
Infinity 225 954556 - Mașină de sudură Telwin - Manual de utilizare gratuit
Găsiți gratuit manualul dispozitivului Infinity 225 954556 Telwin în format PDF.
| Tip de produs | Stație de sudură invertor TIG/MMA |
| Marcă | Telwin |
| Model | Infinity 225 954556 |
| Procedee de sudură | TIG DC/AC (HF/LIFT), MMA |
| Curent de sudură TIG | 5 - 225 A |
| Curent de sudură MMA | 10 - 225 A |
| Alimentare | 230 V monofazat (sau 400 V trifazat în funcție de versiune) |
| Frecvență | 50/60 Hz |
| Clasă de protecție | IP21S (estimare) |
| Greutate | Aproximativ 12 kg (estimare) |
| Dimensiuni (L x l x H) | Necunoscute |
| Funcții TIG | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, pulsat, Easy Pulse, rampe inițială/finală, pre/post-gaz, balanță CA, frecvență |
| Funcții MMA | Hot Start, Arc Force, Anti Stick, VRD |
| Accesorii furnizate | Cabluri de sudură și de retur, clemă port-electrod, torță TIG (în funcție de versiune) |
| Accesorii opționale | Comandă la distanță (1 sau 2 potențiometre, pedală), torță TIG cu potențiometru, kit MMA, kit TIG, cărucior America, adaptor butelie argon, reductor de presiune |
| Siguranță | Protecție termică, supratensiune/subtensiune, VRD, alarme AL.1-AL.8 |
| Răcire | Ventilator intern |
| Întreținere curentă | Curățare praf cu aer comprimat, verificare torță și conexiuni, control etanșeitate gaz |
| Reparabilitate | Piese de schimb disponibile prin SAV Telwin, reparație de personal calificat |
| Norme | EN 60974-9, CEI/EN 61000-3-11, CEI/EN 61000-3-12 |
Întrebări frecvente - Infinity 225 954556 Telwin
Întrebările utilizatorilor despre Infinity 225 954556 Telwin
0 întrebare despre acest aparat. Răspundeți la cele pe care le cunoașteți sau puneți-vă propria.
Pune o întrebare nouă despre acest aparat
Descărcați instrucțiunile pentru Mașină de sudură în format PDF gratuit! Găsiți manualul dvs. Infinity 225 954556 - Telwin și luați din nou în mână dispozitivul dvs. electronic. Pe această pagină sunt publicate toate documentele necesare pentru utilizarea dispozitivului dvs. Infinity 225 954556 mărcii Telwin.
MANUAL DE UTILIZARE Infinity 225 954556 Telwin
(RO) Aparate de sudură cu invertor pentru sudura TIG (DC) (AC/DC) HF/LIFT, MMA destinate uzului profesional.
2.2 ACCESORII LA CERERE (dacă nu sunt prevăzute)....56
- DATE TEHNICE ....56
3.1 PLACĂ INDICATOARE 56
3.2 ALTE DATE TEHNICE: 56
- DESCRIEREA APARATULUI DE SUDURĂ ....56
4.1 SCHEMA BLOC 56
4.2 DISPOZITIVE DE CONTROL, REGLARE ŞI CONECTARE....56
5.1.1 Asamblarea cablului de masă - cleşte (FIG. E)....57
5.1.2 Asamblarea cablului de sudură - clește portelectrod (FIG. F)....57
5.2 POZITIONAREA APARATULUI DE SUDURĂ ....57
5.3 CONECTAREA LA RETEAUA DE ALIMENTARE ....57
5.3.1 Ştecăr și priză 57
5.4 CONECTĂRILE CIRCUITULUI DE SUDURĂ ....57
5.4.1 Sudura TIG....57
5.4.2 Sudarea MMA 57
- SUDAREA: DESCRIEREA PROCEDEULUI ....58
6.1 SUDURA TIG....58
6.1.1 Aprindere HF și LIFT 58
6.1.2 Sudura TIG CC....58
6.1.3 Sudura TIG AC (dacă este prevăzută)....58
6.1.4 Procedeu....58
6.2 SUDAREA MMA 58
6.2.1 Procedeu ....58
- ÎNTRETINERE ....58
7.1 ÎNTRETINERE OBIŞNUITÄ: 58
7.1.1 ÎNTRETINEREA PISTOLETULUI DE SUDURĂ ....58
7.2 ÎNTRETINEREA SPECIALĂ....58
- DEPISTAREA DEFECTELOR ....59
APARATE DE SUDURĂ CU INVERTOR PENTRU SUDURA TIG ȘI MMA DESTINA
UZULUI INDUSTRIAL ŞI PROFESIONAL.
Observație: În textul care urmează se va utiliza termenul „aparat de sudură”.
- MĂSURI GENERALE DE SIGURANTĂ ÎN CAZUL SUDURII CU ARC
Operatorul trebuie să fie destul de instruit pentru folosirea în sigur
aparatului și informat asupra riscurilor care pot proveni din sudura asupra masurilor de protecție corespunzatoare și asupra masurilor de urgenț (Consultați de asemenea, norma. EN 60974-9: Echipament pentru sudare cu (Consultați, de assemenea, norma „EN 00574-9: Lempament pentru sudare cu arc. Partea 9: Instalare și utilizare”).

- Evitați contactul direct cu circuitul de sudură; tensiunea în gol transmisă de generator poate fi periculoasă în anumite cazuri.
- Conectarea cablurilor de sudură, operațiile de control precum și reparațiile trebuie efectuate cu aparatul de sudură oprit și deconectat de la rețeaua de alimentare.
- Opriți aparatul de sudură și deconectați-l de la rețeaua de alimentare înainte de a înlocui componentele pistoletului de sudură predispuse la uzură.
- Realizați instalația electrică corespunzător normelor și legilor în vi referitor la prevenirea accidentelor de muncă
- Aparatul de sudură trebuie să fie conectat numai la un sistem de alimentare cu conductor de nul legat la pământ.
- Asigurați-vă că priza de alimentare este corect conectată la pământarea de protectie.
- Nu folositi aparatul de sudură în medii cu umiditate, igrasie sau sub ploaie.
- Nu folosiți cabluri cu izolare deteriorată sau cu conectoare slăbite.

- Nu sudați containere, recipiente sau tubulaturi care conțin sau care conținut produse inflamabile lichide sau gazoase.
- Evitați operarea aparatului pe materiale curățate cu solventi clorurați sau în vecinătatea substanțelor de acest gen.
- Nu sudati pe recipiente sub presiune.
- Indepârtați de zona de lucru toate substanțele inflamabile (de exemplu lemn, hârtie, cârpe, etc.).
- Asigurați-vă că există un schimb de aer adecvat sau alte mijloace capabile să elimine gazele de sudură din vecinătatea arcului; este necesară o abordare sistematică pentru a evalua limitele de expunere la gazele de sudură în funcție de compozitția lor, concentrația și durata expunerii respective.
- Păstrați butelia departe de surse de căldură, inclusiv iradiația solară (daca se utilizează).



- Efectuați o izolare electrică adecvată față de pistolet, plesa în lucru și față de alte părți metalice legate la pământ, situate în apropiere (accesibile). Acest lucru se obține în mod normal prin protejarea cu mănuși, încălțăminte, maști și îmbrăcăminte adecvate acestui scop și prin utilizarea de platforme sau de covoare izolante.
