
Infinity 180 954194 - Svetsmaskin Telwin - Gratis bruksanvisning och manual
Hitta enhetens manual gratis Infinity 180 954194 Telwin i PDF-format.
| Produkttyp | MMA ljusbågsvetsning (inverter) |
| Varumärke | Telwin |
| Modell | Infinity 180 954194 |
| Teknik | IGBT-inverter |
| Matningsspänning | 230 V enfas (standardmodell) eller 115/230 V automatisk (Dual Voltage-modell) |
| Frekvens | 50/60 Hz |
| Svetsströmområde | 25 - 200 A |
| Tomgångsspänning max. | ~60 V (typisk för MMA) |
| Driftsfaktor (10 min cykel) | 60% vid 180 A, 100% vid reducerad ström |
| Rekommenderade elektroddiametrar | 1.6 - 4.0 mm |
| Termiskt skydd | Ja, med gul indikatorlampa och automatisk avstängning |
| Anti-stick | Ja, automatisk elektrodfrigöring |
| Över-/underspänningsskydd | Ja, blockering utanför ±15% intervall |
| Kylning | Forcerad ventilation |
| Skyddsklass | IP21S (uppskattning) |
| Isolationsklass | Klass I (med jordanslutning) |
| Vikt | Cirka 9 kg (uppskattning) |
| Mått (L x B x H) | 350 x 200 x 300 mm (uppskattning) |
| Ingående tillbehör | Elektrodhållartång, återledarkabel, bruksanvisning |
| Underhåll | Innrengöring med torr tryckluft (max 10 bar), undvik kretskort |
| Överensstämmelsestandarder | EN 60974-1, EN 60974-9, EN 61000-3-11 |
Vanliga frågor - Infinity 180 954194 Telwin
Användarfrågor om Infinity 180 954194 Telwin
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Svetsmaskin i PDF-format gratis! Hitta din manual Infinity 180 954194 - Telwin och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. Infinity 180 954194 av märket Telwin.
BRUKSANVISNING Infinity 180 954194 Telwin
Operatoren maste vara val insatt i hur svetsen sca anvandas pa ett saker tatt, vidare maste han vara informerad om riskerna i samband med bagsvetsning, om de respektive skyddsagderna och nödfallsprocedurerna.
(Se även norm "EN 60974-9: Apparater für bagsvetsning. Del 9: Installation och användning").

- Undvik direktkontakt med svetskretsen: spanningen på tomgang frän svetsen kan under vissa forhällanden vara farlig.
- Stäng av svetsen och drag ut stickproppen ur uttaget innan du ansluter svetskablarna eller utfor nagra kontroller uller reparationer.
- Stäng av svetsen och koppla frän den frän elnätet innan du byter ut forslitningsdetaljer på skärbrännaren.
- Utför den elektriska installationen i enlighem med gällande normer och sakerhetslagstiftning.
- Svetsen fãr endast anslutas till ett matningsssystem med en neutral ledning ansluten till jord.
- Försakra er om att nätttaget ar korrekt anslutet till jord.
- Använd inte svetsen i fuktig aller vát miljö aller i regn.

- Svetsa inte på behällare eller rörledningar som innehäller eller har innehällit brandfarliga ämnen i vätske-ller gasform.
- Undvik att arbeta på material som rengjorts med klorhaltiga losningsmedel eller i narheten av sabana amnen.
- Svetsa aldrig pa behallare under tryck.
-Avlagsna alla brandfarliga amnen (t.ex.trä, papper, trasor m.m.) fran arbetsområdet. - Försäkra er om att ventilationen är tillfredsställande eller använd er av nagot hjälpmedel for utsugning av svetsgaserna i narheten av bagen; det är niedvändigt med en systematisk kontroll für att bedöma gränserna for exponeringen für rök från svetsningen, beroende på rokens sammansätting och koncentration samt exponeringens langd.
- Hall gastuben på avstand frän varmekällor, inklusive solljus (omaland används).

- Se alltid till att ha en lamplig elektrisk isolering i forhallande till elektroden, stycket som bearetas och eventuella jordade metalldelar som befinner sig i narheten (atkomliga).
