
Infinity 225 954556 - Svejsemaskine Telwin - Gratis brugsanvisning og manual
Find enhedens vejledning gratis Infinity 225 954556 Telwin i PDF-format.
| Produkttype | Inverter TIG/MMA svejsemaskine |
| Mærke | Telwin |
| Model | Infinity 225 954556 |
| Svejseprocesser | TIG DC/AC (HF/LIFT), MMA |
| Svejsestrøm TIG | 5 - 225 A |
| Svejsestrøm MMA | 10 - 225 A |
| Strømforsyning | 230 V enfaset (eller 400 V trefaset afhængigt af version) |
| Frekvens | 50/60 Hz |
| Beskyttelsesklasse | IP21S (skøn) |
| Vægt | Ca. 12 kg (skøn) |
| Dimensioner (L x B x H) | Ikke oplyst |
| TIG-funktioner | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, pulserende, Easy Pulse, start/slut-ramper, for/efter-gas, AC-balance, frekvens |
| MMA-funktioner | Hot Start, Arc Force, Anti Stick, VRD |
| Medfølgende tilbehør | Svejse- og returkabler, elektrodeholder, TIG-brænder (afhængigt af version) |
| Ekstra tilbehør | Fjernbetjening (1 eller 2 potentiometre, pedal), TIG-brænder med potentiometer, MMA-kit, TIG-kit, America-vogn, argonflaskeadapter, trykreducer |
| Sikkerhed | Termisk beskyttelse, over-/underspænding, VRD, alarmer AL.1-AL.8 |
| Køling | Intern ventilator |
| Rutinemæssig vedligeholdelse | Rengøring med trykluft, kontrol af brænder og forbindelser, kontrol af gastæthed |
| Reparerbarhed | Reservedele tilgængelige via Telwin service, reparation af kvalificeret personale |
| Standarder | EN 60974-9, CEI/EN 61000-3-11, CEI/EN 61000-3-12 |
Ofte stillede spørgsmål - Infinity 225 954556 Telwin
Brugerspørgsmål om Infinity 225 954556 Telwin
0 spørgsmål om dette apparat. Besvar dem du kender, eller stil dit eget.
Stil et nyt spørgsmål om dette apparat
Download vejledningen til din Svejsemaskine i PDF-format gratis! Find din vejledning Infinity 225 954556 - Telwin og tag din elektroniske enhed tilbage i hånden. På denne side er alle dokumenter nødvendige for brugen af din enhed offentliggjort. Infinity 225 954556 af mærket Telwin.
BRUGSANVISNING Infinity 225 954556 Telwin
(DA) Professionelle svejsemaskiner med inverter TIG (DC) (AC/DC) HF/LIFT, MMA.
2.2 TILBEH∅R, DER KAN BESTILLES (hvis de ikke følger med)......66
- TEKNISKE DATA 66
3.1 SPECIFIKATIONSMÆRKAT (FIG. A) 66
3.2 ANDRE TEKNISKE DATA....66
- BESKRIVELSE AF SVEJSEMASKINEN 66
4.1 BLOKDIAGRAM 66
4.2 KONTROL-, REGULERINGS- OG TILSLUTNINGSANORDNINGER .....66
4.2.1 Bagpanel (FIG. C) 66
4.2.2 Forpanel FIG. D....66
- INSTALLATION ....67
5.1.2 Samling af svejsekabel-elektrodetang (FIG. F)....67
5.2 PLACERING AF SVEJSEMASKINEN 67
5.3 TILSLUTNING TIL NETFORSYNINGEN 67
5.4.1 TIG-svejsning 67
5.4.2 MMA-Svejsning 67
- SVEJSNING: BESKRIVELSE AF FREMGANGSMÅDEN 68
6.1 TIG-SVEJSNING 68
6.1.1 HF- og LIFT-udløsning 68
6.1.2 TIG-jævnstrømsvejsning 68
6.1.3 TIG AC-svejsning (hvor maskinen er forsynet dermed) 68
6.1.4 Fremgangsmäde 68
6.2 MMA-SVEJSNING 68
6.2.1 Svejseproceduren 68
- VEDLIGEHOLDELSE 68
7.1 ORDINÆR VEDLIGEHOLDELSE 68
7.1.1 Brænder 68
7.2 EKSTRAORDINÆR VEDLIGEHOLDELSE 68
- FEJLFINDING 69
SVEJSEMASKINER MED INVERTER TIL TIG- OG MMA-SVEJSNING BEREGNET
INDUSTRIEL OG PROFESSIONEL BRUG.
Bemærk: I den nedenstäende tekst anvendes betegnelsen "svejsemaskine".
- ALMENE SIKKERHEDSNORMER VEDR∅RENDE LYSBUESVEJSNING
Operatøren skal sættes tilstrækkeligt ind i, hvordan svejsemaskinen anvendes på sikker vis samt oplyses om risiciene forbundet med buesvejsningsprocedurerne samt de påkrævede sikkerhedsforanstaltninger og nødprocedurer.
(Jævnfør standard "EN 60974-9: Udstyr til lysbuesvejsning. Del 9: Installation og anvendelse").

- Undgå direkte berøring med svejsekredsløbet; nulspændingen fra svejsemaskinen kan I visse tilfælde være farlig.
- Svejsemaskinen skal slukkes og frakobles netforsyningen, før svejsekablerne tilsluttes eller der foretages eftersyn eller reparationer.
- Sluk for svejsemaskinen og frakobl den netforsyningen, før brænder sliddele udskiftes.
- Den elektriske installation skal være i overensstemmelse med de gældende ulykkesforebyggende normer og love.
- Svejsemaskinen må udelukkende forbindes til et forsyningssystem med en jordforbundet, neutral ledning.
- Man skal sørge for, at netstikkontakten er rigitgt forbundet med jordbeskyttelsesanlægget.
- Svejsemaskinen må ikke anvendes i fugtige, våde omgivelser eller udendørs i regnvejr.
- Der må ikke anvendes ledninger med dårlig isolering eller løse forbindelser.

- Der må ikke svejses på beholdere, dunke eller rør, der indeholder eller har indeholdt brændbare væsker eller gasarter.
- Man skal undlade at arbejde på materialer, der er renset med klorbrinteholdige opløsningsmidler eller i nærheden af lignende stoffer.
- Der må ikke svejses på beholdere under tryk.
- Samtlige brændbare stoffer (såsom træ, papir, klude osv.) skal fjernes arbejdsområdet.
- Man skal sørge for, at der er tilstrækkelig udluftning eller findes egnede midler til fjernelse af svejsedampene i nærheden af svejsebuen; der skal iværksættes en systematisk procedure til vurdering af grænsen for udsættelse for svejsedampene alt efter deres sammensætning, koncentration og udsættelsens varighed.
- Gasbeholderen skal holdes væk fra varmekilder, inklusiv solstråler (hvis denne anvendes).





- Den elektriske isolering skal passe til brænderen, arbejdsemnet og de (tilgængelige) jordforbundne metaldele, som befinder sig i nærheden. Dette opnås almindellvis ved at benytte formålstjenlige handsker, sko, hovedbeklædning og tøj samt isolerende trinbrætter eller måtter.
- Beskyt altid øjnene med særlige filtre, der opfylder kravene i UNI EN 169 eller UNI EN 379, og som er monteret på masker eller hjelme i overensstemmelse med UNI EN 175.
Anvend vandtætte beskyttelsesklaeder (ifølge UNI EN 11611) og svejsehandsker (ifølge UNI EN 12477), så huden ikke udsættes for de ultraviolette eller infrarøde stråler, som lysbuen frembringer; sørg desuden for, at de andre personer, der befinder sig i nærheden af lysbuen, beskyttes med ikke-reflekterende skærme eller gardiner.
- Støjniveau: Hvis det personlige udsættelsesniveau (LEPd) i forbindelse med særligt intensive svejseprocedurer kommer op på eller over 85 dB(A), er der pligt til at anvende egnede personlige værnemidler (Tab. 1).







- Svejsestrømmens gennemgang frembringer elektromagnetiske felter (EMF) i nærheden af svejsekredsløbet.
De elektromagnetiske felter kan skabe interferens med bestemt lægeapparatur
(f.eks. pacemakere, respiratorer, metalproteser osv.).
Der skal træffes passende sikkerhedsforanstaltninger for at værne om patienter, der anvender sådant apparatur. Dette kan for eksempel gøres ved at forbyde adgang til svejsemaskinens driftsområde.
Denne svejsemaskine opfylder den tekniske standards krav til produkter, der udelukkende anvendes i industrielle omgivelser til professionel brug. Det garanteres ikke, at den overholder de grundlæggende grænser for personers udsættelse for elektromagnetiske felter i husholdningsmiljøer.
Brugeren skal følge de nedenstäende procedurer for at begrænse udsættelsen for elektromagnetiske felter:
- Fastgør de to svejsekabler så tæt som muligt på hinanden.
- Hold hovedet og overkroppen så langt væk som muligt fra svejsekredsløbet.
- Vikl under ingen omstændigheder svejsekablerne rundt om kroppen.
- Undlad at svejse, mens kroppen befinder sig midt i svejsekredsløbet. Hold begge kabler på den samme side af kroppen.
- Forbind svejsestrømreturkablet til det emne, der skal svejses, så tæt som muligt på samlingen.
ns Undlad at svejse i nærheden af svejsemaskinen, samt at sidde på eller læne sig op ad den (minimal afstand: 50cm). - Efterlad ikke jernmagnetiske genstande i nærheden af svejsekredsløbet.
- Minimal afstand d= 20cm (FIG. O).

- Apparatur hørende til klasse A:
Denne svejsemaskine opfylder den tekniske standards krav til produkter, der udelukkende anvendes i industrielle omgivelser og til professionel brug. Deres elektromagnetiske kompatibilitet garanteres ikke i bygninger, der er direkte forbundet med et lavspændingsnet, der forsyner husholdninger.

YDERLIGERE FORHOLDSREGLER
HVIS SVEJSEARBEJDET SKAL UDF∅RES:
- I omgivelser, hvor der er øget risiko for elektrochok.
- På afgrænsede områder.
-frå steder, hvor der er brændbare eller sprængfarlige materialer.
SKAL en "Erfaren ansvarshavende" først foretage en vurdering deraf, og der skal altid være andre personer, som har kendskab til nødindgreb, til stede under udførelsen.
Det er STRENGT N∅DVENDIGT at anvende de tekniske værnemidler, der er fremstillet i 7.10; A.8; A.10. I standard "EN 60974-9: Udstyr til lysbuesvejsning. Del 9: Installation og anvendelse".
SKAL det forbydes at svejse, hvis maskinoperatøren ikke står på grunden, med mindre der anvendes sikkerhedsplattorme.
- SPÆNDING MELLEM ELEKTRODEHOLDER ELLER BRÆNDERE: hvis der arbejdes med mere end én svejsemaskine på ét emne eller flere elektrisk forbundne emner, kan der opstå en kombination af farlige nulspændinger mellem to elektrodeholdere eller brændere, hvis værdi kan være dobbelt så høj som maksimumstærsklen.
Det er strengt nødvendigt, at en erfaren ansvarshavende udfører instrumentmålinger for at fastslå, om der findes risicl og om der kan træffes passende sikkerhedsforanstaltninger i henhold til punkt 7.9 i standarden "EN 60974-9: Udstyr til lysbuesvejsning. Del 9: Installation og anvendelse".

TILBAGEVÆRENDE RISICI
- VÆLTNING: Svejsemaskinen skal stilles på en vandret flade, som kan holde til dens vægt; i modsat fald (hvis gulvet hælder, er uregelmæssigt m.m....) er der fare for, at den vælter.
- UHENSIGTSMÆSSIG ANVENDELSE: Det er farligt at anvende svejsemaskinen til hvilket som helst formål, som afviger fra den forventede anvendelse (såsom optøning af vandrør).
-
Det er forbudt at anvende håndrebet til at hæve svejsemaskinen.
-
INDLEDNING OG ALMEN BESKRIVELSE
2.1 INDLEDNING
Denne svejsemaskine er en strømkilde til lysbuesvejsning, der er særligt beregnet til TIG-svejsning (DC jævnstrøm) (AC vekselstrøm/DC jævnstrøm) med HF-eller LIFT-udløsning og MMA-svejsning af beklædte elektroder (rutile, sure, basiske elektroder).
Denne svejsemaskines særlige egenskaber (INVERTER), såsom den høje hastighed og præcise regulering, giver fremragende svejseresultater.
Reguleringen med "inverter"-system ved netforsyningens (primære) indgang medfører desuden en kraftig forringelse af både transformeromfang og nivelleringsreaktans, hvilket har gjort det muligt at bygge en let svejsemaskine med yderst begrænset omfang, som er nem at håndtere og transportere.
2.2 TILBEH∅R, DER KAN BESTILLES (hvis de ikke følger med)
- Sæt til MMA-svejsning.
- Sæt til TIG-svejsning.
- Selvformørkende maske: med fast eller regulerbart filter.
- Gasovergangsrør til tilslutning af Argon-beholder.
- Trykformindsker med manometer.
- Brænder til TIG-svejsning.
- TIG-brænder med potentiometer.
- AMERICA vogn.
3. TEKNISKE DATA
3.1 SPECIFIKATIONSMÄERKAT (FIG. A)
De vigtigste data vedrørende svejsemaskinens anvendelse og præstationer er sammenfattet på specifikationsmærkatet med følgende betydning:
1- Indpakningens beskyttelsesgrad.
1\~: Enfaset vekselspænding;
3\~: Trefaset vekselspænding.
3- Symbol S : Angiver at der kan foretages svejseprocesser i omgivelser, hvor der er øget risiko for elektrisk stød (f.eks. umiddelbart i nærheden af større metalgenstande).
4- Symbol for den forventede svejsemäde.
5- Symbol for maskinens indre struktur.
6- Den EUROPÆISKE referencenorm vedrørende lysbuesvejsemaskinernes sikkerhed og fabrikation.
7- Serienummer til identificering af maskinen (uundværlig ved henvendelse til Kundeservice, anmodning om reservedele, bestemmelse af maskinens oprindelse).
8- Svejsekredsløbets præstationer:
- U _0 : Spænding uden belastning.
- I_2 / U_2 : Tilsvarende standardstrøm og -spænding, som svejsemaskinen kan levere under svejsningen.
- X: Intermittensforhold: Angiver det tidsrum, hvori svejsemaskinen kan levere den tilsvarende strøm (samme spalte). Udtrykkes i %, på grundlag af en 10 minutters arbejdscyklus (f.eks. 60% = 6 minutters arbejde, 4 minutters hviletid; og så videre).
Skulle anvendelsesparametrene (mærkedata, gældende for en omgivende lufttemperatur på 40°C) overstiges, udløses varmeudkoblingen (svejsemaskinen bliver på stand-by, indtil den kommer ned på den tilladte temperatur.
- A/V-A/V : Angiver svejsestrømmens reguleringsspektrum (minimum maksimum) ved en bestemt buspænding.
9- Netforsyningens egenskaber:
- U₁: Svejsemaskinens vekselspænding og frekvens (tilladte grænser ±10%):
- I_1max : Liniens maksimale strømforbrug.
- I_1 eff^max : Reel strømstyrke.
10- : Værdien for sikringerne med forsinket aktivering, som skal indrettes til beskyttelse af linien.
11- Symboler vedrørende sikkerhedsnormer, hvis betydning er fremstillet i kapitel 1 "Almen sikkerhedsnormer vedrørende lysbuesvejsning".
Bemærk: Datamærkatet i eksemplet viser symbolernes og tallenes betydning; de helt nøjagtige tekniske data gældende for den svejsemaskine, I har anskaffet, skal aflæses på den pågældende svejsemaskines datamærkat.
3.2 ANDRE TEKNISKE DATA
- SVEJSEMASKINE: se tabel 1 (TAB.1).
- BRÆNDER: se tabel 2 (TAB.2).
Svejsningens vægt er opført på tabel 1 (TAB.1)
4. BESKRIVELSE AF SVEJSEMASKINEN
4.1 BLOKDIAGRAM
Svejsemaskinen består hovedsageligt af effekt- og kontrolmoduler, der er fremstillet på trykte kredsløb og optimeret for at sikre størst mulig pålidelighed og nedsætte behovet for vedligeholdelse.
Denne svejsemaskine kontrolleres af en mikroprocessor, der giver mulighed for at indstille et stort antal parametre og derved at opnå optimale svejseresultater under alle forhold og med alle materialer. For at få fuldt udbytte af svejsemaskinens egenskaber, er det imidlertid nødvendigt at have indsigt i dens anvendelsesmuligheder.
1- Trefaset forsyningslinjeindgang, ensretterenhed og nivelleringskondensatorer.
2- Transistor omkoblingsdbro (IGBT) og drivere; omstiller den ensrettede netspænding til højfrekvens vekselspænding og regulerer effekten på grundlag af den påkrævede svejsestrøm/-spænding.
3- Højfrekvenstransformer; primærviklingen tilføres spænding der er omsat fra blok 2; den anvendes til at tilpasse spændingen og strømmen på grundlag af de værdier, der kræves til buesvejsningsproceduren og samtidigt at opnå en galvanisk isolering af svejsekredsløbet fra forsyningslinien.
4- Sekundær ensretterbro med udjævningsinduktans; omstiller vekselspændingen/-strømmen fra sekundærviklingen til jævnstrøm/-spænding med meget lav svingning.
5- Transistor omkoblingsdbro (IGBT) og drivere; omstiller sekundærviklingens udgangsstrøm fra jævnstrøm til vekselstrøm for at muliggøre TIG-vekselstrømsvejsning (såfremt disse forefindes).
6- Kontrol- og regulieringselektronik; kontrollerer straks svejsestrømmens værdi og sammenligner den med den værdi, som operatøren har indstillet; den modulerer IGBT-drivernes styreimpulser, som forelager reguleringen.
7- Kontrollogik for svejsemaskinens drift: indstiller svejsecyklusserne, styrer aktuatorerne, overväger sikkerhedssystemerne.
8- Indstlingspanel og visning af driftsparametrene og -tilstandene.
9- Generator med HF-udløsning (såfremt disse forefindes).
10- Beskyttelsesgas magnetventil EV (såfremt disse forefindes).
11- Ventilator til afkøling af svejsemaskinen.
3- Overgangsstykke til tilslutning af gasrør (trykformindsker beholder - svejsemaskine) (såfremt disse forefindes).
4- Sikring (såfremt disse forefindes).
5- Konnektor til vandafkølingsenheden (säfremt disse forefindes).
6- Konnektor til fjernstyring:
Svejsemaskinen kan forbindes med 3 forskellige slags fjernstyringer ved hjælp af den dertil beregnede 14-pols konnektor på bagsiden. Hver anordning genkendes automatisk og giver mulighed for at regulere følgende parametre:
- Fjernstyring med et potentiometer:
Hovedstrømmen ændres fra minimum til maksimum ved at dreje potentiometrets drejeknap. Reguleringen af hovedstrømmen kan kun foretages med fjernstyringen.
strømmens værdi afhænger af pedalens stilling. Ved TIG-2T-tilstanden fungerer trykket på pedalen som ordre til start af maskinen i stedet for trykknappen på brænderen (hvis maskinen er forsynet dermed).
Det første potentiometer regulerer hovedstremmen. Det andet potentiometer regulerer en anden parameter, der afhænger af, hvilken svejsetilstand er aktiveret. Hvis man drejer dette potentiometer, vises den parameter, der er ved at blive ændret (som ikke længere kan kontrolleres med panelets drejeknap). Det andet potentiometers betydning er som følger: ARC FORCE ved MMA-tilstand og SLUTRAMPE ved TIG-tilstand.
TIG-brænder med potentiometer.

For at undgå interne brud i svejsemaskinen er brugeren forpligtiget til nde en 5-pols brænderadapter til hvilken som helst TIG-brænder med get reguleringspotentiometer.
4.2.2 Forpanel FIG. D
1- Positiv lynstikkontakt (+) til forbindelse af svejsekablet.
2- Negativ lynstikkontakt (-) til forbindelse af svejsekablet.
3- Konnektor til forbindelse af brænderknappens kabel.
4- Overgangsstykke til forbindelse af TIG-brænderens gasrør.
5- Styrepanel:
5a. Trykknap til indstilling af svejsetype (PROCESS).
Giver mulighed for at vælge den ønskede proces:

svejsning med beklædt elektrode (MMA).

TIG-svejsning med udløsning af højfrekvens lysbue (TIG HF).

TIG-svejsning med udløsning af lysbue ved kontakt (TIG LIFT).

i TIG-tilstand angiver den jævnstrømssvejsning (DC).

i TIG-tilstand angiver den vekselstrømssvejsning (AC), hvis maskinen er net dermed.
5b. Trykknap til indstilling af TIG-svejsecyklus (MODE).
Anvendes til at vælge driftsmåden.
Kort tryk:

svejsningen begynder med tryk på brænderens knap og slutter, när derens knap slippes.

svejsningen begynder, när brænderens knap trykkes ind og slippes, og den er først, när brænderens knap trykkes ind og slippes en gang til.

