
Infinity 180 954194 - сварочный аппарат Telwin - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно Infinity 180 954194 Telwin в формате PDF.
| Тип изделия | Сварочный аппарат MMA (инвертор) |
| Бренд | Telwin |
| Модель | Infinity 180 954194 |
| Технология | Инвертор на IGBT |
| Напряжение питания | 230 В однофазное (стандартная модель) или 115/230 В автоматическое (модель Dual Voltage) |
| Частота | 50/60 Гц |
| Диапазон сварочного тока | 25 - 200 А |
| Максимальное напряжение холостого хода | ~60 В (типично для MMA) |
| Продолжительность включения (цикл 10 мин) | 60% при 180 А, 100% при пониженном токе |
| Рекомендуемые диаметры электродов | 1.6 - 4.0 мм |
| Тепловая защита | Да, с желтым индикатором и автоматическим отключением |
| Антиприлипание | Да, автоматическое отсоединение электрода |
| Защита от перенапряжения/пониженного напряжения | Да, блокировка вне диапазона ±15% |
| Охлаждение | Вентилятор с принудительной циркуляцией |
| Степень защиты | IP21S (оценка) |
| Класс изоляции | Класс I (с заземлением) |
| Вес | Около 9 кг (оценка) |
| Размеры (Д x Ш x В) | 350 x 200 x 300 мм (оценка) |
| Включенные аксессуары | Держатель электрода, кабель заземления, инструкция |
| Обслуживание | Внутренняя очистка сухим сжатым воздухом (макс. 10 бар), избегайте электронных плат |
| Стандарты соответствия | EN 60974-1, EN 60974-9, EN 61000-3-11 |
Часто задаваемые вопросы - Infinity 180 954194 Telwin
Вопросы пользователей о Infinity 180 954194 Telwin
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего сварочный аппарат в формате PDF бесплатно! Найдите своё руководство Infinity 180 954194 - Telwin и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. Infinity 180 954194 бренда Telwin.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ Infinity 180 954194 Telwin
L'opérateur doit être informé de façon ajustée sur l'utilisation en toute sécurité du poste de soudage, ainsi que sur les risques liés aux procédés de soudage à l'arc, les mesures de précaution et les procédures d'urgence devant être adoptées.
(Se référer aussi à la norme « EN 60974-9 : Appareillages pour soudage à l'arc : Installation et'utilisation »).

- Éviter tout contact direct avec le circuit de soudage; dans certains cas, la tension à vide fournie par le poste de soudage peut être dangereuse.
- Éteindre le poste de soudage et le débrancher de la prise secteur avant de procéder au branchement des cables de soudage et aux opérations de contrôle et de réparation.
- Éteindre le poste de soudage et le débrancher de la prise secteur avant de remplaçer les pièces de la torche sujéttes à usure.
- L'installation électrique doit être effectuee conformement aux normes et a la legislation sur la prevention des accidents du travail.
- Le poste de soudage doit exclusivement être connecté à un système d'alimentation avec conducteur le neutre relié à la terre.
- S'assurer que la prise d'alimentation est correctement reliée à la terre.
- Ne pas utiliser le poste de soudage dans des millieux humides, sur des sols mouillés ou sous la pluie.
- Ne pas utiliser de cables à l'isolement défectueuse ou aux connexions desserrées.

- Ne pas souder sur emballages, réciplents ou tuyauteries contenant ou ayant contenu des produits inflammables liquides ou gazeux.
- Éviter de souder sur des matériaux nettoyés avec des solvants chlorures ou à proximé de ce type de produit.
- Ne pas souder sur des recipients sous pression.
- Ne laisser aucun matériel inflammable à proximé du lieu de travail (par exemple bois, papier, chiffons, etc.).
- Prévoir un renouvellement d'air ajustat des locaux ou installer a proximate de l'arc des apparciels assurant I'élimination des fumées de soudage; une évaluation systématique des limites d'exposition aux fumées de soudage en fonction de leur composition, de leur concentration et de la durée de l'exposition elle-même est indispensable.
- Protégé la bonbonne de gaz des sources de chaleur, y compris des rayons UV (si prévue).





