
Infinity 225 954556 - Sveiseapparat Telwin - Gratis bruksanvisning og manual
Finn enhetens veiledning gratis Infinity 225 954556 Telwin i PDF-format.
| Produkttype | TIG/MMA-inverter sveiseapparat |
| Merke | Telwin |
| Modell | Infinity 225 954556 |
| Sveiseprosesser | TIG DC/AC (HF/LIFT), MMA |
| Sveisestrøm TIG | 5 - 225 A |
| Sveisestrøm MMA | 10 - 225 A |
| Strømforsyning | 230 V enfase (eller 400 V trefase avhengig av versjon) |
| Frekvens | 50/60 Hz |
| Beskyttelsesklasse | IP21S (estimert) |
| Vekt | Omtrent 12 kg (estimert) |
| Mål (L x B x H) | Ikke oppgitt |
| TIG-funksjoner | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, puls, Easy Pulse, start/sluttramper, for-/ettergass, AC-balanse, frekvens |
| MMA-funksjoner | Hot Start, Arc Force, Anti Stick, VRD |
| Medfølgende tilbehør | Sveise- og returkabler, elektrodeholder, TIG-brenner (avhengig av versjon) |
| Valgfritt tilbehør | Fjernkontroll (1 eller 2 potensiometre, pedal), TIG-brenner med potensiometer, MMA-sett, TIG-sett, America-vogn, argonflaskeadapter, trykkreduserer |
| Sikkerhet | Termisk beskyttelse, over-/underspenning, VRD, alarmer AL.1-AL.8 |
| Kjøling | Intern vifte |
| Rutinemessig vedlikehold | Støvrensing med trykkluft, kontroll av brenner og tilkoblinger, kontroll av gasstetthet |
| Reparerbarhet | Reservedeler tilgjengelig via Telwins service, reparasjon av kvalifisert personell |
| Standarder | EN 60974-9, CEI/EN 61000-3-11, CEI/EN 61000-3-12 |
Ofte stilte spørsmål - Infinity 225 954556 Telwin
Brukerspørsmål om Infinity 225 954556 Telwin
0 spørsmål om dette apparatet. Svar på dem du kjenner, eller still ditt eget.
Still et nytt spørsmål om dette apparatet
Last ned instruksjonene for din Sveiseapparat i PDF-format gratis! Finn veiledningen din Infinity 225 954556 - Telwin og ta den elektroniske enheten tilbake i hendene. På denne siden er alle dokumenter som er nødvendige for bruken av enheten din publisert. Infinity 225 954556 av merket Telwin.
BRUKSANVISNING Infinity 225 954556 Telwin
(NO) Profesjonelle sveisebrenner med inverter TIG (DC) (AC/DC) HF/LIFT, MMA.
5.3.1 Stik og stikkontakt 67
5.4 SVEJSEKREDSL∅BETS FORBINDELSER 67
- Sveisestrømreturkabel forsvnet med iordklemme.
- Manuel fiernstyring 1 potentiometer.
- Manuel fjernstyring 2 potentiometre.
- Fjernstyring med pedal
Beskrivelse (FIG. B)
- Fjernstyring med pedal:
Fjernstyring med to potentiometre:
5.3.1 Stik og stikkontakt
Forbindelse til gasbeholderen
5.1.1 Montering av returkabeln-klemme (FIG. E)....72
5.1.2 Montering av sveisekabel-elektrodholderklemme (FIG. F)....72
5.2 PLASSERING AV SVEISEREN....72
Bemerk: i teksten nedenfor brukes termen "sveisebrenner".
- GENERELL SIKKERHET FOR BUESVEISING
Operatøren må'ha tilstrekkelig kjenndom for å garantere et sikkert bru
av sveiseren og han må ha kjenndom om risikoene med buesveising forholdsregnele og prosedyrene for nødsituasioner.
(Se også norm "EN 60974-9: Apparater til buesveising. Avsnitt 9: Installasjon og bruk").

- Unngå direkte kontakt med sveisekretsen, spenningen fra sveisebrenneren uten belastning kan være farlig i noen tilfeller.
- Koplingen av sveisekablene, operasjonene for kontroll og reparasjon utföres med sveisebrenneren slått av og frakoplet fra strømnettet.
- Slå av sveisebrenneren og frakople den fra strømforsyningsnettet för skifter ut slitne delere på sveisebrenneren.
- Utfør tilkoplingen til strømnettet i henhold til generelle sikkerhetslove bestemmelser.
- Sveisebrenneren må forsynes med strøm bare fra et forsyningssystem med nøytral jordeledning.
- Kontroller at tilførselsledningens jording fungerer.
- Bruk ikke sveisebrenneren i fuktige eller på våte steder, ikke sveis ute i regnet.
- Bruk ikke kabler med utslitt isolasjon eller løse kontakter.

- Ikke sveis på beholdere, bokser eller rør som innholder eller har inneholdt brennbare materialer, gasser eller væsker.
- Unngå å arbeide på overflater som er rengjort med klorholdige løser eller i nærheten av slike løsemidler.
- Sveis aldri på beholdere under trykk.
- Fjern alt brennbart materiale fra arbeidsstedet (f.eks. tre, papir, kluter etc.).
- Sørg for skikkelig ventilasjon eller utstyr for fjerning av sveiserøyk i nærheten av buen; det er viktig å utføre en systematisk vurdering av grenseverdiene for sveiserøyken I overensstemmelse med sammensetningen, konsentrasjonen og varigheten av kontakten.
- Hold beholderen borte fra varmekilder og direkte sollys (hvis brukt).




- Bruk en elektrisk isolasjon som er egnet til brenneren, stykket som bearbeides og noen jordet metallider som er plassert i nærheten (tilgjengelig). Dette oppnås normalt ved å bruke hansker, skor, hjelm og klær gitt for dette formålet, og ved bruk av isolasjonsramper eller tepper.
- Beskytt alltid øynene med filtrene som skal brukes i henhold til UNI EN 169 eller UNI EN 379 dersom de er montert på masker eller hjelmer i samsvar med UNI EN 175.
Bruk passende verneklaer som er brannhemmende (I samsvar med UNI EN 11611) og svelsehansker (I henhold til UNI EN 12477) for å unngå eksponering av huden for ultrafiolett og infrarød stråling produsert av buen. Beskyttelsen bør bli utvidet til andre mennesker i nærheten lysbuen ved hjelp reflektenderende skjermer eller gardiner.
- Støy: Dersom sveisingen er spesielt intensiv, og det oppstå et nivå av daglig eksponering (LEPd) som tilsvarer eller mer enn 85 dB (Å), er det obligatorisk å bruke egnet personlig verneutstyr (Tabell 1).







- Overgangen av sveisespenningen fører til elektromagnetiske felt (EMF) ved sveisekretsen.
De elektromagnetiske feltene kan interferire med noen medisinske ap (f.eks. pace-maker, åndningsmaskiner, metallproteser etc.).
Det er nødvendig å utføre verneprosedyrer for personene som skal ha på seg disse apparatene. For eksempel skal de ikke gå bort i sveiserens bruksområde. Denne svelsebrenneren oppfyller kravene for produktets tekniske standard for eksklusiv bruk i industrimiljøer og for profesional anvendelse. Vi gå
Ikke overensstemmelse med grenseverdiene når det gjelder kontakt med elektromagnetiske felt i hjemmet for mennesker.
Operatøren skal bruke følgende prosedyrer for å minke all kontakt med elektromagnetiske felt:
- Installer de to sveisekablene så nære hverandre som mulig.
- Linde aldrig sveisekablene rundt kroppen.
- Du skal aldri sveise med kroppen i sveisekretsen. Hold begge kablene p. samme side av kroppen.
- Kople returkabeln for sveisespenningen til stykket som skal sveises så nære soms mulig til skjøten som skal dannes.
- Du skal ikke sveise ved å oppholde deg eller støtte deg ved helt nære sveisebrenneren (mindste avstand: 50cm).
- La aldrig magnetiske formål av jern være i nærheten av sveisekretsen.
- Mindste avstand d= 20 cm (FIG. O).

- Apparat av klasse A:
Denne sveisebrenneren oppfyller kravene for produktets tekniske standard for eksklusiv bruk i industrimiljøer og for profesjonal anvendelse. Vi garanterer ikke overensstemmelse med den elektromagnetiske overensstemmelsen i bygninger med leiligheter eller i bygninger som er direkt koplet til et forsyningsnett med lav spenning som forsyner bygningene med leiligheter.

lerl nærvær av lettantennelige eller esplosive materialer.
MÅ de først bli vurdert av en "Ansvarlig ekspert" og siden bli fullført i nærvær av andre personer med nødvendige kjenndommer i fall av nødsituasjoner.
Man MÅ bruke de tekniske vernesystemene som er beskrvete i 7.10; A.8; A.10. i normen "EN 60974-9: Apparater til buesveising. Avsnitt 9: Installasjon og bruk".
- Det er forbudt å svelse med operatøren oppløft fra gulvet, med unntak a eventuelt bruk av sikkerhetsramper.
- SPENNING MELLOM ELEKTRODHOLDER ELLER BRENNER: hvis du arbeider med flere sveiserer på en del eller på deler som er koplet mellom hverandre på elektrisk måte, kan farlig elektrisitet på tomgang oppstå mellom de ulike elektrodholdere eller brennere, med et verdi som kan være dobbelt så stort i henhold til tillatt grenseverdi.
Det er nødvendig at en organisatør med erfareinger avgjør hvis der er noen risikoer, silk at man kan bruke verneutstyr som er egnet, i samsvar med 7.9 i normen "EN 60974-9: Apparater til buesveising. Avsnitt 9: Installasjon og bruk".

ANDRE RISIKOER
- VELTING: plasser sveiseren på en horisontal overflate med lempelig kapasitet i henhold til massen; ellers (f.eks. gulv med skråninger, ujevnt gulv, etc), er idler-fare for velting.
- GALT BRUK: det er farlig å bruke sveiseren for prosedyrer som ikke er beskrevet i brukerveiledningen (f.eks. for å tine opp rør i vannettet).
-
Det er forbudt å bruke håndtaket for å henge sveisemaskinen opp.
-
INNLEDNING OG ALMINDELIG BESKRIVELSE
2.1 PRESENTASJON
Denne sveisebrenneren er en strømkilde for buesveising, utført spesielt for TIG-sveising (DC) (AC/DC) med HF-aktivering eller LIFT og MMA-sveising for kledde elektroder (rutiliske, sure, basiske).
Karakteristikkene for denne sveisebrenneren (INVERTER), som høy hastighet og ræguleringspresisjon gir meget gode resultater i sveisingen.
Reguleringen med "inverter" systemet ved inngången til tilførselssystemet (hovedsystem) før til en stor reduksjon av volumen på transformatoren og nivareaktansen som muliggjør konstruksjon av en sveisere med meget lav volum og vekt for å gjøre den lettere å håndtere og transportere.
- Adapter for Argon-beholder.
- Returnkabel for sveisestrømmen utstyrt med jordeledningskontakt.
- Manuell fjernstyringskontroll 1 potensiometer.
- Manuell fjernstyringskontroll 2 potensiometer.
- Manuell fjernstyringskontroll med pedal
- Kit for MMA-sveising.
- Kit for TIG-sveising
- Mørk mask: med fast eller regulerbart filter.
- Gasskopling og gasslang for kopling til Argon-beholderen.
- Trykkreduserer med trykkmåler.
- Sveisebrenner for TIG-sveising.
- TIG-sveisemaskin med potentiometer.
- Vogn AMERICA.
3. TEKNISKE DATA
3.1 DATAPLATE (FIG. A)
På en dataplate på bakpanelet finner du en oversikt over tekniske data som gjelder maskinytelsen og symbolene som er brukt der, gjennomgås nedenfor.
1- Karosseriets beskyttelsesgrad
2- Symbol for strømtilførelslinjen:
1\~: enfas vekselstrøm;
3\~: trefas vekselstrøm.
3- Symbol S : indikerar at du kan fullføre sveiseprosedyrer I en miljø med stor risiko for elektrisk støt (f.eks. i nærheten av store metallmasser).
4- Symbol for sveiseprosedyr.
5- Symbol for maskinens innsides struktur.
6- EUROPEISKE sikkerhetsforskrifter gjeldende buesveiserens sikkerhet og konstruksjon.
7- Sveisekretsens prestasjoner: matrikelnummer for identifisering av sveiseren (nødvendig for teknisk assistans, bestilling av reservedeler, søking av produktets opprinnelige eier.
8- Prestasjoner for sveisekretsen:
- U 0: maksimal tomgangsspenning.
- I 2 /U 2 : strøm og normalisert spenning som kommer direkte fra sveiseren under sveiseprosedyren.
- X : Intermittensforhold: indikerer den tid som sveiseren kan forsyne tilsvarende strøm (samme søyle). Uttrykt i %, i henhold til en syklus på 10 minutters (f.eks. 60% = 6 arbeidsminutter, 4 minutters pause, etc.).
Hvis bruksfaktorene (på skiltet for miljøer med en temperatur av 40°C) overstiges, aktiveres det termiske vernet (sveiseren forblir i standbymodus til dens temperatur er innenfor tillatte grenser. - A/V-A/V : indikerer sveisestrømmens reguleringsfelt (minimum maksimum) i henhold til tilsvarende buespenning.
9- Karakteristika for nettet: - U , : vekselstrøm og sveiserens forsyningsfrekvens (tillatte grenser ±10%).
- I 1 max: maksimal strøm som absorberes fra linjen.
- I 1 eff : faktisk forsyningsstrøm.
10- : Verdi for sikringer med sein aktivering for vem av linjen.
11- Symboler som gjelder sikkerhetsnormer med betydning som er angitt i kapittel 1 "Generell sikkerhet for buesveising".
Bemerk: skiltet i eksemplet indikerer betydning av symboler og nummer; for eksakte verdier gjeldende deres sveiser, skal du se direkte på sveiserens skilt.
3.2 ANDRE TEKNISKA DATA
- SVEISER: se tabell 1 (TAB.1).
- BRENNER: se tabell 2 (TAB.2).
Sveiserens vekt er angitt i tabell 1 (TAB. 1).
4. BESKRIVELSE AV SVEISEBRENNEREN
4.1 BLOKKDIAGRAM
Sveisebrenneren består av effektmoduler og kontroller på kretser som er trykt og optimert for maksimal driftssikkerhet og redusert vedlikehold.
Denne sveisebrenneren er kontrollert av en mikroprosessor som gjør at du kan stille inn et stort antall parametrer for en optimal sveising i hvert tilstand og på hvert material. Men det er nødvendig å bruke dens karakteristikker korrekt og ha kjenndom om dens operative muligheter.
Beskrivelse (FIG. B)
1- Inløp til trefas forsyningslinjen, likrettergruppe og nivelleringskondensatorer.
2- Bru-switching til transistor (IGBT) og drivers; omkopler linjespenningen til vekselstrøm med høy frekvense og utfør reguleringen i samsvar med strømmen/sveisestrømmen som trenges.
3- Transformator med høy frekvense; den primære lindningen blir forsynt med en spenning som omvandles av blokk 2; den skal tilpasse spenning og strøm til verdier som trenges for buesveiseprosedyren og for å isolere sveisekretsen på galvanisk måte fra strømlinjen.
4- Bru for sekundær likretting med nivelleringsinduktanse; endrer spenning / vekselstrøm som gis av sekundær lindning med likstrøm med meget lav ondulering.
5- Bru-switching til transistor (IGBT) og drivers; forvandler utgangsstrømmen fra DC til AC for TIG AC sveising (hvis installert).
6- Elektronisk kontroll og regulering; kontrollerer umiddelbart verdiet for sveisestrømmen og sammenligner det med verdiet som operatøren stillt inn; modulerer kontrollimpulsene i drivers IGBT som utfør reguleringen.
7- Logisk kontroll av sveisebrennerens funksjon: stiller inn sveisesyklusene, kontrollerer aktiveringsenhetene, bevaker sikkerhetssystemene.
8- Panel for innstilling og indikasjon av parametrene og funksjonsmodusene.
9- Generator for HF-aktivering (hvis installert).
10- Elektroventil for vernegass EV (hvis installert).
11- Flekt for avkjøling av sveisebrenneren.
12- Fjernstyrt regulering
4.2 ENHETER FOR KONTROLL, REGULERING OG KOPLING
4.2.1 Bakre panel (FIG. C)
3- Kopling til gassrøret (trykkreduserer beholder - sveisemaskin) (hvis installert).
4- Sikring (hvis installert).
5- Støpsel for vannkjølinggruppen (hvis installert).
6- Støpsel for fjernstyring:
Tre forskjellige typer av fjernstyring kan brukes til sveising, gjennom en spesiell 14-pinners kontakt på baksiden. Hvert anlegg blir automatisk erkjennt og man kan regulere følgende parametrer:
- Fjernstyring med en potentiometer.
dreie potensiometerknotten for å variere hovedstrømmen fra minimum til maksimum. Reguleringen av strømmen kan kun utføres med fjernkontrollen.
- Fjernstyrt kommandopedal:
strømverdien avgjøres av pedalens posisjon. I modus TIG 2T vil trykk
på pedalen i tillegg starte fra startkommandoen for maskinen i stedet for sveiseblussknappen (hvis forutsett).
- Fjernstyring med to potentiometer.
den første potentiometeren regulerer hovedstrømmen. Den andre potentiometeren regulerer en annen parameter som beror på aktiv sveisemodus. Når du dreier denne potentiometeren, blir parameteren som du varierer vist (den kan ikke bli regulert med panelets ratt). Betydningen av det andre potensiometer er: ARC FORCE i MMA-modus og SLUTTRAMPE i TIG-modus.
TIG-sveisemaskin med potentiometer.

For å hindre interne brudd i sveisemaskinen, er brukeren pålagt å bruke en 5-pin brennere til alle TIG-BRENNERE med et potensiometer for justering av brenneren.
4.2.2 Panel foran FIG. D
1- Positivt hurtiguttak (+) for å kople sveisekabelen.
2- Negativt hurtiguttak (-) for å kople sveisekabelen
3- Støpsel for kopling av sveisemaskinknappens kabel
4- Tilkobling for gasslangen for TIG-sveisemaskinen.
5- Kommandopanel:
5a. Innstillingsknapp sveisetype (PROCESS).
Gjør det mulig å velge ønsket prosess:
7
- sveising med belagt elektrode (MMA).
HF
- TIG-sveising med buetenning ved høy frekvens (TIG HF).
LIFT
- HSC-vealing med bacterinizing sem starter ved kontakt (HG EHT).
- DC ---
10号
- i TIG modus indikeres sveisingen i vekselstrøm (AC), hvis forutsett.
5b. Innstillingsknapp syklus for TIG-sveising (MODE).
Gjør det mulig å velge funksjonsmåten.
Kort trykk:
2T
- - - sveislingen begynner har du trykker på svelsebrennerens knapp og avsluttes när du slipper knappen.
4T
- - sveisingen begynner når du trykker og slipper opp knappen og stopper når du holder sveisebrennerens knapp nedtrykt og slipper den en gang til.
4T
- Bi-Level sveisingen begynner med at man trykker på og slipper opp brennerknappen.
Ved hvert trykk/kort oppslipp gar strømmen fra innstilt verdi til verdien I1
og omvendt. Sveisingen stopper när knappen trykkes på og deretter slippes opp i en lang forhåndsbestemt periode.
SPOT
- gjør det mullig a utføre punktsveising med kontroll av sveiselengden på displayet (blinkende ikon).
THIN SPOT
- gjør det mulig a utføre kort punktsveising (10-100msek) med kontroll av sveiselengden på displayet (blinkende ikon).
Forlenget trykk (PULSE):
PULSE
- tillater pulsering av strømmen (vekslenivå) med innstilling basert på typiske
parameterne I2, I1, Hz og BAL
EASY RULSE
- /M\I1 tillater pulsering av strømmen med automatisk innstilling ved
forhåndsinnstilte verdier i de typiske parameterne 711. 000 og 2 avhengig
000Hz BAL
av den innstilte J12 strømmen (disse verdiene kan uansett endres).
5c. Flerfunksjons-knott.
Basert på forhåndsinnstillingene med knappene er det mulig å velge og regulere parameterne ved å vise den innstilte verdien på displayet.
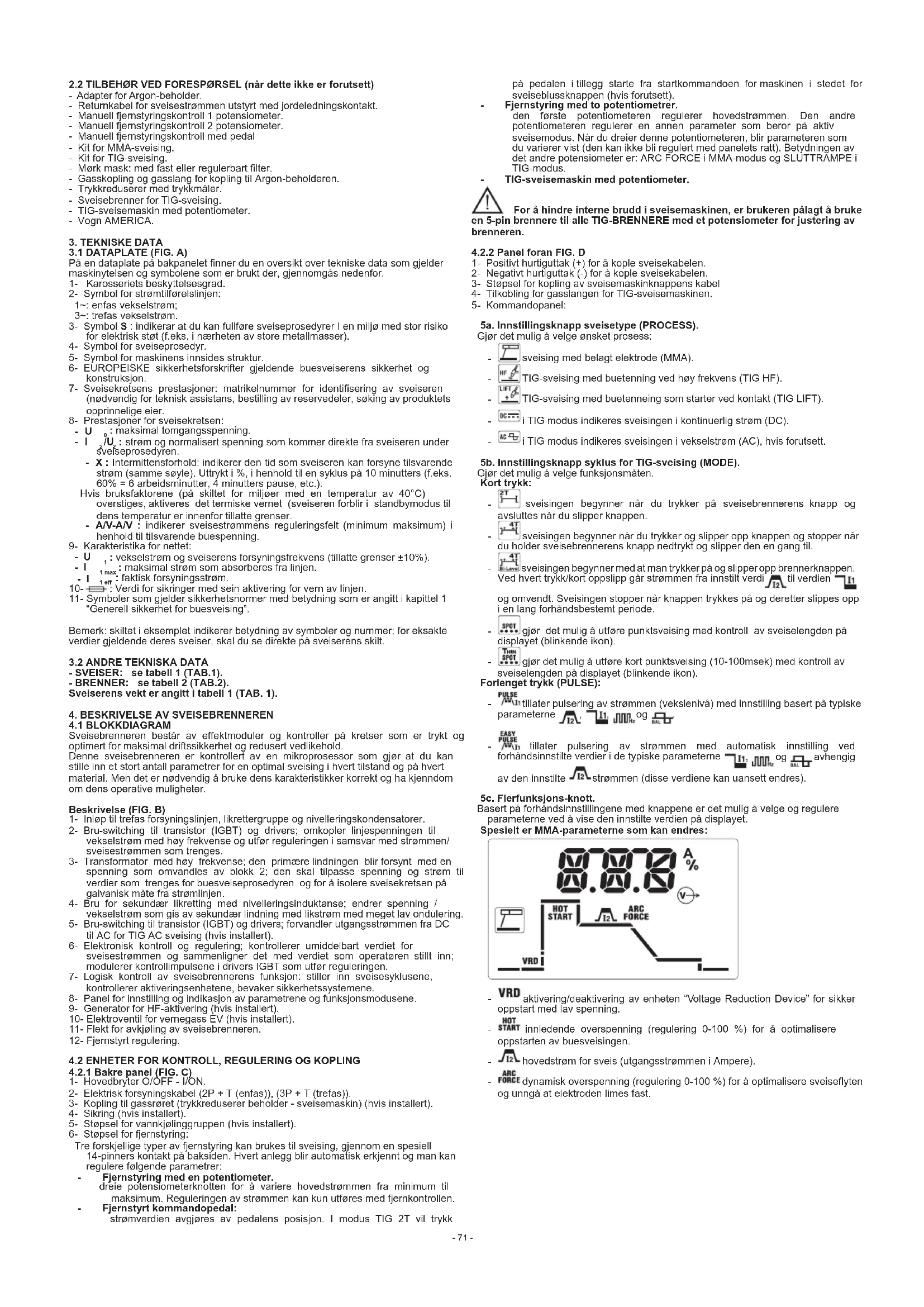
Spesielt er MMA-parameterne som kan endres:
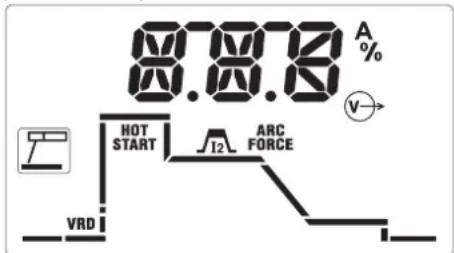
- VRD aktivering/deaktivering av enheten "Voltage Reduction Device" for sikker oppstart med lav spenning.
HOT - START innledende overspenning (regulering 0-100 %) for å optimalisere oppstarten av buesveisingen.
12 - J12 hovedstrøm for sveis (utgangsstrømmen i Ampere).
ARC FORCE - FORCE dynamisk overspenning (regulering 0-100 %) for å optimalisere sveiseflyten og unngå at elektroden limes fast.
- pre-gass tid for flyten av vernegass før sveisestart (regulering 0-10 sekunder).
- Innledende strøm opprettholdt i et fast tidsrom i 2T (50msek) og tilsvarende tid for inntrykking av knappen, i 4T (regulering 0-100 %).
- ts/innledende rampetid ved strømverdien I s til I 2 (regulering 0.1-10 sekunder). I OFF finnes ikke rampen.
- ∫2 hovedsveisestrøm, i PULSERENDE og Bi-Level modus er strømmen ved det høyeste nivået (utgangsstrøm i Ampere).
- basestrøm, i PULSERENDE og Bi-Level modus er verdien som kan veksles med hovedstrømmen under sveising (regulering i Ampere).
- _Hz pulseringsfrekvens og for modellene AC/DC i TIG AC representerer sveisestrømfrekvensen (regulering i Hertz).
- SAL utjevningsprosentandel, i PULSERENDE modus er det forholdet mellom tiden der strømmen er på det høyeste nivået og den totale pulseringstiden, for modellene AC/DC i TIG AC representerer det forholdet mellom tiden med positiv strøm og tiden med negativ strøm.
- lamp rampetid ved strømverdien I _s til lend (regulering 0.1-10 sekunder). I OFF finnes ikke rampen.
- sluttstrøm, i 2T er strømmen opprettholdt etter den endelige rampen hvis rampetiden er større enn null, i 4T opprettholdes strømmen etter den endelige rampen i hele tidsrommet der sveiseblussknappen holdes inne.
- t2 post-gass tid for flyten av vernegass som starter ved sveisestans (regulering 0-10 sekunder).
- forhåndsoppvarmingsstrøm, kun for modellene AC/DC i TIG AC regulerer forhåndsoppvarmingen av elektroden for å gjøre oppstarten lettere (regulering 2.6-53 A*Sek). I OFF finnes ikke forhåndsoppvarming.
Andre indikative ikoner som finnes på displayet:
- ALARM varsel om varsling/alarm, som regel i kombinasjon med en kode indikert på displayet, og som leder oppmerksomheten over på en mulig anomali/aktiv automatisk sikring i sveisemaskinen.
- termisk sikring, kombinert med ALOGI kode på displayet, varsel om tilstand hvor de interne oppvarmingsgrensene er nådd.
- v→ aktiv utgang, indikerer forekomsten av spenning (aktivert effekt) i utgangsuttakene ved sveisemaskinen.
- fjernkontroll, indikerer aktiv tilkobling og kontroll av fjernkontrollen.
- posisjonspunktsveis, i 4T med mindre enn en forhåndsdefinert verdi indikerer innstilling av en minimums startstrøm som gjør sveisebuen synlig ved inntrykket knapp. Dette gjør det mulig å velge startpunktet for sveisingen nøye (hvis startstrømmen stilles inn høyere enn en viss grense, vil funksjonen automatisk deaktiveres).
Default fabrikkparametere, indikerer innstillingen ved alle parameterne ved en forhåndsinnstilt verdi nyttig for et stort bruksområde. Brukeren kan stille inn hovedstrømmen etter ønske uten å endre de andre automatiske
Det er när som helst mulig å aktivere på nytt denne tilstanden ved å skru av og skru på sveisemaskinen ved å trykke på fler-funksjonsknotten (FIG. D - 5c).
Alarmbeskjeder som viser på det alfanumeriske displayet (FIG. D - 5d):
- AL.1 :termisk verneinngrep ved hovedkretsen (hvis forutsett).
- AL.2 : termisk verneinngrep ved sekundærkretsen.
- AL.3 : verneinngrep mot overspenning av forsyningslinjen.
- AL.4 : verneinngrep mot underspenning av forsyningslinjen.
- AL.8 : ekstra spenning utenfor området.
Tilbakestillingen skjer automatisk när årsaken til alarmen er blitt fjernet.
5. INSTALLASJON

ADVARSEL! UTF∅R ALLE OPERASJONENE SOM INSTALLASJON OG ELEKTRISK KOPLING MED SVEISEREN SLÄTT FRA OG FRAKOPLET NETTET. DE ELEKTRISKE KOPLINGENE MÅ UTF∅RES KUN AV KVALIFISERT PERSONAL MED ERFARINGER.
5.1 MONTERING (FIG. P)
Pakk ut sveiseren, utfør montering av delene i esken.
5.1.1 Montering av returkabeln-klemme (FIG. E)
5.1.2 Montering av sveisekabel-elektrodholderklemme (FIG. F)
5.2 PLASSERING AV SVEISEREN
Velg passende installasjonsplass for sveiseren slik at der ikke er hinder i høyde med
avkjølingsluftens inngangsåpning og utgangsåpning(forsert sirkulering ved hjelp av ventilator, om installert); forsikre deg også at ingen strømførende støv, korrosive anger, fukt, etc. blir sugt opp. Hold et avstand på minst 250mm rundt sveiseren.

ADVARSELI Plasser sveiseren på en jevn overflate med en kapasitet sser til vekten for å forhindre velting eller farlige bevegelser.
- Før du utfør noen elektriske koplinger, skal du kontrollere at informasjonen på sveisebrennerens skilt tilsvarer spenning og nettfrekvens på installasjonsplassen.
- Sveiseren skal bare koples til et nett med nøytral jordeledning.
- For å garantere vern mot indirekte kontakter skal du bruke differensialbryter av
typen: - Type A (☐) til enfasmaskiner;
- Type B ( ) til trefasmaskiner.
- For å oppfylle kravene i norm EN 61000-3-11 (Flicker) rekommenderer vi at man utfører koplingen av sveisen til nettspenningens grensesnittspunkter med en impedanse under:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC - Sveisen oppfyller ikke kravene i norm IEC/EN 61000-3-12. Hvis den blir koplet til et statelig distribusjonsnett, er det installatørens eller brukerens forpliktelse å kontrollere at det er mulig å kople sveisen (hvis nødvendig, kan du konsultere distribusjonsnettet).
Kople nettkabeln til en normal kontakt, (2P + P.E) (1\~); (3P + P.E) (3\~) med passende kapasitet og bruk et nettuttak utstyrt med sikringer eller automatisk bryter; jordeledningen skal koples til jordeledningen (gul/grønn) i forsyningslinjen. Tabell (TAB.1) angir anbefalte verdier i ampere for trege sikringer i linjen som valgts i henhold til maksimal nominal strøm som blir forsynt av sveiseren og i henhold til nominal forsyningspenning.

Tabell (TAB. 1) angir anbefalte verdier for sveisekablene (i mm²) i henhold til maksimal strøm som sveiseren gir fra seg.
5.4.1 TIG-sveising
Kopling av sveisebrenneren
- Kople kabelen i tilsvarende hurtigkontakt (-). Kople kontakten med tre poler (sveisebrennerens tast) i tilsvarende uttak. Kople gasslangen på sveisebrenneren til tilsvarende skjøte.
Kopling av sveisestrømmens returkabel
- Skal koples til stykket som skal sveises eller til metallpallen det står på så nære som mulig til skjøten du skal utføre.
Kopling til gassbeholderen
- Stram trykkredusereren til gassbeholderens ventil og sett inn reduksjonen som medfølger som tilbehør, når du bruker Argon-gass.
- Kople gassens inngangsslang til redusereren og stram bändet som medfølger.
- Løsne reguleringsringen på trykkredusereren før du åpner beholderens ventil.
- Apne beholderen og reguler gasskvantiteten (l/min.) i samsar med bruksinformasjonen, se tabellen (TAB. 4); eventuelle reguleringer av gassflødet kan utføres under sveisingen ved å dreie trykkredusererens ring. Kontroller tetheten i slanger og skjøter.
ADVARSEL! Lukk alltid gassbeholderens ventil etter arbeided.
5.4.2 MMA-SVEISING
Kopling av sveisekabelns klemme-elektrodholder
Forsyner panelet med et spesielt kabelfeste for stramming av elektrodens bare del.
Kopling av svelsestrømmens returkabel
Skal koples til stykket som skal sveises eller til metallbenken den står på, så like som mulig til skjøten som blir utført.
- Drei kontaktene på sveisekablene helt til slutt i de hurtige uttakene (hvis installert), for å garantere en perfekt elektrisk kontakt; ellers kan overoppvarming skje i kontaktene og dette kan føre til kvalitetsforringelse og effektivitetstap.
- Bruk så korte sveisekabler som mulig.
- Unngå å bruke metallstrukturer som ikke utgjør del av delen som bearbeides da du skifter ut sveisestrømmens returkabel; dette kan være farlig for sikkerheten og gi et dårligt sveiseresultat.
6. SVEISING: BESKRIVELSE AV PROSEDYREN
6.1 TIG-SVEISING
TIG-sveising er en sveiseprosedyre som bruker varmen som blir produsert av den elektriske buen som blir generert og kvarholt mellom en elektrod (tungsten) og stykket som skal sveises. Elektroden i tungsten holdes av en sveisebrenner som er egnet å overføre sveisestrommen og verne elektroden og sveisebadet mot atmosfærisk oksidering ved hjelp av et fløde av inert gass (normalt argon: Ar 99.5%) som kommer ut fra smørenippelen i kjernamikk (FIG.G).
Det er nødvendig for en god sveiseprosedyre å bruke eksakt diameter på elektroden med eksakt strømsverdi, se tabell (TAB. 3). Normal fremspring for elektroden fra nippelen i kjeramikk er 2-3 mm og du kan oppnå 8 mm for vinkelsveising.
Sveisingen skjer ved hjelp av fusjonen mellom skjøtens to fliker. For tykkelser som er mindre (til 1 mm) trenges inget støttematerial (FIG. H).
For større tykkelser må du bruke stenger av samme material og diameter, med forberedelse av flikene (FIG. I). Det er nødvendig for å oppnå en god sveising, at stykkene er godt rene og frie fra oksider, olje, smørefett, løsningsmidler, etc.
Aktiveringen av den elektriske buen skjer uten kontakt mellom tungstenelektroden og stykket som skal sveises, ved hjelp av en gnist som oppstår i anlegget med høy frekvense. Denne aktiveringsenhefen fører ikke til inklusjon av tungsten i sveisebadet eller slitasje på elektroden og erbyr en lett oppstart i alle sveisemodusene.
Prosedyre:
Trykk på sveisebrennerens tast og still stykket nære elektrodens spiss (2 - 3mm), vent til buen er aktivert ved hjelp av overføring av HF-impulsene og, da buen er aktivert, danner fusjonsbadet på stykket og fortsette langs skjøten.
Hvis du oppdager vanskeligheter i aktiveringen av büen, uansett hvis der er gass eller HF-nærvær i luften, skal du ikke utsette elektroden for HF, uten kontrollere at overflaten er hel og at spissens form er korrekt, eventuelt kan du slide den på slipeskiven. Etter syklusen, blir strønmen annullert med innstilt nedgangsrampe.
LIFT-aktivering:
Aktiveringen av den elektriske buen skjer da du fjerner tungstenselektroden fra stykket som skal sveises. Dette aktiveringsmoduset årsaker mindre elektrisk strålning og minker inklusionen av tungsten og slitasjen på elektroden.
Prosedyre:
Støtt elektrodens spiss på stykket ved hjelp av et lett trykk. Trykk sveisebrennerens tast helt til slutt og løft elektroden 2-3 mm for å oppnå aktiveringen av buen. Sveisebrenneren gir fra seg en strøm I_LIFT , og deretter blir innstilt sveisestrom dannet. Etter syklusens slutt, blir strømmen annullert med innstilt nedgangsampe.
6.1.2 TIG-sveising DC
TIG-sveising DC er egnet for alle lave legeringer av kullstål och høyelegeringer og tunge metaller som kobber, nikkel, titanium og legeringer.
For TIG-sveising DC med elektroden ved polen (-) blir elektroden normalt brukt med 2% Torium (rød farge) eller med 2% Cerium (grå farge).
Det er nødvendig å plassere elektroden i tungsten aksialt til slipeskiven, se FIG. L., og vær nøye med å kontrollere at spissen er helt konsentrisk for å unngå avvik i buen. Det er viktig å utføre slipingen i elektrodens lengderetning. Denne operasjonen skal gjentas regelmessig i forhold til bruket og slitasjen på elektroden eller da den er kontaminert, oksidert eller brukt på gal måte.