Detta kan i normala fall uppnas genom att man bär skyddshandskar, skor, skydd for huvudet och skyddskläder som ar avsedda for andamalet samt genom användningen av isolerande plattformar eller mattor.
- Skydda alltid ögonen med särskilda filter som överensstämmer med bestämmelserna i UNI EN 169 aller UNI EN 379 som ar monterade på visir erher hjälmar som uppfyller kraven i UNI EN 175. Använd särskilda brandskyddskläder (som uppfyller kraven i UNI EN 11611) och svetshandskar (som uppfyller kraven i UNI EN 12477) och undvik att exponera huden for ultraviolet strälning och infrarod strälning som produceras av baden; skyddet skå även gälla personer i narheten via skärmar eller gardiner som inte reflekterar Ijus.
- Buller: Om en daglig personlig exponeringsniva uppSTARa ground av särskild intensiva svetsninger (LEPd) som motsvarar aller overstiger 85 dB(A), ar det obligatoriskt att anvanda lampliga individuella skyddsutrustninger (Tab. 1).








Svetsströmmens
genomgang
fororsakar
upppommandet
av elektromagnetiska falt (EMF) som kan lokaliseras runt svetskretsen.
De elektromagnetiska fällen kan fororsaka störningar på viss medicinteknisk utrustning (t.ex. pacemaker, respiratorer, metallproteser osv.).
Lampliga skyddsagdter ske vidtas for personer som bar en sadan utrustning. Till exempl kan de forbjudas tilltrade till det omrade som svetsen anvands vid.
Denna svets uppyller kraven i teknika normer forprodukter som enbart ar avsedda att anvandas inom industrin och for professionell bruk. Overensstammelse med de grundlaggande begransningarna for mansklig exponering av elektromagnetiska falt i hemmet kan ej garanteras.
Operatoren skà tillampa fölljande forfaranden for att minska exponeringen av de elektromagnetiska falten:
- Fixera encheten sā nāra de tvā svetskablarna som möjligt.
- Huvudet och overkroppen ská hallas på są langt avständ som möjligt从前 svetskretsen.
- Snurra inte svetskablarna rund omkring kroppen.
- Svetsa inte med kroppen mitt i svetskretsen. Håll båda kablarna på sama sida om kroppen.
- Kabeln für svetsströmmens äterledning till arbetsstyetck att svetsa sca anslutas sa nara som möjigt den fog som häller på att bearetas.
- Svetsa inte i narheten av svetsen, sittande pa den ell er stdd mot den (minimiavstand: 50 cm).
- Lämna inga ferromagnetiska foremål i narheten av svetskretsen.
- Minimiavstand d = 20cm (Fig.1).

Apparat av klass A:
Denna svets uppyller kraven i tekniiska normer forprodukter som endast ar avsedda att anvandas inom industrin och for professionell bruk. Overensstammelse med elektromagnetisk kompatibilitet i hushallsbyggnader och i byggnader som ar direkt kopplade till ett elnat med lagspanning for eldistribution till hushallsbyggnader garanteras inte.

EXTRA FÖRSIKTIGHETSÄTGARDER
SVETSNINGSARBETE:
- i miljö med ökad risk für elektrisk stöt
- i angränsande utrymmen
- i narvaro av brandfarigt eller explosivt material
MÁSTE Först bedömas av en "Ansvarig expert" och alltid utforas i narvaro av andra personer som ar skolade for sett eventuellt ingrepp ien nösituation.
Man MÁSTE använda sig av de tekniska skyddsmedel som beskrivs i 7.10; A.8; A.10 i normen"EN 60974-9: Apparater für bagsvetsning. Del 9: Installation och användning".
- det MÁSTEvaraforbjudetattsvetsamed operatoren upplyfránmarken,forutomvid eneventuellanvändningavensakerhetsplattform.
