen enz.) dient te worden gezocht.
- Controleer of het gele controlelampje, dat de inwerkingtreding van de thermische beveiliging voor over- of onderspanning of kortsluiting aangeeft, wel uit is.
- Controleer of de nominale intermittentieverhouding juist is. In het geval dat de thermostatische beveiliging in werking treedt, dient de machine uit zichzelf af te koelen. Controleer de werking van de ventilator.
- De spanning van de lijn controleren: indien de waarde te hoog of te laag is blijft de lasmachine geblokkeerd.
- Controleer of er geen kortsluiting is aan de uitgang van de machine. Mocht dat het geval zijn, los deze storing dan op.
- De aansluitingen van het lascircuit op correcte wijze zijn uitgevoerd, vooral of de massaklem goed, zonder tussenkomst van isolerende materialen (bijv. verf), aan het stuk is bevestigd.
- Het gebruikte beschermingsgas juist is (Argon 99.5% en in de juiste hoeveelheid).
-
AZ ÍVHEGESZTÉS ÁLTALÁNOS BIZTONSÁGI SZABÁLYAI .....50
-
BEVEZETÉS ÉS ÁLTALÁNOS ISMERETEK .....51
2.1 BEVEZETÉS 51
De fabrikant is garant voor de goede werking van de machines en verplicht er zich toe gratis de vervanging uit te voeren van de stukken die afslijten omwille van de slechte kwaliteit van het materiaal en omwille van fabricagefouten, binnen de 12 maanden vanaf de datum van in bedrijfstelling van de machine, bevestigd op het certificaat. De geretourneerde machines, ook al zijn ze in garantie, moeten PORTVRIJ verzonden worden en zullen op KOSTEN BESTEMMELING teruggestuurd worden. Hierop maken een uitzondering de machines die vallen onder de verbruiksartikelen overeenkomstig de Europese richtlijn, 1999/44/EG, alleen indien ze verkocht zijn In de lidstaten van de EU. Het garantiecertificaat is alleen geldig indien het vergezeld is van de fiscale reçu of van het ontvangstbewijs. De inconvenlënten te wijten aan een slecht gebruik, schendingen of nalatigheid zijn uitgesloten uit de garantie. Bovendien wijst men alle verantwoordelijkheid af voor alle rechtstreekse en onrechtstreekse schade.