- Protejati-vă întotdeauna ochii cu filtre conforme cu UNI EN 169 sau cu UNI EN 379 montate pe măști sau pe căști conforme cu UNI EN 175. Folosiți îmbrăcăminte ignifugă de protecție adecvată (conformă cu UNI EN 11611) și mănuși de sudură (conforme cu UNI EN 12477) și evitați expunerea epidermei la razele ultraviolete și infrarosii produse de arc; protecția trebuie să fie extinsă și la alte persoane din aproplerea arculul prin inter ecranelor de protecție sau a perdelelor nereflectorizante.
- Zgomot: Dacă, din cauza operațiilor de sudură deosebit de intensive constată un nivel de expunere personală zilnică (LEPd) egală sau mai mare de 85 db(A), este obligatorie folosirea unor echipamente adecvate de protecție individuală (Tab. 1).







- Trecerea curentului de sudură provoacă apariția unor câmpuri electromagnetice (EMF) localizate în jurul circuitului de sudură.
Câmpurile electromagnetice pot avea interferente cu unele aparate medicale
(ex. Pace-maker, respiratoare, proteze metalice etc.).
Trebuie luate măsuri de protectie adecvate față de persoanele purtătoare ale acestor aparate. De exemplu, trebuie interzis accesul în zona de folosire a aparatului de sudură.
Acest aparat de sudură corespunde standardelor tehnice de produs pentru folosirea exclusivă în medii industriale în scop profesional. Nu este asigurată
careşpondența cu limitele de bază referitoare la expunerea umană la câmpurile electromagnetice în mediul casnic.
Operatorul trebuie să folosească următoarele proceduri pentru a reduce expunerea la câmpurile electromagnetice:
- Sā fixeze împreunā, cât mai aproape posibil, cele douā cabluri de sudurā.
- Să mențină capul și trunchiul corpului cât mai departe posibil de circuitul de sudură.
- Să nu înfășoare niciodată cablurile de sudură în jurul corpului.
- Să nu sudeze cu corpul în mijlocul circuitului de sudură. Să țină ambel cabluri de aceeași parte a corpului.
- Să conecteze cabiul de întoarcere al curentului de sudură la piesa de sudat, cât mai aproape posibil de îmbinarea ce se execută.
- Să nu sudeze aproape, așezați sau sprijiniți de aparatul de sudură (distanța minimă: 50cm).
re Să nu lase obiecte feromagnetice în apropierea circuitului de sudură.
- Distanța minimă d= 20cm (Fig. O).

- Aparat de clasă A:
Acest aparat de sudură corespunde cerințelor standardului tehnic de produs pentru folosirea exclusivă în medii industriale și în scop profesional. Nu este asigurată corespondența cu compatibilitatea electromagnetică în clădirile de locuințe și în care conectate direct la o rețea de alimentare de joasă tensiune care alimentează clădirile pentru uzul casnic.

MĂSURI DE PRECAUȚIE SUPLIMENTARE
OPERATIILE DE SUDARE:
- în medii cu risc ridicat de electrocutare
- în spații îngrădite
- în prezența materialelor inflamabile sau explozive
TREBUIE să fie evaluate preventiv de către un “responsabil expert” și să fie efectuate întotdeauna în prezența altor persoane calificate pentru intervenții în caz de urgență.
TREBUIE să fie adoptate mijloacele tehnice de protecție descrise la 7.10; A.8; A.10. din norma „EN 60974-9: Echipament pentru sudare cu arc. Partea 9: Instalare și utilizare”.
- TREBUIE să fie interzisă sudura cu operatorul situat la înălțime față de sol, în afară de cazul în care se folosesc platforme de siguranță.
- TENSIUNE INTRE PORTELECTRÓZI SAU PISTOLETE DE SUDURĂ: dacă se lucrează cu mai multe aparate de sudură la o singură piesă sau la mai multe piese conectate electric se poate crea o sumă periculoasă de tensiuni în gol între doi porteletrozi sau pistolete de sudură diferite, atingând o valoare care poate fi dublul limitei admlse.
Este necesar ca un coordonator experimentat să efectueze măsurarea cu instrumente corespunzătoare pentru a determina dacă există un risc și să poată lua măsuri de protecție adecvate după cum se arată la punctul 7.9 din norma „EN 60974-9: Echipament pentru sudare cu arc. Partea 9: Instalare și utilizare”.

ALTE RISCURI
RĂSTURNARE: poziționați aparatul de sudură pe o suprafață orizontală corespunzătoare greutății acestuia; în caz contrar (de ex. podele înclinate, nenetede, etc.) există pericolul răsturnării aparatului.
- FOLOSIRE IMPROPRIE: utilizarea aparatului de sudură în scopuri diferite față de cel pentru care a fost destinat (de ex. decongelarea tubulaturilor din rețeaua hidrică) este periculoasă.
- Se interzice folosirea mânerului ca mijloc de susținere a aparatului de sudură.
2. INTRODUCERE ŞI DESCRIERE GENERALĂ 2.1 INTRODUCERE
Acest aparat de sudură este o sursă de curent pentru sudura cu arc electric, realizată în mod special pentru sudura TIG (CC) (CA/CC) cu aprindere HF sau LIFT și pentru sudura MMA cu electrozi înveliți (rutilici, acizi, bazici).
Caracteristicile specifice ale acestui aparat de sudură (INVERTER), precum viteza considerabilă și precizia reglării, permit calitatea excelentă a operației de sudură. Reglarea prin intermediul sistemului cu „inverter” la priza de alimentare (primar) permite în plus o reducere drastică de volum al transformatorului și a reactanței de nivelare, adică reducerea volumului și greutății aparatului de sudură, facilitând astfel manevrarea și transportul acestuia.
2.2 ACCESORII LA CERERE (dacă nu sunt prevăzute)
- Set sudură MMA.
- Set sudurā TIG
- Adaptor butelie cu Argon.
- Reductor de presiune.
- Pistolet de sudură TIG
- Mască auto-obscurantă: cu filtru fix sau reglabil.
- Cablu de masă pentru curent de sudură dotat cu clemă de masă.
- Comandă de la distanță manuală 1 potențiometru.
- Comandă de la distanță manuală 2 potențiomentri.
- Comandă de la distanță cu pedală.
- Racord de gaz și tub de gaz pentru conectarea la butelia cu Argon.
- Pistolet TIG cu potențiometru.
- Cărucior AMERICA.
3. DATE TEHNICE
3.1 PLACĂ INDICATOARE
Principalele date referitoare la utilizarea și randamentul aparatului de sudură sunt mentionate pe placa indicatoare a acestuia cu următoarele semnificații:
Fig. A
1- Gradul de protectie a carcasei.
2- Simbolul prizei de alimentare:
1\~: tensiune alternativă monofazică;
3\~: tensiune alternativă trifazică.
3- Simbolul S : indică faptul că se pot efectua operații de sudare într-un mediu cu risc de electrocutare ridicat (de ex. foarte aproape de mase metalice considerabile).
4- Simbolul procedeului de sudură prevăzut.
5- Simbolul structurii interne a aparatului de sudură.
6- Normă EUROPEANĂ de referință pentru siguranța și constructția aparatelor de sudură cu arc electric.
7- Număr de înregistrare pentru identificarea aparatului de sudură (indispensabil pentru asistența tehnică, solicitarea pieselor de schimb, identificarea originii produsului).
8- Randamentul circuitului de sudură:
- U : tensiune maximă în gol.
- I 2 /U 2 : Curent și tensiune corespunzătoare conform normelor care pot fi transmise de aparatul de sudură în timpul sudurii.
- X : Raportul de intermitentă: indică perioada în care aparatul de sudură poate produce curentul corespunzător (aceeași coloană). Se exprimă în % pe baza unui ciclu de 10 minute (de exemplu 60% = 6 minute de funcționare, 4 minute de staționare, ș.a.m.d.).
In cazul în care se vor depăși parametrii de utilizare (raportați la temperatura mediului ambiant de 40°C), intervine protecția termică a aparatului (aparatul rămâne în stand-by până când temperatura acestuia revine la valorile admise). - A/V - A/V : indică gama de reglare a curentului de sudură (minim - maxim) la tensiunea de arc corespunzătoare.
9- Date caracteristice ale prizei de alimentare:
- U : Tensiunea alternativă și frecvența de alimentare a aparatului de sudură (limitele admise ±10%):
- I 1 max : Curent maxim absorbit din priză.
- I : Curentul efectiv de alimentare.
10- : Valoarea siguranțelor cu temporizare prevăzute pentru protectie.
11- Simboluri care se referă la normele de siguranță a căror semnificatie este indicată în capitolul 1 „Măsuri de siguranță generale pentru sudura cu arc electric".
Observație: Exemplul de placă indicatoare prezentat este orientativ în ceea ce privește semnificația simbolurilor și a cifrelor, valorile exacte ale datelor tehnice ale aparatului de sudură achiziționat trebuie să fie indicate direct pe placa indicatoare a aparatului respectiv.
3.2 ALTE DATE TEHNICE:
- APARAT DE SUDURĂ: a se vedea tabelul 1 (TAB. 1).
- PISTOLET DE SUDURĂ: a se vedea tabelul 2 (TAB. 2).
Greutatea aparatului de sudură este indicată în tabelul 1 (TAB. 1).
4. DESCRIEREA APARATULUI DE SUDURĂ
4.1 SCHEMA BLOC
Aparatul de sudură este alcăluit din module de putere realizate pe circuit imprimat, menite să optimizeze siguranța funcționării cu un minim de întreținere.
Acest aparat de sudură este controlat de un microprocesor care permite setarea unui număr radical de parametri pentru a permite o sudură optimă în orice condiții și pe orice material. Totuși, pentru a profita din plin de caracteristicile sale, este necesară cunoașterea capacităților sale operative.
Semnificatia (FIG. B)
1- Intrare linie de alimentare trifazată, grup redresor si condensatori de nivelare.
2- Punte de comutare cu tranzistori (IGBT) și tiristori; comută tensiunea redresată în tensiune alternativă de înaltă frecvență și reglează puterea în funcție de curentul / tensiunea de sudură necesare.
3- Transformator de înaltă frecvență: bobinajul primar este alimentat cu tensiunea convertită de la blocul 2; acesta are funcția de a adapta tensiunea și curentul la valorile necesare operației de sudură cu arc electric și, în același timp, de a izola galvanic circuitul de sudură de rețeaua de alimentare.
4- Punte redresoare secundară cu inductanță de filtrare: comută tensiunea / curentul alternativ furnizat/-ă de bobinajul secundar în curent /tensiune continuu /-ă cu ondulatie foarte redusă.
5- Punte de comutare cu tranzistori (IGBT) și driveri; trasformă curentul de ieșire la circuitul secundar de la curentul continuu (CC) la curentul alternativ (CA) pentru sudura TIG CA (dacă sunt prezente).
6- Panou electronic de control și reglare; verifică instantaneu valoarea curentului de sudură comparând-o cu cea setată de către operator; modulează impulsurile de comandă a driverilor corespunzători punții de comutare IGBT care efectuează reglarea.
7- Logică de control a funcționalității aparatului de sudură: setează ciclurile de sudură, comandă sistemele de acționare, supervisează sistemele de siguranță.
8- Panou de setare și vizualizare a parametrilor și a modurilor de funcționare.
9- Generator aprindere HF (dacă sunt prezente).
10- Supapă electrică pentru gaz cu protectie EV (dacă sunt prezente).
11- Ventilator pentru răcirea aparatului de sudură
12- Reglare de la distanță.
4.2 DISPOZITIVE DE CONTROL, REGLARE SI CONECTARE
4.2.1 Panoul posterior (FIG. C)
1- Intrerupator general O/OFF - I/ON.
2- Cablu de alimentare (2P + T (Monofazat)), (3P + T (Trifazat)).
3- Racord pentru conectarea tevii de gaz (reductor presiune butelie – aparat de sudură) (dacă sunt prezente).
4- Siguranță fuzibilă (dacă sunt prezente).
5— Conector pentru grup răcire apă (dacă sunt prezente).
6- Conector pentru comenzi la distanță:
La aparatul de sudură se pot aplica, prin intermediul conectorului special cu 14 poli aflat în partea din spate, 3 tipuri diferite de comenzi la distanță. Fiecare dispozitiv este recunoscut automat și permite reglarea următorilor parametri:
- Comandă la distanță cu un potențiometru:
prin rotirea butonului potențiometrului, se modifică curentul principal de la minim la maxim. Reglarea curentului principal poate fi efectuată numai cu comanda la distanță.
- Comandă la distanță cu pedală:
valoarea curentului este determinată de poziția pedalei. De asemenea, în modul TIG 2T, apăsarea pedalei acționează ca o comandă de start pentru aparat în locul butonului pistoletului (dacă este prevăzut). - Comandă la distanță cu două potențiometre:
primul potențiometru reglează curentul principal. Al doilea potențiometru reglează un alt parametru care depinde de modul de sudură activ. Prin rotirea acestui potențiometru este afișat parametrul care se modifică (care nu mai poate fi controlat cu butonul panoului). Semnificația celui de-al doilea potențiometru este: ARC FORCE dacă este în modul MMA și RAMPĂ FINALĂ dacă este în modul TIG.
- Pistolet TIG cu potentiometru.

În scopul de a evita defectiunile din interiorul aparatului de sudură, este obligatoriu ca utilizatorul să folosească adaptorul pistolet 5 poli pentru orice PISTOLET TIG cu potențiemetru de reglare la bord.
1- Priză rapidă pozitivă (+) pentru a conecta cablul de sudură.
2- Priză rapidă negativă (-) pentru conectarea cablului de sudură.
3- Conector pentru conectare cablu buton pistolet.
4- Racord pentru conectarea tevii de gaz a pistoletului TIG.
5- Panou de comenzi:
5a. Buton reglare tip sudură (PROCESS).
Permite selectarea procesului dorit:
- sudură cu electrod învelit (MMA).
- HF sudură TIG cu amorsarea arcului la înaltă frecvență (TIG HF).
- LIFT sudură TIG cu amorsarea arcului pornind în contact (TIG LIFT).
- DC = in modalitatea TIG indică sudura în curent continuu (DC).
- AC 40 in modalitatea TIG indică sudura în curent alternativ prevăzut.