- Prévoir un isolement électrique ajustat de l'electrode, de la piece en cours de traitement, et des eventuelles parties metalliques se
trouvant à proximé (accessibles). Cét isolement est généralement assure au moyen de gants, de chaussures de sécurité et autres spécifiquement prévus, ainsi que de plate-formes ou de tapis isolants.
- Toujours protéger les yeux à l'aide des filtres appropriés conformes à la norme UNI EN 169 ou UNI EN 379 montés sur des masques ou des casques conformes à la norme UNI EN 175.
Utiliser les vêtements de protection ignifuges appropriés (conformes à la norme UNI EN 11611) et des gants de soudage (conformes à la norme UNI EN 12477) en évitant toujours d'exposer l'épiderme aux rayons ultraviolets et infrarouges produits par l'arc; la protection doit être étendue à d'autres personnes dans les environ ons de l'arc au moyen d'afficheurs ou de rideaux antireflets. - Bruit: Si, à cause d'opérations de soudage particulièrement intensives, on constate un niveau d'exposition acoustique quotidien (LEPd) égal ou supérieur à 85 dB(A), il est obligatoire d'utiliser des moyens ajustés de protection individuelle (Tab. 1).







- Le passage du courant de soudage génére des champs électromagnétiques (EMF) localisés aux alentours du circuit de soudage.
Ces champes electromagnétiques risquènt de creer des interférences avec certains appareils Médicaux (ex. pace-maker, respirateurs, prothèses métalliques, etc.)
Des mesures de protection doivent être adoptées pour les porteurs de ces apparèils. L'une d'elles consiste à interdire l'accès à la zone d'utilisation du poste de soudage.
Ce poste de soudage répond aux exigences des normes techniques de produit pour une'utilisation exclusive dans des environnements industriels à usage professionnel. La conformité aux limites de base relatives à l'exposition humaine aux champs electromagnétiques en environnement domestique n'est pas garantie.
L'opérateur doit utiliser les procédures suivantes de façon à réduire l'exposition aux champes electromagnétiques:
- Fixer les deux cables de soudage l'un à l'autre et les plus pres possible.
- Garder sa tete et son buste le plus loin possible du circuit de soudage.
- Ne jamais placer les câbles de soudage autour de son corps.
- Ne pas se placer au milieu du circuit de soudage durant les opérations. Placer les deux cables du même côté du corps.
- Connecter le cable de return du courant de soudage à la pierce à souder, le plus pres possible du raccord en cours d'execution.
- Ne pas souder à proximé, assis ou appuyé sur le poste de soudage (distance minimale: 50cm).
- Ne pas laisser d'objets ferromagnétiques à proximé du circuit de soudage.
- Distance minimale d = 20cm (Fig.1).

Appareils de classe A:
Ce poste de soudage répond aux exigences de la norme technique de produit pour une utilisation exclusive dans des environnements industriels à usage professionnel. La conformité à la compatibilité electromagnétique dans les immeubles domestiques et dans ceux directement raccordés à un réseau d'alimentation basse tension des immeubles pour usage domestique n'est pas garantie.

UTIONS SUPPLEMENTAIES
- Dans des lieux compondant des risques accrus de chocoléctrique
-
Dans des lieux fermés
-
En présence de matériaux inflammables ou compteant des risques d'explosion
DOIT être soumise à l'approbation préalable d'un "Responsible expert", et toujours effectue en présence d'autres personnes formées pour intervenir en cas d'urgence.
IL FAUT utiliser les moyens techniques de protection décrits aux points 7.10; A.8; A.10 de la norme « EN 60974-9 : Appareillages pour soudage à l'arc. Partie 9 : Installation et utilisation » - Tout soudage par l'opérateur en position surélevée est interdit, sauf en cas d'utilisation de plates-formes de sécurité.
TENSION ENTRE PORTE-ÉLECTRODE OU TORCHES: toute intervention effectue avec plusieurs postes de soudage sur la même piece ou sur plusieurs pieces connectées électriquement peut entraîner une accumulation de tension à vide dangereuse entre deux porte-électrode ou torches pouvant atteindre le double de la limite admissible.
