
Infinity 225 954556 - сварочный аппарат Telwin - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно Infinity 225 954556 Telwin в формате PDF.
| Тип продукта | Сварочный аппарат инверторного типа TIG/MMA |
| Бренд | Telwin |
| Модель | Infinity 225 954556 |
| Процессы сварки | TIG DC/AC (HF/LIFT), MMA |
| Сварочный ток TIG | 5 - 225 A |
| Сварочный ток MMA | 10 - 225 A |
| Питание | 230 В однофазное (или 400 В трёхфазное в зависимости от версии) |
| Частота | 50/60 Гц |
| Класс защиты | IP21S (оценка) |
| Вес | Около 12 кг (оценка) |
| Размеры (Д x Ш x В) | Не указаны |
| Функции TIG | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, импульсный, Easy Pulse, начальный/конечный наклон, предварительный/постоянный газ, баланс AC, частота |
| Функции MMA | Hot Start, Arc Force, Anti Stick, VRD |
| Комплектация | Сварочные кабели и кабель заземления, держатель электрода, горелка TIG (в зависимости от версии) |
| Дополнительные аксессуары | Дистанционное управление (1 или 2 потенциометра, педаль), горелка TIG с потенциометром, набор MMA, набор TIG, тележка America, адаптер для баллона аргона, редуктор давления |
| Безопасность | Тепловая защита, защита от перенапряжения/пониженного напряжения, VRD, аварийные сигналы AL.1-AL.8 |
| Охлаждение | Внутренний вентилятор |
| Текущее обслуживание | Очистка от пыли сжатым воздухом, проверка горелки и соединений, контроль герметичности газа |
| Ремонтопригодность | Запасные части доступны через сервисный центр Telwin, ремонт квалифицированным персоналом |
| Стандарты | EN 60974-9, МЭК/EN 61000-3-11, МЭК/EN 61000-3-12 |
Часто задаваемые вопросы - Infinity 225 954556 Telwin
Вопросы пользователей о Infinity 225 954556 Telwin
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего сварочный аппарат в формате PDF бесплатно! Найдите своё руководство Infinity 225 954556 - Telwin и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. Infinity 225 954556 бренда Telwin.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ Infinity 225 954556 Telwin
(RU) РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
(BG) РЪКОВОДСТВО С ИНСТРУКЦИИ
(PL) INSTRUKCJA OBSŁUGI
(AR) دليل التشفيل

(RU) Профессиональные сварочные аппараты с инвертером TIG (DC) (AC/DC) HF/LIFT, MMA.
2.2 ОТДЕЛЬНО ЗАКАЗЫВАЕМЫЕ ПРИСПОСОБЛЕНИЯ (если не предусмотрены)......31
- ТЕХНИЧЕСКИЕ ДАННЫЕ ....31
3.1 ТАБЛИЧКА ДАННЫХ (РИС. А)....31
3.2 ДРУГИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ 31
- ОПИСАНИЕ СВАРОЧНОГО АППАРАТА ....31
4.1 БЛОК-СХЕМА....31
4.2 УСТРОЙСТВА УПРАВЛЕНИЯ, РЕГУЛИРОВКА И СОЕДИНЕНИЯ .....31
4.2.1 Задняя панель (РИС. С)....31
4.2.2 Передняя панель РИС. Д....31
- УСТАНОВКА 32
5.1 СБОРКА (РИС. Р) 32
5.1.1 Сборка кабеля возврата - зажима (РИС. Е) 32
5.1.2 Сборка кабеля/сварки - зажима держателя электрода (РИС. F) .....32
5.2 Расположение аппарата....32
5.3 ПОДСОЕДИНЕНИЕ К ЭЛЕКТРИЧЕСКОЙ СЕТИ ПИТАНИЯ....32
5.3.1 ВИЛКА И РОЗЕТКА....32
5.4 СОЕДИНЕНИЕ КОНТУРА СВАРКИ 33
5.4.1 Сварка TIG 33
5.4.2 ОПЕРАЦИИ СВАРКИ ПРИ ПОСТОЯННОМ ТОКЕ....33
- СВАРКА: ОПИСАНИЕ ПРОЦЕДУРЫ ...... 33
6.1 CBAPKA TIG 33
6.1.1 Возбуждение HF и LIFT 33
6.1.2 Сварки TIG DC 33
6.1.3 Сварка TIG AC (если предусмотрена)....33
6.1.4 Процедура....33
6.2 ОПЕРАЦИИ СВАРКИ ПРИ ПОСТОЯННОМ ТОКЕ....33
6.2.1 Выполнение ....34
- ТЕХ ОБСЛУЖИВАНИЕ ....34
7.1 ПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ....34
7.1.1 Горелка 34
7.2 ВНЕПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ....34
СВАРОЧНЫЙ АППАРАТ С ИНВЕРТОРОМ ДЛЯ СВАРКИ ТІГ И ММА ПРОМЫШЛЕННОГО И ПРОФЕССИОНАЛЬНОГО ИСПОЛЬЗОВАНИЯ.
Примечание: В приведенном далее тексте используется термин варочный аппарат".
- ОБЩАЯ ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ДУГОВОЙ СВАРКЕ
Рабочий должен быть хорошо знаком с безопасным использованием сварочного аппарата и ознакомлен с рисками, связанными с процес дуговой сварки, с соответствующими нормами защиты и аварийными ситуациями.
(См. также стандарт "EN 60974-9: Оборудование для дуговой сварки. Часть 9: Установка и использование").

- Избегать непосредственного контакта с электрическим контуром сварки, так как в отсутствии нагрузки напряжение, подаваемое генераторо возрастает и может быть опасно.
- Отсоединять вилку машины от электрической сети перед проведением любых работ по соединению кабелей сварки, мероприятий по проверке и ремонту.
- Выключать сварочный аппарат и отсоединять питание перед тем, заменить изношенные детали сварочной горелки.
- Выполнить электрическую установку в соответствие с действующи законодательством и правилами техники безопасности.
- Соединять сварочную машину только с сетью питания с нейтральным проводником, соединенным с заземлением.
- Убедиться, что розетка сети правильно соединена с заземлениег защиты.
- Не пользоваться аппаратом в сырых и мокрых помещениях, и не производите сварку под дождем.
- Не пользоваться кабелем с поврежденной изоляцией или с плохим контактом в соединениях.

- Не проводить сварочных работ на контейнерах, емкостях или тру которые содержали жидкие или газообразные горючие вещества.
- Не проводить сварочных работ на материалах, чистка которых проводилась хлоросодержащими растворителями или поблизости указанных веществ.
- Не проводить сварку на резервуарах под давлением.
- Убирать с рабочего места все горючие материалы (например, д бумагу, тряпки и т.д.).
- Обеспечить достаточную вентиляцию рабочего места или пользоваться специальными вытяжками для удаления дыма, образующегося в процессе сварки рядом с дугой. Необходимо систематически проверять воздействие дымов сварки, в зависимости от их состава, концентрации и продолжительности воздействия.
- Избегайте нагревания баллона различными источниками тепла, в числе и прямыми солнечными лучами (если используется).





- Обеспечьте должную электрическую изоляцию между горелкой, обрабатываемой детально и заземленными металлическими деталями, которые могут находиться поблизости (в радиусе досягаемости). Как правило, это можно обеспечить, используя перчатки, обувь, головные уборы и одежду, предусмотренные для этих целей и посредством использования изоляционных подставок или ковриков.
- Всегда защищайте глаза, используя соответствующие фильтры, соответствующие требованиям стандартов UNI EN 169 или UNI EN 379, установленные на масках или касках, соответствующих требованиям стандарта UNI EN 175.
Используйте специальную защитную огнестойкую одежду (соответствующую требованиям стандарта UNI EN 11611) и свароч перчатки (соответствующие требованиям стандарта UNI EN 12477), следя за тем, чтобы эпидермис не подвергался бы воздействию ультрафиолетовых и инфракрасных лучей, излучаемых другой; необходимо также защитить людей, находящихся вблизи сварочной дуги, используя неотражающие экраны или тенты.
- Уровень шума: Если вследствие выполнения особенно интенсивной
ДЛЯсварки ежедневный уровень воздействия на работников (LEPd) равен или превышает 85 дБ(А), необходимо использовать индивидуальные средства защиты (таб. 1).







- Прохождение сварочного тока приводит к возникновению электромагнитных полей (EMF), находящихся рядом с контуром сварки. Электромагнитные поля могут отрицательно влиять на некоторые медицинские аппараты (например, водитель сердечного ритма, респираторы, металлические протезы и т. д.). Необходимо принять соответствующие защитные меры в отношении людей, имеющих указанные аппараты. Например, следует запретить доступ в зону работы сварочного аппарата.
Этот сварочный аппарат удовлетворяет техническим стандартам изделия для использования исключительно в промышленной среди профессиональных целях. Не гарантируется соответствие основным пределам, касающимся воздействия на человека электромагнитных полей в бытовых услови ях.
как Оператор должен использовать следующие процедуры так, чтобы мократить воздействие электромагнитных полей:
- Прикрепить вместе как можно ближе два кабеля сварки.
- Держать голову и туловище как можно дальше от сварочного контура.
-Никогда не наматывать сварочные кабели вокруг тела. - Не вести сварку, если ваше тело находится внутри сварочного контура. Держать оба кабеля с одной и той же стороны тела.
- Соединить обратный кабель сварочного тока со свариваемой деталью как можно ближе к выполняемому соединению.
- Не вести сварку рядом со сварочным аппаратом, сидя на нем или опираясь на сварочный аппарат (минимальное расстояние: 50 см).
- Не оставлять ферримагнитные предметы рядом со сварочным контуром.
- Минимальное расстояние d= 20 см (РИС. О).

Оборудование класса А:
отЭтот сварочный аппарат удовлетворяет техническому стандарту изделия для использования исключительно в промышленной среде в профессиональных целях. Не гарантируется соответствие требованиям резектромагнитной совместимости в бытовых помещениях и в помещениях, прямо соединенных с электросетью низкого напряжения, подающей питание в бытовые помещения.

ДОПОЛНИТЕЛЬНЫЕ ПРЕДОСТОРОЖНОСТИ
МОПЕРАЦИИ СВАРКИ:
- в помещении с высоким риском электрического разряда.
- в пограничных зонах.
- при наличии возгораемых и взрывчатых материалов.
НЕОБХОДИМО, чтобы "ответственный эксперт" предварительно оценил риск и работы должны проводиться в присутствии других лиц, умеющих действовать в ситуации тревоги.
НЕОБХОДИМО использовать технические средства защиты, описанные в разделах 7.10; А.8; А.10. стандарта "EN 60974-9: Оборудование дуговой сварки. Часть 9: Установка и использование".
НЕОБХОДИМО запретить сварку, когда рабочий приподнят над полом, за исключением случаев, когда используются платформы безопасности.
НАПРЯЖЕНИЕ МЕЖДУ ДЕРЖАТЕЛЯМИ ЭЛЕКТРОДОВ ИЛИ ГОРЕЛКАМИ: работая с несколькими сварочными аппаратами на одной детали или на соединенных электрически деталях возможна генерация опасной суммы "холостого" напряжения между двумя различными держателями электродов или горелками, до значения, могущего в два раза превысить допустимый предел.
Квалифицированному специалисту необходимо поручить приборное измерение для выявления рисков и выбора подходящих средств защиты согласно разделу 7.9. стандарта “EN 60974-9: Оборудование для дуговой сварки. Часть 9: Установка и использование”.

ІСТАТОЧНЫЙ РИСК
- ОПРОКИДЫВАНИЕ: расположить сварочный аппарат на горизонтальной поверхности несущей способности, соответствующей массе; в противном случае (напр., пол под наклоном, неровный и т. д..) существует опасность опрокидывания.
- ПРИМЕНЕНИЕ НЕ ПО НАЗНАЧЕНИЮ: опасно применять сварочный аппарат для любых работ, отличающихся от предусмотренных (напр. Размораживание труб водопроводной сети).
- Запрещено подвешивать сварочный аппарат за ручку.
2. ВВЕДЕНИЕ И ОБЩЕЕ ОПИСАНИЕ 2.1 ВВЕДЕНИЕ
Этот сварочный аппарат является источником тока для дуговой сварки, специально изготовленный для выполнения сварки TIG (DC) (AC/DC) с возбуждением HF или LIFT для сварки MMA электродами с покрытием (рутиловые, кислотные, щелочные).
Особыми характеристиками данного сварочного аппарата (ИНВЕРТЕР), являются высокая скорость и точность регулирования, которые обеспечивают прекрасное качество сварки.
Регулирование системой "инвертер" на входе в линию питания (первичную) приводит к резкому сокращению объема, как трансформатора, так и выпрямляющего сопротивления, позволяя создать сварочный аппарат очень небольшого веса и объема, подчеркивая качества подвижности и легкости в работе.
2.2 ОТДЕЛЬНО ЗАКАЗЫВАЕМЫЕ ПРИСПОСОБЛЕНИЯ (если не предусмотрены)
- Адаптер баллона с аргоном.
- Обратный кабель тока сварки, укомплектованный зажимом заземления.
- Ручное дистанционное управление при помощи 1 потенциометра.
- Ручное дистанционное управление 2 потенциометрами.
- Дистанционное управление при помощи педали.
- Набор для сварки MMA
- Набор для сварки TIG
- Само-затемняющаяся маска: с фиксированным или регулируемым фильтром.
- Патрубок для газа и газовая трубка для соединения баллона с аргоном.
- Редуктор давления с манометром.
- Горелка для сварки TIG.
- Горелка TIG с потенциометром.
- Тележка AMERICA.
3. ТЕХНИЧЕСКИЕ ДАННЫЕ
3.1 ТАБЛИЧКА ДАННЫХ (РИС. А)
Технические данные, характеризующие работу и пользование аппаратом, приведены на специальной табличке, их разъяснение дается ниже:
1- Степень защиты корпуса.
2- Символ питающей сети:
Однофазное переменное напряжение;
Трехфазное переменное напряжение.
3- Символ S : указывает, что можно выполнять сварку в помещении с повышенным риском электрического шока (например, рядом с металлическими массами). 4- Символ предусмотренного типа сварки.
5- Внутренняя структурная схема сварочного аппарата.
6- Соответствует Европейским нормам безопасности и требованиям к конструкции дуговых сварочных аппаратов.
7- Серийный номер. Идентификация машины (необходим при обращении за технической помощью, запасными частями, проверке оригинальности изделия).
8- Параметры сварочного контура:
- U: максимальное напряжение без нагрузки.
- I_2/U_2 : ток и напряжение, соответствующие нормализованным производимые аппаратом во время сварки.
- X : коэффициент прерывистости работы.
Показывает время, в течении которого аппарат может обеспечить указанный в этой же колонке ток. Коэффициент указывается в % к основному 10 - минутному циклу. (например, 60% равняется 6 минутам работы с последующим 4-х минутным перерывом, и т. Д.). В том случае, если факторы использования (применительно к температуре окружающей среды 40°C) превышаются, это приведет к срабатыванию температурной защиты (сварочный аппарат останется в состоянии покоя, пока его температура не вернется в допустимые пределы).
- A/V-A/V : указывает диапазон регулировки тока сварки (минимальный/максимальный) при соответствующем напряжении дуги.
9- Параметры электрической сети питания:
- U_1 : переменное напряжение и частота питающей сети аппарата (максимальный допуск ± 10 %).
- I, : максимальный ток, потребляемый от сети.
- I ^1 макс: эффективный ток, потребляемый от сети.
10- : Величина плавких предохранителей замедленного действия, предусматриваемых для защиты линии.
11- Символы, соответствующие правилам безопасности, чье значение приведено в главе 1 "Общая техника безопасности для дуговой сварки".
Примечание: Пример идентификационной таблички является указательным для объяснения значения символов и цифр: точные значения технических данных вашего аппарата приведены на его табличке.
3.2 ДРУГИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
- СВАРОЧНЫЙ АППАРАТ: смотри таблицу 1 (ТАБ.1).
- ГОРЕЛКА: смотри таблицу 2 (ТАВ.2).
Вес сварочного аппарата указан в таблице 1 (ТАБ.1).
4. ОПИСАНИЕ СВАРОЧНОГО АППАРАТА 4.1 БЛОК-СХЕМА
Сварочный аппарат в основном состоит из силовых блоков и блоков управления, изготовленных на базе печатных плат и оптимизированных для обеспечения максимальной надежности и снижения техобслуживания.
Этот сварочного аппарат управляется микропроцессором, позволяющим задавать большое количество параметров для того, чтобы обеспечить оптимальную сварку в любых условиях и на любом материале. Для того, чтобы полностью использовать характеристики, необходимо знать рабочие возможности.
Описание (РИС. В)
1- Трехфазный линейный вход питания, выпрямляющий узел и сглаживающие
конденсаторы.
2- Мост переключения на транзисторах (IGBT) и приводы; переключает выпрямленное напряжение линии на переменное напряжение с высокой частотой, а также выполняет регулирование мощности, в зависимости от требуемого тока/напряжения сварки.
3- Трансформатор с высокой частотой; первичная обмотка получает питание в виде преобразованного напряжения от блока 2; он выполняет функцию адаптации напряжения и тока к величинам, необходимым для выполнения дуговой сварки и одновременно для гальванической изоляции цепи сварки от линии питания.
Ф. Вторичный мост-выпрямитель со сглаживающим индуктивным сопротивлением; переключает напряжение / переменный ток, подаваемые на вторичную обмотку, на постоянный ток / напряжение с очень низкими колебаниями.
5- Мост переключения на транзисторах (IGBT) и приводы; преобразует вторичный выходной ток с постоянного на переменный, для сварки TIG AC (если имеются).
6- Электронное оборудование для контроля и регулирования; мгновенно контролирует величину тока сварки и сравнивает ее с заданной оператором величиной; модулирует управляющие импульсы приводов IGBT, которые выполняют регулирование.
7- Логика управления работой сварочного аппарата: устанавливает циклы сварки, управляет исполнительными механизмами, ведет наблюдение за системами безопасности.
8- Панель установки и визуализации параметров и режимов функционирования. 9- Генератор зажигания HF (если имеются).
10- Электроклапан защитного газа EV (если имеются).
11- Вентилятор охлаждения сварочного аппарата.
12- Дистанционное регулирование.
4.2 УСТРОЙСТВА УПРАВЛЕНИЯ, РЕГУЛИРОВКА И СОЕДИНЕНИЯ
4.2.1 Задняя панель (РИС. С)
1- Главный выключатель O/OFF - I/ON.
2- Кабель питания (2 контакта + земля (однофазный)), (3 контакта + земля (трехфазный)).
3- Соединение для подключения газовой трубки (редуктор давления баллона - сварочный аппарат) (если имеются).
4- Предохранитель (если имеются).
5- Соединитель узла водяного охлаждения воды (если имеются).
6- Соединитель для пультов дистанционного управления:
При помощи 14-контактного соединителя к задней части сварочного аппарата можно подключить 3 различных типов пультов дистанционного управления. Все устройства распознаются автоматически и позволяют регулировать следующие параметры:
- Дистанционный пульт управления с одним потенциометром: при повороте ручки потенциометра изменяется главный ток от минимума до максимума. Регулировку главного тока можно осуществлять только с дистанционного пульта управления.
- Дистанционная педаль управления: значение тока определяется положением педали. Кроме того, в режиме 2-этажного TIG, надавливание на педаль позволяет запустить аппарата вместо нажатия кнопки горелки (если предусмотрено).
- Дистанционный пульт управления с двумя потенциометрами: первый потенциометр регулирует главный ток. Второй потенциометр регулирует другой параметр, который зависит от активизированного режима сварки. При повороте этого потенциометра отображается изменяемый параметр (который больше нельзя регулировать с помощью ручки на панели). Второй потенциометр регулирует: ARC FORCE, если включен режим ММА, и ЗАВЕРШАЮЩАЯ КРИВАЯ, если включен режим TIG.
Горелка TIG с потенциометром.

Чтобы избежать внутренних повреждений сварочного аппарата, пользователю со всеми ГОРЕЛКАМИ ТІГ необходимо использовать 5-контактный адаптер горелки со встроенным регулировочным потенциометром.
4.2.2 Передняя панель РИС. Д
1- Положительный быстродействующий зажим (+) для подсоединения сварочного кабеля.
2- Отрицательный быстродействующий зажим (-) для подсоединения сварочного кабеля.
3- Соединитель для подключения кабеля кнопки горелки.
4- Соединитель для подключения газовой трубки горелки TIG.
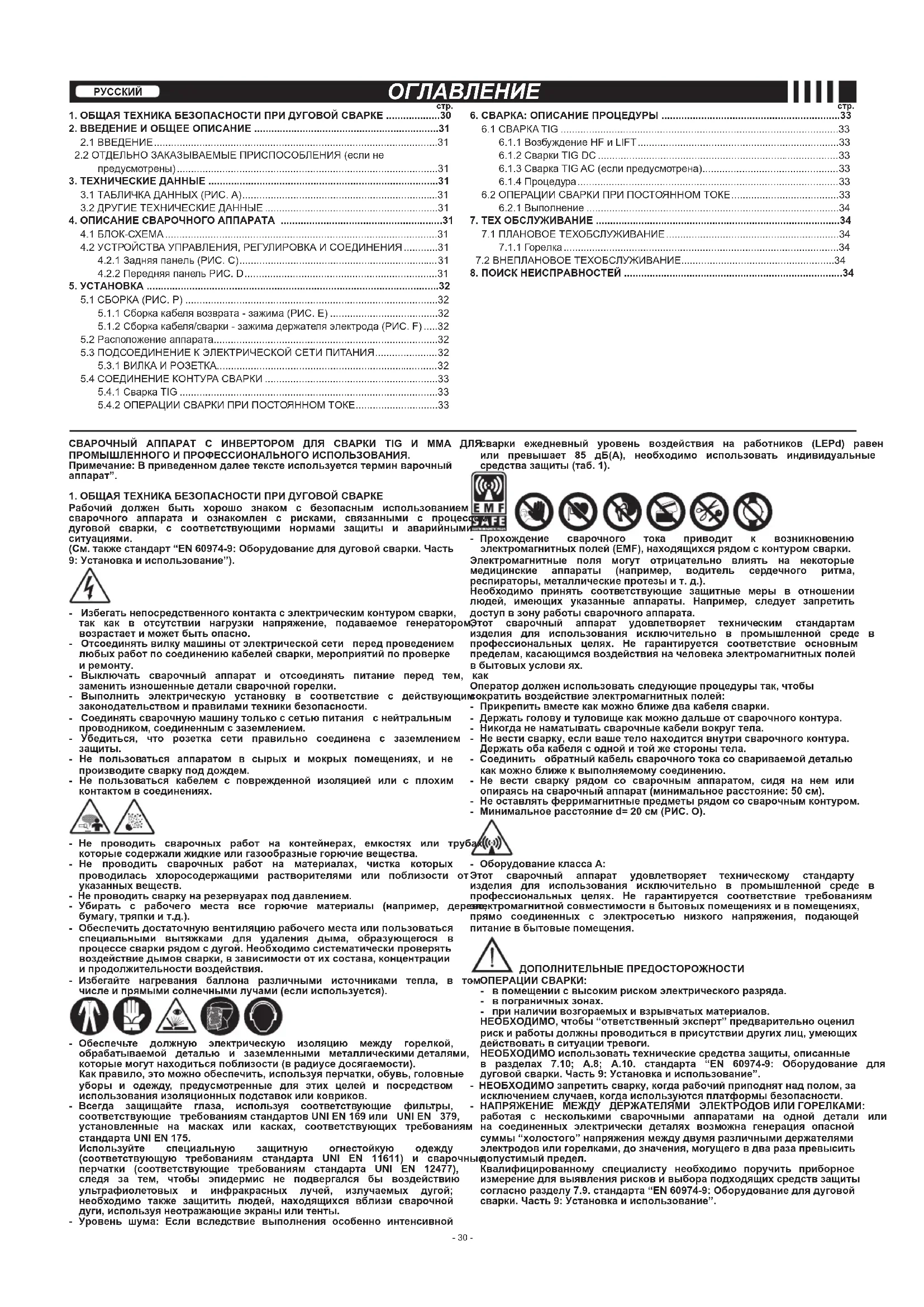
5- Панель управления:
5a. Кнопка установки вида сварки (PROCESS).
Позволяет выбрать необходимый процесс:
- сварка покрытым электродом (ММА).
- HF сварка TIG с высокочастотным возбуждением дуги (TIG HF).
- LIFT сварка TIG с возбуждением дуги касанием (TIG LIFT).
- DC --- в режиме TIG обозначает сварку постоянным током (DC).
- в режиме TIG обозначает сварку переменным током (AC), если она предусмотрена.
5b. Кнопка настройки цикла сварки TIG (MODE).
Позволяет выбрать рабочий режим.
Кратковременное нажатие:
- сварка начинается при нажатии кнопки горелки и завершается при отпускании кнопки горелки.
- сварка начинается при нажатии и отпускании кнопки горелки и завершается только тогда, когда кнопка горелки повторно нажимается и отпускается.
- сварка начинается при нажатии и отпускании кнопки горелки. При каждом коротком нажатии/отпускании ток переключается с установленного значения на значение 11 и наоборот. Сварка прекращается при
нажатии и отпускании кнопки, при ее удерживании в течении установленного времени.
- SPOT позволяет осуществлять точечную сварку, управляя длительностью сварки на дисплее (мигающий значок).
- THIN SPOT ? позволяет осуществлять быструю (10–100 мс) точечную сварку, управляя длительностью сварки на дисплее (мигающий значок).
Длительное нажатие (PULSE):
- PULSE
- обеспечивает пульсацию тока (изменение уровня) с произвольной установкой характеристических параметров
- EASY PULSE - обеспечивает пульсацию тока с автоматической настройкой характеристических параметров 11, 120 Hz в зависимости от установленного тока 12 (эти значения можно изменить).
5с. Многофункциональная ручка.
В зависимости от настроек, доступных при использовании кнопок, позволяет выбрать и настроить параметры, отображая значение на дисплее.
В частности в режиме ММА можно изменять следующие параметры:

text_image
87.87A A% HOT START I2 ARC FORCE VRD- подключение/отключение устройства «Voltage Reduction Device» для безопасного начала работы, используя низкое напряжение.
- HOT START начальная перегрузка по току (регулировка 0–100%) для оптимизации возбуждения сварочной дуги.
- 12 главный сварочный ток (выходной ток в амперах).
ARC FORCE динамическая перегрузка по току (регулировка 0–100%) для оптимизации плавности сварки и предотвращения прилипания электрода.
VRD
В частности в режиме TIG можно изменять следующие параметры:
text_image
87.87.18 A % Sec V→ 2T4T Bi-Level THIN SPOT I2 I1 Hz BAL tend tend EASY PULSE I1 I2- t1 время предварительной подачи защитного газа (pre-gas) перед началом сварки (регулировка 0–10 секунд).
начальный току, в 2-этапном режиме удерживаемый в течение фиксированного времени (50 мс), а в 4-этапном режиме времени, соответствующем удерживанию кнопки в нажатом состоянии (регулировка 0–100%). -
ts∫ длительность начального линейного изменения тока от значения I, до I, (регулировка 0,1–10 секунд). В случае установки на OFF кривая не используется.
ВАЖНО: параметры I, и T, можно изменять также при помощи педали дистанционного управления, но регулировку в этом случае необходимо осуществить перед использованием этой функции. -
главный сварочный ток, в ИМПУЛЬСНОМ режиме и режиме Bi-Level соответствует более высокому уровню тока (выходной ток в амперах).
- базовый ток, в ИМПУЛЬСНОМ режиме и режиме Bi-Level соответствует значению, которое можно переключить на уровень главного тока во время сварки (регулировка в амперах).
- частота импульсов, а в моделях AC/DC в режиме TIGAC соответствует частоте сварочного тока (регулировка в герцах).
- BAL процент выравнивания, в ИМПУЛЬСНОМ режиме соответствует соотношению времени, которое ток находится на более высоком уровне, и общего периода импульса, для моделей AC/DC в режиме TIG AC соответствует соотношению длительности положительного тока и длительности отрицательного тока.
- длительность завершающего линейного изменения тока от значения I до I (регулировка 0,1–10 секунд). В случае установки на OFF кривая не используется.
конечный ток, в 2-этапном режиме соответствует току, который удерживается после завершающего линейного изменения тока, если длительность этого изменения больше нуля, в 4-этапном режиме соответствует току, который удерживается после завершающего линейного изменения тока все время, пока кнопка горелки остается в нажатом состоянии.
- It2 время подачи защитного газа после прекращения сварки (post-gas) (регулировка 0–10 секунд). - энергия предварительного нагрева, если он предусмотрен, только для
моделей AC/DC в режиме TIG AC, регулирует предварительный нагрев электрода для упрощения начала сварки (регулировка 2,6–53 A*c). В случае установки на OFF, предварительный нагрев не осуществляется.
Прочие информативные значки на дисплее:
- ALARM предупреждение о сигнале тревоги, обычно одновременно с этим на дисплее отображается код, обращает внимание на возможные неполадки/автоматическую защиту, сработавшую в сварочном аппарате.
- тепловая защита, одновременно с этим на дисплее отображается ALARM и код, указывает на достижение предельной внутренней температуры.
- V→ активный выход, указывает на наличие напряжения (включена подача энергии) в выходных гнездах сварочного аппарата.
- дистанционное управление, указывает на подключение и активное состояние удаленного управления.
- указатель положения, в 4-этапном режиме с ниже предварительно установленного значения указывает на установку минимального начального тока, при котором образуется сварочная дуга при нажатии кнопки. Это позволяет точно выбрать точку начала сварки (если начальный ток превышает определенный предел, функция автоматически отключается).
- [Default] заводские настройки, указывает на то, что все параметры установлены на значения по умолчанию, пригодные для большинства случаев. Пользователь может свободно установить главный ток 12, не
изменяя прочие автоматические настройки. Эти условия можно в любой момент восстановить, выключив и включив сварочный аппарат, удерживая нажатой кнопку многофункциональной ручки (РИС. D - 5с).
Пример сообщений о сигналах тревоги, отображаемых на буквенно- цифровом дисплее (РИС. D - 5d):
- AL.1 : срабатывание тепловой защиты первичного контура (если предусмотрен).
- AL.2: срабатывание тепловой защиты вторичного контура.
- AL.3 : срабатывание защиты от слишком высокого напряжения на линии питания.
- AL.4 : срабатывание защиты от слишком низкого напряжения в линии питания.
- AL.8 : Вспомогательное напряжение вышло за допустимый диапазон. Возобновление работы осуществляется автоматически после устранения причины возникновения сигнала тревоги.
5. УСТАНОВКА
ВНИМАНИЕ! ВЫПОЛНИТЬ ВСЕ ОПЕРАЦИИ ПО УСТАНОВКЕ И ЭЛЕКТРИЧЕСКОЕ СОЕДИНЕНИЕ СО СВАРОЧНЫМ АППАРАТОМ, ОТКЛЮЧЕННЫМ И ОТСОЕДИЕННЕННЫМ ОТ СЕТИ ПИТАНИЯ. ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ ДОЛЖНЫ ВЫПОЛНЯТЬСЯ ТОЛЬКО ОПЫТНЫМ И КВАЛИФИЦИРОВАННЫМ ПЕРСОНАЛОМ.
5.1 СБОРКА (РИС. Р)
Снять со сварочного аппарата упаковку, выполнить сборку отсоединенных частей, имеющихся в упаковке.
5.1.1 Сборка кабеля возврата - зажима (РИС.Е)
5.1.2 Сборка кабеля/сварки - зажима держателя электрода (РИС.F)
5.2 Расположение аппарата
Располагайте аппарат так, чтобы не перекрывать приток и отток охлаждающего воздуха к аппарату (принудительная вентиляция при помощи вентилятора): следите также за тем, чтобы не происходило всасывание проводящей пыли, коррозивных паров, влаги и т. д. Вокруг сварочного аппарата следует оставить свободное пространство минимум 250 мм.
ВНИМАНИЕ! Установить сварочный аппарат на плоскую поверхность с соответствующей грузоподъемностью, чтобы избежать опасных смещений или опрокидывания.
5.3 ПОДСОЕДИНЕНИЕ К ЭЛЕКТРИЧЕСКОЙ СЕТИ ПИТАНИЯ
- Перед подсоединением аппарата к электрической сети, проверьте соответствие напряжения и частоты сети в месте установки техническим характеристикам, приведенным на табличке аппарата.
- Сварочный аппарат должен соединяться только с системой питания с нулевым проводником, подсоединенным к заземлению.
- Для обеспечения защиты от непрямого контакта использовать дифференциальные выключатели типа:
- Тип А ( ) для однофазных машин;
- Тип В ( 📞 🐎 ) для трехфазных машин.
- Чтобы обеспечить соответствие требованиям стандарта EN 61000-3-11 (Flicker), сварочный аппарат рекомендуется подсоединять только к таким точкам сети питания, импеданс которых ниже: Zmax = 0.234 Ом (1/N/PE 230V) 200A DC
- Сварочный аппарат не соответствует требованиям стандарта IEC/EN 61000-3-12. При подсоединении сварочного аппарата к бытовой электросети, монтажник или пользователь обязан убедиться, что к ней можно подсоединять сварочные аппараты (в случае необходимости свяжитесь с представителем компании заведующей распределительной сетью).
5.3.1 ВИЛКА И РОЗЕТКА
соединить кабель питания со стандартной вилкой (2полюса + заземление (1\~)), (3полюса + заземление (3\~)), рассчитанной на потребляемый аппаратом ток. Необходимо подключать к стандартной сетевой розетке, оборудованной плавким или автоматическим предохранителем; специальная заземляющая клемма должна быть соединена с заземляющим проводником (желто-зеленого цвета) линии питания. В таблице (ТАБ. 1) приведены значения в амперах, рекомендуемые для предохранителей линии замедленного действия, выбранных на основе макс. номинального тока, вырабатываемого сварочным аппаратом, и
номинального напряжения питания.

ВНИМАНИЕ! Несоблюдение указанных выше правил существенно
снижает эффективность электрозащиты, предусмотренной изготовителем (класс I) и может привести к серьезным травмам у людей (напр., электрический шок) и нанесению материального ущерба (напр., пожару).
5.4 СОЕДИНЕНИЕ КОНТУРА СВАРКИ

ВНИМАНИЕ! ПЕРЕД ТЕМ, КАК ВЫПОЛНЯТЬ СОЕДИНЕНИЯ,
ПРОВЕРИТЬ, ЧТО СВАРОЧНЫЙ АППАРАТ ОТКЛЮЧЕН И ОТСОЁДИНЕН ОТ СЕТИ ПИТАНИЯ.
В таблице (ТАБ. 1) имеются значения, рекомендуемые для кабелей сварки (в мм²) в соответствие с максимальным током сварочного аппарата.
5.4.1 Сварка TIG
Соединение горелки
- Вставить кабель, по которому поступает ток, в соответствующую быструю клемму (-). Соединить соединитель с тремя полюсами (кнопка горелки) с соответствующей розеткой. Соединить трубу газа горелки со специальным патрубком.
Соединения обратного кабеля тока сварки
- Соединяется со свариваемой деталью или с металлическим столом, на котором он лежит, как можно ближе к выполняемому соединению. Этот кабель соединяется с клеммой с символом (+).
Соединения с газовым баллоном
- Привинтить редуктор давления к клапану газового баллона, установив поставленный в качестве принадлежности редуктор, когда используется газ аргон. - Соединить трубу входа газа с редуктором и затянуть прилагаемый в комплекте хомут. - Ослабить регулировочное кольцо редуктора давления перед тем, как открыть клапан баллона.
- Открыть баллон и отрегулировать количество газа (л/мин), согласно ориентировочным данным, смотри таблицу (ТАБ. 4); возможные регулирования потока газа могут быть выполнены во время сварки, воздействуя на кольцо редуктора давления. Проверить герметичность трубы и патрубков. ВНИМАНИЕ! Всегда закрывать клапан газового баллона в конце работы.
5.4.2 ОПЕРАЦИИ СВАРКИ ПРИ ПОСТОЯННОМ ТОКЕ
Почти все электроды с покрытием соединяются с положительным полюсом (+) генератора; за исключением электродов с кислотным покрытием, соединяемых с отрицательным полюсом (-).
Соединение кабеля сварки держателя электрода
На конце имеется специальный зажим, который нужен для закручивания открытой части электрода. Этот кабель необходимо соединить с зажимом, обозначенным символом (+). Соединение кабеля возврата тока сварки
Соединяется со свариваемой деталью или с металлическим столом, на котором она лежит, как можно ближе к выполняемому сварному соединению. Этот кабель необходимо соединить с зажимом, обозначенным символом (-).
Рекомендации:
- Закрутить до конца соединители кабелей сварки в быстрых соединениях (если имеются), для обеспечения хорошего электрического контакта; в противном случае произойдет перегрев самих соединителей с их последующим быстрым износом и потерей эффективности.
- Использовать как можно более короткие кабели сварки
- Избегать пользоваться металлическими структурами, не относящимися к обрабатываемой детали, вместо кабеля возврата тока сварки; это может быть опасно для безопасности и дать плохие результаты при сварке.
6. СВАРКА: ОПИСАНИЕ ПРОЦЕДУРЫ
6.1 CBAPKA TIG
Сварка TIG это процедура сварки, использующая температуру, производимую электрической дугой, которая возбуждается и поддерживается, между неплавшимся электродом (вольфрамовым электродом) и свариваемой деталью. Вольфрамовый электрод поддерживается горелкой, подходящей для передачи тока сварки и защиты самого электрода и расплава сварки от атмосферного окисления, при помощи потока инертного газа (обычно, аргона: Аг 99.5 %), выходящего из керамического сопла (РИС.Г).
Для хорошей сварки незаменимо использовать точный диаметр электрода с применением точной величины тока, смотри таблицу (ТАБ. 3).
Нормальный выход наружу электрода из керамического сопла составляет 2-3 мм и может достигать 8 мм для угловой сварки.
Сварка происходит для расплавления краев соединения. Для небольших толщин с соответствующей подготовкой (до 1 мм кажд.), не требуется материал припоя (РИС. Н).
Для больших толщин требуются палочки с таким же составом материала основы и соответствующего диаметра, с адекватной подготовкой краев (РИС. I). Для хорошего результата сварки следует щтательно очистить детали, чтобы на них не было окиси, масла, консистентной смазки, растворителей, и т. д.
6.1.1 Возбуждение HF и LIFT
Возбуждение HF :
Возбуждение электрической други происходит без контакта между вольфрамовым электродом и свариваемой деталью, посредством одной искры, генерируемой устройством с высокой частотой. Это способ возбуждения не приводит к включениям вольфрама в расплав сварки, а также не способствует износу электрода и обеспечивает простой пуск в любом положении сварки.
Процедура:
Нажать кнопку горелки, приблизив к детали наконечник электрода (2-3 мм), подождать возбуждения дуги, передаваемой импульсами HF и, при возбужденной дуге, образовать расплав на детали и продолжать сварку вдоль шва.
Если возникнут трудности при возбуждении дуги, даже если было проверено наличие газа, и видны разряды HF, не пытаться долго подвергать электрод действию HF, но проверить поверхностную целостность и форму наконечника, при необходимости, заточив его на шлифовальном диске. По завершении цикла ток аннулируется с заданной рамкой спуска.
Возбуждение LIFT :
Включение электрической дуги происходит, отдаляя вольфрамовый электрод от свариваемой детали. Этот режим возбуждения вызывает меньше электроизлучающих помех и сводит к минимум включения вольфрама и изнашивание электрода.
Процедура:
Поместить наконечник электрода на деталь, оказывая легкий нажим. До конца нажать на кнопку горелки и поднять электрод на 2-3 мм с несколькими секундами опоздания, добившись таким образом возбуждения дуги. Сварочный аппарат в
начале производит ток I _1/2 спустя несколько секунд будет подан заданный ток сварки. По окончании цикла ток отключается, по заданной рампе спуска.
6.1.2 Сварки TIG DC
Сварка TIG DC подходит для любой углеродистой низколегированной и высоколегированной стали и для тяжелых металлов: меди, никеля, титана и их сплавов.
Для сварки TIG DC электродом на полюсе (-) обычно применяется электрод с 2 % тория (полоса красного цвета) или электрод с 2 % церия (полоса серого цвета). Необходимо заточить вольфрамовый электрод по оси на шлифовальном диске, смотри РИС. L, чтобы наконечник был совершенно концентрическим, во избежание отклонений дуги. Необходимо выполнить шлифование в направлении длины электрода. Эта операция должна периодически повторяться, в зависимости от режима работы и степени износа электрода или когда он был случайно загрязнен, окислен или использовался неправильно.
6.1.3 Сварка TIG AC (если предусмотрена)
Этот тип сварки позволяет проводить сварку на таких металлах, как алюминий и магний, формирующих на поверхности защитный и изолирующий оксид. Изменяя полярность тока сварки удается "разбить" поверхностный слой оксида, при помощи механизма, называемого "ионная пескоструйная обработка". Напряжение на вольфрамовом электроде меняется поочередно на положительное (ЕР) и отрицательное (ЕН). Во время ЕР оксид удаляется с поверхности ("очистка" или "trравление"), позволяя сформировать расплав. Во время EN происходит максимальная подача температуры к детали, позволяя провести ее сварку. Возможность изменять баланс параметров при переменном токе и снизить время тока ЕР до минимума позволяет проводить более быстную сварку.
Большие величины баланса позволяют более быструю сварку, большую глубину проникновения, более концентрированную дуги, более узкий бассейн сварки, и ограниченный нагрев электрода. Меньшие цифры позволяют большую чистоту детали. Использование слишком низкой величины баланса приводит к расширению дуги и части без оксида, перегрев электрода с формированием сферы на наконечнике и деградация легкости возбуждение и направления дуги. Использование слишком низкой величины баланса приводит к «грязному» расплаву сварки с темными включениями. Таблица (ТАБ. 4) обобщает эффекты изменения параметров сварки при переменном токе.
Также действительны инструкции, касающиеся процедуры сварки.
В таблице (ТАБ. 3) приведены ориентировочные данные для сварки алюминия; наиболее подходящий тип электрода это чисто вольфрамовый электрод (полоса зеленого цвета).
6.1.4 Процедура
- Отрегулировать ток сварки на требуемую величину при помощи ручки; при необходимости во время сварки адаптировать к реальной величине температуры.
- Нажать на кнопку горелки для получения правильного потока газа из горелки; при необходимости откалибровать время предварительной подачи газа и последующей подачи газа; это время должно регулироваться в зависимости от рабочих условий, в частности задержка газа после сварки должна быть таковой, чтобы позволить в конце сварки охладить электрод и расплав, без того, чтобы они вступали в контакт с атмосферой (окисление и загрязнение).
Режим TIG с последовательностью 2T:
- Нажав до конца на кнопку горелки (Р.Т.) приводит к розжигу дуги с током I . В дальнейшем ток возрастает, в зависимости от функции НАЧАЛЬНАЯ РАМПА, до достижения значения тока сварки.
- Для прерывания сварки необходимо отпустить кнопку горелки, приводя к постепенному аннулированию тока (если включена функция КОНЕЧНАЯ РАМПА) или к немедленному прерыванию дуги с последующим газом.
Режим TIG с последовательностью 4T:
- Первое нажатие на кнопку приводит к возбуждению дуги с током I. При отпускании кнопки ток возрастает в соответствии с функцией НАЧАЛЬНОЙ РАМПЫ, до величины тока сварки; эта величина сохраняется также при отпущенной кнопке. При повторном нажатии на кнопку ток уменьшается в соответствии с функцией КОНЕЧНОЙ РАМПЫ, до I _end . Эта величина поддерживается до момента отпускания кнопки, прерывающей цикл сварки, начиная период последующего газа. Наоборот, если во время функции КОНЕЧНОЙ РАМПЫ отпускают кнопку, цикл сварки прекращается немедленно и начинается период последующего газа.
Режим TIG с последовательностью 4T и BI-LEVEL:
- Первое нажатие на кнопку приводит к возбуждению дуги с током I. При отпускании кнопки ток возрастает в соответствии с функцией НАЧАЛЬНОЙ РАМПЫ, до величины тока сварки; эта величина сохраняется также при отпущенной кнопке. При каждом повторном нажатии на кнопку (время, проходящее между нажатием и отпусканием, должно быть коротким) ток будет изменяться между заданным значением в параметре BI-LEVEL I, и величиной главного тока I.
- Держа нажатой кнопку в течение длительного времени, ток уменьшается в соответствии с функцией КОНЕЧНОЙ РАМПЫ до I _and . Эта величина поддерживается до момента отпускания кнопки, прерывающей цикл сварки, начиная период последующего газа. Наоборот, если во время функции КОНЕЧНОЙ РАМПЫ отпускают кнопку, цикл сварки прекращается немедленно и начинается период последующего газа (РИС. М).
Режим TIG SPOT и TIG THIN SPOT:
- Сварка осуществляется нажатием и удерживанием кнопки горелки до достижения установленного времени (длительность точечной сварки).
6.2 ОПЕРАЦИИ СВАРКИ ПРИ ПОСТОЯННОМ ТОКЕ
- Рекомендуем всегда читать инструкцию производителя электродов, так как в ней указаны и полярность подсоединения и оптимальный ток сварки для данных электродов.
- Ток сварки должен выбираться в зависимости от диаметра электрода и типа выполняемых сварочных работ. Ниже приводится таблица допустимых токов сварки в зависимости от диаметра электродов:
| ∅ Диаметр электрода (мм) | Ток сварки, (А) | |
| Ми. | Мак. | |
| 1.6 | 25 | 50 |
| 2 | 40 | 80 |
| 2.5 | 60 | 110 |
| 3.2 | 80 | 160 |
| 4 | 120 | 200 |
| 5 | 150 | 280 |
| 6 | 200 | 350 |
- Помните, что механические характеристики сварочного шва зависят не только от величины выбранного тока сварки, но и других параметров сварки, таких как диаметр и качество электродов.
- Механические характеристики сварочного шва определяются, помимо интенсивности выбранного тока, другими параметрами сварки: длиной дуги, скоростью и положением выполнения, диаметром и качеством электродов (для лучшей сохранности хранить электроды в защищенном от влаги месте, в специальных упаковках или контейнерах).
- Характеристики сварки зависят также от величины СИЛЫ ДУГИ (динамическое поведение) сварочного аппарата. Этот параметр задается на панели или при помощи дистанционного управления, с 2 потенциометрами.
- Следует заметить, что высокие значения СИЛЫ ДУГИ дают большее проникновение и позволяют проводить сварку в любом положении обычно щелочными электродами, а низкие значения СИЛЫ ДУГИ дают более плавную дугу и без брызг, обычно с рутиловыми электродами. Сварочный аппарат дополнительно оборудован устройствами HOT START и ANTI STICK, обеспечивающими легкий пуск и отсутствие приклеивания электрода к детали.
6.2.1 Выполнение
- Держа маску ПЕРЕД ЛИЦОМ, прикоснитесь к месту сварки концом электрода, движение вашей руки должно быть похоже на то, каким вы зажигаете спичку. Это и есть правильный метод зажигания дуги.
Внимание: Не стучите электродом по детали, так как это может привести к повреждению покрытия и затруднит зажигание дуги. - Как только появится электрическая дуга, попытайтесь удерживать расстояние до шва равным диаметру используемого электрода. В процессе сварки удерживайте это расстояние постоянно для получения равномерного шва. Помните, что наклон оси электрода в направлении движения должен составлять около 20-30 градусов.
- Заканчивая шов, отведите электрод немного назад, по отношению к направлению сварки, чтобы заполнился сварочный кратер, а затем резко поднимите электрод из расплава для исчезновения дуги (Параметры сварочных швов - Рис. N).
7. ТЕХ ОБСЛУЖИВАНИЕ

ВНИМАНИЕ! ПЕРЕД ПРОВЕДЕНИЕМ ОПЕРАЦИЙ
ТЕХОБСЛУЖИВАНИЯ ПРОВЕРИТЬ, ЧТО СВАРОЧНЫЙ АППАРАТ ОТКЛЮЧЕН И ОТСОЕДИНЕН ОТ СЕТИ ПИТАНИЯ.
7.1 ПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ
ОПЕРАЦИИ ПЛАНОВОГО ТЕХОБСЛУЖИВАНИЯ ВЫПОЛНЯЮТСЯ ОПЕРАТОРОМ.
7.1.1 Горелка
- Не оставляйте горелку или её кабель на горячих предметах, это может привести к расплавлению изоляции и сделает горелку и кабель непригодными к работе.
- Регулярно проверяйте крепление труб и патрубков подачи газа.
- Аккуратно соединить зажим, закручивающий электрод, шпиндель, несущий зажим, с диаметром электрода, выбранным так. Чтобы избежать перегрева, плохого распределения газа и соответствующей плохой работы.
- Проверять, минимум раз в день, степень износа и правильность монтажа концевых частей горелки: сопла, электрода, держателя электрода, газового диффузора.
7.2 ВНЕПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ
ВНЕПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ ДОЛЖНО ОСУЩЕСТВЛЯТЬСЯ ТОЛЬКО ОПЫТНЫМ ИЛИ КВАЛИФИЦИРОВАННЫМ В ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБЛАСТИ ПЕРСОНАЛОМ СОГЛАСНО ПОЛОЖЕНИЯМ ТЕХНИЧЕСКОЙ НОРМЫ IEC/EN 60974-4.

ВНИМАНИЕ! НИКОГДА НЕ СНИМАЙТЕ ПАНЕЛЬ И НЕ ПРОВОДИТЕ
НИКАКИХ РАБОТ ВНУТРИ КОРПУСА АППАРАТА, НЕ ОТСОЕДИНИВ ПРЕДВАРИТЕЛЬНО ВИЛКУ ОТ ЭЛЕКТРИЧЕСКОЙ СЕТИ.
Выполнение проверок под напряжением может привести к серьезным электротравмам, так как возможен непосредственный контакт с токоведущими частями аппарата и/или повреждениям вследствие контакта с частями в движении.
- Периодически с частотой, зависящей от использования и наличия пыли окружающей среды, следует проверять внутреннюю часть аппарата сварки для удаления пыли, откладывающейся на электронных платах, при помощи очень мягкой щетки или специальных растворителей.
- Проверить при очистке, что электрические соединения хорошо закручены и на кабелепроводке отсутствуют повреждения изоляции.
- После окончания операции техобслуживания верните панели аппарата на место и хорошо закрутите все крепежные винты.
- Никогда не проводите сварку при открытой машине.
- После выполнения техобслуживания или ремонта подсоедините обратно соединения и кабели так, как они были подсоединены изначально, следя за тем, чтобы они не соприкасались с подвижными частями или частями, температура которых может значительно повыситься. Закрепите все провода стяжками, вернув их в первоначальный вид, следя за тем, чтобы соединения первичной обмотки высокого напряжения были бы должным образом отделены от соединений вторичной обмотки низкого напряжения.
Для закрытия металлоконструкции установите обратно все гайки и винты.
В случаях неудовлетворительной работы аппарата, перед ПРОВЕДЕНИЕМ СИСТЕМАТИЧЕСКОЙ ПРОВЕРКИ И обращением в сервисный центр, проверьте следующее:
- Убедиться со ссылкой на градуированную в амперах шкалу, соответствует диаметру и типу используемого электрода.
- Убедиться, что основной выключатель включен и горит соответствующая лампа. Если это не так, то напряжение сети не доходит до аппарата, поэтому проверьте линию питания (кабель, вилку и/или розетку, предохранитель и т. д.).
- Проверить, не загорелась ли желтая индикаторная лампа, которая сигнализирует о срабатывании защиты от перенапряжения или недостаточного напряжения или короткого замыкания.
- Для отдельных режимов сварки необходимо соблюдать номинальный временной режим, т. е. делать перерывы в работе для охлаждения аппарата. В случаях срабатывания термозащиты подождите, пока аппарат не остынет естественным образом, и проверьте состояние вентилятора.
-
Проверить напряжение сети. Если напряжение обслуживания слишком высокое или слишком низкое, то аппарат не будет работать.
-
Проверить напряжение линии: если значение слишком высокое или слишком низкое, сварочный аппарат остается заблокированным.
- Убедиться, что на выходе аппарата нет короткого замыкания, в случае его наличия, устраните его.
- Проверить качество и правильность соединений сварочного контура, в особенности зажим кабеля массы должен быть соединен с деталью, без наложения изолирующего материала (например, красок).
- Защитный газ должен быть правильно подобран по типу и процентному специальных упаковках или контейнерах). содержанию (Аргон 99.5%).
PORTUGUESE
INDICE
pág.pág
5.1 ИНСТАЛИРАНЕ (Фиг. Р) 117
5.2 МЕСТОПОЛОЖЕНИЕ НА ЕЛЕКТРОЖЕНА....117
5.3 СВЪРЗВАНЕ С МРЕЖАТА 117
6.1.2 Заваряване ВИГ(ТИГ) DC 118
средства за лична защита (Таб. 1).







- В среда с висок риск от токов удар;
- В ограничени пространства;
- Адаптер за бутилка Аргон.
- Дистанционно управление с педал.
3\~: променливо трифазно напрежение.
- U : максимально напрежение при празен ход.
6- Конектор за дистанционно управление:
- Дистанционно управление с педал:
ВНИМАНИЕ! ВСИЧКИ ОПЕРАЦИИ ПО ИНСТАЛИРАНЕ И ОПЕРАЦИИ ПО ЕЛЕКТРИЧЕСКОТО СВЪРЗВАНЕ, ДА СЕ ИЗВЪРШВАТ САМО ПРИ НАПЪЛНО ЗАГАСЕН И ИЗКЛЮЧЕН ОТ ЕЛЕКТРИЧЕСКАТА МРЕЖА, ЕЛЕКТРОЖЕН.
ЕЛЕКТРИЧЕСКИТЕ СВЪРЗВАНИЯ ТРЯБВА ДА БЪДАТ ИЗВЪРШВАНИ ЕДИНСТВЕНО ОТ ОБУЧЕН И КВАЛИФИЦИРАН ЗА ТАЗИ ДЕЙНОСТ, ПЕРСОНАЛ.
5.1 ИНСТАЛИРАНЕ (Фиг. Р)
5.2 МЕСТОПОЛОЖЕНИЕ НА ЕЛЕКТРОЖЕНА
УВЕРЕТЕ СЕ, ЧЕ ЕЛЕКТРОЖЕНЪТ Е ИЗГАСЕН И ИЗКЛЮЧЕН ОТ ЗАХРАНВАЩАТА МРЕЖА.
5.4.1 Заваряване ВИГ(ТИГ)
6.1.2 Заваряване ВИГ(ТИГ) DC
ВНИМАНИЕ! ПРЕДИ ДА ИЗВЪРШВАТЕ ОПЕРАЦИИ ПО ПОДДРЪЖКА,
УВЕРЕТЕ СЕ, ЧЕ ЕЛЕКТРОЖЕНЪТ Е ИЗГАСЕН И ИЗКЛЮЧЕН ОТ ЕЛЕКТРИЧЕСКАТА МРЕЖА.
7.1 ОБИКНОВЕННА ПОДДРЪЖКА
ОПЕРАЦИИТЕ ПО ОБИКНОВЕНАТА ПОДРЪЖКА МОГАТ ДА БЪДАТ ИЗВЪРШЕНИ ОТ ЗАВАРЧИКА.
7.1.1 ПОДДРЪЖКА НА ГОРЕЛКАТА
ОПЕРАЦИТЕ ПО ИЗВЪНРЕДНА ПОДДРЬЖКА ТРЯБВА ДА БЪДАТ ИЗВЪРШЕНИ ЕДИНСТВЕНО ОТ ЕКСПЕРТЕН ИЛИ КВАЛИФИЦИРАН ПЕРСОНАЛ В ОБЛАСТТА НА ЕЛЕКТРО-МЕХАНИКАТА И В СЪОТВЕТСТВИЕ С ТЕХНИЧЕСКИ СТАНДАРТ IEC/EN 60974-4.

ВНИМАНИЕ! ПРЕДИ ДА СВАЛИТЕ ПАНЕЛИТЕ НА ЕЛЕКТРОЖЕНА
- КОНТРОЛЬ НАКОНЕЧНИКА ЭЛЕКТРОДА.
ИМАЛЬНОЕ ПРОНИКНОВЕНИЕ
ИМАЛЬНЫЙ РАСХОД ФРАМОВЫМ ЭЛЕКТРО
ИМАЛЬНАЯ ПРОДУКТИВНОС
ПЕННАЯ СВАРКА)
أكرから LinkedInنظافة
-أَفَا تَعْلُغًا
Компания-производитель гарантирует хорошую работу машинного оборудования и обязуется бесплатно произвести замену частей, имеющих неисправности, явившиеся следствием плохого качества материала или дефектов производства, в течении 12 месяцев с даты пуска в эксплуатацию машинного оборудования, проставленной на сертификате. Возвращенное оборудование, даже находящееся под действием гарантии, должно быть направлено на условиях ПОРТО ФРАНКО и будет возвращено в УКАЗАННОЕ МЕСТО. Из оговоренного выше исключается машинное оборудование, считающееся товарами потребления, в соответствии с европейской директивой 1999/44/ЕС, только в том случае, если они были проданы в государствах, входящих в ЕС. Гарантийный сертификат считается действительным только при условии, что к нему прилагается товарный чек или товароспорводительная накладная. Неисправности, возникшие из-за неправильного использования, порчи или небрежного обращения, не покрываются действием гарантии. Дополнительно производитель снимает с себя любую ответственность за какой-либо прямой или непрямой ущерб.