- SPÄNNING MELLAN ELEKTRODHÄLLARE ELLER SKÄRBRÄNNARE: om man arbetar med flera svetsar pa sama stycke erlar pa flera elektriskt sammankopplade stycken kan detta ge upphov till en samanlagd farlig spanning pa tomgäng mellan två olika elektrodhällare erler skärbrännare,ända upp tillett varde som kan uppnà det dubbla jämfort med den tillatna gräsen.
Det ar nödvändigt att en erfaren koordinator utfor instrumentmatningen for att avgöra om det finns国家队 risk, for att kunna använda skyddsätgärder som ar lámpliga sö som indikeras i 7.9 i normen "EN 60974-9: Apparater für bagsvetsning. Del 9: Installation och användning".

ÄTERSTÄENDE RISKER
- FELAKTIG ANVANDNING: det ar farligt att anvanda svetsen for nagot annat an vad den ar avsedd for (t.ex. for att tina upp vattenr).
- Det ar forbjudet att anecd handtaget som svetsens uphangningsanordning.
Denna svets ar en strömkälla for bagsvetsning, särskilt avsedd for MMA-svetsning i likström (DC).
Detta regleringssystems (VAXELRIKTARE) särskiljande egenskaper, sösum regleringens hoga hastigkeit och precision, gör det möjigt att utföra en svetsning av utmärkt kvalitet med alla typä av belagda elektroder (rutilelektroder, sura, basiska).
Regleringen med hjälp av ett "växelriktarsystem" vid inmatningen frän matningslinjen (primär) möjiggör dessutom en drastisk minskning av bände transformatorns och avvängningsreaktansens volym. Detta, i sin tur, gör det möjlicht att konstruera en svets av extrem begränds volym och vikt och framhäva dess lätthanterligheit och transporterbarhet.
TILLBEHOR SOM LEVERERAS PÅ BESTÄLLNING:
- Set for MMA-svetsning.
3. TEKNISKA DATA
INFORMATIONSSKYLT
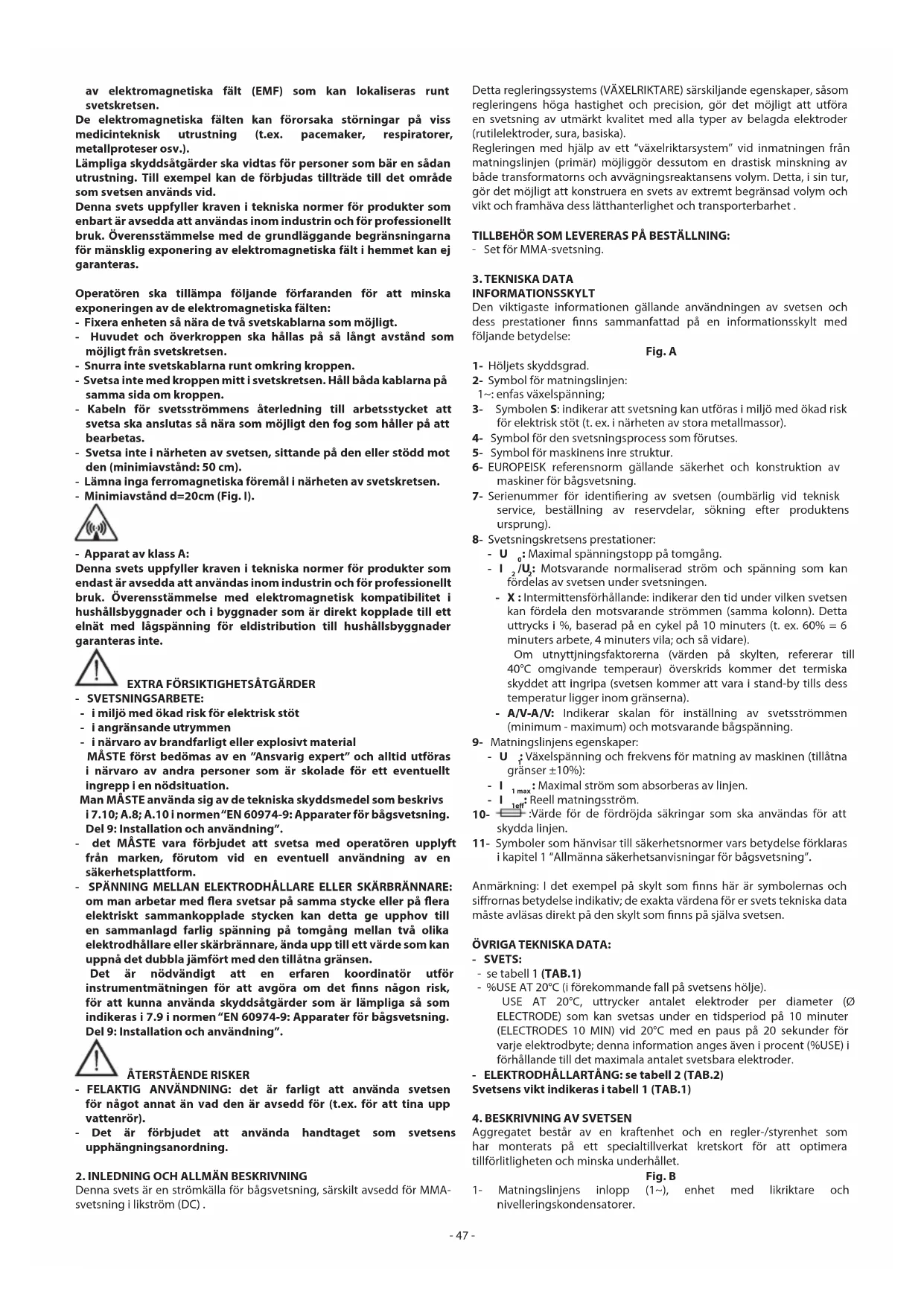
Den viktigaste informationen gällande användingen av svetsen och dess prestationer finns sammanfattad på en informationsskylt med följande betydelse:
Fig.A
1-Holjets skyddsgrad.
2-Symbol for matningslinjen:
1: enfas vaxelspanning;
3- Symbolen S: indikerar att svetsnig kan utforas i miljo med okad risk for elektrisk stot (t. ex. i narheten av stora metallmassor).
4- Symbol for den svetsningsprocess som forutses.
5- Symbol for maskinens inre struktur.
6- EUROPEISK referensnorm gällande sakerhet och konstruktion av maskiner for bagsvetsning.
7- Serienummer für identifizierung av svetsen (oumbärlig vid teknik service, beställning av reservdilar, sökning after Produktens ursprung).
8-Svetsningskretsens prestationer:
- U o: Maximal spanningstopp på tomgang.
- I _2/U : Motsvarande normaliserad strom och spanning som kan fordelas av svetsen under svetsningen.
- X:Intermittensforhällande:indiker den tid under vilken svetsen kan fordela den motsvarande strommen (samma kolonn).Detta uttrycks i %, baserad pa en cykel pa 10 minuters (t.ex. 60% = 6 minutes arbete,4 minuters vila; och sa vidare).
Om utnytjningsfaktorerna (varden pa skylten, refererar till 40^ omgivande temperaur) överskridskommen det termiska skyddet att ingripa (svetsen kommt att vara i stand-by tills dess temperatur ligger inom granserna).
- A/V-A/V: Indikerar skalan für inställning av svetsströmmen (minimum-maximum) och motsvarande bagspänning.
9-Matningslinjens egenskaper:
- U: Växelspänning och frekvens for matning av maskinen (tillätna gränser ±10%):
- | 1max: Maximal strom som absorberas av linjen.
- I:Reell matningsström.
10- :Varde for de fordrojda sakringar som sca anvandas for att skydda linjen.
11- Symboler som harevisar till sakerhetsnormer vars betydelse forklaras i kapitel 1 "Allmanna sakerhetsanvisiningar for bagsvetsning".
Anmärkning: I det exemplé på skylt som finns har ar symbolernas och siffronnas betydelse indicativ; de exakta värdena for er svets tekniska data maste avljas direkt på den skylt som finns på själva svetsen.
