
Infinity 225 954556 - Svetsmaskin Telwin - Gratis bruksanvisning och manual
Hitta enhetens manual gratis Infinity 225 954556 Telwin i PDF-format.
| Produkttyp | TIG/MMA-inverter svetsmaskin |
| Märke | Telwin |
| Modell | Infinity 225 954556 |
| Svetsprocesser | TIG DC/AC (HF/LIFT), MMA |
| TIG-svetsström | 5 - 225 A |
| MMA-svetsström | 10 - 225 A |
| Matningsspänning | 230 V enfas (eller 400 V trefas beroende på version) |
| Frekvens | 50/60 Hz |
| Skyddsklass | IP21S (uppskattning) |
| Vikt | Cirka 12 kg (uppskattning) |
| Mått (L x B x H) | Ej uppgivna |
| TIG-funktioner | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, pulserad, Easy Pulse, start/slutramper, för/efter-gas, AC-balans, frekvens |
| MMA-funktioner | Hot Start, Arc Force, Anti Stick, VRD |
| Medföljande tillbehör | Svets- och återledarkablar, elektrodhållare, TIG-brännare (beroende på version) |
| Valfria tillbehör | Fjärrkontroll (1 eller 2 potentiometrar, pedal), TIG-brännare med potentiometer, MMA-kit, TIG-kit, vagn America, argonflaskadapter, tryckreducerare |
| Säkerhet | Termiskt skydd, över-/underspänning, VRD, larm AL.1-AL.8 |
| Kylning | Invändig fläkt |
| Löpande underhåll | Rengöring med tryckluft, kontroll av brännare och anslutningar, kontroll av gastäthet |
| Reparerbarhet | Reservdelar tillgängliga via Telwins servicecenter, reparation av kvalificerad personal |
| Standarder | EN 60974-9, CEI/EN 61000-3-11, CEI/EN 61000-3-12 |
Vanliga frågor - Infinity 225 954556 Telwin
Användarfrågor om Infinity 225 954556 Telwin
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Svetsmaskin i PDF-format gratis! Hitta din manual Infinity 225 954556 - Telwin och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. Infinity 225 954556 av märket Telwin.
BRUKSANVISNING Infinity 225 954556 Telwin
(SV) Professionella svetsar med växelriktare TIG (DC) (AC/DC) HF/LIFT, MMA.
2.2 TILLBEHÖR PÅ BEGÄRAN (om de inte medföljer)....61
- TEKNISKA DATA 61
3.1 INFORMATIONSSKYLT (FIG. A) 61
3.2 ANDRA TEKNISKA DATA....61
- BESKRIVNING AV SVETSEN 61
4.1 BLOCKSCHEMA....61
4.2 KONTROLL-, REGLERINGS- OCH ANSLUTNINGSANORDNINGAR......61
5.1.1 Montering av återledarkabel-tång (FIG. E)....62
5.1.2 Montering av svetskabel-elektrodhållartäng (FIG. F)....62
5.2 PLACERING AV SVETSEN....62
5.3 ANSLUTNING TILL ELNÄTET 62
5.3.1 Stickpropp och uttag....62
5.4 ANSLUTNING AV SVETSKRETSEN 62
5.4.1 TIG-svetsning 62
5.4.2 MMA-SVETSNING 62
- SVETSNING: BESKRIVNING AV TILLVÄGAGÅNGSSÄTT ......62
6.1 TIG-SVETSNING....62
6.1.1 HF- och LIFT-tändning 63
6.1.2 TIG DC-svetsning....63
6.1.3 Svetsning TIG AC ( förekommande fall)....63
6.1.4 Tillvägagångssätt....63
6.2 MMA-SVETSNING 63
6.2.1 Svetsning....63
- UNDERHÅLL 63
7.1 ORDINARIE UNDERHÅLL 63
7.1.1 Skärbrännare....63
7.2 EXTRAORDINÄRT UNDERHÅLL 63
- FELSÖKNING 63
SVETS MED VÄXELRIKTARE FÖR TIG- OCH MMA-SVETSNING AVSEDD INDUSTRIELLT OCH PROFESSIONELLT BRUK.
Anmärkning: i den text som följer kommer vi att använda oss av termen "svets".
- ALLMÄNNA SÄKERHETSANVISNINGAR FÖR BÄGSVETSNING
Operatören måste vara väl insatt i hur svetsen ska användas på ett säkert sätt, vidare måste han vara informerad om riskerna i samband med bågsvetsning, om de respektive skyddsåtgärderna och nödfallsprocedurerna.
(Se även norm "EN 60974-9: Apparater för bågsvetsning. Del 9: Installation och användning").

- Undvik direktkontakt med svetskretsen: spänningen på tomgång från svetsen kan under vissa förhållanden vara farlig.
- Stäng av svetsen och drag ut stickproppen ur uttaget innan du an svetskablarna eller utför några kontroller eller reparationer.
- Stäng av svetsen och koppla från den från elnätet innan du byter förslitningsdetaljer på skärbrännaren.
- Utför den elektriska installationen i enlighet med gällande normer o säkerhetslagstiftning.
- Svetsen får endast anslutas till ett matningssystem med en neutral ledning ansluten till jord.
- Försäkra er om att nätuttaget är korrekt anslutet till jord.
- Använd inte svetsen i fuktig eller våt miljö eller i regn.

- Svetsa inte på behållare eller rörledningar som innehåller eller har innehållit brandfarliga ämnen i vätske- eller gasform.
- Undvik att arbeta på material som rengjorts med klorhaltiga lösningsmedel eller i närheten av sådana ämnen.
- Svetsa aldrig på behållare under tryck.
- Avlägsna alla brandfarliga ämnen (t.ex. trä, papper, trasor m.m.) frå arbetsområdet.
- Försäkra er om att ventilationen är tillfredsställande eller använd er av något hjälpmedel för utsugning av svetsgaserna i närheten av bågen; det är nödvändigt med en systematisk kontroll för att bedöma gränserna för exponeringen för rök från svetsningen, beroende på rökens sammansättning och koncentration samt exponeringens längd.
- Håll gastuben på avständ från värmekällor, inklusive solljus (om sådan används).




- Använd en lämplig elektrisk isolering i förhållande till svetsbränaren, stycket som bearbetas och eventuella jordade metalldelar som finns i närheten (tillgängliga).
Detta gör man normalt genom att ha på sig handskar, skor, hjälp och kläder som förutses för användningen och genom att använda ramper eller isolerlingsmattor.
- Skydda alltid ögonen med särskilda filter som överensstämmer med bestämmelserna i UNI EN 169 eller UNI EN 379 som är monterade på visir eller hjälmar som uppfyller kraven i UNI EN 175.
Använd särskilda brandskyddskläder (som uppfyller kraven i UNI EN 11611) och svetshandskar (som uppfyller kraven i UNI EN 12477) och undvik att exponera huden för ultraviolett strålning och infraröd strålning som produceras av båden; skyddet ska även gälla personer i närheten via skärmar eller gardiner som inte reflektterar ljus.
- Buller: Om en daglig personlig exponeringsnivå uppstår på grund av särskild intensiva svetsningar (LEPd) som motsvarar eller överstiger 85 dB(A), är det obligatoriskt att använda lämpliga individuella skyddsutrustningar (Tab. 1).







- Svetsströmmens genomgång förorsakar uppkommandet av elektromagnetiska fält (EMF) som kan lokaliseras runt svetskretsen.
De elektromagnetiska fälten kan förorsaka störningar på viss medicintekn utrustning (t.ex. pacemaker, respiratorer, metallproteser osv.).
Eömpliga skyddsåtgärder ska vildtas för personer som bär en sådan utrustning. Till exempel kan de förbjudas tillträde till det område som svetsen används vid. Denna svets uppfyller kraven i tekniska normer för produkter som enbart är avsedda att användas Inom industrin och för professionellt bruk. Overensstämmelse med de grundläggande begränsningarna för mänsklig exponering av elektromagnetiska fält i hemmet kan ej garanteras.
Operatören ska tillämpa följande förfaranden för att minska exponeringen av de elektromagnetiska fälten:
- Fixera enheten så nära de två svetskablarna som möjligt.
- Huvudet och överkroppen ska hållas på så långt avständ som möjligt från svetskretsen.
- Snurra inte svetskablarna runt omkring kroppen.
- Svetsa inte med kroppen mitt i svetskretsen. Håll båda kablarna på samma sida om kroppen.
- Kabeln för svetsströmmens återledning till arbetsstycket att svetsa ska slutanslutas så nära som möjligt den fog som håller på att bearbetas.
- Svetsa inte i närheten av svetsen, sittande på den eller stödd mot den ut(minimiavständ: 50 cm).
- Lämna inga ferromagnetiska föremål i närheten av svetskretsen. h Minimiavständ d= 20 cm (FIG. O).

Apparat av klass A:
Denna svets uppfyller kraven i tekniska normer för produkter som endast är avsedda att användas inom industrin och för professionellt bruk. Överensstämmelse med elektromagnetisk kompatibilitet i hushållsbyggnader och i byggnader som är direkt kopplade till ett elnät med lågspänning för eldistribution till hushållsbyggnader garanteras inte.

EXTRA FÖRSIKTIGHETSÄTGÄRDER
- SVETSNINGSARBETE:
- i miljö med ökad risk för elektrisk stöt.
- i angränsande utrymmen.
- i närvaro av brandfarligt eller explosivt material.
MÅSTE först bedömas av en "Ansvarig expert" och alltid utföras i närvaro av andra personer som är skolade för ett eventuellt Ingrepp i en nödsituation. Man MÅSTE använda sig av de tekniska skyddsmedel som beskrivs i 7.10; A.8; A.10. I normen "EN 60974-9: Apparater för bågsvetsning. Del 9: Installation och användning".
- det MASTE vara förbjudet att svetsa med operatören upplyft från marken, förutom vid en eventuell användning av en säkerhetsplattform.
- SPÄNNING MELLAN ELEKTRODHÄLLARE ELLER SKÄRBRÄNNARE: om man arbetar med flera svetsar på samma stycke eller på flera elektriskt sammankopplade stycken kan detta ge upphov till en sammanlagd farlig spänning på tomgång mellan två ollka elektrodhällare eller skärbrännare, ända upp till ett värde som kan uppnå det dubbla jämfört med den tillåtna gränsen.
Det är nödvändigt att en erfaren koordinatör utför instrumentmätningen för att avgöra om det finns någon risk, för att kunna använda skyddsåtgärder som är lämpliga så som indikeras i 7.9 l normen "EN 60974-9: Apparater för bägsvetsning. Del 9: Installation och användning".

ÄTERSTÄENDE RISKER
TIPPNING: placera svetsen på en horisontal yta av lämplig bärkapacitet för dess vikt, i annat fall (t.ex. lutande eller ojämnt golv, etc.) finns det risk för att den tippar.
- FELAKTIG ANVÄNDNING: det är farligt att använda svetsen för något annat än vad den är avsedd för (t.ex. för att tina upp vattenrör).
- Det är förbjudet att använda handtaget som svetsens upphängningsanordning.
Denna svets är en strömkälla för bågsvetsning, särskilt tillverkad för TIG-svetsning (DC) (AC/DC) med tändning av typen HF eller LIFT och för MMA-svetsning med skelagda elektroder (rutilelektroder, sura, basiska).
Svetsens specifika egenskaper (VÄXELRIKTARE), som t.ex. regleringens höga
hastighet och precision, gör att svetsen erbjuder en utmärkt svetskvalitet.
Regleringen med hjälp av ett "växelriktarsystem" vid inmatningen från matningslinjen (primär) möjliggör dessutom en drastisk minskning av både transformators och avvägningsreaktansens volym. Detta, i sin tur, gör det möjligt att konstruera en svets av extremt begränsad volym och vikt och framhäva dess lätthanterlighet och transporterbarhet.
2.2 TILLBEHÖR PÅ BEGÄRAN (om de inte medföljer)
- Adapter för Argon-gastub.
- Återledarkabel för svetsström komplett utrustad med klämma för massa.
- Manuellt fjärrkommando med 1 potentiometer.
- Manuellt fjärrkommando med 2 potentiometrar.
- Fjärrkommando med pedal.
- Kit för MMA-svetsning.
- Kit för TIG-svetsning.
- Mask som mörknar automatiskt: med fast eller reglerbart filter.
- Anslutningsdon och slang för gas för anslutning till Argon-gastuben.
- Tryckregulator med manometer
- Skärbrännare för TIG-svetsning.
- TIG-svetsbrännare med potentiometer.
- Vagn AMERICA.
3. TEKNISKA DATA
3.1 INFORMATIONSSKYLT (FIG. A)
Den viktigaste informationen gällande användningen av svetsen och dess prestationer finns sammanfattad på en informationsskylt med följande betydelse:
1- Höljets skyddsgrad
2- Symbol för matningslinjen:
1\~: enfas växelspänning;
3\~: trefas växelspänning
3- Symbolen S : indikerar att svetsning kan utföras i miljö med ökad risk för elektrisk stöt (t. ex. i närheten av stora metallmassor).
4- Symbol för den svetsningsprocess som förutses.
5- Symbol för maskinens inre struktur.
6- EUROPEISK referensnorm gällande säkerhet och konstruktion av maskiner för bågsvetsning.
7- Serienummer för identifiering av svetsen (oumbärlig vid teknisk service, beställning av reservdelar, sökning efter produktens ursprung).
8- Svetsningskretsens prestationer:
- U _a : Maximal spänningstopp på tomgång.
- I_2/U_2 : Motsvarande normaliserad ström och spänning som kan fördelas av svetsen under svetsningen.
X : Intermittensförhållande: indikerar den tid under vilken svetsen kan fördela den motsvarande strömmen (samma kolonn). Detta uttrycks i %, baserad på en cykel på 10 minuters (t. ex. 60% = 6 minuters arbete, 4 minuters vila; och så vidare). Om utnyttjningsfaktorerna (värden på skylten, refererar till 40°C omgivande temperaur) överskrids kommer det termiska skyddet att ingripa (svetsen kommer att vara i stand-by tills dess temperatur ligger inom gränserna).
A/V-A/V : Indikerar skalan för inställning av svetsströmmen (minimum - maximum) och motsvarande bågspänning.
9- Matningslinjens egenskaper:
- U : Växelspänning och frekvens för matning av maskinen (tillåtna gränser ±10%):
- I _1max : Maximal ström som absorberas av linjen.
I : Reell matningsström.
10- : Värde för de fördröjda säkringar som ska användas för att skydda linjen. 11- Symboler som hänvisar till säkerhetsnomer vars betydelse förklaras i kapitel 1 "Allmänna säkerhetsanvisningar för bågsvetsning".
Anmärkning: I det exempel på skylt som finns här är symbolernas och siffrornas betydelse indikativ; de exakta värdena för er svets tekniska data måste avläsas direkt på den skylt som finns på själva svetsen.
3.2 ANDRA TEKNISKA DATA
- SVETS: se tabell 1 (TAB.1).
- SKÄRBRÄNNARE: se tabell 2 (TAB.2).
Svetsens vikt indikeras i tabell 1 (TAB.1).
4. BESKRIVNING AV SVETSEN
4.1 BLOCKSCHEMA
Svetsen består huvudsakligen av effekt- och kontrollmoduler framställda på tryckta kretsar, som optimerals för att uppnå bästa möjliga driftsäkerhet och minsta möjliga underhåll.
Svetsen styrs av en mikroprocessor som gör det möjligt att ställa in ett stort antal parametrar för att möjliggöra en optimal svetsning under alla olika förhållanden och på alla olika typer av material. Man måste dock känna till svetsens funktionsmöjligheter för att kunna använda dess egenskaper fullt ut.
Beskrivning (FIG. B)
1- Linjeingång för trefasmatning, likriktarenheten och nivelleringskondensatorerna.
2- Switch-transistorbrygga (IGBT) och drivers: växlar om den likriktade matningsspänningen till växelspänning med hög frekvens och reglerar effekten i enlighet med den svetsström/spänning som ställts in.
3- Högfrekvens transformator: den primära lindningen matas med den omvandlade spänningen från block 2. Den har till uppgift att anpassa spänning och ström till de värden som krävs för bågsvetsningen och att samtidigt isolera svetskretsen galvaniskt från matningslinjen.
4- Sekundär brygg-likriktare med induktans för nivellering: omvandlar växelspänningen/strömmen som fördelas av den sekundära lindningen till likström/ spänning med mycket låg strömkrusning.
5- Switch-transistorbrygga (IGBT) och drivers: omvandlar utströmmen till den sekundära från likström till växelström för TIG AC-svetsning (om sådana finns).
6- Elektronik för kontroll och reglering: kontrollerar värdet för svetsströmmen omedelbart, och jämför det med det värde som ställts in av operatören. Anpassar styrimpulserna från IGBT:s drivers som utför regleringen.
7- Logik för kontroll av svetsens funktion: ställer in svetscyklerna, styr manövreringsorganen, kontrollerar säkerhetssystemen.
8- Panel för inställning och visualisering av parametrarna och funktionssätten.
9- Generator för HF-tändning (om sådana finns).
10- Elektriskt manövrerad ventil skyddsgas EV (öm sådana finns).
11- Fläkt för kylning av svetsen.
12- Fjärrstyrning.
4.2 KONTROLL-, REGLERINGS- OCH ANSLUTNINGSANORDNINGAR
4.2.1 Bakre panel (FIG. C)
1- Huvudströmbrvtare O/OFF - I/ON.
2- Matningskabel (2P + J (enfas)), (3P + J (trefas)).
3- Koppling för anslutning av gasledningen (reducerare för pumptruck-svets) (om
sádana finns).
4- Säkring (om sådana finns).
5- Kontaktdon till vattenkylningsenheten (om sådana finns).
6- Kontaktdon för fjärrstyrning:
Det går att applicera tre olika typer av fjärrkontroller på svetsen genom det särskilda 14-poliga kontaktdonet som sitter på baksidan. Varje enhet erkänns automatiskt och gör att man kan reglera föliande parametrar:
- Manuell fjärrkontroll med en potentiometer:
vrid potentiometerns ratt för att ändra huvudströmmen från min. till max. värde. Regleringen av huvudströmmen går endast att utföra med fjärrkontrollen.
Fjärrkontrollpedal:
Strömvärdet fastställs av pedalens läge. I läget TIG 2T fungerar pedalen dessutom som startkommando för maskinen istället för svetsknappen (i förekommande fall).
- Fjärrkontroll med två potentiometrar:
den första potentiometern reglerar huvudströmmen. Den andra potentiometern reglerar en annan parameter som beror på aktivt svetsläge. När du vrider potentiometern, visas parametern som du ändrar (som inte längre kan kontrolleras med ratten på panelen). Betydelsen för den andra potentiometern är: ARC FORCE i MMA-läget och SLUTRAMP i TIG-läget.
TIG-svetsbrännare med potentiometer.

För att förhindra invändiga brott i svetsen, är användaren skyldig att använda en 5-polig brännare till alla TIG-BRÄNNARE med en potentiometer för justering på brännaren.
4.2.2 Främre panel FIG. D
1- Positivt snabbuttag (+) för anslutning av svetskabeln.
2- Negativt snabbuttag (-) för anslutning av svetskabeln.
3- Kontaktdon för anslutning av svetsbrännarens kabel.
4- Koppling för anslutning av gasledningen till TIG-svetsbrännaren.
5- Kontrollpanel:
5a. Knapp för inställning av typ av svetsning (PROCESS).
Används för att välja önskad process:

svetsning med belagd elektrod (MMA).

TIG-svetsning med högfrekvenständning av bågen (TIG HF).

TIG-svetsning med kontaktändning av bågen (TIG LIFT).

i TIG-läge anger den svetsning med likström (DC).

i TIG-läge anger den svetsning med växelström (AC), på vissa modeller.
5b. Knapp för inställning av cykel för TIG-svetsning (MODE).
Används för att välja funktionsläge.
Kortvarigt tryck:

Svetsningen börjar när svetsknappen trycks in och slutar när svetsknappen

Svetsningen börjar när svetsknappen trycks in och släpps och slutar inte n svetsknappen återigen trycks in och släpps.

Svetsningen börjar när svetsknappen trycks in och släpps. Vid varje arigt tryck/uppsläpp ändras strömmen från inställt värde till värdet

och tvärtom. Svetsningen avslutas när knappen trycks in och sedan släpps ång förbestämd tid.

Används för att göra punktsvetsningar med kontroll av svetstiden på ayen (blinkande ikon).

Används för att göra kortvariga punktsvetsningar (10-100 msec) med all av svetstiden på displayen (blinkande ikon).
Långvarigt tryck (PULSE):

Används för att få strömpulser (byte av nivå) med fri inställning av skapsparametrarna I 2 , I 1 , och

Används för att få strömpulser med automatisk inställning till fördefinierade en av egenskapsparametrarna 711. och baserat på inställd

J_I2 (dessa värden kan dock ändras).
Baserat på inställningarna som gjorts med knapparna tillåter den att välja och ställa in parametrarna och visa det inställda värdet på displayen.
I MMA kan följande parametrar ändras:
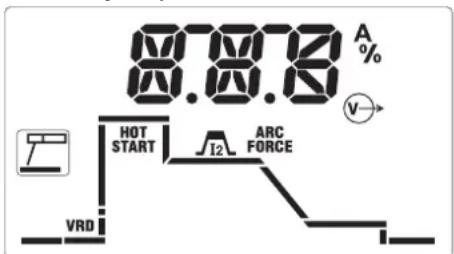
text_image
87.878 A% V→ HOT START I2 ARC FORCE VRD
Aktivering/avaktivering av anordningen "Voltage Reduction Device" för start med låg spänning.

Inledande överström (inställning 0-100 %) för att optimera tändning av bågen.

Svetsningens huvudström (utgångsström i Ampere).

Dynamisk överström (inställning 0-100 %) för att optimera svetsflödet och ika att elektroden fastnar.
I TIG kan följande parametrar ändras:

text_image
87.87.18 A % Sec 2T4T Bi-Level THIN SPOT I2 I1 tend EASY PULSE I1 BAL t1 ts t2- Tid för förflöde av skyddsgas innan svetsningen inleds (inställning 0-10 sekunder).
- √ Startström som bibehålls i en fast tid i 2T (50 msec) och lika lång tid som knappen hålls intryckt i 4T (inställning 0-100 %).
- Strömmens inledande ramptid från värdet I s till I 2 (inställning 0,1-10 sekunder). I OFF finns ingen ramp.
OBS! Parametrarna \_Ioch T\_ kan även ändras med fjärrkontrollpedalen. Justeringen ska dock göras innan kommandot aktiveras.
- Svetsningens huvudström, i läget PULSAT och Bi-Level är strömmen på högsta nivå (utgångsström i Ampere).
- Basström, i läget PULSAT och Bi-Level är det värdet som kan växlas med huvudströmmen under svetsningen (inställning i Ampere).
- Pulsfrekvensen, för modellerna AC/DC i TIG AC representerar det svetsströmmens frekvens (inställning Hertz).
- BAL Balanseringsprocent, i läget PULSAT är det förhållandet mellan tiden som strömmen är på högsta nivå och den totala pulseringsperioden, för modellerna AC/DC i TIG AC representerar det förhållandet mellan tiden med positiv ström och tiden med negativ ström.
- Strömmens avslutande ramptid från värdet 12 till I_end (inställning 0,1-10 sekunder). I OFF finns ingen ramp.
- ∫lend Slutström, i 2T är det strömmen som bibehålls efter slutrampen om ramptiden är större än noll, i 4T är det strömmen som bibehålls efter slutrampen under hela tiden som svetsknappen hålls intryckt.
- It2 Tid för efterflöde av skyddsgas efter att svetsningen har avslutats (inställning 0-10 sekunder).
- Föruppvärmningsenergi, i förekommande fall, bara på modellerna AC/DC i TIG AC justerar den föruppvärmningen av elektroden för att underlätta starten (inställning 2,6-53 A*sek). I OFF finns ingen föruppvärmning.
Andra ikoner som finns på displayen:
- ALARM Varnar om signalering/larm, vanligtvis kombinerad med koden på displayen. Uppmärksammar att det kan finnas ett fel/automatiskt skydd som utlöst på svetsmaskinen.
- Termiskt skydd, kombinerad med och koden på displayen, varnar om att de inre uppvärmningsgränserna har uppnätts.
- V→ Aktiv utgång, anger att det finns spänning (aktiverad effekt) i svetsmaskinens utgångsuttag.
- Fjärrkontroll, anger att fjärrkontrollen är ansluten och dess styrning är aktiv.
- Positionspekare, i 4T med dagre än ett fördefinierat värde anger den att en minimal startström är inståld som gör svetsbågen synlig med intryckt knapp. På så sätt är det möjligt att välja svetsningens startpunkt med noggrannhet (om startströmmen ställs in över en viss gråns avaktiveras funktionen automatiskt).
Default Fabriksparametrar, anger att alla parametrar är inställda på ett fördefinierat värde som fungerar till ett brett användningsområde. Användaren kan ställa in huvudströmmen ^12 på önskat sätt utan att ändra de andra
automatiska inställningarna. Detta förhållande kan återaktiveras när som helst genom att stänga av och slå på svetsmaskinen med knappen på flerfunktionsratten (FIG. D - 5c) intryckt.
Larmmeddelanden på den alfanumeriska displayen (FIG. D - 5d):
- AL.1 : Huvudkretsens termiska skydd utlöst (i förekommande fall).
- AL.2 : Overhettningsskyddet på sekundärkretsen är utlöst.
- AL.3 : Överspänningsskyddet på matarledningen är utlöst
- AL.4 : Underspänningsskyddet på matarledningen är utlöst.
- AL.8 : Extraspänningen är utanför avsett område.
Återställningen sker automatiskt när larmorsaken upphör.
5. INSTALLATION

VIKTIGT! UTFÖR SAMTLIGA ARBETSSKEDEN FÖR INSTALLATION OCH ELEKTRISK ANSLUTNING MED SVETSEN AVSTÄNGD OCH FRÄNKOPPLAD FRÄN ELNÄTET
DE ELEKTRISKA ANSLUTNINGARNA MÄSTE ALLTID UTFÖRAS AV KUNNIG OCH KVALIFICERAD PERSONAL.
5.1 IORDNINGSTÄLLNING (FIG. P)
Packa upp svetsen och montera ihop de separata komponenterna som finns i förpackningen.
5.1.1 Montering av återledarkabel-tång (FIG. E)
5.1.2 Montering av svetskabel-elektrodhållartång (FIG. F)
5.2 PLACERING AV SVETSEN
Placera svetsen på en plats där öppningarna för in- och utmatning av kylluften (forcerad kylning med fläkt, om sådan finns) inte riskerar att blockeras, försäkra er också om att elektriskt ledande damm, korrosiv ånga, fukt, m.m inte kan sugas in i svetsen.
Lämna alltid ett fritt utrymme på 250 mm runt omkring svetsen.

VIKTIGT! Placera svetsen på en plan yta av lämplig bärkapacitet för kt för att undvika att den tippar eller rör sig på ett farligt sätt.
5.3 ANSLUTNING TILL ELNÄTET
- Innan den elektriska anslutningen sker måste man försäkra sig om att de värden som indikeras på informationsskylten på svetsen motsvarar den nätspänning och -frekvens som finns tillgängliga på installationsplatsen.
- Svetsen får bara anslutas till ett matningssystem som är utrustat med en neutral ledare ansluten till jord.
- För att garantera ett gott skydd mot indirekt kontakt, använd differentialbrytare av typen:
- Typ B ( ) för trefas maskiner.
- För att uppfylla kraven i norm EN 61000-3-11 (Flicker) rekommenderar vi att man utför anslutningen av svetsen till nätspänningens gränssnittspunkter som har en impedans under:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Svetsen uppfyller inte kraven i normen IEC/EN 61000-3-12. Om den ansluts till ett offentligt tillförselnät, är det installatörens eller användarens skyldighet att kontrollera att svetsen kan anslutas (vid behov, kan man konsullera distributionsnätet).
5.3.1 Stickpropp och uttag
Anslut nätkabeln till en stickpropp av standardmodell (2P + P.E) (1\~); (3P + P.E) (3\~). av lämplig kapacitet och förbered ett eluttag utrustat med säkringar eller med en automatisk brytare, terminalen för jord måste anslutas till matningslinjens jordledare (gul/grön). I tabell (TAB.1) indikeras de rekommenderade värdena i ampere för linjens fördröjda säkringar, som valts på basis av den maximala nominella ström som fördelas av svetsen samt av elnätets nominella matningsspänning.

VIKTIGT! Om ovanstående regler inte följs har säkerhetssystemet som konstruerats av tillverkaren (klass 1) ingen effekt, vilket betyder att det finns risk för skador på personer (t.ex. elektrisk stöt) och för saker (t.ex. brand).
5.4 ANSLUTNING AV SVETSKRETSEN

VIKTIGT! FÖRSÄKRA ER OM ATT SVETSEN ÄR AVSTÄNGD OCH
FRÄNKOPPLAD FRÅN ELNÄTET INNAN NI UTFÖR FÖLJANDE ANSLUTNINGAR. I tabell (TAB. 1) indikeras de rekommenderade värdena för svetskablarna (i mm²) på basis av den maximala ström som fördelas av svetsen.
5.4.1 TIG-svetsning
Anslutning av skärbrännaren
- För in den strömledande kabeln i det för detta avsedda snabbfästet (-). Anslut kopplingsdonet med tre poler (knapp på skärbrännaren) till det för detta avsedda fästet. Anslut skärbrännarens gasslang till det för detta avsedda anslutningsdonet.
Anslutning av återledarkabel för svetsström
- Kabeln ska anslutas till det stycke som ska svetsas eller till den metallbänk på vilken stycket ligger, så nära den svetsfog som ska utföras som möjligt. Kabeln ska anslutas till fästet med symbolen (+).
Anslutning till gastuben
- Skruva fast tryckregulatorn på ventilen på gastuben, placera den för detta avsedda reducerventilen som levereras som tillbehör emellan, när ni använder Argon-gas.
- Anslut slangen för inmatning av gas till reducerventilen och drag åt det medföljande bandet.
- Lossa på lagret för reglering av tryckregulatorn innan ni öppnar ventilen på gastuben.
- Öppna gastuben och reglera mängden gas (l/min) i enlighet med de indikativa värdena i tabellen (TAB. 4). En eventuell justering av gasflödet kan göras under svetsningen genom att vrida på lagret på tryckregulatorn. Kontrollera att slangar och anslutningar är täta.
VIKTIGT! Stäng alltid ventilen på gastuben efter arbetets slut.
5.4.2 MMA-SVETSNING
I stort sett alla belagda elektroder ska anslutas till generatorns positiva pol (+); enbart elektroder med sur beläggning ska anslutas till den negativa polen (-).
Anslutning av svetskabel med elektrodhållartång
På terminalen finns en speciell klämma som används för att låsa fast den nakna delen av elektroden.
Denna kabel ska anslutas till klämman med symbolen (+).
Anslutning av återledarkabel för svetsström
Denna ska anslutas till svetsstycket eller till den arbetsbänk på vilken stycket är placerat, så nära den fog man håller på att svetsa som möjligt.
Denna kabel ska anslutas till klämman med symbolen (-).
Rekommendationer:
- Vrid svetskablarnas kopplingsdon ända in i snabbkopplingarna (om sådana finns), detta för att garantera en perfekt elektrisk kontakt; i annat fall kan det leda till en överhettning av själva kopplingsdonen, som i sin tur leder till att de blir förstörda snabbt och att svetsens effektivitet minskar.
- Använd så korta svetskablar som möjligt.
- Undvik att använda metallstrukturer som inte är en del av stycket som bearbetas som ersättning för återledningskabeln för svetsström; detta skulle kunna sätta säkerheten på spel och ge upphov till otillfredsställande svetsningsresultat.
6. SVETSNING: BESKRIVNING AV TILLVÄGAGÅNGSSÄTT
6.1 TIG-SVETSNING
TIG-svetsning är ett tillvägagångssätt som utnyttjar den värme som bildas av den elektriska bäge som tänds, och upprätthålls, mellan en osmälbar elektrod (Tungsten) och det stycke som ska svetsas. Tungstenselektroden hålls fast av en skärbrännare som är anpassad för att överföra svetsströmmen till elektroden och skydda densamma och smältbadet från atmosfärisk oxidering med hjälp av ett flöde inert gas (i normala fall Argon: Ar 99.5%) som kommer ut ur munstycket av keramik (FIG.G).
För att uppnå ett gott resultat, måste man använda en elektrod av rätt diameter med rätt ström, se tabell (TAB. 3).
Det nominella värdet för längden på elektrodens utskjutande del från keramikmunstycket är 2-3 mm, men det kan ökas till 8 mm för svetsning i vinkel.
Svetsningen sker genom att fogens kanter smälter. För tunna material (upp till ca. 1
mm) som förberetts på ett lämpligt sätt behövs inget material för påsvetsning (FIG. H). För tjockare material måste man använda stavar av lämplig diameter och av samma sammansättning som basmaterialet, och kanterna som ska svetsas måste förberedas på ett lämpligt sätt (FIG. I). Styckena bör, för att ge ett gott resultat, vara noggrannt rengjorda och fria från oxid, olja, fett, lösningsmedel, etc.
6.1.1 HF- och LIFT-tändning
HF-tändning :
Tändningen av den elektriska bågen sker utan kontakt mellan tungstenselektroden och stycket som ska svetsas, med hjälp av en gnista som framställs av en högfrekvensanordning. Detta tändningssätt medför varken inneslutning av tungsten i smältbadet eller förslitning av elektroden, och utgör ett enkelt sätt att starta i alla olika lägen.
Tillvägagångssätt:
Närma elektrodens spets mot stycket som ska svetsas (2-3 mm) och tryck på knappen på skärbrännaren. Vänta tills bågen tänds av HF-impulserna, skapa sedan ett smältbad på stycket med bågen tänd, och arbeta er vidare längs svetsfogen.
Om det skulle vara svärt att tända bägen, trots att ni kontrollerat närvaron av gas och att HF-urladdningarna är synliga, ska ni inte insistera för länge med att utsätta elektroden för HF, utan kontrollera i stället om elektrodens yta är hel och hur spelsen är formad. Vässa den eventuellt med en slipsten. Efter cykelns slut stängs strömmen av med den sänkningsramp som ställts in.
LIFT-tändning
Tändningen av den elektriska bägen sker genom att man avlägsnar tungstenselektroden från det stycke som ska svetsas. Detta tändningssätt ger upphov till mindre elektriska störningar och minskar inneslutningen av tungsten och förslitningen av elektroden till minimum.
Tillvägagångssätt:
Tryck elektrodens spets lätt mot stycket. Tryck knappen på skärbrännaren ända in och lyft elektroden 2-3 mm med något ögonblicks försening, varvid bågen tänds Svetsen fördelar till att börja med en ström I _UFT . Efter några ögonblick kommer den svetsström som ställts in att fördelas. Efter cykelns slut stängs strömmen av med den sänkningsramp som ställts in.
6.1.2 TIG DC-svetsning
TIG DC-svetsning är lämplig för alla typer av låglegerat och höglegerat kolstål och för de tunga metallerna koppar, nickel, titan och deras legeringar.
För TIG-svetsning i DC med elektroden ansluten till polen (-) använder man sig i allmänhet av en elektrod med 2% torium (rött färgat band) eller en elektrod med 2% cerium (grått färgat band).
Tungstenselektroden måste vässas axiellt mot slipstenen, se FIG. L, spetsen måste vara perfekt koncentrisk för att undvika att bågen förskjuts. Det är viktigt att slipningen sker i elektrodens längdriktning. Detta arbetsmoment ska upprepas med jämna mellanrum beroende på användningen och på hur silten elektroden är, liksom när elektroden oavskiltnen blivit förorenad, oxiderad eller använd på ett felaktigt sätt.
6.1.3 Svetsning TIG AC ( förekommande fall)
Denna typ av svetsning gör det möjligt att svetsa på metaller som aluminium och magnesium, som bildar en skyddande och isolerande oxid på ytan. Genom att vända om svetsströmmens polaritet kan man "bryta sönder" lagret av oxid på ytan med hjälp av en teknik som kallas "jonblästring". Spänningen är alternerande positiv (EP) och negativ (EN) på tungstenselektroden. Under tiden EP avlägsnas oxiden från ytan ("rengörning" eller "betning"), vilket gör det möjligt för ett smältbad att bildas. Under tiden EN sker en maximal termisk påsvetsning på stycket vilket möjliggör svetsningen. Möjligheten att variera parametern balance i AC gör det möjligt att minska tiden för strömmen EP till ett minimum, vilket i sin tur tillåter en snabbare svetsning.
Högre balance-värden tillåter snabbare svetsning, större penetration, en mer koncentrerad bäge, ett smalare smältbad och begränsad upphettning av elektroden. Lägre värden tillåter en bättre rengörning av stycket. Om man använder ett för lägt balance-värde, ger detta upphov till att bågen och den desoxiderade delen av stycket breddas, till att elektroden överhettas och att det följdaktligen bildas en kula på spetsen, och till att enkelheten att tända bågen och bågens inriktning försämras. Om man använder för höga balance-värden bildas ett "smutsigt" smältbad med mörl delar. Tabell (TAB. 4) sammanfattar effekterna av variationen av svetsparametrarna vid svetsning i AC.
För övrigt är instruktionerna gällande tillvägagångssättet för svetsning gällande.
I tabell (TAB. 3) indikeras ungefärliga värden för svetsning på aluminium. Den elektrod som är mest lämplig att använda är en ren tungstenselektrod (grönt färgband).
6.1.4 Tillvägagångssätt
- Ställ in det önskade värdet på svetsströmmen med hjälp av ratten. Under svetsningen går det att justera in värdet efter det faktiska strömbehovet.
- Tryck in brännarens knapp och kontrollera att gasen flödar som den ska från brännaren. Regiera om nödvändigt tiden för förgas och eftergas. Dessa tider ska justeras efter de olika driftförhållandena, t ex ska eftergasens fördröjning vara inståild så att elektroden och badet kyls ned vid svetsningens slut utan att de kommer i kontakt med atmosfären (oxidering och förorening).
TIG-läge med 2-steg:
- Om du helt trycker ner brännarknappen (P.T.), aktiveras bågen med en ström I. Därefler ökar strömmen enligt funktionen INLEDANDE RAMP till värdet för svetsströmmen.
- Släpp upp knappen på brännaren för att avsluta svetsningen. Om funktionen SLUTRAMP är inställd försvinner strömmen gradvis och i annat fall försvinner bågen omgående och eftergasen sätts in.
TIG-läge med 4-steg:
- Vid ett första tryck på knappen tänds bägen med strömmen I. När knappen släpps ökar strömmen enligt funktionen STARTRAMP tills svetsningens strömvärde uppnåtts. Detta värde bibehålls även efter att knappen släppts. När man trycker in knappen en gång till minskar strömmen enligt funktionen SLUTRAMP tills I uppnås. Strömmen I, bibehålls tills knappen släpps, då svetscykeln avslutas och skedet för eftergas startar. Om man däremot släpper upp knappen under pågående funktion SLUTRAMP, avslutas svetscykeln omgående och skedet för eftergas startar.
TIG-läge med sekvens 4T och BI-LEVEL:
- Vid ett första tryck på knappen tänds bågen med strömmen I. När knappen släpps ökar strömmen enligt funktionen STARTRAMP tills svetsningens strömvärde uppnätts. Detta värde bibehålls även efter att knappen släppts. Varje gång som knappen sedan trycks in (tiden mellan intoyck och släppning ska vara kort) ändras svetsströmmen omväxlande till värdet som ställts in med parametern BI-LEVEL I och värdet för huvudströmmen I.
- Om knappen hålls intryckt under en längre stund minskar strömmen enligt funktionen SLUTRAMP tills I_end uppnäs. Strömmen I_end bibehålls tills knappen släpps, då svetscykeln avslutas och skedet för eftergas startar. Om man däremot släpper upp knappen under pågående funktion SLUTRAMP, avslutas svetscykeln omgående och skedet för eftergas startar (FIG. M).
Läge TIG SPOT och TIG THIN SPOT:
- Svetsningen sker genom att hålla svetsbrännarens knapp nedtryckt tills den förinställda tiden nås (spot-tid).
6.2 MMA-SVETSNING
- Det är mycket viktigt att operatören följer anvisningarna på elektrodförpackningen. Här anges vilken polaritet elektroderna skall ha, och vid vilken ström de bör användas.
- Strömmen i svetskretsen måste regleras beroende på elektrodens diameter och vilken typ av svetsfog man vill åstadkomma. Nedanstående tabell visar svetsströmmar för olika elektroddiametrar:
| Elektrod-∅ (mm) | Svetsström (A) | |
| Min. Max. | ||
| 1.6 25 50 | ||
| 2 40 80 | ||
| 2.5 60 | 110 | |
| 3.2 80 | 160 | |
| 4 120 | 200 | |
| 5 150 | 280 | |
| 6 200 | 350 | |
- Tänk på att för en given elektroddiameter skall högre strömstyrka användas vid horisontalsvetsning, medan lägre strömmar skall användas för vertikala svetsfogar eller svetsning från undersidan.
- Svetsfogens mekaniska egenskaper beror, förutom på den valda strömmens intensitet, på andra svetsparametrar som bägens längd, svetshastighet och position, elektrodernas diameter och kvalitet (för en korrekt förvaring ska elektroderna placeras skyddade från fukt i de tillhörande förpackningarna eller behållarna).
- Svetsningens egenskaper beror även på svetsens värde för ARC-FORCE (dynamiskt beteende). Denna parameter kan ställas in från panelen, alternativt från fjärrkontrollen med 2 potentiometrar.
- Observera att höga värden för ARC-FORCE ger större penetration och gör det möjligt att svetsa i vilken position som helst, i allmänhet med basiska elektroder. Låga värden för ARC-FORCE ger en mjukare båge utan stänk, vilket är det vanliga med rutilelektroder.
Svetsen är dessutom försedd med anordningar för HOT START och ANTI STICK, som garanterar en enkel start och förhindrar arr elektroden fastnar vid stycket.
6.2.1 Svetsning
- Häll masken FRAMFÖR ANSIKTET, slå elektrodspetsen mot arbetsstycket som när du tänder en tändsticka. Detta är rätt sätt att tända svetsbågen.
VARNING: slå inte elektroden mot arbetsstycket. Detta kan skada elektroden och försvåra tändningen. - Häll avståndet till arbetsstycket så konstant som möjligt när bågen tänds. Detta avstånd är lika med elektrodens diameter. Häll samma avstånd under hela arbelet. Vinkeln mellan elektroden och arbetsstycket skall vara 20-30 grader.
- För elektroden bakåt i slutet av fogen, så att svetskratern fylls. Lyft snabbt elektroden från smältan så att bägen släcks (SVETSFOGENS UTSEENDE - FIG. N).
7. UNDERHÅLL

VIKTIGT! FÖRSÄKRA ER OM ATT SVETSEN ÄR AVSTÄNGD OCH FRÄNKOPPLAD FRÅN ELNÄTET INNAN NI UTFÖR ARBETSSKEDENA FÖR UNDERHÅLL.
7.1 ORDINARIE UNDERHÅLL
ARBETSSKEDENA FÖR ORDINARIE UNDERHÄLL KAN UTFÖRAS AV OPERATÖREN.
7.1.1 Skärbrännare
- Undvik att placera skärbrännaren och dess kabel på varma ytor. Isoleringsmaterialen kommer då att smälta och skärbrännaren kommer snabbt att bli oanvändbar.
- Kontrollera med jämna mellanrum att slangar och gasanslutningar håller tätt.
- Välj elektrodhällartång och tånghållarchück noggrannt i enlighet med den valda elektrodens diameter, detta för att undvika överhettning, dålig spridning av gasen och följdaktligen dålig funktion.
- Kontrollera, åtminstone en gång om dagen, huruvida skärbrännarens yttersta delar är slitna, samt att de är korrekt monterade: munstycke, elektrod, elektrodhållartång, gasfördelare.
7.2 EXTRAORDINÄRT UNDERHÅLL
ÄTGÄRDERNA FÖR EXTRAORDINÄRT UNDERHÅLL FÅR ENDAST UTFÖRAS PERSONAL MED ERFARENHET ELLER KVALIFIKATIONER INOM DET ELEKTRISKA OCH MEKANISKA FÄLTET, I ÖVERENSSTÄMMELSE MED DEN TEKNISKA NORMEN IEC/EN 60974-4.

! VIKTIGTI FÖRSÄKRA ER OM ATT SVETSEN ÄR AVSTÄNGD OCH FRÄNKOPPLAD FRÄN ELNÄTET INNAN NI AVLÄGSNAR SVETSENS PANELER OCH PÅBÖRJAR ARBETET I DESS INRE.
Eventuella kontroller som utförs i svetsens inre när denna är under spänning kan ge upphov till allvarlig elektrisk stöt p.g.a. direkt kontakt med komponenter under spänning och/eller skador p.g.a. direkt kontakt med organ i rörelse.
- Svetsens insida ska inspekteras regelbundet; hur ofta beror på användningen och på stoftet som omgivningens luft innehåller. Dammet som lagrats på de elektroniska korten ska avlägsnas med hjälp av en mycket mjuk borste eller med lämpligt lösningsmedel.
- Kontrollera samtidigt att de elektriska anslutningarna är ordentligt åtdragna och att kablarnas isolering inte uppvisar någon skada.
- Efter att underhållsarbetet avslutats ska maskinens paneler monteras dit igen, drag åt skruvarna för fixering ordentligt.
- Undvik absolut att utföra svetsarbete när svetsen är öppen.
- Efter att ha utfört underhället eller reparationen, ska du återställa anslutningarna och kablarna som de var ursprungligen. Var noga med att undvika att de kommer i kontakt med rörliga delar eller delar som kan nå höga temperaturer. Linda alla ledningar som de var ursprungligen och var noga med att hålla huvudledningarna med högspänning åtskilda från de sekundära ledningarna med lägspänning. Använd alla ursprungliga brickor och skruvar för att åter dra åt snickeridelarna.
8. FELSÖKNING
BÖRJA MED ATT KONTROLLERA FÖLJANDE OM NÅGOT VERKAR VARA FEL. KONTAKTA SERVICE ELLER LÄMNA IN AGGREGATET FÖR ÖVERSYN OM DETTA INTE HJÅLPER.
- Kontrollera att svetsströmmen är rätt inställd för elektrodens typ och diameter.
-
Kontrollera att huvudströmbrytaren är tillslagen och att lampan lyser. Om lampan inte lyser ligger felet i nätdelen (kablar, stickpropp, vägguttag, säkringar, mêm).
-
Kontrollera att den gula lysdioden som visar att termoskyddet mot över eller underspänning eller kortslutning inte har utlös.
- Försäkra dig om att det nominella intermittensförhållandet respekteras. Om termostatskyddet utlöses vänta tills maskinen kylts ned på naturligt sätt. Kontrollera att fläkten fungerar.
- Kontrollera nätspänningen: om värdet är för högt eller för lägt blockeras svetsen.
- Kontrollera att det inte är kortslutning vid maskinens utgång. Om så är fallet måste felet åtgärdas.
- Kontrollera att alla anslutningar till svetskretsen är riktigt gjorda, särskilt att klämman sitter ordentligt fast vid arbetsstycket, som måste vara fritt från ytbehandling (têex färg och lack).
-
Att den använda skyddsgasen är av rätt typ (Argon 99.5%) och att den tillförs i rätt mängd.
-
ALMENE SIKKERHEDSNORMER VEDR∅RENDE LYSBUESVEJSNING .....65
-
INDLEDNING OG ALMEN BESKRIVELSE ......65
2.1 INDLEDNING 65
- Hold hodet og kroppen så langt borte som mulig från sveisekretsen.
- Reduktor pritiska.
- Plamenik za varenje TIG.
- Samozatamnujuća maska: sa fiksnim ili regulirajućim filtrom.
- Povratni kabel struje za varenje sa pritezačem za uzemljenje.
Tillverkaren garanterar att maskinerna fungerar bra och åtar sig att kostnadsfritt byta ut delar som går sönder p.g.a. dålig materialkvalitet och defekter inom 12 månader efter idriftsättningen av maskinen, som ska styrkas av intyg. De maskiner som lämnas tillbaka, även om de täcks av garantlin, måste skickas FRAKTFRITT, och kommer att skickas tillbaka PÅ MOTTAGARENS BEKOSTNAD. Ett undantag från detta utgörs av de maskiner som räknas som konsumtionsvaror enligt EU-direktiv 1999/44/EG, och då enbart om de har sålts till något av EU:s medlemsländer. Garantisedeln är bara giltig tillsammans med kvitto eller leveranssedel. Problem som beror på felaktig användning, överkan eller värdslöshet täcks inte av garantin. Tillverkaren frånsåger sig även allt ansvar för direkt och indirekt skada.




