
Infinity 180 954194 - Saldatrice Telwin - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo Infinity 180 954194 Telwin in formato PDF.
| Tipo di prodotto | Macchina per saldatura ad arco MMA (inverter) |
| Marca | Telwin |
| Modello | Infinity 180 954194 |
| Tecnologia | Inverter a IGBT |
| Tensione di alimentazione | 230 V monofase (modello standard) o 115/230 V automatica (modello Dual Voltage) |
| Frequenza | 50/60 Hz |
| Campo di corrente di saldatura | 25 - 200 A |
| Tensione a vuoto max. | ~60 V (tipico per MMA) |
| Fattore di servizio (ciclo 10 min) | 60% a 180 A, 100% a corrente ridotta |
| Diametri degli elettrodi consigliati | 1.6 - 4.0 mm |
| Protezione termica | Sì, con spia gialla e arresto automatico |
| Anti-stick | Sì, distacco automatico dell'elettrodo |
| Protezione sovratensione/sottotensione | Sì, blocco fuori range ±15% |
| Raffreddamento | Ventilatore a circolazione forzata |
| Grado di protezione | IP21S (stima) |
| Classe di isolamento | Classe I (con messa a terra) |
| Peso | Circa 9 kg (stima) |
| Dimensioni (L x P x H) | 350 x 200 x 300 mm (stima) |
| Accessori inclusi | Pinza portaelettrodo, cavo di ritorno, manuale |
| Manutenzione | Pulizia interna con aria compressa secca (max 10 bar), evitare le schede elettroniche |
| Norme di conformità | EN 60974-1, EN 60974-9, EN 61000-3-11 |
Domande frequenti - Infinity 180 954194 Telwin
Domande degli utenti su Infinity 180 954194 Telwin
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Saldatrice in formato PDF gratuitamente! Trova il tuo manuale Infinity 180 954194 - Telwin e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. Infinity 180 954194 del marchio Telwin.
MANUALE UTENTE Infinity 180 954194 Telwin
(DE) .pag.19 (DL) 23
(RU) .pag.23 (DE)
(PT) .pag.27
(EL) .pag.31
(NL)...pag.35
(HU) .pag.39
(SO) 10
(RO) .pag.42
(SV)...pag.46
(DA) .pag.50
(NO)...pag.53
(FI) .pag.57
CS) .pag.60
(SK) .pag.64
(SL) .pag.67
(HR-SR)......pag.71
(LT).pag.74
(ET) .pag.78
(LV) .pag.81
(BG) .pag.85
(PL) . pag. 89 (CD)
(AR).....pag.93
(EN) EXPLANATION OF DANGER, MANDATORY AND PROHIBITION SIGNS.
(IT) LEGENDA SEGNALI DI PERICOLO, D'OBBLIGO E DIVIETO.
(FR) LÉGENDE SIGNAUX DE DANGER, D'OBLIGATION ET D'INTERDICTION.
(ES) LEYENDA SENALES DE PELIGRO, DE OBLIGACION Y PROHIBICION.
L'operaatore deve essere sufficientemente edotto sull'uso sicuro della saldatrice ed informato sui rischi connessi ai procedimenti per saldatura ad arco, alle relative misure di protezione ed alle procedure di emergenza.
(Fare riferimento agli alla norma "EN 60974-9: Apparecchiature per saldatura ad arco. Parte 9: Installazione ed uso").

- Evitare i contatti diretti con il circuito di saldatura; la tensione a vuoto fornita della saldatrice cui è pericolosa in talune circostanze.
- La connessione dei cavi di saldatura, le operazioni di verificare di riparazione devono essere eseguite a saldatrice spenta e scollegata alla rete di alimentazione.
- Specnere la saldatrice e scollegarla alla rete di alimentazione prima di sostuire i particolari d'usura della torcia.
- Eseguire l'installazione elettrica secondo le previste norme e leggi antinfortunistiche.
- La saldatrice deve essere collegata esclusivamente ad un sistema di alimentazione con conduttore di neutro collegato a terra.
- Assicurarsi che la presa di alimentazione sia correttamente collegata alla terra di protezione.
- Nonutilizzare la saldatrice in ambienti umidi o bagnati o sotto la pioggia.
- Non utilizzato cavi con isolamento deteriorato o con connessioni allentate.

- Non saldare su contentitori, recipienti o tubazioni che contengano o che abbiano contento prodotti infiammabili liquidi o gassosi.
- Evitare di operare su materiali puliti con solventi clorurati o nelle vicinanze di dette sostenze.
- Non saldare su recipienti in pressione.
- Allontanare dall'area di lavoro tutte le sostanze inflammabili (es. legno, carta, stracci, etc.).
- Assicurarsi un ricambio d'aria adeguato o di mezzi atti ad asportare i fumi di saldatura nelle vicinanze dell'arco; è necessario un approccio sistematico per la valutazione dei limiti all'esposizione dei fumi di saldatura in funzione della loro composizione, concentrazione e durata dell'esposizione stessa.
- Mantenere la bombola al riparo da fonti di calorie, compreso l'irraggiamento solare (seutilizzata).

- Adottare un adeguato isolamento elettrico rispetto l'elettrodo, il pezzo in lavorazione ed eventuali parti metalliche messe a terra poste nelle vicinanzi (accessibili).
Cio è normalmente ottenibile indossando quanti, calzature, copricapo ed indumenti previsti allo scopo e mediante l'uso di pedane o tappeti isolanti. - Proteggere sempre gli occhi con gli apposti filtri conformi alla UNI EN 169 o UNI EN 379 montati su maschere o caschi conformi alla UNI EN 175.
Usare gli apposti indumenti ignifughi protettivi (conformi alla UNI EN 11611) e quanti di saldatura (conformi alla UNI EN 12477) evitando di esporre l'epidermide ai raggi ultravioletti ed infrarossi prodotti dall'arco; la protezione deve essere estesa ad altre persona nelle vicinanze dell'arco per mezzo di schermi o tende non riflettenti. - Rumorosità: Se a causa di operazioni di saldatura particolaremente intensive viene verificato un livello di esposizione quotidiana personale (LEPd) uguale o maggiore a 85dB(A), è obbligatorio l'uso di adeguati mezzi di protezione individuale (Tab. 1).

- Il passaggio della corrente di saldatura provoca l'insorgere di campi elettromagnetici (EMF) localizzati nei dintorni del circuito di saldatura.
I campi elettromagnetici possono interferire con alcune apparecchiature mediche (es. Pace-maker, respiratori, protesi metalliche etc.).
Devono essere prese adeguate misure protettive nel confronti dei portatori di queste apparecchiature. Ad esempio proibire l'accesso all'area di utilizzo della saldatrice.
Questa saldatrice soddisfa gli standard tecnici di prodotto per l'uso esclusivo in ambiente industriale a scopo professionale. Non è assicurata la rispondenza ai limiti di base relativi all'esposizione umana ai campi elettromagneti in ambiente domestico.
L'operaatore deveutilizzare le seguenti procedure in modulo da ridurre I'esposizione ai campi elettromagneti:
- Fissare insieme il più vicino possibile i due cavi di saldatura.
- Mantenere la testa ed il tronco del corpo il più distante possibile dal circuito di saldatura.
- Non avvolgere mai i cavi di saldatura attorno al corpo.
Non saldare con il corpo in mezzo al circuito di saldatura. Tenere entrambi i cavi alla stessa parte del corpo.
- Collegare il cavo di ritorno della corrente di saldatura al pezzo da saldare il più vicino possibile al giunto in esecuzione.
- Non saldare vicino, seduti o appoggiati alla saldatrice (distanza minima: 50cm).
- Non lasciare oggetti ferromagnetici in prossimità del circuito di saldatura.
- Distanza minima d=20cm (Fig.1)

Apparecchiatura di classe A:
Questa saldatrice soddisfa i requisiti dello standard tecnico di prodotto per l'uso esclusivo in ambiente industriale e a scopo professionale. Non è assicurata la rispondenza alla compatibilità elettromagnetica negli edifici domestici e in quelli direttamente collegati a una rete di alimentazione a bassa tensione che alimenta gli edifici per l'uso domestico.

PRECAUZIONI SUPPLEMENTARI
LE OPERAZIONI DI SALDATURA:
- In ambiente a rischio accresciuto di shock elettrico
In spazi confinati - In presenza di materiali infiammabili o esplodenti DEVONO esserepreventivamente valutate da un "Responsabile esperto" ed eseguiti sempre con la presenza di altre persona istruite per interventi in caso di emergenza.
DEVONO essere adottati i mezzi tecnici di protezione descritti in 7.10; A.8; A.10 della norma "EN 60974-9: Apparecchiature per saldatura ad arco. Parte 9: Installazione ed uso".
- DEVE essere proibita la saldatura con operatore sollevato da terra, salvo eventuale uso di piattaforme di sicurezza.
- TENSIONE TRA PORTAELETTRODI O TORCE: lavorando con più saldatici su di un solo pezzo o su più pezzi collegati elettricamente si può generare una somma pericolosa di tensioni a vuoto tra due differenti portaelettrodi o torque, ad un valore che può raggiungere il doppio del limite ammissibile.
E' necessario che un coordinatore esperto esegua la misura strumentale per determinare se esiste un rischio e possa adottare misure di protezione adeguate come indicato in 7.9 della norma "EN 60974-9: Apparecchiature per saldatura ad arco. Parte 9: Installazione ed uso".

RISCHI RESIDUI
- USO IMPROPRIO: è pericolosa l'utilizzazione della saldatrice per qualsiasi lavorazione diversa da quella prevista (es. scongelazione di tubazioni nella rete idrica).
- É vietato utilizzato la maniglia come mezzo di sospensione della saldatrice.
2. INTRODUZIONE E DESCRIZIONE GENERALE
Questa saldatrice è una sorgente di corrente per la saldatura ad arco, realizata specificamente per la saldatura MMA in corrente continua (DC).
Le caratteristiche di quelloystemadi regolazione (INVERTER),quali alta velocitàeprecisionedella regolazione,conferiscono alla saldatricce, eccellenti qualita nella saldatura di elettrodi rivestiti (rutili, acidi, basici). La regolazione consystema "inverter"all'ingresso della linea di alimentazione (primario) determina inoltreuna riduzione drastica di volume sa deltrasformatore che della reattanza dlivelamento permietendo la costruzione di una saldatrice di volume e peso estremamente contenuti essaltandone le doti di maneggevolezza e trasportabilità.
ACCESSORI FORNITI SU RICHIESTA:
- Kit saldatura MMA.
3.DATI TECNICI
TARGA DATI
I principali dati relativi all'impioe e alle prestazioni della saldatrice sono riassunti nella targa caratteristiche col seguente significato:
Fig.A
1- Grado di protezione dell'involucro.
2-Simbolo della linea di alimentazione:
1~: tensione alternata monofase;
3- Simbolo S: indica che possono essere seeguite operazioni di saldatura in un ambiente con rischio accresciuto di shock elettrico (es. in stretta vicinanza di grande masse metalliche).
4-Simbolo del procedimento di saldatura previsto.
5-Simbolo della struttura interna della saldatrice.
6- Norma EUROPEA di riferimento per la sicurezza e la costruzione delle machine per saldatura ad arco.
7-Numero di matricola per l'identificazione della saldatrice (indispensabile per assistenza tecnica, richiesta ricambi, ricerca origine del prodotto).
8-Prestazioni del circuito di saldatura:
- U: tensione massima a vuoto.
- I _2/U : Corrente e tensione corrispondente normalizzata che possono venire erogate alla saldatatrice durante la saldatura.
- X: Rapporto d'interrmittenza: indica il tempo durante il quale la saldatrice può erogare la corrente corrispondente (stessa colonna). Si esprime in %, sulla base di un ciclo di 10 minuti (es. 60% = 6 minuti di lavoro, 4 minuti sost; earsi via).
Nel caso i fattori d'utilizzo (riferiti a 40^ ambiente) vengano superati, si determinerà l'intervento della protezione termica (la saldatrice rimane in stand-by finché la sua temperatura non rientri nei limiti ammessi).
- A/V-A/V: Indica la gamma di regolazione della corrente di saldatura (minimo - massimo) alla corrispondente tensione d'arco.
9-Dati caratteristicidi linea di alimentazione:
Tensione alternata e frequenza di alimentazione della saldatrice (limiti ammessi ± 10%
-1 max:Corrente massima assorbita dalla linea.
-1 Corrente effettiva di alimentazione.
10- Valore dei fusibili ad azionamento ridardato da prevedere per la protezione della linea.
11-Simboli riferiti a norme di sicurezza il cui significato è riportato nel capitolo 1 "Sicurezza generale per la saldatura ad arco".
Nota: L'esempio di targa riportato è significativo del significato dei symboli e delle cifre; i valori esatti dei dati tecnici della saldatrice in vosto possesso devono essere rilevati direttamente sulla targa della saldatrice stessa.
ALTRIDATITECNICI
SALDATRICE:
- vedi tabella 1 (TAB.1)
- %USE AT 20^ (se presente sul mantello della saldatrice).
USE AT 20^ esprime per agli diametro (ELECTRODE) il numero di elettrodi saldabili in un intervallo di 10 minuti (ELECTRODES 10 MIN) a 20^ con pausa di 20 secondi per aglichio elettrodo; quello dato è indicatoanche in valore percentuale (%USE) rispetto al numero massimo di elettrodi saldabili.
- PINZA PORTAELETTRODO: vedi tabella 2 (TAB.2)
Il peso della saldatrice è riportato in tabella 1 (TAB.1)
4.DESCRIZIONE DELLA SALDATRICE
La saldatrice è costituita essenzialmente da moduli di potenza realizzati su circuiti stampati ed ottimizzati per ottenere massima affidabilità e
ridotta manutenzione.
Fig.B
1- Ingresso linea di alimentazione (1) , gruppo raddrizzatore e condensatori di livellamento.
2- Ponte switching a transistors (IGBT) e drivers; commuta la tensione di linea raddrizzata in tensione alternata ad alta frequenza ed effettua la regolazione della potenza in funzione della corrente/tensione di saldatura richiesta.
3- Trasformatore ad alta frequenza: l'avolgimento primario viene alimentato con la tensione convertita dal blocco 2;esso ha la funzione di adattare tensione e corrente ai valori necessari al procedimento di saldatura ad arco e contemporaneamente di isolare galvanicamente il circuito di saldatura alla linea di alimentazione.
4- Ponte raddrizzatore secondario con induttanza di livellamento: commuta la tensione / corrente alternata fornita dall'avolgimento secondario in corrente / tensione continua a bassissima ondulazione.
5- Elettronica di controllo e regolazione: controlling anistaneamente il valore dei transitori di corrente di saldatura e lo confronta con il valore impostato dall'operatore; modula gli impulsi di lavoro dei drivers degli IGBT che effettuano la regolazione.
Determine la risposta dinamica della corrente durante la fusione dell'elettrodo (corto-circuiti istantanei) e sovraintende i sistemi di sicurezza.
Nel modello "DUAL VOLTAGE AUTOMATIC" é presente inottre un disposicao che riconosce automaticamente la tensione di rete (115V ac - 230V ac) e predisponla saldatrice per il corretto funzionamento. L'utente é in grado di capire se la saldatrice è alimentata a 115V ac o 230V ac alla colorazione del Led (Fig. C (3)).
- LED COLORE VERDE indica che la saldatrice è connessa alla rete a 230V ac.
- LED COLORE ARANCIO indica che la salmatrice è connessa alla rette a115V ac.
Durante il funzionamento in modalità 115V ac è possibile che, a causa di prolungate e sostanziali sovratensioni, la saldatrice per sicurezza commuti in modalità 230V ac.
In tal caso per riprendere la saldatura è necessario spegnere e riaccendere la saldatrice.
Riaccendere la salmatrice solo après che il led (Fig.C (3)) si è completamente spento.
DISPOSITIVI DI CONTROLLO, REGOLAZIONE E CONNECTIONSALDATRICE
sullato anteriore:
Fig.C
1- Presa rapida positiva (+) per connettere cavo di saldatura.
2- LED GIALLO: normalmente spento, quando acceso indica una anomalia che blocca la corrente di saldatura per vari motivi che possono essere :
- Protezione termica: all'interno della saldatrice si è raggiunta una temperatura eccessiva. La macchina rimane accesa alla erogare corrente fino al raggiungimento di una temperatura normale. Il ripristino è automatico.
- Protezione per sovra e sottotensione di linea: blocca la macchina: la tensione di alimentazione è fuori dal range +/- 15% rispetto al valore di targa. ATTENZIONE: Superare il limite di tensione superiore, sopra citato, danneggerà seriamente il dispositorio.
- Protezione ANTI STICK: blocca automaticamente la saldatrice, qualora l'elettrodo si incolli al materiale da saldare, consentendo la rimozione manuale perché rovinare la pinza porta elettrodo.
3- LED VERDE: indica che la saldatrice é connessa alla rete ed è pronta per il funzionamento.
4- Potenziometro per la regolazione della corrente di saldatura con scala graduata in Ampere; permette la regolazioneanche durante la saldatura (il modello "DUAL VOLTAGE AUTOMATIC" presente una doppia scala graduata in Ampere).
5- Presa rapida negativa (-) per connettere cavo di saldatura.
sullato posteriore:
Fig. D
1- cavo di alimentazione con spina C.E.E. 2p + ( ♂).
(Nel modello "DUAL VOLTAGE AUTOMATIC" il cavo è privo di spina).
2- Interruttore generale O/OFF - I/ON (luminoso).
5. INSTALLAZIONE

ATTENZIONE! ESEGUIDE TUTTE LE OPERAZIONI DI
INSTALLAZIONE ED ALLACCIAMENTI ELETTRICI CON LA SALDATRICE RIGOROSAMENTE SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
GLI ALLACCIAMENTE ELETTRICI DEVONO ESSERE ESEGUITI ESCLUSIVAMENTE DA PERSONALE ESPERO O QUALIFICATO.
ALLESTIMENO
Disimballare la saldatrice, eseguire il montaggio delle parti staccate, contente nell'imballo.
Assemblaggio cavo di ritorno-pinza
Fig. E
Assemblaggio cavo di saldatura-pinza portaelettrodo
Fig.F
MODALITA DI SOLLEVAMENTO DELLA SALDATRICE
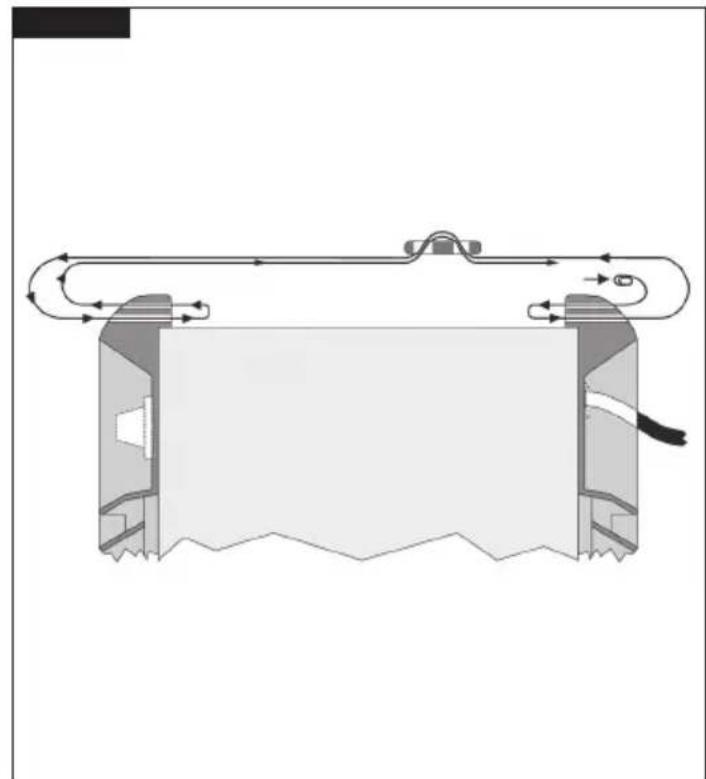
Tutte le saldatric di scritte in quello manuale devono essere sollevate utilizzando la maniglia o la cinghia in dotazione se prevista per il modello (montata come descririto in FIG. L).
UBICAZIONE DELLA SALDATRICE
Individuare il luogo d'installazione della saldatatrice in modo che non visiano ostacoli in corrispondenza della aperture d'ingresso e d'uscita dell'aria di raffreddamento (circolazione forzata tramite ventilatore, se presente); accertarsi nel contempo che non vengano aspirate polveri conduttive, vapori corrosivi, umidità, etc..
Mantenere almeno 250mm di spazio libero attorno alla saldatrice.

ATTENZIONE! Posizionare la saldatrice su di una superfice
piana di portata adeguata al peso per evitarne il ribaltamento o spostamenti pericolosi.
- Prima di effettuare qualsiasi collegamento elettrico, verificare che i dati di targa della saldatrice corrispondano alla tensione e frequenza di rete disponibili nel luogo d'installazione.
- La saldatrice deve essere collegata esclusivamente ad unsystema di alimentazione con conduttore di neutro collegato a terra.
-
Per garantire la protezione contro il contatto indiretto usare interuttori differenziali del tipo:
-
Tipo A ( ) per machine monofasi;
-
Tipo B ( - ) per macchine trifasi.
-
Al fine di soddisfare i requisiti della Norma EN 61000-3-11 (Flicker) si consiglia il collegamento della saldatrice ai punti di interfaccia della rete di alimentazione che presentano un'impedenza minore di:
- La saldatrice non rientra nei requisiti della norma IEC/EN 61000-3-12.
Se estaiene collegata a una rete di alimentazione pubblica, è responsabilità dell'installatore o dell'utilizzatore verificare che la saldatrice possa essere connessa (se necessario, consultare il gestore della rete di distribuzione). - Le saldaticri, se non diversamente specificato (MPGE), sono compatibili con i gruppi elettrogeni per variazioni della tensione di alimentazione fino a ± 15%.
Per un corretto utilizzato il gruppo elettrogeno deve essere portato a regime prima di poter collegare l'inverter.
- SPINA E PRESA:
- Il modello 230V è dotato in origine di cavo di alimentazione con una spina normalizzata, (2P + T) 16A/250V.
Può quindi essere collegato ad una presa di rete dotata di fusibili o interruptatore automatico; l'apposto terminale di terra deve essere collegato al conduzione di terra (giallo-verde) della linea di alimentazione.
La tabella (TAB.1) riporta i valori consigliati in ampere dei fusibili ridardati di linea scelti in base alla massima corrente nominale erogata dalla saldatrice, e alla tensione nominale di alimentazione.
- Per le saldatrici sprovviste di spina (modelli 115/230V)
collegare al cavo di alimentazione una spina normalizzata, (2P + T) di portata adeguata e predisporre una presa di rete dotata di fusibili o interrettore automatico; l'apposto terminale di terra deve essere collegato al conduzione di terra (giallo-verde) della linea di alimentazione. La tabella (TAB.1) riporta i valori consigliati in ampere dei fusibili ridardati di linea scelti in base alla massima corrente nominale erogata dalla saldatrice, e alla tensione nominale di alimentazione.

ATTENZIONE! L'inosservanza delle regole sopraesposte, efficace il systema di sicurezza previsto dal costruttore (klassi). Inseguenti gravi rischi per le persone (es. shock elettrico) e se (es. incendio).
CONNECTION DEL CIRCUito DI SALDATURA

ATTENZIONE! PRIMA DI ESEGUIDRE I SEGUENTI
COLLEGAMENTI ACCERTARSI CHE LA SALDATRICE SIA SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
La Tabella (TAB. 1) riporta i valori consigliati per i cavi di saldatura (in mm²) in base alla massima corrente erogata alla saldatrice.
SALDATURA MMA
La quasi totalità degli elettrodi rivestiti va collegata al polo positivo (+) del generatore; eccezionamente al polo negativo (-) per elettrodi con rivestimento acido.
OPERAZIONI DI SALDATURA IN CORRENTE CONTINUVA
Collegamento cavo di saldatura pinza-portalettrodo
Porta sul terminale un speciale morsetto che serve a serrare la parte scoperta dell'elettrodo.
Questo cavo va collegato al morsetto con il simbolo (+).
Collegamento cavo di ritorno della corrente di saldatura
Va collegato al pezzo da saldare o al banco metallico su cui è appoggiato, il più vicino possibile al giunto in esecuzione.
Questo cavo va collegato al morsetto con il simbolo (-).
Raccomandazioni:
- Ruotare a fondo i connettori dei cavi di saldatura nelle prese rapide (se presenti), per garantire un perfetto contatto elettrico; in caso contrario si produrranno surriscaldamenti dei connettori stessi con relativo loro rapido deterioramento e perdita di efficenza.
- Utilizzare i cavi di saldatura più corti possibile.
- Evitare di utilizzare strutture metalliche non facenti parte del pezzo in lavorazione, in sostuzione del cavo di ritorno della corrente di saldatura; perché è essere pericoloso per la sicurezza e dare risultati insoddisfacenti per la saldatura.
6. SALDATURA: DESCRIZIONE DEL PROCEDimento
- E' indispensableabe, rifarsi alle indicazioni del fabbricante degli elettrodi per quando riguarda la corretta polarità e la corrente ottimale di saldatura (generalmente taliindicazioni sono riportate sulla confezione degli elettrodi).
- La corrente di saldatura va regolata in funzione del diametro dell'elettrodo utilizzato ed al tipo di giunto che si desidera eseguire; a titolo significativo le currenti utilizzabili per i variet diametri di elettrodo sono:
| Ø Elettrodo (mm) | Corrente dl saldatura (A) | |
| min. max. | ||
| 1.6 25 50 | ||
| 2 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 160 | ||
| 4 120 200 | ||
- Tenere presente che a parità di diametro d'elettrodo valori elevati di corrente saranno utilizzati per saldature in piano, nelle per saldature e
in verticale o coprastesta dovranno essere utilizzate correnti più basse. - Le caratteristiche meccaniche del giunto saldato sono determinate,或者其他 che dall'intensità di corrente scelta, dagli altri parametri di saldatura quali, lunghezza dell'arco, velocità e posizione di esecuzione, diametro e qualità degli elettrodi (per una corretta conservazione mantenere gli elettrodi al riparo dall'umidità protetti dalle apposite confezioni o contentitori).
Procedimento:
- Tenendo la maschera DAVANTI AL VISO, strofinare la punta dell'elettrodo sul pezzo da saldare eseguindo un movimento come si dovesse accendere un fiammiferro; quello è il metodo più corretto per innescare l'arco.
ATTENZIONE: NON PICCHIETTARE I'elettrodo sul pezzo; si rischierebbe di danneggiare il rivestimento rendendo difficoltoso l'innesco dell'arco.
- Appena innescato l'arco, cercare di mantenere una distanza dal pezzo, equivalente al diametro dell'elettrodo utilizzato e mantenere questa distanza la più costante possibile durante l'esecuzione della salatura; ricordare che l'inclinazione dell'elettrodo nel senso dell'avanzamento dovrè essere di circa 20-30 gradi (Fig.G).
- Alla fine del cordone di saldatura, portare l'estemità dell'elettro leggermente indietro rispetto la direzione di avanzamento, al di sopra del cratere per effettuare il riempimento, indi sollevare rapidamente l'elettro dal bagno di fusione per ottenero lo spegnimento dell'arco.
ASPETTI DEL CORDONE DI SALDATURA
Fig. H
7. MANUTENZIONE

ATTENZIONE! PRIMA DI ESEGUIDRE LE OPERAZIONI DI I'ENZIONE, ACCERTARSI CHE LA SALDATRICE SIA SPENTA ELLATA DALLA RETEDI ALIMENTAZIONE.
MANUTENZIONE STRAORDINARIA
LE OPERAZIONI DI MANUTENZIONE STRAORDINARIA DEVONO ESSERE ESEGUITE ESCLUSIVAMENTE DA PERSONALE ESPERO O QUALIFICATO IN AMBITO ELETTRICO-MECCANICO E NEL RISPETTO DELLA NORMA TECNICA IEC/EN 60974-4.

ATTENZIONE! PRIMA DI RIMUOVERE I PANNELLI DELLA RICE ED ACCEDERE AL SUO INTERNO ACCERTARSI CHE MATRICE SIA SPENTA E SCOLLEGATA DALLA RETE DI TAZIONE.
Eventuali controlling eseguiti sotto tensione all'interno della saldatrice possono causare shock elettrico grave originato daicontatto diretto con parti in tensione e/o lesioni dovute alicontatto diretto con organi in movimento.
Periodicamente e comunique con frequenza in funzione dell'utilizzo e della polverosità dell'ambiente, ispezionare l'interno della saldatrice e rimuovere la polvere depositatasi su trasformatore, reattanza e raddrizzatore mediante un getto d'aria compressa secca (massimo 10bar).
- Evitare di dirigere il getto d'aria compressa sulle schede elettroniche; provvedere alla loro eventuale pulizia con una spazzola molto morbida od appropriati solventi.
- Con l'occasion verificare che le connessioni elettriche siano ben serrate ed i cablaggi non presento danni all'isolamento.
- Al termine di dette operazioni rimontare i pannelli della saldatrice serrando a fondo le viti di fissaggio.
- Evitare assolutamente di eseguire operazioni di saldatura a saldatrice aperta.
- Dopo aver eseguito la manutenzione o la riparazione ripristinare le connessioni ed i cablaggi com'erano in origine avendo cura chequesti non vadano a contatto con parti in movimento o parti che possano raggiungere temperature elevate. Fascettare tutti i conduitori com'erano in origine avendo cura di tenere ben separati tra di loro i collegamenti del primario in alta tensione da quelli secondari in bassa tensione.
Utilizzare tutte le rondelle e le viti originali per la richiusura della carpenteria.
8. RICERCA GUASTI
NELL'EVENTUALITA' DI FUNZIONAMENTO INSODDISFACENTE, E PRIMA DI ESEGUIDRE VERIFICHE PIU'SYSTEMATICHE O RIVOLGERVI AL VOSTRO CENTRO ASSISTENZA CONTROLLARE CHE:
- La corrente di saldatura, regolata tramite il potenziometro con riferimento alla Scala graduata in ampere, sua adeguata al diametro e al tipo di elettrodo utilizzato.
-
Con interrettore generale in "ON" la lampada relativa sua accesa; in caso contrario il difetto normalmente risiede nella linea di alimentazione (cavi, presa e/o spina, fusibili, etc.).
-
Non sua acceso il led giallo segnalante l'intervento della sicurezza termica di sovra o sottotensione o di corto circuito.
- Assicurarsi di aver osservato il rapporto di intermittenza nominale; in caso di intervento della protezione termostatica attendere il raffreddamento naturale della saldatrice, verificare la funzionalità del ventilatore.
- Controllare la tensione di linea: se il valore è troppo alto o troppo basso la saldatrice rimane in blocco.
- Controllare che non vi sia un cortocircuito all'uscita della saldatrice: in tal caso procedere all'eliminazione dell'inconveniente.
- I collegamenti del circuito di saldatura siano effettuali correttamente, particolaremente che la pinza del cavo di massa si effettivamente collegata al pezzo e alla interposizione di materiali isolanti (es. Vernici).
- Il gas di protezione usato sia corretto (Argon 99.5% ) e nella giusta quantità.
(FR)
POZOSTALE ZAGROZENIA
a>yall ayla cui slal (
blai jia aill Jyoguy (aagj) EN 61000-3-11 yagjull cllbtaa
10gJagolawjwglalllalalalalal
Zmax=0.47 ohm (80A)
Zmax=0.24 ohm (130A-170A)
.Zmax = 0.17 ohm (200A)
.1EC/EN61000-3-12 1
oal 10000000000000000000000000000000000000000000
(gjgld jzjy yjol (jol)lalgo ggs jksolld all jno
ySsUgga (MPGE) UJd jL
.15%+
Joggi Jgai Jaal aal ggy jagw gall jg kssolssu
. muslal
aalaljisogasai
(sj)bs+cb2)sle gaoailluaiyuljxuol jao 230gai
250/16
jui jai jia gblg iolalao yagjygllll llaa aaggi jay
ailll aill l (jaiy-aa) yll bll glaia aill daall
gol gol yololal oogol (1 Jgl)
ailll aieeall ae w galee galee all aee eae
JU8 230V/115 jai Jg Jia Jaiy y gaiy a
aag aagaaaogg aagaaaggs (sbs+2) 5e
glos 1j jzj 1j zj 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j 1j
:
gall ylll no Jao Loo boll 1b jy d: aalll l c kall y
GJU 20-30g>g
agall gge 10dol alal ylll lglal bail 2b aalal jgagabia wge le Jgacwulugdlloa no aball aegjg jai
a
HJ
aIwJ.7

