
Infinity 225 954556 - Keevitusmasin Telwin - Tasuta kasutusjuhend
Leidke seadme juhend tasuta Infinity 225 954556 Telwin PDF-formaadis.
| Toote tüüp | TIG/MMA inverteriga keevituspost |
| Bränd | Telwin |
| Mudel | Infinity 225 954556 |
| Keevitusmeetodid | TIG DC/AC (HF/LIFT), MMA |
| TIG keevitusvool | 5 - 225 A |
| MMA keevitusvool | 10 - 225 A |
| Toiteallikas | 230 V ühefaasiline (või 400 V kolmefaasiline olenevalt versioonist) |
| Sagedus | 50/60 Hz |
| Kaitseklass | IP21S (hinnanguline) |
| Kaal | Umbes 12 kg (hinnanguline) |
| Mõõtmed (P x L x K) | Pole teada |
| TIG funktsioonid | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, pulseeriv, Easy Pulse, algus-/lõpprambid, eel-/järelgaas, AC tasakaal, sagedus |
| MMA funktsioonid | Hot Start, Arc Force, Anti Stick, VRD |
| Kaasasolevad tarvikud | Keevitus- ja tagasivoolukaablid, elektroodihoidja, TIG-põleti (olenevalt versioonist) |
| Valikulised tarvikud | Kaugjuhtimine (1 või 2 potentsiomeetrit, pedaal), TIG-põleti potentsiomeetriga, MMA komplekt, TIG komplekt, America käru, argooniballooni adapter, rõhualandusventiil |
| Ohutus | Termokaitse, ülepinge/alapinge kaitse, VRD, häired AL.1-AL.8 |
| Jahutus | Sisemine ventilaator |
| Tavaline hooldus | Tolmu eemaldamine suruõhuga, põleti ja ühenduste kontroll, gaasitiheduse kontroll |
| Remonditavus | Varuosad saadaval Telwini teeninduse kaudu, remont kvalifitseeritud personali poolt |
| Standardid | EN 60974-9, CEI/EN 61000-3-11, CEI/EN 61000-3-12 |
Korduma kippuvad küsimused - Infinity 225 954556 Telwin
Kasutajate küsimused teemal Infinity 225 954556 Telwin
0 küsimus selle seadme kohta. Vastake nendele, mida teate, või esitage oma.
Esita uus küsimus selle seadme kohta
Laadige alla juhend oma Keevitusmasin PDF-formaadis tasuta! Leidke oma juhend Infinity 225 954556 - Telwin ja võtke oma elektrooniline seade uuesti kätte. Sellel lehel on avaldatud kõik teie seadme kasutamiseks vajalikud dokumendid. Infinity 225 954556 kaubamärgi Telwin.
KASUTUSJUHEND Infinity 225 954556 Telwin
5.1.2 Keevituskaabli-elektroodihoidjaklemmi montaaž (PILT F)....107
5.2 KEEVITUSAPARAADI ASUKOHT....107
5.3 ÜHENDUS VOOLUVÖRKU 107
5.3.1 Pistik ja pistikupesa....107
5.4 KEEVITUSSFÄÄRI ÜHENDUSED 107
5.4.1 TIG-keevitus....107
5.4.2 MMA-keevitus....107
- KEEVITUS: PROTSEDUURI KIRJELDUS ....107
6.1 TIG-KEEVITUS....107
6.1.1 HF ja LIFT süütelaeng....108
6.1.2 TIG DC-keevitus....108
6.1.3 TIG AC keevitamine (kui ette nähtud) 108
Märge: Alltoodud tekstis võetakse kasutusele termin "keevitusaparaat".
1. KAARKEEVITUSE ÜLDISED OHUTUSNÖUDED
Keevitusaparaadi kasutaja peab olema piisavalt teadlik seadme ohutust kasutamisest ning informeeritud kaarkeevitusega kaasnevatest riskidest, nendele vastavatest kaitsejuhistest ia hädaabi protseduuridest.
(Viidata samuti seadusele "EN 60974-9: Seadmed keevituskaarega keevitamiseks. Osa 9: Paigaldus ja kasutamine").

- Vältige otsest kontakti keevitussfääriga; generaatori poolt toodetud tühijooksupinge vöib olla ohtlik möningatel juhtudel.
- Keevituskaablite ühendust, kontrolli ja parandust teostades peab seade olema välja lülitatud ja toiteallikast lahutatud.
- Enne põleti kulunud osade väljavahetamist lülitage keevitusaparaat välja ja lahutage vooluvõrgust.
- Teostage paigaldamisega kaasnevad elektritööd ohutusnormide ja seaduste kohaselt.
- Keevitusaparaat peab olema ühendatud ainult vastava neutraalset maandussüsteemi omava toiteallikaga.
- Kontrollige, et toitepistik on korrektselt maandatud.
- Ärge kasutage keevitusaparaati märjas või niiskes keskkonnas ja vihma käes.
- Arge kasutage vigastatud isolatsiooniga või lõdvestunud ühendustega kaableid.

- Ärge keevitage paakide, mahutite või torude peal, mis sisaldavad või milles on eelnevalt olnud tuleohtlikud vedelikud või gaasid.
- Vältige töötamist kloorilahustiga puhastatud pindade peal või sarnaste kemikaalide läheduses.
- Årge keevitage surve all olevate mahutite peal.
- Eemaldage tööpiirkonnast köik tuleohtlikud materjalid (nt. puit, paber, riidelapid).
- Tagage piisav ventilatsioon või kasutage suitsu äratõmbeventilaatoreid keevituskaare läheduses. On tähtis kontrollida regulaarselt keevitusel eralduva suitsu koostist, konsistentsi ja ekspositsiooni kestvust.
- Hoidke gaasiballoon kaugel soojusallikatest, kaasaarvatud päiksekiirgusest (kui kasutusel).



- Pöleti, töödeldava eseme ja läheduses paiknevate võimalike maandatud metallosade (juurdepääsetavad) suhtes tuleb kasutada sobivat elektrillist Isolatslooni.
Tavaliselt on see saavutatav kandes vastavaid kindaid, jalatseid, peakatet ja riietust, ning kasutades isoleerivaid astmelaudu või põrandakatteid.
- Kaitske alati silmi eeskirja EN 175 kohaselt maskitele või klivritele monteeritud filtritega, mis vastavad eeskirjale UNI EN 169 või UNI EN 379.
Kasutage alati tulekindlat kaitseriietust (vastavuses eeskirjaga UNI EN 11611) ja keevituskindaid (vastavuses eeskirjaga UNI EN 12477) vältimaks naha kokkupuudet keevituskaare poolt tekitatava ultraviollett või infrapunase kiirgusega; keevituskaare läheduses viibivad isikud peavad olema kaitstud mitte peegeldavate kaitsevarjeste või kaitseesriiete abil.
- Müra: Juñul, kul eriti Intensilvse keevitustegevuse tulemusena keskkonna müranivoo LEPd, milles inimene igapäevaselt viibib on vördne vöi ületab 85 dB(A), on kohustuslik kasutada individuaalseid kaitsevahendeid (Tab. 1).







- Keevitusel kasutatav vool tekitab keevitusahela läheduses elektromagnetvälju (EMF).
Elektromagnetväljad võivad põhjustada interferentse teatud meditsiiniseadmetega (näiteks südamestimulaatorid, hingamisseadmed, metallproteesid jne.).
Antud seadmete kasutajate suhtes tuleb kohaldada vastavaid kaitsemeetmeid,
näiteks keelata ligipääs alasse, kus keevitusseadet kasutatakse.
Käesolev keevitusseade vastab nõuetele, mille tehniline standard sätestab ainult tööstuses ja professionaalsel eemärgil kasutatavatele seadmetele. Seadme vastavus inimest möjutavate elektromagnetväljade kohta kälvatele plirvärtustele kodustes tingimustes ei ole tagatud.
Elektromagnetväljade möju vähendamiseks peab seadme operaator rakendama järgnevaid meetmeid:
- Kinnitama mölemad keevituskaablid võimalikult teineteise lähedale.
- Hoidma pead ja rindkeret keevitusahelast võimalikult kaugel.
- Mitte mingil juhul ei tohi keevituskaableid ümber keha keerata.
- Keevitada ei tohi keevitusahela sees olles. Hoidke mõlemad keevituskaablid kehast samal pool.
- Ühendage keevitusvoolu tagasivoolukaabel keevitatava detaili külge, teostatava keevituse kohale võimalikult lähedale.
- Arge keevitage seadme läheduses, sellel istudes või sellele toetudes e (minimaalne vahekaugus: 50 cm).
- Ärge jätke keevitusahela lähedusse ferromagneetikuid.
- Minimaalne vahekaugus d=20 cm (Pilt. O).

- A klassi seade:
Käesolev keevitusseade vastab nöuetele, mille tehniline standard sätestab ainult tööstuses ja professionaalsel eemärgil kasutatavatele seadmetele. Tagatud ei ole elektromagnetiline ühilduvus eluhoonetes ja otse eluhooneid varustavasse madalpingevörku ühendatud hoonetes.

LISA HOIATUSED
KEEVITUSTOOD:
- Suure elektrilöögiohuga keskkonnas;
- Piiratud ruumides:
- Tule- ja plahvatusohtlike materjalide läheduses.
Ülaltoodud keevitustöö tingimused PEAVAD olema enne töö algust hinnatud „Ohutuste eest vastutava spetsialisti“ poolt ja teostatud alati informeeritud isikute juuresolekul, kes võivad hädaohu korral abi anda.
PEAVAD olema varustatud tehniliste kaitsevahenditega vastavalt seaduse "EN 60974-9: Seadmed keevituskaarega keevitamiseks: Osa 9. Paigaldus ja kasutus." Peatükis 7.10; A.8; A.10.ära toodule.
- PEAB olema keelatud keevitamine, kui keevitajal puudub kontakt maaga, väljaarvatud juhul, kui on kasutusel vastav kaitseplatvorm.
- ELEKTROODIHOIDJATE VÖI POLETITE VAHELINE PINGE: keevitamine mitme keevitusaparaadiga sama elemendi vöi elektriliselt ühendatud elementide korral vöib pöhjustada ohtliku tühljooksupingesumma kahe erineva elektroodihoidja ja pöleti vahel, ületades kahekordselt lubatud väärtuse. d Vajalik on, et eksperdist kaastöötaja viiks instrumente kasutades läbi möötmlised, tehes kindlaks vöimalkud riskifaktorld ja vöimalku seaduse "EN 60974-9: Seadmed keevituskaarega keevitamiseks. 9. osa: Palgaldus ja kasutus" punktiis 7.9 ette nähtud kaitsemeetmete kasutuselevõtu.

TEISED VÕIMALIKU OHUD
- SEADME UMBERKUKKUMINE: asetage keevitusaparaat horlsontaalsele, seadme kaaluga vastavale pinnale. Vastupidisel juhul (nt. kalduv pörand, pörandaliistude vahed jne.) eksisteerib seadme ümberkukkumise oht.
- SEADME EBAÖIGE KASUTAMINE: on ohtlik kasutada keevitusaparaati mitteettenähtud töödeks (nt. jäätunud veetorude sulatamiseks).
- On keelatud riputada keevitusseadet kasutades selleks käepidet.
2. SISSEJUHATUS JA ÜLDINE KIRJELDUS
2.1 SISSEJUHATUS
Käesolev keevitusaparaat toimib vooluallikana kaarkeevituse tarvis ning on realiseeritud eriliselt HF või LIFT süütega TIG (DC) (AC/DC) keevituseks ja MMA- keevituseks kaetud elektroodidega (rutiil, happelised, baas).
Selle keevitusaparaadi programmeerimissüsteemi (INVERTER) erilised omadused nagu näiteks suur kiirus ja reguleerimise täpsus, lagavad nii pulkelektroodkeevituse kui ka TIG-keevituse körgetasemelise tulemuse.
Siseneva toiteliini (esmane) "inverter" süsteemiga reguleerimine aitab peale selle drastiliselt vähendada nii muundaja kui ka nivelleerimisreaktansi mahtu, võimaldades
nii ehitada äärmiselt väikse mahu ja kaaluga ning tänu sellel palju kergemini käsitletava ja transporditava keevitusaparaadi.
2.2 TELLITAVAD LISASEADMED (kui pole ette nähtud)
- MMA-keevitus komplekt.
- TIG-keevitus komplekt.
- Argoon-gaasballooni muundaja.
- Rõhuvähendaja.
- TIG põleti.
- Isetumenev keevituskilp: püsiva või reguleeritava filtriga.
- Maandusklemmidega varustatud keevitusvoolu tagasivoolukaabel.
- 1 potentsimeetri manuaalne kaugjuhtimine.
- 2 potentsimeetri manuaalne kaugjuhtimine.
- Pedaaliga kaugjuhtimine.
- Gaasi ja gaasivoolikuühendus Argoon-balloonile liitmiseks.
- Potentsiomeetriga TIG põleti.
- Käru AMERICA.
3. TEHNILISED ANDMED
3.1 ANDMEPLAAT
Põhiandmed keevitusaparaadi tööst ja töövõimest leiate seadme andmeplaadil alljärgnevate tähendustega:
Pilt. A
1- Kere kaitsetase.
2- Toiteliini sümbol:
1\~: ühefaasiline vahelduvpinge;
3\~: kolmefaasiline vahelduvpinge.
3- Sümbo I : näitab, et on võimalik sooritada keevitusoperatsioone keskkonnas, kus on kõrge elektrišokkiht (nt. suurte metallikoguste läheduses).
4- Teostatava keevitusprotseduuri sümbol.
5- Keevitusaparaadi siseehituse sümbol.
6- Viide EUROOPA kaarkeevitusaparaatide ohutus- ja tootmisnormatiivile.
7- Registrinumber keevitusaparaadi identifitseerimiseks (hädavajalik tehnilise teeninduse, osade väljavahetamise ja toote päritolu selgitamise korral)
8- Elektrisüsteemi töövõime:
- U _n : Maksimaalne tühijooksupinge.
- I_2/U_2 : Vastav normaliseeritud vool ja pinge, mida keevitusaparaat võib jaotada keevituse ajal.
- X : Impulsisagedus: näitab aega, mille jooksul keevitusaparaat on vöimeline jaotama vastavat voolu (sama kolonn). Vöime väljendub %-des, baseerudes 10 minutisele tsüklile (nt. 60% = 6 minutit tööd, 4 minutit puhkust, jne.).
Juhul kui kasutustegurid (viide 40°C-le keskkonnale) ületatakse, ülekuumenemiskaitse seiskub (keevitusaparaat jääb stand-by kuni seadme temperatuur taastub ettenähtud tasemele).
A/V-A/V : Näitab keevitusvoolu reguleerimisskaalat (minimaalne - maksimaalne) ja sellele vastavat kaarpinget.
9- Toiteliini omadused:
- U ,: Keevitusaparaadi vahelduvpinge ja toitevoolu sagedus (lubatud piir ±10%).
- L. : Liini poolt kasutatud maksimaalne vool.
10- 1 ^eff : Liini kaitseks ettenähtud kaitsekorkide väärtus hilinenud stardi korral.
11- Ohutusnorme viitavad sümbolid, mille tähendus on selgitatud peatükis 1 “Kaarkeevituse üldine ohutus”.
Märge: Ülaltoodud näiteplaadil on näidatud ainult sümbolite ja väärtuste tähendused; keevitusaparaadi täpsed tehnilised andmed leiate käesoleva seadme andmeplaadilt.
3.2 ÜLEJÄÄNUD TEHNILISED ANDMED
- KEEVITUSAPARAAT: vaata tabelit 1 (TAB.1).
- PÕLETI: vaata tabelit 2 (TAB.2).
Keevitusaparaadi kaal on näidatud tabelis 1 (TAB. 1).
4. KEEVITUSAPARAADI KIRJELDUS
4.1 PLOKKIDE SKEEM
Keevitusaparaat koosneb peamiselt võimemoodulist, valmistatud joodetud sfäärile ja optimaliseeritud, et saavutada maksimaalne töökindlus ja vähendada hooldustöid. Mikroprotsessori valvega keevitusaparaat, kuhu võib sisestada suurel hulgal parameetreid parema keevitustulemuse saavutamiseks köikide tingimuste ja materjalidega. Omaduste täielikuks ärakasutamiseks on aga tähtis tunda toimimisvõimalusi.
Kirjeldus (PILT B)
1- Kolmefaasilise toiteliini sisend, alaldigrupp ja nivelleerimiskondensaatorid.
2- Switching-sild transistoridega (IGBT) ja draiverid; muudab tasasuunalise pinge kõrge sagedusega vahelduvpingeks ja reguleerib võimsuse soovitud keevituse pinge/voolu kohaseks.
3- Körge sagedusega transformaator: algmähis toitub blokki 2 poolt ümbermuudetud pingega; selle toimingu eesmärk on kohandada pinge ja vool kaarkeevituseks vajalike väärtusteni ja samaaegselt isoleerida galvaaniliselt keevitussfäär toiteliinist.
4- Teisejärguline alaldisild induktiivnivelleerimisega: muudab teisejärgulise mähise poolt toodetud pinge/voolu madalate lainetega pingeks/pidevvooluks.
5- Switching a transistors (IGBT) sild ja drivers; muudab väljuva voolu sekundaarseks DC-st AC-sse TIG AC-keevituse tarvis (kui olemas).
6- Kontroll- ja reguleerimiselektroonika; kontrollib momentaalselt keevitusvoolu siirdumisväärtuse ja värdleb seda masina kasutaja poolt seatud väärtusega; moduleerib reguleerimist teostatavate IGBT-driver-ite juhtimpulsse.
7- Keevitusaparaadi funktsioneerimise kontrolli loogika: asetab keevitustsüklid, annab käske käivitusseadmetele, valvab kaitsesüsteeme.
8- Parameetrite ja funktsioneerimismeetodite asetus-ja visualiseerimispaneel.
9- HF-i süütamise generaator (kui olemas).
10- Elektronventiili kaitsegaas (kui olemas).
11- Keevitusaparaadi jahutusventilaator.
12-Distantsreguleerimine.
4.2 KONTROLL-, SEADISTUS- JA ÜHENDUSSEADMED
4.2.1 Tagapaneel (JOON. C)
1- Pealülititi O/OFF - I/ON.
2- Toitekaabel (2F+ M (Monofaasiline)), (3F + M (Kolmefaasiline)).
3- Gaasitoru ühendus (ballooni rõhuvähendaja - keevitusseade) (kui olemas).
4- Kaitsekork (kui olemas)
5- Vee jahutusgrupi liitmik (kui olemas).
6- Kaugjuhtimisliitmik:
Keevitusseadmele on võimalik vastava tagaküljel asuva 14 poolusega liitmiku abil ühendada 3 erinevat tüüpi kaugjuhtimist. Iga seadme äratundmine on automaatne ja võimaldab seadistada järgmiseid parameetreid:
Kaugjuhtimine potentsiomeetriga:
potentsiomeetri nuppu keerates viiakse peavool miinimumist maksimumi. Peavoolu seadistamine toimub üksnes kaugjuhtimisel.
- Pedaaliga kaugjuhtimine:
voolu väärtus määratakse pedaali asendiga. Režiimis TIG 2T toimib pedaalile avaldatav surve käivituskäsuna masinale selleks ette nähtud põleti nupu asemel (kui ette nähtud). - Kaugjuhtimine kahe potentsiomeetriga:
esimene potentiomeeter seadistab peavolu. Teine potentiomeeter seadistab teist, aktiivse keevitamise viisist sõltuvat parameetrit. Sellist potentiomeetrit pöörales tuleb visualiseerimisele muudetav parameeter (mida pole enam võimalik paneeli nupu abil kontrollida). Teise potentiomeetri tähendus on: ARC FORCE režiimis MMA ja VOOLU LÄNGUSÄEG režiimis TIG.
- Potentsiomeetriga TIG põleti.