ÖVRIGA TEKNISKA DATA:
SVETS:
- set tabell 1 (TAB.1)
- %USE AT 20°C (i förekommande fall på svetsens höje).
USE AT 20^ uttrycker antelet elektroder per diameter (ELECTRODE) som kan svetsas under en tidsperiod pa 10 minuter (ELECTRODES 10 MIN) vid 20^ med en paus pa 20 sekunder for varje elektrodbyte; denna information anges aven i percent (%USE) i forhallande till det maximala antelet svetsbara elektroder.
- ELEKTKRODHÄLLARTÄNG: set tabell 2 (TAB.2)
Svetsens vikt indikeras i tabell 1 (TAB.1)
4. BESKRIVNING AV SVETSEN
Aggregatet bestär av en kraftenhet och en regler-/styrenhet som har monterats pa att speciallverkat kretskort for att optimera tillforlitligehen och minska underhallet.
Fig.B
1- Matningslinjens inlopp (1\~), enhet med likriktare och nivelleringskondensatorer.
2- Transistorbrygga (IGBT) och drivenheter: ovmvandlar den likiktade spänningen till högrekvent hackad växelspänning och gör det möjigt att reglera effekten beroende på vilken ström/ spanning som kravs vid svetsarbeitet.
3- Hogfrekvenstransformator: primarlindingarna matas med den omvandlade spänningen fran block 2. Funktionen hos kretsen ar att anpassa spanning och strom till de varden som kravs for bagsvetsningen och samtidigt isolera svetskretsen fran elnatet.
4- Sekundär likriktarbrygga med drossel: omvandlar den hackade strom-/spanninger fran sekundärlindningen till en kontinuierlig strom/ spanning med liters vågLängd.
5- Elektronik- och styrkort: overvakar momentant svetsströmmens varde och jänför detta med det varde som ställts in av operatoren, samt hanterar kommandona frän POWER MOS drivenheten som styr regleringen.
Faststaller strömmens dynamiska svar under smältningen av elektroden (omedelbara kortslutninger) och overvakar sakerhetssystemen. Kontrollerar timers for gas och strömramper. Kontrollerar in- och utmatningar.
I modell "DUAL VOLTAGE AUTOMATIC" finns et anlegg som automatisk avleser nettspenningen (115V ac - 230V ac) og forbereder maskinen for en korrekt funksjon.
Brukeren kan skonne hvis maskinen er forsynt med 115V ac uller 240 Vac ved a kontrollere fargen pa LED-indikatoren(Fig C (3)).
- LED-INDIKATOR I GRÖNN FARGE indikerer at maskinen er koplet til nettet ved 230V ac.
- LED-INDIKATOR I ORANSJE FARGE indikerer at maskinen er koplet til nettet ved 115V ac.
- Varmebeskytelse: Temperaturen innate i maskinen er for hoy. Maskinen er fortsett pa, men uten a bli tilfort strom, helt til den har nadd normal temperatur. Maskinen vil da starte opp igjen automatisk.
- Beskyttele mot for høy og for lav spenning: Maskinen blokkeres: matningsspänningen ligger utanfor omrædet +/- 15% jæmfört med vardet som indikeras på markplaten. VIKTIGT: Om den oven namnda övre spanningsgränsen överskrids,kommen detta att skada apparaten allvarigt.
- ANTI STICK-skydd: blocker ar svetsen automatiskt om elektroden fastnar vid det material som svetsas, vilket gör det möjlg att lossa elektroden for hand utan att forstöra elektrodhällartängen.
Packa upp svetsen och montera ihop de Separate komponenterna som finns i forpackningen.
Montering av aterledarkabel-tang Fig. E
Montering av svetskabel-elektrodhällartäng Fig.F
TILLVAGAGANGSSATT FOR LYFT AV SVETSEN
Alla svetsar som beskrivs ienna bruksanvising maste lyfas upp med hjalp av handtaget aller med den medfoljande remmen om sadan finns for modellen i fraga (monterad pa det satt som beskrivs i FIG. L).
PLACERING AV SVETSEN
Placera svetsen på en plats)dörppingarna for in- och utmatning av kylluften (forcerad kylnng med flakt, om sadan finns) inte riskerar att blockeras, forsakra er ocksa om att elektriskt ledande damm, korrosiv anga, fukt, m.m inte kan sugas in i svetsen.
Lämna alltid ett fritt utrymme pa 250 mm runt omkring svetsen.

VIKTIG! Placera svetsen på en plan yta av lämpigt. Et citet for dess vikt for att undvika att den tippar eller ror sigl. erligt satt.
ANSLUTNING TILL ELNÄTET
- Innan den elektriska anslutningen sker maste man forsakra sig om att de varden som indikeras pa informationsskylen pa svetsen motsvarar den natspanning och -frekvens som finns tillganglia pa installationsplatsen.
- Svetsen fãr bara anslutas tillett matningssystem som ar utrustat med en neutral ledare ansluten till jord.
-
For att garantera ett gott skydd mot indirekt kontakt, använd differentialbrytare av types:
-
Typ A ( ) for enfas maskiner;
-
Typ B ( ) for trefas maskiner.
-
For att uppfylla foreskrifterna i normen EN 61000-3-11 (Flicker), rekommenderar vi er att ansluta svetsen till de punker for inkoppling till elnatet som har en impedans pa minded.
- Svetsen omfattas inte av kraven i standard IEC/EN 61000-3-12.
Om den ansluts till ett elnät für allmän elförserjning ar det installatörens aller användarens ansvarighet att kontrollera att svetsen kan anslutas (om nödvändigt, vänd dig till distributionssystemets eloperator).
- Svetarna År, om inget annat specificeras (MPGE), kompatibla med kraftaggregat for variationer i matningsspänningen på upp till ± 15%.
For en korrekt anvandning ske kraftaggregatet koras till full effekt innan frekvensomvandlaren kan koplas.
- STICKPROPP OCH UTTAG:
- Modellen 230V ar fran børjan forsedd med matningskabel med en stickpropp av standardmodell, (2P + J)16A / 250V
Den kan säledes anslutas till ett natuttag utrustat med sakringar aller med en automatisk brytare; terminalen for jord maste anslutas till matningslinjens jordledare (gul/grön).
I tabell (TAB. 1) indikeras de rekommenderade vardena i ampere for linjens fordrojda sakringar, som valts pa basis av den maximala nominella ström som fordelas av svetsen samt av elnatets nominella matningsspanning.
- For svetsar som inte ar forsedda med stickpropp (modellerna 115/230V), anslut nätkabeln till en stickpropp av standardmodell (2P + J) av lamplig kapacitet och forbered ett eluttag utrustat med sakringar erler med en automatisk brytare, terminalen for jord maste anslutas till matningslinjens jordledare (gul/grön). I tabell (TAB. 1) indikeras de recommenderade värdena i ampere for linjens fördrödda sakringar, som valts på basis av den maxima nominella ström som fordelas av svetsen samt av elnatets nominella matningsspänning.

sakerhetssystemet som konstruerats av tillverkaren (klass 1) ingen
effekt, vilket betyder att det finns risik for skador pa personer (t.ex. elektrisk stot) och for saker (t.ex. brand).
ANSLUTNING AV SVETSKRETSEN

VIKTIGT! FÖRSAKRA ER OM ATT SVETSEN AR AVSTÄNGD
I tabell (TAB. 1) indikeras de rekommenderade vardena for svetskablarna (mm^2) pada basis av den maximala strom som fordelas av svetsen.
MMA-SVETSING
I stort sett alla belagda elektroder ska anslutas till generatorsn positiva pol (+) ; enbart elektroder med sur belaggning ska anslutas till den negativa polen (-).
SVETSNINGLIKSTRÖM
Anslutting av svetskabel med elektrodhällartäng
På terminalen finns en speciell klämma som används for att lasa fast den nakna delen av elektroden.
Denna kabel ska anslutas till klämman med symbolen (+).
Anslutning av aterledarkkabel for svetsström
Denna sk anslutas till svetsstcyket ell till den arbetsbank pa vilken stykct er placerat, sa nara den fog man haller pa att svetsa som mojlligt. Denna kabel sk anslutas till klamman med symbolen (-).
Rekommendationer:
Vrid svetskablarnas kopplingsdon anda in i snabbkopplingarna (om sādana finns), detta for att garantera en perfekt elektrisk kontakt; i annat fall kan det leda till en overhettning av själva kopplingsdonen, som i sin tur leder till att de blir Förstörda snabbt och att svetsens effektivitet minskar.
- Använd sá korta svetskablar som möjigt.
- Undvik att använda metallstrukturer som inte är en del av stycket som bearetas som ersättnig for Återledningskabeln for svetsström; detta skulle kunna satta sakerheten på spel och ge upphov till otillfredsställande svetsningsresultat.
6. SVETSNING: BESKRIVNING AV TILLVAGAGANGSSATT
- Det är mycket viktigt att operatoren följer anvisingarna pa elektrodforpackningen. Här anges vilken polaritet elektroderna skall ha, och vid vilken strom de bör användas.
- Strömmen i svetskretsen måste regleras beroende på elektrodens diameter och vilken typ av svetsfog man vill östadkomma. Nedanständende tabell visar svetsströmmar für olika elektroddiametr:
| Elektrod-Ø (mm) | Svetsström (A) | |
| min. max. | ||
| 1.6 25 50 | ||
| 2 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 160 | ||
| 4 120 | 200 | |
Tänk på att for en given elektroddiameter skull högre stromstyrka anvandas vid horizontalsvetsning, medan lagre strommar skall anvandas for vertikala svetsfogar eller svetsning från undersidan.
- Svetsfogens mekaniska egenskaper beror, forutom pa den valda strömmens intensitet, pa andra svetsparametrar som bagens langd, svetshastigkeit och position, elektrodernas diameter och kvalitet (foren korrekt forvaring sca elektroderna placeras skyddade fran fukt i de tillhörande forpackningarna eller behällarna).
Svetsning
Häll masken FRAMFORANSIKET, slä elektrodspetsen mot arbetsstycket som när du tändere tändsticka. Detta ar ratt satt att tända svetsbagen. WARNING: slä inte elektroden mot arbetsstycket. Detta kan skada elektroden och forsvara tandningen.
- Hall avstandet till arbetstcycket sä konstant som möjigt nar bagen tänds. Detta avstand ar lika med elektrodens diameter. Hall sama avstand under hela arbetet. Vinkel mellan elektroden och arbetstcycket skall vara 20-30 grader (Fig.G).
- För elektroden bakat i slutet av fogen, sä att svetskratern fylls. Lyft snabbt elektroden fran smältn sa att bagen släcks.
7. UNDERHÄLL

VIKTIgT! FORSAKRA ER OM ATT SVETSEN AR
AVSTÄNGD OCH FRANKOPPLAD FRAN ELNÄTET INNNAN NI UTFÖR ARBETSSKEDENA FÜR UNDERHÄLL.
EXTRAORDINÄRT UNDERHÄLL
ATGARDERNA FOR EXTRAORDINART UNDERHALL FAR ENDAST UTFORAS PERSONAL MED ERFARENHET ELLER KVALIFKATIONER INOM DET ELEKTRISKA OCH MEKANISKA FALTET, I OVERENSSTAMMELSE MED DEN TEKNISKA NORMEN IEC/EN 60974-4.

VIKTIGT! FÖRSAKRA ER OM ATT SVETSEN AR AVSTÄNGD
OCH FRANKOPPLAD FRAN ELNATET INNAN NI AVLAGSNAR SVETSENS PANELER OCH PABORJAR ARBETET I DESS INRE.
Eventuella kontroller som utförs i svetsens inre närenna under spanning kan ge upphov till allvarlig elektrisk stöt p.g.a. direkt Kontakt med componenter under spanning och/eller skador p.g.a. direktkontakt med organ i röelse.
- Inspektera svetsens inre med jämna mellanrum, beroende på hur mycket den används och i hur dammig miljö. Avlagsna damm som ansamlats på transformatorn, reactansen och likriktaren med hjälp av en stråle torr tryckluft (max 10bar).
- Undvik att rikta tryckluftsstralen mot de elektroniska korten, rengör eventuellt dessa med en mycket mjuk borste eller med for detta lampliga losningsmedel.
- Kontrollera samtidigt att de elektriska anslutningarna ar ordentligt atdragna och att kablarnas isolering inte uppvisar nago skada.
- Efter att underhallsarbetet avsolutats sca maskinens paneler monteras dit ingen, drag at skruvarna for fixering ordentligt.
- Undvik absolut att utfora svetsarbete nar svetsen ar oppen.
- After att ha utfort unterhalletller reparationen, ska du aterstalla anslutningarna och kablarna som de var ursprungligen. Var noga med att undvika att de kommer i kontaktmed rorlige delar ell derl som kan na hoga temperaturer. Linda alla ledninger som de var ursprungligen och var noga med att halla huvudledingarna med Hogspanning atskilda frande sekundara ledningarna med lagspanning. Anvand alla ursprungliga brickor och skruvar for att ater dra at snickeridelarna.
8. FELSÖKNING
BÖRJA MED ATT KONTROLLERERA FÖLJANDE OM NAGOT VERKAR VARA FEL. KONTAKTA SERVICE ELLER LÄMNA IN AGGREGATET FÖR ÖVERSYN OM DETTA INTE HJÄLPER.
- Kontrollera att svetsströmmen, som regleras med den amperegraderade potentiometern, ar ratt installd for elektrodens typ och diameter.
- Kontrollera att huvudströmbrytaren ar tillslagen och att lampan lyser. Om lampan inte lyser ligger felet i natdelen (kablar, stickpropp, vagguttag, sakringar, mem).
- Kontrollera att den gula lysdioden som visar att termoskyddet mot over aller underspänning eller kortslutting inte har utlosts.
Forsakra dig om att det nominella intermittensforhallandet respekteras. Om termostatskyddet utloses vanta tills maskinen kylts ned pa naturligt satt. Kontrollera att flakten fungerar. - Kontrolera natspanninger: om vardet ar for högt eller for lågt blockeras svetsen.
Kontrollera att det inte ar kortslutning vid maskinens utgang. Om sa ar fallet maste felet atgardas.
- Kontrolera att alla anslutninger till svetskretsen ar riktigt gjorda, särskilt att klämman sitter ordentligt fast vid arbetsstycket, som maste vara fritt fran ytbehandling (teex farg och lack).
- Att den anvanda skyddsgasen ar av ratt typ (Argon 99.5%) och att den tillfors i ratt mangd.
(DA)
INSTRUKTIONSMANUAL
#
GIV AGT! LES BRUGERVEJLEDNINGEN OMHYGGELIGT, FDR MASKINENTAGES I BRUG.
1. ALMENE SIKKERHEDSNORMER VEDRORENDLE LYSBUESVEJSNING
Montering av returkabeln-klemme
Fig. E
Tillverkaren garanterar att maskinerna fungerar bra och atar sig att kostnadsfritt byta ut delar som gär sönder p.g.a. tatsäch materialkvalitet och defekter inom 12质量管理 after idriffsättningen av maskinen, som sca styrkas av intyg. De maskiner som lämnes tillbaka, även om de tacks av garantin, maste skickas FRAKTFRITT, ochkommen att skickas tillbaka PÅ MOTTAGARENS BEKOSTNAD. Ett undantag frän detta utgörs av de maskiner som räknas som konsumtionsvaror enligt EU-direktiv 1999/44/EG, och dā enbart om de har salts till nagot av EU:s medlemsländer. Garantisedeln ar bara giltig tillsammans med kvitto aller leveranssedel. Problem som beror på felaktig användning, äverkan eller vardsloshet tacks inte av garantin. Tillverkaren frånsager sig även allt ansvar for direkt och indirekt skada.
(DA) GARANTI
(SV) Aterforsäljare (Stampel och Underskrift)