5b. Buton reglare ciclu pentru sudura TIG (MODE).
Permite selectarea modului de functionare.
Apāsare scurtā:
-
- 2T sudura începe prin apăsarea butonului pistoletului și se termină când se eliberează butonul pistoletului.
- sudura începe prin apăsarea și eliberarea butonului pistoletului și se termină numai când se apasă și se eliberează butonul pistoletului a doua oară.
-
- sudura începe prin apăsarea și eliberarea butonului pistoletului. La fiecare apăsare/eliberare scurtă curentul trece de la valoarea reglată la valoarea
I1 si invers. Sudura se termină atunci când butonul este apăsat și apoi eliberat pentru un timp lung prestabilit.
- sudura începe prin apăsarea și eliberarea butonului pistoletului. La fiecare apăsare/eliberare scurtă curentul trece de la valoarea reglată la valoarea
- SPOT permite executarea punctărilor cu controlul timpului duratei sudurii pe display (pictograma clipește).
- PERCENT PERMITE EXECUTAREA UNOR PUNCTARI SCURTE (10-100msec) cu controlul timpului duratei sudurii pe display (pictograma clipește).
Apăsare prelungită (PULSE):
- PULSE / ^1 I1 permite pulsarea curentului (schimbare de nivel) cu reglarea dorită a parametrilor caracteristici I2, I1, 1Hz si BALL
- A11 permite pulsarea curentului cu reglarea automată a valorilor predefinite ale parametrilor caracteristici 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. 60. 61. 62. 63. 64. 65. 66. 67. 68. 69. 70. 71. 72. 73. 74. 75. 76. 77. 78. 79. 80. 81. 82. 83. 84. 85. 86. 87. 88. 89. 90. 91. 92. 93. 94. 95. 96. 97. 98. 99. 100. (aceste valori pot fi oricum modificale).
5c. Buton multifunctional.
În funcție de reglările prevăzute cu butoanele permite selectarea și reglarea parametrilor afișând valoarea reglată pe display.
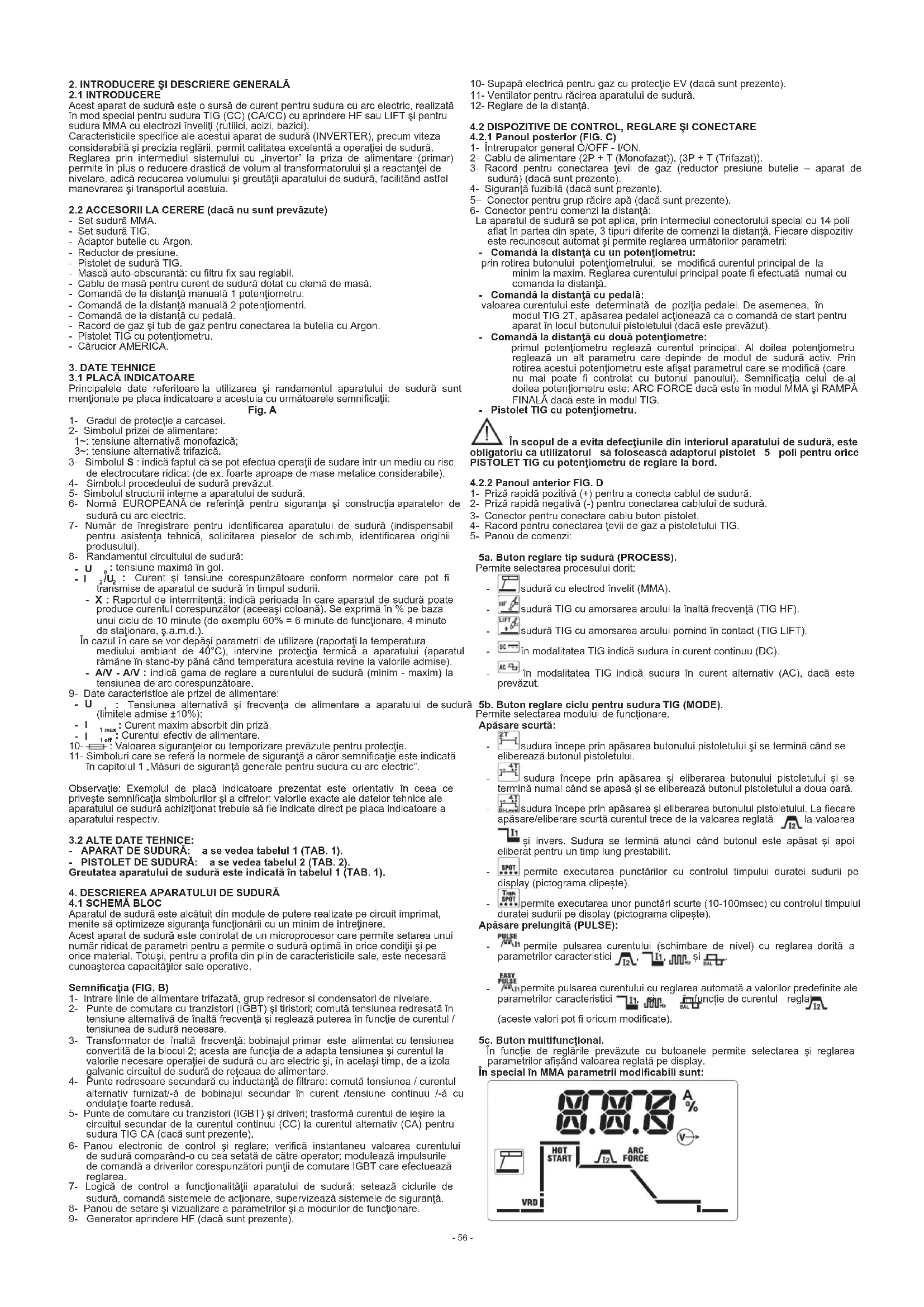
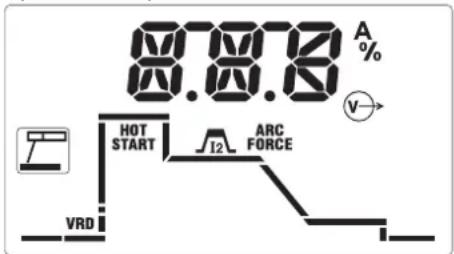
În special în MMA parametrii modificabili sunt:
text_image
87.878 A % V→ HOT START 12 ARC FORCE VRDVRD
- activarea/dezactivarea dispozitivului "Voltage Reduction Device" pentru pornirea în condiții de siguranță cu joasă tensiune.
HOT - START supracurent inițial (reglare 0-100%) pentru optimizarea amorsării arcului de sudură.
- I2
ABC - FORCE supracurent dinamic (reglare 0-100%) pentru optimizarea fluidității sudurii și evitarea lipirii electrodului.
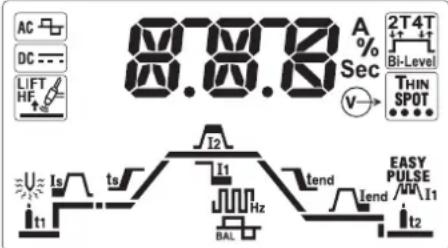
În special în TIG parametrii modificabili sunt:
text_image
87.8.78 A % Sec 2T4T Bi-Level THIN SPOT I2 I1 Hz BAL tend EASY PULSE I1 t2- timp pre-gaz de eflux al gazului de protecție înainte de pornirea sudurii (reglare 0-10 secunde).
- Is current initial mentinut pentru un timp fix în 2T (50msec) și pentru un timp egal cu mentinerea butonului apăsat, în 4T (reglare 0-100%).
- ts timp de rampă inițială a curentului de la valoarea I s la I 2 (reglare 0.1-10 secunde). În OFF rampa nu este prezentă.
N.B.: parametrii I, și T, pot fi modificați și cu comanda la distanță cu pedală, dar reglarea trebuie să fie efectuată înainte de a activa comanda. - I2 current principal de sudură în mod PULSAT și Bi-Level este curentul la nivel mai înalt (current de ieșire în Ampere).
- I1 current de bază, în mod PULSAT și Bi-Level este valoarea care poate fi alternată cu cea principală în timpul sudurii (reglare în Ampere).
- frecventa de pulsare și pentru modelele AC/DC în TIG AC reprezintă frecventa curentului de sudură (reglare în Hertz).
- SALT procent echilibrare, în mod PULSAT este raportul dintre timpul în care curentul este la nivel mai înalt și perioada totală de pulsare, pentru modelele AC/DC în TIG AC reprezintă raportul dintre timpul cu curent pozitiv și timpul cu curent negativ.
- end timp de rampă finală a curentului de la valoarea I 2 la I _end (reglare 0.1-10 secunde). În OFF rampa nu este prezentă.
- current final, în 2T este curentul menținut după rampa finală dacă timpul de rampă este mai mare decât zero, în 4T este curentul menținut după rampa finală pentru tot timpul în care butonul pistoletului rămâne apăsat.
- It2 timp post-gaz de eflux al gazului de protecție înainte de oprirea sudurii (reglare 0-10 secunde).
- energia de preîncălzire, dacă este prevăzută, doar pentru modelele AC/DC în TIG AC regleză preîncălzirea electrodului pentru a ușura pornirea (reglare 2.6-53 A*Sec). În OFF preîncălzirea nu este prezentă.
Alte pictograme indicative prezente pe display:
- ALARM aviz de semnalizare/alarmă, în general combinat cu codul indicat pe display, atrage atenția asupra posibilei anomalii/protecții automate active în aparatul de sudură.
- protectie termică, combinat cu ALAŞM cod pe display, aviz de condiție atingere a limitelor de încălzire internă.
- v ieşire activă, indică prezența tensiunii (putere activată) în prizele de ieşire ale aparatului de sudură.
- comandă la distanță, indică conexiunea și controlul activ al comenzii la distanță.
- cursor de poziție, în 4T cu inferior față de o valoare predefinită indică setarea unui curent inițial minim care face vizibil arcul de sudură cu butonul apâsat. Acest lucru vă permite să alegeți cu precizie punctul de pornire al sudurii (dacă curentul inițial este setat peste o anumită limită, funcția se dezactivează automat).
- Default parametri din fabrică, indică setarea tuturor parametrilor la o valoare predefinită utilă pentru o amplă operativitate. Utilizatorul poate regla după cum dorește curentul principal fără a modifica celelalte setări automate.
Această condiție poate fi reactivată în orice moment stingând și pornind aparatul de sudură cu tasta butonului multifunctional (FIG. D - 5c) apăsată.
Mesaje de alarmă indicative pe displayul alfanumeric (FIG. D- 5d):
- AL.1 :intervenția protectiei termice a circuitului primar (dacă este prevăzut).
- AL.2 : interventia protectiei termice a circuitului secundar.
- AL.3 : interventia protectiei în caz de supratensiune a liniei de alimentare.
- AL.4 : interventia protectiei în caz de subtensiune a liniei de alimentare.
AL.8 : tensiune auxiliară în afara intervalului.
Restabilirea este automată la încetarea cauzei alarmei.
5. INSTALARE

ATENTIE! EFFECTUATI TOATE OPERATIILE DE INSTALARE SI CONECTARE À APARATULUI DE SUDURĂ NUMAÏ CÂND ACESTA ESTE OPRIT ŞI DECONECTAT DE LA REȚEAUA DE ALIMENTARE.
LEGÄTURILE ELECTRICE ALE APARATULUI TREBUIE SÄ FIE EFECTUATE NUMAI DE CÂTRE PERSONAL EXPERT SAU CALIFICAT.
5.1 PREGÄTIRE (FIG. P)
Înlăturați aparatul de sudură din ambalajul său original și montați piesele aferente prezente în ambalaj.
5.1.1 Asamblarea cablului de masă - cleşte (FIG. E)
5.1.2 Asamblarea cablului de sudură - cleşte portelectrod (FIG. F)
5.2 POZITIONAREA APARATULUI DE SUDURĂ
Stabiliti locul de instalare al aparatului de sudură astfel încât să nu existe vreun obstacol în fața deschizăturii pentru intrarea și ieșirea aerului de răcire (circulare forțată prin intermediul ventilatorului dacă există); în același timp asigurați-vă că nu se aspiră praf, aburi corosivi, umiditale, etc.
Lăsați un spațiu liber de cel puțin 250 mm în jurul aparatului de sudură.

ATENTIEI Pozitionați aparatul de sudură pe o suprafață plană corespunzatoare pentru a suporta greutatea acestuia și pentru a preveni răsturnarea sau deplasările periculoase ale aparatului.
5.3 CONECTAREA LA RETEAUA DE ALIMENTARE
- Înainte de efectuarea oricărei legături electrice, controlați ca tensiunea și frecvența de rețea disponibile în locul de instalare să corespundă cu placa indicatoare a aparatului de sudură.
- Aparatul de sudură trebuie să fie conectat numai la un sistem de alimentare cu conductor de nul legat la pământ.
- Pentru a garanta protecția față de contactul indirect folositți întrerupătoare diferențiale de tipul:
- Tipul A ( ) pentru maşini monofază;
- Tipul B ( ) pentru maşini trifază.
- Pentru a fi în conformitate cu cerințele normei EN 61000-3-11 (Flicker), se recomandă conectarea aparatului de sudură la punctele de interfață ale rețelei de alimentare care prezintă o impedanță mai mică de:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
Aparatul de sudură nu corespunde cerințelor normei IEC/EN 61000-3-12.
Dacă acesta este conectat la o rețea de alimentare publică, instalatorul sau utilizatorul trebuie să verifice dacă aparatul de sudură poate fi conectat (dacă este necesar, consultați societatea de distribuție).
5.3.1 Ştecăr și priză
Conețați la cablul de alimentare un ștecăr conform normelor (2P + P.E) (1\~); (3P + P.E) (3\~) și corespunzător curentului indicat și asigurăți o priză de rețea dotată cu siguranțe sau întrerupător automat; clema de împământare corespunzătoare trebuie să fie legată la firul de împământare (galben-verde) al cablului de alimentare. Tabelul
(TAB. 1) indică valorile recomandate în amperi pentru siguranțele cu temporizare, alese în baza curentului nominal maxim transmis de aparatul de sudură și în baza tensiunii nominale de alimentare.

ATENTIE! Nerespectarea regulilor mai sus menționate poate duce la nefunctionarea sistemului de siguranța prevazut de fabricant (clas riscuri grave pentru persoane (de ex. electrocutare) sau pentru obiecte (de ex. incendiu).
5.4 CONECTĂRILE CIRCUITULUI DE SUDURĂ

ATENTIEI ÎNAINTE DE EFECTUAREA CONECTĂRILOR DE MAI JOS, ASIGURAȚI-VA CĂ APARATUL DE SUDURĂ ESTE OPRIT ȘI DECONECTAT DE LA RETEAUA DE ALIMENTARE.
Tabelul (TAB. 1) indică valorile recomandate pentru cablurile de sudură (în mm²) în baza curentului maxim transmis de aparatul de sudură.
5.4.1 Sudura TIG
Conectarea pistoletului de sudură
- introduceți cablul de alimentare cu curent în clema rapidă corespunzătoare (-). Conectați conectorul cu 3 poli (buton pistolet de sudură) la priza corespunzătoare. Conectați tubul de gaz al pistoletului de sudură la racordul corespunzător.
Conectarea cablului de masă al curentului de sudare
- Se conectează la piesa de sudat sau la bancul metallic pe care este sprijinit, cât mai aproape posibil de jonctiunea de sudat.
Acest cablu se conectează la clema cu simbolul (+).
Conectarea la butella cu gaz (daca se utilizează).
- Strângeți reductorul de presiune de la ventilul buteliei cu gaz intercalând reductorul de presiune corespunzător furnizat ca accesoriu, atunci când se folosește gaz Argon.
- Conectați tubul de intrare al gazului la reductor și strângeți inelul din dotare.
- Slăbiți piulița de reglare a reductorului de presiune înainte de a deschide ventilul buteliei.
- Deschideți butelia și reglați cantitatea de gaz (l/min) în funcție de datele orientative de folosire, după cum este indicat în tabel (TAB. 4); eventualele reglări de flux ale gazului pot fi efectuate în timpul sudurii prin acționarea piuliței reductorului de presiune. Verificați etanșeitatea tuburilor și a racordurilor.
ATENTIE! Închideti întotdeauna supapa buteliei cu gaz la terminarea lucrului.
5.4.2 Sudarea MMA
Majoritatea electrozilor înveliți se conectează la polul pozitiv (+) al generatorului; electrozii care conțin un înveliș cu caracter acid se conectează numai la polul negativ (-).
Conectare cablu de sudură - cleşte portelectrod
Cablul este dotat la capăt cu o clemă specială care servește la apucarea părții neacoperite a electrodului.
Acest cablu se conectează la clema cu simbolul (+)
Conectarea cablului de masă al curentului de sudare
Se conectează la piesa de sudat sau la bancul metallic pe care este sprijinit, cât mai aproape posibil de jonctiunea de sudat.
Acest cablu se conectează la clema cu simbolul (-).
Recomandāri:
- Rotiți la maxim conectorii cablurilor de sudură în prizele rapide (dacă sunt prezente), pentru a garanta un contact electric perfect; în caz contrar se poate produce o supraîncălzire a conectorilor respectivi rezultând în deteriorarea rapidă a acestora și pierderea eficacității lor.
- Folosiți cele mai scurte cabluri de sudură posibile.
- Evitați folosirea structurilor metalice care nu fac parte din piesa în lucru în locul
cablului de masă al curentului de sudare; acest lucru poate fi periculos pentru măsurile de siguranță și poate avea rezultate nesatisfăcătoare pentru sudură.
6. SUDAREA: DESCRIEREA PROCEDEULUI
6.1 SUDURA TIG
Sudura TIG este un procedeu de sudură care folosește cădura produsă de arcul electric care este aprins și menținut între un electrod nefuzibil (de Tungsten) și piesa de sudat. Electrodul de Tungsten este susținut de un pistolet de sudură corespunzător în măsură să transmită curentul de sudare și să protejeze electrodul și baia de sudare de oxidarea atmosferică prin intermediul unui flux de gaz inert (de obicei Argon: Ar 99.5%) care se scurge prin ajutajul ceramic. (FIG. G).
Este indispensabil ca pentru o bună sudură, să se folosească diametrul exact de electrod cu tipul de curent corespunzător, precum este prezentat în tabel (TAB. 3). Protuberanța normală a electrodului din ajutaj ceramic este de 2-3 mm și poate atinge 8 mm pentru sudările în unghi.
Sudură se efectuează prin fuziunea celor două margini ale joncțiunii. Pentru grosimi subțiri preparate în acest scop (de până la 1 mm circa) nu este necesară folosirea materialului de adaos (FIG. H).
Pentru grosimi mai mari, este necesară folosirea de bare din aceeași compozitie cu materialul de bază și cu un diametru corespunzător, și o pregătire adecvală a marginilor de sudat (FIG. I). Pentru o mai bună reușită a sudurii este necesar ca piesele de sudat să fie foarte bine curățate, fără urme de oxizi, uleiuri, grăsimi, solventi, etc.
6.1.1 Aprindere HF și LIFT
Aprindere HF:
Aprinderea arcului electric are loc fără un contact între electrodul de Tungsten și piesa de sudat, ci printr-o scânteie generată de un dispozitiv de înaltă frecvență.
Această modalitate de aprindere nu implică nici angajarea electrodului de Tungsten în baia de sudură, nici uzura electrodului și permite o pornire ușoară în toate pozițiile de sudură.
Procedeu:
Apăsați pe butonul pistoletului de sudură, apropiind vârful electrodului de piesa de sudat (2-3 mm); așteptați aprinderea arcului prin impulsurile HF, și, cu arcul aprins, formați baia de sudare pe piesă, continuând apoi pe lungimea joncțiunii.
In cazul în care apar dificultăți la aprinderea arcului, chiar dacă se constată prezența gazului și sunt vizibile descărcările HF, nu insistați prea mult să supuneți electrodul la acțiunea impulsurilor HF, ci verificați integritatea de la suprafață și conformația vârfului, eventual reascuțindu-l la polizor. La terminarea ciclului de sudură, curentul se stinge prin setarea rampei de reducere a curentului.
Aprindere LIFT:
Aprinderea arcului electric are loc prin îndepărtarea electrodului de Tungsten de piesa de sudat. Această modalitate de aprindere provoacă mai puține dereglări electroiradiante și reduce la minimum angajarea electrodului de Tungsten, și deci uzura acestuia.
Procedeu:
Situati vârful electrodului pe piesă, apăsând ușor. Apăsați complet butonul pistoletului de sudură și ridicăți electrodul la 2-3 mm cu câteva secunde de întârziere, obținând astfel aprinderea arcului. Aparatul de sudură degajă inițial un curent I ^1 ; după câteva secunde se va transmite curentul de sudură setat. La terminarea ciclului de sudură, curentul se stinge prin setarea rampei de reducere a curentului.
6.1.2 Sudura TIG CC
Sudura TIG CC este prevăzută pentru toate tipurile de oțel carbon slab aliate și înalt aliate și pentru metalele grele, cupru, nichel, titan și aliajele acestora.
Pentru sudura în TIG CC cu electrodul la polul (-) se folosește de obicei electrodul cu 2% Toriu (bandă colorată roșie) sau electrodul cu 2% Ceriu (bandă colorată gri). Este necesar să se ascută axial vârful electrodului de Tungsten la polizor, așa cum este prezentat în FIG. L, având grijă ca vârful să fie perfect concentric pentru a evita devieri ale arcului în timpul sudurii. Este necesară efectuarea ascuțirii electrodului în sensul lungimii acestuia. Această operație se va repeta periodic în funcție de folosirea și uzura electrodului, sau când acesta a fost contaminat sau oxidat în mod accidental, sau folosit în mod incorect.
6.1.3 Sudura TIG AC (dacă este prevăzută)
Acest tip de sudură permite sudura pe metale precum aluminiu și magneziu care formează pe suprafețele lor un strat de oxid protector și izolant. Inversând polaritatea curentului de sudură este posibilă „ruperea” stratului superficial de oxid printrun mecanism denumit „sablare ionică”. Tensiunea este alternativ pozitivă (EP) și negativă (EN) pe electrodul de Tungsten. În timpul timpului EP oxidul este înlăturat de pe suprafață (“curătare” sau „decapare”) permitând formarea băli. În timpul timpului EN se înregistrează un aport termic maxim asupra piesei, ceea ce permite sudura. Posibilitatea varierii parametrului balance în CA permite reducerea timpului curentului EP la minim, permitând o sudură mai rapidă.
Valorile superioare de balance permit o sudură mai rapidă, o penetrare mai bună, un arc de sudură mai concentrat, o baie de sudură mai restrânsă și o încălzire mai limitată a electrodului. Valorile inferioare permit o curățare mai bună a piesei. Folosirea unei valori prea scăzute de balance provoacă o lărgire a arcului și a părții dezoxidate, o supraîncălzire a electrodului cu consecința formării unei sfere pe vârf și deteriorarea ușurinței de aprindere și direcționării arcului. Folosirea unei valori excesive de balance provoacă o baie de sudură „murdară” cu incluziuni întunecate.
Tabelul (TAB. 4) rezumă efectele de variație a parametrilor în sudura CA.
În plus sunt valabile instructiunile referitoare la procedeul de sudură.
In tabelul (TAB. 3) sunt prezentate datele orientative pentru sudura pe aluminiu; tipul de electrod mai potrivit este electrodul de Tungsten pur (fășie de culoare verde).
6.1.4 Procedeu
- Reglați curentul de sudură la valoarea dorită cu ajutorul manetei; adaptați-l, eventual, în timpul sudurii la aportul termic necesar real.
- Apăsați butonul' pistoletului, verificând fluxul corect de gaz de la pistolet; reglați, dacă trebuie, timpul de pre-gaz și de post-gaz; acești timpi trebuie să fie reglați în funcție de condițiile operative, îndeosebi întarzierea post-gaz trebuie să fie de așa natură încât să permită, la sfârșitul sudurii, răcirea electrodului și a băii fără a intra în contact cu atmosfera (oxidări și contaminări).
Mod TIG cu secventa 2T:
- Apăsând până la capăt butonul pistoletului (P.T.) amorsează arcul cu un curent I. În continuare, curentul crește potrivit funcției RAMPĂ INITIALĂ până la valoarea ^5 curentului de sudură.
- Pentru a întrerupe sudura, eliberați butonul pistoletului, determinând anularea treptată a curentlului (dacă este cuplată funcția RAMPA FINALĂ) sau stingerea imediată a arcului cu post-gazul următor.
Mod TIG cu secventa 4T:
- La prima apăsare a butonului se amorsează arcul cu un curent I. La eliberarea butonului, curentul crește potrivit funcției RAMPA INITIALĂ până la valoarea curentului de sudură; aceasta valoare se menține și după eliberarea butonului. Când se apasă din nou butonul, curentul scade potrivit funcției RAMPA FINALĂ până la I. Acesta din urma se menține până la eliberarea butonului care termina ciclul de sudură, începând perioada de post gaz. În schimb, dacă în timpul funcției RAMPA FINALĂ" se eliberează butonul, ciclul de sudură se termină imediat și începe perioada de post-gaz.
Mod TIG cu secventa 4T și BI-LEVEL:
- La prima apăsare a butonului se amorsează arcul cu un curent I. La eliberarea butonului, curentul crește potrivit funcției RAMPA INITIALĂ până la valoarea curentului de sudură; aceasta valoare se menține și după eliberarea butonului. La fiecare apăsare următoare a butonului (timpul dintre apăsare și eliberare trebuie să fie de scurtă durată), curentul va varia între valoarea setată în parametrul BI-LEVEL I, și valoarea curentului principal I.
- Când îneței apăsat butonul timp îndelungat, curentul scade potrivit funcției RAMPA FINALĂ până la I. Acesta din urma se menține până la eliberarea butonului care termina ciclul de sădură, începând perioada de post gaz. În schimb, dacă în timpul funcției RAMPA FINALĂ se eliberează butonul, ciclul de sudură se termină imediat și începe perioada de post-gaz (FIG. M).
Modul TIG SPOT și TIG THIN SPOT:
- Sudura se face ținând apăsat butonul pistoletului până la atingerea timpului prestabilit (timp de spot).
6.2 SUDAREA MMA
- Este necesară respectarea indicatiilor producătorului de pe ambalajul electrozilor utilizatii indicând polaritatea corectă a electrozilor precum și curentul optim de sudare (de obicei aceste indicatiii sunt prezente pe ambalajul electrozilor). - Curentul de sudare se regleză în funcție de diametrul electrodului utilizat și de tipul de sudură care se dorește să se efectueze; în scop informativ, curentul utilizat pentru diferitele tipuri de diametru de electrozi este:
| ∅ Electrod (mm) | Curentul de sudare (A) | |
| Min. Max. | ||
| 1.6 25 50 | ||
| 2 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 160 | ||
| 4 120 200 | ||
| 5 150 280 | ||
| 6 200 350 | ||
- De reținut este faptul că pentru electrozi de același diametru se vor utiliza valori de curent ridicate pentru suduri pe orizontală, în timp ce pentru suduri pe verticală sau deasupra capului se vor utiliza valori de curent mai scăzute.
- Caracteristicile mecanice ale jonctiunii sudate sunt determinate pe lângă intensitatea curentului ales și de alti parametri de sudare precum lungimea arcului, viteza și pozitia în timpul executării, diametrul și calitatea electrozilor (pentru o conservare corectă a electrozilor feriți-i de sursele de umiditate prin intermediul ambalajelor sau recipientelor corespunzătoare).
- Caracteristicile sudurii depind și de valoarea ARC-FORCE (comportament dinamic) a aparatului de sudură. Acest parametru este reglabil de la panou, sau este reglabil prin comanda de la distanță cu 2 potențiometri.
- Retiței că valorile ridicate de ARC-FORCE oferă o mai bună penetrare și permit sudura în orice poziție, tipic pentru electrozii bazici, pe când valorile joase de ARC-FORCE permit un arc mai moale și fără scântei, tipic pentru electrozii rutilici. Aparatul de sudură este în plus dotat cu dispozitive HOT START și ANTI STICK care garantează porniri ușoare și evitarea lipirii electrodului de piesă.
6.2.1 Procedeu
- Cu masca ÎN FAȚA OCHILOR, frecați vârful electrodului de piesa de sudat, efectuând o mișcare similară a aprinderii unui chibrit; aceasta este metoda cea mai corectă pentru declanșarea arcului.
ATENȚIE: NU LOVIȚI electrodul de piesă; se riscă dăunarea învelișului electrodului îngreunând declanșarea arcului.
- Imediat ce s-a declanşat arcul, încercați să mențineți o oarecare distanță față de piesă egală cu diametrul electrodului utilizat și mențineți această distanță destul de constant posibil în timpul sudurii; amintiți-vă că înclinația electrodului în direcția de avansare trebuie să fie de aproximativ 20-30 grade.
- La sfârşitul cordonului de sudură, orientați extremitatea electrodului înapoi față de direcția de avansare, deasupra craterului format pentru a-l uple și ridicată electrodul imediat de la baia de sudare pentru stingerea arcului (ASPECTE ALE CORDONULUI DE SUDURĂ - FIG. N).
7. ÎNTRETINERE
ATENTIE! ÎNAINTE DE EFECTUAREA OPERATIILOR DE ÎNTRETINERE, ASIGURATI-VÀ CÁ APARATUL DE SUDURÃ ESTE OPRIT ŞI DECONECTAT DE LA RETEAUA DE ALIMENTARE.
7.1 ÎNTRETINERE OBIŞNUITĂ:
OPERATIILE DE ÎNTRETINERE OBIŞNUITĂ POT FI EFECTUATE DE CĂTRE OPERATOR.
7.1.1 ÎNTRETINEREA PISTOLETULUI DE SUDURĂ
- Evitați să sprijiniți pistoletul de sudură și cablul acestuia pe piese metalice calde; acest lucru poate cauza fuziunea materialelor izolante și scoaterea din funcțiune a bobinei.
- Verificați periodic etanșeitatea tubulaturii și racordurile de gaz.
- Cuplați corespunzător cleștele de strângere a electrodului, mandrina de prindere a cleștelui, cu diametrul electrodului ales pentru a evita supraîncălzirea, difuzarea necorespunzătoare a gazului și respectiva nefunctionare a sudurii.
- Verificați înainte de fiecare utilizare statul de uzură și montarea corectă a extremităților pistoletului de sudură: ajutaj, electrod, cleștele de strângere a electrodului, difuzorul de gaz.
7.2 ÎNTRETINEREA SPECIALĂ
OPERATIUNILE DE INTRETINERE SPECIALA TREBUIE SÁ FIE EFFECTUATE NUMAI DE PERSONAL CALIFICAT SAU EXPERIMENTAT IN DOMENIUL ELECTRIC SI MECANIC, IN CONFORMITATE CU STANDARDUL TEHNIC IEC/EN 60974-4.
ATENTIE! ÎNAINTE DE A ÎNLĂTURA PLĂCILE CARCASEI APARATULUI DE SUDURĂ PENTRU A AVEA ACCES LA INTERIORUL ACESTUIA, ASIGURATIVĂ CĂ APARATUL ESTE OPRIT ȘI DECONNECTAT DE LA REȚEAUA DE ALIMENTARE.
Eventualele verificări efectuate sub tensiune în interiorul aparatului de sudură pot cauza electrocutări grave datorate contactului direct cu părțile sub tensiune și/ sau leziuni datorate contactului direct cu piesele în mișcare.
- Verificați interiorul aparatului de sudură periodic sau frecvent, în funcție de utilizare și de gradul de praf din mediul în care se lucrează cu acesta și înlăturăți praful depozitat pe fișele electronice, cu o perie foarte moale sau cu solventți adecvați.
- În timpul acestei operații verificați ca legăturile electrice să fie strânse bîne și
cablurile să nu prezinte daune la nivelul izolării.
- La terminarea acestor operații, repozitionați panourile aparatului de sudură, strângând bine șuruburile de fixare.
- Evitați întotdeauna efectuarea operațiilor de sudare cu aparatul deschis.
- După efectuarea întreținerii sau reparației, restabiliți conexiunile și cablajele cum erau inițial, având grijă ca acestea să nu între în contact cu piesele în mișcare sau piesele care pot atinge temperaturi ridicate. înfășurați toți conductorii cum erau inițial, având grijă să îneți separate între ele conexiunile transformatorului primar de înaltă tensiune de cele ale transformatoarelor secundare de joasă tensiune.
Folosiți toate șaibele și șuruburile originale pentru închiderea carcasei.
8. DEPISTAREA DEFECTELOR
ÎN CAZUL ÎN CARE FUNCTIONAREA APARATULUI DE SUDURĂ NU ESTE CORESPUNZĂTOARE ȘI ÎNAINTEA EFFECTUĂRII ORICĂRUI CONTROL MAI SISTEMATIC SAU ÎNAINTE DE A CONTACTA UN CENTRU DE ASISTENȚĂ AUTORIZAT, CONTROLAȚI CA:
- Curentul de sudură, reglat prin intermediul potențiometrului referitor la scala gradată în amperi să fie conform diametrului și tipului de electrod utilizat.
- Prin actionarea întrerupătorului general „ON”, lampa corespunzătoare să fie aprinsă; în caz contrar defectul este de obicei la nivelul rețelei de alimentare (cabluri, priză și/ sau ștecăr, siguranțe, etc.).
- Să nu fie aprins LED-ul galben care indică intervenția siguranței termice în caz de supratensiune, căderi de tensiune sau de scurt circuit.
- Asigurați-vă că raportul de intermitență nominală este corespunzător; în caz de intervenție a protectiei termostatice, așteptați răcirea naturală a aparatului de sudură; verificați funcționalitatea ventilatorului.
- Controlați tensiunea rețelei de alimentare: dacă valoarea acesteia este prea ridicată sau prea scăzută, aparatul de sudură rămâne blocat.
- Verificați să nu fie vreun scurt circuit la ieșirea din aparatul de sudură: în acest caz înlăturați dauna corespunzătoare.
- Legăturile circuitului de sudură să fie efectuate în mod corespunzător; în special verificați ca clema cablului pentru legare la masă să fie efectiv conectată la piesă fără să fie interpuse alte materiale izolante (ca de ex. vopsele).
- Gazul de protectie utilizat să fie cel corect (Argon 99.5%) și într- o cantitate corespunzătoare.
sid.sid.
-
ALLMÄNNA SÄKERHETSANVISNINGAR FÖR BÅGSVETSNING ......60
-
INLEDNING OCH ALLMÄN BESKRIVNING 60
2.1 INLEDNING 60
Fabricantul garantează buna funcționare a aparatelor produse și se angajeză la înlocuirea gratuită a pieselor care s-ar putea deteriora din cauza calității scadente a materialului sau din cauza defectelor de construcție în max. 12 luni de la data punerii în funcțiune a aparatului, dovedită cu certificatul de garanție. Aparatele restituite, chiar dacă sunt în garanție, se vor expedia FĂRĂ PLATĂ și se vor restitului CU PLATA LA PRIMIRE. Fac excepție, conform normelor, aparatele care se categorisesc ca și bunuri de consum, conform directivei europene 1999/44/EC, numai dacă acestea sunt vândute în statele membre din UE. Certificatul de garanție este valabil numai dacă este insolți de bonul fiscal sau de fișa de livrare. Nefuncționarea cauzată de o utilizare improprie, manipulare inadecvată sau negiljență este exclusă din dreptul la garanție. În plus fabricantul își declină orice responsabilitate față de toate daunele provocate direct și indirect.