.
aJyI Jc algaag aalaa 1001 1001 1001
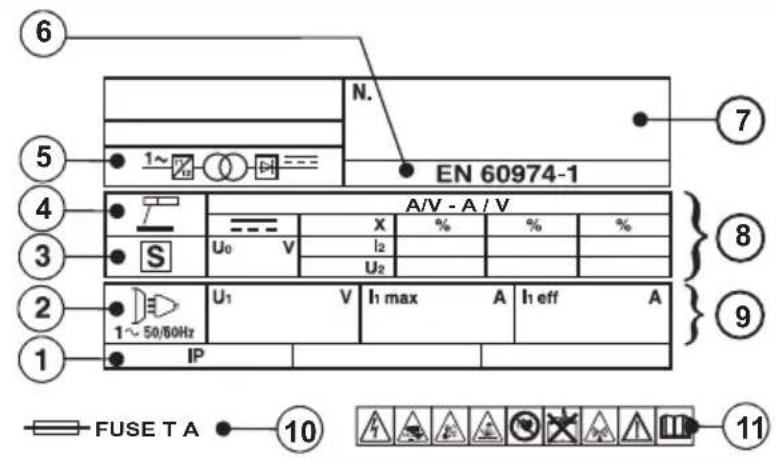
FIG.A
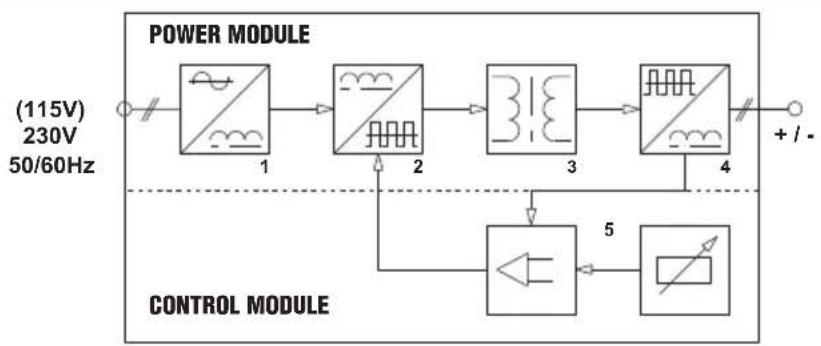
FIG.B
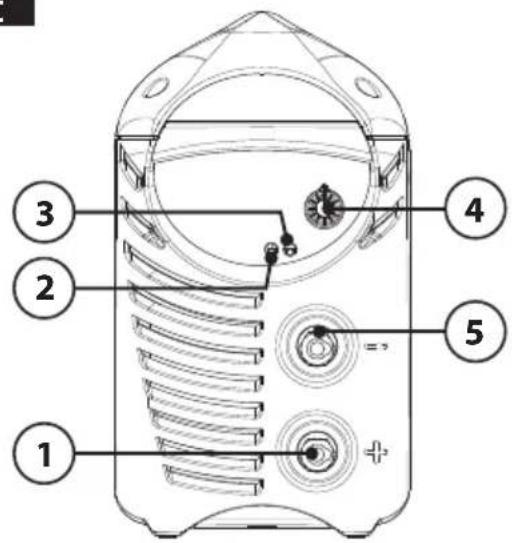
FIG.C
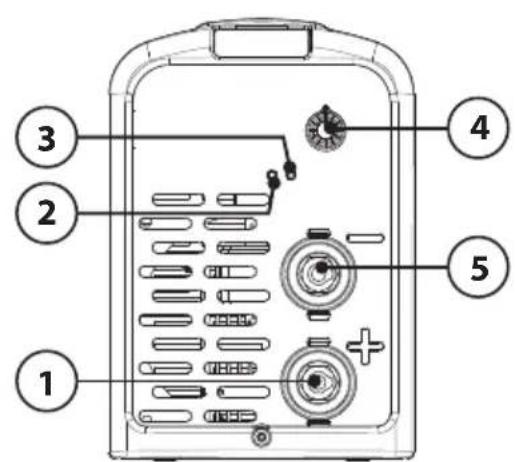
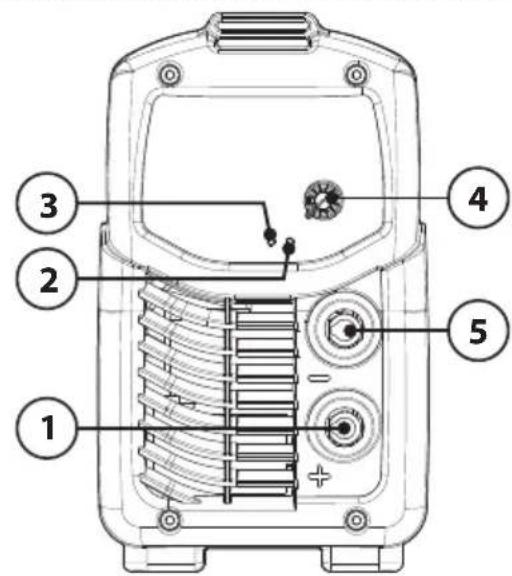
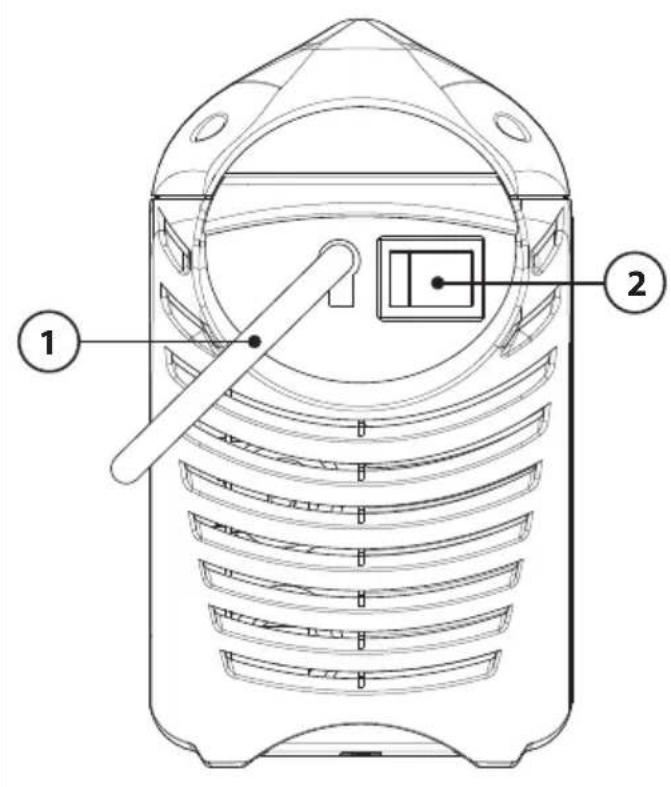
FIG.D
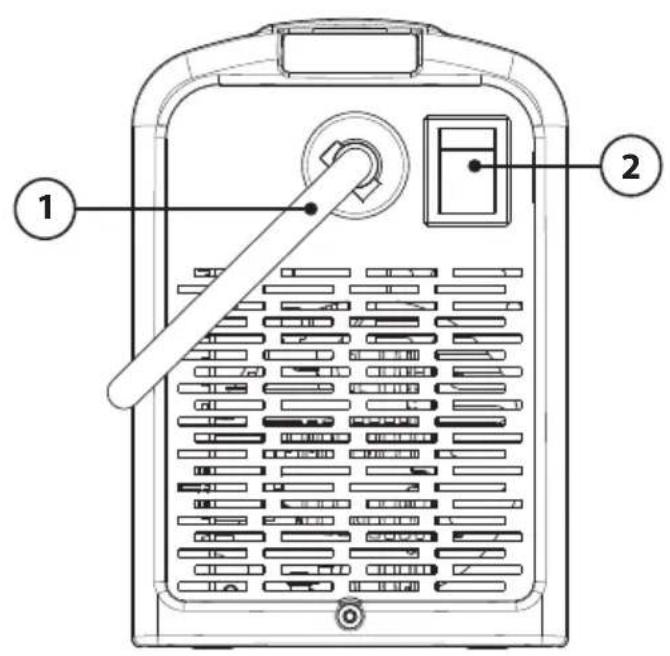
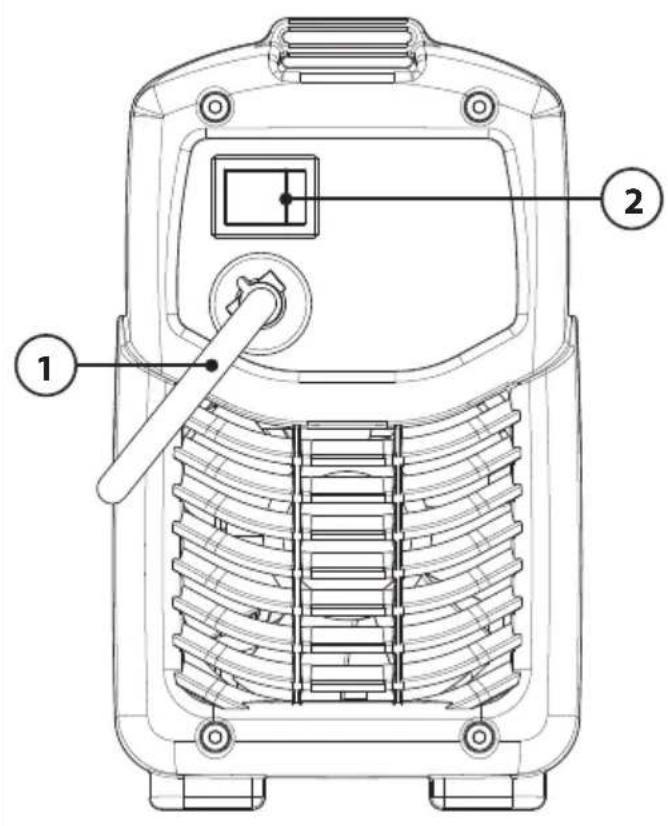
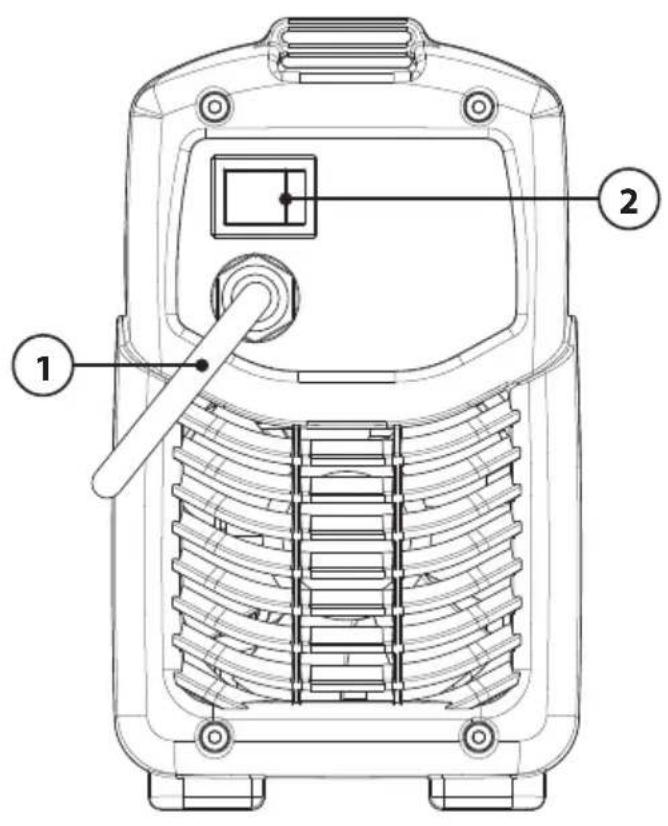
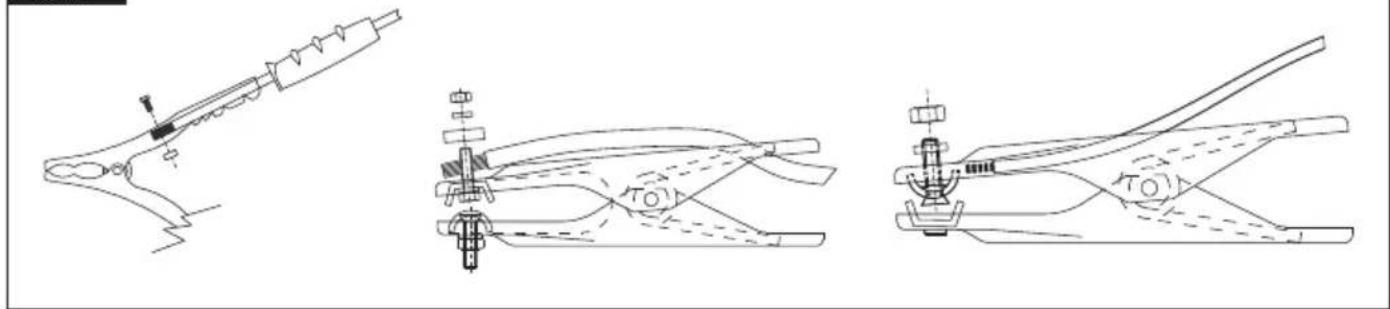
FIG. E
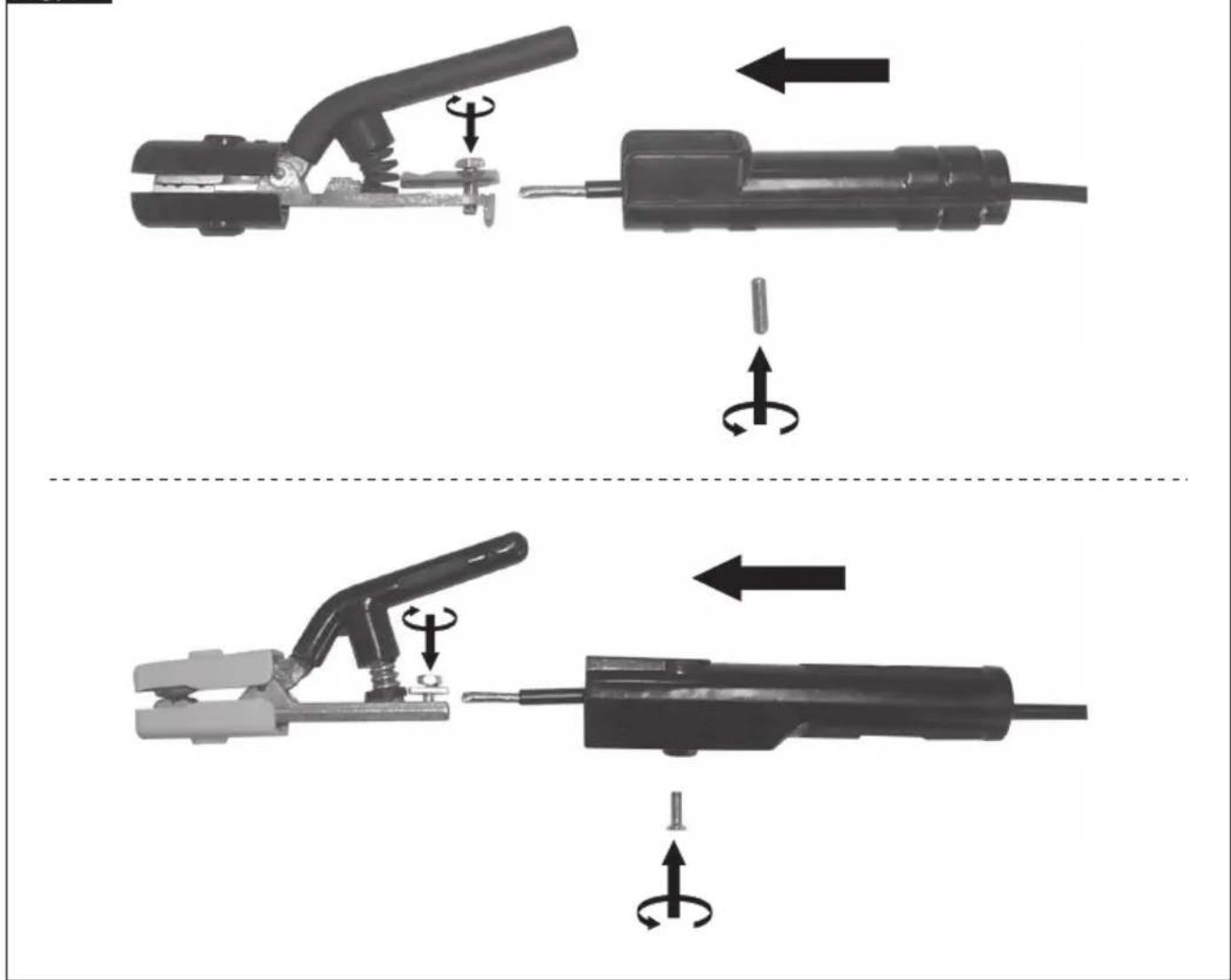
FIG.F
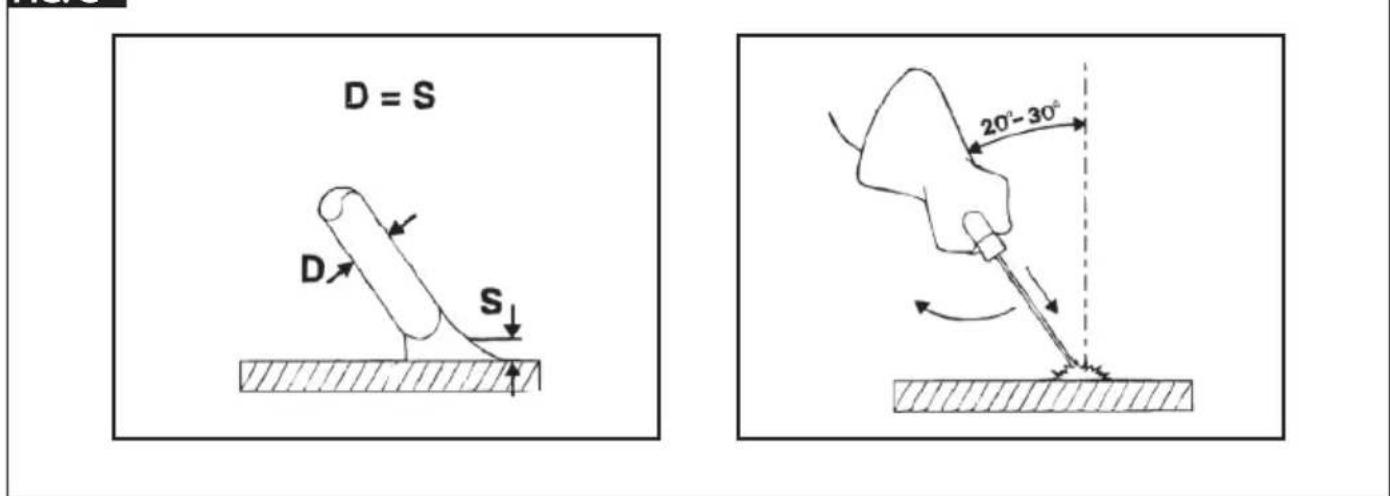
FIG.G
FIG. H
| (EN) ADVANCEMENT TOO SLOW (IT) AVANZAMENTO TROPPPO LENTO (FR) AVANCEMENT TROP FAIBLE (ES) LASSNELHEID TE LAAG (DE) ZU LANGASAMES ARBEITEEN (RU) MEJIEJIHHOE IPIPEMEIIE HIE 3JIETKPODA (PT) AVANCE DEMASIADO VELOZ (EL) IOAY ATO IPOXOPIMA (NL) AVANCO Muito LENTO (HU) AZ ELOTOLAS TULSAGOSAN LASSÜ (RO) AVANSAPE PREA LENTA (SV) FÜR LANSAM FLYTTNING (DA) Gär FOR LANSOMT FREMDAD (NO) FOR SAKTE FREMDrift (FI) EDISTYS LIIAN HIDAS (CS) PRILIS POMALY POSUV (SK) PRILIS POMALY POSUV (SL) PREPOCASNO NAPREDOVANE (HR-SR) PRESPORO NAPREDOVANE (LT) PER LETAS JUDEJIMAS (ET) LIIGA AEGLANE EDASIMINEK (LV) KUSTIBA UZ PRIEKÜU IR PARAK LENA (BG) IPIKAEJIHO BABHO IPIDEBIVKBAHE HA EJIETKPODA (PL) POSUW ZBYT WOLNY (AR) UNDUS DEHNSSLAVIJA | ||||
| (EN) ADVANCEMENT TOO FAST (IT) AVANZAMENTO TROPPPO VLEOC (FR) AVANCEMENT EXCESSIF (ES) LASSNELHEID TE HOOG (DE) ZU SCHNELES ARBITEN (RU) BéICTPOE IPIPEMEUIHIE 3JIETKPODA (PT) AVANCE DEMASIADO LENTO (EL) IOAY TIPHIPO IIOXOPHMA (AN) AVANÇ MOITO RAPIDO (HU) AZ ELOTOLAS TULSAGOSAN GYORS (RO) AVANSARE PREA RAPIDA (SV) FOR SNABB FLYTTNING (DA) Gär FOR HURTIGT FREMDAD (NO) FOR RASK FREMDrift (FI) EDISTYS LIIAN NOPEA (CS) PRILIS RCHLY POSUV (SK) PRILIS RCHLY POSUV (SL) PREHITRO NAPREDOVANE (HR-SR) PREBRZO NAPREDOVANJE (LT) PER GREITAS JUDEJIMAS (ET) LIIGA KIURE EDASIMINEK (LV) KUSTIBA UZ PRIEKÜU IR PÄRÖK ATRA (BG) IPIKAEJIHO BÉ3O IPIDEBIVKBAHE HA EJIETKPODA (PL) POSUW ZBYT SZYBKI (AR) UNDUS DEHNSSLAVIJA |
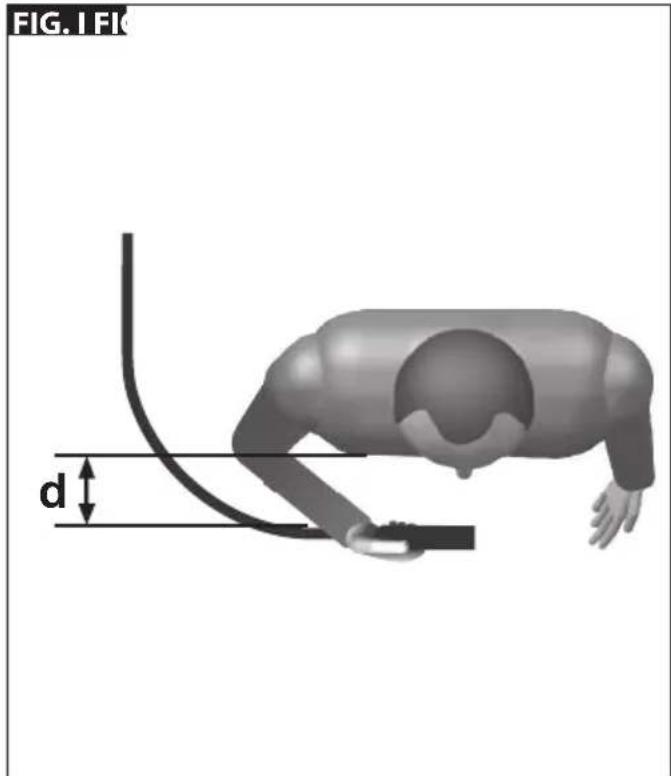
FIG.1 FI

TAB.1

aJy aJy JtJtJt
WELDING MACHINE TECHNICAL DATA - DATI TECNICI SALDATRICE -
| I2 max | 15V 230V | 115V 230V mm | 2 | kg | dB(A) |
| 80A - | T10A - 16A | 6 3.7 | <85 | ||
| 130A - | T16A - 16A | 10 2.8 | <85 | ||
| 150A - | T16A - 16A | 10 2.8 | <85 | ||
| 170A - | T16A - 16A | 10 2.9 | <85 |



| I2 max | 15V 230V | 115V 230V mm | 2 | kg | dB(A) |
| 80A - T10A - 16A | 6 3.4 | <85 | |||
| 130A - T16A - 16A | 10 2.7 | <85 | |||
| 140A - T16A - 16A | 10 3.7 | <85 | |||
| 150A - T16A - 16A | 10 2.8 | <85 | |||
| 160A - T20A - 32A | 16 5 | <85 | |||
| 170A - T16A - 16A | 10 2.9 | <85 | |||
| 200A - T25A - 32A | 25 6 | <85 |

TAB.2

EN 60974-11 aaiu uauu uauu uauu uauu uauu uauu
ELECTRODE HOLDER TECHNICAL DATA ACCORDING TO EN 60974-11 - DATI TECNICI PINZA PORTAELETTRODO IN ACCORDO ALLA EN 60974-11 -
| VOLTAGE CLASS: 113V | ||||
| I2max (A) I max (A) X (%) | ∅ mm | ∅ mm² | ||
| 80÷140 | 200 | 35 | 2÷4 | 10 |
| 140÷180 16 | 150 | 60 | ||
| 180÷200 25 | ||||
(EN) GUARANTEE
La ditta costruttrice si rende garante del buon funzionamento delle macchine e si impegna ad effettuare Gratisamente la sostituzione dei pezzi che si deteriorarssero per cattiva qualità di materiale e per difetti di costruzione entro 12 mesi alla data di messa in funzione della macchina, comprovata sul certificato. Le macchine rese,anche se in garanzia, dovranno essere spedite in PORTO FRANCO e verranno restituite in PORTO ASSEGNATO. Fanno eccezione, a quanto stabilito, le macchine che rientrano come beni di consumo secondo la direttiva europea 1999/44/CE, solo se vendute negli stati membri della EU. Il certificato di garanzia ha validità solo se accompagnato da scontrino fiscale o bolla di conseigna. Gli inconveniententi derivati da cattiva utilizzazione, manomissione o incuria, sono esclusi alla garanzia. Inoltre si declina ogni responsabilità per tutti i danni diretti ed indiretti.
(FR) GARANTIE
IT Ditta rivenditrice (Timbro e Firma)
(FR) Revendeur (Chachet et Signature)
(II) Il prodotto è conforme a:




