
Infinity 225 954556 - заваръчна машина Telwin - Безплатно ръководство за потребителя
Намерете безплатно ръководството на устройството Infinity 225 954556 Telwin в PDF формат.
| Тип продукт | Заваръчен апарат с инвертор TIG/MMA |
| Марка | Telwin |
| Модел | Infinity 225 954556 |
| Заваръчни процеси | TIG DC/AC (HF/LIFT), MMA |
| Заваръчен ток TIG | 5 - 225 A |
| Заваръчен ток MMA | 10 - 225 A |
| Захранване | 230 V еднофазно (или 400 V трифазно в зависимост от версията) |
| Честота | 50/60 Hz |
| Клас на защита | IP21S (приблизително) |
| Тегло | Около 12 kg (приблизително) |
| Размери (Д x Ш x В) | Не са посочени |
| TIG функции | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, импулсен, Easy Pulse, начални/крайни наклони, пред/след газ, AC баланс, честота |
| MMA функции | Hot Start, Arc Force, Anti Stick, VRD |
| Включени аксесоари | Заваръчни и връщащи кабели, електрододържател, TIG горелка (според версията) |
| Опционални аксесоари | Дистанционно управление (1 или 2 потенциометъра, педал), TIG горелка с потенциометър, MMA комплект, TIG комплект, количка America, адаптер за аргонов бутил, редуктор на налягане |
| Безопасност | Термична защита, пренапрежение/недостатъчно напрежение, VRD, аларми AL.1-AL.8 |
| Охлаждане | Вътрешен вентилатор |
| Редовна поддръжка | Почистване на прах със сгъстен въздух, проверка на горелка и връзки, контрол на газонепроницаемостта |
| Ремонтопригодност | Резервни части налични чрез сервиз Telwin, ремонт от квалифициран персонал |
| Стандарти | EN 60974-9, IEC/EN 61000-3-11, IEC/EN 61000-3-12 |
Често задавани въпроси - Infinity 225 954556 Telwin
Въпроси на потребители за Infinity 225 954556 Telwin
0 въпрос за това устройство. Отговорете на тези, които знаете, или задайте свой въпрос.
Задайте нов въпрос за това устройство
Изтеглете инструкциите за вашия заваръчна машина в PDF формат безплатно! Намерете ръководството си Infinity 225 954556 - Telwin и вземете отново електронното си устройство в ръце. На тази страница са публикувани всички документи, необходими за използването на вашето устройство. Infinity 225 954556 на марката Telwin.
РЪКОВОДСТВО ЗА ПОТРЕБИТЕЛЯ Infinity 225 954556 Telwin
(BG) Професионални инверторни електрожени за заваряване ВИГ (TIG) (DC) (AC/DC) HF/LIFT, MMA.
(PL) Profesjonalne spawarki inwerterowe TIG (DC) (AC/DC) HF/LIFT, MMA.
5.1.1 Съединяване на изходен кабел - щипка (Фиг. Е) 117
5.1.2 Съединяване на заваръчния кабел - ръкохватка за
електроди (Фиг. F)......117
5.3.1 Вилка и контакт за включване 117
5.4 СВЪРЗВАНЕ НА ЗАВАРЪЧНАТА СИСТЕМА....118
5.4.1 Заваряване ВИГ(TIG)....118
5.4.2 Заваряване ММА....118
- ЗАВАРЯВАНЕ: ОПИСАНИЕ НА ПРОЦЕДУРАТА .....118
6.1 TIG (ВИГ) ЗАВАРЯВАНЕ 118
6.1.1 Запалване HF и LIFT 118
6.1.3 Заваряване ВИГ (TIG) АС (ако е предвидено) 118
6.1.4 Изпълнение....118
6.2 ЗАВАРЯВАНЕ ММА 119
6.2.1 Изпълнение: 119
- ПОДДРЪЖКА....119
7.1 ОБИКНОВЕННА ПОДДРЪЖКА....119
7.1.1 ПОДДРЪЖКА НА ГОРЕЛКАТА....119
7.2 ИЗВЪНРЕДНА ПОДДРЪЖКА....119
- ОТКРИВАНЕ НА ПОВРЕДИ....119
ИНВЕРТОРНИ ЕЛЕКТРОЖЕНИ ЗА ВИГ (TIG) И ММА ЗАВАРЯВАНЕ, ПРЕДНАЗНАЧЕНИ ЗА ПРОМИШЛЕНА И ПРОФЕСИОНАЛНА УПОТРЕБА
Забележка: В текста, който следва, ще бъде използван термина "електрожен".
- ОБЩИ ПРАВИЛА ЗА БЕЗОПАСНОСТ ПРИ ДЪГОВО ЗАВАРЯВАНЕ.
Електроженистът трябва да бъде достатъчно осведомен за безопас употреба на електрожена и информиран за евентуалните рискове, свързани с методите на дъгово заваряване, както и със съответните мерки за безопасност и действие в критични ситуации.
(Прилагайте също така норма "EN 60974-9: Апаратура за дъгово заваряване. Част 9: Инсталиране и употреба").

- Избягвайте директен контакт със заваръчната система; напрежението при празен ход, създавано от генератора, може да бъде опасно при някои обстоятелства.
- Свързването на заваръчните кабели, операциите за контрол и ремо трябва да се извършват само при изгасен и изключен от електрическата мрежа електрожен.
- Изгасете електрожена и го изключете от захранващата мрежа, преди да смените захабени части върху горелката.
- Електрическата инсталация трябва да бъде направена съгласно действащите норми и действащите закони за предпазване от т злополуки.
- Електроженът трябва да бъде свързан със захранващата електрическа система с нулев заземен проводник.
- Проверете, дали контактът за електрическото захранване е правилно заземен.
- Да не се използва електрожена във влажна и мокра среда и повреме на дъжд.
- Да не се използват кабели с повредена изолация или разхлабени връзки.

- Да не се заварява върху контейнери, съдове или тръбопроводи, които съдържат или са съдържали запалими течни или газообразни вещества.
- Да се избягва работа с материали, почистени с разтворители, съдържащи хлор или работа в близост до споменатите вещества.
- Да не се заварява върху съдове под налягане.
- Да се поставят далеч от работното място, всякакви лесно запалими предмети (например: дърво, хартия, парцали и др.).
