
Infinity 225 954556 - Machine de soudure Telwin - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Infinity 225 954556 Telwin au format PDF.
| Type de produit | Poste de soudage à inverseur TIG/MMA |
| Marque | Telwin |
| Modèle | Infinity 225 954556 |
| Procédés de soudage | TIG DC/AC (HF/LIFT), MMA |
| Courant de soudage TIG | 5 - 225 A |
| Courant de soudage MMA | 10 - 225 A |
| Alimentation | 230 V monophasé (ou 400 V triphasé selon version) |
| Fréquence | 50/60 Hz |
| Classe de protection | IP21S (estimation) |
| Poids | Environ 12 kg (estimation) |
| Dimensions (L x l x H) | Non communiquées |
| Fonctions TIG | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, pulsé, Easy Pulse, rampes initiale/finale, pré/post-gaz, balance CA, fréquence |
| Fonctions MMA | Hot Start, Arc Force, Anti Stick, VRD |
| Accessoires fournis | Câbles de soudage et de retour, pince porte-électrode, torche TIG (selon version) |
| Accessoires optionnels | Commande à distance (1 ou 2 potentiomètres, pédale), torche TIG avec potentiomètre, kit MMA, kit TIG, chariot America, adaptateur bouteille argon, réducteur de pression |
| Sécurité | Protection thermique, surtension/sous-tension, VRD, alarmes AL.1-AL.8 |
| Refroidissement | Ventilateur interne |
| Entretien courant | Nettoyage poussière par air comprimé, vérification torche et connexions, contrôle étanchéité gaz |
| Réparabilité | Pièces détachées disponibles via SAV Telwin, réparation par personnel qualifié |
| Normes | EN 60974-9, CEI/EN 61000-3-11, CEI/EN 61000-3-12 |
FOIRE AUX QUESTIONS - Infinity 225 954556 Telwin
Questions des utilisateurs sur Infinity 225 954556 Telwin
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine de soudure au format PDF gratuitement ! Retrouvez votre notice Infinity 225 954556 - Telwin et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Infinity 225 954556 de la marque Telwin.
MODE D'EMPLOI Infinity 225 954556 Telwin
(FR) Postes de soudage professionnels à inverseur TIG (CC) (CA/CC) HF/LIFT, MMA.
2.2 ACCESSOIRES SUR DEMANDE (si non prévus) 16
- DONNÉES TECHNIQUES ......16
3.1 PLAQUETTE INFORMATIONS (FIG. A) 16
3.2 AUTRES INFORMATIONS TECHNIQUES 16
- DESCRIPTION DU POSTE DE SOUDAGE. 16
4.1 SCHÉMA FONCTIONNEL....16
4.2 DISPOSITIFS DE CONTRÔLE, RÉGLAGE ET CONNEXION .....16
4.2.1 Panneau postérieur (FIG. C)....16
4.2.2 Tableau antérieur FIG. D....16
- INSTALLATION....17
5.1.1 Assemblage câble de retour - pince (FIG. E)....17
5.1.2 Assemblage câble de soudage - pince porte-électrode (FIG. F)....17
5.2 POSITIONNEMENT DU POSTE DE SOUDURE....17
5.3 BRANCHEMENT AU RÉSEAU D'ALIMENTATION SECTEUR .....17
5.3.1 Fiche et prise....17
5.4 CONNEXIONS DU CIRCUIT DE SOUDAGE....17
5.4.1 Soudage TIG....17
5.4.2 Soudage MMA....18
- SOUDAGE: DESCRIPTION DU PROCÉDÉ....18
6.1 SOUDAGE TIG....18
POSTES DE SOUDAGE À INVERSEUR POUR SOUDAGE TIG ET MMA PRÉVUS POUR UTILISATION INDUSTRIELLE ET PROFESSIONNELLE.
Remarque: le terme "poste de soudage" sera ensuite utilisé dans le texte.
- RÈGLES GÉNÉRALES DE SÉCURITÉ POUR LE SOUDAGE À L'ARC
L'opérateur doit être informé de façon adéquate sur l'utilisation en sécurité du poste de soudage, ainsi que sur les risques liés aux procédés de soudage à l'arc, les mesures de précaution et les procédures d'urgence devant être adoptées.
(Se référer aussi à la norme « EN 60974-9 : Appareillages pour soudage à l'arc : Installation et utilisation »).

- Éviter tout contact direct avec le circuit de soudage; dans certains cas, la tension à vide fournie par le poste de soudage peut être dangereuse.
- Éteindre le poste de soudage et le débrancher de la prise secteur de procéder au branchement des câbles de soudage et aux opération contrôle et de réparation.
- Éteindre le poste de soudage et le débrancher de la prise secteur avant de remplacer les pièces de la torche sujettes à usure.
- L'installation électrique doit être effectuée conformément aux normes et à la législation sur la prévention des accidents du travail.
- Le poste de soudage doit exclusivement être connecté à un système d'alimentation avec conducteur de neutre relié à la terre.
- S'assurer que la prise d'alimentation est correctement reliée à la terre.
- Ne pas utiliser le poste de soudage dans des lieux humides, sur des mouillés ou sous la pluie.
- Ne pas utiliser de câbles à l'isolation défectueuse ou aux connexions desserrées.

- Ne pas souder sur emballages, récipients ou tuyauteries contenant ou ayant contenu des produits inflammables liquides ou gazeux.
- Éviter de souder sur des matériaux nettoyés avec des solvants chlorurés ou à proximité de ce type de produit.
- Ne pas souder sur des récipients sous pression.
- Ne laisser aucun matériau inflammable à proximité du lieu de trava exemple bois, papier, chiffons, etc.).
- Prévoir un renouvellement d'air adéquat des locaux ou installer à proximité d'a de l'arc des appareils assurant l'élimination des fumées de soudage; gar évaluation systématique des limites d'exposition aux fumées de soudage en fonction de leur composition, de leur concentration et de la durée l'exposition elle-même est indispensable.
- Protéger la bonbonne de gaz des sources de chaleur, y compris des rayons UV (si prévue).





- Adopter une Isolation électrique adéquate par rapport à la torche, à la pièce à usiner et aux éventuelles parties métalliques mises à la terre placées dans les environs (accessibles).
Ceci peut s'obtenir normalement en portant des gants, des chaussures, un couvre-chef et des vêtements prévus à cet effet et en utilisant des formes ou des tapis isolants. - Toujours protéger les yeux à l'aide des filtres appropriés conformes norme UNI EN 169 ou UNI EN 379 montés sur des masques ou des casques conformes à la norme UNI EN 175.
