
Infinity 225 954556 - Saldatrice Telwin - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Infinity 225 954556 Telwin in formato PDF.
| Tipo di prodotto | Saldatrice inverter TIG/MMA |
| Marca | Telwin |
| Modello | Infinity 225 954556 |
| Processi di saldatura | TIG DC/AC (HF/LIFT), MMA |
| Corrente di saldatura TIG | 5 - 225 A |
| Corrente di saldatura MMA | 10 - 225 A |
| Alimentazione | 230 V monofase (o 400 V trifase a seconda della versione) |
| Frequenza | 50/60 Hz |
| Classe di protezione | IP21S (stima) |
| Peso | Circa 12 kg (stima) |
| Dimensioni (L x l x H) | Non comunicate |
| Funzioni TIG | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, pulsato, Easy Pulse, rampe iniziale/finale, pre/post-gas, bilanciamento CA, frequenza |
| Funzioni MMA | Hot Start, Arc Force, Anti Stick, VRD |
| Accessori forniti | Cavi di saldatura e di ritorno, pinza portaelettrodo, torcia TIG (a seconda della versione) |
| Accessori opzionali | Comando a distanza (1 o 2 potenziometri, pedale), torcia TIG con potenziometro, kit MMA, kit TIG, carrello America, adattatore bombola argon, riduttore di pressione |
| Sicurezza | Protezione termica, sovratensione/sottotensione, VRD, allarmi AL.1-AL.8 |
| Raffreddamento | Ventilatore interno |
| Manutenzione ordinaria | Pulizia polvere con aria compressa, verifica torcia e connessioni, controllo tenuta gas |
| Riparabilità | Ricambi disponibili tramite SAV Telwin, riparazione da personale qualificato |
| Norme | EN 60974-9, CEI/EN 61000-3-11, CEI/EN 61000-3-12 |
Domande frequenti - Infinity 225 954556 Telwin
Domande degli utenti su Infinity 225 954556 Telwin
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale Infinity 225 954556 - Telwin e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Infinity 225 954556 del marchio Telwin.
MANUALE UTENTE Infinity 225 954556 Telwin
2.2 ACCESSORI A RICHIESTA (qualora non previsti)
- DATI TECNICI....11
3.1 TARGA DATI (FIG. A) 11
3.2 ALTRI DATI TECNICI
- DESCRIZIONE DELLE SALDATRICI ....11
4.1 SCHEMA A BLOCCHI 11
4.2 DISPOSITIVI DI CONTROLLO, REGOLAZIONE E CONNESSIONE ..... 11
4.2.1 Pannello posteriore (FIG. C) 11
4.2.2 Pannello anteriore (FIG. D)....11
- INSTALLAZIONE ....12
5.1 ALLESTIMENTO (FIG. P)....12
5.1.1 Assemblaggio cavo di ritorno-pinza (FIG. E)....12
5.1.2 Assemblaggio cavo di saldatura-pinza portaelettrodo (FIG. F)....12
5.2 UBICAZIONE DELLA SALDATRICE....12
- SALDATURA: DESCRIZIONE DEL PROCEDIMENTO....12
6.1 SALDATURA TIG 12
SALDATRICI AD INVERTER PER LA SALDATURA TIG ED MMA PREVISTE PER USO INDUSTRIALE E PROFESSIONALE.
Nota: Nel testo che segue verrà impiegato il termine "saldatrice".
1. SICUREZZA GENERALE PER LA SALDATURA AD ARCO
L'operatore deve essere sufficientemente edotto sull'uso sicuro della saldatrice ed informato sui rischi connessi ai procedimenti per saldatura ad an relative misure di protezione ed alle procedure di emergenza.
(Fare riferimento anche alla norma "EN 60974-9: Apparecchiature per saldatura ad arco. Parte 9: Installazione ed uso").

- Evitare i contatti diretti con il circuito di saldatura; la tensione a vuoto fornita della saldatrice può essere pericolosa in talune circostanze.
- La connessione dei cavi di saldatura, le operazioni di verifica e di riparazione devono essere eseguite a saldatrice spenta e scollegata dalla rete alimentazione.
- Spegnere la saldatrice e scollegarla dalla rete di alimentazione pri sostituire i particolari d'usura della torcia.
- Eseguire l'installazione elettrica secondo le previste norme e leggi antinfortunistiche.
- La saldatrice deve essere collegata esclusivamente ad un sistema di alimentazione con conduttore di neutro collegato a terra.
- Assicurarsi che la presa di alimentazione sia correttamente collegata terra di protezione.
- Non utilizzare la saldatrice in ambienti umidi o bagnati o sotto la pioggia.
- Non utilizzare cavi con isolamento deteriorato o con connessioni allentate.

- Non saldare su contenitori, recipienti o tubazioni che contengano o abbiano contenuto prodotti infiammabili liquidi o gassosi.
- Evitare di operare su materiali puliti con solventi clorurati o nelle vicinanze di dette sostanze.
- Non saldare su recipienti in pressione.
- Allontanare dall'area di lavoro tutte le sostanze infiammabili (p.es. carta, stracci, etc.).
- Assicurarsi un ricambio d'aria adeguato o di mezzi atti ad asportare i fumi di saldatura nelle vicinanze dell'arco; è necessario un approccio sistematico per la valutazione dei limiti all'esposizione dei fumi di saldatura in funzione della loro composizione, concentrazione e durata dell'esposizione stessa.
- Mantenere la bombola al riparo da fonti di calore, compreso l'irraggiamento solare (se utilizzata).




- Adottare un adeguato isolamento elettrico rispetto la torcia, il pezzo lavorazione ed eventuali parti metalliche messe a terra poste nelle vicinanze (accessibili).
Ciò è normalmente ottenibile indossando guanti, calzature, copricapo indumenti previsti allo scopo e mediante l'uso di pedane o tappeti isolanti.
- Proteggere sempre gli occhi con gli appositi filtri conformi alla UNI EN 169 o UNI EN 379 montati su maschere o caschi conformi alla UNI EN 175. Usare gli appositi indumenti ignifughi protettivi (conformi alla UNI EN 11611) e guanti di saldatura (conformi alla UNI EN 12477) evitando di esporre l'epidermide ai raggi ultravioletti ed infrarossi prodotti dall'arco; la protezione deve essere estesa ad altre persone nelle vicinanze dell'arco per mezzo di schermi o tende non riflettenti.
- Rumorosità: Se a causa di operazioni di saldatura particolarmente intensive viene verificato un livello di esposizione quotidiana personale (LEPd) uguale o maggiore a 85dB(A), è obbligatorio l'uso di adeguati mezzi di protezione individuale (Tab. 1).







- Il passaggio della corrente di saldatura provoca l'insorgere di campi elettromagnetici (EMF) localizzati nei dintorni del circuito di saldatura.
I campi elettromagnetici possono interferire con alcune apparecchiature
mediche (es. Pace-maker, respiratori, protesi metalliche etc.).
Devono essere prese adeguate misure protettive nei confronti dei portatori di queste apparecchiature. Ad esempio proibire l'accesso all'area di utilizzo della saldatrice.
Questa saldatrice soddisfa gli standard tecnici di prodotto per l'uso esclusivo in ambiente industriale a scopo professionale. Non è assicurata la rispondenza poi alleniti di base relativi all'esposizione umana ai campi elettromagnetici in ambiente domestico.
L'operatore deve utilizzare le seguenti procedure in modo da ridurre l'esposizione ai campi elettromagnetici:
- Fissare insieme il più vicino possibile i due cavi di saldatura.
- Mantenere la testa ed il tronco del corpo il più distante possibile dal circuito di saldatura.
- Non avvolgere mai i cavi di saldatura attorno al corpo.
- Non saldare con il corpo in mezzo al circuito di saldatura. Tenere entrambi i cavi dalla stessa parte del corpo.
i- Collegare il cavo di ritorno della corrente di saldatura al pezzo da saldare il più vicino possibile al giunto in esecuzione.
- dNon saldare vicino, seduti o appoggiati alla saldatrice (distanza minima: 50cm).
- Non lasciare oggetti ferromagnetici in prossimità del circuito di saldatura. - Distanza minima d=20cm (Fig. O)

- Apparecchiatura di classe A:
Questa saldatrice soddisfa i requisiti dello standard tecnico di prodotto per l'uso esclusivo in ambiente industriale e a scopo professionale. Non è assicurata la rispondenza alla compatibilità elettromagnetica negli edifici domestici e in quelli direttamente collegati a una rete di alimentazione a bassa tensione che alimenta gli edifici per l'uso domestico.

PRECAUZIONI SUPPLEMENTARI
- LE OPERAZIONI DI SALDATURA:
gno, In ambiente a rischio accresciuto di shock elettrico
- In spazi confinati
- In presenza di materiali infiammabili o esplodenti
DEVONO essere preventivamente valutate da un "Responsabile esperto" ed eseguiti sempre con la presenza di altre persone istruite per interventi in caso di emergenza.
DEVONO essere adottati i mezzi tecnici di protezione descritti in 7.10; A.8; A.10. della norma "EN 60974-9: Apparecchiature per saldatura ad arco. Parte 9: Installazione ed uso".
- DEVE essere proibita la saldatura con operatore sollevato da terra, salvo eventuale uso di piattaforme di sicurezza.
- TENSIONE TRA PORTAELETTRODI O TORCE: lavorando con più saldatrici su indi un solo pezzo o su più pezzi collegati elettricamente si può generare una somma pericolosa di tensioni a vuoto tra due differenti portaelettrodi o torce, ad un valore che può raggiungere il doppio del limite ammissibile.
edE' necessarlo che un coordinatore esperto esegua la misura strumentale per determinare se esiste un rischio e possa adottare misure di protezione adeguate come indicato in 7.9 della norma "EN 60974-9: Apparecchiature per saidatura ad arco. Parte 9: installazione ed uso".

RISCHI RESIDUI
- RIBALTAMENTO: collocare la saldatrice su una superfice orizzontale di portata adeguata alla massa; in caso contrario (es. pavimentazioni inclinate, sconnesse etc...) esiste il pericolo di ribaltamento.
- USO IMPROPRIO: è pericolosa l'utilizzazione della saldatrice per qualsiasi lavorazione diversa da quella prevista (es. scongelazione di tubazioni dalla rete idrica).
- È vietato utilizzare la maniglia come mezzo di sospensione della saldatrice.
2. INTRODUZIONE E DESCRIZIONE GENERALE
2.1 INTRODUZIONE
Questa saldatrice è una sorgente di corrente per la saldatura ad arco, realizzata specificatamente per la saldatura TIG (DC) (AC/DC) con innesco HF oppure LIFT e la
saldatura MMA di elettrodi rivestiti (rutili, acidi, basici).
Le caratteristiche specifiche di questa saldatrice (INVERTER), quali alta velocità e precisione della regolazione, le conferiscono eccellenti qualità nella saldatura.
La regolazione con sistema "inverter" all'ingresso della linea di alimentazione (primario) determina inoltre una riduzione drastica di volume sia del trasformatore che della reattanza di livellamento permettendo la costruzione di una saldatrice di volume e peso estremamente contenuti esaltandone le doti di maneggevolezza e trasportabilità.
2.2 ACCESSORI A RICHIESTA (qualora non previsti)
- Adattatore bombola Argon.
- Cavo di ritorno corrente di saldatura completo di morsetto di massa.
- Comando a distanza manuale 1 potenziometro
- Comando a distanza manuale 2 potenziometri.
- Comando a distanza a pedale.
- Kit saldatura MMA.
- Kit saldatura TIG.
- Maschera autoscurante: con filtro fisso o regolabile.
- Raccordo gas e tubo gas per allacciamento alla bombola Argon.
- Riduttore di pressione con manometro.
- Torcia per saldatura TIG.
- Torcia TIG con potenziometro.
- Carrello AMERICA.
3. DATI TECNICI
3.1 TARGA DATI (FIG. A)
I principali dati relativi all'impiego e alle prestazioni della saldatrice sono riassunti nella targa caratteristiche col seguente significato:
1- Grado di protezione dell'involucro.
2- Simbolo della linea di alimentazione:
1\~ : tensione alternata monofase:
3\~ : tensione alternata trifase.
3- Simbolo S : indica che possono essere eseguite operazioni di saldatura in un ambiente con rischio accresciuto di shock elettrico (es. in stretta vicinanza di grandi masse metalliche).
4- Šimbolo del procedimento di saldatura previsto.
5- Simbolo della struttura interna della saldatrice.
6- Norma EUROPEA di riferimento per la sicurezza e la costruzione delle saldatrici ad arco.
7- Numero di matricola per l'identificazione della saldatrice (indispensabile per assistenza tecnica, richiesta ricambi, ricerca origine del prodotto).
8- Prestazioni del circuito di saldatura:
- U _0 : tensione massima a vuoto.
- I 2/U2 : Corrente e tensione corrispondente normalizzata che possono venire erogate dalla saldatrice durante la saldatura.
- X : Rapporto d'intermittenza: indica il tempo durante il quale la saldatrice può erogare la corrente corrispondente (stessa colonna). Si esprime in %, sulla base di un ciclo di 10 minuti (es. 60% = 6 minuti di lavoro, 4 minuti sosta e così via). Nel caso i fattori d'utilizzo (riferiti a 40°C ambiente) vengano superati, si determinerà l'intervento della protezione termica (la saldatrice rimane in stand-by finché la sua temperatura non rientra nei limiti ammessi).
- A/V-A/V: Indica la gamma di regolazione della corrente di saldatura (minimo - massimo) alla corrispondente tensione d'arco.
9- Dati caratteristici della linea di alimentazione:
- U _1 : Tensione alternata e frequenza di alimentazione della saldatrice(limiti ammessi ±10%):
- I , max: Corrente massima assorbita dalla linea.
- I max: Corrente effettiva di alimentazione.
10- Valore dei fusibili ad azionamento ritardato da prevedere per la protezione della linea.
11- Simboli riferiti a norme di sicurezza il cui significato è riportato nel capitolo 1 "Sicurezza generale per la saldatura ad arco".
Nota: L'esempio di targa riportato è indicativo del significato dei simboli e delle cifre; i valori esatti dei dati tecnici della saldatrice devono essere rilevati direttamente sulla targa della saldatrice stessa.
3.2 ALTRI DATI TECNICI
- SALDATRICE: vedi tabella (TAB.1).
- TORCIA: vedi tabella (TAB.2).
Il peso della saldatrice è riportato in tabella 1 (TAB. 1).
4. DESCRIZIONE DELLE SALDATRICI
4.1 SCHEMA A BLOCCHI
La saldatrice è costituita essenzialmente da moduli di potenza e di controllo realizzati su circuiti stampati ed ottimizzati per ottenere massima affidabilità e ridotta manutenzione. Questa saldatrice è controllata da un microprocessore che permette di impostare un elevato numero di parametri per consentire una saldatura ottimale in ogni condizione e su ogni materiale. E' necessario però, per utilizzarne appieno le caratteristiche, conoscerne le possibilità operative.
Descrizione (FIG. B)
1- Ingresso linea di alimentazione trifase, gruppo raddrizzatore e condensatori di livellamento.
2- Ponte switching a transistors (IGBT) e drivers; commuta la tensione di linea raddrizzata in tensione alternata ad alta frequenza ed effettua la regolazione della potenza in funzione della corrente/tensione di saldatura richiesta.
3- Trasformatore ad alta frequenza; l'avvolgimento primario viene alimentato con la tensione convertita dal blocco 2; esso ha la funzione di adattare tensione e corrente ai valori necessari al procedimento di saldatura ad arco e contemporaneamente di isolare galvanicamente il circuito di saldatura dalla linea di alimentazione.
4- Ponte raddrizzatore secondario con induttanza di livellamento; commuta la tensione / corrente alternata fornita dall'avvolgimento secondario in corrente / tensione continua a bassissima ondulazione.
5- Ponte switching a transistors (IGBT) e drivers; trasforma la corrente di uscita al secondario da DC ad AC per la saldatura TIG AC (se previsto).
6- Elettronica di controllo e regolazione; controlla istantaneamente il valore della corrente di saldatura e lo confronta con il valore impostato dall'operatore; modula gli impulsi di comando dei drivers degli IGBT che effettuano la regolazione.
7- Logica di controllo del funzionamento della saldatrice: imposta i cicli di saldatura, comanda gli attuatori, supervisiona i sistemi di sicurezza.
8- Pannello di impostazione e visualizzazione dei parametri e dei modi di funzionamento.
9- Generatore innesco HF (se previsto).
10- Elettrovalvola gas protezione EV (se previsto).
11- Ventilatore di raffreddamento della saldatrice.
12- Regolazione a distanza.
4.2 DISPOSITIVI DI CONTROLLO, REGOLAZIONE E CONNESSIONE
4.2.1 Pannello posteriore (FIG. C)
1- Interruttore generale O/OFF - I/ON.
2- Cavo di alimentazione (2P + T (Monofase)), (3P + T (Trifase)).
3- Raccordo per collegamento tubo gas (riduttore pressione bombola - saldatrice) (se previsto).
4- Fusibile (se previsto).
5- Connettore per gruppo raffreddamento acqua (se previsto).
6- Connettore per comandi a distanza:
E' possibile applicare alla saldatrice, tramite apposito connettore a 14 poli presente sul retro, 3 tipi diversi di comando a distanza. Ciascun dispositivo viene riconosciuto automaticamente e permette di regolare i seguenti parametri:
- Comando a distanza con un potenziometro:
ruotando la manopola del potenziometro si varia la corrente principale dal minimo al massimo. La regolazione della corrente principale è esclusiva del comando a distanza.
- Comando a distanza a pedale:
il valore della corrente viene determinato dalla posizione del pedale. In modo TIG 2T, inoltre, la pressione del pedale agisce da comando di start per la macchina al posto del pulsante torcia (se previsto).
- Comando a distanza con due potenziometri:
il primo potenziometro regola la corrente principale. Il secondo potenziometro regola un'altro parametro che dipende dal modo di saldatura attivo. Ruotando tale potenziometro viene visualizzato il parametro che si sta variando (che non è più controllabile con la manopola del pannello). Il significato del secondo potenziometro è: ARC FORCE se in modo MMA e RAMPA FINALE se in modo TIG.
Torcia TIG con potenziometro.

Allo scopo di evitare rotture interne alla saldatrice, si obbliga l'utente ad tre adattatore torcia 5 poli per qualsiasi TORCIA TIG con potenziometro lazione a bordo
4.2.2 Pannello anteriore (FIG. D)
1- Presa rapida positiva (+) per connettere cavo di saldatura.
2- Presa rapida negativa (-) per connettere cavo di saldatura.
3- Connettore per collegamento cavo pulsante torcia.
4- Raccordo per collegamento tubo gas della torcia TIG.
5- Pannello comandi:
5a. Pulsante impostazione tipologia saldatura (PROCESS).
Consente la selezione del processo desiderato:

saldatura ad elettrodo rivestito (MMA).

saldatura TIG con innesco dell'arco ad alta frequenza (TIG HF).

saldatura TIG con innesco dell'arco partendo a contatto (TIG LIFT).

in modalità TIG indica la saldatura in corrente continua (DC).

in modalità TIG indica la saldatura in corrente alternata (AC), se previsto.
5b. Pulsante impostazione ciclo per saldatura TIG (MODE).
Consente la selezione del modo di funzionamento.
Pressione breve:
2T
- la saldatura inizia con la pressione del pulsante torcia e finisce con il rilascio del pulsante torcia.

la saldatura inizia con la pressione e il rilascio del pulsante torcia e termina quando il pulsante torcia viene premuto e rilasciato una seconda volta.
4T Bi-Level
- Bi-Level la saldatura inizia con la pressione e il rilascio del pulsante torcia. Ad ogni pressione/rilascio breve la corrente passa dal valore impostato al valore

e viceversa. La saldatura termina quando il pulsante viene premuto e poi iato per un tempo lungo prestabilito.
- SPOT
- SPOT permette l'esecuzione di puntature con controllo del tempo di durata della saldatura a display (icona lampeggiante).
- THEN SPOT
- SPOT permette l'esecuzione di puntature brevi (10-100msec) con controllo del tempo di durata della saldatura a display (icona lampeggiante).
Pressione prolungata (PULSE):
PULSE MMI1
- Permette la pulsazione della corrente (cambio di livello) con impostazione a piacere dei parametri caratteristici, 11. e

permette la pulsazione della corrente con impostazione automatica a valori definiti dei parametri caratteristici 711, 720, in funzione della corrente

impostata (tali valori possono essere comunque modificati).
5c. Manopola multifunzione.
In relazione alle impostazioni predisposte con i pulsanti consente la selezione e la regolazione dei parametri visualizzando il valore impostato a display.
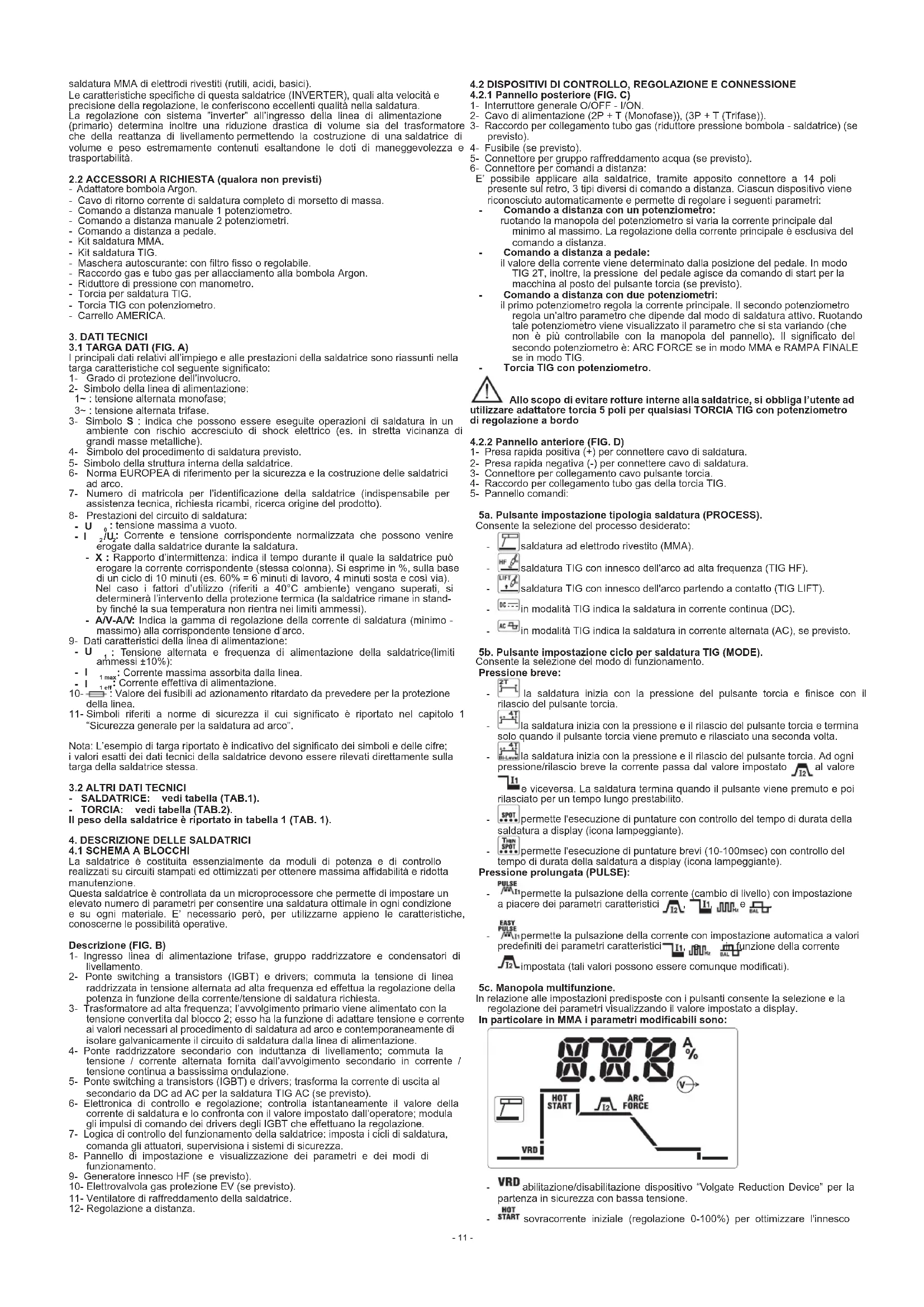
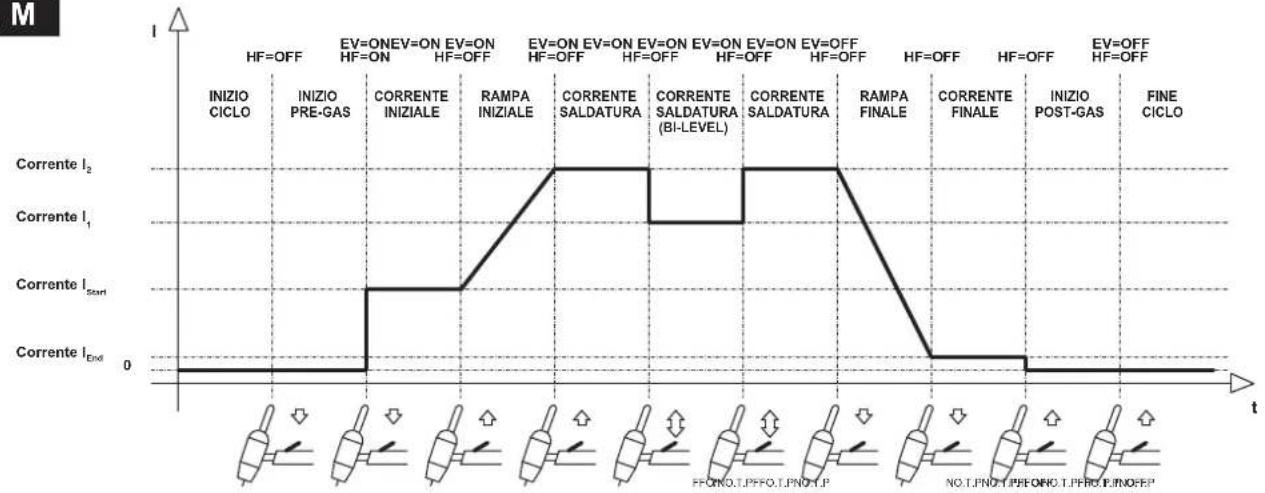
In particolare in MMA i parametri modificabili sono:
- abilitazione/disabilitazione dispositivo "Volgate Reduction Device" per la partenza in sicurezza con bassa tensione.
HOT START - START sovracorrente iniziale (regolazione 0-100%) per ottimizzare l'innesco
dell'arco di saldatura.
- I2 corrente principale di saldatura (corrente d'uscita in Ampere).
- ARC FORCE sovracorrente dinamica (regolazione 0-100%) per ottimizzare la fluidità della saldatura e evitare l'incollamento dell'elettrodo.
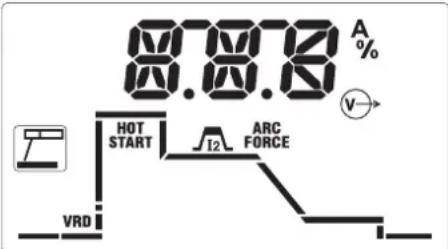
In particolare in TIG i parametri modificabili sono:
text_image
87.8.78 A % Sec 2T4T Bi-Level THIN SPOT I2 I1 tend EASY PULSE I1 Bal t1 ts t2- tempo pre-gas di efflusso del gas di protezione prima della partenza della saldatura (regolazione 0-10 secondi).
- corrente iniziale mantenuta per un tempo fisso in 2T (50msec) e per tempo pari al mantenimento del pulsante premuto, in 4T (regolazione 0-100%).
- t s tempo di rampa iniziale della corrente dal valore l s a l _2 (regolazione 0.1-10 secondi). In OFF rampa non presente.
N.B.: i parametri, e T, possono essere modificati anche con comando remoto a pedale, la regolazione, però, deve essere effettuata prima di attivare il comando stesso.
- I2 corrente principale di saldatura, in modo PULSATO e Bi-Level è la corrente a livello più alto (corrente d'uscita in Ampere).
- corrente di base, in modo PULSATO e Bi-Level è il valore che può essere alternato a quello principale durante al saldatura (regolazione in Ampere).
- frequenza di pulsazione e per i modelli AC/DC in TIG AC rappresenta la frequenza della corrente di saldatura (regolazione in Hertz).
- percentuale bilanciamento, in modo PULSATO è il rapporto tra il tempo in cui la corrente è a livello più alto e il periodo totale di pulsazione, per i modelli AC/DC in TIG AC rappresenta il rapporto tra tempo con corrente positiva e tempo con corrente negativa.
- tempo di rampa finale della corrente dal valore I_2 a I_end (regolazione 0.1-10 secondi). In OFF rampa non presente.
- corrente finale, in 2T è la corrente mantenuta dopo la rampa finale se il tempo di rampa è maggiore di zero, in 4T è la corrente mantenuta dopo la rampa finale per tutto il tempo in cui il pulsante torcia rimane premuto.
- It2 tempo post-gas di effusso del gas di protezione a partire dall'arresto della saldatura (regolazione 0-10 secondi).
- energia di preriscaldo, se previsto, solo per i modelli AC/DC in TIG AC regola il preriscaldo dell'elettrodo per agevolare la partenza (regolazione 2.6-53 A*Sec). In OFF preriscaldo non presente.
Altre icone indicative presenti sul display:
- ALARM avviso di segnalazione/allarme, in genere abbinato al codice indicato sul display, richiama l'attenzione sulla possibile anomalia/protezione automatica attiva nella saldatrice.
- protezione termica, abbinato a ecodice sul display, avviso di condizione raggiungimento dei limiti di riscaldamento interno.
- uscita attiva, indica la presenza di tensione (potenza abilitata) nelle prese di uscita della saldatrice.
- comando a distanza, indica collegamento e controllo attivo del comando a distanza.
- puntatore di posizione, in 4T con inferiore a un valore predefinito indica il settaggio di una corrente iniziale minima che rende visibile l'arco di saldatura con pulsante premuto. Ciò consente di scegliere con precisione il punto di partenza della saldatura (se la corrente iniziale viene impostata oltre un certo limite la funzione si disabilita automaticamente).
- Default parametri di fabbrica, indica il settaggio di tutti i parametri a un valore predefinito utile per ampia operatività. L'utente può impostare a piacere la corrente principale senza alterare le altre impostazioni automatiche.
È possibile riattivare in ogni momento tale condizione spegnendo e accendendo la saldatrice con il pulsante della manopola multifunzione (FIG. D - 5c) premuto.
Messaggi di allarme indicativi sul display alfanumerico (FIG. D - 5d):
- AL.1 : intervento protezione termica del circuito primario (se previsto).
- AL.2 : intervento protezione termica del circuito secondario.
- AL.3 : intervento protezione per sovratensione della linea di alimentazione
- AL.4 : intervento protezione per sottotensione della linea di alimentazione.
AL.8 : tensione ausiliaria fuori range.
Il ripristino è automatico alla cessazione della causa d'allarme.
5. INSTALLAZIONE
ATTENZIONE! ESEGUIRE TUTTE LE OPERAZIONI DI INSTALLAZIONE ED ALLACCIAMENTI ELETTRICI CON LA SALDATRICE RIGOROSAMENTE SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE. GLI ALLACCIAMENTI ELETTRICI DEVONO ESSERE ESEGUIITI ESCLUSIVAMENTE DA PERSONALE ESPERTO O QUALIFICATO.
5.1 ALLESTIMENTO (FIG. P)
Disimballare la saldatrice, eseguire il montaggio delle parti staccate, contenute nell'imballo.
5.1.1 Assemblaggio cavo di ritorno-pinza (FIG. E)
5.1.2 Assemblaggio cavo di saldatura-pinza portaelettrodo (FIG. F)
5.2 UBICAZIONE DELLA SALDATRICE
Individuare il luogo d'installazione della saldatrice in modo che non vi siano ostacoli in corrispondenza della apertura d'ingresso e d'uscita dell'aria di raffreddamento (circolazione forzata tramite ventilatore, se presente); accertarsi nel contempo che non vengano aspirate polveri conduttive, vapori corrosivi, umidità, etc.. Mantenere almeno 250mm di spazio libero attorno alla saldatrice.
ATTENZIONE! Posizionare la saldatrice su di una superfice piana di portata adeguata al peso per evitarne il ribaltamento o spostamenti pericolosi.
- Prima di effettuare qualsiasi collegamento elettrico, verificare che i dati di targa della saldatrice corrispondano alla tensione e frequenza di rete disponibili nel luogo d'installazione.
- La saldatrice deve essere collegata esclusivamente ad un sistema di alimentazione con conduttore di neutro collegato a terra.
- Per garantire la protezione contro il contatto indiretto usare interuttori differenziali del tipo:
- Tipo A ( ) per macchine monofasi;
- Tipo B ( ∽ —— ) per macchine trifasi.
- Al fine di soddisfare i requisiti della Norma EN 61000-3-11 (Flicker) si consiglia il collegamento della saldatrice ai punti di interfaccia della rete di alimentazione che presentano un'impedenza minore di:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- La saldatrice non rientra nei requisiti della norma IEC/EN 61000-3-12. Se essa viene collegata a una rete di alimentazione pubblica, è responsabilità dell'installatore o dell'utilizzatore verificare che la saldatrice possa essere connessa (se necessario, consultare il gestore della rete di distribuzione).
5.3.1 Spina e presa
Collegare al cavo di alimentazione una spina normalizzata, (2P + T (1\~)), (3P + T (3\~)) di portata adeguata e predisporre una presa di rete dotata di fusibili o interruttore automatico; l'apposito terminale di terra deve essere collegato al conduttore di terra (giallo-verde) della linea di alimentazione. La tabella 1 (TAB.1) riporta i valori consigliati in ampere dei fusibili ritardati di linea scelti in base alla max. corrente nominale erogata dalla saldatrice, e alla tensione nominale di alimentazione.
ATTENZIONE! L'inosservanza delle regole sopraesposte rende inefficace il sistema di sicurezza previsto dal costruttore (classe I) con conseguenti gravi rischi per le persone (es. shock elettrico) e per le cose (es. incendio).
5.4 CONNESSIONI DEL CIRCUITO DI SALDATURA
ATTENZIONE! PRIMA DI ESEGUIRE I SEGUENTI COLLEGAMENTI ACCERTARSI CHE LA SALDATRICE SIA SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
La Tabella (TAB. 1) riporta i valori consigliati per i cavi di saldatura (in mm ^2 ) in base alla massima corrente erogata dalla saldatrice.
5.4.1 Saldatura TIG
Collegamento torcia
- Inserire il cavo portacorrente nell'apposito morsetto rapido (-). Collegare il connettore a tre poli (pulsante torcia) all'apposita presa. Collegare il tubo gas della torcia all'apposito raccordo.
Collegamento cavo di ritorno della corrente di saldatura
- Va collegato al pezzo da saldare o al banco metallico su cui è appoggiato, il più vicino possibile al giunto in esecuzione.
Questo cavo va collegato al morsetto con il simbolo (+).
Collegamento alla bombola gas
- Avvitare il riduttore di pressione alla valvola della bombola gas interponendo la riduzione apposita fornita come accessorio (quando venga utilizzato gas Argon).
- Collegare il tubo di entrata del gas al riduttore e serrare la fascetta in dotazione.
- Allentare la ghiera di regolazione del riduttore di pressione prima di aprire la valvola della bombola.
- Aprire la bombola e regolare la quantità di gas (l/min) secondo i dati orientativi d'impiego, vedi tabella (TAB. 4); eventuali aggiustamenti dell'efflusso gas potranno essere eseguiti durante la saldatura agendo sempre sulla ghiera del riduttore di pressione. Verificare la tenuta di tubazioni e raccordi.
ATTENZIONE! Chiudere sempre la valvola della bombola gas a fine lavoro.
5.4.2 Saldatura MMA
La quasi totalità degli elettrodi rivestiti va collegata al polo positivo (+) del generatore; eccezionalmente al polo negativo (-) per elettrodi con rivestimento acido.
Collegamento cavo di saldatura pinza-portaelettrodo
Porta sul terminale un speciale morsetto che serve a serrare la parte scoperta dell'elettrodo.
Questo cavo va collegato al morsetto con il simbolo (+).
Collegamento cavo di ritorno della corrente di saldatura
Va collegato al pezzo da saldare o al banco metallico su cui è appoggiato, il più vicino possibile al giunto in esecuzione.
Questo cavo va collegato al morsetto con il simbolo (-).
Raccomandazioni:
- Ruotare a fondo i connettori dei cavi di saldatura nelle prese rapide (se presenti), per garantire un perfetto contatto elettrico; in caso contrario si produrranno surriscaldamenti dei connettori stessi con relativo loro rapido deterioramento e perdita di efficienza.
- Utilizzare i cavi di saldatura più corti possibile.
- Evitare di utilizzare strutture metalliche non facenti parte del pezzo in lavorazione, in sostituzione del cavo di ritorno della corrente di saldatura; ciò può essere pericoloso per la sicurezza e dare risultati insoddisfacenti per la saldatura.
6. SALDATURA: DESCRIZIONE DEL PROCEDIMENTO
6.1 SALDATURA TIG
La saldatura TIG è un procedimento di saldatura che sfrutta il calore prodotto dall'arco elettrico che viene innescato, e mantenuto, tra un elettrodo infusibile (Tungsteno) ed il pezzo da saldare. L'elettrodo di Tungsteno è sostenuto da una torcia adatta a trasmettervi la corrente di saldatura e proteggere l'elettrodo stesso ed il bagno di
saldatura dall'ossidazione atmosferica mediante un flusso di gas inerte (normalmente Argon: Ar 99.5%) che fuoriesce dall'ugello ceramico (FIG. G).
E' indispensabile per una buona saldatura impiegare l'esatto diametro di elettrodo con l'esatta corrente, vedi tabella (TAB.3).
La sporgenza normale dell'elettrodo dall'ugello ceramico è di 2-3mm e può raggiungere 8mm per saldature ad angolo.
La saldatura avviene per fusione dei lembi del giunto. Per spessori sottili opportunamente preparati (fino a 1mm ca.) non serve materiale d'apporto (FIG. H). Per spessori superiori sono necessarie bacchette della stessa composizione del materiale base e di diametro opportuno, con preparazione adeguata dei lembi (FIG. I). E' opportuno, per una buona riuscita della saldatura, che i pezzi siano accuratamente puliti ed esenti da ossido, oli, grassi, solventi, etc.
6.1.1 Innesco HF e LIFT
Innesco HF:
L'accensione dell'arco elettrico avviene senza il contatto tra elettrodo di tungsteno e pezzo da saldare, tramite una scintilla generata da un dispositivo ad alta frequenza. Tale modalità di innesco non comporta ne inclusioni di tungsteno nel bagno di saldatura, ne usura dell'elettrodo ed offre una partenza facile in tutte le posizioni di saldatura.
Procedimento:
Premere il pulsante torcia avvicinando al pezzo la punta dell'elettrodo (2-3mm), attendere l'innesco dell'arco trasferito dagli impulsi HF e, ad arco acceso, formare il bagno di fusione sul pezzo e procedere lungo il giunto.
Nel caso si riscontrino delle difficoltà d'innesco dell'arco nonostante sia accertata la presenza di gas e siano visibili le scariche HF, non insistere a lungo nel sottoporre l'elettrodo all'azione dell'HF, ma verificarne l'integrità superficiale e la conformazione della punta, eventualmente ravvivandola alla mola. Al termine del ciclo la corrente si annulla con rampa di discesa impostata.
Innesco LIFT
L'accensione dell'arco elettrico avviene allontanando l'elettrodo di tungsteno dal pezzo da saldare. Tale modalità di innesco causa meno disturbi elettro-irradiati e riduce al minimo le inclusioni di tungsteno e l'usura dell'elettrodo.
Procedimento:
Appoggiare la punta dell'elettrodo sul pezzo, con leggera pressione. Premere a fondo il pulsante torcia e sollevare l'elettrodo di 2-3mm con qualche istante di ritardo, ottenendo così l'innesco dell'arco. La saldatrice inizialmente eroga una corrente I _LIFT , dopo qualche istante, verrà erogata la corrente di saldatura impostata. Al termine del ciclo la corrente si annulla con rampa di discesa impostata.
6.1.2 Saldatura TIG DC
La saldatura TIG DC è adatta a tutti gli acciai al carbonio basso-legati e alto-legati e ai metalli pesanti rame, nichel, titanio e loro leghe.
Per la saldatura in TIG DC con elettrodo al polo (-) è generalmente usato dell'elettrodo con il 2% di Torio (banda colorata rossa) o l'elettrodo con il 2% di Cerio (banda colorata grigia). E' necessario appuntire assialmente l'elettrodo di Tungsteno alla mola, vedi FIG. L, avendo cura che la punta sia perfettamente concentrica onde evitare deviazioni dell'arco. E' importante effettuare la molatura nel senso della lunghezza dell'elettrodo. Tale operazione andrà ripetuta periodicamente in funzione dell'impiego e dell'usura dell'elettrodo oppure quando lo stesso sia stato accidentalmente contaminato, ossidato oppure impiegato non correttamente.
6.1.3 Saldatura TIG AC (se previsto)
Questo tipo di saldatura permette di saldare su metalli come l'alluminio e il magnesio che formano sulla loro superficie un ossido protettivo e isolante. Invertendo la polarità della corrente di saldatura si riesce a "rompere" lo strato superficiale di ossido attraverso un meccanismo detto "sabbiatura ionica". La tensione è alternativamente positiva (EP) e negativa (EN) sull'elettrodo di tungsteno. Durante il tempo EP l'ossido viene rimosso dalla superficie ("pulizia" o "decapaggio") permettendo la formazione del bagno. Durante il tempo EN avviene il massimo apporto termico al pezzo permettendo la saldatura. La possibilità di variare il parametro balance in AC permette di ridurre il tempo della corrente EP al minimo consentendo una saldatura più veloce. Maggiori valori di balance permettono una saldatura più veloce, maggiore penetrazione, arco più concentrato, bagno di saldatura più stretto, e limitato riscaldamento dell'elettrodo. Minori valori permettono una maggiore pulizia del pezzo. Usare un valore di balance troppo basso comporta un allargamento dell'arco e della parte disossidata, un surriscaldamento dell'elettrodo con conseguente formazione di una sfera sulla punta e degradazione della facilità di innesco e della direzionalità dell'arco. Usare un valore eccessivo di balance comporta un bagno di saldatura "sporco" con inclusioni scure. La tabella (TAB. 4) riassume gli effetti di variazione dei parametri in saldatura AC. Sono inoltre valide le istruzioni riguardanti il procedimento di saldatura.
In tabella (TAB. 3) sono riportati i dati orientativi per la saldatura su alluminio; il tipo di elettrodo più adatto è l'elettrodo al tungsteno puro (striscia di colore verde).
6.1.4 Procedimento
- Regolare la corrente di saldatura al valore desiderato per mezzo della manopola; adeguare eventualmente durante la saldatura al reale apporto termico necessario.
- Premere il pulsante torcia verificando il corretto flusso del gas dalla torcia; tarare, se necessario, il tempo di pre-gas e di postgas; questi tempi vanno regolati in funzione delle condizioni operative, in particolare il ritardo del postgas deve essere tale da permettere, a fine saldatura il raffreddamento dell'elettrodo e del bagno senza che entrino in contatto con l'atmosfera (ossidazioni e contaminazioni).
Modo TIG con sequenza 2T:
- Premendo a fondo il pulsante torcia (P.T.) fa innescare l'arco con una corrente I. Successivamente la corrente aumenta secondo la funzione RAMPA INIZIALE fino al valore della corrente di saldatura.
- Per interrompere la saldatura rilasciare il pulsante della torcia dando luogo all'annullamento graduale della corrente (se inserita la funzione RAMPA FINALE) o all'estinzione immediata dell'arco con sussequente postgas.
Modo TIG con sequenza 4T:
- La prima pressione del pulsante fa innescare l'arco con una corrente I. Al rilascio del pulsante la corrente aumenta secondo la funzione RAMPA INIZIALE fino a valore della corrente di saldatura; tale valore viene mantenuto anche a pulsante rilasciato. Quando si ripreme il pulsante la corrente diminuisce secondo la funzione RAMPA FINALE fino I. Quest'ultimo viene mantenuto fino al rilascio del pulsante che termina il ciclo di saldatura iniziando il periodo di postgas. Invece, se durante la funzione RAMPA FINALE" si rilascia il pulsante, il ciclo di saldatura termina immediatamente e inizia il periodo di postgas.
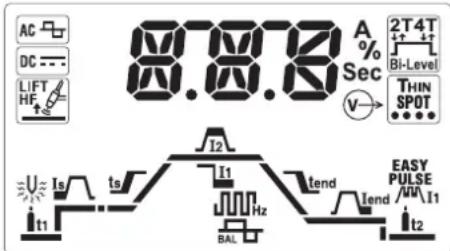
Modo TIG con sequenza 4T e BI-LEVÉL:
- La prima pressione del pulsante fa innescare l'arco con una corrente I. Al rilascio del pulsante la corrente aumenta secondo la funzione RAMPA INIZIALE fino valore della corrente di saldatura; tale valore viene mantenuto anche a pulsante rilasciato. Ad ogni seguente pressione del pulsante (il tempo che intercorre tra pressione e rilascio deve essere di breve durata) la corrente varierà tra il valore impostato nel parametro BI-LEVEL I, ed il valore della corrente principale I.
- Mantenendo premuto il pulsante per un tempo prolungato la corrente diminuisce secondo la funzione RAMPA FINALE fino I _any . Quest'ultimo viene mantenuto fino al rilascio del pulsante che termina il ciclo di saldatura iniziando il periodo di postgas. Invece, se durante la funzione RAMPA FINALE si rilascia il pulsante, il ciclo o
saldatura termina immediatamente e inizia il periodo di postgas (FIG. M).
Modo TIG SPOT e TIG THIN SPOT:
- La saldatura avviene mantenendo premuto il pulsante torcia fino al raggiungimento del tempo preimpostato (tempo di spot).
6.2 SALDATURA MMA
- E' indispensabile, rifarsi alle indicazioni del fabbricante riportate sulla confezione degli elettrodi utilizzati indicanti la corretta polarità dell'elettrodo e la relativa corrente ottimale.
- La corrente di saldatura va regolata in funzione del diametro dell'elettrodo utilizzato ed al tipo di giunto che si desidera eseguire; a titolo indicativo le correnti utilizzabili per i vari diametri di elettrodo sono:
| ∅ Elettrodo (mm) | Corrente di saldatura (A) | |
| Min. Max. | ||
| 1.6 25 50 | ||
| 2 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 160 | ||
| 4 120 | 200 | |
| 5 150 | 280 | |
| 6 200 | 350 | |
- Si osservi che a parità di diametro dell'elettrodo, valori elevati di corrente saranno utilizzati per saldature in piano, mentre per saldature in verticale o sopratesta dovranno essere utilizzate correnti più basse.
- Le caratteristiche meccaniche del giunto saldato sono determinate, oltre che dall'intensità di corrente scelta, dagli altri parametri di saldatura quali lunghezza dell'arco, velocità e posizione di esecuzione, diametro e qualità degli elettrodi (per una corretta conservazione mantenere gli elettrodi al riparo dall'umidità, protetti dalle apposite confezioni o contenitori).
- Le caratteristiche della saldatura dipendono anche dal valore di ARC-FORCE (comportamento dinamico) della saldatrice. Tale parametro è impostabile da pannello, oppure è impostabile con comando a distanza a 2 potenziometri.
- Si osservi che valori alti di ARC-FORCE danno maggior penetrazione e permettono la saldatura in qualsiasi posizione tipicamente con elettrodi basici, valori bassi di ARC-FORCE permettono un arco più morbido e privo di spruzzi tipicamente con elettrodi rutili.
La saldatrice è inoltre equipaggiata di dispositivi HOT START e ANTI STICK che garantiscono partenze facili e assenza di incollamento dell'elettrodo al pezzo.
6.2.1 Procedimento
- Tenendo la maschera DAVANTI AL VISO, strofinare la punta dell'elettrodo sul pezzo da saldare eseguendo un movimento come si dovesse accendere un fiammifero; questo è il metodo più corretto per innescare l'arco.
ATTENZIONE: NON PICCHIETTARE l'elettrodo sul pezzo; si rischierebbe di danneggiarne il rivestimento rendendo difficoltàso l'innesco dell'arco. - Appena innescato l'arco, cercare di mantenere una distanza dal pezzo equivalente al diametro dell'elettrodo utilizzato e mantenere questa distanza la più costante possibile durante l'esecuzione della saldatura; ricordare che l'inclinazione dell'elettrodo nel senso dell'avanzamento dovrà essere di circa 20-30 gradi.
- Alla fine del cordone di saldatura, portare l'estemità dell'elettrodo leggermente indietro rispetto la direzione di avanzamento, al di sopra del cratere per effettuare il riempimento, quindi sollevare rapidamente l'elettrodo dal bagno di fusione per ottenere lo spegnimento dell'arco (Aspetti del cordone di saldatura - FIG. N).
7. MANUTENZIONE

ATTENZIONE! PRIMADI ESEGUIRE LE OPERAZIONI DIMANUTENZIONE, ACCERTARSI CHE LA SALDATRICE SIA SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
7.1 MANUTENZIONE ORDINARIA
LE OPERAZIONI DI MANUTENZIONE ORDINARIA POSSONO ESSERE ESEGUITE DALL'OPERATORE.
7.1.1 Torcia
- Evitare di appoggiare la torcia e il suo cavo su pezzi caldi; ciò causerebbe la fusione dei materiali isolanti mettendola rapidamente fuori servizio.
- Verificare periodicamente la tenuta della tubazione e raccordi gas.
- Accoppiare accuratamente pinza serra elettrodo, mandrino porta pinza con il diametro dell'elettrodo scelto onde evitare surriscaldamenti, cattiva diffusione del gas e relativo mal funzionamento.
- Controllare, almeno una volta al giorno, lo stato di usura e la correttezza di montaggio delle parti terminali della torcia: ugello, elettrodo, pinza serraelettrodo, diffusore gas.
7.2 MANUTENZIONE STRAORDINARIA
LE OPERAZIONI DI MANUTENZIONE STRAORDINARIA DEVONO ESSERE ESEGUI TE ESCLUSIVAMENTE DA PERSONALE ESPERTO O QUALIFICATO IN AMBITO ELETTRICO-MECCANICO E NEL RISPETTO DELLA NORMA TECNICA IEC/EN 60974-4.