- Да се подсигури подходящо проветрение или вентилация, които да позволяват отвеждането на пушеците, излизаци от дъгата. Проверяването да става според състава на пушека, концентрацията и престоя в такава среда.
- Дръжте бутилката далеч от източници на топлина и слънчеви лъчи (ако се използват такива).




- Подсигуреге подходяща електрическа изолация спрямо горелката, обработвания детайл и евентуални заземени метални части, поставени в близост (достъпни).
Това обикновено се постига като се носят ръкавици, обувки, шапку облекло, предвидено за целта и посредством изолационни пътечки и килимчета.
- Предпазвайте винаги очите със специални филтри съответстващи на стандарт UNI EN 169 или UNI EN 379, монтирани на маски и каски съответстващи на стандарт UNI EN 175.
Използвайте подходящо предпазно негоримо облекло (съответстващо на стандарт UNI EN 11611) и ръкавици за заваряване (съответстващи на стандарт UNI EN 12477) като избягвате да излагате кожата на въздествито на ултравиолетовите и инфра червени лъчи, които се образуват от дъгата; трябва да се вземат и по-обширни предназни мерки за други лица, които се намират в близост до дъгата чрез екрани или завеси, които възпрепятстват отразяването.
- Образуван шум: Ако поради особено интензивни заваръчни операций се достигне ниво на лична ежедневна експозиция (LEPd) равна или по-голяма на 85 dB(A), става задължителна употребата на подходящи
Преминаването на заваръчен ток предизвиква появата на електромагнитни полета (EMF), които са локализирани около заваръчната система.
Електромагнитните полета могат да взаимодействат с някои медицински апаратури (напр. пейс-мейкъри, респиратори, метални протези и т.н.).
Трябва да се вземат нужните предпазни мерки за притежателите на такива апарати. Например да се забрани достъпът до зоната, където се използва заваръчният апарат.
Този заваръчен апарат отговаря на изискванията на техническите стандарти за продукт, който се използва единствено в промишлена среда и с професионални цели. Не се гарантира съответствие с основните базови граници на експозиция на хора на електромагнитни полета в домашна среда.
Операторът трябва да използва следните процедури, така че да се намали експозицията на електромагнитни полета:
- Фиксирайте заедно, колкото може по-близо двата заваръчни кабела.
- Стремете се главата и тялото да бъдат възможно по-далече от заваръчната система.
- Не увивайте никога около тялото заваръчните кабели. ОВИДа не се застава вътре в заваръчна система, за да се заварява. Двата кабела да се държат от една и съща страна на тялото.
- Свържете изходния кабел на заваръчния ток към детайла за заваряване, възможно най-близо до обработваното съединение.
- Не заварявайте близо до заваръчния апарат, седнали и облегнати на него (минимално разстояние: 50cm).
- Не оставяйте феромагнитни предмети в близост до заваръчната система.
- Минимално разстояние d= 20cm (ФИГ. О).

- Апаратура от клас А:
Този заваръчен апарат отговаря на изискванията на техническите стандарти за продукт, който се използва в единствено в промишлена среда и с професионални цели. Не се гарантира негового съответствие с електромагнитната съвместимост в жилищни сгради и на тези, които са свързани директно към захранваща мрежа с ниско напрежение, която захранва жилищните сгради.

ДОПЪЛНИТЕЛНИ ПРЕДПАЗНИ МЕРКИ
- При наличието на запалими материали или експлозиви.
ТРЯБВА предварително да бъдат преценени рисковете от "Отговорно експертно лице" и заварянето да се извършва в присъствието на подготовени за действие в критични ситуации специалисти.
ТРЯБВА да бъдат възприети техническите средства за безопасност, описани в 7.10; А.8; А.10. на норма "EN 60974-9: Апаратура за дъговс заваряване. Част 9: Инсталиране и употреба".
КИ ТРЯБВА да бъде забранено заваряването на работник над земята, повдигането над земята и заваряването може да бъде извършвано чрез специална осигурителна платформа.
- НАПРЕЖЕНИЕ МЕЖДУ РЬКОХВАТКИТЕ ЗА ЕЛЕКТРОДИ ИЛИ ГОРЕЛКИТЕ: при работа с няколко електрожена върху един и същи детайл или върху части от детайли, електрически съединени помежду си, може да възникне опасно натрупване на напрежение между две ръкохватки за електроди или горелки и то може двойно да надхвърли допустимите норми. Необходимо е експертно лице-координатор да извърши замерване с инструменти, за да прецени, дали съществува риск и дали да предприеме подходящи мерки за безопасност, както е посочено в 7.9 на норма "EN 60974-9: Апаратура за дъгово заваряване. Част 9: Инсталиране и употреба".

ДРУГИ РИСКОВЕ
- ПРЕОБРЬЩАНЕ: поставете електрожена върху равна хоризонтална повърхност, със съответната товароустойчивост; в противен случай (например: при наклонен или неравен под и т.н.) съществува опасност от преобръщане.
- НЕХАРАКТЕРНА УПОТРЕБА: опасно е да се използва електрожена, за друг тип работа, за която той не е предназначен (например: размразяване на тръбопроводи на хидравличната мрежа).
- Забранено е да се използва ръкохватката като средство за окачване на заваръчния апарат.
2. УВОД И ОБЩО ОПИСАНИЕ
2.1 УВОД
Този електрожен е източник на ток при дъгового заваряване, специално създаден за изпълние на TIG (ВИГ) заваряване (DC) (AC/DC) със запалване HF или LIFT на дъгата и MMA заваряване на обмазани електроди (рутилови, с киселинна обмазка или базични).
Специфичните характеристики на този електрожен (INVERTER) като висока скорост и прецизност на регулирането, осигуряват отлично качество на заваряването.
Регулирането със системата "инвертер", на входа на захранващата линия (първична), определя освен това драстично намаление на обема, както на трансформатора, така и на съпротивлението за изравняване, което позволява създаването на електрожен с малко тегло и обем, лесен за преместване и транспортиране.
2.2 АКСЕСОАРИ ПО ЗАЯВКА (когато не са предвидени)
- Кит за заваряване ММА.
- Кит за заваряване ВИГ (TIG).
- Редуктор за налягането.
- Горелка за ВИГ (TIG) заваряване.