Utiliser les vêtements de protection ignifuges appropriés (conformes à norme UNI EN 11611) et des gants de soudage (conformes à la norme UNI EN 12477) en évitant toujours d'exposer l'épiderme aux rayons ultraviolets et infrarouges produits par l'arc ; la protection doit être étendue à d'autres personnes dans les environs de l'arc au moyen d'afficheurs ou de rideaux antireflets. - Bruit : Si, à cause d'opérations de soudage particulièrement intensiv on constate un niveau d'exposition acoustique quotidien (LEPd) égal supérieur à 85 dB(A), il est obligatoire d'utiliser des moyens adéquat protection individuelle (Tab. 1).
6.1.1 Amorçage HF et LIFT 18
6.1.2 Soudage TIG CC....18
6.1.3 Soudage TIG AC (s'il est prévu)....18
6.1.4 Procédé....18
6.2 SOUDAGE MMA....18
6.2.1 Exécution....18
- ENTRETIEN....18
ENTRETIEN DE ROUTINE....18
7.1.1 Torche....19
ENTRETIEN EXTRAORDINAIRE 19
- RECHERCHE DES PANNES....19







- Le passage du courant de soudage génère des champs électromagnétiques (EMF) localisés aux alentours du circuit de soudage.
Ces champs électromagnétiques risquent de créer des interférences avec certains appareils médicaux (ex. pace-maker, respirateurs, prothèses métalliques, etc.)
Des mesures de protection doivent être adoptées pour les porteurs de ces appareils. L'une d'elles consiste à interdire l'accès à la zone d'utilisation d poste de soudage.
Ce poste de soudage répond aux exigences des normes techniques de produit pour une utilisation exclusive dans des environnements industriels à usage professionnel. La conformité aux limites de base relatives à l'exposition lavainne aux champs électromagnétiques en environnement domestique n'est pas darantie.
L'opérateur doit utiliser les procédures suivantes de façon à réduire l'exposition aux champs électromagnétiques :
- Fixer les deux câbles de soudage l'un à l'autre et les plus près possible.
- Garder sa tête et son buste le plus loin possible du circuit de soudage. e Ne jamais placer les câbles de soudage autour de son corps.
- Ne pas se placer au milieu du circuit de soudage durant les opérations. Placer les deux câbles du même côté du corps.
es Consecter le câble de retour du courant de soudage à la pièce à souder, le plus près possible du raccord en cours d'exécution.
es Ne pas souder à proximité, assis ou appuyé sur le poste de soudage (distance minimale : 50cm). - Ne pas laisser d'objets ferromagnétiques à proximité du circuit de soudage.
- Distance minimale d = 20cm (Fig. O).

- Appareils de classe A :
Ce poste de soudage répond aux exigences de la norme technique de produit pour une utilisation exclusive dans des environnements industriels à usage professionnel. La conformité à la compatibilité électromagnétique dans les immeubles domestiques et dans ceux directement raccordés à un réseau d'alimentation basse tension des immeubles pour usage domestique n'est pas garantie.

PRÉCAUTIONS SUPPLÉMENTAIRES
- TOUTE OPÉRATION DE SOUDAGE:
- Dans des lieux comportant des risques accrus de choc électrique.
- Dans des lieux fermés.
- En présence de matériaux inflammables ou comportant des risques d'explosion.
DOIT être soumise à l'approbation préalable d'un "Responsable expert", et toujours effectuée en présence d'autres personnes formées pour intervenir en cas d'urgence.
IL FAUT utiliser les moyens techniques de protection décrits aux points 7.10;
pilés-A.10 de la norme « EN 60974-9 : Appareillages pour soudage à l'arc. Partie 9 : Installation et utilisation ».
-à Tbaut soudage par l'opérateur en position surélevée est interdit, sauf en cas d'utilisation de plates-formes de sécurité.
- TENSION ENTRE PORTE-ÉLECTRODE OU TORCHES: toute intervention laffectuée avec plusieurs postes de soudage sur la même pièce ou sur plusieurs pièces connectées électriquement peut entraîner une accumulation de tension à vide dangereuse entre deux porte-électrode ou torches pouvant atteindre le double de la limite admissible.
Il est nécessaire qu'un coordinateur expert exécute le mesurage instrumental
pour déterminer s'il existe un risque et s'il peut adopter des mesures d
esprotection adéquates comme l'indique le point 7.9 de la norme « EN 60974-9: ouAppareillages pour soudage à l'arc. Partie 9 : Installation et utilisation ».

RISQUES RÉSIDUELS
RENVERSEMENT: Installer le poste de soudage sur une surface horizontale
de portée adéquate pour éviter tout risque de renversement (par ex. en cas de sol incliné ou irréguller, etc.).
- UTILISATION INCORRECTE: il est dangereux d'utiliser le poste de soudage pour d'autres applications que celles prévues (ex.: décongélation des tuyauteries du réseau hydrique).
- Il est interdit d'utiliser la poignée comme moyen de suspension du poste de soudage.
2. INTRODUCTION ET DESCRIPTION GENERALE 2.1 INTRODUCTION
Ce poste de soudage est une source de courant pour le soudage à l'arc spécifiquement réalisée pour le soudage TIG (CC) (CA/CC) avec amorçage HF ou LIFt et le soudage MMA d'électrodes enrobées (rutiles, acides et basiques). Les caractéristiques spécifiques de ce poste de soudage (INVERSEUR), comme une haute vitesse et une grande précision de régulation lui confèrent d'excellentes qualités de soudage. Le réglage par système "Inverseur" à l'entrée de la ligne d'alimentation (primaire) signifie également une réduction draconienne du volume du transformateur et de la réactance de mise à niveau, et donc la réduction du volume et du poids du poste de soudage, facilitant le déplacement et le transport de cette dernière.
2.2 ACCESSOIRES SUR DEMANDE (si non prévus)
- Adaptateur bouteille Argon.
- Câble de retour courant de soudage équipé de borne de masse.
- Commande à distance manuelle à 1 potentiomètre.
- Commande à distance manuelle à 2 potentiomètres.
- Commande à distance à pédale.
- Kit soudage MMA.
- Kit soudage TIG.
- Masque auto-assombrissant : avec filtre fixe ou réglable
- Raccord gaz et tube gaz pour connexion à bouteille d'Argon.
- Réducteur de pression avec manomètre.
- Torche pour soudage TIG.
- Torche TIG avec potentiomètre.
- Chariot AMERICA.
3. DONNÉES TECHNIQUES
3.1 PLAQUETTE INFORMATIONS (FIG. A)
Les principales informations concernant les performances du poste de soudage sont résumées sur la plaque des caractéristiques avec la signification suivante:
1- Degré de protection de la structure.
2- Symbole de la ligne d'alimentation.
1\~: tension alternative monophasée;
3\~: tension alternative triphasée.
3- Symbole S : indique qu'il est possible d'effectuer des opérations de soudage dans un milieu présentant des risques accrus de choc électrique (par ex. à proximité immédiate de grandes masses métalliques).
4- Symbole du procédé de soudage prévu.
5- Symbole de la structure interne du poste de soudage.
6- Norme EUROPÉENNE de référence pour la sécurité et la construction des postes de soudages pour soudage à l'arc.
7- Numéro d'immatriculation pour l'identification du poste de soudage (indispensable en cas de nécessité d'assistance technique, demande pièces de rechange, recherche provenance du produit).
8- Performances du circuit de soudage:
μ Tension maximale à vide.
- 2 M 2 : Courant et tension correspondante normalisée pouvant être distribués par la machine durant le soudage.
- X : Rapport d'intermittence: indique le temps durant lequel la machine peut distribuer le courant correspondant (même colonne). S'exprime en % sur la base d'un cycle de 10 minutes (par ex.: 60% = 6 minutes de travail, 4 minutes de pause; et ainsi de suite).
En cas de dépassement des facteurs d'utilisation (figurant sur la plaquette et indiquant 40°), la protection thermique se déclenche et le poste de soudage se place en veille tant que la température ne rentre pas dans les limites autorisées. - A/V - A/V : indique la plage de régulation du courant de soudage (minimum - maximum) à la tension d'arc correspondante.
9- Informations caractéristiques de la ligne d'alimentation:
- U tension alternative et fréquence d'alimentation du poste de soudage (limites admises ± 10%).
- I _1 : courant maximal absorbé par la ligne.
I : courant d'alimentation efficace.
10- : Valeur des fusibles à commande retardée à prévoir pour la protection de la ligne.
11- Symboles se référant aux normes de sécurité dont la signification figure au chapitre 1 "Régles générales de sécurité pour le soudage à l'arc".
Note: La plaquette représentée indique la signification des symboles et des chiffres; les valeurs exactes des informations techniques du poste de soudage doivent être vérifiées directement sur la plaquette du poste de soudage.
3.2 AUTRES INFORMATIONS TECHNIQUES
- POSTE DE SOUDAGE: voir tableau 1 (TAB.1).
- TORCHE: voir tableau 2 (TÀB.2).
Le poids du poste de soudage est indiqué au tableau 1 (TAB.1).
4. DESCRIPTION DU POSTE DE SOUDAGE.
4.1 SCHÉMA FONCTIONNEL
Le poste de soudage est essentiellement composé de modules de puissance et de contrôle réalisés sur circuits imprimés et optimisés pour une fiabilité extrême et un entretien réduit.
Ce poste de soudage est contrôlé par un microprocesseur permettant la configuration d'un grand nombre de paramètres de soudage et la réalisation d'un soudage optimal en toutes conditions et sur tous types de matériaux. Pour une utilisation complète des caractéristiques de l'appareil, il est cependant nécessaire d'en connaître les possibilités opérationnelles.
Description (FIG. B)
1- Entrée ligne d'alimentation triphasée, groupe redresseur et condensateurs de lissage.
2- Pont de commutation à transistors (IGBT) et pilotes; commute la tension de ligne redressée en tension alternative haute fréquence et procède au réglage de la puissance en fonction du courant/tension de soudage nécessaire.
3- Transformateur haute fréquence: l'enroulement primaire est alimenté avec la tension convertie par le bloc 2 ; ce dernier a pour fonction d'adapter tension et courant aux valeurs nécessaires au procédé de soudage à l'arc et, simultanément, d'isoler galvaniquement le circuit de soudage de la ligne d'alimentation.
4- Pont redresseur secondaire avec inductance de nivellement; commute la tension/le courant alternatif fourni par l'enroulement secondaire en tension/courant continu à très basse ondulation.
5- Pont de commutation à transistors (IGBT) et pilotes; transforme le courant de sortie du secondaire de CC en CA pour le soudage TIG CA (si prévues).
6- Partie électronique de contrôle et de régulation; contrôle instantanément la valeur du courant de soudage et la compare à la valeur configurée par l'opérateur ; module les impulsions de commande des pilotes des IGBT chargés de la régulation.
7- Logique de contrôle du fonctionnement du poste de soudage; configure les cycles de soudage, commande les actionneurs et supervise les systèmes de sécurité.
8- Panneau de configuration et d'affichage des paramètres et des modes de fonctionnement.
9- Générateur amorçage HF (si prévues)
10- Électrovanne gaz protection ÉV (si prévues).
11- Ventilateur de refroidissement du poste de soudage.
12- Régulation à distance.
4.2 DISPOSITIFS DE CONTRÔLE, RÉGLAGE ET CONNEXION
4.2.1 Panneau postérieur (FIG. C)
1- Interrupteur général O/OFF - I/ÔN.
2- Câble d'alimentation (2P + T (Monophasé)), (3P + T (Triphasé)).
3- Raccord pour branchement du tuyau de gaz (détendeur bouteille - poste de soudage) (si prévues).
4- Fusible (si prévues).
5- Connecteur pour groupe de refroidissement à eau (si prévues).
6- Connecteur pour commandes à distance :
Il est possible d'appliquer au poste de soudage, à l'aide d'un connecteur à 14 pôles prévu à cet effet sur l'arrière, 3 types différents de commande à distance. Chaque dispositif est reconnu automatiquement et permet de régler les paramètres suivants :
- Commande à distance avec un potentiomètre :
en tournant la manette du potentiomètre, on varie le courant principal du minimum au maximum. Le réglage du courant principal se fait exclusivement de la commande à distance.
- Commande à distance à pédale :
la valeur du courant est déterminée par la position de la pédale. En outre, en mode TIG 2T, la pression de la pédale agit comme commande de départ pour la machine à la place du bouton torche (s'il est prévu).
- Commande à distance avec deux potentiomètres :
le premier potentiomètre régule le courant principal. Le second potentiomètre régule un autre paramètre qui dépend du mode de soudage activé. En tournant ce potentiomètre, on affiche le paramètre que l'on est en train de varier (qui n'est plus contrôlable avec la manette du tableau). La signification du second potentiomètre est : ARC FORCE si on est en mode MMA et RAMPE FINALE si on est en mode TIG.
Torche TIG avec potentiomètre.

Dans le but d'éviter des ruptures internes au poste de soudage,
l'utilisateur a l'obligation d'utiliser un adaptateur torche 5 pôles pour n'importe quelle TORCHE TIG avec potentiomètre de réglage embarqué.
4.2.2 Tableau antérieur FIG. D
1- Prise rapide positive (+) pour connecter le câble de soudage.
2- Prise rapide négative (-) pour connecter le câble de soudage
3- Connecteur pour le branchement du câble du bouton de la torche.
4- Raccord pour branchement du tuyau de gaz de la torche TIG.
5- Tableau de commandes
5a. Bouton de programmation de la typologie de soudage (PROCESS).
Il permet de sélectionner le processus désiré :
- HF
- DC ---
-
AC □ prévi
prev -
Douton de présentation du cycle pour sevrage TIC (MORE)
5b. Bouton de programmation du cycle pour soudage TIG (MODE).
Il permet de sélectionner le mode de fonctionnement.
Pression brève :
- le soudage commence avec la pression du bouton de la torche et finit quand le bouton est relâché.
4T - le soudage commence avec la pression et le relâchement du bouton de la torche et termine seulement quand le bouton de la torche est pressé et relâché une seconde fois.
- 4T Bi-Level
torche. A chaque pression / relâchement bref, le courant passe de la valeur programmée à la valeur I1 et vice versa. Le soudage se termine quand le bouton est pressé et relâché pendant un temps long préétabli.
SPOT - Spor permet l'exécution de soudages par points avec contrôle de la durée du soudage sur l'afficheur (icône clignotante).
THEN SPOT - permet l'exécution de soudages par points brefs (10-100msec) avec contrôle de la durée du soudage sur l'afficheur (icône clignotante).
Pression prolongée (PULSE) :
PULSE
- permet la pulsation du courant (changement de niveau) avec programmation à volonté des paramètres caractéristiques.
EASY PULSE
- permet la pulsation du courant avec programmation automatique à des valeurs prédéfinies des paramètres caractéristiques 11, 12 et 13 en fonction du courant 12 programmé (ces valeurs peuvent être quoi qu'il en soit modifiées).
5c. Poignée multifonction.
En fonction des programmations prédisposées avec les boutons, elle permet
la sélection et le réglage des paramètres et montre la valeur programmée sur l'afficheur.
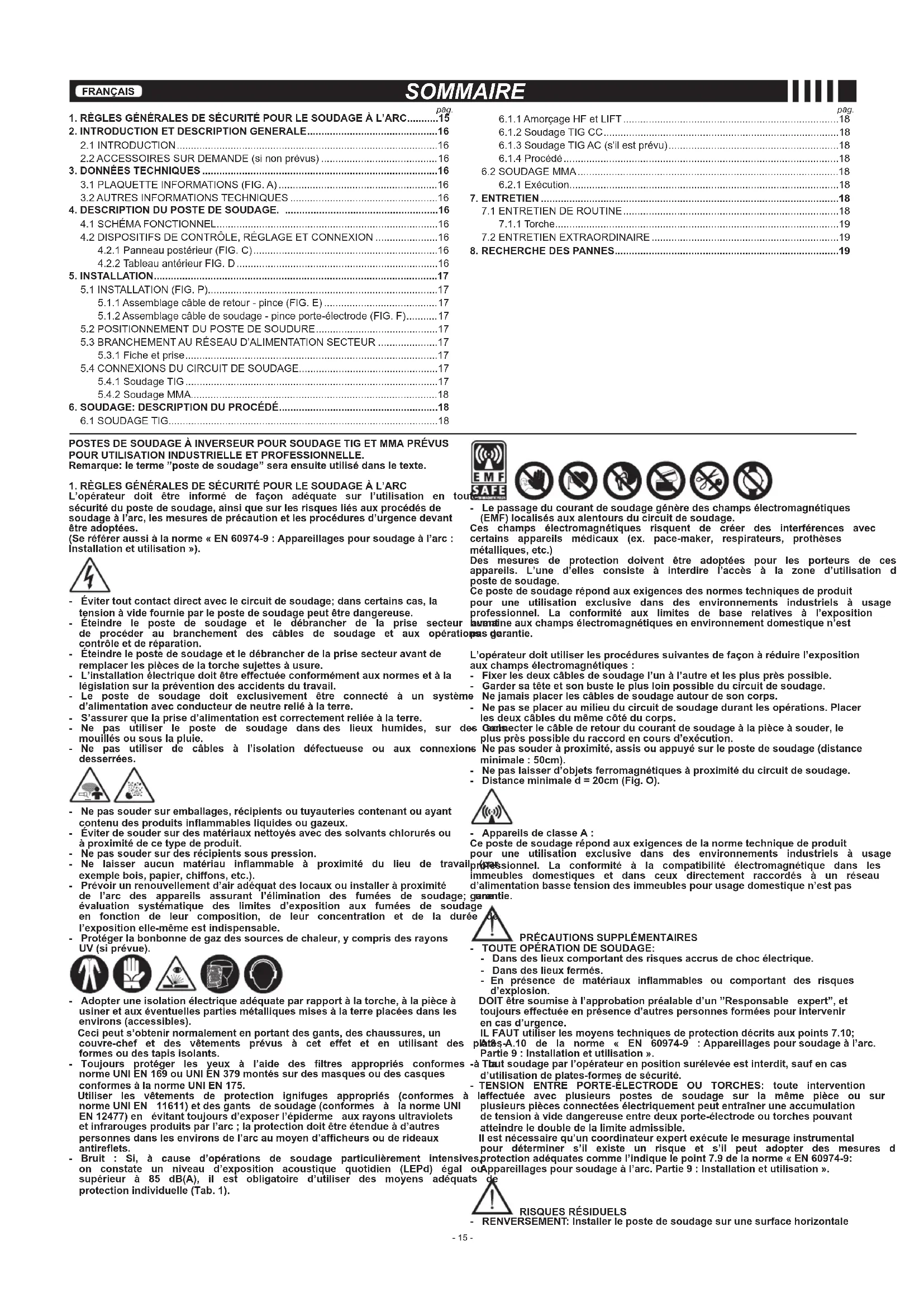
En MMA notamment, les paramètres modifiables sont :
text_image
87.878 A % HOT START I2 ARC FORCE VRD- VRD habilitation / exclusion du dispositif "Voltage Reduction Device" pour le départ en toute sécurité à basse tension.
- HOT START surintensité initiale (réglage 0-100%) pour optimiser l'amorçage de l'arc de soudage.
- I2 courant principal de soudage (courant de sortie en Ampère).
- ARC FORCE surintensité dynamique (réglage 0-100%) pour optimiser la fluidité du soudage et éviter le collage de l'électrode.
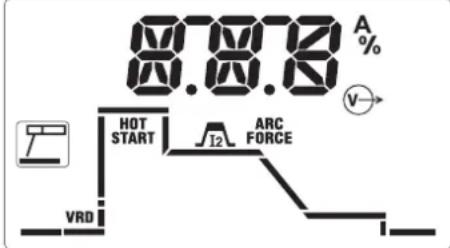
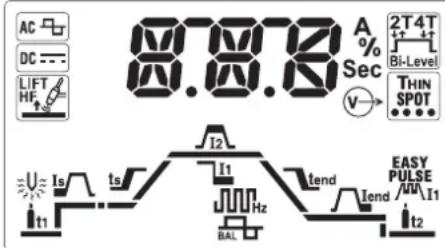
En TIG notamment, les paramètres modifiables sont :
text_image
87.87.12 A % Sec V→ 2T4T Bi-Level THIN SPOT I2 I1 Hz BAL tend EASY PULSE I1 t1 ts Is t2- t1 temps de pré-gaz du flux du gaz de protection avant le départ du soudage (réglage 0-10 secondes).
- Is courant initial maintenu pendant une durée fixe en 2T (50msec) et pendant une durée égale au maintien du bouton pressé, en 4T (réglage 0-100%).
- ts temps de croissance initial du courant de la valeur I_s à I_2 (réglage 0.1-10 secondes). En OFF rampe non présente.
N.B. : les paramètres I et T peuvent aussi être modifiés avec la commande à distance à pédale, le réglage, cependant, doit être effectué avant d'activer la commande.
- I2 courant principal de soudage, en mode PULSÉ et Bi-Level c'est le courant au niveau le plus haut (courant de sortie en Ampère).
- courant de base, en mode PULSÉ et Bi-Level c'est la valeur qui peut être alternée à la valeur principale durant le soudage (réglage en Ampère).
- JUUU Hz fréquence de pulsation et pour les modèles AC / DC en TIG AC représente la fréquence du courant de soudage (réglage en Hertz).
- pourcentage équilibrage, en mode PULSÉ c'est le rapport entre le temps où le courant est au niveau le plus haut et la période totale de pulsation, pour les modèles AC / DC en TIG AC représente le rapport entre le temps avec courant positif et le temps avec courant négatif.
- temps de croissance finale du courant de la valeur I_2 à I_end (réglage 0.1-10 secondes). En OFF rampe non présente.
courant final, en 2T c'est le courant maintenu après la croissance finale si le temps de croissance est supérieur à zéro, en 4T c'est le courant maintenu après la croissance finale pendant tout le temps où le bouton de la torche reste pressé. - It2 temps de post-gaz du flux du gaz de protection à partir de l'arrêt du soudage (réglage 0-10 secondes).
- énergie de préchauffage, si elle est prévue, seulement pour les modèles AC / DC en TIG AC règle le préchauffage de l'électrode pour faciliter le départ (réglage 2.6-53 A*Sec). En OFF, préchauffage non présent.
Autres icônes indicatives présentes sur l'afficheur :
- ALARM avis de signalisation / alarme, en général associé au code indiqué sur l'afficheur, attire l'attention sur la possible anomalie / protection automatique active dans le poste de soudage.
- protection thermique, associée à ALARM et code sur l'afficheur, avis de condition d'atteinte des limites de réchauffement interne.
- ⬇→ sortie active, indique la présence de tension (puissance habilitée) dans les prises de sortie du poste de soudage.
- commande à distance, indique branchement et contrôle activé de la commande à distance.
- pointeur de position, en 4T avec inférieur à une valeur prédéfinie indique le paramétrage d'un courant initial minimum qui rend visible l'arc d'oudage avec le bouton pressé. Ceci permet de choisir avec précision le point de départ du soudage (si le courant initial est programmé au-delà d'une certaine limite, la fonction s'exclut automatiquement).
- Default paramètres d'usine, indique le paramétrage de tous les paramètres à une valeur prédéfinie utile pour une ample opérativité. L'utilisateur peut
programmer comme il l'entend le courant principal _12 sans altérer les autres
programmations automatiques.
Il est possible de réactiver à tout moment cette condition en éteignant et en allumant le poste de soudage avec le bouton de la poignée multifonction (FIG. D - 5c) pressé.
Messages d'alarme indicatifs sur l'afficheur alphanumérique (FIG. D - 5d) :
- AL.1 : intervention de la protection thermique du circuit primaire (s'il est prévu).
- AL.2 : intervention de la protection thermique du circuit secondaire
- AL.3 : intervention de la protection pour cause de surtension de la ligne d'alimentation.
- AL.4 : intervention de la protection pour cause de sous-tension de la ligne d'alimentation.
AL.8 : tension auxiliaire hors de la fourchette.
Le rétablissement est automatique à la cessation de la cause de l'alarme.
5. INSTALLATION
ATTENTION! EFFECTUER EXCLUSIVEMENT LES OPÉRATIONS D'INSTALLATION ET TOUS LES RACCORDEMENTS ÉLECTRIQUES AVEC LE POSTE DE SOUDAGE ÉTEINT ET ISOLÉ DE LA LIGNE D'ALIMENTATION SECTEUR.
LES RACCORDEMENTS ÉLECTRIQUES DOIVENT EXCLUSIVEMENT ÊTRE EFFECTUÉS PAR UN PERSONNEL EXPERT OU QUALIFIÉ.
Déballer la machine et procéder au montage des parties contenues.
5.1.1 Assemblage câble de retour - pince (FIG. E)
5.1.2 Assemblage câble de soudage - pince porte-électrode (FIG. F)
5.2 POSITIONNEMENT DU POSTE DE SOUDURE
Choisir un lieu d'installation ne comportant aucun obstacle face à l'ouverture d'entrée et de sortie de l'air de refroidissement (circulation forcée par ventilateur, si prévu); s'assurer qu'aucune poussière conductrice, vapeur corrosive, humidité, etc., n'est aspirée.
Laisser un espace dégagé minimum de 250mm autour de la machine.
ATTENTION: Installer le poste de soudure sur une surface horizontale d'une portée correspondant à son poids pour éviter tout risque de déplacement ou de renversement.
5.3 BRANCHEMENT AU RÉSEAU D'ALIMENTATION SECTEUR
- Avant de procéder aux raccordements électriques, contrôler que les informations figurant sur la plaquette de la machine correspondent à la tension et à la fréquence de réseau disponibles sur le lieu d'installation.
- Le poste de soudage doit exclusivement être connecté à un système d'alimentation avec conducteur de neutre branché à la terre.
- Pour garantir la protection contre le contact indirect, utiliser des interrupteurs différentiels de type suivant :
Type A ( ∞) pour machines monophasées ;
- Type B ( 📌 🐵 ) pour machines triphasées.
- Afin de respecter les conditions nécessaires requises par le référentiel EN 61000-3-11 (Flicker), nous conseillons le branchement du poste de soudage aux points d'interface du réseau d'alimentation qui présentent une impédance inférieure à : Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Le poste de soudage ne remplit pas les conditions requises par le référentiel CEI/EN 61000-3-12.
S'il est branché au réseau d'alimentation public, il appartient à l'installateur ou à l'utilisateur de vérifier que le poste peut être branché (si nécessaire, consulter le gestionnaire du réseau de distribution).
5.3.1 Fiche et prise
Brancher une fiche normalisée (2P + P.E) (1\~); (3P + P.E) (3\~) de portée adéquate au câble d'alimentation, et installer une prise de réseau munie de fusibles ou d'un interrupteur automatique. La borne de terre prévue doit être reliée au conducteur de terre (jaune-vert) de la ligne d'alimentation. Le tableau (TAB.1) indique les valeurs conseillées, exprimées en ampères, des fusibles retardés de ligne sélectionnés en fonction du courant nominal max. distribué par le poste de soudage et de la tension nominale d'alimentation.
ATTENTION! La non-observation des règles indiquées ci-dessus annule l'efficacité du système de sécurité prévu par le constructeur (classe I) et peut entraîner des risques importants pour les personnes (risques de choc électrique) et les appareils (risques d'incendie).
5.4 CONNEXIONS DU CIRCUIT DE SOUDAGE
ATTENTION! TOUTES LES OPÉRATIONS DE CONNEXION DU CIRCUIT DOIVENT ETRE EFFECTUÉES AVEC LE POSTE DE SOUDAGE ÉTEINT ET DÉBRANCHE DU RÉSEAU D'ALIMENTATION ELECTRIQUE.
Le tableau (TAB. 1) indique les valeurs conseillées pour les câbles de soudage (en mm ^2 ) en fonction du courant maximal distribué par le poste de soudage.
5.4.1 Soudage TIG
Connexion torche
- Insérer le câble porte-courant dans la borne rapide prévue (-). Connecter le connecteur à trois pôles (poussoir torche) à la prise prévue. Connecter le tube gaz de la torche au raccord prévu.
Connexion câble de retour du courant de soudage
- Doit être connecté à la pièce à souder ou au banc métallique sur lequel elle est posée, le plus près possible du raccord en cours d'exécution.
Ce câble doit être connecté à la borne portant le symbole (+).
Connexion à la bouteille de gaz
- Visser le réducteur de pression à la valve de la bouteille de gaz en interposant la réduction fournie comme accessoire en cas d'utilisation de gaz Argon.
- Connecter le tube d'entrée du gaz au réducteur et serrer le collier fourni.
- Desserrer la bague de régulation du réducteur de pression avant d'ouvrir la valve de la bouteille.
- Ouvrir la bouteille et réguler la quantité de gaz (l/min) selon les données indicatives d'utilisation, voir tableau (TAB. 4) ; il est possible de régler si nécessaire le débit de
gaz durant le soudage au moyen de la bague du réducteur de pression. Contrôler la tenue des conduites et raccords.
ATTENTION ! Toujours fermer la valve de la bouteille de gaz à la l'opération.
5.4.2 Soudage MMA
La quasi-totalité des électrodes enrobées doivent être connectées au pôle positif (+) du générateur, à l'exception des électrodes acides, lesquelles doivent être connectées au pôle négatif.
Connexion câble de soudage/pince porte-électrode
Une borne spéciale permettant de serrer la partie exposée de l'électrode est prévue sur l'extrémité du câble.
Le câble doit être connecté à la borne portant le symbole (+)
Connexion câble de retour du courant de soudage
Doit être connecté à la pièce à souder ou au banc métallique de support, le plus près possible du raccord en cours d'exécution.
Le câble doit être connecté à la borne portant le symbole (-).
Recommendations:
- Tourner à fond les connecteurs des câbles de soudage dans les prises rapides (si prévues) pour garantir un contact électrique parfait; dans le cas contraire, les connecteurs risquent de surchauffer et de se détériorer rapidement, entraînant une perte d'efficacité.
- Utiliser des câbles de soudage les plus courts possibles.
- Eviter d'utiliser des structures métalliques ne faisant pas partie de la pièce à souder en remplacement du câble de retour du courant de soudage: outre les dangers présentés par cette intervention, cette dernière entraînerait également de mauvais résultats de soudage.
6. SOUDAGE: DESCRIPTION DU PROCÉDÉ
6.1 SOUDAGE TIG
Le soudage TIG est un procédé de soudage utilisant la chaleur produite par l'arc électrique amorcé et maintenu entre une électrode infusible (tungstène) et la pièce à souder. L'électrode au tungstène est supportée par une torche prévue pour lui transmettre le courant de soudage et protéger l'électrode et le bain de soudage de l'oxydation atmosphérique au moyen d'un flux de gaz inerte (généralement de l'Argon
: Ar 99.5%) en sortie de la tuyère en céramique (FIG. G).
Pour un soudage correct, il est indispensable d'utiliser le diamètre d'électrode correspondant exactement au courant, voir le tableau (TAB. 3).
La saillie normale de l'électrode de la tuyère en céramique est de 2-3mm, et peut atteindre 8mm pour les soudages en angle.
Le soudage s'effectue par fusion des bords du joint. Pour les épaisseurs réduites préparées de façon adéquate (jusqu'à 1mm env.), aucun matériel d'apport n'est nécessaire (FIG. H).
Pour les épaisseurs supérieures, il est nécessaire d'utiliser des baguettes de même composition que le matériau de base et de diamètre adéquat, avec une préparation correcte des bords (FIG. I). Pour un soudage correct, les pièces doivent être soigneusement nettoyées et ne présenter aucune trace d'oxyde, huiles, gras, solvants, etc.
6.1.1 Amorçage HF et LIFT
Amorçage HF :
L'allumage de l'arc électrique s'effectue sans contact entre l'électrode de tungstène et la pièce à souder au moyen d'une étincelle produite par un dispositif à haute fréquence. Ce mode d'amorçage ne comporte aucune inclusion de tungstène dans le bain de soudage et aucune usure de l'électrode, et permet un démarrage aisé en toutes positions de soudage.
Procédé
Enfoncer le poussoir torche en approchant la pointe de l'électrode de la pièce (2 - 3mm), attendre l'amorçage de l'arc transféré par les impulsions HF et, une fois l'arc allumé, former le bain de fusion sur la pièce et procéder le long du joint.
En cas de difficultés à amorcer l'arc malgré la présence du gaz et des décharges HF, ne pas soumettre l'électrode à plusieurs reprises à l'action de la HF, mais contrôler l'intégrité de surface et la conformation de la pointe, et meuler cette dernière si nécessaire. À la fin du cycle, le courant est annulé avec la rampe de descente configurée.
Amorçage LIFT :
L'allumage de l'arc électrique s'effectue en éloignant l'électrode de tungstène de la pièce à souder. Ce mode d'amorçage réduit les perturbations irradiées électriquement et réduit au minimum les inclusions de tungstène et l'usure de l'électrode. Procédé :
Appuyer la pointe de l'électrode sur la pièce en exerçant une légère pression. Enfoncer à fond le poussoir torche et soulever l'électrode de 2-3mm avec quelques instants de retard, entraînant ainsi l'amorçage de l'arc. Le poste de soudage distribue initialement un courant I_LFT , après quelques instants, le courant de soudage configuré. À la fin du cycle, le courant s'annule selon la rampe de descente configurée.
6.1.2 Soudage TIG CC
Le soudage TIG CC convient à tous les alliages légers et lourds des aciers au carbone et aux métaux lourds : cuivre, nickel, titane et leurs alliages.
Pour le soudage en TIG CC avec électrode au pôle (-), est généralement utilisée l'électrode avec 2% de thorium (bande rouge) ou l'électrode avec 2% de cérium (bande grise).
Il est nécessaire de meuler en pointe axialement l'électrode de tungstène comme indiqué à la FIG. L, en ayant soin que la pointe soit parfaitement concentrique pour éviter toute déviation de l'arc. Il est important de procéder au meulage dans le sens de la longueur de l'électrode. Cette opération doit être effectuée périodiquement en fonction de l'utilisation et de l'usure de l'électrode ou en cas de contamination accidentelle, oxydation ou utilisation incorrecte de cette dernière.
6.1.3 Soudage TIG AC (s'il est prévu)
Ce type de soudage permet de souder sur des métaux comme l'aluminium et le magnésium qui forment en surface un oxyde isolant et de protection. L'inversion de la polarité du courant de soudage permet de "casser" la couche superficielle d'oxyde au moyen d'un mécanisme nommé "sablage ionique". La tension est en alternance positive (EP) et négative (EN) sur l'électrode de tungstène. Durant le temps EP, l'oxyde est éliminé de la surface ("nettoyage" ou "décapage") et permet la formation du bain. Durant le temps EN s'effectue l'apport thermique maximal à la pièce permettant le soudage. La possibilité de modifier le paramètre balance en CA permet de réduire le temps du courant EP au minimum et un soudage plus rapide.
Des valeurs de balance majeures permettent un soudage plus rapide, une meilleure pénétration, un arc plus concentré, un bain de soudage plus dense et une surchauffe limitée de l'électrode. Des valeurs plus basses permettent une plus grande propreté de la pièce. L'utilisation d'une valeur de balance trop basse comporte l'élargissement de l'arc et de la partie désoxydée, la surchauffe de l'électrode avec la formation conséquente d'une sphère sur la pointe, et compromet la facilité de l'amorçage et de la directionnalité de l'arc. L'utilisation d'une valeur excessive de balance comporte un bain de soudage "sale" avec des inclusions foncées.
Le tableau (TAB. 4) résume les effets de variation des paramètres de soudage CA. Les instructions concernant le procédé de soudage sont en outre valables.
Sur le tableau (TAB. 3) figurent les données indicatives pour le soudage sur aluminium, le type d'électrode le plus adapté est celle au tungstène pur (bande de couleur verte). fin de
6.1.4 Procédé
- Régler le courant de soudage à la valeur désirée au moyen du bouton ; si nécessaire, adapter durant le soudage à l'apport thermique effectif nécessaire.
- Enfoncer le bouton torche en vérifiant le débit de gaz de la torche ; si nécessaire, tarer le temps de pré-gaz et de post-gaz ; ces derniers doivent être réglés en fonction des conditions d'exploitation et, en particulier, le retard du post-gaz doit permettre, à la fin du soudage, le refroidissement de l'électrode et du bain sans que ces derniers n'entrent en contact avec l'atmosphère (oxydation et contamination).
Mode TIG avec séquence 2T
- En appuyant à fond sur le bouton torche (P.T.) cela déclenche l'arc avec un courant I. Successivement le courant augmente selon la fonction RAMPE INITIALE jusqu'à la valeur du courant de soudage.
- Pour interrompre le soudage, relâcher le bouton de la torche, ce qui entraîne l'annulation graduelle du courant (si la fonction RAMPE FINALE est insérée) ou l'extinction immédiate de l'arc et le post-gaz successif.
Mode TIG avec séquence 4T
- La première pression du bouton entraîne l'amorçage de l'arc avec courant I. Avec le relâchement du bouton, le courant augmente selon la fonction RAMPE INÎTIALE jusqu'à la valeur du courant de soudage; cette valeur est maintenue également si le bouton est relâché. Une nouvelle pression du bouton entraîne la diminution du courant selon la fonction RAMPE FINALE jusqu'à I. Ce dernier est maintenu jusqu'au relâchement du bouton qui termine le cyclé de soudage et démarre la période de post-gaz. En revanche, si le bouton est relâché durant la fonction RAMPE FINALE, le cycle de soudage est immédiatement interrompu et la période de post-gaz commence.
Mode TIG avec séquence 4T et BI-LEVEL :
- La première pression du bouton entraîne l'amorçage de l'arc avec courant I. Au relâchement du bouton, le courant augmente selon la fonction RAMPE INITIALE jusqu'à la valeur du courant de soudage ; cette valeur est maintenue également si le bouton est relâché. À chaque pression du bouton (le temps s'écoulant entre la pression et le relâchement doit être de courte durée), le courant varie entre la valeur configurée au paramètre BI-LEVEL I, et la valeur du courant principal I.
- Le maintien prolongé du bouton entraîne la diminution du courant selon la fonction RAMPE FINALE jusqu'à I_ond . Ce dernier est maintenu jusqu'au relâchement du bouton, qui termine le cycle de soudage et démarre la période de post-gaz. En revanche, si le bouton est relâché durant la fonction RAMPE FINALE, le cycle de soudage est immédiatement interrompu et la période de post-gaz commence (FIG. M).
Mode TIG SPOT et TIG THIN SPOT :
- Le soudage s'effectue en maintenant la pression sur le bouton de la torche jusqu'à ce qu'on dépasse le temps programmé (temps de spot).
6.2 SOUDAGE MMA
- Il est indispensable, de suivre les indications du fabricant reportées sur la boîte des électrodes utilisées et qui indiquent la polarité correcte de l'électrode et son courant optimal relatif.
- Le courant de soudage se règle en fonction du diamètre de l'électrode utilisée et du type de joint que l'on désire effectuer; à titre indicatif, les courants utilisables pour les différentes diamètres d'électrodes sont:
| ∅ Électrode (mm) | Courant de soudage (A) | |
| Min. Max. | ||
| 1.6 25 50 | ||
| 2 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 | 160 | |
| 4 120 | 200 | |
| 5 150 | 280 | |
| 6 200 | 350 | |
- Il ne faut pas oublier que, à diamètre d'électrode égal, des valeurs élevées de courant seront utilisées pour le soudage horizontal, alors que pour le soudage vertical ou au-dessus de la tête il faudra utiliser des courants plus bas.
- Les caractéristiques mécaniques du raccord soudé sont fonction de l'intensité de courant sélectionnée, mais également d'autres paramètres de soudage, comme longueur de l'arc, vitesse et position d'exécution, diamètre et qualité des électrodes (pour une conservation correcte, conserver les électrodes à l'abri de l'humidité dans les emballages spécifiquement prévus).
- Les caractéristiques du soudage dépendent également de la valeur d'ARC-FORCE (comportement dynamique) de la machine. Ce paramètre peut être configuré sur le panneau ou avec la commande à distance à 2 potentiomètres.
- Ne pas oublier que des valeurs élevées d'ARC-FORCE permettent une majeure pénétration et un soudage en toute position, typiquement avec électrodes basiques, tandis que des valeurs basses d'ARC-FORCE permettent un arc plus souple et sans projection (avec électrodes ructiles).
Le poste de soudage est en outre équipé des dispositifs HOT START et ANTI STICK garantissant des démarrages aisés et l'absence de collage de l'électrode à la pièce.
6.2.1 Exécution
- En tenant le masque DEVANT LE VISAGE, frottez la pointe de l'électrode sur la pièce à souder en effectuant un mouvement comme pour craquer une allumette; c'est la méthode la plus correcte pour amorcer l'arc.
ATTENTION: NE PAS TAPOTER l'électrode sur la pièce; vous risqueriez d'abîmer le revêtement en rendant l'amorçage de l'arc plus difficile. - Dès que vous avez amorcé l'arc, essayez de maintenir une distance équivalente au diamètre de l'électrode utilisée et tenez cette distance constante le plus possible pendant l'exécution de la soudure; reppelez-vous que l'inclinaison de l'électrode dans le sens de l'avancement devra être d'environ 20-30 degrés.
- A la fin du cordon de soudure, tirez l'extrémité de l'électrode légèrement vers l'arrière par rapport à la direction d'avancement, au-dessus du cratère pour effectuer le remplissage, puis soulevez rapidement l'électrode du bain de fusion pour éteindre l'arc (ASPECTS DU CORDON DE SOUDURE - FIG. N).
7. ENTRETIEN
ATTENTION: AVANT TOUTE OPÉRATION D'ENTRETIEN, S'ASSURER QUE LE POSTE DE SOUDAGE EST ÉTEINT ET L'ALIMENTATION SECTIONNÉE.
7.1 ENTRETIEN DE ROUTINE
LES OPÉRATIONS D'ENTRETIEN DE ROUTINE PEUVENT ÊTRE EFFECTUÉES PAR L'OPÉRATEUR.
7.1.1 Torche
- Eviter de poser la torche et son câble sur des éléments chauds, pour éviter la fusion et l'endommagement rapide des matériaux isolants.
- Contrôler périodiquement l'étanchéité des tuyauteries et raccords de gaz.
- Accoupler soigneusement la pince porte-électrode et le mandrin porte-pince avec le diamètre de l'électrode choisie pour éviter toute surchauffe ou mauvaise diffusion du gaz risquant d'entraîner des dysfonctionnements.
- Contrôler au moins une fois par jour l'état d'usure et le montage des parties terminales de la torche: buse, électrode, pince porte-électrode, diffuseur gaz.
Tout contrôle exécuté sous tension à l'intérieur du poste de soudage risque de provoquer des chocs électriques graves dus au contact direct avec les parties sous tension et/ou des blessures dues au contact direct avec les organes en mouvement.
- Périodiquement et, dans tous les cas, à une fréquence dépendant de l'utilisation et des poussières contenues dans l'atmosphère ambiante, inspecter l'intérieur du poste de soudage et retirer la poussière déposée sur les cartes électroniques au moyen d'un jet d'air comprimé ou d'un solvant adapté.
- Contrôler également que les connexions électriques sont correctement serrées et vérifier l'état de l'isolement des câblages.
- À la fin des opérations, remonter les panneaux de la machine en serrant à fond les vis de fixation.
- Ne jamais procéder aux opérations de soudage avec le poste de soudage ouvert.
- Après avoir exécuté l'entretien ou la réparation, rétablir les connexions et les câblages comme ils étaient à l'origine en faisant attention que ces derniers n'entrent pas en contact avec des parties en mouvement ou des parties qui peuvent atteindre des températures élevées. Gainer tous les conducteurs comme ils l'étaient à l'origine en faisant attention de bien séparer les branchements du transformateur primaire en haute tension et les branchements des transformateurs secondaires en basse tension.
Utiliser toutes les rondelles et les vis originales pour refermer le carter.
8. RECHERCHE DES PANNES
DANS L'EVENTUALITE D'UN MAUVAIS FONCTIONNEMENT, ET AVANT D' EFFECTUER DES VERIFICATIONS PLUS SYSTEMATIQUÉS OU DE VOUS ADRESSER A VOTRE CENTRE D'ASSISTENCE, CONTROLEZ QUE:
- Le courant de soudage corresponde au diamètre et au type d'électrode utilisé.
- L'interrupteur général étant sur "ON", le témoin relatif est allumé; dans le cas contraire la panne réside normalement dans la ligne d'alimentation (câbles, prise et/ou fiche, fusibles, etc.).
- Vérifier que le voyant lumineux jaune signalant l'intervention de la sécurité thermique contrôlant les surtensions, les chutes de tension ou les courts-circuits n'est pas allumé.
- S'assurer d'avoir observé le rapport d'intermittence nominale. En cas d'intervention de la protection thermostatique attendre le refroidissement naturel de la machine. Vérifier le bon fonctionnement du ventilateur.
- Contrôler la tension de ligne : une valeur trop élevée ou trop basse entraîne le blocage du poste de soudage.
- Contrôler qu'il n'y a pas un court-circuit en sortie de machine. Si tel est le cas, procéder à l'élimination de l'inconvénient.
- Les raccords du circuit de soudage soient correctement effectués, spécialement que la pince du câble de masse soit effectivement reliée à la pièce, sans interposition de matériaux isolants (par exemple des peintures).
- Que le gaz de protection utilisé soit correct (Argon 99.5%) et dans la juste quantité.
ESPAÑOL
ÍNDICE
pág.pág
Le fabricant garantit le fonctionnement correct des machines et s'engage à remplacer gratuitement les composants endommagés à la suite d'une mauvaise qualité de matériel ou d'un défaut de fabrication durant une période de 12 mois à compter de la mise en service de la machine attestée par le certificat. Les machines rendues, même sous garantie, doivent être expédiées en PORT FRANC et seront renvoyées en PORT DU. Font exception à cette règle les machines considérées comme biens de consommation selon la directive européenne 1999/44/CE et vendues aux états membres de l'EU uniquement. Le certificat de garantie n'est valable que s'il est accompagné de la preuve d'achat ou du bulletin de livraison. Tous les inconvénients dus à une utilisation incorrecte, une manipulation ou une négligence sont exclus de la garantie. La société décline en outre toute responsabilité pour tous les dommages directs ou indirects.