ATTENZIONE! PRIMA DI RIMUOVERE I PANNELLI DELLA SALDATRICE ED ACCEDERE AL SUO INTERNO ACCERTARSI CHE LA SALDATRICE SIA SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE. Eventuali controlli eseguiti sotto tensione all'interno della saldatrice possono causare shock elettrico grave originato da contatto diretto con parti in tensione e/o lesioni dovute al contatto diretto con organi in movimento.
- Periodicamente e comunque con frequenza in funzione dell'utilizzo e della polverosità dell'ambiente, ispezionare l'interno della saldatrice e rimuovere la polvere depositatasi su schede elettroniche con una spazzola molto morbida od appropriati solventi.
- Con l'occasione verificare che le connessioni elettriche siano ben serrate ed i cablaggi non presentino danni all'isolamento.
- Al termine di dette operazioni rimontare i pannelli della saldatrice serrando a fondo le viti di fissaggio.
- Evitare assolutamente di eseguire operazioni di saldatura a saldatrice aperta
- Dopo aver eseguito la manutenzione o la riparazione ripristinare le connessioni ed i cablaggi com'erano in origine avendo cura che questi non vadano a contatto con parti in movimento o parti che possano raggiungere temperature elevate. Fascettare tutti i conduttori com'erano in origine avendo cura di tenere ben separati tra di loro i collegamenti del primario in alta tensione da quelli secondari in bassa tensione.
Utilizzare tutte le rondelle e le viti originali per la richiusura della carpenteria.
8. RICERCA GUASTI
NELL'EVENTUALITA' DI FUNZIONAMENTO INSODDISFACENTE, E PRIMA DI ESEGUIRE VERIFICHE PIU' SISTEMATICHE O RIVOLGERVI AL VOSTRO CENTRO ASSISTENZA CONTROLLARE CHE:
- La corrente di saldatura sia adeguata al diametro e al tipo di elettrodo utilizzato.
- Con interruttore generale in "ON" la lampada relativa sia accesa; in caso contrario il difetto normalmente risiede nella linea di alimentazione (cavi, presa e/o spina, fusibili, etc.).
- Non sia acceso il led giallo segnalante l'intervento della sicurezza termica di sovra o sottotensione o di corto circuito.
- Assicurarsi di aver osservato il rapporto di intermittenza nominale; in caso di intervento della protezione termostatica attendere il raffreddamento naturale della macchina, verificare la funzionalità del ventilatore.
- Controllare la tensione di linea, se il valore è troppo alto o troppo basso la saldatrice rimane in blocco.
- Controllare che non vi sia un cortocircuito all'uscita della saldatrice: in tal caso procedere all'eliminazione dell'inconveniente.
- I collegamenti del circuito di saldatura siano effettuati correttamente, particolarmente che la pinza del cavo di massa sia effettivamente collegata al pezzo e senza interposizione di materiali isolanti (p.e. Vernici).
- Il gas di protezione usato sia corretto (Argon 99.5%) e nella giusta quantità.
pag.
-
RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE SOUDAGE À L'ARC....15
-
INTRODUCTION ET DESCRIPTION GENERALE....16
FIG. M
LEGENDA: EV = Elettrovalvola
PT = Pulsante torcia
HF = Alta frequenza (se attiva)
FIG. N
 |  |  |  |
| (EN) ADVANCEMENT TOO SLOW(IT) AVANZAMENTO TROPPO LENTO(FR) AVANCEMENT TROP FAIBLE(ES) LASSNELHEID TE LAAG(DE) ZU LANGASAMES ARBEITEN(RU) МЕДЛЕННОЕ ПЕРЕМЕЩЕ НИМЕ ЭЛЕКТРОДА(PT) AVANCE DEMASIADO VELOZ(EL) ПОАТ АРТО ПРОХОРHEMA(NL) AVANÇO MUITO LENTO(HU) AZ ELOTOLÁS TÜLSÁGOSAN LASSÜ(RO) AVANSARE PREA LENTA(SV) FÖR LÄNGSAM FLYTTNING(DA) GÄR FOR LANGSOMT FREMAD(NO) FOR SAKTE FREMDRIFT(FI) EDISTYS LIAN HIDAS(CS) PRİLİŞ POMALY POSUV(SK) PRİLİŞ POMALY POSUV(SL) PREPOCASNO NAPREDOVANJE(HR-SR) PRESPORO NAPREDOVANJE(LT) PER LETAS JUDEJIMAS(ET) LIIGA AEGLANE EDASIMINEK(LV) KUSTIBA UZ PRIEKŞÜ IR PARAŁ KENA(BG) ПРЕКАЛЕНЮ БАВНО ПРЕДВИЖВАНЕ НА ЕЛЕКТРОДА(PL) POSUW ZBYT WOLNY(AR) انتقدم بطّل للagreeية | (EN) ARC TOO SHORT(IT) ARCO TROPPO CORTO(FR) ARC TROP COURT(ES) LICHTBOOG TE KORT(DE) ZU KURZER BOGEN(RU) СЛИШКОМ КОРОТКАЯ ДУГА(PT) ARCO DEMASIADO CORTO(EL) ПОАТ KONTO TOGO(NL) ARCO MUITO CURTO(HU) AZ İV TÜLSÁGOSAN RÖVID(RO) ARC PREA SCURT(SV) BÄGEN AR FÖR KORT(DA) LYSBUEN ER FOR KORT(NO) FOR KORT BUE(FI) VALOKAARI LIAN LYHYT(CS) PRİLİŞ KRÄTKY OBLOUK(SK) PRİLİŞ KRÄTKY OBLUK(SL) PREKRATEK OBLOK(HR-SR) PREKRATAK LUK(LT) PER TRUMPAS LANKAS(ET) LIIGA LÜHIKE KAAR(LV) LOKS IR PARAK ISS(BG) MHOTO KİSCA ДЫГА(PL) LUK ZBYT KRÖTKI(AR) القوس قぶり للagreeية | (EN) CURRENT TOO LOW(IT) CORRENTE TROPPO BASSA(FR) COURANT TROP FAIBLE(ES) LASSTROOM TE LAAG(DE) ZU GERINGER STROM(RU) СЛИШКОМ СЛАБЫЙ TOK СВАРКИ(PT) CORRIENTE DEMASIADO BAJA(EL) ОПОАТ ХАМЫЛО РЕУМА(NL) CORRENTE MUITO BAIXA(HU) AZ ÁRAM ÉRTÉKE TÜLSÁGOSAN(RO) CURRENT CU INTENSITATE PREA SCÁZUTÁ(SV) FÖR LITE STRÖM ALACSONY(DA) FOR LILLE STRÖMSTYRKE(NO) FOR LAV STRÖM(FI) VIRTÀ LIAN ALHAINEN(CS) PRİLİŞ NIZKY PROUD(SK) PRİLİŞ NIZKY PRÜD(SL) PRESÍBEK ELEKTRICNI TOK(HR-SR) PRESÍBEK ELEKTRICNI TOK(LT) PER SILPNA SROVÉ(ET) LIIGA MADAL VOOL(LV) STRAVA IR PÁRAK VAJA(BG) MHOTO HNCSYK TOK(PL) PRAD ZBYT NISKI(AR) انتبار م VOLЧСИS حداً | |
 |  |  | (EN) CURRENT CORRECT(IT) CORDONE CORRETTO(FR) CORDON CORRECT(ES) CORDON CORRECTO(DE) RICHTIG(RU) HOPMALЫНЫЙ ШОВ(PT) CORRENTE CORRECTA(EL) ΣΙΣΤΟ ΚΟΡΔΟΝΙ(NL) JUISTE LASSTROOM(HU) A ZÁRÓVONAL PONTOS(RO) CORDON DE SUDURÁ CORECT(SV) RÄTT STRÖM(DA) KORREKT STRÖMSTYRKE(NO) RIKTIG STRÖM(FI) VIRTÀ OIKEA(CS) SPRÁVNY SVAR(SK) SPRÁVNY ZVAR(SL) PRAVILEN ZVAR(HR-SR) ISPRAVLJENI KABEL(LT) TAISYKLINGA SIÜLÉ(ET) KORREKTNE NÓÖR(LV) PAREIZA SÜVE(BG) PIPABIJEH LIEB(PL) PRAWIDHOWY ŚCIEG(AR) حمل صحيح |
| (EN) ADVANCEMENT TOO FAST(IT) AVANZAMENTO TROPPO VELOCE(FR) AVANCEMENT EXCESSIF(ES) LASSNELHEID TE HOOG(DE) ZU SCHNELLES ARBEITEN(RU) БЫСТРОЕ ПЕРЕМЕЩЕНИЕ ЭЛЕКТРОДА(PT) AVANCE DEMASIADO LENTO(EL) ПОАТ ГРНГОРО ИПОХОРHEMA(NL) AVANÇO MUITO RAPIDO(HU) AZ ELÔTOLÁS TÜLSÁGOSAN GYORS(RO) AVANSARE PREA RAPIDA(SV) FÖR SNABB FLYTTNING(DA) GÄR FOR HURTIGT FREMAD(NO) FOR RASK FREMDRIFT(FI) EDISTYS LIAN NOPEA(CS) PRİLİŞ RYCHLY POSUV(SK) PRİLİŞ RYCHLY POSUV(SL) PRIHITRO NAPREDOVANJE(HR-SR) PREBRZO NAPREDOVANJE(LT) PER GREITAS JUDEJIMAS(ET) LIIGA KIIRE EDASMIMINE(KV) KUSTIBA UZ PRIEKŞÜ IR PARAŁ ATRA(BG) ПРЕКАЛЕНЮ БЗО ПРЕДВИЖВАНЕ НА ЕЛЕКТРОДА(PL) POSUW ZBYT SZYRKI(AR) انتقدم بطّل للagreeية | (EN) ARC TOO LONG(IT) ARCO TROPPO LUNGO(FR) ARC TROP LONG(ES) ARCO DEMASIADO LARGO(DE) ZU LANGER BOGEN(RU) СЛИШКОМ ДЛИННАЯ ДУГА(PT) ARCO MUITO LONGO(EL) ПОАТ MAKPTY TOGO(NL) LICHTBOOG TE LANG(HU) AZ İV TÜLSÁGOSAN HOSSZÜ(RO) ARC PREA LUNG(SV) BÄGEN AR FÖR LÄNG(DA) LYSBUEN ER FOR LANG(NO) FOR LANG BUE(FI) VALOKAARI LIAN PITKA(CS) PRİLİŞ DLOUHY OBLOUK(SK) PRİLİŞ DLHY OBLUK(SL) PREDOLG OBLOK(HR-SR) PREDUGI LUK(LT) PER ILGAS LANKAS(ET) LIIGA PIKK KAAR(LV) LOKS IR PARAK GARŚ(BG) ПРЕКАЛЕНЮ ДЫГА ДЫГА(PL) LUK ZBYT DRUGI(AR) القوس قput Oil للagreeية | (EN) CURRENT TOO HIGH(IT) CORRENTE TROPPO ALTA(FR) COURANT TROP ELEVE(ES) SPANNING TE HOOG(DE) ZU VIEL STRÖM(RU) СЛИШКОМ БОЛЬШОЙ TOK СВАРКИ(PT) CORRIENTE DEMASIADO ALTA(EL) ПОАТ УЧИЛО РЕУМА(NL) CORRENTE MUITO ALTA(HU) AZ ÁRAM ÉRTÉKE TÜLSÁGOSAN MAGAS(RO) CURRENT CU INTENSITATE PREA RIDICATA(SV) FÖR MYCKET STRÖM(DA) FOR STOR STRÖMSTYRKE(NO) FOR HÜY STRÖM(FI) VIRTÀ LIAN VOIMAKAS(CS) PRİLİŞ VYSOKY PROUD(SK) PRİLİŞ VYSOKY PRÜD(SL) PREMOČAN ELEKTRICNI TOK(HR-SR) PREJAKA STRUJA(LT) PER STIPRI SROVE(ET) LIIGA TUGEY VOOL(LV) STRAVA IR PARAK STIPRA(BG) MHOTO ВИСОК TOK(PL) PRAD ZBYT WYSOKI(AR) انتبار م VOLЧСИS حداً |
La ditta costruttrice si rende garante del buon funzionamento delle macchine e si impegna ad effettuare gratuitamente la sostituzione dei pezzi che si deteriorassero per cattiva qualità di materiale e per difetti di costruzione entro 12 mesi dalla data di messa in funzione della macchina, comprovata sul certificato. Le macchine rese, anche se in garanzia, dovranno essere spedite in PORTO FRANCO e verranno restituite in PORTO ASSEGNATO. Fanno eccezione, a quanto stabilito, le macchine che rientrano come beni di consumo secondo la direttiva europea 1999/44/CE, solo se vendute negli stati membri della EU. Il certificato di garanzia ha validità solo se accompagnato da scontrino fiscale o bolla di consegna. Gli inconvenienti derivati da cattiva utilizzazione, manomissione o Incuria, sono esclusi dalla garanzia. Inoltre si declina ogni responsabilità per tutti i danni diretti ed indiretti.