- Заваръчни маски с фотосоларен елемент: с постоянен филтър или с регулиращ се филтър.
- Изходен кабел за заваръчния ток, допълнен с щипка маса.
- Ръчно дистанционно управление с 1 потенциометър
- Ръчно дистанционно управление с 2 потенциометъра.
- Съединение за газта и тръбата за газта за свързване с бутилката Аргон.
- Горелка ВИГ (TIG) с потенциометър.
-Количка AMERICA
3. ТЕХНИЧЕСКИ ДАННИ
3.1 ТАБЕЛА С ДАННИ
Основните данни, свързани с употребата и работата на електрожена, са обобщени в табелата с техническите характеристики със следните значения:
Фиг.А
1- Степен на безопасност на структурата.
2- Символ за захранващата линия:
1\~: променливо монафазно напрежение:
3- Символ S : показва, че могат да бъдат изпълнени операции по заваряване в среда с висок риск от токов удар (например в голяма близост до големи метални маси).
4- Символ за предвидения метод на заваряване.
5- Символ за вътрешната структура на електрожена.
6- ЕВРОПЕЙСКА норма, на която отговаря безопасността на работа и производството на машини за дъгово заваряване..
7- Регистрационен номер, който служи за индентификация на електрожена (необходим при техническите прегледи, при подмяна на части и установяване на произхода на продукта).
8- Параметри на заваръчната система:
- I 2 /U 2 :Tok и отговарящото нормализирано напрежение, които могат да бъдат отделяни от машината при заваряване.
- X: Отношение на прекъсване: показва времето, през което може да отделя съответния ток (същата колона). Изразява се в %, на основата на цикъл от 10 минути (например: 60% = 6 минути работа, 4 почивка; и т.н.).
В случай, че параметрите на употреба (предвидени при 40°C за работната среда), бъдат превишени, термичната защита се задейства (електроженът се намира в "почивка" stand-by режим, до като неговата температура се нормализира в допустимите граници).
- AV-A/V : Показва гамата за регулиране на заваръчния ток (минимално - максимально) за съответното напрежение на дъгата.
9- Данни, свързани с характеристиката на захранвашата линия:
- U _1 : променливо напрежение и честота на захранване на електрожена (допустими граници ± 10%):
- I : максимален ток, поглъщан от линията.
- I : ефикасен ток за захранване.
10- : Стойност на инерционните предпазители, които трябва да се предвидят, за да се осигури безопасното функциониране на линията.
11- Символи, които се отнасят до нормите за безопасност, чието значение е описано в глава 1 "Общи правила за безопасност при дъговото заваряване".
Забележка: Така представената табела с технически характеристики показва значението на символите и цифRITE; точните стойности на техническите параметри на електрожена трябва да бъдат проверени директно от неговата табела.
3.2 ДРУГИ ТЕХНИЧЕСКИ ДАННИ
- ЕЛЕКТРОЖЕН: виж таблица 1 (ТАБ.1).
- ГОРЕЛКА: виж табела 2 (ТАБ.2).
Масата на електрожена е отразена в таблица 1 (ТАБ.1).
4. ОПИСАНИЕ НА ЕЛЕКТРОЖЕНА
4.1 БЛОК - СХЕМА
Този електрожен се състои преди всичко от силови блокове, изпълнени във вид на печатни и оптимизирани платки, за обезпечаване на максимальна надежност и малка техническа поддръжка.
Този електрожен се контролира от един микропроцесор, който позволява да се зададат голям брой параметри, за да се позволи оптимално заваряване при всякакви
условия и върху всеки материал. За пълното използване на характеристиките е необходимо обаче, да се познават оперативните възможности на апарата.
(ФИГ. В)
1- Вход на захранващата трифазна линия, група токоизправител и кондензатори за изравняване на нивото.
2- Основен управляващ транзисторен мост (IGBT) и драйвери; приема постоянното напрежение от линията и го преобразува в променливо напрежение с висока честота, а също така регулира мощността в зависимости от тока/напрежението, необходими за заваряването.
3- Високочестотен трансформатор: на първичната намотка се подава преобразувано напрежение от блок 2; неговата функция се състои в това да адаптира тока и напрежението до необходимите стойности за извършване на дъгово заваряване и едновременно да изолира галванически заваръчната система от захранващата линия.
4- Вторичен токоизправителен мост с изравняваща индуктивност: превръща променливото напрежение/ток от вторичната намотка в постоянен ток/напрежение с много ниски колебания.
5- Суич мост с транзистори (IGBT) и драйвери; трансформира изходния ток във вторичната верига от постоянен ток (DC) в променлив (AC) за ВИГ (TIG AC) (ако има такъв).
6- Електроника за контрол и регулиране; контролира във всеки определен момент стойността на заваръчния ток и я съпоставя със зададената от оператора стойност; променя командните импулси на драйверите в суич моста с транзистори IGBT, които извършват регулирането.
7- Логика на контрола на функционирането на електрожена: задава циклите на заваряване, управлява възбудителите (задвижващите механизми), контролира системите за безопасност.
8- Панел за задаване и показване на параметрите и режимите на функциониране. 9- Генератор за запалване HF (ако има такъв).
10- Електроклапа за защитен газ EV (ако има такъв).
11- Вентилатор за охлаждане на електрожена.
12- Дистанционно регулиране.
4.2 УРЕДИ ЗА КОНТРОЛ, РЕГУЛИРАНЕ И СВЪРЗВАНЕ
4.2.1 Заден панел (ФИГ. С)
1- Главен прекъсвач O/OFF - I/ON.
2- Захранващ кабел (2П + 3 (Монофазен)), (3П + 3 (Трифазен)).
3- Съединение за свързване на тръбата за газ (редуктор за налягане на бутилката - заваръчен апарат) (ако има такъв).
4- Предпазител (ако има такъв)
5- Конекор на групата за охлаждане с вода (ако има такъв).
Възможно е да се приложи към заваръчния апарат, посредством специалния конектор с 14 полюса, който се намира на задната страна, 3 различни вида дистанционно управление. Всяко устройство бива разпознавано автоматично и позволява да се регулират следните параметри:
- Дистанционно управление с потенциометър: кato се завърти ръкохватката на потенциометъра се променя главния ток от минимални до максимальни стойности. Регулирането на главния ток става експлузивно с дистанционното управление.
стойността на тока се определя от позицията на педала. В режим ВИГ (TIG) 2T, освен това натискането на педала изпълнява действието на команда за старт за машината на мястото на бутона за горелката (ако е предвидено).
- Дистанционно управление с два потенциометъра:
първият потенциометър регулира главния ток. вторият потенциометър регулира друг параметър, който зависи от активния метод на заваряване. Като завъртите този потенциометър ще се покаже параметъра, който се променя (който не може да се контролира с ръкохватката от панела). Значението на втория потенциометър е: ARC FORCE ако е в режим ММА и ФИНАЛНА РАМПА, ако е в режим ВИГ (TIG).
Горелка ВИГ (TIG) с потенциометър.

С цел да се избегнат вътрешни повреди на заваръчния апарат,
потребителят е длъжен да използва адаптер за горелка с 5 полюса за всяка ГОРЕЛКА ВИГ (TIG) с потенциометър за регулиране върху корпуса.
4.2.2 Преден панел ФИГ. D
1- Положителен контакт за бърз достъп (+) за свързване на заваръчния кабел.
2- Отрицателен контакт за бърз достъп (-) за свързване на заваръчния кабел.
3- Конектор за свързване на кабела за бутона за горелката
4- Съединение за свързване на тръбата за газ на горелка ВИГ (TIG).
5-Команден панел:
5a. Бутон за задаване на вида заваряване (PROCESS).
Позволява да се избере желания процес:
- заваряване с обмазан електрод (ММА).
- заваряване ВИГ (TIG) със запалване на дъгата с висока честота (ВИГ (TIG) HF).
- LIFT заваряване ВИГ (TIG) с контактно запалване на дъгата (ВИГ (TIG) LIFT).
- DC — в режим ВИГ (TIG) показва заваряване с постоянен ток (DC).
- в режим ВИГ (TIG) показва заваряване с променлив ток (АС), ако е предвидено.
5b. Бутон за задаване на цикъла за заваряване ВИГ (TIG) (MODE).
Позволява избирането на начина на функциониране.
Кратко натискане:
- заваряването започва с натискането на бутона на горелката и приключва със спиране на натискането на бутона на горелката.
заваряването започва с натискането и спирането на натиска върху бутона на горелката и приключва, когато бутонът на горелката се натиска и отпуска повторно. - заваряването започва с натискането и отпускането на бутона на горелката. При всяко кратко натискане/пускане токът преминава от зададената стойност към стойността и обратно. Заваряването
приключва, когато бутонът се натисне и после се пусне за продължително предварително определено време.
- SPOT позволява изпълнението на точково заваряване с контрол на времето за продължителност на заваряването на дисплей (мигаща икона).
THIN SPOT - •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
Продължително натискане (PULSE):
PULSE
- 11 позволява пулсирането на тока (промяна на нивото) със задаване по избор на характерните параметри 12, 13
EASY PULSE
- 11 позволява пулсирането на тока с автоматично задаване на предварително определените стойности на характерните параметри


в зависимости от зададения ток (теси-стойности все пак могат да бъдат променени).
5с. Мултифункционална ръкохватка.
Във връзка с въможните настройки с бутоните позволява избора и регулирането на параметрите като показва зададената стойност на дисплея.
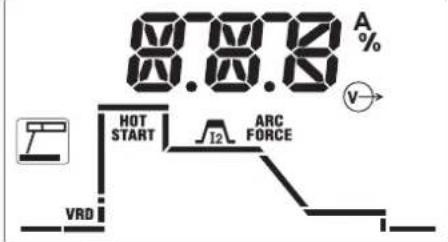
По-точно в ММА параметрите, които могат да се променят са:
text_image
87.87.8 A % HOT START 12 ARC FORCE V→ VRD- VRD активиране/деактивиране на устройството "Voltage Reduction Device" за безопасно начало ниско напрежение.
HOT START
- START начален свръхток (регулиране 0-100%) за оптимизиране на запалването на заваръчната дъга.
J2
- 12 главен заваръчен ток (изходен ток в Ампери).
ARC FORCE
- FORCE динамичен свръхток (регулиране 0-100%) за оптимизиране на плавността на заваряването и за предотвратяване на залепването на електрода.
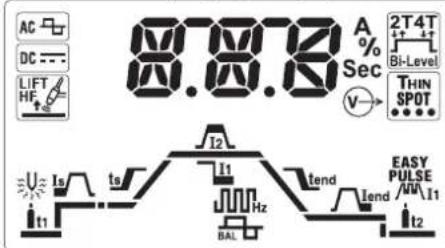
По - точно във ВИГ (TIG) параметрите, които могат да се променят са:
text_image
87.8.73 A % Sec V→ 2T4T Bi-Level THIN SPOT I2 I1 I1 I2 EASY PULSE I1 Bal tend tend t2- it1 време pre-gas за изтичане на защитен газ преди началото на заваряването (регулиране 0-10 секунди).
- начален ток, поддържан за определено време в 2T (50msec) и за време равно на поддържането на бутона натиснат в 4T (регулиране 0-100%).
- ts ^1 време за начална рампа на тока от стойност I do I _2 (регулиране 0.1-10 секунди). В OFF няма рампа.
N.B.: параметрите I, и T, могат да се променят дори и с дистанционно управление с педал, регулирането обаче трябва да се направи преди да се активира самата команда.
- главен заваръчен ток, в ИМПУЛСЕН режим и в режим Bi-Level представлява токът от най-високото ниво (изходен ток в Ампери).
- 11 базов ток, в ИМПУЛСЕН режим и в режим Bi-Level е стойността, която може да се редува с главната по време на заваряване (регулиране в Ампери).
- JOOH _14 честота на пулсация и за моделите AC/DC във ВИГ (TIG) AC представлява честотата на заваръчния ток (регулиране в Херцове (Hertz)).
процент на уравновесяване, в ИМПУЛСЕН режим е съотношението между времето, през което токът е на най-високото ниво и общия период на пулсиране; за модели АС/ДС във ВИГ (ТИ) АС представлява съотношението между времето с положителен ток и времето с отрицателен ток.
- време на краина рампа на тока от стойност I_2 до I_end (регулиране 0.1-10 секунди). В OFF няма рампа.
- краен ток, в 2T е поддържаният ток след крайната рампа, ако времето за рампа е по-голямо от нула, в 4T представлява поддържаният ток след крайната рампа за цялото време, през което бутонът на горелката остава натиснат.
- t2 време post-gas за изтичане на защитен газ от спирането на заваряването (регулиране 0-10 секунди).
- енергия за предварително затопляне, ако е предвидено, само за модели AC/DC във ВИГ (TIG) AC регулира предварителното затопляне на
електрода, за да улесни стартирането (регулиране 2.6-53 A*Sec). В OFF няма предварително нагряване.
Други указателни икони на дисплея:
- ALARM предупреждение за сигнализиране/аларма, обикновено в комбинация с код, посочен на дисплея, насочва вниманието към възможна автоматична аномалия/защита, която се е активирала в заваръчни апарат.
- термична защита, в комбинация с ALARM и код на дисплея, предупреждение за условия на достигане на границите на вътрешното нагряване.
- 📋 активен изход, показва наличието на напрежение (мощност активирана) в изходите на заваръчния апарат.
- дистанционно управление, показва свързване и активен контрол на дистанционното управление.
- курсор за положение, в 4T с по-ниска стойност от зададената показва настройването на минимален начален ток, който дава възможност да се види заваръчната дъга при натиснат бутон. Това позволява да се избере прецизно точката на стартиране на заваряването (ако началният ток се зададе извън определена граница, функцията се деактивира автоматично).
- (Default) фабрични параметри, показва настройката на всички параметри до определена полезна предварително определена стойност за обширна оперативност. Потребителят може да зададе по избор главния ток без
да нарушава другите автоматични настройки.
Във всеки един момент може да се активира отново това състояние, като се изключи и включи заваръчният апарат с бутона на мултифункционалната ръкохватка (ФИГ. D - 5с) - натиснат.
Съобщения, указащи апарма на алфанумеричния дисплей (ФИГ. D - 5d):
- AL.1 : задействане на термичната защита на първичната система (ако е предвидена).
- AL.2 : задействане на термичната защита на вторичната система.
- AL.3 : задействане на защитата за прекалено голямо напрежение на захранващата линия.
- AL.4 : задействане на защитата за прекалено ниско напрежение на захранващата линия.
AL.8: помощью напрежение извън диапазона.
Възстановяването е автоматично при отстраняването на причината за аларма.
5. ИНСТАЛИРАНЕ
Разопаковайте електрожена, извършете монтажа на отделените части, които се намират в опаковката.
5.1.1 Съединяване на изходен кабел - щипка (Фиг. Е)
5.1.2 Съединяване на заваръчния кабел - ръкохватка за електроди (Фиг. F)
Определете мястото за инсталиране на електрожена, така че там да няма препятствия пред съответния отвор за вход и изход на охлаждация въздух (засилена циркулация чрез вентилатор, ако има такъв); в същото време уверете се, че не се всмукват прашинки, корозивни изпарения, влага и т.н.
Поддържайте поне 250 mm свободно пространство около електрожена.
ВНИМАНИЕ! Поставете електрожена върху равна повърхност със съответната товаропоносимост, за да се избегне евентуално преобръщане или опасно преместване на машината.
5.3 СВЪРЗВАНЕ С МРЕЖАТА
- Преди да се извърши, каквото и да е електрическо свързване, проверете върху табелата с техническите характеристики върху електрожена, дали данните отговарят на напрежението и честотата на мрежата при мястото на инсталация.
- Електроженът трябва да бъде свързан единствено със захранваща система със занулен и заземен проводник.
- За да се гарантира безопасността при индиректен контакт, използвайте следните типове диференциални прекъсвачи:
- Тип А ( ) за монофазните машини;
- Тип В ( ) за трифазните машини.
- За да се удовлетворят изискванията на Стандарт EN 61000-3-11 (Flicker) се препоръчва заваръчният апарат да се свързва с точки на захранващата мрежа, които имат импеданс по-мальк от: Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Заваръчният апарат не се регулира от Стандарт IEC/EN 61000-3-12. Ако заваръчният апарат се свърже към обществена захранваща мрежа, техникът, извършващ инсталацията или потребителят е длъжен да провери, дали заваръчният апарат може да се свърже (ако е необходимо, консультирайте се с електроразпределителното дружество).
5.3.1 Вилка и контакт за включване
Свържете захранващия кабел с нормализирана вилка (2P + P.E) (1\~), (3P + P.E) (3\~) със съответната издръжливост и предвидете контакт за мрежата, снабден с предпазители или автоматичен прекъсвач; специалната заземяваща клема
трябва да бъде свързана със заземяващ проводник (жълто - зелен на цвят) на захранващата линия. Таблица (ТАБ.1) показа препоръчителните стойности, изразени в ампери, на инерционните предпазители на линията, избрани според максимальния номинален ток, предаващ се от електрожена и номиналното напряжение на захранване.

ВНИМАНИЕ! Неспазването на изложените по - горе правила, прави
неефикасна системата за безопасност, предвидена от производителя (клас 1), а това поражда сериозни рискове за хората (от токов удар) или за материални щети (напр. пожар и др.).
5.4 СВЪРЗВАНЕ НА ЗАВАРЪЧНАТА СИСТЕМА

ВНИМАНИЕ! ПРЕДИ ДА ИЗВЪРШИТЕ СЪОТВЕТНИТЕ СВЪРЗВАНИЦ,
Таблица (ТАБ.1) посочва препоръчителните стойности на заваръчните кабели (в mm²) в съответствие с максимальния ток, произвеждан от електрожена.
Свързване на горелката
- Вкарайте кабела за пренос на ток в съответната клема за бърз достъп (-) Свържете конектора с три полюса (бутон за горелката) в съоветния контакт. Свържете тръбата за газта на горелката със съответното съединение.
Свързване на изходния кабел на заваръчния ток
- Свързва се със заварявания детайл или с металлата маса, на която е поставен, колкото се може по близо до заваряваното съединение.
Този кабел трябва да се свърже с клема със символ (+).
Свързване с бутилката за газ.
- Завинтете редуктора за налягане върху клапата на бутилката за газ, поставете между тях специалния редуктор от комплекта с аксесоарите, когато се използва газ аргон или смес от Аргон.
- Включете входната тръба за газ към редуктора и стегнете с предоставената гривна.
- Развийте регулирация маншон на редуктора за налягане преди да отворите клапата на бутилката.
- Отворете бутилката и регулирайте количеството на газта (l/min) според ориентировъчните данни за съответната употреба, виж (ТАБ. 4); евентуални корекции на изтичането на газта могат да се извършват по време на заваряването като въздействате върху пръстена на редуктора за налягане.
Проверете непропускливостта на тръбите и съединенията.
ВНИМАНИЕ! Винаги затваряйте клапата на бутилката с газ, след приключите работа.
5.4.2 Заваряване ММА
Почти всички обмазани електроди се свързват с положителня полюс (+) на генератора; по изключение с отрицателния полюс (-) се свързват електродите с киселинна обмазка.
Свързване заваръчен кабел/ ръкохватка за електрода
В края на този кабел се намира специална клема, която служи за затягане на откритата част на електрода.
Този кабел се свързва с клема със символ (+).
Свързване на изходен кабел на заваръчен ток
Свързва се със заварявания детайл или с металлата маса, на която е поставен, колкото се може по - близо до заваряваното съединение.
Този кабел се свързва с клема със символ (-).
Препоръки:
- Завъртете докрай съединенията на заваръчните кабели в контакта за бърз достъп (ако има такъв), за да се получи отличен електрически контакт; в противен случай ще прегреят съединенията, а това ще доведе до бързото им повреждане и се загуба ефикасността им.
- Използвайте възможно по - къси заваръчни кабели.
- Избягвайте употребата на метални структури, които не са част от обработвания детайл, вместо изходния кабел за заваръчния ток; това не е безопасно, а освен това може да не даде добър резултат от заваряването.
6. ЗАВАРЯВАНЕ: ОПИСАНИЕ НА ПРОЦЕДУРАТА 6.1 ТІГ (ВИГ) ЗАВАРЯВАНЕ
TIG (ВИГ) заваряването е метод на заваряване, при който се използва топлината, произвеждана от електрическата дъга, която се запалва и поддържа между един нестопяем волфрамов електрод (Тунгстенов електрод) и заварявания детайл. Волфрамовия електрод (Тунгстенов електрод) се придържа от горелка, приспособена да предава заварчния ток и да предназва самия електрод и заваръчната вана от атмосферно окисление със струя инертен газ (обикновено Аргон: Аг 99.5%), който излиза от керамичния наконечник (ФИГ. G).
Наложително е, за постигане на добри резултати от заваряването да се използва точен диаметър на електрода и съответния ток (виж ТАБ. 3).
Нормалната издатина на електрода от керамичния наконечник е на 2 - 3 mm и може да достигне 8 mm при ъглово заваряване.
Заварката се получава чрез разтапяне на ръбовете на съединението. За тънки материали своевременно приготвени (до около 1mm) не е необходим допълнителен материал (ФИГ. Н).
За по - голяма дебелина са необходими пръчици със същия състав на основния материал и със съответния диаметър, със съответната подготовка на ръбовете (ФИГ. I).
Най - добре е , за постигане на добри резултати от заваряването, детайлите да бъдат грижливо почистени и да не са окислени, по тях да няма масло, мазнини или разтворители и т.н.
6.1.1 Запалване HF и LIFT
Запалване HF:
Запалването на електрическата дъга става без контакт между волфрамовия електрод (Тунгстенов електрод) и заварявания детайл чрез искра, породена от уред с висока честота.
При този начин на запалване няма включване на волфрамовия електорд (Тунгстенов електрод) в заваръчната вана, нито изхабяване на електрода, а се постига лесен старт във всички положения на заваряване.
Описание на процедурата:
Натиснете бутона на горелката като доближавате към детайла върха на електрода (2 - 3 mm), изчакайте запалването на дъгата чрез предаваните импулси HF и при запалена дъга, образувайте заваръчната вана върху детайла и продължете по дължина на съединението.
В случай че се срещнат затруднения при запалването на дъгата въпреки, че сте се уверили в наличието на газ и отделянето на HF, не излагайте прекалено дълго електрода на въздействието на HF, а проверете целостта на повърхността на електрода и съответсвигето на върха, евентуално можете до го заточите с точило. В края на цикъла тока се спира чрез предварително зададено стъпаловидно намаляне.
Запалване LIFT:
Запалването на електрическата дъга става чрез отдалечаване на волфрамовия електрод (Тунгстенов електрод) от заваряваното съединение. Такива начини на запалване създават по -малко електро - облаъчващи смущения и намаляват до минимум включването на волфрамовия електрод (Тунгстенов електрод) и изхабяваното на електрода.
Описание на процедурата:
Опрете върха на електрода върху детайла, с леко натискане. Натиснете докрай бутона на горелката и повдигнете електрода с 2 - 3 mm малко след това, така получавате запалването на дъгата. Електроженът в началото отдава ток, I_т (базов ток), малко след това започва да се отдава зададения заваръчен ток. В края на цикъла токът спира чрез стъпаловидно намаляне, предварително зададено.
Заваряването ВИГ(TIG) DC е подходящо за всички ниско легирани въглеродни стомани и за тежките метали, мед, никел, титаний и техните сплави. За заваряване ВИГ(TIG) DC с електрод на полюс (-) обикновено се използва електрод с 2% Торий (червената лента) или електрод с 2% Церий (сивата лента). Необходимо е да се заостри симетрично волфрамовият електрод с точноли, както е посочено на ФИГ. L като се погрижите краят да бъде идеално концентричен, за да се избегнат отклонения на дъгата. Важно е да извършите заточването по дължина на електрода. Тази операция трябва да се повторя периодично, според честотата на употреба и захабяването на електрода или когато електрода се е замърсил случайно, окисил се е или не е бил използван правилно.
6.1.3 Заваряване ВИГ (TIG) АС (ако е предвидено)
Този тип заваряване позволява да се заварява върху метали като алуминий и магнезий, които образуват върху тяхната повърхност защитен и изолиращ оксид. Като се обърне полярността на заваръчния ток, се успява да се „пробие” повърхностния слой на оксида чрез един механизмъм, наречен „йонна песькоструйна обработка".
