
Infinity 225 954556 - Zvárací stroj Telwin - Bezplatný návod na obsluhu
Nájdite návod k zariadeniu zdarma Infinity 225 954556 Telwin vo formáte PDF.
| Typ produktu | Zvárací invertorový zdroj TIG/MMA |
| Značka | Telwin |
| Model | Infinity 225 954556 |
| Zváracie procesy | TIG DC/AC (HF/LIFT), MMA |
| Zvárací prúd TIG | 5 - 225 A |
| Zvárací prúd MMA | 10 - 225 A |
| Napájanie | 230 V jednofázové (alebo 400 V trojfázové podľa verzie) |
| Frekvencia | 50/60 Hz |
| Trieda ochrany | IP21S (odhad) |
| Hmotnosť | Približne 12 kg (odhad) |
| Rozmery (D x Š x V) | Neuvedené |
| Funkcie TIG | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, pulzné, Easy Pulse, počiatočné/konečné rampy, pred/po plyne, AC vyváženie, frekvencia |
| Funkcie MMA | Hot Start, Arc Force, Anti Stick, VRD |
| Príslušenstvo v balení | Zváracie káble a spätný kábel, držiak elektródy, TIG horák (podľa verzie) |
| Voliteľné príslušenstvo | Diaľkové ovládanie (1 alebo 2 potenciometre, pedál), TIG horák s potenciometrom, MMA kit, TIG kit, vozík America, adaptér na argónovú fľašu, redukčný ventil |
| Bezpečnosť | Tepelná ochrana, prepätie/podpätie, VRD, alarmy AL.1-AL.8 |
| Chladenie | Vnútorný ventilátor |
| Bežná údržba | Čistenie prachu stlačeným vzduchom, kontrola horáka a spojov, kontrola tesnosti plynu |
| Opraviteľnosť | Náhradné diely dostupné cez servis Telwin, oprava kvalifikovaným personálom |
| Normy | EN 60974-9, CEI/EN 61000-3-11, CEI/EN 61000-3-12 |
Často kladené otázky - Infinity 225 954556 Telwin
Otázky používateľov k Infinity 225 954556 Telwin
0 otázka o tomto zariadení. Odpovedzte na tie, ktoré poznáte, alebo položte vlastnú.
Položte novú otázku o tomto zariadení
Stiahnite si návod pre váš Zvárací stroj vo formáte PDF zadarmo! Nájdite svoj návod Infinity 225 954556 - Telwin a vezmite svoje elektronické zariadenie späť do rúk. Na tejto stránke sú zverejnené všetky dokumenty potrebné na používanie vášho zariadenia. Infinity 225 954556 značky Telwin.
NÁVOD NA OBSLUHU Infinity 225 954556 Telwin
(SK) Profesionálne zváracie agregáty pre zváranie TIG (DC) (AC/DC) HF/LIFT, MMA.
(SL) Profesionalni varilni aparati s frekvenènim menjalnikom TIG (DC) (AC/DC) HF/LIFT, MMA.
(HR-SR) Profesionalni stroj za varenje sa inverterom TIG (DC) (AC/DC) HF/LIFT, MMA.
(LT) Profesionalüs suvirinimo aparatai su Inverteriu TIG (DC) (AC/DC) HF/LIFT, MMA.
(ET) Inverter TIG (DC) (AC/DC) HF/LIFT, MMA professionaalsed keevitusaparaadid.
(ak nie je súčasťou)....86
- TECHNICKÉ ÚDAJE 86
3.1 IDENTIFIKAČNÝ ŠTÍTOK 86
3.2 ďALŠIE TECHNICKÉ ÚDAJE 86
- POPIS ZVÁRACIEHO PRÍSTROJA 86
4.1 BLOKOVÁ SCHÉMA 86
4.2 KONTROLNÉ, REGULAČNÉ A SPOJOVACIE PRVKY 86
4.2.1 Zadný panel (OBR. C)....86
4.2.2 Predný panel OBR. D....86
- INSTALÀCIA 87
5.1 MONTÁŽ (OBR. P)....87
5.1.1 Montáž zemniaceho kábla-klieští (OBR. E)....87
5.1.2 Montáž zváracieho kábla-držiaka elektródy (OBR. F)....87
5.2 UMIESTNENIE ZVÁRACIEHO PRÍSTROJA 87
5.3 PRIPOJENIE DO SIETE 87
5.3.1 Zástrčka a zásuvka 87
5.4 ZAPOJENIE ZVÁRACIEHO OBVODU 87
5.4.1 Zváranie TIG 87
5.4.2 Zváranie MMA....88
- ZVÁRANIE: POPIS PRACOVNÉHO POSTUPU ....88
6.1 ZVÁRANIE TIG....88
6.1.1 Zapálenie oblúku HF a LIFT 88
6.1.2 Zváranie TIG DC 88
6.1.3 Zváranie TIG AC (ak je súčastou)....88
6.1.4 Postup 88
6.2 ZVÁRANIE MMA....88
6.2.1 Postup 88
- ÚDRŽBA 88
7.1 RIADNA ÚDRŽBA 88
7.1.1 Zváracia pištol'......88
7.2 MIMORIADNA ÚDRŽBA....88
8. ODSTRAŇOVANIE PORÚCH 89
ZVÁRACIE AGREGÁTY NA ZVÁRANIE TIG A MMA, URČENÉ PRE PRIEMYSELNÉ A PROFESIONÁLNE POUŽITIE.
Poznámka: V nasledujúcom texte bude použitý výraz „zvárací prístroj“.
- ZÁKLADNÉ BEZPEČNOSTNÉ POKYNY PRE OBLÚKOVÉ ZVÁRANIE
Operátor musí byt' dostatočne vyškolený na bezpečné použitie zvárac
prístroja a informovaný o rizikách spojených s postupmi pri zváraní oblúkom, o príslušných ochranných opatreniach a o postupoch v núdzovom stave.
(Vychádzajte tiež z normy „EN 60974-9: Zariadenia pre oblúkové zváranie. Čast' 9: Inštalácia a použitie“).

- Zabráňte priamemu styku so zváracím obvodom; napätie naprázdno dodávané generátorom môže byt' za daných okolností nebezpečné.
- Pripojenie zváracích káblov, kontrolné operácie a opravy musia byt' - vykonávané pri vypnutom zváracom prístroji, odpojenom od elektrického rozyodu.
- Pred výmenou opotrebiteľných súčastí zváracej pištole vypnite zvárací prístroj a odpojte ho z napájacej siete.
- Vykonajte elektrickú inštaláciu v súlade s platnými predpismi a zákonmi, aby ste predišli úrazom.
- Zvárací prístroj musí byt' pripojený výhradne k napájaciemu systému uzemneným nulovým vodičom.
- Uistite sa, že je napájacia zásuvka dostatočne pripojená k ochranné zemniacemu vodiču.
- Nepoužívajte zvárací prístroj vo vlhkom, mokrom prostredí alebo za dažďa.
- Nepoužívajte káble s poškodenou izoláciou alebo s uvolnenými spojmi.

- Nezvárajte na nádobách, zásobníkoch alebo potrubiach, ktoré obsahujú alebo obsahovali zápalné kvapalné alebo plynné produkty.
- Vyhnite sa činnosti na materiáloch vyčistených chlórovými rozpúšťadlami alebo v blízkosti uvedených látok.
- Nezvárajte na zásobníkoch pod tlakom.
- Odstráňte z pracovného priestoru všetky zápalné látky (napr. drevo, papier, handry, atd.)
- Zabezpečte si dostatočnú výmenu vzduchu alebo prostriedky pre odstraňovanie výparov zo zvárania z blízkosti oblúku; Medzné hodnoty vystavenia sa výparom zo zvárania v závislosti na ich zložení, koncentrácií a dĺže samotnej expozície, vyžadujú systematický prístup pri ich vyhodnocovani.
- Udržujte tlakovú fl'ašu (ak sa používa) v dostatočnej vzdialenosti od zdrojov tepla, vrátane slnečného žiarenia




- Zabezpečte si vhodnú elektrickú izoláciu voči zváracej pištoli, elektróde opracovávanjej súčasti a prípadným uzemneným kovovým častiam, umiestneným v blízkosti (dostupným). Obyčajne je to možné doslahnut' použitím vhodných rukavíc, obuvi, pokrývok hlavy a odevu a použitím stúpačiek alebo izolačných kobercov.
- Vždy si chránte oči príslušnými filtrami, ktoré sů v zhode s normou UNI EN 169 alebo s normou UNI EN 379, namontovanými na kuklách alebo štítoch, ktoré sů v zhode s normou UNI EN 175. Používajte príslušný ochranný ohňovzdorný odev (ktorý je v zhode s normou UNI EN 11611) a zváračské rukavice (ktoré sů v zhode s normou U 12477), aby ste nevystavovali pokožku ultrafialovému a infračervenému žiareniu, vznikajúcemu pri horení oblúku; ochrana sa musí vzťahovat' na ostatné osoby nachádzajúce sa v blízkosti oblúku, a to použítím tienidiel alebo neodrazových závesov.
- Hlučnosť: Ak ste pri mimoriadne intenzívnom zváraní každodenne vystavení hluku s úrovňou (LEPd), rovnajúcou sa alebo prevyšujúcou 85 dB(A), musíte používať vhodné osobné ochranné prostriedky (tab. 1).







- Prechod zváracieho prúdu spôsobuje vznik elektromagnetických polí (EMF)
v okolí zváracieho obvodu.
Elektromagnetické polia môžu ovplyvňovat' činnost' niektorých zdravotných zariadení (napr. pacemakerov, respirátorov, kovových protéz atd').
Preto je potrebné prijat' náležité ochranné opatrenia voči nositel'om týchto zariadení. Napríklad zákazom ich prístupu do priestoru použitia zváracieho prístroja.
Tento zvárací pristroj vyhovuje požiadavkám technického štandardu výrobku, určeného pre výhradné použitie v priemyselnom prostredí a na profesionálne účely. Nie je zaručené dodržanie základných medzných hodnôt, týkajúcich sa expozície osób elektromagnetickým poliam v domácom prostredi.
Obsluha musí používať nasledujúce postupy, aby znížila expozíciu elektromagnetickým poliam:
Pripevnit' dva zváracie kable spolu, podl'a možnosti čo najbližšie.
Udržiavat' hlavu a trup tela, čo možno najd'alej od zváracieho obvodu.
Nikdy si neovíjat' zváracie káble okolo tela.
Nezvárat', nachádzajúc sa telom uprostred zváracieho obvodu. Udržiavat' obidva káble na tej istej strane tela.
- Pripojit' zemniaci kábel zváracieho prúdu ku dielu určenému na zváranie, čo najbližšie k realizovanému spoju.
Nezvárat' v blízkosti zváracieho prístroja, ani na ñom nesediet' a neopierat' sa oň (minimálna vzdialenost': 50cm). - Nenechávat' feromagnetické predmety v blízkosti zváracieho obvodu.
-s Minimálna vzdialenost' d= 20cm (Obr. O).

- Zariadenie triedy A:
Tento zvárací pristroj vyhovuje požiadavkám technického štandardu výrobku, určeného pre výhradné použitie v priemyselnom prostredí, a na profesionálne účely. Nie je zaistená elektromagnetická kompatibilita v domácich budovách a v budovách priamo pripojených k napájacej sieti nízkeho napätia, ktorá zásobuje budovy pre domáce použitie.

ĎALŠIE OPATRENIA
OPERÁCIA ZVÁRANIA:
- V prostredí so zvýšeným rizikom zásahu elektrickým prúdom;
- vo vymedzených priestoroch;
-
v prítomnosti zápalných alebo výbušných materiálov.
MUSIA byt najskör zhodnotené „Odborným vedúcím“ a vykonané vždy v prítomnosti osob vyškolených pre zásahy v núdzových prípadoch. MUSIA byt prijaté technické ochranné prostriedky popísané v 7.10; A.8; A.10. normy „EN 60974-9: Zariadenia pre oblúkové zváranie. Časť 9: Inštalácia a použitie“. -
MUSI byt' zakázané zváranie operátorom nadvihnutým nad zemou, s výnímkou použitia bezpečnostných plošín.
- NAPÄTIE MÉDZI DRŽIAKÍMI ELEKTRÓD ALEBO ZVÁRACÍMI PIŠTOŁAMI: Pri práci s viaceryjml zváracímli prístrojml na jednom zvarovanom kuse alebo de, na viacerych kusoch spojených elektricky, môže dôjst' k nebezpečnému súčtu napátia medzi dvomi odlišnými držiakmi elektród, alebo so zváracímli plětoľami, s hodnotou, ktorá môže dosiahnut' dvojnásobok prípustnej medze. Je potrebné, aby odborník – koordinátor vykonal meranie prístrojml, aby tak stanovil riziko nebezpečenstva a mohol prijať vhodné ochranné opatrenia v súlade s ustanovením časti 7.9 normy „EN 60974-9: Zariadenia pre oblúkové zváranie. Čast' 9: Inštalácla a použitie“.

ZBYTKOVÉ RIZIKÁ
ižREVRÁTENIE: Umiestnite zvárací prístroj na vodorovný povrch, s nosnost'ou odpovedajúcou danej hmotnosti; v opačnom prípade (napr. na naklonenej, poškodenej podlahe, atd.). existuje nebezpečenstvo prevrátenia.
- NESPRÁVNE POUŽITIE: Použitie zváracieho prístroja na akejkoľvek iné použitie než je správne použitie (napr. rozmrazovanie potrubia vodovodného rozvodu), je nebezpečné.
-
Je zakázané vešat' zvárací prístroj za rukovät'.
-
ÚVOD A ZÁKLADNÝ POPIS
2.1 ÚVOD
Tento zvárací prístroj je zdrojom prúdu pre oblúkové zváranie a je vyrobený špeciálne
pre zváranie TIG (DC) (AC/DC) so zapálením oblúku HF alebo LIFT a pre zváranie MMA obalenými elektródami (rutilovými, kyslými, bázickými).
Vdaka svojim špecifickým vlastnostiam, ako napr. vysoká rýchlost' a presnost' regulácie, má tento zvárací prístroj (MENIČ) pri zváraní vynikajúce vlastnosti. Regulácia systému „meniča” na vstupe napájacieho vedenia (primárneho) d'alej prináša drastické zníženie objemu samotného transformátora i vyrovnávacieho reaktančného prvku, čo umožňuje konštrukciu zváracieho prístroja so značne nízkou hmotnosťou a objemom a následným zvýšením manipulovateľnosti a možnosti prepravy.
2.2 VOLITELNÉ PRÍSLUŠENSTVO DODÁVANÉ NA ŽELANIE (ak nie je súčast'ou)
- Sada na zváranie MMA.
- Sada na zváranie TIG
- Adaptér pre tlakovú nádobu s argónom.
- Reduktor tlaku.
- Zváracia pištoľ TIG.
- Samozatmievacia kukla: s pevným alebo nastaviteľným filtrom.
- Zemniaci kábel so zemniacimi klieštami.
- Manuálne dialkové ovládanie s 1 potenciometrom.
- Manuálne dialkové ovládanie s 2 potenciometrami.
- Spojka a hadica pre plyn na pripojenie k tlakovej nádobe s argónom.
- Zváracia pištoľ TIG s potenciometrom.
- Vozík AMERICA.
3. TECHNICKÉ ÚDAJE
3.1 IDENTIFIKAČNY ŠTÍTOK
Hlavné údaje týkajúce sa použitia a vlastností zváracieho prístroja sú obsiahnuté na identifikačnom štítku a ich význam je nasledujúci:
Obr. Á
1- Stupeň ochrany obalu.
2- Symbol napájacieho vedenia:
1\~: striedavé jednofázové napätie;
3\~: striedavé trojfázové napätie
3- Symbol S : poukazuje na možnosť zvárania v prostredí so zvýšeným rizikom úrazu elektrickým prúdom (napr. v lesnej blízkosti veľkých kovových sučastí).
4- Symbol predurčeného spôsobu zvárania.
5- Symbol vnútomej štruktúry zváracieho prístroja.
6- Príslušná EURÓPSKA norma pre bezpečnosť a konštrukciu strojov pre oblúkové zváranie.
7- Výrobné číslo pre identifikáciu zváracieho prístroja (nevyhnutné pre servisnú službu, objednávky náhradných dielov, vyhl'adávanie pôvodu výrobku).
- U _0 : Maximálne napätie naprázdno.
- I ^2 U _2 : Normalizovaný prúd a napätie, ktoré môžu byt' dodávané zváracím prístrojom počas zvárania.
- X : Zatážovatel: Poukazuje na čas, v priebehu ktorého môže zvárací prístroj dodávať odpovedajúci prúd (v rovnakom stípci). Vyjadruje sa v %, na základe 10-minutového cyklu (napr. 60% = 6 minút práce, 4 minúty prestávky; atd').
Pri prekročení faktorov použitia (vztiahnutých na 40 °C v prostredí), dôjde k zásahu tepelnej ochrany (zvárací prístroj ostane v pohotovostnom režime, až kým sa jeho teplota nedostane spät do prípustného rozmedzia).
- A/V-A/V : Poukazuje na regulačnú radu zváracieho prúdu (minimálny maximálny) pri odpovedajúcom napátí oblúku.
9- Technické údaje napájacieho vedenia:
- U _1 : Striedavé napätie a frekvencia napájania zváracieho prístroja (povolené medzné hodnoty ±10%):
- I 1 eff: Efektívny napájací prúd.
10- : Hodnota poistiek s oneskorenou aktiváciou, potrebných na ochranu vedenia
11- Symboly vzt'ahujúce sa k bezpečnostným normám, których význam je uvedený v kapitole 1 „Základná bezpečnosť pre oblúkové zváranie“.
Poznámka: Uvedený príklad štítku má iba indikatívny charakter poukazujúci na symboly a orientačné hodnoty; presné hodnoty technických údajov vášho zváracieho prístroja musia byť odčítané priamo z identifikačného štítku samotného zváracieho prístroja.
3.2 ĐALŠIE TECHNICKÉ ÚDAJE
- ZVÁRACÍ PRÍSTROJ: vid' tabul'ka 1 (TAB. 1).
- ZVÁRACIA PIŠTOL': vld' tabul'ka 2 (TAB. 2).
Hmotnost' zváracieho prístroja je uvedená v tabul'ke 1 (TAB. 1).
4. POPIS ZVÁRACIEHO PRÍSTROJA
4.1 BLOKOVÁ SCHÉMA
Zvárací prístroj je tvorený hlavne výkonovými modulmi v podobe integrovaných obvodov optimalizovaných pre dosiahnutie maximálnej spořahlivosti a zníženej údržby.
Tento' zvárací prístroj je riadený mikroprocesorom, ktorý umožňuje nastavenie vysokého počtu parametrov pre optimálne zváranie za každých podmienok a na každom materiáli. K jeho plnému využitiu jeho vlastností je však potrebné poznať jeho prevádzkové možnosti.
Popis (OBR. B)
1- Vstup jednofázového alebo trojfázového napájacieho vedenia, jednotka usmerňovača a vyrovnávacie kondenzátory.
2- Prepínací mostík s tranzistormi (IGBT) a ovládačmi; mení usmernené napätie na striedavé napätie s vysokou frekvenciou a vykonáva reguláciu výkonu v náväznosti na požadovanú hodnotu zváracieho prúdu/napätia.
3- Vysokofrekvenčný transformátor: Primárne vinutie je napájané zmeneným napátím privádzaným z bloku 2; jeho úlohou je prispôsobit' napátie a prúd hodnotám potrebným pre oblúkové zváranie a súčasne galvanicky oddelit' zvárací obvod od napájacieho vedenia.
4- Sekundárny usmerňovací mostik s vyrovnávacou indukčnou cievkou: prepína striedavé napätie / prúd dodávané sekundárnym vinutím na jednosmerný prúd / napätie s veľmi nízkym vlnením.
5- Prepínací mostík s tranzistormi (IGBT) a ovládačmi; mení výstupný průd sekundárneho vinutia, potrebný na zváranie TIG AC, z jednosmerného (DC) na striedavý (AC) (ak sú súčasťou).
6- Kontrolná a regulačná elektronika; vykonáva okamžitů kontrolu hodnoty zváracieho prúdu a porovnáva ju s hodnotou nastavenou obsluhou; moduluje impulzy riadenia ovládačov IGBT vykonávajúcich reguláciu.
7- Riadiace obvody ovládajúce činnosť zváracieho prístroja: Slůži na nastavenie zváracích cyklov, ovláda akčné členy a zabezpečuje kontrolu bezpečnostných systémov.
8- Panel pre nastavenie a zobrazovanie parametrov a prevádzkových režimov.
9- Generátor zapálenia oblúka HF (ak sú súčast'ou).
10- Elektrický ventil plynu chrániaceho EV (ak sú súčastou).
11- Chladiaci ventilátor zváracieho prístroja.
12- Regulácia na dial'ku.
4.2 KONTROLNÉ, REGULAČNÉ A SPOJOVACIE PRVKY
4.2.1 Zadný panel (OBR. C)
1- Hlavný vypínač O/OFF (VYPNUTÉ) - I/ON (ZAPNUTÉ).
3- Spojka na pripojenie plynovej hadice (reduktora tlaku v tlakovej nádobe - zvárací prístroj) (ak sú súčasťou).
4- Poistka (ak sú súčast'ou).
5- Konektor jednotky vodného chladenia (ak sú súčast'ou).
Je možné na zvárací prístroj prostredníctvom príslušného 14-pólového konektora na zadnej strane aplikovat 3 rôzne typy dialkových ovládaní. Každé zariadenie je identifikované automaticky a umožňuje nastavenie nasledovných parametrov:
- Dial'kové ovládanie s jedným potenciometrom:
otáčaním otočného ovládača potenciometra sa mení hlavný prúd od minimálnej až po absolutnu maximálnu hodnotu. Regulácia hlavného prúdu je výhradne doménou dialkového ovládania.
Hodnota prúdu je určovaná polohou pedálu. V režime TIG 2T, slúži stlačenie pedálu ako povel štart pre stroj, namiesto tlačidla zváracej pištole (ak je súčasťou).
- Dial'kové ovládanie s dvomi potenciometrami:
Prvý potenciometer reguluje hlavný průd. Druhý potenciometer reguluje d'alší parameter, ktorý závisí od aktivneho zváracieho režimu. Pri otáčaní týmto potenciometrom sa zobrazi menený parameter (ktorý už tým pádom nie je ovládateľný otočným ovládačom na paneli). Význam druhého potenciometra je nasledujúci: ARC FORCE v režime MMA a ZOSTUPNÁ HRANA v režime TIG.
- Zváracia pištol' TIG s potenciometrom.

Kvôli zabráneniu vnútorného poškodenia zváracieho prístroja je
uživatel' povinný používat' 5-pólový adaptér zváracej pištole pre akúkol'vek ZVÁRACIU PIŠTOL' TIG, s potenciometrom pre nastavenie priamo na zváracej pištoli.
4.2.2 Predný panel OBR. D
1- Kladná zásuvka (+) umožňujúca rýchle pripojenie zváracieho kábla.
2- Záporná zásuvka (-) umožňujúca rýchle pripojenie zváracieho kábla.
3- Konektor na pripojenie kábla tlačidla zváracej pištole.
4- Spojka na pripojenie plynovej hadice zváracej pištole TIG.
5- Ovládací panel:
5a. Tlačidlo pre nastavenie druhu zvárania (PROCESS).
Umožňuje voľbu požadovaného procesu:

zváranie s obalenou elektródou (MMA);

zváranie TIG s vysokofrekvenčným zapálením oblúka (TIG HF);

zváranie TIG so zapálením oblúka vychádzajúc z dotyku (TIG LIFT);

v režime TIG informuje o zváraní jednosmerným prúdom = (DC);

v režime TIG informuje o zváraní striedavým prúdom \~ (AC), ak je stou.
5b. Tlačidlo pre nastavenie cyklu zvárania TIG (MODE).
Umožňuje výber prevádzkového režimu.
Krátké stlačenie:

zváranie sa zahajuje stlačením a uvoľnením tlačidla zváracej pištole a len v prípade, ak je tlačidlo zváracej pištole stlačené a uvoľnené po druhý

a následnom uvoľnení tlačidla po určenú dlhú dobu.

umožňuje vykonávanie bodovania s kontrolou doby trvania zvárania na jej (blikajúca ikona).

umožňuje vykonávanie krátkeho bodovania (10-100 ms) s kontrolou doby ia zvárania na displeji (blikajúca ikona).
Dlhé stlačenie (PULSE):

umožňuje pulzáciu prúdu (zmenu úrovne) s ľubovoľným nastavením kteristických parametrov I₂, I₁, a BAL

umožňuje pulzáciu průdu s automatickým nastavením prednastavených ót charakteristických parametrov I1. a BAL v závislosti na venom průde I2 (tieto hodnoty môžu byť však v každom prípade ené).
5c. Multifunkčný otočný ovládač.
V závislosti na určených nastaveniach umožňuje prostredníctvom tlačidiel vol'bu a nastavenie parametrov so zobrazením nastavenej hodnoty na displeji.
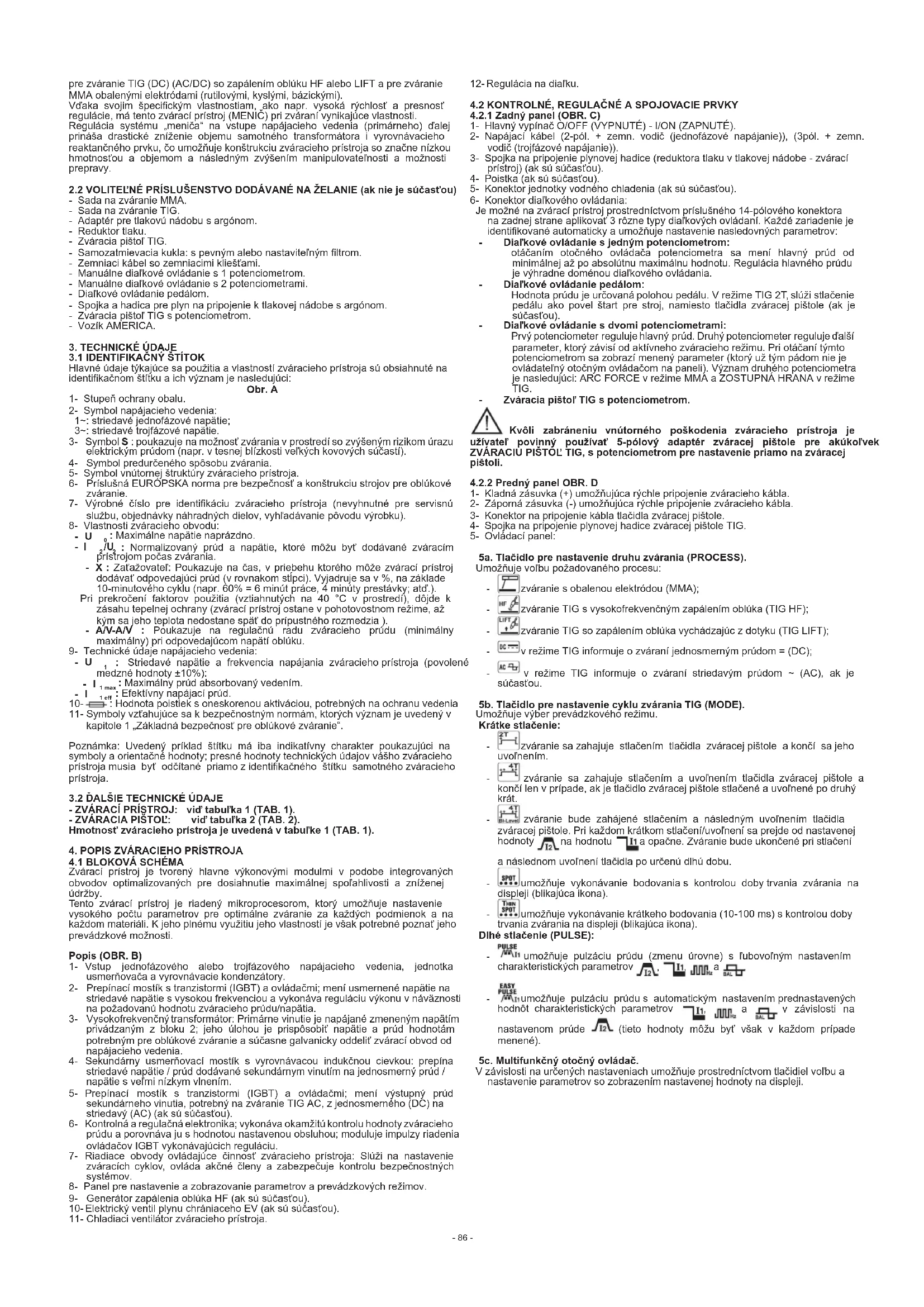
Konkrétne v režime MMA k menitel'ným parametrom patria:
text_image
87.878 A % HOT START 12 ARC FORCE VRDVRD
- aktivácia/zrušenie činnosti zariadenia „Voltage Reduction Device“ pre bezpečné zahájenie s nízkym napátím;
- START počiatočný nadprúd (nastavenie 0-100 %) pre optimalizáciu zapálenia zváracieho oblúka;
- ARC FORCE dynamický nadprúd (nastavenie 0-100 %) pre optimalizáciu plynulosti zvárania a pre zabránenie prilepenia elektródy.
HOT
. _12
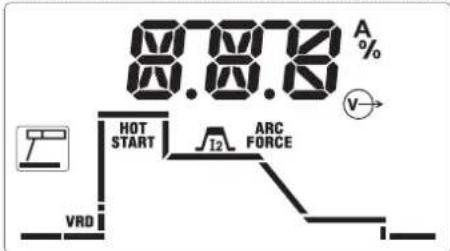
Konkrétne v režime TIG k menitel'ným parametrom patria:
text_image
87.8.13 A % Sec 2T4T BI-Level THIN SPOT V I2 I1 tend EASY PULSE I1 BAL t1 ts Is t2-
- t1 doba predfuku kvôli odtečeniu ochranného plynu pred zahájením zvárania (nastavenie 0-10 sekúnd);
- počiatočný průd, udržiavaný po pevnú dobu v 2T (50 ms) a po dobu udržovania tlačidla v stlačenom stave v 4T (nastavenie 0-100 %);
- doba počiatočnej rampy prúdu z hodnoty I a na I 2 (nastavenie 0,1-10 sekúnd). V režime OFF rampa nie je aktívna.
Is
A
POZN.: Parametre I, a T, je možné menit' tiež prostredníctvom dial'kového ovládania pedáloň, avšak nastavenie musí byt' vykonané ešte pred aktiváciou samotného ovládacieho príkazu;
- hlavný zvárací prúd - v PULZNOM režime a v režime Bi-Level sa jedná o prúd na najvyšsej úrovni (výstupný prúd v ampéroch);
- základný prúd - v PULZNOM režime a v režime Bi-Level sa jedná o hodnotu, ktorá môže byť počas zvárania striedaná s hlavným prúdom (nastavení v ampéroch);
- frekvencia pulzácie - pre modely AC/DC v TIG AC predstavuje frekvenciu zváracieho prúdu (nastavenie v hertzoch);
71
.000
口
percentuálny podiel vyváženia - v pulznom režime sa jedná o pomer medzi dobou, keď sa průd nachádza na najvyššej úrovni a celkovou dobou pulzácie - pre modely AC/DC v TIG AC predstavuje pomer medzi dobou s kladným průdom a dobou so záporným průdom;
7ter
- doba záverečnej rampy průdu z hodnoty ↓ na I _ord (nastavenie 0,1-10 sekúnd). V režime OFF rampa nie je súčasťou.
Olem
- záverečný prúd - v 2T sa jedná o prúd udržiavaný po záverečnej rampe, keď je doba rampy váčšia ako nula a v 4T sa jedná o prúd udržiavaný p záverečnej rampe po celú dobu, keď tlačidlo zváracej pištole zostane stlačené;
i
- It2 doba dofuku kvôli odtečeniu ochranného plynu po zastavení zvárania (nastavenie 0-10 sekúnd);
=||z
- energia predohrevu - ak je súčasťou, len na modeloch AC/DC v TIG AC, nastavuje predohrev elektródy kvôli uľahčeniu štartu (nastavenie 2,6-53 A*s). V režime OFF predohrev nie je súčasťou.
Đalšie ikony, ktoré sa nachádzajú na displeji:
- ALARM oznámenie o signalizácii/alarmu - obvykle je spojené s kódom uvedeným na displeji, a privoláva pozornosť na možnú poruchu / automatickú aktiváciu ochrany v zváračke;
-
- signalizácia tepelnej ochrany - je priradená k aAku na displeji, a predstavuje oznámenie o stave dosiahnutia limitov vnútorného ohrevu;
V→
- aktivny výstup - informuje o prítomnosti napätia (aktivovaný výkon) vo výstupných zásuvkách zváračky;
→
- ukazovatel' polohy - v 4T s menšou ako je prednastavená hodnota informuje o nastavení minimálneho počiatočného prúdu, ktorý umožňuje viditeľnosť zváracieho oblúka pri stlačenom tlačidle. To umožňuje presnú voľbu bodu zahájenia zvárania (pri nastavení počiatočného prúdu nad istý limit dôjde automaticky k zrušeniu uvedenej funkcie);
Default parametre z výrobného závodu - informuje o nastavení všetkých parametrov na prednastavenú hodnotu, vhodnú pre velký rozsah prevádzkových činností. Používatel môže podľa potreby nastavit hlavný prúd bez zmeny
Je možné kedykol'vek opätovne aktivovať tento stav vypnutím a zapnutím zváračky stlačením tlačidla multifunkčného otočného ovládača (OBR. D - 5c).
Hlásenia alarmu zobrazované na alfanumerickom displeji (OBR. D - 5d):
- AL.1: aktivácia tepelnej ochrany primárneho obvodu (ak je súčast'ou).
- AL.2: aktivácia tepelnej ochrany sekundárneho obvodu.
- AL.3: aktivácia ochraný následkom prepätia napáiacieho vedenia.
- AL.4: aktivácia ochraný následkom podpätia napájacieho vedenia.
- AL.8: Pomocné napätie mimo určeného rozsahu.
Obnovenie činnosti prebehne automaticky, bezprostredne po odstránení príčiny alarmu.
5. INŠTALÁCIA
⚠️ UPOZORNENIE! VŠETKY OPERÁCIE SPOJENÉ S INŠTALÁCIOU A ELEKTRICKÝM ZAPOJENÍM ZVÁRACIEHO PRÍSTROJA MUSIA BYŤ VÝKONANÉ PRI VÝPNUTOM ZVÁRACOM PRÍSTROJI, ODPOJENOM OD NAPAJACIEHO ROZVODU. ELEKTRICKÉ ZAPOJENIE MUSÍ BYŤ VÝKONANÉ VÝHRADNE SKÚSENÝM ALEBO KVALIFIKOVANYM PERSONÁLOM.
5.1 MONTÁŽ (OBR. P)
Rozbal'te zvárací prístroj a vykonajte montáz oddelených častí nachádzajúcich sa v obale.
5.1.1 Montáž zemniaceho kábla-kliešti (OBR. E)
5.1.2 Montáž zváracieho kábla-držiaka elektródy (OBR. F)
5.2 UMIESTNENIE ZVÁRACIEHO PRÍSTROJA
Vyhl'adajte miesto pre inštaláciu zváracieho prístroja, a to tak, aby sa v blízkosti otvorov pre vstup a výstup chladiaceho vzduchu (nútený obeh prostredníctvom ventilátora - ak je súčastou) nenacházali prekážky; pričom sa uistite, že sa nebude nasávať vodivý prach, korozívne výpary, vlhkost, atd.
Okolo zváracieho prístroja udržujte volný priestor minimálne do vzdialenosti 250 mm.

UPOZORNENIE! Umiestnite zvárací prístroj na rovný povrch s nosnosťou, ktorá je úmerná jeho hmotnosti, aby sa neprevrátil alebo aby nedošlo k jeho nebezpečným presunom.
5.3 PRIPOJENIE DO SIETE
- Pred realizáciou akéhokolvek elektrického zapojenia skontrolujte, či menovité údaje zváracieho prístroja odpovedajú napätiu a frekvencii siete, ktorá je k dispozícii v mieste inštalácie.
- Nabíjačka akumulátorov musí byt pripojená výhradne k napájaciemu systému s uzemneným nulovým vodičom.
- Za účelom zaistenia ochrany proti nepriamemu dotyku používajte nadprúdové relé typu:
- Typ A ( ) pre jednofázové stroje;
- Typ B ( [IMAGE] ) pre trojfázové stroje.
- Aby ste dodržali požiadavky stanovené normou EN 61000-3-11 (Flicker), odporúčame vám pripojit' zvárací prístroj k bodom rozhrania elektrického rozvodu s impedanciou nepresahujúcou:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
Zvárací prístroj nesplňa požiadavky normy IEC/EN 61000-3-12.
Pri pripojení k verejnej elektrickej sieti je inštalatér alebo užívatel' povinný overiť, či je možné zvárací pristroj pripojit' (podľa potreby musí kontaktovať správcu rozvodnej siete).
Pripojte k napájacieemu káblu normalizovanú zástrčku (2P + P.E) (1\~); (3P + P.E) (3\~). vhodnej průdovej kapacity a pripravte sieťovú zásuvku vybavenú poistkami alebo automatickým ističom; príslušný zemniaci kolík bude musieť byt pripojený k zemniacemu vodiču (žltozelený) napájacieho vedenia. V tabul’ke (TAB. 1) sú uvedené doporučené hodnoty pomalých poistiek, vyjadrené v ampéroch, zvolených na základe maximálnej menovitej hodnoty průdu dodávaného zváracím prístrojom a na základe menovitého napájacieho napätia.

UPOZORNENIE! Nerešpektovanje vyššle uvedených pravidiel bude mat' za následok vyradenie bezpečnostného systému navrhnutého výrobcom (triedy l) z činnosti s následným vážnym ohrozením osôb (napr. zásah elektrickým prúdom) a majetku (napr. požiar).
5.4 ZAPOJENIE ZVÁRACIEHO OBVODU
⚠️ UPOZORNENIE! PRED VYKONANÍM NASLEDUJÚCICH ZAPOJENÍ SA UISTITE, ŽE JE ZVÁRACÍ PRÍSTROJ VYPNUTÝ A ODPOJENÝ OD NAPÁJECEJ SIETE.
V tabulke (TAB. 1) sú uvedené hodnoty doporučené pre zváracie káble (v mm ^2 ) na základe maximálneho prúdu dodávaného motorovým zváracím prístrojom.
5.4.1 Zváranie TIG
Zapojenie zváracej pištole
- Zasunte kabel zvaracieho prúdu do príslušnej rýchlosvorky (-). Pripojte trojpólový konektor (tlačidla zvaracej pištole) do príslušnej zásuvky. Zapojte plynovú hadicu zvaracej pištole ku príslušnej spojke.
Zapojenie zemniaceho kábla zváracieho prúdu
- Je potrebné ho pripojit' ku zváranému dielu, alebo ku kovovému stolu, na ktorom je diel uložený, čo najbližšie k vytváranému spoju.
Tento kábel je potrebné pripojit' k svorke označenej symbolom (+).
Pripojenie ku tlakovej fl'asi s plynom (ak sa použiva)
- Zaskrulkujte reduktor tlaku k ventilu tlakovej flaše s plynom a v prípade použitia plynu Argón alebo zmesi medzi ne vložte príslušnú redukciu dodanú formou príslušenstva.
- Pripojte prívodnú hadicu plynu k reduktoru tlaku a utiahnite st'ahovaciu pásku.
- Pred otvorením ventilu tlakovej fláše s plynom povolte kruhovú maticu regulácie reduktoru tlaku.
- Otvorte tlakovú nádobu a nastavte množstvo plynu (l/min) podľa orientačných údajov použitia, víd’ tabulku (TAB. 4); pripadné nastavenia odtoku plynu môžu byť vykonané počas zvárania, prostredníctvom kruhovej matice regulátora tlaku. Skontrolujte tesnosť hadíc a spojok.
UPOZORNENIE! Po ukončení práce, zakaždým zatvorte ventil tlakovej nádoby.
5.4.2 Zváranie MMA
Takmer všetky obalené elektródy sa pripájajú ku kladnému pólu (+) zdroja; len v výnimočných prípadoch - kyslé elektródy - sa pripájajú k zápornému pólu (-)
Zapojenie zváracieho kábla-držiaka elektródy
Na jeho konci je upevnená špeciálna svorka, slúžiaca na zovretie obnaženej časti elektródy.
Tento kábel je potrebné pripojit' k zvierke označenej symbolom (+).
Zapojenie zemniaceho kábla zváracieho prúdu
Je potrebné ho pripojit' ku zváranému dielu, alebo ku kovovému stolu, na ktorom je diel uložený, čo najbližšie k vytváranému spoju.
Tento kábel je potrebné pripojit' k zvierke označenej symbolom (-).
Doporučenie:
- Zasuňte konektory zváracích káblov až na doraz do zásuviek umožňujúcich rýchle pripojenie (ak sú súčastou) a pevne ich zaskrutkujte, kvôli zaisteniu dokonalého elektrického kontaktu; v opačnom prípade bude dochádzat' k prehrievaniu samotných konektorov, čo spôsobl ich rýchle opotrebenie a stratu účinnosti..
- Používajte čo možno najkratšie zváracie káble
- Pre zvod zváracieho prúdu nepoužívajte namiesto zemniaceho kábla kovové časti, ktoré nie sú súčast'ou opracovávaného dielu; môže to znamenat' ohrozenie bezpečnosti, ako aj zníženie kvality zvaru.
6. ZVÁRANIE: POPIS PRACOVNÉHO POSTUPU 6.1 ZVÁRANIE TIG
Zváranie TIG predstavuje zvárací postup, ktorý využíva teplo uvolňované zo zapáleného elektrického oblúku, udřžovaného medzi nerozlaviteľnou elektródou (wolfrám) a zváraným dielom. Wolfrámová elektróda je držaná zváracou pištofou vhodnou pre prenos potrebného zváracieho prúdu, chrániacou samotnú elektródu a zvárací kúpeľ pred atmosferickou oxidáciou prostredníctvom prúdu inertného plynu (obyčajne argón: Ar 99.5%), prúdiaceho z keramickej hubice (OBR.G).
Pre dobré zváranie je nevyhnutné, aby bol použitý správny priemer elektródy so správnym průdom, vid tabulku (TAB. 3).
Elektróda obyčajne vyčnieva z keramickej hubice 2-3 mm a môže dosiahnuť 8 mm pri kútových zvaroch.
Zváranie sa vykonáva roztavením obidvoch okrajov spoja. U vhodne pripravených materiálov s malými hrúbkami (približne až do 1 mm), nie je potrebný prídavný materiál (OBR.H).
U väčších hrúbok sú potrebné elektródy s rovnakým zložením aké má základný materiál vhodného priemeru, s vhodne pripravenými okrajmi (OBR. I). Aby ste zabezpečili dokonař yvar, je potrebné, aby boli zvárané diely dokonale vyčistené a zbavené oxidu, olejov, tukov, rozpůštadiel, atd'.
6.1.1 Zapálenie oblúku HF a LIFT
Vysokofrekvenčné zapálenie oblúku - HF:
Zapálenie elektrického oblúku prebieha bez dotyku wolfrámovej elektródy so zváraným dielom, prostredníctvom iskry vyvolanej vysokofrekvenčným zariadením.
Tento spôsob zapálenia oblúku nespôsobuje vznik wolframových nečistôt v zváracom kúpeli, ani opotrebovanie elektródy a ponúka jednoduché zahájenie činnosti vo všetkých polohách zvárania.
Postup:
Stlačte tlačidlo zváracej pištole po priblížení hrotu elektródy k zváranému dielu (2-3 mm), vyčkajte na zapálenie oblúku prenesené impulzami HF a po zapálení oblúku vytvorte zvárací kúpeľ na zváranom diely a postupujte pozdlž spoja.
V prípade výskytu tažkostí so zapálením oblúku i keď bola overená prítomnost plynu a sú viditelný vyboje HF, nevystavujte elektródu dlho pôsobeniu HF, ale skontrolujte jej povrchovú integritu a tvar hrotu, a prípadne ho zabrúste na brúske. Po ukončení cyklu bude prúd vypnutý v súlade s nastavenou zostupnou hranou.
Zapálenie oblúku dotykom - LIFT:
Zapálenie elektrického oblúku sa uskutoční oddialením wolframové elektródy od zváraného dielu. Tento spôsob zapálenia oblúku spôsobuje menšie elektro-radiačné rušenie a znížuje na minimum výskyt wolframových nečistôt a opotrebenie elektródy. Postup:
L'ahkým tlakom oprite hrot elektródy o zváraný diel. Stlačte na doraz tlačidlo na zváracej pištoli a zdvihnite elektródu 2-3 mm s istým oneskorením, čím spôsobíte zapálenie oblúku. Zvárací prístroj najprv vygeneruje prúd I _1 a zakrátko na to bude vygenerovaný nastavený zvárací prúd. Po ukončení cyklu bude prúd vypnutý v súlade s nastavenou zostupnou hranou.
6.1.2 Zváranie TIG DC
Zváranie TIG DC je vhodné pre všetky druhy uhlíkovej ocele s nízkym a s vysokým obsahom zliatin a ocelí s obsahom medi, niklu, titanu a ich zliatin.
Na zváranie TIG DC elektródou pripojenou k pólu (-) sa obyčajne používa elektróda s 2% obsahom Thória (s červeným pruhom) alebo s 2% obsahom céru (so sivým pruhom).
Je potrebné axiálne nabrúsiť wolfrámovú elektródu na brúske, spôsobom znázorneným na OBR. L, pričom dbajte na to, aby bol hrot dokonale vystredený, v snahe o zamedzenie odchýlky oblúka. Je dôležité, aby bolo brúšenie vykonávané v pozdížnom smere elektródy. Túto operáciu bude potrebné pravidelne zopakovať v náváznosti na používanie a opotrebovanie elektródy, alebo keď dôjde k jej náhodnej kontaminácii, oxidácii alebo nesprávnemu použítlu.
6.1.3 Zváranie TIG AC (ak je súčast'ou)
Tento druh zvárania umožňuje zvárať kovy, ako sú hliník a horčík, ktoré vytvárajú na svojom povrchu ochranný a izolačný oxid. Zmenou polarity zváracieho prádu je možné „zlomit“ povrchovú vrstvu oxidu prostredníctvom mechanizmu nazvaného „ionické pieskovanie“. Napálie na wolfrámovej elektróde je striedavo kladné (EP) a záporné (EN). Počas doby EP je oxid odstraňovaný z povrchu („čistenie“ alebo „dekapovanie“), čím je umožnená tvorba kúpeľa. Počas doby EN dochádza k maximálnej aplikácii tepla na zváraný diel, čo umožní jeho zváranie. Možnosť menít hodnotu parametra balance v AC umožňuje znížit’ dobu prádu EP na minimum a umožnit’ tak rýchlejšie zváranie.
Vyššie hodnoty parametra balance umožňujú rýchlejšie zváranie, vyšší prienik, koncentrovanejší oblúk, užší zvárací kúpeľ a obmedžený ohrev elektródy. Nižšie hodnoty umožňujú vyššiu čistotu zváraného dielu. Použitie príliš nízkej hodnoty parametra balance znamená rozšírenie oblúka a odoxidovanej časti povrchu, prehrievanie elektródy s následnou tvorbou guličky na hrote a horsje zapálenie oblúka a možnosti jeho nasmerovania. Použitie nadmernej hodnoty parametra balance má za následok príliš „špinavý” zvárací kúpeľ, kontaminovaný tmavými vtrúseninami.
V tabul'ke (TAB. 4) sú zhrnuté následky zmeny parametrov pri zváraní AC. Navyše sú platné pokyny týkajúce sa postupu pri zváraní.
V tabuľke (TAB. 3) sú uvedené orientačné hodnoty zvárania hliníka; najvhodnejším druhom elektródy je elektróda z čistého wolfrámu (označená zeleným pruhom).
6.1.4 Postup
- Nastavte zvárací prúd na požadovanú hodnotu prostredníctvom otočného ovládača; prípadne ho doladte počas zvárania, v náväznosti na reálne potrebný nárast tepla.
- Stlačte tlačidlo zváracej pištole a skontrolujte správny prítok plynu zo zváracej pištole; podľa potreby nastavte dobu predfuku a dobu dofuku; tieto doby sa nastavujú v závislosti na prevádzkových podmienkach a hlavne oneskorenie
plynu musí mať takú hodnotu, aby po ukončení zvárania umožnovalo ochladenie elektródy a zváracieho kúpel'a bez styku s atmosférou (oxidácia a znečistenie). težim TIG s postupnosťou 2T:
- Stlačením pedálů pištole (P.T.) na doraz dôjde k zapáleniu oblúka s prúdom I. Následne dôjde k zvýšeniu prúdu podľa funkcie NÁBEHOVEJ HRÁNY až po řodnotu zváracieho prúdu.
- Prerušenie zvárania sa vykonáva uvořnením tlačidla zváracej pištole s následným postupným poklesom zváracieho průdu (ak je aktivovaná funkcia KONCOVÁ RAMPA) alebo k bezprostrednému zhasnutiu oblúka s následnou dobou dofuku.
Režim TIG s postupnost'ou 4T:
- Prvé stlačenie tlačidla spôsobí zapălenie oblúka s průdom I. Po uvoľnení tlačidla bude průd stúpať podľa funkcie POČIATOČNEJ RAMPY, až ha hodnotu zváracieho průdu; táto hodnota bude udržovaná i pri uvoľnenom tlačidle. Pri každom d’alšom stlačení tlačidla (doba, ktorá uplynie medzi stlačením a uvoľnením musí byť krátka) bude průd preplnáný medzi hodnotou nastavenou parametrom BI-LEVEL I, a hodnotou hlavného průdu I.
- Pri podržaní tlačidla dlhšiu dobu v stačenom stave prúd poklesne podľa funkcie KONCOVEJ RAMPY až na hodnotu I _en Hlavný prúd bude potom udržovaný až do uvořnenia tlačidla, ktoré ukončí zvárací cyklus zahájením doby dofuku. Keď počas funkcie KONCOVEJ RAMPY dójde k uvořneniu tlačidla, zvárací cyklus bude ukončený okamžite a dójde k zahájeniu doby dofuku (OBR. M).
Režim TIG SPOT a TIG THIN SPOT:
- Zváranie prebieha udržiavaním tlačidla zváracej pištole v stlačenom stave až do dosiahnutia prednastavenej doby (doba bodovania).
6.2 ZVÁRANIE MMA
- Je nevyhnutné, aby ste sa riadili pokynmi výrobcu elektród, ktoré upozorňujú na správnu polaritu elektródy a príslušný optimálny zvárací průd (obyčajne sú tieto pokyny uvedené na obale elektród).
- Zvárací prúd má byt' regulovaný podľa priemeru použitej elektródy a druhu spoja, ktorý si prajete vytvorit'; indikatívne hodnoty prúdu použiteľné pre rôzne priemery elektród sú:
| ∅ Elektródy (mm) | Zvárací prúd (A) | |
| Min. Max. | ||
| 1.6 | 25 | 50 |
| 2 | 40 | 80 |
| 2.5 | 60 | 110 |
| 3.2 | 80 | 160 |
| 4 | 120 | 200 |
| 5 | 150 | 280 |
| 6 | 200 | 350 |
- Je potrebné pamätať na to, že pri rovnakom priemere elektródy budú použité vysoké hodnoty prúdu pre vodorovné zváranie, zatial' čo pre zvislé zváranie alebo pre zváranie nad hlavou budú použité nižšie hodnoty.
- Mechanické vlastnosti zváraného spoja sú určené okrem intenzity použitého průdu aj dalšími zváracími parametrami, ako je dlžka oblúku, poloha zvaru, rýchlost' zvárania, priemer a kvalita elektród (elektródy skladujte v suchom prostredí, chránené v príslušných baleniach alebo nádobách).
- Vlastnosti zvárania závisia aj od hodnoty ARC-FORCE (dynamické správanie) zváracieho prístroja. Tento parameter je nastavitelný na ovládacom paneli alebo prostredníctvom dialkového ovládania dvoma potenciometrami.
- Všimnite si, že vysoké hodnoty ARC-FORCE dovořujú vyšší prieník a umožňujú zváranie vľubovoľnej polohe, obyčajne s bázickými elektródami. Nízke hodnoty ARC-FORCE umožňujú získat’ jemnejší oblúk bez vystrekovania typického pre rutilové elektródy.
Zvárací prístroj je d'alej vybavený zariadeniami HOT START a ANTI STICK, ktoré zaručujú jednoduché zahájenie činnosti a eliminujú prilepenie elektródy k zváranému dielu.
6.2.1 Postup
- Držte si ochranný štít PRED TVÁROU a otierajte hrot elektródy o zváraný diel; vykonávajte pohyb ako pri zapal'ovaní zápalky; jedná sa o najsprávnejší spôsob zapálenia oblúku.
UPOZORNENIE: NEKLEPTE elektródou o diel; mohlo by dôjst' k poškodeniu jej povrchu, čo by spôsobilo obtiažnejšie zapálenie oblúku.
- Bezprostredne po zapálení oblúku sa snažte po celů dobu vytvárania zvaru udržovat' od dielu konštantnú vzdialenosť, odpovedajúcu priemeru použitej elektródy; pamätajte, že elektróda musí byť naklonená pod uhlom 20-30 stupňov v smere posuvu.
- Po vytvorení zvaru presuňte koncovú časť elektródy zľahka naspát vzhl’adom na smer posuvu, nad vzniknutý kráter, aby ste ho zaplnili. Následne rýchlo zdvihnite elektródu z taviaceho kúpeľa, aby ste dosiahlí zhasnutie oblúka (VZHL’ADY ZVARU OBR. N).
7. ÚDRŽBA
UPOZORNENIE! PRED VYKONANÍM ÚKONOV ÚDRŽBY SA UISTITE, ŽE JE ZVÁRAČKA VYPNUTÁ A ODPOJENÁ OD NAPÁJACEJ SIETE.
7.1 RIADNA ÚDRŽBA
ÚKONY RIADNEJ ÚDRŽBY MÔŽE VYKONÁVAŤ OBSLUHA.
7.1.1 Zváracia pištol'
- Zabráňte tomu, aby došlo k položeniu zváracej pištole alebo jej kábla na teplé povrchy; spôsobilo by to roztavenie izolačných materiálov s následným rýchlym uvedením zváracej pištole mimo prevádzku.
- Pravidelne kontrolujte tesnost plynových hadíc a spojov.
- Dôkladne zvoľte držiak elektród, klieštinu na upevnenie držiaku a elektródu s vhodným priemerom tak, aby ste zabránili prehriatiu, nesprávnej distribúcii plynu a následným poruchám činnosti.
- Najmenej raz denne skontrolujte stav opotrebovania a správnosť montáže koncových častí zváracej pištole: trysky, elektródy, držiaku elektród, difúzora plynu.
7.2 MIMORIADNA ÚDRŽBA
OPERÁCIE MIMORIADNEJ ÚDRŽBY MUSIA BYŤ VYKONANÉ VÝHRADNE SKÚSENÝM PERSONÁLOM ALEBO PERSONÁLOM S KVALIFIKÁCIOU V ELEKTRO-
MECHANICKEJ OBLASTI, A V SÚLADE S TECHNICKOU NORMOU IEC/EN 60974-4.

UPOZORNENIE! PRED ODLOŽENÍM PANELOV ZVÁRAČKY A
PRÍSTUPOM DO VNÚTRA ZARIADENIA SA UISTITE, ŽE JE ZVÁRAČKA VYPNUTÁ A ODPOJENÁ OD NAPÁJACEJ SIETE.
Prípadné kontroly vykonávané vo vnútri zváračky pod napätím môžu spôsobit' zásah elektrickým prúdom s vážnymi následkami, spôsobenými príamym stykom so súčasťami pod napätím a/alebo príamym stykom s pohybujúcimi sa čast'ami.
- Pravidelne a v intervaloch odpovedajúcich použitiu a prašnosti prostredia kontrolujte vnútro zváracieho prístroja a v prípade potreby odstráněte prach nahromadený na elektronických kartách prostredníctvom veľmi jemnej kefy a vhodných rozpúšťadiel.
- Pri uvedenej činnosti skontrolujte, či sú elektrické spoje dostatočne dotiahnuté a či na kabeláži nie sú viditeľné známky poškodenia izolácie.
- Po ukončení uvedených operácií vykonajte spätnú montáz panelov zváračky a dotiahnite na doraz upevňovacie skrutky.
- V žiadnom prípade nezvárajte s otvorenou zváračkou.
- Po vykonaní údržby alebo opravy obnovte všetky zapojenia káblov a vrátě che id po pôvodného stavu, pričom dbajle, aby neprišli do styku s pohybujúcimi sa častami alebo s častami, kloré môžu dosiahnuť vysoké teploty. Upevníte všetky vodiče stahovacími páskami ako to bolo v pôvodnom stave a dostatočne vzájomne oddelte pripojenia primárneho vinutia transformátora od nízkonapătových vodičov sekundárneho vinutia.
Použite všetky originálne podložky a skrutky na zatvorenie kovovej konštrukcie.
8. ODSTRAŇOVANIE PORÚCH
V PRÍPADE NEUSPOKOJIVEJ ČINNOSTI A TIEŽ PRED VYKONANÍM SYSTEMATICKEJ KONTROLY SkôR, AKO SA OBRÁTITE NA VAŠE SERVISNÉ STREDISKO, SKONTROLUJTE, CI:
- Zvárací prúd musí odpovedat priemeru a druhu použitej elektródy.
- Pri hlavnom vypínači v polohe „ON“ je rozsvietená príslušná kontrolka; v opačnom prípade je problém obyčajne v napájacom vedení (káble, zásuvka a/alebo zástrčka, poistky, atd.).
- Nie je rozsvietená žltá LED signalizujúca aktiváciu tepelnej ochrany spôsobenú prepátím, podpätím alebo skratom.
- Uistite sa, či ste dodržali menovitů hodnotu pomeru základného a pulzného prúdu; v prípade aktivácie termostatickej ochrany vyčkajte na ochladenie zariadenia prirodzeným spôsobom, skontrolujte činnosť ventilátora.
- Skontrolujte napájacie napátie; ak je hodnota príliš vysoká alebo príliš nízka, zváračka zostane zablokovaná.
- Skontrolujte, či na výstupe zváračky nie je skrat: V takom prípade odstráňte jeho príčiny.
- Je správne vykonané zapojenie zváracieho obvodu, s dôrazom na pripojenie zemniacich klieští k dielu, pričom preverte, či medzi kliešťami a dielom nie je vložený izolačný materiál (napr. lak).
- Je použitý správny ochranný plyn (Argón 99.5%) a v správnom množstve.
SLOVENSKO
KAZALO

-
SPLOŠNA VARNOST PRI OBLOČNEM VARJENJU 90
-
UVOD IN SPLOŠNI OPIS ....90
2.1 UVOD....90
2.2 DODATKI, NA VOLJO NA ZAHTEVO (če niso predvideni)....91
- TEHNIČNI PODATKI 91
3.1 PODATKOVNA PLOŠČICA....91
3.2 DRUGI TEHNIČNI PODATKI 91
- OPIS VARILNEGA APARATA 9
4.1 BLOKOVNE SHEME 91
4.2 NAPRAVE ZA KRMILJENJE, URAVNAVANJE IN POVEZOVANJE .....91
4.2.1 Zadnja plošča (Slika C)....91
Výrobca ruči za správnu činnosť strojov a zavžuje sa vykonat bezplatnú výmenu dielov opotrebovaných z dôvodu zlej kvality materiálu a následkom konštrukčných vád do 12 mesiacov od dátumu uvedenia stroja do prevádzky, uvedeného na záručnom liste. Vrátené stroje a to i v podmienkach záručnej doby musia byť odoslané so ZAPLATENÝM POŠTOVNÝM a budů vrátené na NÁKLADY PRÍJEMCU. Na základe dohody výnimku tvoria stroje spadajúce do spotrebného majetku, v zmysle smernnice 1999/44/ES, len za predpokladu, že boli predané v členských štátoch EÚ. Záručný list je platný len v prípade, keď je predložený spolu s účtenkou alebo dodacím listom. Poruchy vyplývajúce z nesprávného použitia, neoprávneného zásahu alebo nedostatočnej starostlivosti nespadajů do záruky. Zodpovednosť sa dalej nevztahuje na všetky priame i nepriame škody.