Il est nécessaire qu'un coordinateur expert exécuté le mesurage instrumental pour déterminer s'il existe un risque et s'il peut adopter des mesures de protection adéquates comme l'indique le point 7.9 de la norme « EN 60974-9 : Appareillages pour soudage à l'arc. Partie 9 : Installation et'utilisation »

RISQUES RÉSIDUELS
- UTILISATION INCORRECTE: il est dangereux d'utiliser le poste de soudage pour d'autres applications que celles prévues (ex. décongélation des tuyauteries du réseau hydrique).
- Il est interdirit d'utiliser la poignée comme moyen de suspension du poste de soudage.
2. INTRODUCTION ET DESCRIPTION GENERALE
Ce poste de soudage est une source de courant pour le soudage à l'arc, spécifiquement conçue pour le soudage MMA en courant continu (CC). Les caractéristiques spécifiques de ce système de régulation (INVERSEUR), parmi lesquelles une vitesse élevée et une grande précision de régulation, permettent d'obtenir des soudages d'une qualité optimale avec les d'électrodes enrobées (rutiles, acides et basiques).
Le réglage par système "Inverseur" à l'entrée de la ligne d'alimentation (primaire) signifie également une réduction draconienne du volume du transformateur et de la reactance de mise à niveau, et donc la réduction du volume et du poids du poste de soudage, facilitant le déplacement et le transport de cette dernière.
ACCESSIONS DISponIBLES SUR DEMANDE:
- Kit soudage MMA.
3.DONNÉES TECHNIQUES
PLAQUETTE D'INFORMATIONS
Les principales informations concernant les performances du poste de soudage sont résumées sur la plaque des caractéristiques avec la signification suivante:
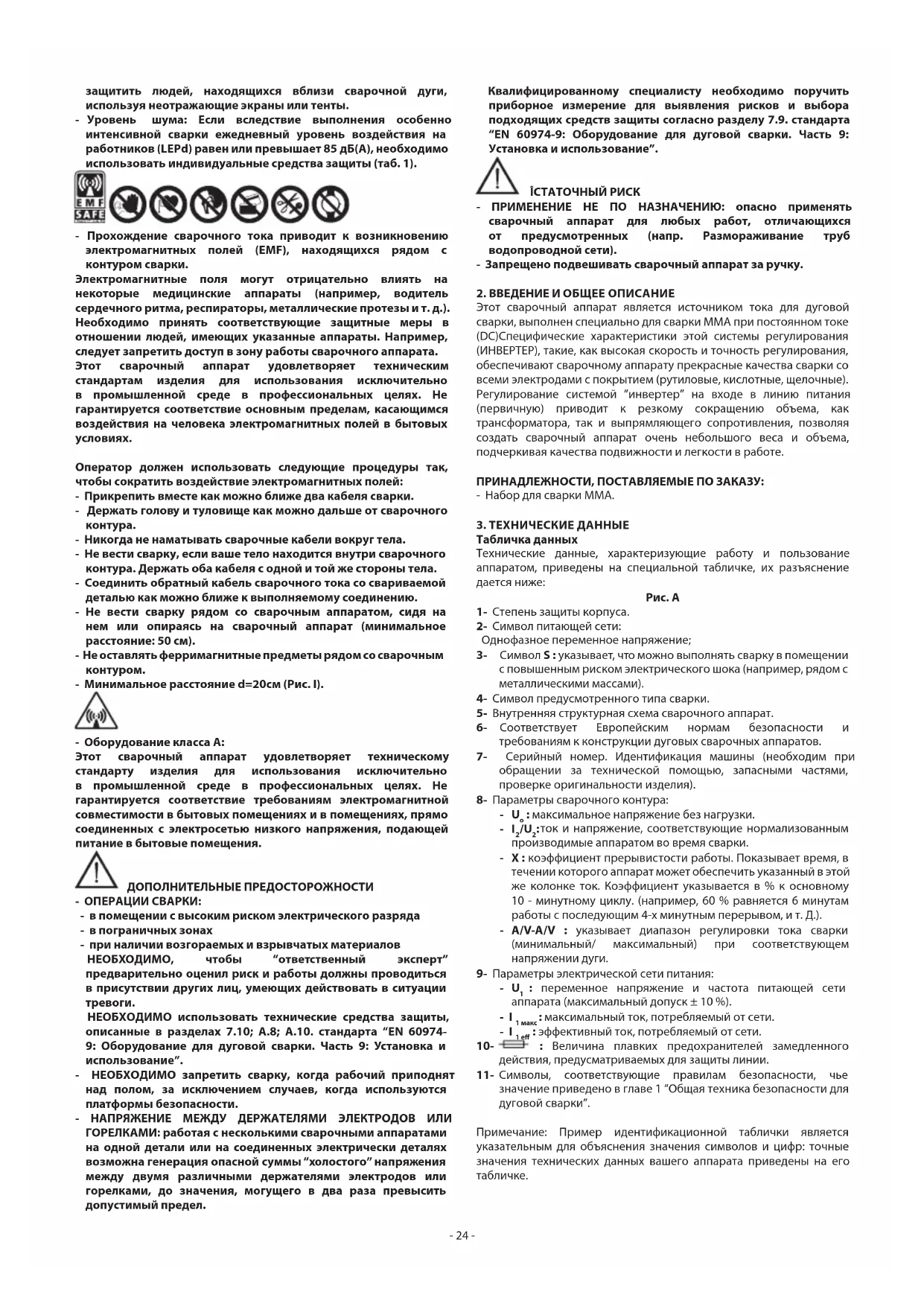
Fig.A
1- Degre de protection de la structure.
2-Symbole de la ligne d'alimentation.
1~: tension alternative monophasee;
3- Symbole S: indique qu'il est possible d'effectuer des opérations de soudage dans un milieu représentant des risques accrus de chic electrique (ex. à proximé immediate de grandes masses métalliques).
4-Symbole du procedede soudage prevu.
5-Symbole de la structure interne du poste de soudage.
6- Norme EUROPEENNE de reférence pour la sécurité et la construction des postes de soudages pour soudage à l'arc.
7- Numéro d'immatriculation pour l'identification du poste de soudage (indispensable en cas de nécessité d'assistance technique, demande pieces de rechange, recherche provenance du produit).
8- Performances du circuit de soudage:
Tension maximale à vide.
_2 Courant et tension correspondante normalisee pouvant etre distribués par la machine durant le soudage.
- X: Rapport d'intermittence: indique le temps durant lequel la machine peut distribuer le courant correspondant (meme colonne). S'exprime en % sur la base d'un cycle de 10 minutes (ex. 60% = 6 minutes de travail, 4 minutes de pause; et ainsi de suite).
En cas de dépassement des facteurs d'utilisation (figurant sur la plaquette et indiquant 40^ ), la protection thermique se déclenché et le poste de soudage se place en veille tant que la température ne rentre pas dans les limites autorisées.
- A/V - A/V: indique la plage de régulation du courant de soudage (minimum - maximum) à la tension d'arc correspondante.
9- Informations caractéristiques de la ligne d'alimentation:
- Uension alternative et frquence d'alimentation du poste de soudage (limites admises ± 10% ).
- I: courant maximal absorbé par la ligne.
I courant d'alimentation efficace.
10- :Valeur des fusibles à commande retardée à prévoir pour la protection de la ligne.
11-Symboles se referant aux normes de sécurité dont la signification
figure au chapitre 1 "Règles générales de sécurité pour le soudage à l'arc".
Note: La plaquette représentée indique la signification des symboles et des chiffres; les valeurs exactes des informations techniques du poste de soudage doivent être vérifiées directement sur la plaquette du poste de soudage.
AUTRES INFORMATIONSTECNIQUES:
- POSTE DE SOUDAGE:
- voir tableau 1 (TAB.1)
- %USE AT 20^ (s'il est present sur le capot du poste de soudage).
USE AT 20^ , exprime pour chaque diamètre ( ELECTRODE) le nombre d'électrodes soudables dans un intervalle de 10 minutes (ELECTRODES 10 MIN) à 20^ avec une pause de 20 secondes pour chaque changement d'électrode; cette donnée est aussi indiquée en pourcentage (%USE) par rapport au nombre maximum d'électrodes soudables.
- PINCE PORTE-ÉLECTRODE: voir tableau 2 (TAB.2)
Le poids du poste de soudure est indiqué au 1 (TAB.1)
4.DESCRIPTION DU POSTE DE SOUDAGE
La poste de soudage est essentiellement constituée d'un module de puissance et d'un module de réglage/contrôle réalisés sur circuit imprimé et optimisés pour obtenir le maximum de fiabilité et le minimum d'entretien.
Fig.B
1- Entrée de la ligne d'alimentation (1) , groupe redresseur et condenseurs de courants vagabonds.
2- Pont switching à transistors (IGBT) et drivers: il commute la tension de ligne redressée en tension alternée à haute fréquence et effectue le réglage de la puissance en fonction du courant/tension de soudage demandé.
3- Transformateur à haute fréquence: le bobinage primaire est alimenté par la tension convertie par le bloc 2; il a pour fonction d'adapter la tension et le courant aux valeurs nécessaires au soudage à l'arc et, en même temps, d'isoler galvaniquement le circuit de soudage de la ligne d'alimentation.
4- Pont redresseur secondaire avec inductance de nivellement et capteur du courant de soudage: il commute la tension/courant alternée fournie par le bobinage secondaire en courant/tension continu très peu ondulatoire.
5- Platine électronique et de réglage: contrôle instantanément la valeur du courant de soudage et la compare avec la valeur déterminée par l'opérateur; module les impulsions de commande des drivers des IGBT qui effectuent le réglage. Entraine la réponse dynamique de courant durant la fusion de l'électrode (courts-circuits instantanés) et gère les systèmes de sécurité.
Contrôle les compteurs pour le gaz et les rampes de courant.
Contrôle les entrées et sorties.
Dans le modele "DUAL VOLTAGE AUTOMATIC", il existe un dispositif qui reconnait automatiquement la tension de reseau (115V ca. - 230V ca.) et qui prédispose la machine à un fonctionnement correct. L'utilisateur est en mesure de comprendre si la machine est alimentee à 115V ca. ou 230V ca. grâce à la couleur de la LED (Fig. C (3)).
- LED COULEUR VERTE indique que la machine est connectee au réseau à 230V ca.
- LED COULEUR ORANGE indique que la machine est connectee au réseau à 115V ca.
Durant le fonctionnement en modalité 115V ca., il est possible, à cause de survoltages prolongés et substantiels, que la machine commute par sécurité en modalité 230V ca.
Dans ce cas, pour reprendre la soudure, il faudra eteindre et rallumer la machine.
Rallumer la machine seulement après l'extinction totale de la LED (Fig. C (3)).
DISPOSITIFS DE CONTROLLE, DE RÉGULATION ET DE ConnexION POSTE DE SOUDAGE
panneau anterieure.
Fig.C
1- Prise rapide positif (+) pour connecter le cable de soudage.
2- VOYANT LUMINEUX JAUNE: Normalement eteint. Quand il est allumé il indique une anomalie qui bloque le passage du courant de soudure pour des raisons diverses. Ces raisons peuvent etre:
- Protection thermique: la température interne à la machine est trop élevé. La machine reste allumée sans émettre de courant
jusqu'à obtention de la température normale. La remise en marche se fait automatiquement.
Protection contre les surtensions et les chutes de tension de la ligne: bloque la machine: la tension d'alimentation est hors des limites de la plage 15% par rapport a la valeur de plaque. ATTENTION: Ne pas dépasser la limite de tension supérieure sus mentionné sous peine d'endommager sérieusement le dispositif.
- Protection ANTI STICK: bloque automatiquement le poste de soudage en cas de collage de l'électrode au matériel à souder et permet son détachment manuel sans endommager la pince porté-electrode.
3- VOYANT LUMINEUX VERT: branchement au reseau, machine prete pour le fonctionnement.
4- Potentiomètre pour le réglage du courant de soudage avec échelle graduée en ampères, permet le réglage même pendant le soudage. (Le modele "DUAL VOLTAGE AUTOMATIC" presente une double échelle graduée en Ampère).
5- Prise rapide négatif (-) pour connecter le cable de soudage.
panneau arrière
Fig. D
1- Cable d'alimentation avec fiche C.E.E. 2p + (½).
(Dans le modele "DUAL VOLTAGE AUTOMATIC", le cable n'a pas de fiche).
2-Interrupteur general O/OFF - I/ON lumineux.
5. INSTALLATION

Fig. E
ATTENTION! EFFECTUER EXCLUSIVEMENT LES OPÉRATIONS
D'INSTALLATION ET TOUS LES RACCORDEMENTS ÉLECTRIQUES AVEC LE POSTE DE SOUDAGE ÉTEINT ET ISOLE DE LA LIGNE D'ALIMENTATION SECTEUR.
LES RACCORDEMENTS ÉLECTRIQUES DOIVENT EXCLUSIVÉMENT ÉTRE EFFECTUÉS PAR UN PERSONNEL EXPERT OU QUALIFIÉ.
INSTALLATION
Déballer la machine et procéder au montage des parties continues.
Assemblage cable de retour - pine
Assemblage cable de soudage - pince porte-électrode Fig.F
MODE DE SOULEVEMENT DU POSTE DE SOUDAGE
Tous les postes de soudage décrits dans ce manuel doivent être soulevés par leur poignée ou la courroie fournie (si prévue - montée comme représenté à la FIG. L)
POSITIONNEMENT DU POSTE DE SOUDURE
Choisir un lieu d'installation ne compteantaucun obstacle face à l'ouverture d'entrée et de sortie de I'air de refroidissement (circulation forcee par ventilateur, si prevu); s'assurer qu'aucune poussiere conductrice, vapeur corrosive, humidite, etc., n'est aspirée.
Laisser un espace dégagé minimum de 250mm autour de la machine.

ATTENTION: Installer le poste de soudure sur une surface
horizontal d'une portée correspondant à son poids pour éviter tout risque de déplacement ou de renversement.
BRANCHEMENT AU RÉSEAU D'ALIMENTATION SECTEUR
- Avant de proceder aux raccordements électriques, contrôle que les informations figurant sur la plaquette de la machine correspondant à la tension et à la fréquence de réseau disponibles sur le lieu d'installation.
- Le poste de soudage doit exclusivement être connecté à un système d'alimentation avec conducteur de neutre branché à la terre.
- Pour garantir la protection contre le contact indirect, utiliser des interrupteurs différentiels de type suivant:
- Type A ( ) pour machines monophasées;
- Type B ( ) pour machines triphasées.
- Pour répondre aux exigences de la Norme EN 61000-3-11 (Flicker), il est conseilé de connecter le poste de soudage aux points d'interface du réseau d'alimentation représentant une impédance inférieure à:
- Le poste de soudage ne répond pas aux exigences de la norme IEC/EN 61000-3-12
En cas de raccordement de ce dernier à un réseau d'alimentation publique, l'installateur ou l'utilisateur sont tenus de vérifier la capacité de branchement du poste de soudage (s'adresser si nécessaire au gestionnaire du réseau de distribution). - Sauf indication contraire (MPGE), les postes de soudage sont compatibles avec les groupes électrogènes pour variation de la tension d'alimentation jusqu'à ± 15%.
Pour une utilisation correcte, le groupe electrogène doit etre a plein regime pour connecter I'inverseur.
- FICHE ET PRISE:
- Le modele 230V est equiped'un cable d'alimentation avec fiche normalisée (2P + T)16A / 250V
Il peut donc être connecté à une prise secteur munie de fusibles ou d'un interrupteur automatique; la borne de terre prévue doit être branchée au conducteur de terre (jaune-vert) de la ligne d'alimentation.
Le tableau (TAB. 1) indique les valeurs conseillées, exprimées en ampères, des fusibles retardés de ligne selectionnés en fonction du courant nominal max. distribué par le poste de soudage et de la tension nominale d'alimentation.
Pour les postes de soudage dépourvus de fiche (modèle115/230V) brancher une fiche normalisée (2P + T) de portée ajusté au cable d'alimentation, et installer une prise de réseau munie de fusibles ou d'un interrupteur automatique. La borne de terre prévue doit être reliée au conducteur de terre (jaune-vert) de la ligne d'alimentation. Le tableau (TAB. 1) indique les valeurs conseillées, exprimées en ampères, des fusibles retardés de ligne selectionnées en fonction du courant nominal max. distribué par le poste de soudage et de la tension nominale d'alimentation.

ATTENTION! La non-observation des règles indiquées
ci-dessus annule l'efficacité du système de sécurité prévu par le constructeur (classe I) et peut entrainer des risques importants pour les personnes (risques de chic électrique) et les apparèils (risques d'incendie).
CONNEXIONS DU CIRCUIT DE SOUDAGE

ATTENTION! TOUTES LES OPÉRATIONS DE ConnexION DU
CIRCUIT DOIVENT ETRE EFFECTUÉES AVEC LE POSTE DE SOUDAGE ÉTEINT ET DEBRANCHÉ DU RÉSEAU D'ALIMENTATION ELECTRIQUE.
Le tableau (TAB. 1) indique les valeurs conseillées pour les cables de soudage (en mm²) en fonction du courant maximal distribué par le poste de soudage.
OPÉRATIONS DE SOUDAGE MMA
La quasi-totalité des electrodes enrobées doivent être connectées au pole positif (+) du générateur, à l'exception des electrodes acides, lesquelles doivent être connectées au pole négatif.
OPÉRATIONS DE SOUDAGE EN COURANT CONTINU
Connexion cable de soudage/pince porte-electrode
Une borne spéciale permettant de serrer la partie exposée de l'électrode est prévue sur l'extrémité du cable.
Le cable doit être connecté à la borne portant le symbole (+).
Connexion cable de retour du courant de soudage
Doit etre connecté à la pièce à souder ou au banc métallique de support, le plus pres possible du raccord en cours d'execution.
Le cable doit être connecté à la borne portant le symbole (-).
Recommendations:
- Tournier à fond les connecteurs des cables de soudage dans les prises rapides (si prévues) pour garantir un contact électrique parfait; dans le cas contraire, les connecteurs risquent de surchauffer et de se déterminerrapidement,entrainant une perte d'efficacité.
- Utiliser des cables de soudage les plus courts possibles
- Éviter d'utiliser des structures métalliques ne faisant pas partie de la pièce à souder en remplacement du cable de retard du courant de soudage: outre les dangers représentés par cette intervention, cette
dernière entrainerait également de mauvais résultats de soudage.
6. SOUDAGE: DESCRIPTION DU PROCÉDÉ
- Il est indispensable, de suivre les indications du fabricant reportées sur la boite des electrodes utilisées et qui indiquent la polarité correcte de l'electrode et son courant optimal relatif.
- Le courant de soudage se règle en fonction du diamètre de l'électrode utilisée et du type de joint que l'on désire effectuer; à titre indicatif, les courants utilisables pour les différentes diamètres d'électrodes sont:
| Ø Électrode (mm) | Courant de soudage (A) | |
| min. max. | ||
| 1.6 25 50 | ||
| 2 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 160 | ||
| 4 120 200 | ||
- Il ne faut pas oublier que, à diamètre d'électrode égal, des valeurs élevées de courant seront utilisées pour le soudage horizontal, alors que pour le soudage vertical ou au-dessus de la tête il faudra utiliser des courants plus bas.
- Les caractéristiques mécaniques du raccord soudé sont fonction de l'intensité de courant sélectionné, mais également d'autres paramètres de soudage, comme longueur de l'arc, vitesse et position d'exécution, diamètre et qualité des electrodes (pour une conservation correcte, conserver les electrodes à l'abri de l'humidité dans les emballages spécifique prévus).
Execution:
- En tenant le masque DEVANT LE VISAGE, frotte la pointe de l'électrode sur la pierce à souder en effectuant un mouvement comme pour croquer une allumette; c'est la méthode la plus correcte pour amorcer l'arc.
ATTENTION: NE PAS TAPOTER I'electrode sur la piece; vous risqueriez d'abimer le revétement en rendant l'amorçage de l'arc plus difficile. - Dès que vous avez amoré l'arc, essayez de maintainir une distance équivalente au diamètre de l'électrode utilisée et tenez cette distance constante le plus possible pendant l'exécution de la soudure; reppelez-vous que l'inclinaison de l'électrode dans le sens de l'avancement devra être d'environ 20-30 degrés (Fig. G).
- A la fin du cordon de soudure, tirez l'extrémité de l'électrode légèrement vers l'arrière par rapport à la direction d'avancement, au-dessus du crâtère pour effectuer le replissage, puis souleverzrapidement l'électrode du bain de fusion pour éteindre l'arc.
ASPECTS DU CORDON DE SOUDURE
Fig. H
7. ENTRETIEN

ATTENTION: AVANT Toute OPÉRATION D'ENTRETIEN,
S'ASSURER QUE LE POSTE DE SOUDAGE EST ETEINT ET L'ALIMENTATION SECTIONNEE.
Tout contrôle exécuté sous tension à l'intérieur du poste de soudage risque de provoquer des chocs électriques graves dus au contact direct avec les parties sous tension et/ou des blessures dues au contact direct avec les organes en mouvement.
-
Inspectoré périodiquement, et selon une fréquence fixée en fonction de l'utilisation et du niveau d'empoussièrement des lieux, l'intérieur de la machine etsterolir la poussière déposée sur le transformateur, la réactance et le redresseur au moyen d'un jet d'air comprime sec (max. 10bars).
-
Éviter de diriger le jet d'air compré sur les cartes électroniques; les nettoyer si nécessaire au moyen d'unerosse douce ou de solvants adéquats.
- Contrôler égarlement que les connexions électriques sont correctement serrées et vérifier l'état de l'isolement des câblages.
- À la fin des opérations, remonter les panneaux de la machine en serrant à fond les vis de fixation.
- Ne jamais procéder aux opérations de soudage avec le poste de soudage ouvert.
- Àprouv avoir exécuté l'entretien ou la réparation, rétablir les connexions et les cablages comme ils étaient à l'origine en faisant attention que ces derniers n'entrent pas en contact avec des parties en mouvement ou des parties qui peuvent atteindre des températures élevées. Gainer tous les conducteurs comme ils l'étaient à l'origine en faisant attention de bien séparer les branchements du transformateur primaire en haute tension et les branchements des transformateurs secondaires en basse tension.
Utiliser toutes les rondelles et les vis originales pour referrer le carter.
8. RECHERCHE DES PANNES
DANS L'EVENTUALITE D'UN MAUVAIS FONCTIONNEMENT, ET AVANT D'EAFFECTUER DES VERIFICATIONS PLUS SYSTEMATIQUES OU DE VOUS ADRESSER A VOTRE CENTRE D'ASSISTENCE, CONTROLEZ QUE:
- Le courant de soudage, régle au moyen du potentiamètre, avec reference à l'échelle graduée en ampères, corresponde au diamètre et au type d'électrode utilisé.
- L'interrupteur général étant sur "ON", le témoin relatif est allumé; dans le cas contraire la panne réside normalement dans la ligne d'alimentation (câbles, prise et/ou fiche, fusibles, etc.).
- Verifier que levoyant lumineux jaune signalant l'intervention de la sécurité thermique controlaant les surtensions,les chutes de tension ou les courts-circuits n'est pas allumé.
- S'assurer d'avoir observé le rapport d'interrmittence nominale. En cas d'intervention de la protection thermostatique attendre le refroidissement naturel de la machine. Vérifier le bon fonctionnement du ventilateur.
- Contrôler la tension de ligne : une valeur tropélevée ou trop basse entraine le blocage du poste de soudage.
- Contrôler qu'il n'y a pas un court-circuit en sortie de machine. Si tel est le cas, procéder à l'élimination de l'inconvenient.
- Les raccords du circuit de soudage soient correctement effectués, spécialement que la pince du cable de masse soit effectivement reliée à la pierce, sans interposition de matériel aux isolants (ex. des peintures).
- Que le gaz de protection utilisé soit correct (Argon 99.5% ) et dans la juste quantité.
(ES)
Assemblage retourkabel- tang
Afb.E
Assemblage laskabel-tang elektrodenhouser
Afb.F
MODALITEIT VAN OPHJSEN VAN DE LASMACHINE
Le fabricant garantit le fonctionnement correct des machines et s'engage a remplacer gratuitem les composants endommages à la suite d'une mauvaise qualite de materiel ou d'un defaut de fabrication durant une periode de 12 mois à compter de la mise en service de la machine attestee par le certificat. Les machines rendues, meme sous garantie, doivent etre expediées en PORT FRANC et seront renvoyees en PORT DU. Font exception a cette regle les machines considérées comme biens de consommation selon la directive européenne 1999/44/CE et vendues aux états membres de l'EU uniquement. Le certificat de garantie n'est valable que s'il est occuppne de la preuve d'achat ou du bulletin de livraison. Tous les inconvénients dus a une utilisation incorrecte, une manipulation ou une negligence sont exclus de la garantie. La société decline en outre toute responsabilité pour tous les dommages directs ou indirects.
(ES) GARANTÍA
(FR) Le produit est conforme aux:




