
Infinity 225 954556 - Varilni stroj Telwin - Brezplačna navodila za uporabo
Brezplačno poiščite navodila za napravo Infinity 225 954556 Telwin v formatu PDF.
| Vrsta izdelka | Inverterski varilni aparat TIG/MMA |
| Znamka | Telwin |
| Model | Infinity 225 954556 |
| Varilni postopki | TIG DC/AC (HF/LIFT), MMA |
| Varilni tok TIG | 5 - 225 A |
| Varilni tok MMA | 10 - 225 A |
| Napajanje | 230 V enofazno (ali 400 V trifazno glede na različico) |
| Frekvenca | 50/60 Hz |
| Stopnja zaščite | IP21S (ocena) |
| Teža | Približno 12 kg (ocena) |
| Mere (D x Š x V) | Ni podatkov |
| Funkcije TIG | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, pulzno, Easy Pulse, začetni/končni ramp, pred/pokrivanje s plinom, AC ravnotežje, frekvenca |
| Funkcije MMA | Hot Start, Arc Force, Anti Stick, VRD |
| Priloženi dodatki | Varilni in povratni kabli, držalo elektrode, TIG gorilnik (odvisno od različice) |
| Izbirni dodatki | Daljinski upravljalnik (1 ali 2 potenciometra, nožna pedala), TIG gorilnik s potenciometrom, MMA komplet, TIG komplet, voziček America, adapter za jeklenko argona, reduktor tlaka |
| Varnost | Toplotna zaščita, prenapetost/podnapetost, VRD, alarmi AL.1-AL.8 |
| Hlajenje | Notranji ventilator |
| Redno vzdrževanje | Čiščenje prahu s stisnjenim zrakom, preverjanje gorilnika in povezav, preverjanje tesnosti plina |
| Popravljivost | Nadomestni deli na voljo prek SAV Telwin, popravilo s strani usposobljenega osebja |
| Standardi | EN 60974-9, CEI/EN 61000-3-11, CEI/EN 61000-3-12 |
Pogosto zastavljena vprašanja - Infinity 225 954556 Telwin
Vprašanja uporabnikov o Infinity 225 954556 Telwin
0 vprašanje o tej napravi. Odgovorite na tiste, ki jih poznate, ali zastavite svoje.
Zastavite novo vprašanje o tej napravi
Prenesite navodila za vaš Varilni stroj v formatu PDF brezplačno! Poiščite svoja navodila Infinity 225 954556 - Telwin in vzemite svojo elektronsko napravo nazaj v roke. Na tej strani so objavljeni vsi dokumenti, potrebni za uporabo vaše naprave. Infinity 225 954556 znamke Telwin.
NAVODILA ZA UPORABO Infinity 225 954556 Telwin
4.2.2 Sprednja plošča (Slika D)....91
- NAMESTITEV 92
5.1 SESTAVLJANJE (SLIKA P)....92
5.1.1 Pritrditev izhodnega kabla - klešée (SLIKA E) 92
5.1.2 Pritrditev varilne žice ter klešėe za nosilec elektrode (SLIKA F) ......92
5.2 UMESTITEV VARILNEGA APARATA....92
5.3 PRIKLJUÈITEV V OMREŽJE....92
5.3.1 Vtikaè in vtiènica 92
5.4 POVEZAVE VARILNEGA TOKOKROGA....92
5.4.1 Varjenje TIG 92
5.4.2 Varjenje MMA....92
- VARJENJE: OPIS POSTOPKA 92
6.1 VARJENJE TIG 92
6.1.1 Površinski začetek HF in LIFT....93
6.1.2 VARJENJE TIG DC (enosmerni tok)....93
6.1.3 Varjenje TIG AC (če je predvideno)....93
6.1.4 Postopek 93
6.2 VARJENJE MMA....93
6.2.1 Postopek 93
- VZDRŽEVANJE 93
7.1 VZDRŽEVANJE....93
7.1.1 VZDRŽEVANJE ELEKTRODNEGA DRŽALA 93
7.2 POSEBNO VZDRŽEVANJE 93
8.ISKANJE OKVAR....93
VARILNI APARATI S FREKVENÈNIM MENJALNIKOM ZA VARJENJE TIG IN MMA,
NAMENJENE ZA INDUSTRIJSKO IN PROFESIONALNO RABO.
Opomba: V nadaljnjem besedilu bo uporabljen izraz "varilni aparat".
- SPLOŠNA VARNOST PRI OBLOČNEM VARJENJU
Operater mora biti primerno poučen o varnem uporabljanju varilnega aparata
in o nevarnostih, povezanih s procesom obločnega varjenja, ter o varnostnih ukrepih in ukrepanju v nujnih primerih.
(Glejte tudi standard »EN 60974-9: Óprema za obločno varjenje. 9. Nameščanje in uporaba«).

- Izogibajte se neposrednega stika s tokokrogom varilne naprave; napetost v prazno, ki jo ustvarja generator, je lahko v nekaterih okoliščinah nevarna.
- Povezava varilnih žic, preverjanje in popravljanje je treba izvajati, ko je varilni aparat izklopljen in ni priključen v električno omrežje.
- Ugasnite in izključite varilni aparat iz električnega omrežja, preden zamenjate obrabljene dele elektrodnega držala.
- Električno instalacijo je treba izvesti po predpisanih varnostnih normativih in zakonih.
- Varilni aparat mora biti obvezno priključen v ozemljeno napajalno omrežje.
- Prepričajte se, da je vtičnica pravilno povezana z ozemljitvijo.
- Ne uporabljajte varilnega aparata v vlažnih ali mokrih prostorih in v dežju.
- Ne uporabljajte dotrajanih ali slabo pritrjenih električnih kablov.

- Ne varite na posodah, zbirnikih ali ceveh, ki vsebujejo ali so vnetljive tekočine ali pline.
- Izogibajte se obdelovancev, očiščenih s kloridnimi razredčili, in bližini teh snovi.
- Ne varite na posodah pod pritiskom.
- Iz okolja, v katerem boste varili, odstranite vse vnetljive materiale (kot so les, papir, krpe itd.).
- Zagotovite ustrezno prezračevanje prostora ali mehansko odzračevanje varilnih dimov v bližini obločnega varjenja: potreben je sistematični pristop za ocenjevanje izpostavljanja varilnim dimom in njihove sestave, koncentracije ter časa izpostavljanja.
- Hraniti jeklenko daleč od vseh virov toplote, tudi od sončne (če je v uporabi).




- Uporabite primerno električno zaščito glede na elektrodno držalo, obdelovanec in morebltne ozemljene kovinske dele, ki so v bližini stroja (dostopni).
To je navadno mogoče doseči tako, da si nadeňete rokavice, pokriv oblačila, predvidena za ta namen, pa tudi z uporabo podstavkov in izolacijskih preprog. - Oči si vedno zaščitite z ustreznimi filtri, skladnimi s predpisi UNI EN 169 ali UNI EN 379, nameščenimi na maske ali čelade, skladne s predpisom UNI EN 175.
