
Infinity 225 954556 - Metināšanas mašīna Telwin - Bezmaksas lietošanas instrukcija
Atrodiet ierīces rokasgrāmatu bez maksas Infinity 225 954556 Telwin PDF formātā.
| Produkta veids | TIG/MMA invertoru metināšanas iekārta |
| Zīmols | Telwin |
| Modelis | Infinity 225 954556 |
| Metināšanas procesi | TIG DC/AC (HF/LIFT), MMA |
| TIG metināšanas strāva | 5 - 225 A |
| MMA metināšanas strāva | 10 - 225 A |
| Barošana | 230 V vienfāze (vai 400 V trīsfāze atkarībā no versijas) |
| Frekvence | 50/60 Hz |
| Aizsardzības klase | IP21S (aptuvens) |
| Svars | Aptuveni 12 kg (aptuvens) |
| Izmēri (G x P x A) | Nav norādīti |
| TIG funkcijas | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, impulsa, Easy Pulse, sākuma/beigu rampas, pirms/pēc gāze, maiņstrāvas balanss, frekvence |
| MMA funkcijas | Hot Start, Arc Force, Anti Stick, VRD |
| Piegādes komplektācija | Metināšanas un atgaitas kabeļi, elektrodu turētājs, TIG deglis (atkarībā no versijas) |
| Papildus piederumi | Tālvadība (1 vai 2 potenciometri, pedālis), TIG deglis ar potenciometru, MMA komplekts, TIG komplekts, America ratiņi, argona balona adapteris, spiediena reduktors |
| Drošība | Termiskā aizsardzība, pārsprieguma/zemsprieguma aizsardzība, VRD, trauksmes AL.1-AL.8 |
| Dzesēšana | Iekšējais ventilators |
| Kārtējā apkope | Tīrīšana no putekļiem ar saspiestu gaisu, degļa un savienojumu pārbaude, gāzes blīvuma kontrole |
| Remontējamība | Rezerves daļas pieejamas caur Telwin servisu, remonts kvalificētam personālam |
| Standarti | EN 60974-9, CEI/EN 61000-3-11, CEI/EN 61000-3-12 |
Bieži uzdotie jautājumi - Infinity 225 954556 Telwin
Lietotāju jautājumi par Infinity 225 954556 Telwin
0 jautājums par šo ierīci. Atbildiet uz tām, ko zināt, vai uzdodiet savu.
Uzdot jaunu jautājumu par šo ierīci
Lejupielādējiet instrukcijas savam Metināšanas mašīna PDF formātā bez maksas! Atrodiet savu rokasgrāmatu Infinity 225 954556 - Telwin un atgūstiet kontroli pār savu elektronisko ierīci. Šajā lapā ir publicēti visi dokumenti, kas nepieciešami jūsu ierīces lietošanai. Infinity 225 954556 zīmola Telwin.
LIETOŠANAS INSTRUKCIJA Infinity 225 954556 Telwin
(LV) Profesionālie metināšanas aparāti ar invertoru un līdzstrāvas TIG (DC) (AC/DC) HF/LIFT, MMA metināšanai.
- Esant degioms ar sprogstamoms medžiagoms.
4.2.2 Priekšējais panelis, ATT. D....111
- UZSTĀDĪŠANA....112
5.1 APRIKOJUMS (ATT. P) 112
5.1.1 Atpakalgaitas vada-turētāja montāža (ATT. E)....112
5.1.2 Metināšanas vada-elektrodu turētāja montāža (ATT. F)....112
5.2 METINĀŠANAS APARĀTA NOVIETOŠANA....112
5.3 PIESLĒGŠANA PIE TĪKLA....112
5.3.1 Rozete un kontaktdakša....112
5.4 METINĀŠANAS KONTŪRA SAVIENOJUMI 112
5.4.1 TIG metināśana....112
5.4.2 MMA metināšana....112
- METINĀŠANA: DARBA PROCEDŪRAS APRAKSTS .....113
6.1.1 HF un LIFT loka aizdedzināšana....113
6.1.2 Līdzstrāvas TIG DC metināšana 113
6.1.3 TIG AC metināšana (ja tā ir paredzēta)....113
6.1.4 Darba procedūra 113
6.2 MMA METINĀŠANA 113
6.2.1 Darba procedūra 113
- TEHNISKÄ APKOPE 113
7.1 PARASTA TEHNISKÄ APKOPE 113
7.1.1 DEGLA TEHNISKÄ APKOPE....113
7.2 ĀRKĀRTAS TEHNISKĀ APKOPE 113
- IESPĒJAMO PROBLĒMU RISINĀŠANA....114
INDUSTRIĀLAI UN PROFESIONĀLAI IZMANTOŠANAI PAREDZĒTI
METINĂŠANAS APARĂTI AR INVERTORU TIG (METINĂŠANA AR VOLFRA ELEKTRODU INERTU GAZU VIDE), UN MMA (LOKA METINASANA AR SEGTAJIEM ELEKTRODIEM) METINASANAI.
Piezime: Tālāk tekstā tiks izmantots termins “metināšanas aparāts”.
- VISPĀRĪGĀ DROŠĪBAS TEHNIKA LOKA METINĀŠANAS LAIKĀ
Lietotājam jābūt pietiekoši labi instruētam par metināšanas aparāta droš izmantošanu un tam ir jabut informetam par ar loka metinašanu saist Hiskiem, par atblistosajlem alzsardzibas lidzekjlem un par ricibu kartibu negadijuma iestāšanās gadījumā.
(Sk. arī standartu “EN 60974-9: Lokmetināšanas iekārtas. 9. daja: Uzstādīšana un izmantošana”).

- Izvairieties no tiešā kontakta ar metināšanas kontūru, jo no ģeneratora ejošs tukšgaitas spriegums dažos apstāklos var būt bīstams.
- Pieslēdzot metināšanas vadus, veicot pārbaudes un remontdarbus metināšanas aparātam jābūt izslēgtam un atslēgtam no barošanas tikla.
- Pirms degla nodilušo detaļu maiņas izslēdziet metināšanas aparātu atslēdziet to no barošanas tīkla.
- Veicot elektriskos pieslēgumus ievērojiet attiecīgas drošības tehnikas normas un likumdošanu.
- Metināšanas aparātu drīkst pieslēgt tikai pie tādas barošanas sistēmas, kurai neitrālais vads ir jezemēts.
- Pārliecinieties, ka barošanas rozete ir pareizi iezemēta.
- Neizmantojiet metināšanas aparātu mitrās vai slapjās vides, kā arī kad līst.
- Neizmantojiet vadus ar bojato izolāciju vai ar izjodzitajām savienošanas detaļām.

- Nemetiniet tvertnes, traukus un caurulvadus, kuri satur vai saturēja škidrus vai gāzveida uzliesmojošus produktus.
- Neizmantojiet ar hlora škīdinātāju apstrādātus materiālus, ka arī nestrādājiet šīs vielas tuvumā.
- Nemetiniet zem spiediena esošos traukus.
- Novāciet no darba vietas visus uzliesmojošus materiālus (piemēram, izstrādājumus, papīru, lupatas utt.).
- Pärliecinieties, ka telpa ir labi vedinäma, vai ka ir paredzeti lidzekji loka tuvumä esošo metinäšanas iztvaikojumu noväkšanal; ir jälevada sistemätiskä uzskaites sistëma metinäšanas iztvaikojumu robežas novërtëšanai saskaņa ar to sastāvu, koncentrāciju un iztvaikošanas ilgumu.
- Glabājiet balonu tālu no siltuma avotiem, tai skaitā no saules stariem (ja tas tiek izmantots).





- Nodrošiniet pienācīgu elektrisko izolāciju starp degli, apstrādājamo detalu un lespējamām tuvumā esošām lezemētām metāla dajām (kuras var sasnlegt). Parasti to var nodrošināt, izmantojot šim nolūkam paredzētos cīmdus, apavus, cepuri un apģērbus, vai izmantojot izolējošus paliktnus vai paklājus.
- Vienmēr alzsargājiet acis ar piemērotiem filtriem, kas atbilst standartam UNI EN 169 vai UNI EN 379 un, kas uzstādīti uz maskām vai kiverēm, kas atbilst standartam UNI EN 175.
Izmantojiet atbilstošus ugunsdrošus têrpus (kas atbilst standartam UNI 11611) un metinăšanas clmdus (kas atbilst standartam UNI EN 12477) un nepaklaujiet âdu ultravioletu un infrasarkana starojuma iedarbîbai, kas rodas loka metinăšanas laikä; turklât, ar aizsardzību ir jānodrošina loka metinăšanas vietas tuvumā esošie cilvēki, to var izdarît ar neatstarojošo ekrānu val tentu pałīdzību.
- Trokšna limenis: Ja ipaši intensivas metināšanas dēj individuālais dienas trokšna ekspozīcijas limenis (LEPd) ir vienāds val ir llelāks par 85 dB(A), tad ir obligāti jāizmanto atbilstoši individuālle aizsarglīdzekļi (Tab. 1).







- Metināšanas strāvas plūsmas rezultātā apkārt metināšanas kontūram
veidojas elektromagnētiskie lauki (EMF).
Elektromagnētiskie lauki var traucēt dažādu medicīnisko ierīču darbībai (piemēram, Pace-maker, elpošanas aparāti, metāla protēzes utt.).
Sādu ierīču lietotājiem jāievēro atbilstoši piesardzības noteikumi. Piemēram, yiniem jāaizliedz atrasties metināšanas aparāta lietošanas zonā.
Šis metināšanas aparāts atbilst tehnisko standartu prasībām, kas attiecas
uz rūpnieciskajā vidē profesionālajai lietošanai paredzētajām iekārtām.
Nav nodrošinata atbilstiba prasibam par elektromagnetisko lauku lielumu ajējsaimniecības vidē.
Operatoram jālieto zemāk norādītās procedūras, lai samazinātu elektromagnētisko lauku iedarbību.
- Savienojiet divus metināšanas vadus pēc iespējas tuvāk vienu otram.
- Sekojiet tam, lai jūsu galva un kermenis atrastos pēc iespējas tālāk no metināšanas kontūra.
- Nekādā gadījumā neaptiniet metināšanas vadus apkārt kermenim.
- Nemetiniet, kamër jūsu kermenis atrodas metināšanas kontūra iekšpusē. Sekojiet tam, lai abi vadi atrastos vienā kermena pusē.
- Pievienojiet metināšanas strāvas atgriešanas vadu pie metināmas detaļas pēc iespējas tuvāk metinātai šuvei.
- Metināšanas laikā nestāviet blakus metināšanas aparātam, kā arī nesēdiet un neatbalstieties pret to (minimālais attālums: 50cm).
- Sekojiet tam, lai metināšanas kontūra tuvumā nebūtu feromagnētisko priekšmetu.
- Minimālais attālums d=20cm (ATT. O).

A klases ierīce:
Sis metināšanas aparāts atbilst tehnisko standartu prasībām, kas attiecas uz rūpnieciskajā vidē profesionālajai lietošanai paredzētajām iekārtām. Nav nodrošināta elektromagnētiskā saderība dzīvojamajās mājās, kā arī ēkās, kuras ir pa tiešo savienotas ar zema sprieguma tiklu, kas paredzēts nerūpnieciskiem mērkiem.

PAPILDUS DROŠĪBAS NOTEIKUMI
METINĀŠANAS OPERĀCIJAS:
koka Vidē ar paaugstinātu elektrošoka risku;
- lerobežotās telpās;
- Uzliesmojošo var sprāgstvielu tuvumā.
"Atbildigajam ekspertam" ir savlaicigi JÄNOVERTE metināšanas operāciju norisi un veicot tās tuvu vienmēr jāatrodas citām personām, kuras var palīdzēt, ja notiek negadijums.
IR JÄIZMANTO standarta “EN 60974-9: Lokmetināšanas lekārtas. 9. daja: Uzstādīšana un izmantošana” nodajās 7.10; A.8; A.10 norādītle tehniskle aizsarglīdzekli.
- Operatoram IR AIZLIEGTS veikt metināšanu, kad vlnš atrodas virs zemes/ grīdas virsmas, izņemot tos gadījumus, kad tlek izmantota speciāla droša platforma.
- SPRIEGUMS STARP ELEKTRODU TURETAJIEM VAI DEGLIEM: strādājot uz vienas konstrukcijas val valrākām elektriski savlenotajam konstrukcijam, tukṣgaitas spriegums var sasummēties un sasniegt bīstamu vērtību starp diviem dažādiem elektrodu turētājiem vai degliem, šī vērtība var divās reizēs pārsnlegt makslmālo plejaujamo robežu.
Kvallificētajam speciālistam ar mērinstrumentu palīdzību ir jānosaka val pastāv risks, kas palīdzēs izvēlēties piemērotus aizsarglīdzekļus saskaņā EN ar standarta “EN 60974-9: Lokmetināšanas iekārtas. 9. daja: Uzstādīšana un izmantošana” 7.9. nodajas norādījumiem.

CITI RISKI
- APGASANA: novietojiet metināšanas aparātu uz horizontālas virsmas, kura atbilst aparāta svaram; pretējā gadījumā (plemēram, ja grīda ir slīpa val dalīta utt.) pastāv apgāšanas risks.
- NEPAREIZA IZMANTOŠANA: ir bīstami izmantot metināšanas aparātu nolūkiem, kuriem tas nav paredzēts (piemēram, ūdensvada cauruļu atsaldēšana).
- Ir aizliegts izmantot rokturi metināšanas aparāta piekāršanai.
2. IEVADS UN VISPĀRĪGS APRAKSTS
2.1 IEVADS
Šis metināšanas aparāls ir strāvas avots, kas ir paredzēts loka metināšanai, konkrēti tas ir paredzēts TIG līdzstrāvas metināšanai (DC) ar HF vai LIFT loka aizdedzināšanu un MMA metināšanai izmantojot segtos elektrodus (rutila, skābes, bāziskos). Ši metināšanas aparāta (INVERTORS) įpaši raksturojumi, tādi ka augsts regulēšanas ātrums un precizitāte nodrošina lielisku metināšanas kvalitāti.
Pateicoties tam, ka primārās barośanas līnijas ieeja tiek regulēta ar "invertora" sistēmas palidzību, tiek būtiski samazināti gan transformatora, gan reaktīvas izlīdzināšanas pretestības izmēri, kas lauj izgatavot ārkārtīgi kompaktu metināšanas aparātu gan izmēru, gan svara zinā, savukārt, tas uzlabo aparāta manevrēšanas spēju un transportējamību.
2.2 PAPILDAPRĪKOJUMS (ja nav paredzēti)
- MMA metināšanas komplekts.
- TIG metināšanas komplekts.
- Argona balona adapteris.
- Spiediena reduktors.
- TIG deglis.
- Pašaptumšošanās maska: ar fiksētu vai regulējamu filtru.
- Metināšanas strāvas atgriešanas vads ar masas spaili.
- Ar rokām darbināma tālvadības pults ar 1 potenciometru.
- Ar rokām darbināma tālvadības pults ar 2 potenciometriem.
- Ar kājām darbināma tālvadības pults.
- Gāzes savienotājuzmava un gāzes caurule pieslēgšanai pie balona ar argonu.
- TIG deglis ar potenciometru.
- Ratiți AMERICA.
3. TEHNISKIE DATI
3.1 PLÄKSNE AR DATIEM
Pamatdati par metināšanas aparāta pielietošanu un par tas razīgumu ir izklāstīti uz plāksnītes ar tehniskajiem datiem, kuru nozīme ir paskaidrota zemāk:
ATT. A
1- Korpusa aizsardzības pakāpe.
2- Simbols, kas apzīmē barošanas līnijas tipu:
1\~: vienfãzes mainîgais spriegums;
3\~: trīsfāzu mainīgais spriegums;
3- Simbols S : nozīmē, ka metināšanas operācijas var veikt vidē ar paaugstinātu elektrošoka risku (piemēram, tiešajā tuvumā no lielām metāla konstrukcijām).
4- Simbols, kas apzīmē paredzēto metināšanas procedūru.
5- Simbols, kas apzīmē metināšanas aparāta iekšējo struktūru.
6- EIROPAS norma, kurā ir aprakstīti ar loka metināšanas iekārtu drošību un ražošanu saistītie jautājumi.
7- Metināšanas aparāta sērijas numurs (Joti svarīgs tehniskās palīdzības pieprasīšanai, rezerves dalu pasūtīšanai, izstrādājuma izcelsmes identifikācijai).
8- Metināšanas kontūra radītāji:
- U : maksimālais tukšgaitas spriegums.
- I _2 /U: Attiecīgi normalizēta strāva un spriegums, kuru metināšanas aparāts var emitēt metināšanas laikā.
- X : Atskaite par emitētspēju: norāda cik ilgi metināšanas aparāts var emitēt atbilstošu strāvu (tā pati kolonna). Sī vērtība ir izteikta procentos balstoties uz 10 minušu gara cikla (piemēram, 60% = 6 darba minūtes, 4 pārtraukuma minūtes; un tā tālāk).
Gadījumā, ja ekspluatācijas režīma rādītāji (aprēkināti 40°C apkārtējas vides temperatūrai) tiek pārsniegti, tiek iedarbināta termiskā aizsardzība (metināšanas aparāts pārslēdzās “stand-by” režīmā līdz brīdim, kamēr tā temperatūra nepazemināsies līdz pieļaujamajai robežaļ).
- A/V-À/V : Norāda uz iespējamo strāvas mainīšanas intervālu (no minimuma līdz maksimumam) dotajam loka spriegumam.
9- Barošanas līnijas tehniskie dati:
- U: Metināšanas aparāta mainīgais spriegums un frekvence (pieļaujamā novirze ±10%):
- I : Maksimāla no barošanas līnijas patērēta strāva.
- I 1 eff: Efektīva barošanas strāva.
10- : Barošanas līnijas aizsardzībai paredzēto palēninātas darbības drošinātāju rādītāji.
11- Ar drošības noteikumiem saistītie simboli, kuru nozīme ir paskaidrota 1. nodalā "Vispārīgās drošības prasības loka metināšanai".
Piezīme: Attēlotajam plāksnītes piemēram ir ilustratīvs raksturs, tas ir izmantots tikai, lai paskaidrotu simbolu un skaitļu nozīmi; jūsu metināšanas aparāta precīzas tehnisko datu vērtības var atrast uz metināšanas aparāta esošas plāksnītes.
3.2 CITI TEHNISKIE DATI
- METINĀŠANAS APARĀTS: sk. tabulu 1 (TAB.1).
- DEGLIS: sk. tabulu 2 (TAB.2).
Metināšanas aparāta svars ir norādīts 1. tabulā (TAB.1).
4. METINĀŠANAS APARĀTA APRAKSTS
4.1 BLOKSHÉMA
Metināšanas aparāts sastāv no spēkmoduļiem, kuri uzmontēti uz drukātajām platēm tā, lai nodrošinātu maksimālo drošumu un samazinātu nepieciešamu tehnisko apkopi. Šī metināšanas aparāta darbību vada mikroprocesors, kas Jauj iestaṭīt vairākus parametru vērtības, lai nodrošinātu optimālu metināšanu jebkuros apstāklos un jebkuram materiālam. Tomēr, lai aparāta raksturojumus izmantotu pilnā mērā, ir jāzina tā ekspluatācijas iespējas.
Apraksts (ATT. B)
1- Trisfazu barošanas līnijas ieeja, taisngrieža mezgls un līdzināšanas kondensatori.
2- Tranzistoru pārslēdzējlīts (IGBT) un draiveri; pārveido izlīdzinātu līnijas spriegumu augstfrevences maiņspriegumā un regulē jaudu atkarībā no nepieciešamas metināšanas strāvas/sprieguma.
3- Augstfrekvences transformators: primārais tinums tiek barols ar 2. mezglā pārveidoto spriegumu, tas ir paredzēts sprieguma un strāvas pielāgošanai loka metināšanai nepieciešamām vērtībām, kā arī metināšanas kontūra galvaniskai izolēšanai no barošanas līnijas.
4- Sekundārais taisngrieža tilts ar izlīdzināšanas indukcijas spoli: pārveido no sekundārā tinuma saņemto maņispriegumu/maņstrāvu līdzspriegumā/līdzstrāvā ar ārkārlīgi zemu pulsāciju.
5- Tranzistoru pārslēdzējtilts (IGBT) un generatori; pārveido sekundārās izejas strāvu no līdzstrāvas uz mainstrāvu TIG mainstrāvas metināšanai (ja tādas ir).
6- Vadības un regulēšanas elektronika; momentāni pārbauda metināšanas strāvas vērtību un salīdzina to ar operatora uzstādīto vērtību; ģenerē IGBT ģgeneratoru vadības signālus, kuri tiek izmantoti regulēšanai.
7- Logiskais mezgls metināšanas aparāta darbības kontrolēšanai: regulē metināšanas ciklus, vada pievadus, seko drošības sistēmu darbībai.
8- Parametru un darbības režīmu attēlošanas un regulēšanas panelis.
9- HF aizdedzes ĝenerators (ja tādas ir).
10- EV aizsarggāzes elektrovārsts (ja tādas ir).
11- Metināšanas aparāta dzesēšanas ventilators.
12- Attālā regulēšana.
4.2 VADĪBAS, REGULĒŠANAS UN SAVIENOŠANAS IERĪCES
4.2.1 Aizmugurējais panelis (ATT, C)
1- Galvenais slēdzis O/OFF (IZSLĘGTS) - I/ON (IESLĘGTS).
2- Barošanas vads (2 kontakti + Z (vienfāzes)), (3 kontakti + Z (trīsfāzu)).
3- Savienojums gāzes caurules pievienošanai (balona spiediena reduktors – metināšanas aparāts) (ja tādas ir).
4- Drošinātājs (ja tādas ir).
5- Ūdens dzesēšanas mezgla savienotājs (ja tādas ir).
6- Tālvadības pulšu savienotājs:
Ar speciāla 14 kontaktu savienotāja palīdzību, kas atrodas metināšanas aparāta aizmugurē, pie tā var pievienot 3 dažādu veidu tālvadības pultis. Visas ierīces tiek automātiski atpazītas un ar to palīdzību var regulēt šādus parametrus:
- Tālvadības pults ar vienu potenciometru: griežot potenciometra rokturi tiek mainīta pamatstrāva no minimuma līdz maksimumam. Pamatstrāvas regulēšanu var veikt tikai no tālvadības pults.
- Tālvadības pedālis: strāvas vērtību nosaka pedāļa stāvoklis. Ja pedāli nospiež TIG 2T režīmā, tiek nosūtīta mašīnas iedarbināšanas komanda, to var izmantot degļa pogas vietā (ja paredzēta).
- Tālvadības pults ar diviem potenciometriem: pirmais potenciometrs regulē pamatstrāvu. Otrais potenciometrs regulē kādu citu parametru, atbilstoši ieslēgtajam metināšanas režīmam. Pagriežot šo potenciometru tiks attēlots paramets, kurš tiek mainīts (to vairs nevar regulēt ar paneļa roktura palīdzību). Otrā potenciometra funkcija ir šāda: ARC FORCE, ja ir ieslēgts MMA režīms, un BEIGU LīKNE, ja ir ieslēgts TIG režīms.
TIG deglis ar potenciometru.

Lai izvairītos no metināšanas aparāta iekšējiem bojājumiem, lietotājam ar visiem DEGLIEM TIG ir obligāti jāizmanto 5 kontaktu degļa adapteris ar iebūvētu regulēšanas potenciometru.
4.2.2 Priekšējais panelis, ATT. D
1- Ātrdarbīgā pozitīvā ligzda (+) metināšanas vada pievienošanai.
2- Ātrdarbīgā negatīvā līgzda (-) metināšanas vada pievienošanai.
3- Savienotājs degla pogas pievienošanai.
4- Savienotājs TIG degla gāzes caurules pievienošanai.
5- Vadības panelis:
5a. Metināšanas veida iestatīšanas poga (PROCESS).
Lauj izvēlēties vēlamo metodi:
- metināšana ar pārklātu elektrodu (MMA). - TIG metināšana ar augstfrekvences loka aizdedzi (TIG HF). - TIG metināšana ar loka kontaktaizdedzi (TIG LIFT).
- TIG režimā apzīmē līdzstrāvas (DC) metināšanu. - TIG režimā apzīmē mainstrāvas (AC) metināšanu, ja tā ir paredzēta.
5b. TIG metināšanas cikla iestatīšanas poga (MODE).
Lauj izvēlēties darbības režīmu
Islacīga nospiešana:
- metināśana sākas pēc degļa pogas nospiešanas un beidzas pēc degļa pogas atlaišanas. - metināśana sākas pēc degļa pogas nospiešanas un atlaišanas un beidzas tikai pēc alkārtotas pogas nospiešanas un atlaišanas. - metināśana sākas pēc degļa pogas nospiešanas un atlaišanas. Pēc katras īslaicīgas nospiešanas/atlaišanas, strāva pārslēdzas no iestatītās vērtības uz vērtību un otrādi. Metināśana tiek pabeigta pēc pogas ilgstošas nospiešanas un atlaišanas pēc noteiktā laika.
- SPOT Jauj veikt punktmetināšanu, kontrolējot metināšanas laiku uz displeja (mirgojoša ikona). - TIRN SPOT Jauj veikt ātro (10-100 ms) punktmetināšanu, kontrolējot metināšanas laiku uz displeja (mirgojoša ikona).
llgstoša nospiešana (PULSE):
- PULSE /Wt11 nodrošina strāvas pulsāciju (līmeņa pārslēgšanu), brīvi iestatot darba parametrus /I2, /I1, /WHz un BAL
EASY PULSE - U/U1: nodrošina strāvas pulsāciju ar automātisku darba parametru iestatīšanu uz noklusējuma vērtībām, kas ir atkarīgas no iestatītās strāvas vērtības var izmainit).
Attiecībā uz iestatījumiem, kas veikti ar pogām, Jauj izvēlēties un regulēt parametrus, rādot iestatīlo vērtību uz displeja.
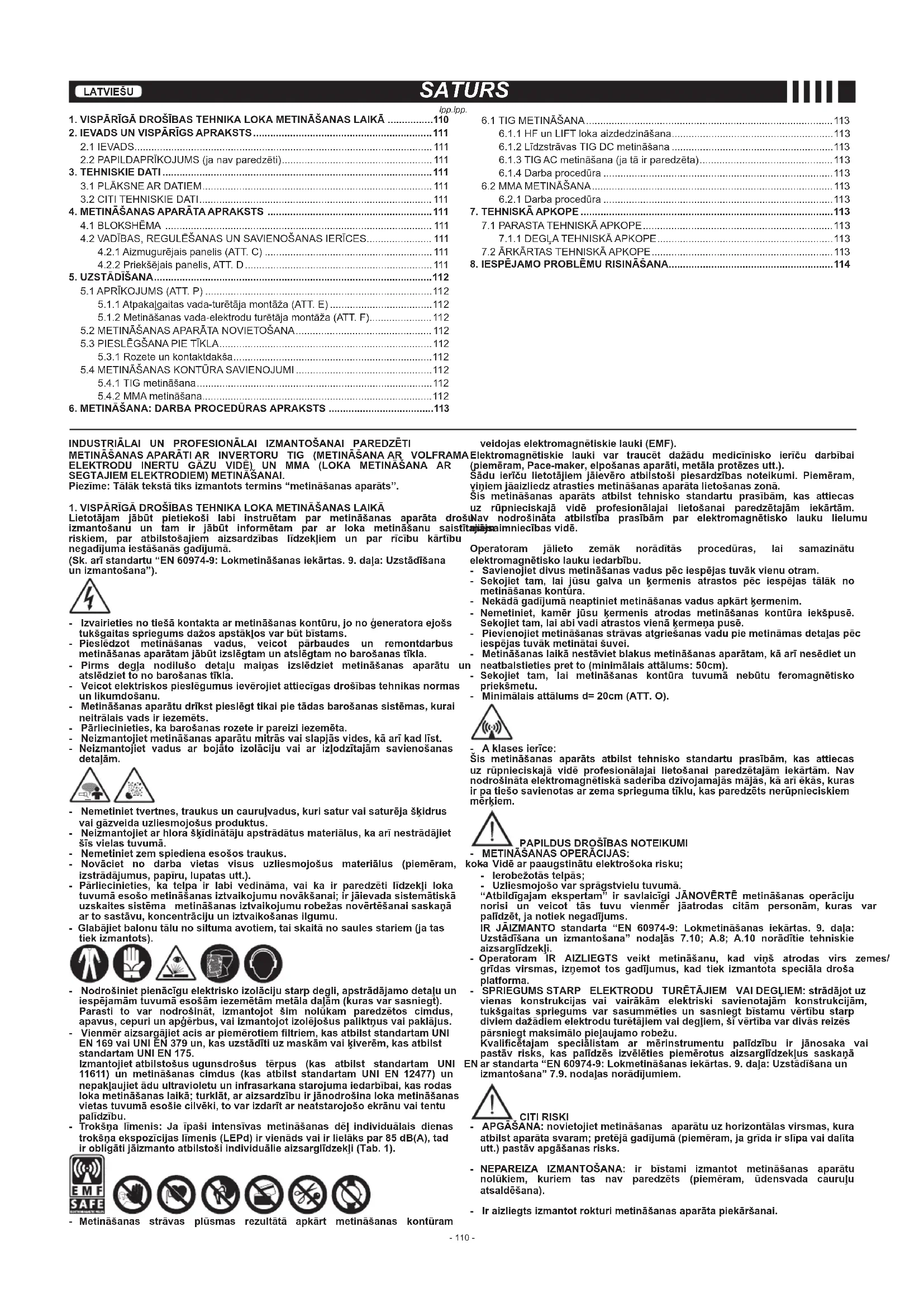
Precizak, MMA režimā modificējamie parametri ir šādi:
VRD ierīces “Voltage Reduction Device” ieslēgšana/izslēgšana drošai uzsākšanai ar zemu spriegumu.
HOT
- START sākuma strāvas pārslodze (regulēšana 0-100%), ľauj optimizēt metināšanas loka aizdedzi.
- I2
- FORCE dinamiska strāvas pārslodze (regulēšana 0 100%), ľauj optimizēt metināšanas laidenumu un novērst elektroda pielipšanu.
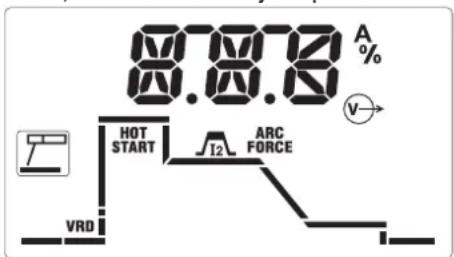
Precizak, TIG režimā modificējamie parametri ir šādi:
text_image
87.87.8 A % Sec 2T4T Bi-Level THIN SPOT I2 I1 tend EASY PULSE I1 BAL t1 Is ts I2 t2- i1 aizsarggāzes priekšpadeves (pre-gas) laiks pirms metināšanas uzsākšanas (regulēšana 0-10 sekundes).
- sākotnējā strāva, kas tiek uzturēta fiksētu laiku 2T režīmā (50 ms) un laiku, kas vienāds ar pogas spiešanas laiku, 4T režīmā (regulēšana 0-100%).
-
ts strāvas sākuma līknes laiks no vērtības līidz vērtībai l₂ (regulēšana 0,1-10 sekundes). Izslēgtajā (OFF) stāvoklī līkne netiek izmantola.
IEVEROJIET: parametrus I un T var izmainīt ari ar tālvadības pedāli, tomēr to regulēšana ir jāveic pirms šīs komandas izmantošanas. -
Imetināšanas pamatstrāva, IMPULSU un Bi-Level režīmā tā ir visaugstākā līmeņa strāva (izejas strāva ampēros).
- bāzes strāva, IMPULSU un Bi-Level režīmā tā ir vērtība, kuru metināšanas laikā var pārslēgt ar pamatstrāvas vērtību (regulēšana ampēros).
- impulsu frekvence un AC/DC modeliem TIG AC režimā atbilst metināšanas strāvas frekvencei (regulēšana hercos).
procentuālā līdzsvarošana, IMPULSU režimā atbilst attiecībai starp laiku, kuru strāva ir augstākajā līmenī un kopējo impulsa periodu, AC/DC modeljiem TIG AC režimā atbilst attiecībai starp pozitīvas strāvas un negatīvas strāvas laiku.
- strāvas beigu liknes laiks no vērtības I₂ līdz I_end (regulēšana 0,1-10 sekundes). Izslēgtajā (OFF) stāvoklī likne netiek izmantota.
- beigu strāva, 2T režimā atbilst strāvai, kas tiek uzturēta pēc beigu liknes, ja liknes laiks ir lielāks par nulli, 4T režimā tas atbilst strāvai, kas tiek uzturēta pēc gala liknes visu laiku, kamēr degla poga tiek turēta nospiestā stāvokli.
- It2 aizsarggāzes papildu padeves (post-gas) laiks pēc metināšanas pabeigšanas (regulēšana 0-10 sekundes).
- _i=1^n priekšsildīšanas energija, ja tā ir paredzēta, tikai AC/DC modejiem TIG AC režimā regulē elektroda priekšsildīšanu, lai atvieglotu uzsākšanu (regulēšana 2,6-53 A*s). Izslēgtajā (OFF) stāvoklī priekšsildīšanas netiek veikta.
Citas informativās ikonas uz displeja:
- ALARM brīdinājums par trauksmes signālu, parasti vienlaicīgi ar to uz displeja tiek rādīts kods, vērš uzmanību uz iespējamu darbības traucējumu / metināšanas aparāta automātiskās aizsardzības ieslēgšanu.
- termiskā aizsardzība, saistīta ar 🚫inkodu, kas tiek rādīts uz displeja, brīdina par iekšējās temperatūras maksimālās robežvērtības sasniegšanu.
- v→ aktīva izeja, norāda uz sprieguma esamību (ieslēgta jauda) metināśanas aparāta izejas spailēs.
- tālvadības pults, norāda uz tālvadības pults pieslēgšanu un tālvadības aktīvo stāvokli.
- pozīcijas rādītājs, 4T režimā ar mazāku par iepriekš noteiklu vērlību apzimē minimālās sākotnējās strāvas iestatījumu, kas pogas nospieśanas gadījumā nodrošina metināšanas loka redzamību. Tas lauj precizi izvēlēties metināšanas sākuma punktu (ja sākotnējā strāva ir iestatīta virs noteiktas robežvērtības, funkcija tiek automātiski atspējota).
- Default rūpnīcas parametri, norāda, ka visi parametri ir iestatīti uz noklusējuma vērtībām, kas ir piemērotas lielai dajai ekspluatācijas apstāklu. Lietotājs var brīvi iestatīt pamatstrāvu 📄, nemainot citus automātiskos iestatījumus.
Šo stāvokli var jebkurā brīdī atjaunot, izslēdzot un ieslēdzot metināšanas aparātu, nospiežot daudzfunkciju roktura pogu (att. D - 5c).
Uz burtciparu displeja (ATT. D - 5d) attēlojamie trauksmes signālu ziņojumi:
- AL.1 : primārā kontūra termiskās aizsardzības ieslēgšanās (ja tas ir paredzēts).
- AL.2 : sekundārā kontūra termiskās aizsardzības ieslēgšanās.
- AL.3 : pārāk augsta barošanas līnijas sprieguma aizsargierīces nostrāde.
- AL.4 : pārāk zema barošanas līnijas sprieguma aizsargierīces nostrāde.
AL.8 : palīqspriegums ārpus diapazona.
Darbības atjaunošana notiek automātiski, kad trauksmes signāla cēlonis pazūd.
5. UZSTĀDĪŠANA
UZMANĪBU! UZSTĀDOT METINĀŠANAS APARĀTU UN VEICOT ELEKTRISKOS SAVIENOJUMUS METINĀŠANAS APARĀTAM IR JĀBŪT PILNĪGI IZSLĒGTAM UN ATSLĒGTAM NO BAROŠANAS TĪKLA. ELEKTRISKOS SAVIENOJUMUS DRĪKST IZPILDĪT TIKAI PIEREDZĒJUŠAIS VAI KVALIFICĒTS PERSONĀLS.
5.1 APRĪKOJUMS (ATT. P)
Iznemiet metināšanas aparātu no iepakojuma, samontējiet iepakojumā esošās atseviškas daļas.
5.1.1 Atpakalgaitas vada-turētāja montāža (ATT. E)
5.1.2 Metināšanas vada-elektrodu turētāja montāža (ATT. F)
5.2 METINĀŠANAS APARĀTA NOVIETOŠANA
Izvēlieties metināšanas aparāta uzstādīšanas vietu tā, lai uz tās nebūtu šķēršļu blakus dzesēšanas gaisa ieplūdes un izplūdes caurumam (piespiedcirkulācija tiek nodrošināta ar ventilatora palidzību, ja tas ir uzstādīts); turklāt, pārliecinieties, ka netiek iesūktas elektrību vadošie putekļi, korodējoši tvaiki, mitrums utt. Atstājiet apkārt metināšanas aparātam vismaz 250mm platu brīvu zonu.
⚠️ UZMANĪBUI Novietojiet metināšanas aparātu uz plakanas virsmas, kura atbilst aparāta svaram, lai nepieļautu tā apgāšanos vai spontānu kustību, kas var būt įoti bīstami.
5.3 PIESLĘGŠANA PIE TİKLA
- Pirms jebkāda elektriskā pieslēguma veikšanas pārbaudiet, vai dati uz metināšanas aparāta plāksnītes atbilst uzstādīšanas vietā pieejamo tiklu spriegumam un frekvencei.
- Metināšanas aparātu drikst pieslēgt tikai pie tādas barošanas sistēmas, kurai neitrālais vads ir iezemēts.
- Lai nodrošinātu aizsardzību pret netiešo kontaktu izmantojiet šādu tipu diferenciālos slēdžus:
- Tips A ( ) vienfāzes mašinām;
- Tips B ( 📌 ) trīsfāžu mašīnām.
- Lai apmierinātu standarta EN 61000-3-11 (Flicker) prasības, iesakām metināšanas aparātu pieslēgt pie tādām barošanas tīkla savienošanas vietām, kuru impedance ir mazāka par:
Zmax = 0.234 Omi (1/N/PE 230V) 200A DC
- Metināšanas aparāts neatbilst standarta IEC/EN 61000-3-12 prasībām. Pievienojot metināšanas aparātu pie sadzīves elektrības tīkla, montētāja vai lietotāja pienākums ir pārbaudīt, vai aparātu drīkst pie tā pievienot (nepieciešamības gadījumā sazinieties ar sadales tīkla pārstāvi).
5.3.1 Rozete un kontaktdakša
Savienojiet barošanas kabeli ar standarla kontaktdakšu (2F + Z (1\~)), (3F + Z (3\~)) ar atbilstošajiem rădītājiem un sagatavojet vienu barošanas tiklam pievienotu un ar drošinātāju vai automātisko slēdzi aprikotu rozeti; atbilstošajam iezemēšanas pieslēgam jābūt pieslēgtam pie barošanas līnijas zemējuma vada (dzelteni-zalš). Tabulā (TAB. 1) ir norādītas palēninātas darbības drošinātāju rekomendējamas vērtības Ampēros, kuras ir izvēlētas saskaņā ar metināšanas aparāta emitētu maksimālo nominālo strāvu un barošanas tikla nominālo spriegumu.
⚠️ UZMANĪBU! Augstāk aprakstīto noteikumu neievērošana būtiski samazinās ražotāja uzstādītās drošības sistēmas (klase l) efektivitāti, līdz ar ko būtiski pieaugs riska pakāpe personālam (piemēram, elektrošoka risks) un mantai (piemēram, ugunsgrēka risks).
5.4 METINĀŠANAS KONTŪRA SAVIENOJUMI
! UZMANĪBUI PIRMS SEKOJOŠO SAVIENOJUMU VEIKŠANAS PĀRLIECINIETIES, KA METINĀŠANAS APARĀTS IR IZSLĒGTS UN ATSLĒGTS NO BAROŠANAS TĪKLĀ.
Tabulā (TAB. 1) ir norādītas metināšanas vadu škērsgriezuma rekomendējamas vērtības (mm²), kuras ir izvēlētas saskaņā ar metināšanas mašīnas emitētu maksimālo strāvu.
5.4.1 TIG metināšana
Degla pieslēgšana
- levietot strāvu vadošo vadu atbilstošajā ātra pieslēguma spailē (-). Pievienot trīs polu savienotājdetaļu (degļa poga) atbilstošajā līgzdā. Pieslēgt gāzes cauruli atbilstošajai savienotājuzmavai.
Metināšanas strāvas atgriešanas vada savienojums
- Šis vads tiek savienoš ar metināmo detaļu vai ar metāla stendu, uz kura tā ir novietota, tik tuvu metināmajai šuvei, cik vien iespējams. Šis vads ir jāsavieno ar spaili, kura ir apzīmēta ar simbolu (+).
Pieslēgšana gāzes balonam (ja tas tiek izmantots).
- Pieskrūvējiet spiediena reduktoru pie gāzes balona vārpstas un ielieciet atbilstošu spiediena samazinātāju, kurš tiek piegādāts kā papildus aprīkojums, ja tiek izmantots Argons.
- Savienojiet gāzes ieplūdes cauruli ar reduktoru un noblokējiet uz aprīkojuma esošo spaili.
- Pirms balona vārpstas atvēršanas atskrūvējiet spiediena reduktora regulēšanas uzgriezni.
- Atvērt balonu un noregulēt gāzes plūsmu (litri minūtē) atbilstoši aptuveniem ekspluatācijas datiem, sk. tabulu (TAB. 4); ja nepieciešams, gāzes plūsmu var noregulēt metināšanas laikā ar spiediena reduklora roktura palīdžību. Pārbaudiet cauruļu un savienojumu hermētiskumu.
UZMANIBU! Pēc darba pabeigšanas vienmēr aizveriet aizsarggāzes balona vārstu.
5.4.2 MMA metināšana
Gandrīz visi segtie elektrodi tiek pievienoti ģeneratora pozitīvajam polam (+), izņemot elektrodus ar skābes segumu, kuri tiek pievienoti negalīvajam polam (-). Metināšanas vada-elektrodu turētāja savienojums
Uzstādiet uz pieslēga speciālu spaili, kura tiek izmantota elektroda slēptās dajas blokēšanai.
Šis vads ir jāsavieno ar spailli, kura ir apzīmēta ar simbolu (+).
Metināšanas strāvas atgriešanas vada savienojums
Šis vads tiek savienots ar apstrādājamo detalu vai ar metāla stendu, uz kura tā ir novietota, tik tuvu apstrādājamai vietaj, cik vien jespēiams.
Šis vads ir jāsavieno ar spáili, kura ir apzīmēta ar simbolu (-).
Rekomendācijas:
- Līdz galam pieskrūvējiet metināšanas vadu savienotājdetajas ātras savienošanas ligzdās (ja tādas ir), lai garantētu nevainojamu elektrisko kontaktu; pretējā gadījumā šie savienojumi pārkarst, paaugstinās to nodiluma ātrums un samazinās to efektivitāte.
- Izmantojiet pēc iespējas īsākus metināšanas vadus.
- Neizmantojiet metäla konstrukcijas, kuras nav apstrādājamās detalas sastāvdaļa, lai aizvietotu metināšanas strāvas atgriešanas vadu; tas var būt bīstami un tas
rezultātā metināšanas kvalitāte var klūt nepieņemami zema.
6. METINĀŠANA: DARBA PROCEDŪRAS APRAKSTS
6.1 TIG METINĀŠANA
TIG metināšana ir metināšanas metode, kas izmanto elektriskā loka įenerētu siltumu, kas tiek aizdedzināts un saglabāts starp nekustošu (volframa) elektrodu un metināmo detaļu. Volframa elektrods ir izvietots deglī, kas paredzēts metināšanas strāvas vadīšanai, elektroda un metināšanas vannas aizsardzībai no atmosfēras oksidēšanas ar inertās gāzes plūsmas palīdzību (parasti tiek izmantots argons: Ar 99.5%), kas iziet no keramiskas sprauslas (ATT.G).
Lai sasniegtu labus metināšanas rezultātus ir jāizmanto elektrods ar pareizo diametru un pareizo strāvas vērtību, sk. tabulu (TAB.3).
Normāls elektroda izvirzijums no keramiskas sprauslas ir 2-3mm un tas var sasniegt 8mm, veicot metināšanu zem lenka.
Metināšana notiek pateicoties savienotājdetalas apmalu kausēšanai. Atbilstoši sagatavotajām maza biezuma detaļām (līdz apmēram 1 mm) nav vajadzīga lode (ATT. H).
Lielāka biezuma detaļām ir nepieciešamas stieples ar tādu pašu sastāvu kā bāzes materiālam un ar piēmērotu diametru, kā arī ar atbilstoši sagatavotām apmalēm (ATT. I). Lai sasniegtu labu metināšanas rezultātu ir jānodrošina, lai metināmas detaļas būtu rūpīgi notīrītas un uz tām nebūtu rūsas, eļjas, smērvielu, šķīdinātāju un citu traipu.
6.1.1 HF un LIFT loka aizdedzināšana
HF loka aizdedzināšana:
Elektriskā loka aizdedzināšanas laikā volframa elektrods nepieskaras metināmai detaljai, aizdedzināšana notiek pateicoties augstfrekvences ierīces ģenerētai dzirkstelei.
Pateicoties šādai aizdedzināšanas metodei metināšanas vannā nenonāk volframa piemaisījumi, kā arī elektrods netiek bojāts un jebkādā metināšanas pozīcijā tiek nodrošināta vienkārša aizdedzināšana.
Darba procedūra:
Nospiest degla pogu un pietuvinät pie detalas elektroda galu (2 - 3 mm), uzgaidiet kad augstfrekvences ierīce HF aizdedzinās loku un, kamēr loks ir aizdedzināts, izveidojiet uz detalas kausējuma vannu un turpiniet metināt gar savienojumam.
Gadijumā, ja loka aizdedzināšanas laikā rodas grūtības, neskatoties uz to, ka tika pārbaudīta gāzes klātbūtne un ir redzamas HF augstfrekvences izlādes, neturpiniet veikt šo procedūru, lai nepakjautu elektrodu HF augstfrekvences izlāžu iedarbībai, un pārbaudiet elektroda gala virsmas integritāti un formu, nepieciešamības gadījumā apstrādājot to uz abrazīvas ripas. Cikla beigās strāva pazūd saskaņa ar uzstādīto rimšanas likni.
LIFT loka aizdedzināšana:
Elektriskā loka aizdedzināśanas notiek attālinot volframa elektrodu no metināmās detalas. Šāds aizdedzināśanas veids ľauj samazināt elektrisko izstarojumu radītos traucējumus un samazina fīdz minimumam volframa piemaisījumus un elektroda nodilumu.
Darba procedūra:
Pieslejiet elektroda galu pie detaljas un viegli piespiediet. Nospiediet fīdz galam degla pogu un paceliet elektrodu uz 2-3mm augstumu pēc nelielas aizkaves, rezultātā tiks aizdedzināts loks. Sākumā metināšanas aparāts emitē | strāvu, pēc brīza tiek emitēta uzstādītā metināšanas strāva. Cikla belgās strāva pazūd saskaņa ar uzstādīto rimšanas ifkni.
6.1.2 Līdzstrāvas TIG DC metināšana
TIG DC līdzstrāvas metināšana ir piemērota visiem mazleģēta vai augstleģēta oglekļa tērauda tipiem, kā arī smagajiem metāliem, varam, niķelim, titānam un to sakausējumiem.
TIG DC līdzstrāvas metināšanas laikā, kad elektrods ir pievienots pie negatīvā pola (-), parasti tiek izmantots elektrods ar 2% torija (sarkana svītra) vai elektrods ar 2% cērija (pelēka svītra).
Volframa elektrods ir aksiäli jäuzasina ar abrazīvas ripas palidzību, skatiet ATT. L, nodrošinot, lai tas gals būtu pilnīgi koncentrisks, lai izvairītos no loka novirzes. Ir svarīgi slīpēt elektrodu gareniski tā virsmai. Šī operācija ir periodiski jāatkārto, tās biežums ir atkarīgs no lietośanas veida un no elektroda nodiluma, kā arī tā jāveic, kad elektrods kļūst netīrs, uz tā izveidojas oksīds vai ja elektrods tika nepareizi izmantots.
6.1.3 TIG AC metināšana (ja tā ir paredzēta)
Šis metināšanas tips ľauj metināt tādus metālus kā alumīnijs un magnēzijs, uz kuru virsmām izveidojas aizsargājošs un izolējošs oksīds. Invertējot metināšanas strāvas polaritāti tiek panākta oksīda virsejā slāna "pīršana", pateicolties mehānismam, ko sauc par "jonu smilštrūklošanu". Voiframa elektroda spriegums pamīšus ir pozitīvs (EP) un negatīvs (EN). EP posma gaitā oksīds tiek noņemts no virsmas ("tīrīšana" vai "kodināšana"), Jaujot izveidot vannu. EN posma gaitā notiek maksimālā siltuma pieplūde detaljai, kas ľauj metināt. Ir iespējams mainīt AC mainstrāvas režima līdzsvaru, kas ľauj samazināt EP strāvas laiku līdz minimumam, nodrošinot ātrāku metināšanu.
Lielākas līdzsvara vērtības nodrošina ātrāku metināšanu, lielāku penetrāciju, koncentrētāku loku, šaurāku metināšanas vannu un ierobežotu elektroda uzsildīšanu. Mazākas vērtības nodrošina tīrāku detaju. Pārāk zemas līdzsvara vērtības izmantošana izraisa loka un dezoksidētas dajas paplašināšanos, elektroda pārkarsēšanu ar turpmāku sfēras izveidošanos uz tā gala, kas sarežģī aizdedzi un sabojā loka vērsumu. Pārāk augstas līdzsvara vērtības izmantošana izraisa "netīru" metināšanas vannu ar tumšiem piemaisījumiem.
Tabulā (TAB. 4) ir rezumētas ĀC mainštrāvas metināšanas parametru mainīšanas sekas.
Turklāt, ir jāievēro norādījumi, kuri attiecas uz metināšanas metodi.
Tabulā (TAB. 3) ir norādīti aptuveni dati alumīnija metināšanai; piemērotākais elektrods ir tīra volframa elektrods (zaļa svītra).
- Noregulējiet metināšanas strāvu uz vēlamo vērtību ar roktura palīdzību; nepieciešamības gadījumā metināšanas laikā noregulējiet reālu nepieciešamu siltuma pieplūdi.
- Nospiediet degla pogu, lai pārbaudītu, vai gāze pareizi izplūst no degla; nepieciešamības gadījumā noregulējiet gāzes iepriekšējas padeves (pre-gas) un papildus padeves (post-gas) ilgumu; ilgums tiek regulēts atbilstoši darba apstākjiem; jāņem vērā tas, ka papildus gāzes padeves aizkavei jābūt tādai, pēc metināšanas ľautu elektrodam un vannai atdzist bez nonākšanas saskarē ar atmosfēru (oksidēšanas un piesārnošanas risks).
TIG režims ar 2T secību:
- Pilnīgi nospiežot degla pogu (P.T.), tiek aizdedzināts loks ar Istrāvu. Pēc tam strāva palielinās saskaṇā ar SĀKUMA LĪKNES funkciju līdz metināšanas strāvas vērtībai.
- Lai pärtrauktu metināšanu, atlaidiet degla pogu, rezultātā strāvas padeve tiks pakāpeniski pärtraukta (ja ir ieslēgta SAKUMA LīKNES funkcija), vai loks tiks nekavējoties izslēgts un tiks uzsākta papildus gāzes padeve.
TIG režims ar 4T secību:
- Pēc pirmās pogas nospiešanas tiek aizdedzināts loks ar I strāvu. Atlaižot pogu, strāva palielinās saskaņā ar SĀKUMA LĪKNES funkciju līdz metināšanas strāvai; šī vērtība tiek uzturēta arī pēc pogas atlaišanas. Pēc atkārtotas pogas nospiešanas strāva samazinās saskaņā ar BEIGU LĪKNES funkciju līdz I strāvai. Šī strāva
saglabājas līdz pogas atlaišanai, kas izbeidz metināšanas ciklu un uzsāk papildus gāzes padeves fāzi. Ja poga tiek atlaiista BEIGU LĪKNES funkcijas laikā, metināšanas cikls tiek nekavējoties pārtraukts un sākas papildus gāzes padeves fāze.
TIG režims ar 4T secibu un BI-LEVEL:
- Pēc pirmās pogas nospiešanas tiek aizdedzināts loks ar I strāvu. Atlaižot pogu, strāva palielinās saskaņā ar SĀKUMA LĪKNES funkciju līdz metināšanas strāvai; šī vērtība tiek uzturēta arī pēc pogas atlaišanas. Pēc katras nākošas pogas nospiešanas (aizkavei starp nospiešanu un atlaišanu jābūt nelielai), strāva pārsīdzas starp iestaṭīto parametra BI-LEVEL I, vērtību un pamatstrāvas I, vērtību. - Nospiežot un turo pog ulgāku laiku, strāva samazinās saskaņā ar BEIGU LĪKNES funkciju līdz I _eug strāvai. Šī strāva saglabājas līdz pogas atlaišanai, kas izbeidz metināšanas ciklu un uzsāk papildus gāzes padeves fāzi. Ja poga tiek atlaista BEIGU LĪKNES funkcijas laikā, metināšanas cikls tiek nekavējoties pārtraukts un sākas papildus gāzes padeves fāze (ATT. M).
Režims TIG SPOT un TIG THIN SPOT
- Metināšana tiek veikta, turot degla pogu nospiestu, līdz ir sasniegts iepriekš iestaṭītais laiks (punktmetināšanas laiks).
6.2 MMA METINĀŠANA
- Ir obligāti jāievēro elektrodu ražotāja noradījumi par pareizu elektroda polaritāti un optimālu metināšanas strāvu (parasti šos noradījumus var atrast uz elektrodu iepakojuma).
- Metināšanas strāva ir atkarīga no izmantojama elektroda diametra un no savienojuma tipa, kurš ir jāizpilda; zemāk ir informācija par izmantojamo strāvu dažāda diametra elektrodiem:
| Elektroda ∅ (mm) | Metināšanas strāva (A) | |
| Min. | Maks. | |
| 1.6 | 25 | 50 |
| 2 | 40 | 80 |
| 2.5 | 60 | 110 |
| 3.2 | 80 | 160 |
| 4 | 120 | 200 |
| 5 | 150 | 280 |
| 6 | 200 | 350 |
- Nemiet vērā, ka vienāda diametra elektrodiem paaugstināta strāva tiek izmantota horizontālai metināšanai, bet vertikālai metināšanai un metināšanai virs metinātājam izmanto zemāku strāvu.
- Metināta savienojuma mehāniskais raksturojums ir atkarīgs ne tikai no izvēlētas strāvas intensitātes, bet arī no citiim metināšanas parametriem, tādiem kā loka garums, metināšanas ātrums un izvietojums, elektrodu diametrus un kvalitāle (elektrodus nedrīkst glabāt mitrās telpās, tie ir jāglabā atbilstošajos iepakojumos vai konteineros).
- Metināšanas raksturojumi ir atkarīgi arī no metināšanas aparāta ARC-FORCE vērlības (dinamisks darba režīms). Šo parametru var uzstādīt no pulls vai no tālvadības pults ar 2 potenciometriem.
- Némiet vērā, ka uzstādot ARC-FORCE parametra augstas vērtības tiek panākta lielāka penetrācija un tas jauj metināt jebkurā pozīclijā, parasti izmantojot bāziskos elektrodus, savukārt, ARC-FORCE zemas vērtības dod mīkstāku loku, tas neveido šļakatas, kuras ir raksturīgas rutila elektrodiem.
Turklāt, metināšanas aparāts ir aprīkots ar HOT START un ANTI STICK ierīcēm, kuras nodrošina vieglu loka aizdedzi un aizsardzību pret elektroda pielipšanu pie detaljas.
- Turot masku SEJAS PRIEKŠA, paberziet metināmo detalju ar elektroda galu it kā jūs vēlētos aizdedzināt sērkocinu; tas ir vispareizākais veids kā var dabūt loku.
UZMANĪBU: NEDAUZIET elektrodu pret metināmo priekšmetu; pastāv risks, ka segums var sabojāties, līdz ar ko būs grūti dabūt loku.
- Pēc loka dabūšanas cenšaties turēt elektrodu noteiktā attālumā no konstrukcijas, kas ir vienāds ar izmantojama elektroda diametru un metināšanas laikā mēginiet saglabāt šo distanci nemainīgu; atcerieties, ka elektroda slīpumam uz tās kustības pusi jābūt vienādam ar apmēram 20-30 grādiem.
- Metinātas šuves beigās pārvietojiet elektroda galu mazliet atpakal, pretēji tā kustības virzienam, lai tas būtu virs loka krātera, lai to uzpildītu, pēc tam ātri paceliet elektrodu no kausējuma vannas, lai pārtrauktu loku (METINĀTAS ŠUVES IZSKATS - ATT. N).
7. TEHNISKÄ APKOPE
UZMANIBU! PIRMS TEHNISKAS APKOPES VEIKŠANAS PÄRLIECINIETIES, KA METINĂŠANAS APARĂTS IR IZSLĖGTS UN ATSLĖGTS NO BAROŠANAS TIKLA.
7.1 PARASTA TEHNISKÄ APKOPE
PARASTO TEHNISKO APKOPI VAR VEIKT OPERATORS.
7.1.1 DEGLA TEHNISKÄ APKOPE
- Neatbalstiet degli un tā vadu pret karstām dalām; tas var izraisīt izolācijas materiāla kausēšanu, līdz ar ko deglis ātri izies no ierindas.
- Periodiski pārbaudiet cauruļu un gāzes savienojumu hermētiskumu.
- Akurāti savienojiet elektrodā turētāju un turētājā patronu ar elektrodu, kura diametrs tika izvēlēts tā, lai izvairītos no pārkarsējuma, gāzes sliktas izplātišanas, kas var klūt par iemeslu ierīces sliktai darbībai.
- Pirms katras izmantošanas pārbaudiet degla uzgaļa daļu nodiluma pakāpi un montāžas pareizību: sprausla, elektrods, elektroda turētājs, gāzes smidzinātājs.
7.2 ĀRKĀRTAS TEHNISKĀ APKOPE
ÄRKÄRTAS TEHNISKO APKOPI VAR VEIKT TIKAI PIEREDZËJUŠAIS VAI KVALIFICËTAIS PERSONÄLS, KURAM IR ZINÄŠANAS ELEKTRÏBAS UN MEHÄNIKAS JOMÄ UN SASKANÄ AR TEHNISKO NORMU IEC/EN 60974-4.
UZMANĪBU! PIRMS METINĀŠANAS APARĀTA PANELU NONEMŠANAS UN TUVOŠANOSIEKŠEJAIDALAJI PĀRLIECINIETIES, KAMETINĀŠANAS APARĀTS IR IZSLĒGTS UN ATSLĒGTS NO BAROŠANAS TĪKLA.
Veicot pārbaudes kad metināšanas aparāta iekšējas daļas atrodas zem sprieguma var iegūt smagu elektrošoku pieskaroties pie zem spriegojuma esošajām detalām un/vai var ievainoties, pieskaroties pie kustīgām daļām.
- Periodiski, biežums ir atkarīgs no ekspluatācijas režīma un apkārtējas vides piesārņojuma, pārbaudiet metināšanas aparāta iekšējo daju un notīriet uz elektroniskajām platēm esošos puteklus ar loti mīkstas birstes un piemērotu škīdinātāju palīdzību.
- Laiku på laikam pärbaudiet, vai elektriskie savienojumi ir labi pieskrūvēti, un ka uz vadu izolācijas nav bojājumu.
- Kad visas augstāk aprakstīlas operācijas ir paveiktas, uzstādiet metināšanas aparāta panelus atpakal un pieskrūvējiet līdz galam fiksācijas skrūves.
- Ir kategoriski aizliegts veikt metināšanas operācijas, kad metināšanas aparāts atrodas alvērtā stāvoklī.
- Pēc tehniskās apkopes vai remonta veikšanas pievienojiet savienojumus un kabelus, kā tie bija sākotnēji pievienoti, sekojot tam, lai tie nenonāktu saskarē ar kustīgajām dalām vai dalām, kuru temperatūra var būtiski palielināties. Piestipriniet visus vadus ar savilcējiem, kā tie bija sākotnēji piestiprināti, sekojot tam, lai primārā kontūra augsts prepuguma savienojumi būtu pienācīgi atdalīti no sekundārā kontūra zemspreguma savienojumiem. Metāla konstrukcijas aizvērsanai uzstādiet atpakal visas paplāksnes un skrüves.
8. IESPĒJAMO PROBLĒMU RISINĀŠANA
GADÍJUMÁ JA METINÄŠANAS APARÁTA DARBÍBA IR NEAPMIERINOŠA, PIRMS PAMATÍGÁKU PÁRBAUŽU VEIKŠANAS UN PIRMS GRIEZTIES TEHNISKÁS APKOPES CENTRÃ, PÁRBAUDIET SEKOJOŠO:
- Pärbaudiet, ka ar potenciometra ar graduēto Ampēra skalu palīdzību noregulēta metināšanas strāva atbilst izmantojama elektroda diametram un tipam.
- Kad galvenais slēdzis ir pozīcijā "ON" jāiedegas attiecīgai lampiņai; ja tas nenotiek, problēma parasti ir barošanas līnijā (vadi, rozete un/vai kontaktdakša, drošinātāji utt.).
- Pärbaudiet, ka nav ieslēgta dzeltena LED lampiņa, kas nozīmē, ka ir iedarbojusies termiskā aizsargierīce pārspreguma, sprieguma iztrūkuma vai kēdes īsslēguma dēļ.
- Pärliecinieties, ka tiek ŋnnta vērā atskaite par nominālo emitētspēju; gadījumā, ja ir iedarbojusies termostatiskā aizsardzība uzgaidiet, kamēr mašīna pali aldzisīs, pārbaudiet ventilatora darbderīgumu.
- Pärbaudiet līnijas spriegumu: ja tā vērtība ir pārāk liela vai pārāk maza, tad metināšanas aparāts paliks blokētā stāvoklī.
- Pārbaudiet, vai už metināšanas aparāta izejas nav īsslēguma: ja ir īsslēgums, tad novērsiet tā cēloni.
- Pärbaudiet, vai metināšanas kontūra savienojumi ir izpildīti pareizi, it īpaši, ka strāvas atgriešanas vada spaile ir labi piestiprināta pie metināmās dajas, un ka starp tām nav izolējošo materiālu (piemēram, krāsas).
- Pärbaudiet, vai tiek izmantota pareiza aizsarggāze (99.5% Argons), un ka tā tiek izmantota pareizā daudzumā.
БЪЛГАРСКИ
СЪДЪРЖАНИЕ
cmp. cmp
-
ОБЩИ ПРАВИЛА ЗА БЕЗОПАСНОСТ ПРИ ДЪГОВО ЗАВАРЯВАНЕ.....115
-
УВОД И ОБЩО ОПИСАНИЕ ..... 116
2.1 УВОД....116
2.2 АКСЕСОАРИ ПО ЗАЯВКА (когато не са предвидени) 116
- ТЕХНИЧЕСКИ ДАННИ....116
3.1 ТАБЕЛА С ДАННИ 116
3.2 ДРУГИ ТЕХНИЧЕСКИ ДАННИ....116
- ОПИСАНИЕ НА ЕЛЕКТРОЖЕНА....116
4.1 БЛОК - СХЕМА 116
4.2 УРЕДИ ЗА КОНТРОЛ, РЕГУЛИРАНЕ И СВЪРЗВАНЕ....116
4.2.1 Заден панел (ФИГ. С) 116
4.2.2 Преден панел ФИГ. D 116
- ИНСТАЛИРАНЕ ....117
Ražotājs garantē mašinu labu darbspēju un apnemas bez maksas nomainit detaljas, kuras nodilst materiāla sliktas kvalitātes dēj vai ražošanas defektu dēj 12 mēnešu laikā kopš sertifikātā norādīta mašinas ekspluatācijas sākuma datuma. Alpakaj nosūtāmas mašīnas, pat lo garantijas laikā, ir jānosūla saskaņa ar FRANKO-OSTA noteikumiem un ražotājs tās atgriezis uz NORĀDĪTO OSTU. Minētie nosacījumi neattliecas uz mašīnām, kuras saskaņa ar Eiropas direktīvu 1999/44/EC tiek uzskatītas par patēriņa preci, bet tikai gadījumā, ja tās tiek pārdotas ES dalībvalstīs. Garantijas sertifikāts its spēkā tikai kopā ar kases Čeku vai vadazdīmi. Garantija neattliecas uz gadījumiem, kad bojājumi ir radusīes nepareizās izmantošanas, noteikumu neievērošanas vai nolaidības dēj. Turklát, šajā gadījumā ražotājs noņem jebkādu atbildību par tiešajiem un netiešajiem zaudējumiem.