Svejsningen begynder, efter brænderknappen trykkes ind og slippes igen. Hvert kort tryk/slip omstilles strømmen fra den indstillede værdi til iien og omvendt. Svejsningen slutter, når der trykkes på knappen i et ent tidsrum, hvorefter den slippes igen.

anvendes til at foretage punktsvejsning med kontrol af svejsningens hed på displayet (blinkende ikon).

anvendes til at foretage kortvarig punktsvejsning (10-100 msec) med ol af svejsningens varighed på displayet (blinkende ikon).
Langvarigt tryk (PULSE):
PULSE
- giver mulighed for pulsering af strømmen (ændring af niveau) med valgfri indstilling af de kendetegnende parametre 1, 1, 1, e

giver mulighed for pulsering af strømmen med automatisk indstilling af de etegnende parametre til forhåndsdefinerede værdier I1. I2. og på dag af den indstillede I2. strøm (disse værdier kan dog ændres).
5c. Flerfunktionsdrejeknap.
Giver mulighed for at vælge og regulere parametrene alt efter de indstillinger, der er foretaget med trykknapperne, og den indstillede værdi vises på displayet.
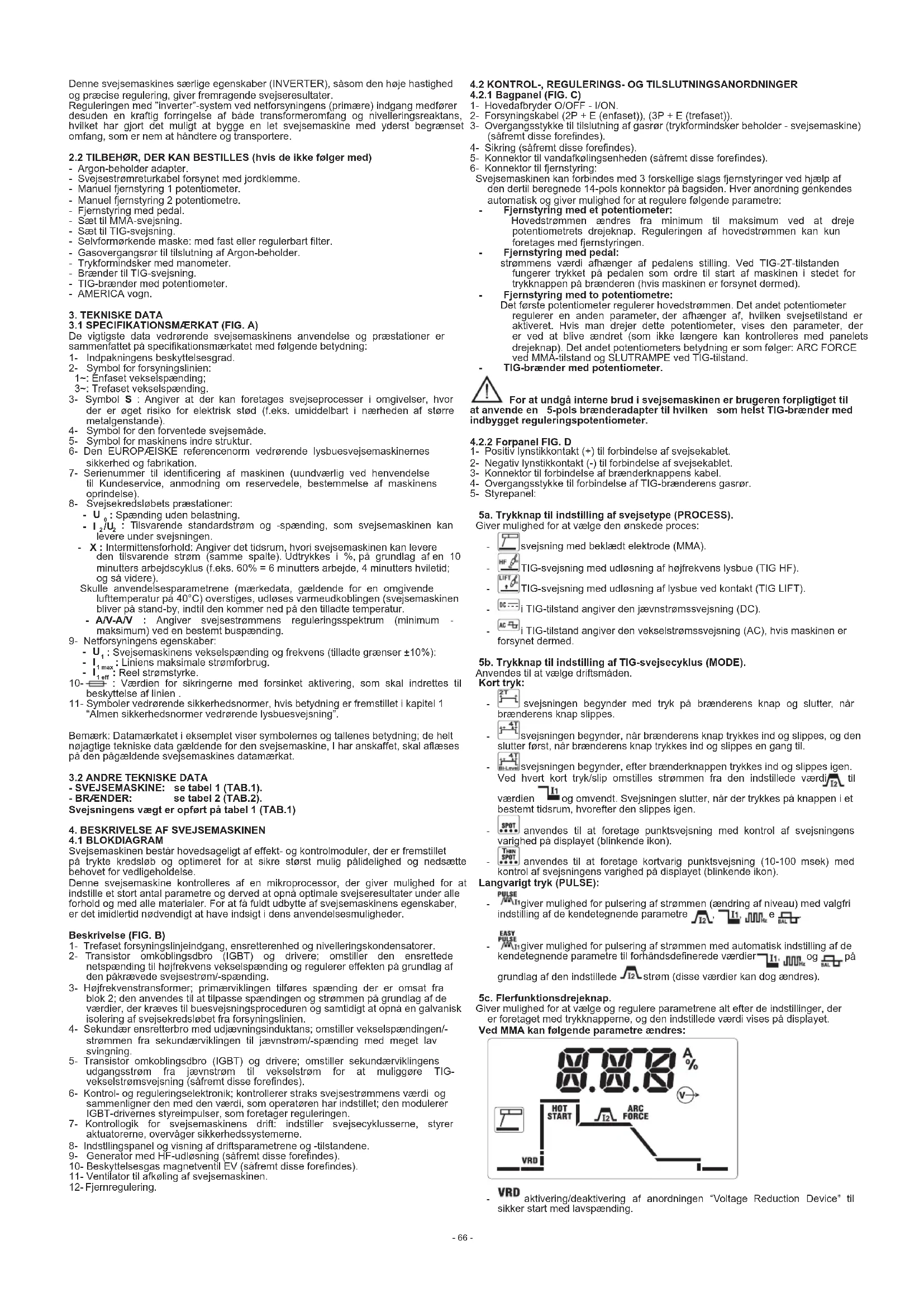
Ved MMA kan følgende parametre ændres:
text_image
87.876 A % HOT START 12 ARC FORCE VRDVRD
aktivering/deaktivering af anordningen "Voltage Reduction Device" til sikker start med lavspænding.
HOT
- START overstrøm i begyndelsen (regulering 0-100%) for at optimere udløsningen af svejsebuen.
- I2 hovedsvejsestrøm (udgangsstrøm i ampere).
- ARC FORCE dynamisk overstrøm (regulering 0-100%) for at gøre svejsningen mere flydende og undgå, at elektroden sidder fast.
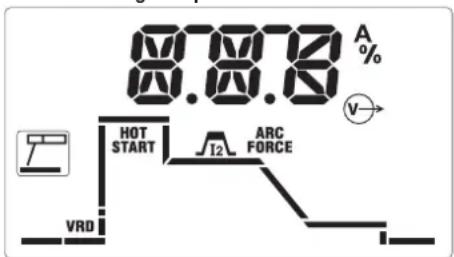
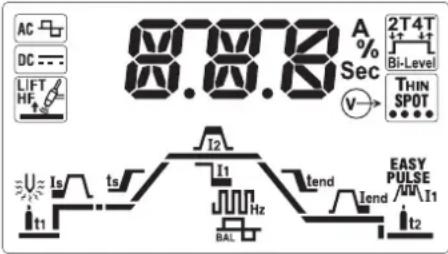
Ved TIG kan følgende parametre ændres:
text_image
8.78.78 A % Sec 2T4T Bi-Level THIN SPOT I2 I1 Iend EASY PULSE I1 I2 Is ts Hz BAL- forstrømningstid for beskyttelsesgas før svejsningen starter (regulering 0-10 sekunder).
- Is strømmen ved start opretholdes i en fast tid ved 2T (50 msec), og lige så lang tid, som trykknappen holdes nede ved 4T (regulering 0-100%).
- ts startrampetid for strømmen fra værdien l 1 til l 2 (regulering 0,1-10 sekunder). Ved OFF er der ingen rampe.
OBS: Parametrene I og T kan også ændres med fjernbetjening via pedal, men reguleringen skal foråtages, før selve betjeningen aktiveres.
- hovedsvejsestrøm i PULSERENDE tilstand og Bi-Level er strømmen stærkere (udgangsstrøm i ampere).
- basisstrøm i PULSERENDE tilstand og Bi-Level er det den værdi, der kan anvendes skiftevist med hovedstrømmen under svejsningen (regulering i ampere).
- J00Hz pulserende frekvens og for modellerne AC/DC i TIG AC udgør den svejsestrømfrekvensen (regulering i hertz).
- procentsats for balancering, i PULSERENDE tilstand er det forholdet mellem tiden,hvori strømmen er på højeste niveau og pulseringens samlede varighed, for modellerne AC/DC i TIG AC udgør den forholdet mellem tiden med positiv strøm og tiden med negativ strøm.
- flend slutrampetid for strømmen fra værdien 2 til Iend (regulering 0,1-10 sekunder). Ved OFF er der ingen rampe.
- ∫nd slutstrøm, i 2T er det strømmen, der opretholdes efter slutrampen, hvis rampetiden overstiger nul, i 4T er det strømmen, der opretholdes efter slutrampen, så længe trykknappen på brænderen holdes nede.
- lt2 efterstrømningstid for beskyttelsesgas før svejsningen standser (regulering 0-10 sekunder).
- forvarmningsenergi, hvis maskinen er forsynet dermed, kun for modellerne AC/DC i TIG AC regulerer den forvarmningen af elektroden for at lette starten (regulering 2,6-53 A*Sek). Ved OFF er der ingen foropvarmning.
Andre vigtige ikoner på displayet:
- ALARM meddelelse/alammelding, normalt kombineret med koden, der vises på displayet, den gør opmærksom på en potentiel forstyrrelse/automatisk beskyttelse, der er aktiveret i svejsemaskinen.
- varmesikring, kombineret med ogkode på displayet, meddelelse om at grænsen for den interne opvarmning er nået.
- v→ aktiv udgang, angiver, at der er spænding (aktiveret effekt) i svejsemaskinens udtag.
- fjernstyring, angiver, at fjernstyringen er forbundet og har aktiveret kontrol.
- positionsmarkør, i 4T med under en fastsat værdi angiver den indstillingen af en minimal startstrøm, der gør svejsebuen synlig, mens der er trykket på knappen. Dette gør det muligt at vælge svejsestartpunktet helt nøjagtligt (hvis startstrømmen indstilles udenfor en bestemt grænse, deaktiveres funktionen automatisk).
- Default fabriksparametre, angiver indstillingen af alle parametre til en forhåndsdefineret værdi, der kan anvendes til mange driftsformål. Brugeren kan frit indstille hovedstrømmen 12 uden at ændre på de andre automatiske
indstillinger.
Det er til enhver tid muligt at genaktivere denne tilstand ved at slukke for svejsemaskinen og tænde for den igen ved at trykke på flerfunktionsdrejeknappen (FIG. D - 5c).
Vigtige alarmmeddelelser på det alfanumeriske display (FIG. D - 5d):
- AL.1: udløsning af primærkredsløbets varmesikring (hvis den forefindes).
- AL.2: udløsning af sekundærkredsløbets varmesikring.
- AL.3: udløsning af beskyttelsesanordningen for overspænding på forsyningslinjen.
- AL.4: udløsning af beskyttelsesanordningen for underspænding på forsyningslinjen.
- AL.8: hjælspænding uden for område.
Genopretningen foregår automatisk, när årsagen til alarmen ophører.
5. INSTALLATION

GIV AGT! DET ER STRENGT N∅DVENDIGT, AT SVEJSEMASKINEN SLUKKES OG FRAKOBLES NETFORSYNINGEN, F∅R DER FORETAGES
HVILKEN SOM HELST INSTALLATION OG ELEKTRISK TILSLUTNING. DE ELEKTRISKE TILSLUTNINGER MÅ UDELUKKENDE FORETAGES AF ERFARNE MEDARBEJDERE, DER RÅDER OVER DE FORN∅DNE KVALIFIKATIONER.
Tag svejsemaskinens emballage af og saml de løse dele, som emballagen indeholder.
5.1.1 Samling af returkabel-tang (FIG. E)
5.1.2 Samling af svejsekabel-elektrodetang (FIG. F)
5.2 PLACERING AF SVEJSEMASKINEN
Find frem til et installeringssted, hvor køleluftind- og udløbsåbningerne ikke er spærrede på nogen måde (tvungen luftcirkulering med ventilator, såfremt denne forefindes); check endvidere, at der ikke kommer strømførende støv, korrosive dampe, fugt o.l. ind i maskinen.
Sørg for, at der et tomrum på mindst 250mm rundt om svejsemaskinen.

GIV AGTI Svejsemaskinen skal placeres på en plan flade, som kan til maskinens vægt, således at der ikke opstår fare for væltning elle forskydninger.
5.3 TILSLUTNING TIL NETFORSYNINGEN
- Før man foretager hvilken som helst form for elektrisk tilslutning, skal man kontrollere, om svejsemaskinens mærkeværdier svarer til den netspænding og -frekvens, der er til rådighed på installeringsstedet.
- Svejsemaskinen må udelukkende forbindes med et forsyningssystem med en jordforbundet, neutral ledning.
- Der skal for at garantere beskyttelse mod indirekte kontakt anvendes differentialeafbrydere af typen:
- Type A (∞) til enfasede maskiner;
- Type B (☐) til trefasede maskiner.
- For at opfylde kravene i standard EN 61000-3-11 (Flicker) anbefales det at forbinde svejsemaskinen med netforsyningens tilslutningspunkter, hvor impedansen er mindre end:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC - Svejsemaskinen overholder ikke kravene i standarden IEC/EN 61000-3-12. Hvis svejsemaskinen forbindes til et offentligt elforsyningsnet, pähviler det installatøren eller brugeren at kontrollere, om den kan forbindes dertil (ret om nødvendigt henvendelse til energiselskabet).
Forbind fødekablet med et passende standardstik (2P + P.E) (1\~); (3P + P.E) (3\~) og installer en stikkontakt forsynet med sikringer eller en automatisk afbryder. Den dertil beregnede jordklemme skal forbindes med forsyningsliniens jordforbindelse (den gulgrønne ledning). Tabel (TAB. 1) viser værdierne, udtrykt i ampere, der anbefales for forsinkede linlesikringer, som vælges med henblik på den maksimale nominalstrøm, svejsemaskinen kan levere, samt den anvendte nominalspænding.

GIV AGT! Tilsidesættelse af de ovenfor nævnte regler kan medføre, at producenten planlagte sikkerhedssystem (klasse 1) ikke fungerer, som I, med følgende risiko for personer (f. eks. elektrisk stød) og genstande brand).
5.4 SVEJSEKREDSL∅BETS FORBINDELSER

GIV AGTI F∅R MAN FORETAGER DE NEDENSTÄENDE FORBINDELSER, MAN FORVISSE SIG OM, AT SVEJSEMASKINEN ER SLUKKET OG BLET NETFORSYNINGEN.
Tabel (TAB. 1) viser værdierne, som anbefales for svejsekablerne (i mm) i betragtning af den maksimale strømstyrke, maskinen kan levere.
5.4.1 TIG-svejsning
Forbindelse af brænder
- Sæt det strømledende kabel ind i den dertil beregnede lynklemme (-). Forbind tre-pols konnektoren (brænderknap) til den dertil beregnede tilslutning. Forbind brænderens gasrør med det dertil beregnede gasrør.
Forbindelse af svejsestrømreturkablet
- Skal forbindes med arbejdsemnet eller det metalbord, det befinder sig på, så tæt som muligt på den søm, der er ved at blive udført.
Dette kabel skal forbindes med klemmen mærket med (+).
- Skru trykformindskeren på gasbeholderens ventil og indsæt det særlige reduktionsstykke, der følger med som tilbehør, hvis der anvendes Argongas.
- Forbind gasindstrømningsrøret med reduktionsanordningen og stram med det medleverede bånd.
- Løsn trykfomindskerens reguleringsbolt, før der åbnes for beholderens ventil.
- Abn for beholderen og regulér gasmængden (l/min) på grundlag af de vejledende anvendelsesdata, jævnfør tabellen (TAB. 4); eventuelle tilpasninger af gasgennemstrømningen kan forelages under svejsningen ved hjælp af trykformindskerens reguleringsbolt. Undersøg, om rørforbindelserne og overgangstykkerne er tætte.
GIV ÅGT! Husk altid at lukke for gasbeholderens ventil, når man er færdig med arbejdet.
5.4.2 MMA-Svejsning
Næsten alle beklædte elektroder skal forbindes til generatorens positive pol (+); undtagelsesvist til den negative pol (-), hvis elektroden har en sur beklædning.
Forbindelse af svejsekabel tang-elektrodeholder
Sæt en særlig klemme på endestykket, således at elektrodens blottede del strammes. Denne ledning tilsluttes klemmen med symbolet (+).
Forbindelse af svejsestrømreturkablet
Det skal forbindes til arbejdsemnet eller det metalbord, dette står på, så tæt som muligt på den søm, der er ved at blive udført.
Denne ledning tilsluttes klemmen med symbolet (-).
Gode råd:
- Drej svejsekablernes konnektorer helt fast i lynstikkontakterne (såfremt disse forefindes), således at der sikres en optimal elektrisk kontakt; i modsat fald vil konnektorerne overophedes, hvorved de hurtigt ødelægges og begynder at fungere dårligere.
- Anvend svejsekabler, der er så korte som muligt.
- Undlad at anvende metalstrukturer, som ikke hører med til arbejdsemnet, i stedet for svejsestrømreturkablet; dette kan være farligt for sikkerheden og give
utilfredsstillende svejsesresultater.
6. SVEJSNING: BESKRIVELSE AF FREMGANGSMÅDEN
6.1 TIG-SVEJSNING
TIG-svejsning er en svejseprocedure, der udnytter varmen fra den elektriske lysbue, der udløses og opretholdes mellem en elektrode (tungsten), der ikke kan smelte, og arbejdsemnet. Tungsten-elektronen støttes af en brænder, der egner sig til at overføre svejsestrømmen dertil og beskytte selve elektroden og svejsebadet mod atmosfærisk oxydering takket være gennemstrømning af en inaktiv gas (normal Argon: Ar 99.5), der strømmer ud af keramikdysen (FIG. G).
For at opnå tilfredsstillende svejseresultater er det yderst vigtigt, at elektrodens diameter og strømstyrken passer sammen, jævnfør tabellen (TAB. 3).
Elektroden skal normalt rage 2-3 mm ud fra keramikdysen, dog helt op til 8 mm ved svejsning i hjørner.
Svejsningen foregår derved, at sømmens klapper smelter. Hvis der skal arbejdes på tynde emner, der er forberedt på passende vis (op til ca. 1 mm), er der ikke behov for tilsatsmateriale (FIG. H).
Hvis der arbejdes på tykkere emner, skal der anvendes stave med den samme sammensætning som grundmaterialet med en passende diameter og en hensigtsmæssig klargøring af klapperne (FIG. I). For at opnå tilfredsstillende svejséresultater, bør arbejdsemnene renses omhyggeligt for oxid, olie, fedt, opløsningsmidler osv.
6.1.1 HF- og LIFT-udløsning
HF-udløsning
Lysbuen tændes uden kontakt mellem tungstenelektroden og arbejdsemnet takket være en gnist, der frembringes af en højfrekvensanordning. Denne udløsningsmåde medfører ingen tungstenindeslutninger i smeltebadet, elektroden slides ikke, og starten er nem i samtlige svejsestillinger.
Fremgangsmåde:
Tryk på brænderknappen og placér elektrodens spids i nærheden af arbejdsemnet (2-3 mm), vent på udløsningen af lysbuen, der er overført af HF-impulserne; når lysbuen er tændt, skal man skabe smellebadet på emnel og arbejde langs med svejsesømmen. Hvis der opstar problemer med udløsningen af buen, selvom der er gas, og man ser HF-udladningerne, skal man ikke prøve at udsætte elektroden for HF i for lang tid ad gangen; man skal derimod undersøge, om dens overflade er intakt og spidsens form, og om nødvendigt slibe den. Når cyklussen er ovre, annulleres strømmen med den indstillede nedgangsrampe.
LIFT-udløsning:
Den elektriske lysbue tændes ved at fjerne tungstenelektroden fra det emne, svejsningen skal foretages på. Denne udløsningsmåde skaber færre elektroforstyrrelser og formindsker tungstenindeslutningerne og elektrodens slitage så meget som muligt. Fremgangsmåde:
Anbring elektrodens spids på arbejdsemnet og pres let. Tryk brænderknappen helt i bund og hæv elektroden 2-3 mm efter et par sekunder, hvorved lysbuen udløses. Til at begynde med udsender svejsemaskinen en I_LIFT , efter et par sekunder udsendes den indstillede svejsestrøm.
6.1.2 TIG-jævnstrømsvejsning
TIG-jævnstrømsvejsning egner sig til alle slags ulegeret, lavtlegeret og højtlegeret stål samt tungmetaller såsom kobber, nikkel, titanium og legeringer deraf.
Til TIG-jævnstrømsvejsning med elektrode ved (-) polen anvendes der normalt er elektrode med 2% thorium (rødt bånd) eller elektrode med 2% cerium (gråt bånd). Tungstenelektroden skal spidses aksialt med slibestenen, som vist på FIG. L, hvorved man skal sørge for, at spidsen er fuldstændig koncentrisk for at undgå udsvingninger i lysbuen. Det er vigtigt, at slibningen foretages i elektrodens længderetning. Dette arbejde skal gentages med jævne mellemrum, alt efter elektrodens anvendelse og slidtilstand, samt hvis den ved et hændeligt uheld kontamineres, oxyderes eller anvendes forkert.
6.1.3 TIG AC-svejsning (hvor maskinen er forsynet dermed)
Denne slags svejsning gør det muligt at svejse på metaller såsom aluminium og magnesium, der danner et beskyttende, isolerende oxidlag på deres overflade. Hvis strømmens polaritet inverteres, kan man "bryde" det øverste oxidlag ved hjælp af "ionsandblæsning" Spændingen er skiftevis positiv (EP) og negativ (EN) på tungstenelektroden. I løbet af EP-fasen fjernes oxidlaget fra overfladen ("rensning" eller "dekapering"), hvorved smeltebadet kan dannes. I løbet af EN-fasen muliggøres svejsningen, eftersom varmetilførslen når maksimum. Svejsningen kan foretages hurtigere, eftersom det er muligt at variere balance-parametren ved vekselstrøm og formindske EP strømmens varighed i videst muligt omfang.
Højere balanceværdier giver mulighed for hurtigere svejsning, bedre gennemtrængning mere koncentreret lysbue, smallere svejsebad og begrænset ophedning af elektroden. Lavere værdier giver renere emner. Hvis balance-værdien er for lav, udvides lysbuen og den deoxiderede del, elektroden overophedes, der dannes en kugle på spidsen, udløsningen gøres sværere, og det gøres også sværere at rette lysbuen. Hvis balance-værdien er for høj, bliver svejsebadet til gengæld "snavset" og vil fremvise mørke indeslutninger.
På tabellen (TAB. 4) sammenfattes følgerne af variationen af parametrene ved vekselstrømsvejsning.
Iøvrigt gælder anvisningerne vedrørende svejseproceduren.
På tabellen (TAB. 3) vises de vejledende data for svejsning på aluminium; den mest velegnede elektrodetype er ren tungstenelektrode (grønt bänd).
6.1.4 Fremgangsmåde
- Stil svejsestrømmen på den ønskede værdi ved hjælp af drejeknappen; tilpas den eventuelt under svejsningen på grundlag af den påkrævede varmetilførsel.
- Tryk på brænderens knap og kontrollér, om gasudstrømningen er rigtig; justér om nødvendigt gasfor- og efterstrømningens varighed; disse varigheder skal reguleres allt efter driftsforholdene; der er særligt vigtigt, at gasefterstrømningen varer længe nok til, at elektroden og badet kan nedkøles, när svejningen er fuldendt, uden at komme i kontakt med luften (oxidering og kontaminering).
TIG-tilstand med 2T-forløb:
- Hvis brænderknappen (P.T.) trykkes helt ned, udløses lysbuen med strømmen I. Derefter stiger strømmen til svejsestrømværdien ifølge funktionen STARTRAMPE ^3 .
- Svejsningen afbrydes ved at slippe brænderens knap, hvorved strømmen gradvist annulleres (såfremt funktionen SLUTRAMPE er tilkoblet) eller lysbuen straks slukkes med efterfølgende gasefterstrømning.
TIG-tilstand med 4T-førløb:
- Første gang der trykkes på knappen, udløses lysbuen med en I-strøm. Når knappen slippes, stiger strømmen til svejsetrømmens værdi ifølge funktionen BEGYNDELSESRAMPE; denne værdi opretholdes, selvom knappen slippes. Når der trykkes på knappen igen, falder strømmen ifølge funktionen SLUTRAMPE til I - strøm. Sidstnævnte opretholdes, indtil knappen slippes, hvorved svejseprocessen afsluttes og gastefterstrømningsfasen begynder. Hvis knappen derimod slippes under funktionen SLUTRAMPE, afsluttes svejseprocessen straks og gastefterstrømningsfasen begynder.
TIG-tilstand med 4T-forløb og BI-LEVEL:
- Første gang der trykkes på knappen, udløses lysbuen med en I-strøm. Når knappen slippes, stiger strømmen til svejsetrømmens værdi ifølgå funktionen
BEGYNDELSESRAMPE; denne værdi opretholdes, selvom knappen slippes. Hver gang der trykkes på knappen (der skal ikke gå ret lang tid mellem når man trykker på knappen og slipper den igen) varierer strømmen mellem den værdi, der er indstillet i parametret BI-LEVEL I, og værdien for hovedstrømmen I.
- Hvis knappen holdes nede i lang tid, falder strømmen ifølge funktionen SLUTRAMPE til I _gut Sidstnævnte opretholdes, indtil knappen slippes, hvorved svejseprocessen afsluttes og gastefterstrømningsfasen begynder. Hvis knappen derimod slippes under funktionen SLUTRAMPE, afsluttes svejseprocessen straks og gastefterstrømningsfasen begynder (FIG. M).
TIG SPOT- og TIG THIN SPOT-tilstand:
- Svejsningen sker ved at holde knappen på brænderen nede, indtil den forindstillede tid nås (spottid).
6.2 MMA-SVEJSNING
- Det er meget vigtigt at brugeren refererer til fabrikantens anvisninger på elektrodepakningerne. Der vil være oplysninger om den korrekte polaritet og den bedst egnede spænding.
- Svejsespændingen skal være indstillet i overensstemmelse med diameteren på elektroden og typen af svejsesømmen: Se nedenfor nævnte spænding i forhold til elektrodiametrene.
| ∅ Elektrode (mm) | Svejsespænding (A) | |
| Min. | Max. | |
| 1.6 | 25 | 50 |
| 2 | 40 | 80 |
| 2.5 | 60 | 110 |
| 3.2 | 80 | 160 |
| 4 | 120 | 200 |
| 5 | 150 | 280 |
| 6 | 200 | 350 |
- Brugeren skal tage i betragtning at afhængig af diameteren på elektroden skal den største værdi benyttes ved vandrette svejsninger og den mindste værdi skal benyttes ved lodrette og under-op svejsninger.
- Sammensvejsningens mekaniske egenskaber afhænger af den valgte strømstyrke og de andre svejseparametre såsom lysbuens længde, udførelseshastigheden og -stillingen, elektrodernes diameter og kvalitet (elektroderne skal opbevares korrekt, d.v.s. på et sted uden fugt, i de særlige pakninger eller beholdere).
- Svejsningens egenskaber afhænger også af svejsemaskinens ARC-FORCE værdi (dynamiske forholden). Denne parameter kan indstilles via panelet eller ved hjælp af fjernstyring med 2 potentiometre.
- Der skal tages højde for, at højere ARC-FORCE værdier giver en bedre gennemtrængning og gør det muligt at foretage svejsningen i hvilken som helst stilling, typisk med basiske elektroder; lave ARC-FORCE værdier giver derimod en blød bue uden sprøjt, typisk med rutile elektroder.
Svejsemaskinen er desuden forsynet med HORT START og ANTI STICK anordningerne, der sikrer en nem start og hindrer elektroden i at klæbe sammen med arbejdsemnet.
6.2.1 Svejseproceduren
- Hold MASKEN OP FORAN ANSIGTET og stryg spidsen af elektroden mod arbejdsstykket, lige som man stryger en tændstik. Dette er den korrekte antændingsmetode.
ADVARSEL: Stød ikke elektroden mod arbejdsstykket, da dette vil kunne skade elektroden og besværliggøre antændingen.
- Så snart lysbuen er antændt, skal man forsøge at holde elektroden i en afstand fra arbejdsstykket, som svarer til tykkelsen af den elektrode, der benyttes. Hold denne afstand så nøjagtig som muligt under svejsningen. Husk at vinklen på elektroden, når den fremføres, skal være på 20-30 grader.
- Ved afslutningen af svejsevulsten, skal man føre elektroden lidt tilbage for at fylde svejsekrateret, hvorefter man hurtigt løfter elektroden fra svejsesøen for at slukke for lysbuen (KARAKTERISTIK AF SVEJSEVULSTE - FIG.N)
7. VEDLIGEHOLDELSE

GIV AGT! F∅R DER FORETAGES VEDLIGEHOLDELSE, SKAL MAN KONTROLLERE, OM SVEJSEMASKINEN ER SLUKKET OG FRAKOBLET NETFORSYNINGEN.
7.1 ORDINÆR VEDLIGEHOLDELSE
MASKINOPERAT∅REN KAN UDF∅RE DEN ORDINÆRE VEDLIGEHOLDELSE.
7.1.1 Brænder
- Undgå at stille brænderen og dens kabel på varme genstande; derved smelter de isolerende materialer og brænderen gøres ubrugelig i løbet af kort tid.
- Man skal med jævne mellemrum undersøge, om gasrørene og overgangsstykkeme er helt tætte.
- Sammenkobl omhyggeligt elektrodeholdetangen, tangopspændingsdornen med den valgte elektrodes diameter for at undgå overophedning, dårlig spredning af gassen og dermed forbundet funktionsforstyrrelse.
- Før hver anvendelse skal man kontrollere brænderens slidtilstand samt om dens endestykker er rigtigt monteret: dyse, elektrode, elektrodetang, gasdiffusor.
7.2 EKSTRAORDINÆR VEDLIGEHOLDELSE
EKSTRAORDINÆRE VEDLIGEHOLDELSESOPGAVER MÅ KUN FORETAGES AF MEDARBEJDERE MED ERFARING ELLER KVALIFIKATIONER PÅ EL-MEKANIK-OMRÅDET OG I HENHOLD TIL DEN TEKNISKE STANDARD IEC/EN 60974-4.

GIV AGT! F∅R MAN FJERNER SVEJSEMASKINENS PANELER FOR AT FÅ ADGANG TIL DENS INDRE, SKAL MAN KONTROLLERE, OM SVEJSEMASKINEN ER SLUKKET OG FRAKOBLET NETFORSYNINGEN. Hvis der foretages eftersyn inde i svejsemaskinen, mens den tilføres spænding, er der fare for alvorlige elektriske stød ved direkte kontakt med dele under spænding og/eller læsioner ved direkte kontakt med dele i bevægelse.
- Man skal med jævne mellemrum, og under alle omstændigheder afhængigt af anvendelsen og hvor støvet der er i omgivelserne, kontrollere svejsemaskinen indvendigt og fjerne støvet fra de elektroniske printkort vha. en meget blød børste eller egnede opløsningsmidler.
- Benyt lejligheden til at undersøge, om de elektriske forbindelser er ordentligt spændte samt om kablernes isolering er defekt.
- Når disse operationer er udført, skal man påmontere svejsemaskinens paneler igen og stramme fastgøringsskruerne fuldstændigt.
- Man skal under alle omstændigheder undlade at foretage svejsninger, mens sveisemaskinen er åben.
- Efter udførelse af vedligeholdelsen eller reparationen skal forbindelserne og
kabelføringerne genoprettes, så de er som til at begynde med, og man skal sørge for, at de ikke kommer i kontakt med dele i bevægelse eller dele, der kan komme op på høje temperaturer. Spænd alle lederne fast med bånd, som de var til at begynde med, og sørg for, at den primære højspændingstransformer er ordentligt adskilt fra de sekundære lavspændingstransformere.
Anvend alle de oprindelige underlagsskiver og skruer til at lukke kabinettet igen.
8. FEJLFINDING
FOR AT UNDGÅ DÄRLIG FUNKTIONERING SKAL MAN INDEN DER TILKALDES
TEKNISK ASSISTANCE UDF∅RE F∅LGENDE UNDERS∅GELSER:
- Undersøg at svejsespændingen er korrekt til den elektrodediamter der benyttes.
- Check at lampen lyser, når hovedkontakten er på ON. Hvis dette ikke er tilfældet, skal problemet lokaliseres på hovedforsyningen (ledninger, stik, udtag, sikringer osv.).
- Den gule lampe, der viser, at varmesikringen til beskyttelse mod for høj eller for lav spænding eller kortslutning er i gang, lyser.
- Nominalintermittensforholdet er overholdt; hvis termostaten går i gang, skal man vente, til maskinen køler af af sig selv og undersøge, om ventilatoren fungerer.
- Kontrollér netspændingen: Hvis værdien er for høj eller for lav, forbliver maskinen spærret.
- Man skal kontrollere, at der ikke er kortslutning ved maskinens udgang: i dette tilfælde skal man rette på årsagen til forstyrrelsen.
- Kontrollér at alle forbindelserne på svejsekredsløbet er korrekte specielt at spændekloen er ordentligt forbundet til arbejdsstykket uden forstyrrende materiale eller overfladebelægning (for eks. Maling).
- Om den riglige beskyttelsesgas anvendes (Argon 99.5%) - også i den riglige mængde.
-
GENERELL SIKKERHET FOR BUESVEISING ....70
-
INNLEDNING OG ALMINDELIG BESKRIVELSE ....70
2.1 PRESENTASJON....70
2.2 TILBEH∅R VED FORESP∅RSEL (når dette ikke er forutsett)....71
- TEKNISKE DATA ....71
3.1 DATAPLATE (FIG. A)....71
3.2 ANDRE TEKNISKA DATA....71
- BESKRIVELSE AV SVEISEBRENNEREN 71
4.1 BLOKKDIAGRAM....71
4.2 ENHETER FOR KONTROLL, REGULERING OG KOPLING....71
5.3.1 Kontakt og uttak 72
5.4 KOPLINGER AV SVEISEKRETSEN 72
5.4.1 TIG-sveising 72
5.4.2 MMA-SVEISING....72
- SVEISING: BESKRIVELSE AV PROSEDYREN 72
6.1 TIG-SVEISING 72
6.1.1 Aktivering HF og LIFT....73
6.1.2 TIG-sveising DC....73
6.1.3 TIG AC- sveising (hvis forutsatt)....73
6.1.4 Prosedyre....73
6.2 MMA-SVEISING....73
6.2.1 Sveiseprosedyre:....73
- VEDLIKEHOLD ....73
2.2 TILBEH∅R VED FORESP∅RSEL (når dette ikke er forutsett)
2- Elektrisk forsyningskabel (2P + T (enfas)), (3P + T (trefas)).
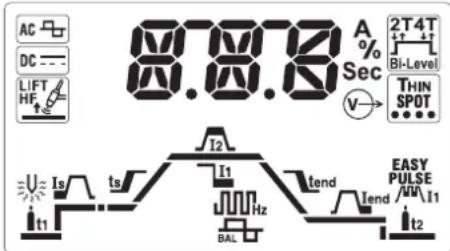
Spesielt er TIG-parameterne som kan endres:
text_image
87.87.18 A % Sec 2T4T Bi-Level THIN SPOT I2 I1 tend EASY PULSE I1 t1 ts Hz BAL tend t2N.B.: parameterne I og T kan endres også med den fjernstyrte kommandopedalen, reguleringen må utføres før du aktiverer selve kommandoen.
5.3.1 Kontakt og uttak
ADVARSEL! Hvis du ikke følger reglene ovenfor, kan sikkerhetssystemet orikanten installert (klasse I) ikke fungere korrekt, med alvorlige risikoer soner (f.eks. elektrisk støt) og materielle formål (f.eks. brann).
5.4 KOPLINGER AV SVEISEKRETSEN

ADVARSEL! F∅R DU UTF∅R F∅LGENDE KOPLINGER, SKAL DU KRE DEG OM AT SVEISEREN ER SLÄTT AV OG FRAKOPLET FRA NETTET.
Denne kabelen skal koples til klampen med symbolet (+).
Nesten alle kledde elektroder skal koples til positiv pol (+) på generatoren; unntatt den negative polen (-) for elektroder med sur kledning.
Denne kabeln skal koples til kabelfestet med symbolen (+).
Denne kabeln skal koples til kabelfestet med symbol (-).
Anbefalinger:
6.1.1 Aktivering HF og LIFT
HF-aktivering:
Producenten stiller garanti for, at maskinerne fungerer ordentligt, og forpligter sig til vederlagsfrit at udskilfte de dele, der måtte fremvise defekter på grund af ringe materialekvalitet eller fabrikationsfell i løbet af de første 12 måneder efter maskinens idriftsættelsesdato, der fremgår af beviset. Selvom de returnerede maskiner er i garanti, skal de sendes FRANKO FRAGT, mens de tilbageleveres PR. EFTERKRAV. Dette gælder dog ikke for de maskiner, der i henhold til Direktivet 1999/44/E∅F udgør forbrugsgoder, men kun på betingelse af at de sælges i EU-landene. Garantibeviset er kun gyldigt, hvis der vedlægges en kassebon eller fragtpapirer. Garantien dækker ikke for forstyrrelser, der skyldes forkert anvendelse, manipulering eller skødesløshed. Producenten fralægger sig desuden ethvert ansvar for alle direkte og indirekte skader.