Vältimaks rikkeid keevitusseadme sees, on kasutaja kohustatud iga seadistuspotentsiomeetriga TIG PÖLETI puhul kasutama 5 poolusega põleti adapterit.
4.2.2 Esipaneel JOON. D
1- Positiivne kiirpistikupesa (+) keevituskaabli ühendamiseks.
2- Negatiivne pistikupesa (-)keevituskaabli ühendamiseks.
3- Liitmik põleti nupu kaabli ühendamiseks.
4- TIG põleti gaasivooliku ühendus.
5- Juhtpaneel:
5a. Keevitamise viisi seadistamise nupp (PROCESS).
Võimaldab valida sobiv tööprotsess:

- kõrgsagedusega kaaresüütega TIG keevitamine(TIG HF).

- režiimis TIG tähistab alalisvoolu keevitamisel (DC).

5b. Tsükli seadistamise nupp TIG keevitamisel (MODE).
Võimaldab valida töörežiimi.
Lühike surve:

vabastamisega.

lopeb alles sils, Kui poleti huppu vajutatakse ja vabastatakse teistkordseit.

- üdne keevitamine algab poleti hupu vajutamisega ja vabastamisega. Igar lühikesel vajutamisel/vabastamisel läheb vool seadistatud väärtuselt
väärtuseni ja vastupidi. Keevitamine löpeb siis, kui nupule vajutatakse ja seejärel nupp vabastatakse eelnevalt määratud pika aja kestel.

- THIN SPOT võimaldab sooritada lühikesi punktkeevitusi (10-100msek) koos
keevitamise kestuse kontrolliga kuvaril (ikoon vilgub).
Pikaaegne surve (PULSE):

- /ɪvõimaldab voolu pulseerimist (taseme vahetus) koos soovitus parameetrite seadistamisega I2, I1, ja SAL

- PULSE võimaldab voolu pulseerimist koos parameetrite seadistamisega kindlaksmääratud väärtustele I1. ja vastavalt seadistatud voolule
I2 (väärtusi on võimalik muuta).
5c. Multifunktsionaalne nupp.
Vastavalt nuppudega valitud seadistustele on võimalik parameetreid valida ja reguleerida, visualiseerides seadistatud väärtuse kuvaril.
MMA-s muudetavad parameetrid on eelkõige:
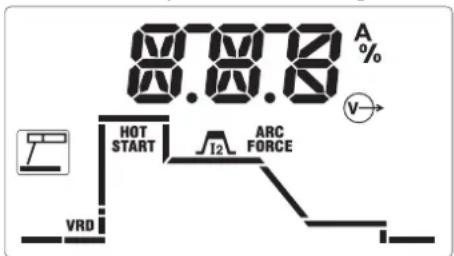
- VRD seadme "Voltage Reduction Device" lubamine/keelamine ohutuks alustuseks madalpingega.
- START algne liigvool (reguleerimine 0-100%) optimeerimaks keevituskaare süüdet.
- ARC FORCE dünaamiline liigvool (reguleerimine 0-100%) optimeerimaks keevituse sujuvust ja vältimaks elektroodi kleepumist.
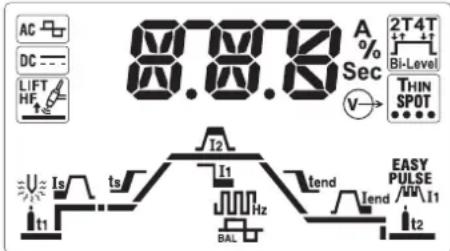
Muudetavad parameetrid TIGis on eelkõige:
text_image
87.87.18 A % Sec 2T4T Bi-Level THIN SPOT I2 I1 tend EASY PULSE I1 t1 ts Hz BAL t2- it1 kaitsegaasi eelne gaasivoo aeg enne keevitamisega alustamist (reguleerimine 0-10 sekundit).
- kindla aja jooksul 2T-s (50msek) ja nupule vajutamise ajale vastava aja jooksul 4T-s hoitav algne vool (reguleerimine 0-100%).
- ts ∫ voolu algne rambi kestus väärtuselt I₁₂-le (reguleerimine 0.1-10 sekundit). OFF ramp puudub.
N.B.: I ja T, parameetreid saab muuta ka pedaaliga kaugjuhtimisega, seadistamine peab toimuma enne käskluse enese käivitamist.
- I2 peamine keevitusvool PULSEERITUD ja Bi-Level režiimis on kõige kõrgema tasemega vool (väljundvool ampriles).
- I1 baasvool PULSEERITUD režiimis ja Bi-Level on väärtus, mida saab keevitamise käigus vahetada peavoolu vastu (reguleerimine amprites).
- pulseerimissagedus ja mudlitel AC/DC TIG AC-s on keevitusvoolu sagedus (reguleerimine hertsides).
- balansseerimise protsent PULSEERITUD režilimis on suhe aja, mil vool on kõrgeimal tasemel ja kogu pulseerimisperioodi vahel, mudelitele AC/DC TIG AC-s on suhe positiivse vooluga aja ja negatiivse vooluga aja vahel.
- voolu langusaeg väärtuselt I_2 I_end -le (reguleerimine 0.1-10 sekundit). OFF ramp puudub.
- lõpuvool 2T-s on vool, mida hoitakse peale voolu langusaega siis, kui rambi aeg on üle nulli, 4T-s hoitakse voolu peale voolu langusaega kogu põleti nupule vajutamise aja.
- t2 kaitsegaasi gaasi järelvoo aeg alates keevitamise seiskamisest (reguleerimine 0-10 sekundit).
- eelsoojendusenergia, juhul kui ette nähtud, ainult mudelitel AC/DC TIG AC-s reguleerib elektroodi eelsoojendust muutmaks alustamine sujuvamaks (reguleerimine 2,6-53 A*Sek). OFF-is eelsoojendus puudub.
Mõned näitlikud ikoonid kuvaril:
- ALARM hoiatus/häireteade, enamasti kuvaril koos koodiga, juhib tähelepanu võimalikule toimivale automaatsele anomaaliale/kaitsele keevitusseadmes.
- termokaitse koos kõndiga kuvaril, teade sisemise soojuse piirmäära saavutamisest.
- v→ käigus väljund, tähistab pinge olemasolu (lubatud võimsus) keevitusseadme väljalaske pistikutes.
- kaugjuhtimine, tähistab kaugjuhtimise ühenduse ja kontrolli käigusolekut.
- asukoha kursor, 4T-s koos allpool väärtust, mis tähistab minimaalse algvoolu seadistamist mis teeb keevituskaare nupule vajutamisega nähtavaks. See võimaldab valida täpne keevitamise alguspunkt (kui algvool seadistatakse üle teatud piirväärtuse, funktsioon desaktiveeritakse automaatselt).
Default tehase parameetrid, tähistab köikide parameetrite seadistamist laiskaalalise operatiivsuse saavutamiseks sobivale väärtusele. Kasutaja saab algvoolu seadistada vastavalt soovile, ilma sealjuures teisi automaatseid
seadistusi muutmata. Seda tingimust saab igal hetkel taasaktiveerida keevitusseadme multifunktionsaalset nuppu (JOON- D - 5c) välja ja sisse lülitades.
- AL.1 : sekkub primaarse ahela termokaitse (kui ette nähtud).
- AL.2 : sekkub sekundaarse ahela termokaitse.
- AL.3 : sekkub toitelijini ülepinge kaitse.
- AL 4 : sekkub toitelijini alapinge kaitse.
- AL.8 : vahemikust välias varupinge.
Taastub automaatselt häire löppemisel.
5. PAIGALDAMINE
TÄHELEPANU! TEOSTAGE KÖIK PAIGALDUSTÖÖD JA ELEKTRILISED ÜHENDUSOPERATSIOONID, KUI KEEVITUSAPARAAT ON KINDLALT VÄL LÜLITATUD. ELEKTRIÜHENDUSED PEAVAD OLEMA TEHTUD AINULT ERIALA EKSPERDI VÖI KVALIFITSEERITUD TEHNIKU POOLT.
Pakkige keevilusaparaat lahti ja monteerige pakendiga kaasas olevad lahtised osad aparaadile.
5.1.1 Tagasisidekaabli/klemmi montaaž (PILT E)
5.1.2 Keevituskaabli-elektroodihoidjaklemmi montaaž (PILT F)
5.2 KEEVITUSAPARAADI ASUKOHT
Valige keevitusaparaadi palgalduskohaks selline koht, kus jahutusõhu sisenemise- ja väljumisava (ventilaatoriga juhitav õhuringlus, kui olemas) ees ei oleks takistusi; samaaegselt kontrollige, et elektrit juhtivad tolmud, söövitatavaid aurud, niiskus, jne.
ei sisene masinasse. Hoidke vähemalt 250mm vaba keevituspiirkond keevitusaparaadi ümber.
TÄHELEPANU! Et vältida keevitusaparaadi maha kukkumist või ohtlikku ümberpaigutumist, asetage see tasasele, seadme kaalu kannatavale pinnale.
5.3 ÜHENDUS VOOLUVÖRKU
- Enne mistahes elektriühenduse teostamist kontrollige, et andmeplaadil olevad andmed vastavad töökohal kasutatavale pingele ja voolusagedusele.
- Keevitusaparaat peab olema ühendatud ainult toítesüsteemiga, mis omab maaga ühendatud neutraaljuhet.
- Et tagada kaitse võimaliku rikkevoolu tekkimise korral, tuleb kasutada diferentsiaalseid lüliteid, mille tüüp on järqmine:
- Tüüp A ( ) ühefaasilistele aparaatidele;
- Tüüp B ( ) kolmefaasilistele aparaatidele.
- Vastamaks Määruses EN 61000-3-11 (Flicker) ära toodud nõuetele, on soovitatav keevitusseade ühendada toitevõrgu kasutajaliikme neis punktides, mille näivtakistus on alla:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Keevitusseade ei vasta Määruse IÉC/EN 61000-3-12 nõuetele. Kui seade ühendatakse avaliku toitevõrguga, siis on paigaldaja või kasutaja ülesandeks kontrollida, kas keevitusseadet on võimalik ühendada (kui vaja, konsulteerida jaotusvõrgu haldajaga).
Uhendage voolujuhtmele piisava võimega standardpistik, (2P + P.E) (1\~), (3P + P.E) (3\~) ja kasutage pistikupesa, mis omab kaitsekorki või automaatset voolukatkestajat; ettenähtud maandsterminal peab olema ühendatud toitellini maandusuhtmega (kollane-roheline). Tabelis (TAB. 1) on näidatud hilinenud kaitsekorkide soovitatavad väärtused ampriles, mis on valitud keevitusaparaadi poolt toodetud maksimaalse nimivoolu ja vooluvõrgu nimipinge alusel.
⚠️ TÄHELEPANUI Ülaltoodud reeglite eiramine muudab tootja poolt ettenähtud kaitsesüsteemi (klass I) võimetuks, põhjustades tõsise ohu isikutele (nt. elektrišokk) ja asjadele (nt. tulekahju).
5.4 KEEVITUSSFÄÄRI ÜHENDUSED
TÄHELEPANU! ENNE JÄRGNEVATE ÜHENDUSTE TEOSTAMIST, KONTROLLIGE, ET KEEVITUSAPARAAT ON VÄLJA LÜLITATUD.
Tabelis (TAB. 1) on näidatud soovitatavad keevituskaablite väärtused (mm ^2 -tes) keevitusaparaadi poolt jaotatud maksimaalse voolu alusel.
5.4.1 TIG-keevitus
Põleti ühendus
- Sisestage voolu edastav kaabel vastava kiirklemmiga (-). Ühendage kolme poolusega ühendusotsik (põleti lüliti) vastava pistikupesaga. Ühendage põleti gaasivoolik vastava ühendusotsikuga.
Keevitusvoolu tagasivoolukaabli ühendus
- Ühendage keevitatavale elemendile või metalltöölauale, kuhu element on asetatud ning võimalikult ühenduskoha lähedale.
Käesolev kaabel tuleb ühendada (+) sümboliga klemmile.
Uhendus gaasiballooniga (kui kasutusel).
- Kruvige kinni survevähendaja gaasiballooni ventiiliga ja asetage nende vahele vastav lisaseadmena kaasaolev adapter, kui kasutate Argoon-gaasi.
- Uhendage gaasi sisestav voolik survevähendajaga ja kinnitage kaasaoleva mähisega.
- Lõdvestage survevähendaja reguleerimisratas enne ballooni ventiili avamist.
- Avage balloon ja reguleerige gaasi kogus (l/min) kasutuse orienteeruvate andmete kohaselt, vaata tabelit (TAB. 4); vajaduse korral võib keevituse ajal kohandada gaasivoolu survet reduktori kinnitusvõru kaudu. Kontrollige, et tuubid ja ühendused on gaasikindlad.
TÄHELEPANU! Lõpetades töö, sulgege alati gaasiballooni ventiil.
5.4.2 MMA-keevitus
Peaaegu köik kattega elektroodid ühendatakse generaatori positiivse poolusega (+); väljaarvatud happega kaetud elektroodid ühendatakse negatiivse poolusega (-). Keevituskaabli elektrooodihoidiaklemmi ühendus
Keevituskaabliots on varustatud spetsiaalse klambriga, mis võimaldab haarata kinni elektroodi katteta olevast osast.
Ühendage see kaabel klambriga, mis kannab sümbolit (+).
Keevitusvoolu tagasisidekaabli ühendus
Ühendage otse keevitatava detaili või metalltöölauaga, kuhu on asetatud detail ning võimalikult ühenduskoha lähedale.
Ühendage see kaabel klambriga, mis kannab sümbolit (-).
Soovitused:
- Keerake keevituskaablite ühendused kiirpistikutega (kui olemas) löpuni kinni, et garanteerida perfektne elektrikontakt; vastupidisel juhul riskite ühendite ülekuumenemist ja nende kiiret kahjustumist ning efektiivsuse kaotamist.
- Kasutage võimalikult lühikesi keevituskaableid.
- Vältige kasutamast metallstruktuure, mis ei kuulu keevitatava detaili juurde, kui keevitusvoolu tagasisidekaabli asendaja; see võib olla ohtlik ja anda rahuldamatu tulemuse.
6. KEEVITUS: PROTSEDUURI KIRJELDUS
6.1 TIG-KEEVITUS
TIG keevitus on keevitusmeetod, mis kasutab elektrilise kaare süütega soojust ja Ahoiab selle mittesulava elektroodi (Tungsteno) ja keevilatava detaili vahel. Tungsteno-elektroodi hoiab põleti, mis edastab keevitusvoolu ning kaitseb elektroodi ja keevitusvanni atmosfäärse oksüdatsiooni eest keraamilisest otsikust (PILT G) väljuva inertse gaasivooluga (tavaliselt Argoon-gaars: Ar 99.5%).
Hea keevituse tagamiseks on hädavajalik kasutada öige läbimöõduga elektroodi sellele vastava vooluga, vaata tabelit (TÄB. 3). Elektrood ulatub tavaliselt keeraamilisest olsmikust välja 2-3mm, nurgakeevituse puhul vöib saavutada 8mm pikkuse.
Keevitus teostub keevitatavate servade ühtesulamisega. Öieti ettevalmistatud öhukeste materjalide puhul (kuni 1 mm umbes) ei ole vajalik abimaterjal (PILT H). Paksemate materjalide puhul on vajalikud samast baasmaterjali koostisest ja sobiva läbimööduga, vastavalt ettevalmistalud servadega pulgad (PILT I).
Hea keevitustulemuse saavutamiseks on tähtis, et osad on korralikult puhastatud ja vabad oksüdist, ölist, rasvast, lahustitest, jne.
6.1.1 HF ja LIFT süütelaeng
HF süütelaeng:
Elektrikaar süttib ilma tungsteno-elektroodi ja keevitatava detaili vahelise kontaktita, kõrgsagedusega seadeldise poolt tekitatud sädeme kaudu.
See süütamismeetod ei vaja tungsteno-elektroodi kasutamist keevitusvannis, ega pöhjusta elektroodi kulumist ja võimaldab kerge stardi köikide keevituspositsioonidega. Protseduur:
Vajutage põleti lülitit lähendades samas elektroodiotsik detailile (2-3 mm) ja oodake HF impulssidega teostuva kaare süttimist. Kui kaar on süttinud, moodustage keevitusvann detailile ja keevitage pikki ömblust.
Juhul kui olete kontrollinud gaasi olemasolu ja kui HF laengud on nähtavad, esineb siiski raskusi kaare süütamisel, ärge jätke elektroodi kauaks HF režilimi alla, vaid kontrollige selle pealispinna terviklikkust ja otsa vormi. Vajaduse korral teritage see käiakivil. Tsükli löppedes teostub voolu annulleerimine ette antud langemisrambiga.
LIFT süütelaeng:
Elektrikaare süttimine teostub eemaldades tungsteno-elektrood keevitatavalt detaililt. See süütamisviis põhjustab vähem elektrokiirguse häiringuid ja viib minimaalseni tungsteno kasutamise ning elektroodi kulumise.
Protseduur:
Toelage kerge survega elektroodiotsik detailile. Vajutage põleti lülliti lõpuni ja tõstke mõne hetkelise hilinemisega elektrood 2-3mm, saavutades nii kaare süttimise. Keevituse alguses jaotab keevitusaparaat voolu I ^LIFT ja peale mõne hetkelist keevitust, hakkab jaotama ette antud keevitusvoolu. Tsükli löppedes teostub voolu annulleerimine ette antud langemisrambiga.
6.1.2 TIG DC-keevitus
TIG DC-keevituseks sobivad köikide nörgalt ja tugevalt seotud söeteraste ning raskete metallide, nagu vase, nikli, titaani ja nende sulamid.
TIG DC-keevituseks elektroodiga poolusel (-) kasutatakse tavaliselt elektroodi, mis sisaldab 2% Tooriumi (punast värvi triip) või elektroodi, mis sisaldab 2% Tseeriumi (halli värvi triip).
Volframelektrood on vaja teritada käiakivil teljesuunas, nagu näidatud JOON. L, hoolitsedes selle eest, et ots oleks perfektselt ühiskeskene vältimaks kaare körvalekaldeid. On tähtis teostada teritamine elektroodi pikkuse suunas. Korrake seda protseduuri periooodiliselt vastavalt elektroodi kasutamisele ja kulumisele või kui see on juhuslikult kahjustunud, oksüdeerunud või valesti kasutalud.
6.1.3 TIG AC keevitamine (kui ette nähtud)
Seda tüüpi keevitus võimaldav selliste metallide nagu aluminium ja magneesiumi keevitamise, mis moodustavad nende pinnale kaitsva ja isoleeriva oksiidi. Keevitusvoolo polaarsuste ümberpõõramise tulemusena on võimalik "murda" pinnal olev oksiidi kiht "iooniliseks liivapuhumiseks" kutsutud mehhanismi kaudu. Volframelektroodi pinge on vahelduvalt positiivne (EP) või negatiivne (EN). EP-aja jooksul puhastatakse oksiid pinnalt ja ("puhastus" või "peitus") võimaldades sulami moodustumise. EN-ajal tolmub kõrgeim soojusekanne elemendile võimaldades keevitamise. Parameetri muutmise võimalus AC-s (sagedus, balanss) võimaldab aja ja EP voolu võimsuse vähendada minimaalseni, mis teeb võimalikuks kiirema keevitamise ja vähesema kuumuse kande elektroodile selle pikema vastupidamisega. Körgemad balansiväärtused võimaldavad keevitada kiiremini, suurema läbimise, rohkem keskendunud kaare, kitsama keevisõmbluse ja elektroodi piiratud kuumenemise. Madalamad väärtused võimaldavad elemendi parema puhtuse. Liiga madala balanssväärtuse kasutamine põhjustab kaare ja deoksüdeeritud osa laienemise ja elektroodi ülekuumenemise sellele järgneva kuuli moodustumisega otsale ja kaare süütamise ning suunamise halvenemisega. Ulemäärase balanssväärtuse kasutamine põhjustab mustade kohtadega "määrduund" keevisõmbluse.
Tabelis (TAB. 4) on kirjeldatud parameetrite variatsioone AC-keevitusmeetodis.
Lisaks kehtivad keevitusprotseduure puudutavad toimimisiuhised.
Tabelis (TAB. 3) on äratoodud ligikaudsed andmed aluminiumi keevitamise tarvis; köige kohasem elektrood on puhas volframelektrood (rohelist värvi triip).
6.1.4 Toimimisviis
- Seadistage käepideme abil keevitusvool enesele sobivaks; voolu saab keevitamise kestel vastavalt vajadusele muuta.
- Vajutage keevituskäpa nupule ja kontrollige gaasivoogu; vajaduse korral reguleerige gaasi eelvoo ja gaasi järelvoo kestust; gaasi parameetrid reguleeritakse vastavalt tööttingimustele: ennekõike peab gaasi järelvoo viide olema selline, et keevitamise lõpetamisel jõuaksid elektrood ja keevisvann enne välisõhuga kokkupuutumist maha jahtuda (oksüdeerumine ja defektioht).
- Kui keevituskäpa nupp (P.T.) lõpuni alla vajutada, tekib I voolutugevusega keevituskaar. Seejärel vool tõuseb vastavalt VOOLU TõUSUAJÄLE, kuni jõutakse keevitusvoolu tasemele.
- Keevitamise katkestamiseks laske nupp lahti —tulemuseks on kas voolu järkjärguline langus (kui sees on funktsioon VOOLU LANGUSAEG) või kaare kohene kustumine koos sellele järgneva gaasi järelvooga.
4-takti TIG- režiim:
- Esimene vajutus nupule tekitab keevituskaare I voolutugevusega. Nupu vabastamisel hakkab vool vastavalt VOJU TÖUSUÄJA seadistustele tõusma, kuni saavutatud on keevitusvool, mida hoitakse ka juhul, kui nupp lahti lasta. Uuesti nupule vajutades langeb vool vastavalt VOJU LANGUSAJA seadistustele kun väärtuseni I. Süsteem töötab sel voolul nupu lahtilaskmiseni, millega lõppeb keevitusstükkel ja algab gaasi järelvoog. Ent kui nupp VOJU LANGUSAJA jooksul lahti lasta, lõppeb keevitusstükkel koheselt ning algab gaasi järelvoog.
4-takti ja BI-LEVEL TIG- režiim:
- Esimène vajutus nupule tekitab keevituskaare I voolutugevusega. Nupu vabastamisel hakkab vool vastavalt VOOLU TÖUSÜAJA seadistustele tõusma, kuni saavutatud on keevitusvool, mida hoitakse ka juhul, kui nupp lahti lasta. Iga järgneva vajutusega (allavajutamise ja vabastamise vaheaeg peab olema lühike) vahelduvad parameetri BI-LEVEL abi seadistatud voolutugevus I, ja põhivool I..
- Nuppu all hoides langeb vool vastavalt VOOLU LANGUSAJA seadistustele"kuni väartuseni I. Süsteem töötab sel voolul kuni nupu lahtilaskmiseni, millega löppeb keevitustsükkel ja algab gaasi järelvoog. Ent kui nupp VOOLU LANGUSAJA jooksul lahti lasta, löppeb keevitustsükkel koheselt ning algab gaasi järelvoog (JOON. M).
Režiim TIG SPÔT ja TIG THIN SPOT:
- Keevitamine toimub hoides põleti nuppu all seni, kuni saavutatakse eelseadistusaeg (punkti aeg).
6.2 MMA-KEEVITUS
- On tähtis järgida elektrooditootja poolt ettenähtud juhendeid, mis puudutavad elektroodide korrektset polaarsust ja keevituse optimaalset voolu (tavaliselt on need juhised äratoodud elektroodide pakendil).
- Keevitusvool peab olema reguleeritud vastavalt kasutatava elektroodi diameetrile ja soovitud keevitusliigile. Alltoodud tabel näitab keevitusvoole, mis vastavad erinevate diameetritega elektroodidele:
| ∅ Elektrood (mm) | Keevitusvool (A) | |
| Min. Maks. | ||
| 1.6 25 | 50 | |
| 2 | 40 | 80 |
| 2.5 60 | 110 | |
| 3.2 80 | 160 | |
| 4 | 120 | 200 |
| 5 | 150 | 280 |
| 6 | 200 | 350 |
Pidage meeles, et kasutades võrdse diameetriga elektroodi, valige horisontaalkeevituseks kõrgete väärtustega voole, aga vertikaal- või altüleskeevituseks kasutage kõige madalamate väärtustega voole.
Keevitusömbluse mehaanilised omadused olenevad nii voolu intensiivsusest, kui ka kaare pikkusest, kiirusest ja keevituse positsioonist, elektrooddide diameetrist ja kvaliteedist (korrektseks säilitamiseks peavad elektrooddide olema asetatud selleks ettenähtud mahutitesse või karpidesse, mis kaitsevad niiskuse eest).
Keevituse omadused sõltuvad ka keevitusaparaadi ARC-FORCE-väärtusest (dünaamiline tööviis). See parameeter on võimalik seada paneelilt või kahe potentsimeetri kaugjuhtimisega.
Pidage meeles, et ARC-FORCE-i kõrged väärtused annavad suurema läbimise ja võimaldavad keevituse mistahes positsioonis tüüpiliselt baaselektrooodidega, ARC-FORCE-i madalamad väärtused võimaldavad pehmema kaare ilma pritsmeteta tüüpiliselt elektroodidega.
Keevitusaparaat on peale selle varustatud ka HOT START- ja ANTI STICK-seadmetega, mis garanteerivad lihtsad stardid ja välistavad elektroodi kleepumise elemendiga.
6.2.1 Keevitus
- Hoides keevituskilpi NÃO EES, hõõruge elektroodi keevitatava detaili vastu nagu tahaksite süüdata tuletikku. See on kõige õigem meetod kaare süütamiseks.
TÄHELEPANU: ÄRGE TOKSIGE elektroodi keevitatava detaili vastu. Riskite kahiustada elektroodi katet ja muuta raskeks kaare süttimise. - Kohe peale kaare süttimist, üritage hoida keevitatavast detailist distants, mis vastab kasutatava elektroodi diameetrile ja säilitage see distants kuni keevitustöö löpuni. Pidage meeles, et elektroodi ja keevitatava detaili vaheline nurk peab olema umbes 20-30 kraadi.
- Keevitustraadi löppedes, tömmake elektrood kergelt enda poole nii, et keevituskraater täitub. Töstke kiiresti elektrood keevisvannist nii, et kaar kustub (KEEVITUSTRAADI VÄLIMUS - PILT N).
7. HOOLDUS
TÄHELEPANUI ENNE HOOLDUSTÖÖ TEOSTAMIST KONTROLLIGE, ET SEADE ON VÄLJA LÜLITATUD JA VOOLUVÖRGUST LAHTI ÜHENDATUD.
7.1 HOOLDUS
- Vältige põleti ja selle kaabli asetamist kuumadele osadele; see põhjustab isolatsioonmaterjalide sulamise ja muudab kiiresti masina töökõlbmatuks.
- Kontrollige perioodiliselt gaasivooolikute ja nende ühenduste terviklikust.
- Ühendage korralikult elektroodi haardeklamber, valitud elektroodi läbimööduga klambrihoidja spindel vältimaks ülekuumenemisi, kehva gaasijaotust ja sellest tulenevat halba funktsioneerimist.
- Kontrollige enne igat kasutamiskorda põletiotsa osade kulumisseisukorda ja nende monteerimise korrektsust: põletiots, elektrood, elektroodi haardeklamber, gaasijaotaja.
7.2 ERAKORRALINE HOOLDUS
ERAKORRALISED HOOLDUSTÖÖD PEAVAD OLEMA LÄBI VIIDUD ÜKSNES ASJATUNDLIKU JA ELEKTRI-MEHAANILIST VÄLJAOPET SAANUD TEHNILISE PERSONALI POOLT NING VASTAMA TEHNILISELE NÖUDELE IEC/EN 60974-4.

TÄHELEPANU! ENNE KEEVITUSAPARAADI PANEELIDE EEMALDAMIST
JA SEADME SISEMUSELE LÄHENEMIST KONTROLLIGE, ET SEADE ON VÄLJA LÜLITATUD JA VOOLUVÖRGUST LAHTI ÜHENDATUD.
Seadme sisemuse kontrollimine pinge all võib põhjustada tõsise elektrišoki, tingitud otsesest kokkupuutest pingestatud elektriliste komponentidega ja/või põhjustada vigastusi puudutades seadme liikuvaid osi.
- Kontrollige regulaarselt, ent samas ka seadme kasutamisest ja töökeskkonna tolmusisaldusest sõltuvate vaheaegade järel keevitusseadme sisemust ning eemaldage elektriskeemidele kogunenud tolm pehme harja või sobilike puhastusvahenditega.
- Kasutades juhust kontrollige ka, et elektrilised ühendused on hästi kinnitatud ning et kaablitel ei ole isolatsioonivigastusi.
- Peale hooldustöö lõppu, asetage keevitusaparaadi paneelid jälle kohale keerates kinnituskruvid lõpuni kinni.
- Vältige absoluutselt keevitamist, kui keevitusaparaat on avatud.
- Peale hooldus- või parandustööde sooritamist taastage ühendused ja kaabeldused nil, et need ei omaks kokkupuudet liikuvate või kõrget temperatuuri omavate osadega. Siduge juhtmed nagu nad olid algselt, hoides hoolikalt lahus kõrgepinge all peatrafo ühendused sekundaarsetest madalpinge trafodest.
Kasutage kõiki originaalseibe ja originaalkruvisid auto kere taassulgemiseks.
8. VEAOTSING
MITTERAHULDATAVA TÖÖ KORRAL JA ENNE PÖHJALIKUMA KONTROLLI ALUSTAMIST VÖI TEENINDUSKESKUSEGA ÜHENDUSE VÖTMIST, KONTROLLIGE, KAS:
- Keevitusvool, reguleeritud potentsimeetri kaudu baseerudes astmelisele skaalale amprites, sobib kasutatava elektroodi diameetri ja tüübiga.
- Peavoolukatkestaja on positsioonis "ON" ja vastav lamp süttinud; vastupidisel juhul assetseb viga tavaliselt toiteliinis (kaablid, pistik ja/või pistikupesa, kaitsekorgid, jne.). - Kollane Led signaallamp, mis näitab ülekuumenemiskaitse rakendumist üle- või allpinge või lühühenduse korral, ei ole süttinud.
- Kontrollige, et nimiimpulsi suhet on järgitud. Kui ülekuumenemiskaitse on
rakendunud, oodake seadme naturaalset maha jahtumist ja kontrollige, et ventilaator funktsioneerib.
- Kontrollige liini pinget: kui väärtus on liiga körge või liiga madal, keevitusaparaat seiskub.
- Kontrollige, et keevitusaparaadis ei ole lühiühendust: vastupidisel juhul eemaldage viga.
- Et ühendused elektrisüsteemiga on sooritatud korrektselt, eriliselt, et massiklemm on töesti ühendatud keevitatava detailiga, mis peab olema vaba igasugusest kattevöi isolatsioonmaterialist (nt. lakid vöi värvid).
- Kasutatav kaitsegaas on öige (Argoon 99.5%) ja ettenähtud koguses.
lpp.lpp.
-
VISPĀRĪGĀ DROŠĪBAS TEHNIKA LOKA METINĀŠANAS LAIKĀ ......110
-
IEVADS UN VISPÄRIGS APRAKSTS 111
2.1 IEVADS....111
2.2 PAPILDAPRĪKOJUMS (ja nav paredzēti)....111
- TEHNISKIE DATI 111
3.1 PLÄKSNE AR DATIEM....111
3.2 CITI TEHNISKIE DATI 111
- METINĀŠANAS APARĀTA APRAKSTS 111
4.1 BLOKSHËMA 111
4.2 VADĪBAS, REGULĒŠANAS UN SAVIENOŠANAS IERĪCES.... 111
4.2.1 Aizmugurējais panelis (ATT. C) 111
Tootjafirma vastutab masinate hea funktisoneerimise eest ja kohustub asendama tasuta osad, mis riknevab halva kvaliteediga materjali ja konstruktsioonidefektide töttu, 12 kuu jooksul alates masina käikupanemise sertifikaadil töestatud kuupäevasl. Tagasi saadetavad masinad, ka kehtiva garantiiga, tuleb saata TASUTUD POSTIMAKSUGA ja nende tagastamise SAATEKULUD ON KAUBASAAJA TASUDA. Nagu kehtestatud, teevad erandi masinad, mis kuuluvad euroopa normatiivi 1999/44/EC kohaseit tarbekauba kategooriasse ja ainult siis, kui müüdud ÜE liikmesriikides. Garantiisertifikaat kehtib ainult koos ostu- või kätteotimetamiskviitungiga. Garantii ei hölma riknemisi, mis on pöhjustatud seadme väärast käsitsemisest, modifitseerimisest või hoolimatust kasutamisest. Peale selle ei vastuta firma köligi otseste või kaudsete kahjude eest.