Uporabljajte ustrezna negorljiva zaščitna oblačila (skladna s predpisom UNI EN 11611) in varilske rokavice (skladne s predpisom UNI EN 12477) ter pazite, da kože ne boste izpostavljali ultravljoličnim in infrardečim žarkom, ki jih seva oblok; z zasioni ali neodbojnlmi zavesami je treba zaščititi tudi druge ljudi, ki se zadržujejo v bližini obloka. - Glasnost: Ce zaradi posebno intenzivnega varjenja ugotovite, da prihaja do dnevne osebne izpostavljenosti hrupu (LEPd), ki je enaka all večja db(A), je obvezna uporaba ustreznih osebnih zaščitnih sredstev (Tabela 1).







- Prehod varilnega toka povzroči pojav elektromagnetnih polj (EMF), lokaliziranih okoli varilnega tokokroga.
Elektromagnetna polja lahko povzročijo motnje pri delovanju nekaterih zdravniških pripomočkov (npr srčnih spodbujevalnikov, respiratorjev, kovinskih protez itd.).
Upoštevati je treba ustrezne zaščitne ukrepe pri nosilcih teh naprav. Treba je na primer preprečiti dostop v območje uporabe varilnega aparata.
Varilni aparat je skladen z zahtevami tehničnih standardov izdelka, ki je izdelan izključno za rabo v industrijskem okolju in za profesionalno rabo. Skladnost ni zagotovljena v okviru osnovnih omejitev, ki se nanašajo na izpostavljanje ljudi elektromagnetnim poljem v domačem okolju.
Operater mora uporabljati naslednje postopke, da zmanjša izpostavljanje relektromagnetnim polje:
- Oba varilna kabla naj namesti kar najbliže skupaj.
: - Glavo in trup naj karseda odmakne od varilnega tokokroga. - Varilnih kablov naj si nikoli ne ovija okoli trupa.
- Nikoli naj ne vari, ko je njegov trup sredi varilnega tokokroga. Oba varilna kabla naj ima vedno na isti strani trupa.
- Povratni kabel varilnega toka naj poveže z obdelovancem čim bliže točke, na kateri želi variti.
- Nikoli naj ne vari preblizu varilnega aparata, sede ali naslonjen na njem (minimalna razdalja: 50 cm).
- Nikoli naj ne pušča železomagnetnih predmetov v bližini varilnega tokokroga.
- Minimalna razdalja d= 20 cm (Slika O).

- Naprava A razreda:
Variini aparat je skladen z zahtevami tehničnega standarda izdelka, ki je izdelan izključno za rabo v industrijskem okolju in za profesionalno rabo. Elektromagnetska združljivost v domovih in v zgradbah, neposredno povezanih v nizkonapetostno napajalno omrežje, ki napaja zgradbe za domačo rabo.

- VARJENJE:
nja - W okoljih s povečanim tveganjem električnega udara;
- V tesnih prostorih;
- V prisotnosti vnetljivih in eksplozivnih snovi.
MORA preventivno oceniti »odgovorni strokovnjak«. V takih primerih se sme variti le v prisotnosti oseb, usposobljenih za poseg v sili.
Upoštevati JE TREBA tehnična sredstva za zaščito, opisana v poglavju 7.10; A.8; A.10. standarda "EN 60974-9: Oprema za obločno varjenje. 9. del: Nameščanje in uporaba".
- Operater, dvignjen od tal, NE SME VARITI. Takšno varjenje je dovoljeno izkliučno z uporabo varovalnih ploščadi.
- NAPETOST MED NOSILCEM ELEKTROD IN ELEKTRODNIM DRŽALOM: pri sočasni uporabi već varilnih naprav na enem predmetu ali na več električno povezanih predmetih se lahko nakopiči nevarna vrednost napetosti v prazno. Med dvema nosilcema elektrod ali elektrodnima držaloma celo do vrednosti, ki lahko doseže dvakratno dovoljeno vrednost.
Usposobljen koordinator mora izvesti merltev z inštrumentom in odločiti, all alojeinbstaja tveganje, tako da uporabi varnostne ukrepe, navedene v točki 7.9 standarda "EN 60974-9: Oprema za obločno varjenje. 9. del: Nameščanje in uporaba".

DRUGE NEVARNOSTI
PREVRNITEV: varilno napravo postavite na vodoravno površino primerne nosilnosti za njeno težo; slicer (na primer na nagnjeni ali neravni površini) obstaja nevarnost prevrnitve.
- NEPRIMERNA UPORABA: uporaba varilne naprave za uporabo, drugačno od pod predpisane in predvidene, je nevarna (na primer za odmrznitev vodovodnih napeljav).
- Ročaja ne smete uporabljati za obešanje varilnega aparata.
Ta varilni aparat je vir toka za varjenje z oblokom, izdelan posebej za varjenje TIG (DC) (AC/DC) s površinskim začetkom HF ali LIFT, in za varjenje MMA z oplaščenimi elektrodami (rutilnimi, kislimi, bazičnimi).
Posebne lastnosti tega varilnega aparata s frekvenčnim menjalnikom, kot so velika hitrost in nalančnost nastavljanja, mu omogočajo izjemno kakovostno varjenje. Regulacijski sistem INVERTER na vhodu napajalne linije (primarna) omogoča konkretno zmanjšanje volumna transformatorja, kar omogoča izdelavo manjših in lažjih varilnih aparatov, ki so veliko bolj praktičeni za uporabo.
2.2 DODATKI, NA VOLJO NA ZAHTEVO (če niso predvideni)
- Komplet za varjenje MMA
- Komplet za varienie TIG.
- Prilagojevalnik za jeklenko Argon.
- Reduktor tlaka.
- Elektrodnega držala TIG.
- Zatemnitvena maska: s fiksnim filtrom in filtrom za uravnavanje.
- Kabel za povratni varilni tok skupaj z masnimi stičniki.
- Ročno dalijsko krmilienie 1 potenciometra.
- Ročno daljinsko krmiljenje 2 potenciometrov.
- Daljinsko krmiljenje s pedalom
- Spojka za plin in čev za plin za priključitev jeklenke z argonom.
- Elektrodno držalo TIG s potenciometrom.
- Voziček AMERICA.
3. TEHNIČNI PODATKI
3.1 PODATKOVNA PLOŠČICA
Vsi osnovni podatki v zvezi z uporabo in predstavitvijo varilnega aparata so povzeti na ploščici z lastnostmi in pomenijo naslednje:
Slika A
1- Sposobnost zaščite pokrova.
2- Shema napajalne linije:
1\~: izmenična enofazna napetost;
3\~: izmenična trifazna napetost.
3- Simbol S : kaže, da se lahko izvaja varjenje v prostoru, kjer je povečana nevarnost električnega šoka (npr. bližina velikih količin kovin).
4- Shema notranje zgradbe varilnega aparata.
5- Shema predvidenega postopka varjenja
6- EVROPSKI predpis, ki se nanaša na varnost in izdelavo naprave za obločno varjenje.
7- Serijska številka za identifikacijo modela naprave (nepogrešljiva za tehnično pomoč, oskrbo z rezervnimi deli in pri iskanju izvora naprave).
8- Predstavitev varilnega električnega kroga:
- U : Maksimalna napetost v prazno
- I ,/U: Tok in napetost, ki se uporabljata pri varjenju.
- X : Ižmenični odnos: kaze čas, v katerem varilni aparat lahko proizvede ustrezni tok (isti stolpec). Izraža se v %, na podlagi cikla, ki traja 10 min (npr. 60% = 6 min dela, 4 minute premora itd.).
Ce so faktorji porabe preseženi, (40° C temperature okolja) pride do termične zaščite (varilni aparat ostane v pripravljenosti, dokler se temperatura ne zniža).
- A/V-A/V : kaže sistem uravnavanja toka pri varjenju (minimum maksimum) v povezavi z napetostjo obloka.
9- Podatki o napajalni liniji:
- U : Izmenična napetost in frekvenca napajanja varilnega aparata (dovoljeni limiti ±10%).
- I 1 max: Maksimalni tok, ki ga prenese linija.
- I 1 max : Dejanski napajalni tok.
10- : Vrednost varovalk z zakasnjenim vklopom, potrebnih za zaščito linije.
11- Simboli, ki se nanašajo na predpise o varnosti, katerih pomen je opisan v poglavju 1 "Splošna varnost pri obločnem varjenju".
Opomba: Na zgoraj opisani ploščici so le zgledi vrednosti simbolov in številk, točni tehnični podatki vašega varilnega aparata so navedeni na ploščici na vaši napravi.
3.2 DRUGI TEHNIČNI PODATKI
- VARILNI APARAT: glej tabelo 1 (TAB.1).
- ELEKTRODNO DRŽALÓ: glej tabelo 2 (TAB.2).
Teža varilnega aparata je navedena v tabeli 1 (tab. 1).
4. OPIS VARILNEGA APARATA
4.1 BLOKOVNE SHEME
Varilni aparat je sestavljen iz modulov, ki so izdelani na tiskanem vezju in optimizirani za dosego najveeje zanesljivosti in èim manjšega vzdrževanja.
Ta varilni aparat krmili mikroprocesor, ki omogoča nastavljanje več parametrov. Z njimi je omogočeno optimalno varjenje v vseh pogojih in na vseh materialih. Vendar je treba dobro poznati njegove delovne lastnosti, da bi ga lahko popolnoma izkoristili.
Opis (SLIKA B)
1- Vhod trifazne napajalne linije, skupina pretvornika in izravnavalnih kondenzatorjev.
2- Preklopnì mostièek na tranzistor (IGBT) in gonilnike; spremeni izravnano enosmerno linijsko napetost v visokofrekvenèno izmenièno napetost in izvede uravnavanje jakosti glede na tok/napetost zahtevanega varjenja.
3- Transformator za visoko napetost: primarno navitje se napaja z napetostjo, pretvorjeno iz bloka 2; ta rabi za prilagajanje napetosti in toka vrednostim, ki so potrebne za oblošno varjenje, in hkrati galvansko izolira tokokrog varjenja od napajalne linije.
4- Sekundarni pretvorni mostièek z induktanènim niveliranjem: pretvori izmenièno napetost/tok, ki jo proizvaja s sekundarnim navitjem v enosmerno napetost/tok z nizkim valovanjem.
5- Preklopnii mostiček na tranzistor (IGBT) in gonilniki; spremeni izhodni tok na sekundarnem izhodu iz enosmernega v izmenični tok za varjenje TIG AC (èe so ti prisotni).
6- Kontrolna elektronika in regulacija; v hipu preveri vrednost varilnega toka in ga primerja z vrednostjo, ki jo nastavi operater; modulira komandne impulze gonilnikov IGBT, ki izvajajo uravnavanje.
7- Krmilna logika za delovanje varilnega aparata: nastavitev varilnih ciklov, krmiljenje aktivatorjev, nadzor varnostnih sistemov.
8- Plošča za izvajanje nastavitev in prikaz parametrov in načinov delovanja.
9- Generator s površinskim začetkom HF (èe so ti prisotni).
10- Električni ventil za zaščitni plin EV (èe so ti prisotni).
11- Ventilator za hlajenje varilnega aparata.
12- Daljinsko uravnavanje.
4.2 NAPRAVE ZA KRMILJENJE, URAVNAVANJE IN POVEZOVANJE
4.2.1 Zadnja plošča (Slika C)
1- Glavno stikalo O/OFF - I/ON.
2- Napajalni kabel (2P + T (enofazni)), (3P + T (trifazni)).
3- Spojka za povežovanje plinske cevi (reduktor tlaka na jeklenki - varilnem aparatu) (ée so ti prisotni).
4- Varovalká (èe só ti prisotni).
5- Priključek za sklop vodnega hlajenja (èe so ti prisotni).
6- Priključek za daljinske krmilnike:
Na varilni aparat je mogoče z ustreznim 14-polnim priključkom na zadnji strani priključiti 3 različne tipe daljinskega krmiljenja. Aparat vsako napravo samodejno prepozna in omogoča prilagajanje naslednjih parametrov:
- Daljinsko krmiljenje z enim potenciometrom:
če zavrtite ročico potenciometra, se spremeni glavni tok z minimalnega na
absolutni maksimum. Uravnavanje glavnega toka je mogoče izvajati le z
daljinskim krmiljenjem.
- Daljinsko krmiljenje s pedalom:
vrednost toka se določi s položajem pedala. V načinu TIG 2 KORAKA bo pritisk na pedal uravnaval začetek delovanja aparata namesto gumba na elektrodnem držalu (če je predvideno).
- Daljinsko krmiljenje z dvema potenciometroma:
prvi potenciometer uravnava glavni tok. Drugi potenciometer uravnava drugi parameter, ki je odvisen od aktiviranega načina varjenja. Če zavrtite ta potenciometer, se prikaže parameter, ki se spreminja (tega ni več mogoče krilitii z ročico na plošči). Pomen drugega potenciometra. ARC FORCE, će je v načinu MMA, in KONČNA RAMPA, će je v načinu TIG.
- Elektrodno držalo TIG s potenciometrom.

Da ne bi prišlo do notranjih poškodb varilnega aparata, mora
uporabnik obvezno uporabiti prilagojevalno 5-polno elektrodno držalo za vsa ELEKTRODNA DRŽALA TIG s potenciometrom za nastavljanje na držalu.
4.2.2 Sprednja plošča (Slika D)
1- Hitri pozitivni priključek (+) za priklop varilne žice.
2- Hitri negativni priključek (-) za priklop varilne žice.
3- Priključek za priključitev kabla za gumb na elektrodnem držalu.
4- Spojka za povezavo plinske cevi elektrodnega držala TIG.
5- Křmílna plošča:
5a. Gumb za nastavitev tipa varjenja (PROCESS).
Omogoča izbiro želenega procesa:
- varjenje z oplaščeno elektrodo (MMA).
- HF varjenje TIG z vzpostavitvijo visokofrekvenčnega obloka (TIG HF).
- varjenje TIG z vzpostavitvijo obloka, sproženega s slikom (TIG LIFT).
- v načinu TIG pomeni varjenje z enosmernim tokom (DC).
- AC马v načinu TIG pomeni varjenje z izmeničnim tokom (AC), če je predvideno.
5b. Gum z nastavitvijo varilnega cikla TIG (MODE).
Omogoča izbiro načina delovanja.
Kratek pritisk:
- varjenje se začne s pritiskom gumba na elektrodnem držalu in konča spustom gumba.
- varjenje se začne s pritiskom in spustom gumba na elektrodnem držalu in se konča šele, ko gumb na elektrodnem držalu še enkrat pritisnete in spustite.
- varjenje se začne s pritiskom in spustom gumba na elektrodnem držalu. Ob vsakem kratkem pritisku/spustu tok preide od nastavljene vrednosti do
vrednosti in nazaj. Varjenje se konča, ko se gumb pritisne in spusti za daljši, vnaprej določen čas.
- SPOT omogoča izvedbo točkanja z nadzorom trajanja časa varjenja na zaslonu (utripajoča ikona).
- [THIN SPOT] omogoča izvedbo kratkotrajneg točkanja (10-100 ms) z nadzorom trajanja časa varjenja na zaslonu (utripajoča ikona).
Podaljšani pritisk (PULSE):
PULSE
- Im omogoča pulziranje toka (sprememba nivoja) s poljubno nastavitvijo značilnih parametrov Im , Im , Im in BAL
- EASY
PULSE
/11 omogoča pulziranje toka s samodejno nastavitvijo z vnaprej nastavljenimi
vrednostmi značilnih parametrov con I1, in BAL glede na nastavljeni tok
12 (te vrednosti je mogoče spremeniti).
5c. Večfunkcijska ročica.
Glede na vnaprejšnje nastavitve z gumbi omogoča izbiro in nastavljanje parametrov s prikazom nastavljene vrednosti na zaslončku.
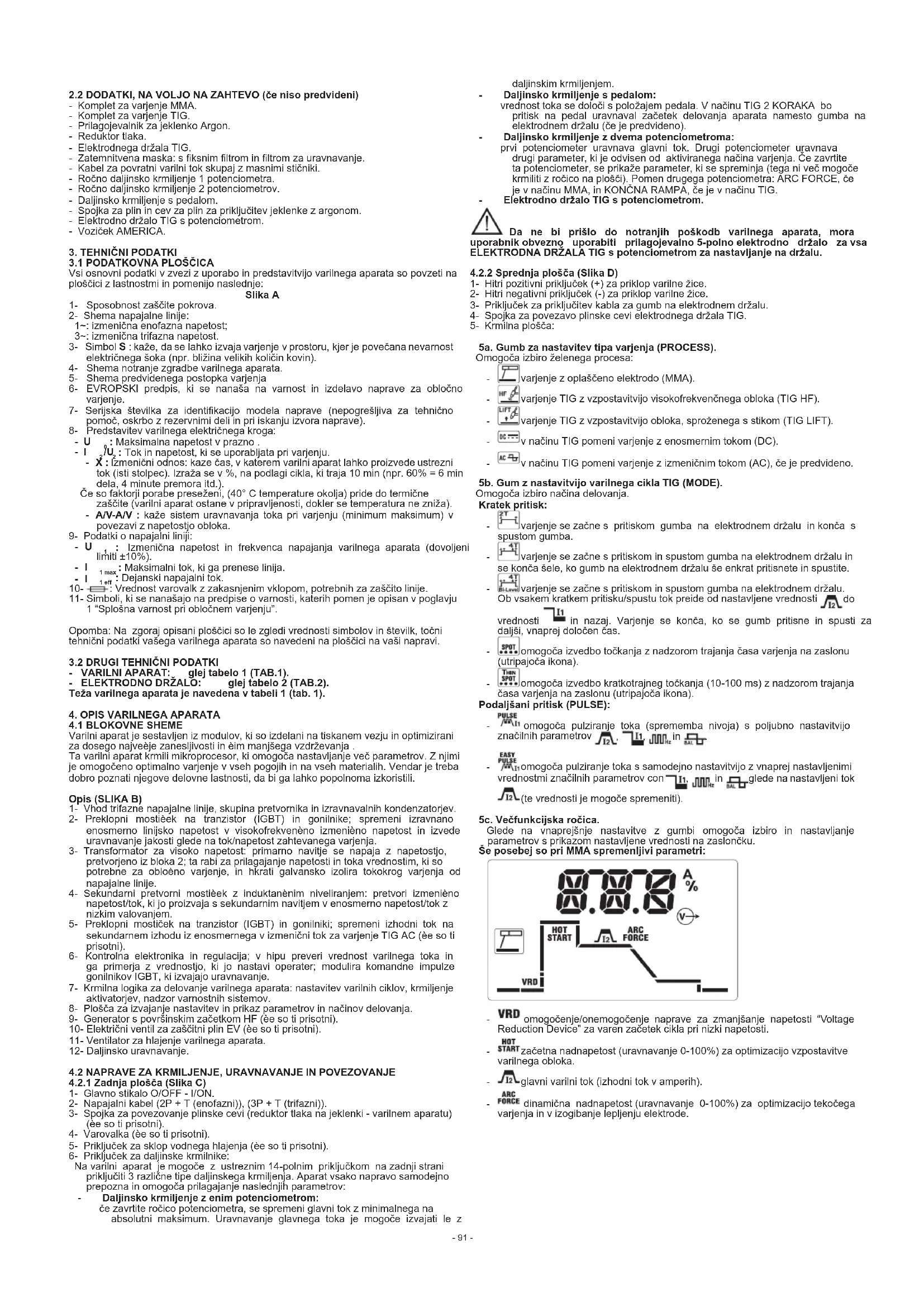
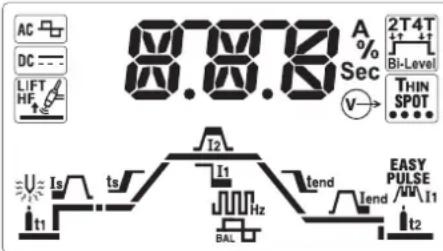
Še posebej so pri MMA spremėnljivi parametri:
- VRD omogočenje/onemogočenje naprave za zmanjšanje napetosti "Voltage Reduction Device" za varen začetek cikla pri nizki napetosti.
- HOT START začetna nadnapetost (uravnavanje 0-100%) za optimizacijo vzpostavitve varilnega obloka.
- 12 glavni varilni tok (izhodni tok v amperih).
- ARC FORCE dinamična nadnapetost (uravnavanje 0-100%) za optimizacijo tekočega varjenja in v izogibanje lepljenju elektrode.
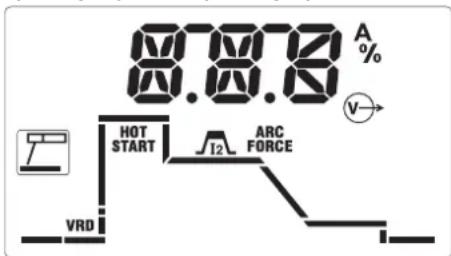
Še posebej so pri TIG spremenljivi parametri:
text_image
87.87.13 A % Sec V→ 2T4T Bi-Level THIN SPOT Is ts I1 tend Iend BAL EASY PULSE I1 t2- čas pred-plina za iztekanje zaščitnega plina pred začetkom varjenja (uravnavanje 0-10 sekund).
- 10 začelni tok, vzdrževan za fiksen čas 2 KORAKA (50 ms) in za čas, enak vzdrževanju pritisnjenega gumba, pri 4 KORAKIH (uravnavanje 0-100%).
- ts čas začetne rampe toka od vrednosti I s do I 2 (uravnavanje 0,1-10 sekund). V načinu OFF rampe ni.
OPOMBA: Parametra J in T, je mogoče spreminjati tudi z daljinskim krmiljenjem s pedalom, uravnavanje pa je treba izvesti pred prožen samega ukaza.
- glavni varilni tok, v načinih PULZNO in Bi-level je tok na najvišjem nivoju (izhodni tok v amperih).
- osnovni varilni tok, v načinih PULZNO in Bi-Level je vrednost, ki jo je mogoče izmenjevali z glavno vrednostjo med varjenjem (uravnavanje v amperih).
- JOOHz frekvenca pulziranja in za modele AC/DC v TIG AC predstavlja frekvenco varilnega toka (uravnavanje v hercih).
- odstotek uravnoteženja v PULZNEM načinu je razmerje med časom, v katerem je tok najvišji, in skupnim časom pulziranja. Za modele AC/DC v TIG AC predstavlja razmerje med časom s pozitivnim tokom in časom z negativnim tokom.
- čas končne rampe toka od vrednosti I_2 do I_and (uravnavanje 0,1-10 sekund). V načinu OFF rampe ni.
- končni tok v 2 KORAKIH je vzdrževani tok po končni rampi, će je čas rampe večji od nič, v 4 KORAKIH pa je vzdrževani tok po končni rampi za ves čas, ko ostane pritisnjen gumb na elektrodnem držalu.
- It2 čas po-plinu je čas iztekanja zaščitnega plina od zaustavitve varjenja (uravnavanje 0-10 sekund).
- energija za predogrevanje, če je predvidena, samo za modele AC/DC v TIG AC uravnava predogrevanje elektrode, ki olajša začetek varjenja (uravnavanje 2,6-53 A* sekund). V načinu OFF rampe ni.
Druge indikatorske ikone, prisotne na zaslončku:
- ALARM obvestilo o signalu/alarmu, navadno povezano s kodo, prikazano na zaslončku, ki pritegne pozornost na morebitno nepravilnost/samodejno zaščito, aktivno na varilnem aparatu.
- termična zaščita, povezana z inkodo na zaslončku, opozorilo, ki se pojavi, će je dosežena omejitev notranjega segrevanja.
- aktivni izhod, ki kaže prisotnost napetosti (moč usposobljena) na izhodnih vtičnicah varilnega aparata.
- daljinsko krmiljenje, kaže povezavo in aktiven nadzor z daljinskim krmiljenjem.
- točkalnik na položaju, v 4 korakih z ^Is , nižjim od prednastavljene vrednosti, ki pomeni nastavitev minimalnega začetnega toka, zaradi katerega je viden varilni oblok, ko je gumb pritisnjen. To omogoča natančno izbiro začetne točke varjenja (če je začetni tok nastavljen prek določene omejilve, se funkcija samodejno onemogoči).
- Default tovarniške nastavitve, ki pomenijo nastavitev vseh parametrov na prednastavljeno vrednost, uporabno za veliko delovno območje. Uporabnik lahko po lastnih željah nastavi glavni tok brez spreminjanja drugih
samodejnih nastavitev.
V katerem koli trenutku je mogoče spet aktivirati ta pogoj, tako da ugasnete in prižgete varilni aparat s pritiskom na gumb večfunkcijske ročice (SLIKA D - 5c).
Sporočila o alarmih, prikazana na alfanumeričnem zaslončku (SLIKA D - 5d):
- AL.1 : poseg termične zaščite glavnega vezja (če je predvidena).
- AL.2 : poseg termične zaščite pomožnega vezja.
- AL.3 : poseg zaščite pred prenapetostjo napajalne linije.
- AL.4 : poseg zaščite pred prenizko napetostjo napajalne linije.
- AL.8 : pomožna napetost zunaj območja.
Ponoven vžig je samodejen, ko je odstranjen vzrok alarma.
5. NAMESTITEV
POZOR! VSE FAZE NAMESTITVE IN PRIKLJUËITVE NAPRAVE N ELEKTRIËNI TOK MORAJO BITI IZVEDENE, KO JE VARILNI APARAT IZKLJUËEN IN IZKLOPLJEN IZ ELEKTRIËNEGA OMREŽJA. ELEKTRIËNO PRIKLJUËITEV SME IZVESTI LE USPOSOBLJENO OSEBJE.
5.1 SESTAVLJANJE (SLIKA P)
Iz ovoja odstranite dele varilnega aparata, pritrdite priložene dele.
5.1.1 Pritrditev izhodnega kabla - klešée (SLIKA E)
5.1.2 Pritrditev varilne žice ter klešėe za nosilec elektrode (SLIKA F)
5.2 UMESTITEV VARILNEGA APARATA
Mesto za postavitev varilnega aparata poišite tako, da na njem ni ovir za prezračevanje in ohlajanje (đe je treba, v prostor namestite ventilator); sočasno se prepričajte, da varilni aparat ne more vsesati prevodnih prahov, korozivnih par, vlage itd. Okoli varilnega aparata naj bo vsaj 250 mm prostega prostora.
⚠️ POZOR! Da bi prepreëlli nevarne premike in morebitno prevraëanje aparata, mora biti ta postavljen na ravno površino s primerno nosilnostjo glede na svojo težo.
5.3 PRIKLJUÈITEV V OMREŽJE
- Preden napravo priključite, se prepričajte, da se vrednosti na ploščici z lastnostmi naprave ujemajo z napetostjo in frekvenco omrežja, ki je na razpolago v prostoru, v katerem je nameščena naprava.
- Varilni aparat se lahko prikljuèi izkljuèno v napajalni sistem, ki ima ozemljeno nièlo.
- Da bi zagotovili zaščito pred neposrednim stikom, uporabite diferencialna stikala tipa:
- Tipa A ( ) za enofazne stroje;
- Tipa B ( ) za trifazne stroje.
- Da bi zadostili normativu EN 61000-3-11 (Flicker (Elektromagnetna združljivost)), vam svetujemo, da varilni aparat na vmesniške točke napajalnega omrežja z manišo impendanco od:
emZmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Varilni aparat ne ustreza zahtevam normativa IEC/EN 61000-3-12. Če ga povežemo v javno napajalno omrežje, je tisti, ki ga namešča ali uporablja, odgovoren za to, da bo preveril, ali ga je mogoče priključiti (če je treba, se posvetujte z dobaviteljem distribucijskega omrežja).
5.3.1 Vtikaè in vtiènica
Napajalni kabel povežite z ustreznim vlikaėem, (2P + P.E) (1\~); (3P + P.E) (3\~) vlikaė naj bo opremljen z varovalkami ali samodejnim stikalom; predviđeni zemeljski terminal mora biti povezan za nemeljski prevodnik (rumeno-zeleno) napajalnega omrežja. Tabela 1 (TAB 1) prikazuje priporoėene vrednosti varovalk (v amperih), izbranih na podlagi največjega nazivnega toka, ki ga porablja varilni aparat, ter na podlagi nazivne napajalne napetosti.
⚠️ POZOR! Ėe zgoraj navedenih predpisov ne upoštevate, varnostni sistem proizvajalca (razred l) ni već uěinkovit, zato lahko pride do težkih poškodb pri éloveku (npr. električní udar) in pri stvareh (npr. požar).
5.4 POVEZAVE VARILNEGA TOKOKROGA
POZOR! PRED ZAÈETKOM SE PREPRIÈAJTE, DA JE NAPRAVA IZKLJUËENA IN IZKLOPLJENA IZ ELEKTRIËNEGA OMREŽJA.
Tabela 1 (TAB. 1) prikazuje priporočene vrednosti za varilne žice (v mm2) na podlagi maksimalnega toka, ki ga varilni aparat lahko proizvede.
5.4.1 Varjenje TIG
Priključitev elektrodnega držala
- Napajalni kabel vstavite v ustrezni hitri stičnik (-). Priključite tripolni priključek (gumb za elektrodno držalo) v ustrezno vtičnico. Priključite plinsko cev za elektrodno držalo v ustrezno spoiko.
Povezava povratni električni kabel - varilni aparat
- Treba ga je povezati z delom, ki ga varimo, ali s kovinsko podlago, na katero je naslonjen, čim bliže delu, ki ga obdelujemo. Ta kabel se poveže s stičnikom s simbolom (+).
Priklop na jeklenko plina (če je v uporabi).
- Privijte reduktor tlaka na ventil plinske jeklenke in reduktor, priložen kot dodatek, će uporablja argon.
- Povežite vhodno cev plina z reduktorjem in privijte obroček.
- Preden odprete jeklenko, popustite kovinski obroček za nastavljanje reduktorja tlaka.
- Odprite jeklenko in nastavite količino plina (l/min) v skladu z orientacijskimi podatki za uporabo, glejte tabelo (TABELA 4); morebitne nastavitve iztekanja plina je mogoče izvesti tudi med varjenjem, tako da obračate okov reduktorja tlaka. Preverite tesnost cevi in spojk.
POZOR! Ventil na plinski jeklenki po končanem delu vedno zaprite.
5.4.2 Varjenje MMA
Skoraj vse oplašene elektrode morajo biti povezane s pozitivnim polom (+) generatoria; na negativni pol (-) se povežejo samo elektrode s kislim oplašem.
Povezava varilna žica - klešėe za nosilec elektrod
Ima na koncu posebno privijalo, ki se uporablja za privijanje odkritega dela elektrode. Ta kabel se poveže s stičnikom s simbolom (+).
Povezava povratni elektrièni kabel - varilni aparat
Treba ga je povezati z delom, ki ga varimo, ali s kovinsko podlago, na katero je naslonjen, èim bliže delu, ki ga obdelujemo.
Ta kabel se poveže s stiènikom s simbolom (-). Priporoèila:
- Za pravilen električen kontakt je treba pravilno priviti priključke varilne žice v hitre vtikače (èe so ti prisotni). V nasprotnem primeru pride do segrevanja priključkov, njihove hitrejše obrabe in izgube učinkovitosti.
- Uporabite najkrajše možne varilne kable.
- Izogibajte se uporabi kovinskih delov, ki niso sestavni del obdelovanega elementa, nameslo izhodnega kabla za tok varilnega aparata; to je lahko nevarno in ne daje želenih rezultatov pri varjenju.
6. VARJENJE: OPIS POSTOPKA
6.1 VARJENJE TIG
Spajanje TIG je varilni postopek, ki izkorišča toploto električnega obloka, sproženega in vzdrževanega med netopljivo elektrodo (tungsten) in obdelovanim delom. Elektrodo iz tungstena drži ustrezno elektrodn o držalo, ki ji prenaša varilni tok ter elektrodo in Avarilno polje varuje pred oksidacijo zaradi atmosferskih plinov s tokom inertnega plina (navadno argona: Ar 99.5%), ki izteka iz keramične šobe (SLIKA G).
Za dober zvar je nujno treba uporabiti pravilen premer elektrode pri pravilnem toku, glejte tabelo (TABELA 3).
Navadno štrli elektroda iz keramične šobe za 2-3 mm, lahko pa tudi do 8 mm za kotne zvare.
Zvar se ustvari zaradi spajanja roba dveh obdelovancev. Za tanjše, primerno pripravljene materiale, (do cca 1 mm) ni treba dodajati spajkalne kovine (SLIKA H). Za debelejše materiale so potrebne paličice z enako sestavo, kot je sestava osnovnega materiala, s primernim premerom in primerno pripravo robov obdelovancev (SLIKA I). Za boljše varjenje je bolje, da obdelovane kose dobro očistite, da na njih ni oksidiranih delov, oljnih madežev, masti, topil itd.
6.1.1 Površinski začetek HF In LIFT
Površinski začetek HF:
Električni oblok se začne brez stika med elektrodo iz tungstena in obdelovancem, z iskro, ki jo ustvari visokofrekvenčna naprava.
Tak način začetka ne vključuje ne zajemanja tungstena iz varilnega kraterja, ne obrabe elektrode. Omogoča preprost začetek v vseh varilnih položajih.
Postopek:
Pritisnite gumb na elektrodnem držalu in konico elektrode približajte obdelovancu (2-3 mm). Počakajte vžig obloka, ki se zgodi zaradi impulzov HF. Ko je oblok vžgan, ustvarite varilni krater na obdelovancu in nadalujte po stiku.
Če pride do težav z vključitvijo obloka, kljub temu da zagotovo doteka plin in vidite iskrice HF, ne vztrajajte predolgo pri stiku elektrode s HF. Preverite njeno površinsko celovitost in pravilno obliko konice. Po potrebi konico spet zaoblite. Na koncu cikla se tok izniči z nastavljeno spustno rampo.
Površinski začetek LIFT:
Vžig električnega obloka se zgodi tako, da oddaljite elektrodo iz tungstena od obdelovanca. Tak način vžiga povzroča manj motenj zaradi sevanja elektrike ter zmanjša vključevanje tungstena in obrabo elektrode.
Postopek
Z rahlim pritiskom prislonite konico elektrode na obdelovanec. Do konca pritisnite gumb elektrodnega držala in dvignite elektrodo za 2-3 mm z nekaj trenutki zamika, tako da se ustvari oblok. Varilni aparat na začetku oddaja tok I _1 , po nekaj trenutkih pa začne oddajati nastavljeni varilni tok. Na koncu cikla se tok izniči z nastavljeno spustno rampo.
6.1.2 VARJENJE TIG DC (enosmerni tok)
Varjenje TIG DC je primerno za vsa malo- in visokolegirana ogljikova jekla in za težke kovine, kot so baker, nikelj, titan, in njihove zlitine.
Za varjenje TIG DC s polno elektrodo (-) se navadno uporabljajo elektrode z 2% torija (rdeče obarvani pas) ali elektrode z 2% cerija (sivo obarvani trak).
Elektrodo iz tungstena je treba osno ošiliti na brusu, glej sliko L., pri čemer morate paziti, da je konica popolnoma okrogla, da ne bi prišlo do odklona obloka. Zelo pomembno je, da brušenje izvedete vzdolž elektrode. Ta postopek je treba periodično ponavljati, zaradi delovanja in obrabe elektrode, ali ko jo nenamenoma kontaminirate, oksidirate ali uporabile nepravilno.
6.1.3 Varjenje TIG AC (če je predvideno)
Ta tip varjenja omogoča varjenje kovin, kot sta aluminij in magnezij, ki na svoji površini ustvarita neke vrste zaščitni in izolirni oksidacijski plašć. Če se polariteta varilnega toka obrne, je mogoče “prebiti” zgornjo oksidirano plast s postopkom, ki ga imenujemo “ionsko brušenje”. Napetost je na tungstenski elektrodi izmenjaje pozitivna (PN) in negativna (NN). V času PN se oksidirana plast odstrani s površine (“čiščenje” ali “dekapiranje”) in omogoči ustvaritev kraterja. V času NN pride do maksimalnega termičnega dodajanja kosu, kar omogoči varjenje. Možnost spreminjanja parametra za uravnovešanje pri varjenju z izmeničnim tokom omogoča skrajševanje časa PN na minimum, kar pomeni hitrejše varjenje.
Večje vrednosti uravnovešanja omogočajo hitrejše varjenje, večjo prodornost, bolj strnjen oblok, ožji varilni krater in manjše segrevanje elektrode. Manjše vrednosti omogočajo večjo čistost kosa. Če uporabite prenizko vrednost uravnovešanja, to pomeni širjenje obloka in neoksidiranega dela, pregrevanje elektrode in posledično oblikovanje zaokroženega konca elektrode, tako pa tudi vedno težjo sprožitev in vodenje obloka. Če uporabite previsoko vrednost uravnovešanja, bo posledica "umazan" varilni krater s temnimi madeži.
V tabeli (TAB. 4) so povzeti učinki spreminjanja varilnih parametrov z izmeničnim tokom.
Poleg tega veljajo tudi vsa navodila za postopek varjenja.
V tabeli (TAB. 3) so navedeni okvirni podalki za varjenje aluminija; najprimernejša elektroda je elektroda iz čistega tungstena (zeleno obarvani pas).
6.1.4 Postopek
- Nastavite varilni tok za želeno vrednost z ročico; med varjenjem ga uravnajte na dejansko potrebno termično dodajanje.
- Pritisnite gumb elektrodnega držala in preverite pravilen pretok plina iz držala; če je to potrebno, nastavite čas pre-gas in post-gas; ta dva časa je treba nastaviti glede na delovne pogoje, še posebej pa mora biti zamik plina post-gas tak, da na koncu varjenja omogoči ohlajanje elektrode in varilnega kraterja, ne da bi stopila v stik z zrakom (oksidacija in kontaminacija).
Način TIG s sekvenco v 2 korakih:
- Ko pritisnete gumb elektrodnega držala (P.T.) do konca, se sproži oblok s tokom I. Nato se tok poveča glede na funkcijo ZAČETNA RAMPA do vrednosti varilnega toka.
- Da bi prekinili varjenje, spustite gumb na elektrodnem držalu in počakajte, da se tok postopoma iztroši (če je vključena funkcija KONČNA RAMPA) ali da se oblok takoj izključi zaradi časa po iztekanju plina.
Način TIG s sekvenco v 4 korakih:
- Prvi pritisk na gumb sproži oblok s tokom I s . Ko spustite gumb, se tok poveča glede na funkcijo ZAČETNA RAMPA do vrednosti varilnega toka; ta vrednost se obdrži, tudi ko gumb spustite. Ko spet pritisnete gumb, se tok manjša v skladu s funkcijo KONČNA RAMPA do I end . Ta se obdrži, dokler ne spustite gumba, ki zaključi varilni cikel in vključi čas post-gas (po plinu). Če pa spustite gumb med funkcijo KONČNA RAMPA, se varilni cikel sklene takoj in začne se čas post-gas.
Način TIG s sekvenco v 4 korakih in BI-LEVEL:
- Prvi pritisk na gumb sproži oblok s tokom I. Ko spustite gumb, se tok poveča glede na funkcijo ZAČETNA RAMPA do vrednostvi varilnega toka; ta vrednost se obdrži, tudi ko gumb spustite. Pri vsakem naslednjem pritisku na gumb (čas med pritiskom in spustom mora biti zelo kratek) se tok spreminja med nastavljeno vrednostjo v parametru BI-LEVEL I, in vrednostjo glavnega toka I.
- Če držite gumb dlje, se bo tok zmanjsal v skladu s funkcijo KONČNA RAMPA do I. Ta se obdrži, dokler ne spustite gumba, ki zaključi varilni cikel in vključi čas postgas (po plinu). Če pa spustite gumb med funkcijo KONČNA RAMPA, se varilni cikel sklene takoj in začne se čas post-gas (slika M).
- Varjenje se izvaja s pritiskom gumba na elektrodnem držalu, dokler ni dosežen vnaprej določen čas (čas za spot - točkovno varjenje).
6.2 VARJENJE MMA
- Obvezno je treba upoštevati navedbe proizvajalca elektrod, kar zadeva pravilno polariteto in optimalni varilni tok (navadno so take navedbe na embalaži elektrod).
- Varilni tok je treba uravnavati glede na premer uporabljene elektrode in vrste varjenja, ki ga želimo opraviti; Informativno navajamo jakosti toka:
| ∅ Elektroda (mm) | Varilni tok (A) | |
| Min. Max. | ||
| 1.6 25 50 | ||
| 2 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 160 | ||
| 4 120 | 200 | |
| 5 150 | 280 | |
| 6 200 | 350 | |
- Upoštevajte, da bo pri enakem premeru elektrode mošnejši tok uporabljen za varjenje na ravnem, šibkejši pa za varjenje v vertikali ali nad glavo.
- Mehanske značilnosti zavarjenega spoja določajo jakost toka, dolžina obloka, hitrost postavitve in izvedbe ter premer in kakovost elektrode (elektrode je treba hraniti v suhem prostoru v originalni embalaži).
- Lastnosti varjenja so odvisne tudi od vredností ARC-FORCE (dinamično prilagajanje) stroja. Ta parameter je mogoče nastaviti na plošči, ali pa z daljinskim krmilnikom z dvema potenciometroma.
- Bodite pozorni na dejstvo, da visoke vrednosti ARC-FORCE omogočajo večji prodor in omogočajo varjenje v skoraj kateremkoli položaju, navadno z bazičnimi elektrodami, nizke vrednosti ARC-FORCE omogočajo mehkejši oblok, iz katerega ne brizga, kar se navadno dogaja pri rutlinih elektrodah.
Varilni aparat je poleg tega opremljen tudi z napravama HOT START (hitri začetek) in ANTI STICK (brez lepljenja), ki omogočata preprostejši začetek varjenja in preprečujeta lepljenje elektrode na obdelovanec.
6.2.1 Postopek
- Za pravilno sprožitev obloka je treba vleči konico elektrode po delu, ki ga želimo variti, kot bi hoteli prižgati vžigalico; pri tem držimo pred obrazom ZAŠEITNO MASKO. to je najbolj pravilen način za vzpostavitev obloka. POZOR: NE TOLCITE z elektrodo po delu: oplašenje se lahko poškoduje in oteži sprožitev obloka.
- Takoj, ko se oblok sproži, je treba ves èas držati enako razdaljo do dela, ki ga obdelujemo, ta razdalja se ujema s premerom elektrode, ki jo uporabljamo; zapomnite si, da mora biti elektroda pod kotom 20-30 stopinj v smeri obdelovanja.
- Na koncu varjenja zasukajte elektrodo rahlo nazaj glede na smer obdelave, nad krater, da ga zapolnite, ter jo s hitrim gibom odmaknite s spoja, tako da bo oblok ugasnil (VIDEZ ZVARA - SLIKA N).
7. VZDRŽEVANJE
⚠️ POZOR! PREDEN IZVAJATE VZDRŽEVALNA DELA, SE MORATE PREPRIĆATI, DA JE VARILNA NAPRAVA IZKLOPLJENA IN IZKLJUČENA IZ ELEKTRIČNEGA OMREŽJA.
7.1 VZDRŽEVANJE
NAPRAVO LAHKO VZDRŽUJE OPERATER.
7.1.1 VZDRŽEVANJE ELEKTRODNEGA DRŽALA
- Elektrodnega držala in kabla, na katerega je priključen, ne odlagajte na vroče kose; to bi povzročilo raztapljanje izolacijskega materiala in okvaro držala.
- Periodièno preverjajte tesnjenje cevi in spojev, po katerih doteka plin.
- Skrbno sestavite klešèe za zategnitev elektrode, vreteno za nosilec klešè s premerom izbrane elektrode, da bi se izognili pregrevanju, slabemu pretoku plina in zato slabemu delovanju.
- Pred vsako uporabo preverite obrabljenost in pravilno vstavitev končnih delov elektrodnega držala: šoba, elektroda, klešėe za zategnitev elektrode, razprševalnik plina.
7.2 POSEBNO VZDRŽEVANJE
POSTOPKE POSEBNEGA VZDRŽEVANJA SME IZVAJATI IZKLJUČNO STROKOVNO IZVEDENO ALI KVALIFICIRANO OSEBJE NA ELEKTRIČARSKO-MEHANSKEM PODROČJU V SKLADU S TEHNIČNIM NORMATIVOM IEC/EN 60974-4.
POZOR! PREDEN ODSTRANITE STRANICE Z VARILNE NAPRAVE IN DOSTOPATE DO NJENE NOTRANJOSTI, SE PREPRIĆAJTE, DA JE IZKLOPLJENA IN IZKLJUČENA IZ ELEKTRIČNEGA OMREŽJA. Preverjanja, izvedena v notranjosti varilne naprave pod napetostjo, lahko povzročijo hud električni udar zaradi neposrednega stika z deli pod napetostjo ali poškodbe zaradi stika z mehanskimi, gibljivimi deli naprave.
- Redno in pogosto glede na uporabo in prašnost okolja pregledujte notranjost varilnega stroja in odstranite prah, ki se je naložil na elektronske kartice, z zelo mehko krtačo ali ustreznimi topili.
- Preverite tudi, ali so električne povezave pravilno pritrjene, ter morebitne poškodbe na izolaciji kablov.
- Ob koncu spet sestavite dele varilnega aparata ter preverite, ali so vijaki dobro priviti.
- Z odprtim varilnim aparatom je strogo prepovedano izvajati kakršnokoli varjenje. - Ko izvedete vzdrževanje ali popravilo, vse priključke in kable vrnite na njihova mesta. Pazite, da se ne bodo stikali z gibljivimi deli ali deli, ki se močno segrejejo. Vse vode ovijte, kot so bili oviti prej, in pazite, da se primarni visokonapetostni priključki ne bodo stikali s sekundarnimi nizkonapetostnimi priključki. Uporabite originalne podložke in vijake za zapiranje ohišja.
8. ISKANJE OKVAR
ČE DELOVANJE NI OPTIMALNO, PREDEN SE OBRNETE NA POOBLAŠENEGA SERVISERJA ALI SE LOTITE BOLJ PODROBNIH UGOTAVLJANJ, PREVERITE:
- Ali je električni varilni tok, ki se uravnava s potenciometrom in se nanaša na skalo v amperih, primeren premeru in vrsti elektrode, ki jo uporabljamo;
- Ali je prižgana lučka na generalnem stikalu, ko je ta v položaju "ON"; će ta ni prižgana, je navadno napaka na napajalnem omrežju (kabli, vtičnica in/ali vtikač, varovalke itd.);
- Ali je prižgana rumena lučka, ki označuje pregrevanje pri preveliki ali prenizki napetosti oziroma kratek stik;
- Ali ste upoštevali razmerje nominalne itermitence; v primeru vklopa termostatske zaščite počakajte, da se naprava ohladi, preverite delovanje ventilatorja;
- Napetost linije: v kolikor je ta previsoka ali prenizka se naprava zablokira;
- Da ni prišlo do kratkega stika na izhodu varilnega aparata: v tem primeru odstranite nevšečnost;
- Ali so povezave omrežja varilnega aparata pravilne, posebej preverite, da so masne klešče res priključene na del brez posrednih izolacijskih materialov (npr. barve);
- ali je uporabljeni zaščitni plin pravilen (argon 99.5%) ter v pravilnih količinah.
str.str.
- OPĆA SIGURNOST ZA LUČNO VARENJE ....95
- UVOD I OPĆI OPIS ....95
2.1 UVOD....95
2.2 DODACI NA ZAHTJEV (ukoliko nisu predvideni)....96
- TEHNIČKI PODACI 96
3.1 PLOČICA SA PODACIMA 96
3.2 OSTALI TEHNIČKI PODACI 96
- OPIS STROJA ZA VARENJE 96
4.1 NACRT BLOKOVA 96
4.2 UREĐAJI ZA UPRAVLJANJE, REGULACIJU I SPAJANJE....96
4.2.1 Stražnja ploča (FIG. C)....96
4.2.2 Prednja ploča FIG. D....96
- POSTAVLJANJE STROJA ....97
6- Spojnik za daljinsko upravljanje:
Moguće je spojiti na stroj za varenje, putem prikladnog spojnika sa 14 polova na stražnjem dijelu, 3 različite komande za daljinsko upravljanje. Svaki uređaj se automatski prepoznaje i omogućava regulaciju slijedećih parametara:
- Daljinsko upravljanje sa potenciometrom:
rotirajući ručicu potenciometra mijenja se glavna struja sa minimalne na maksimalnu vrijednost. Regulacija glavne struje moguća je samo sa daljinskim upravljaniem.
- Daljínska komanda na pedalu:
Proizvajalec zagotavlja pravilno delovanje strojev in se zavezuje, da bo brezplačno zamenjal dele, ki se bodo obrabili zaradi slabe kakovosti materiala in zaradi napak pri proizvodnji v roku 12 mesecev od dneva nakupa označenega ne tem certifikatu. Izjema so le aparati, ki so del potrošnih dobrin v skladu z evropsko direktivo 1999/44/EC, le će so bili prodani v državi članici EU. Garancijsko potrdilo je veljavno le, će je priložen veljaven račun. Napake, ki izhajajo iz nepravilne uporabe, posegov ali malomarnosti, garancija ne pokriva. Poleg tega proizvajalec zavrača odgovornost za vse posredne in neposredne poškodbe. Ne delujoč aparat mora pooblašćen servis popraviti v roku 45 dni, v nasprotnem primeru se kupcu izroči nov aparat. Proizvajalec zagotavlja dobavo rezervnih delov še 5 let od nakupa izdelka. Na podlagi zakona o spremembah in dopolnitvah Zakona o varstvu potrošnikov (ZVPot-E) (Ur.I.RS št. 78/2011) podjetje Telwin s.p.a., kot organizator servisne mreže izrecno izjavlja: da velja garancija za izdelek na teritorialnem območju države v kateri je izdelek prodan končnim potrošnikom; opozjaria potrošnike, da garancija in uveljavljanje zahtevkov iz naslova garancije ne izključuje pravic potrošnika, ki izhajajo iz naslova odgovomosti prodajalca za napake na blagu. ORGANIZATOR SERVISNE SLUŽBE ZA SLOVENIJO: Itelnika d.o.o., Vanganelska cesta 26a, 6000 Koper, tel: 05/625-02-08.