Напрежението периодично се редува между положително (ЕР) и отрицателно (ЕН) върху вофрамовия електрод. По време на положителното напрежение (ЕР) оксидът се премахва от повърхността („почистване“ или „разяждане“) като това позволява образуването на заваръчната вана. По време на отрицателното напрежение (ЕН) се одава максимально количество топлина върху детайла, позволявайки извършването на заваряването. Възможността да се променя параметърът баланс в АС позволява да се намали времето на тока ЕР до минимум, позволявайки по бързо заваряване.
По големите стойности на баланса позволяват по бързо заваряване, по голямо проникване, по концентрирана дъга, по тясна заварчна вана и ограничено нагряване на електрода. По малките стойности позволяват по голямо почистване на детайла. Изпозването на прекалено ниска стойност на баланса е свързано с разширяване на дъгата и дезоксидираната част, пренагряване на електрода с последващо образуване на топче на върха на електрода, намаляване на възможността за лесно запалване и управление на дъгата. Използването на прекалено висока стойност на параметра баланс е свързано с образуването на „мръсна“ заварчна вана с тъмни частици.
Таблица (ТАБ. 4) обобщава результатите от промяната на заваръчните параметри АС.
Освен това са в сила инструкциите, засягащи метода на заваряване.
В таблица (ТАБ. 3) са дадени ориентировъчни данни за заваряване върху алуминий; най подходящия тип електрод е чистият волфрамов електрод (зелена лента).
6.1.4 Изпълнение
- Регулирайте заваръчния ток до желаната стойност посредством ръчката; евентуално нагласете по време на заваряването до необходимия реален термичен внос.
- Натиснете бутона на горелката като проверите, дали е изправен притока на газ от горелката; тарирайте, ако е необходимо, времето за предварително подаване на газ „pre-gas” и времето за последващо подаване на газ „post-gas”; тези две времена трябва се регулират според оперативните условия, особено закъснението на „post-gas” трябва да бъде такова, че да позволи, в края на заваряването охлаждането на електрода и ваната, така че да не влизат в контакт с атмосферата (окисляване и замърсяване).
Режим ВИГ (TIG) с последователност 2Т:
- Като се натисне докрай бутона на горелката (Р.Т.) запалва дъгата с ток I След това токът постепенно нараства в съответствие с функцията НАЧАЛНО УВЕЛИЧЕНИЕ НА ТОКА до стойността на заваръчния ток.
- За да прекъснете заваряването, отпуснете бутона като по този начин ще предизвикате постепенното изключване на тока (ако е включена функцията КРАЙНО НАМАЛЯНЕ) или незабавното изгасване на дъгата и след това последващо подаване на „post-gas”.
Режим ВИГ (TIG) с последователност 4Т:
- Първото натискане на бутона запалва дъгата с ток „J“. При отпускането на бутона, токът се увеличава според функцията НАЧАЛНО ПОКАЧВАНЕ до стойността на заваръчния ток; тази стойност се поддържа и при отпуснат бутон. Когато се натисне отново бутоньт, токът намаля според функцията КРАЙНО НАМАЛЯНЕ до „I“. Този последният се поддържа до отпускането на бутона, който завършва заваръчния цикъл, а след това започва периода на „post-gas“. Обаче, ако по време на функцията КРАЙНО НАМАЛЯНЕ се отпусне бутона, заваръчния цикъл приключва веднага и започва периода на post-gas.
Режим ВИГ (TIG) с последователност 4Т и BI-LEVEL:
- Първото натискане на бутона запалва дъгата с ток.ІПри отпускането на бутона, токът се увеличава според функцията НАЧАЛНО ПОКАЧВАНЕ до стойността на заваръчния ток; тази стойност се поддържа и при отпуснат бутон. При всяко следващо натискане на бутона (времето, което изминава между натискане и отпускане трябва да бъде много кратко) токът варира между зададената стойност на параметъра BI-LEVEL I, и стойността на главния ток I.
- Когато бутонът се поддържа натиснат за продължително време, тбкът намаля според функцията КРАЙНО НАМАЛЯНЕ до „I”. Този последният се поддържа до отпускането на бутона, който завършва заваръчния цикъл, а след това
започва периода на „post-gas“. Обаче, ако по време на функцията КРАЙНО НАМАЛЯНЕ се отпусне бутона, заваръчният цикъл приключва веднага и започва периода на post-gas (ФИГ. М).
Режим ВИГ (TIG) SPOT и ВИГ (TIG) THIN SPOT:
- Заваряването става като се държи натиснат бутона на горелката до достигането на предварително зададеното време (време на точково заваряване).
6.2 ЗАВАРЯВАНЕ ММА
- Задължително е обаче, във всички случаи да се следват инструкциите на производителя, върху кутията на използваните електроди , където се посочва полярността на електрода и съответния оптимален ток на заваряване.
- Заваръчния ток се регулира според диаметъра на използвания електрод и от типа на заварката, която желаете да изпълните. Токове, които се използват при електродите с различен диаметър са:
| ∅ Електрод (mm) | Заваръчен ток (А) | |
| Min. Max. | ||
| 1.6 25 50 | ||
| 2 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 160 | ||
| 4 120 200 | ||
| 5 150 280 | ||
| 6 200 350 | ||
- Не трябва да забравяте, че величината на заваръчния ток при един и същ диаметър на електрода, максималните стойности ще се използват за хоризонтално заваряване, а минималните се използват за вертикално заваряване или за заваряване над нивото на главата.
- Механичните характеристики на заваряваното съединение са определени, освен интензитета на избрания ток, сащо така от параметри на заваряването като: дължина на дъгата, скорост и положение на изпълнението, диаметър и качество на електродите (правилното съхраняване на електродите изисква те да бъдат на сухо място в техните кутии или опаковки).
- Регулирайте заваръчния ток до желаната стойност чрез кръглото копче; нагласете го евентуално по време на заваряване до реално необходимата стойност.
- Натиснете бутона за горелката, за да проверите, дали изтича правилно газта от горелката; регулирайте, ако е необходимо, времето за последващото подаване на газта (post gas); това време трябва да се регулира, според условията за работа и особено закъснението на газта трябва да бъде такова, че да позволява в края на заваряването охлаждане на електрода и заваръчната вана, без те да влизат в контакт с атмосферата (окисление и замърсяване).
6.2.1 Изпълнение:
- Поставете маската ПРЕД ЛИЦЕТО, разтъркайте върха на електрода върху детайла, който ще се заварява, като че ли запалвате клечка кибрит; това е най - правилния начин да възбудите/ запалите дъгата.
- ВНИМАНИЕ! Не почуквайте с електрода върху часта за заваряване; има риск от увреждане на обмазката, което би направило по - трудно запалването на дъгата.
- Още щом запалите дъгата, опитайте се да стоите на разстояние еквивалетно на диаметъра на използвания електрод и да поддържате тази дистанция възможно по - дълго, повреме на заваряването; не забравяйте, че наклона на электрода в хода на заваряването трябва да бъде 20° - 30°.
- В края на заваръчния шев, изтеглете леко назад края на електрода, спрямо посоката на заваряване, над кратера, за да го запълните, а после рязко повдигнете електрода от заваръчната сплав, за да изгасите дъгата (ПАРАМЕТРИ НА ЗАВАРЪЧНИЯ ШЕВ - Фиг. N).
7. ПОДДРЪЖКА

- Избягвайте да опирате горелката и нейния кабел върху топли детайли; това ще предизвика топене на изолиращите материали и много скоро ще стане негодна за употреба.
- Периодично проверявайте непропускливостта на тръбопроводите и съединенията за газта.
- Съчетавайте внимателно щипката за затягане на електрода, патрона за щипката с диаметъра на избрания електрод, за да се избегне прегряване, лошо разпространение на газ и съответното неудовлетворително функциониране.
- Проверявайте, преди всяка употреба, състоянието на износеност и монтажа на крайните части на горелката: наконечник, електрод, щипка за затягане на електрода, дифузер за газта.
7.2 ИЗВЪНРЕДНА ПОДДРЪЖКА
И ДА СТИГНЕТЕ ДО НЕГОВАТА ВЪТРЕШНА ЧАСТ, УВЕРЕТЕ СЕ, ЧЕ ЕЛЕКТРОЖЕНА Е ИЗГАСЕН И ИЗКЛЮЧЕН ОТ ЕЛЕКТРИЧЕСКАТА МРЕЖА. Някои контролни работи, извършвани под напряжение във вътрешната част на електрожена, могат да предизвикат сериозен токов удар, породен от директния контакт с части под напряжение и/ или наранявания, вследствие на контакта с движещи се части.
- Периодично и все пак с честота, зависеща от употребата и наличието на прах в работната среда преглеждайте вътрешната страна на електрожена и отстранявайте натрупалия се прах върху електронните схеми с много мека
четка или подходящи разтворители.
- При почистването проверете, дали електрическите съединения са добре затегнати и дали изолацията на кабелите не е повредена.
- В края на тези операции поставете отново панелите на електрожена като затегнете докрай всички винтове.
В никакъв случай не заварявайте при отворена машина. - След като сте извършили поддръжка или поправка, възстановете връзките и кабелажите, както са били преди това като се погрижите да не влизат в контакт с двжижещи се части или части, които могат да достигнат високи температури. Свържете всички проводници, както са били преди това като се погрижите да бъдат разделени между тях връзките на първичния трансформатор с високо напрежение от тези на вторичния трансформатор с ниско напрежение. Използвайте всички оригинални шайби и винтове, за затварянето на структурата.
8. ОТКРИВАНЕ НА ПОВРЕДИ
В СЛУЧАЙ НА НЕУДОВЛЕТВОРИТЕЛНО ФУНКЦИОНИРАНЕ НА ЕЛЕКТРОЖЕНА, ПРЕДИ ДА НАПРАВИТЕ ПО СИСТЕМАТИЧНА ПРОВЕРКА ИЛИ ДА СЕ ОБЪРНЕТЕ КЪМ СЕРВИЗНИЯ ЦЕНТЬР, ПРОВЕРЕТЕ СЛЕДНИТЕ НЕЩА:
- Дали заваръчния ток, който се регулира с помощта на потенциометър с градуирана в Ампери скала, отговаря на диаметъра и вида на използвания електрод.
- Да проверите, дали основния прекъсвач е включен, в положение "ON" и дали свети съответната лампа.; в противен случай дефекта се намира в захранващата линия (кабели, контактни ключове и/ или вилки, предпазители и т.н.).
- Дали не е включена жълтата индикаторна лампа, която сигнализира за включване на защитата от свръхнапрежение или много ниско напрежение или късо съединение.
- Проверете, дали за отделните режими на заваряване, сте спазили номиналния времеви режим, т.е. дали сте правили почивки повреме на работа за охлаждане на машината; в случай на задействане на термостата, изчакайте естественото охлаждане на машината, проверете изправността на вентилатора.
- Проверете напрежението на линията. Ако напрежението е прекалино високо или ниско машината няма да работи.
- Проверете, дали няма късо съединение на изхода на електрожена: в случай, че има такова , отстранете го.
- Проверете, дали свързването на заваръчната система, е извършено правилно, особено свързването на щипката на замасяващия кабел с детайла, да бъде без изолиращи материали (напр. лакове).
-
Използвания защитен газ да бъде правилен (Аргон 99.5%) и в правилно количество.
-
OGÓLNE BEZPIECZEŃSTWO PODCZAS SPAWANIA ŁUKOWEGO .....120
-
WPROWADZENIE I OGÓLNY OPIS ....121
2.1 WPROWADZENIE 121
Фирмата производител гарантира за доброто функциониране на машините и се задължава да извърши безплатно подмянта на части, които са се повредили, заради некачествен материал или производствени дефекти, до 12 месяца от датата на пускане в действие на машината, доказана с гаранционна карта. Върнатите машини, дори и в гаранция, трябва да бдат изпратени със ЗАПЛАТЕН ПРЕВОЗ и ще бъдат върнати с НАЛОЖЕН ПЛАТЕЖ. С изключение на машините, които се считат за движимо имущество за постоянно ползване, както е установено от европейската директива 1999/44/ЕС, само ако машините со продавани в страни членки на Европейския съюз. Гаранционна карта е валидна, само ако е придружена от фискален бон или разписка за доставка. Нередностите, произичнащи от поша употреба или небрежност, са изключени от гаранцията. Освен това се отклонява всякава отговорност за директни или индиректни щети.