6.1.3 TIG AC- sveising (hvis forutsatt)
Denne typen av sveising gjør at du kan sveise metaller som aluminium og magnesium som danner en verneoksid for isolering av overflaten. Hvis du omvender sveisestrommens polaritet, kan du avbryte overflaten av oksid ved hjelp av en mekanism som kalles "jonisk sanding". Spenningen er alternativt positiv (EP) og negativ (EN) på elektroden i tungsten. Under EP-tiden, blir oksiden fjernet fra overflaten ("rengøring") for å muliggjøære badet. Under EN-tiden, skjer maksimal termisk forsyning til stykket for å muliggjøre sveisingen. Muligheten å endre balanseparaemteren i AC gjør at du kan minke EP-strommens tid til minimumsnivået for en sveising som er hurtigere. Større balansevberdier gjør at du kan oppnå en bedre rengjøring av stykket. Hvis du bruker et balanseverdi som er altfor lavt, blir buen og den uoksiderte seksjonen større, elektroden blir overhettet med danning av en sfær på spissen og degradering av aktiveringen og buens retning. Bruk av et altfor stort balanseverdi før til et sveisebad som er "kontaminert" med mørke seksjoner.
Tabellen (TAB. 4) angir effektene av variasjoner av parametrene i AC-sveisingen. Dessuten kan du følge instruksene som gjelder sveiseprosedyren.
I tabellen (TAB. 3) er insikasjonene for sveising på aluminium indikert; den elektrodtype som er mest egnet er elektroden med ren tungsten (grønn farge).
6.1.4 Prosedyre
- Reguler sveisestrømmen til ønsket verdi ved hjelp av ratten; du kan eventuelt gjøre dette under sveisingen med nødvendig varmetilførsel.
- Trykk på sveisebrennerens tast og kontroller att gassflødet er korrekt på sveisebrenneren. Tarer tiden for forgass og ettergass, hvis nødvendig. Disse tider skal reguleres i samsvar med funksjonsbetingelsene, spesielt forsinking av ettergassen skal være slik at den ved sveisingens slutt muliggør avkjøling av elektroden og badet uten at de kommer i kontakt med atmosfæren (oksidering og kontaminering).
TIG-modus med sekvensen 2T
- Hvis du trykker ned brennertasten (P.T.), blir buen aktivert med strømmen. IDeretter øker strømmen i samsvar med funksjonen INNLEDENDE RAMPE til verdiet for sveisestrømmen.
- For å avbryte sveisingprosedyren, skal du slippe sveisebrennertasten for en gradvis annullering av strømmen (hvis funksjonen SLUTTRAMPE er aktivert) eller til en umiddelbar slokking av buen med etterfølgende ettergass.
TIG-modus med sekvensen 4T:
- Den første gangen du trykker på tasten, blir buen aktivert med en I _strøm. Da u slipper tasten, øker strømmeni samsvar med funksjonen STARTRAMPE til verdiet for sveisestrammen. Dette verdiert forblir uforandret også da du slipper tasten. Når du trykker på tasten igjen, minker strømmen i samsvar med funksjonen SLUTTRAMPE til I _end . Denne forblir aktivert til du slipper tasten og avslutter sveisesyklusen for å begynne ettergassperioden. Hvis du under funksjonen SLUTTRAMPE slipper tasten, slutter sveisesyklusen umiddelbart og ettergassperioden starter.
TIG-modus med sekvensen 4T og BI-LEVEL:
- Den første gangen du trykker på lasten, blir buen aktivert med en I -strøm. Da u slipper tasten, øker strømmeni samsvar med funksjonen STARTRAMPE til verdiet for sveisestrømmen. Dette verdiet forblir uforandret også da du slipper tasten. Hver gang du siden trykker på tasten (tiden fra trykket til du slipper lasten skal være kort), varierer strømmen mellom verdiet som er stillt inn i parameter BI-LEVEL I og hovedstrømsverdiet I..
- Hold tasten nedtrykt ^2 under en lang tid for å minke strømmen i samsvar med funksjonen SLUTTRAMPE til 1. Denne skal holdes nedtrykt til du slipper tasten og sveisesyklusen slutter og ettergasstiden begynner. Men hvis du under funksjonen SLUTTRAMPE slipper tasten, stopper sveisesyklusen umiddelbart og ettergasstiden begynner (FIG. M).
Modus TIG SPOT og TIG THIN SPOT:
- Sveisingen skjer ved å holde nede utlöseren til innstilt tid (punktesveisetid).
6.2 MMA-SVEISING
- Det er svært viktig at brukeren kontrollerer produsentens veiledning på elektrodeemballasjen. Her vil det fremgå riktig polaritet og en passende strømstyrke.
- Sveisestrømmen må justeres ut fra elektrodediameteren og type forbindelse som skal lages, se tabellen nedenfor for passende strømstyrke ut fra elektrodediameteren:
| ∅ Elektrode (mm) | Sveisestrøm (A) | |
| Min. Max. | ||
| 1.6 | 25 | 50 |
| 2 | 40 | 80 |
| 2.5 | 60 | 110 |
| 3.2 | 80 | 160 |
| 4 | 120 | 200 |
| 5 | 150 | 280 |
| 6 | 200 | 350 |
- Brukeren må ta i betraktning at ut fra elektrodediameteren, kreves kraftigere strømstyrke til flat sveis, mens vertikalsveis eller sveising fra undersiden krever lavere strømstyrke.
- De mekaniske karakteristiske trekk for sveiseskjøte er i forhold til intensiteten i valgt strøm og de andre sveiseparametrene som buens lengde, utførelsens hastighet og stillino, elektroddiameter og elektrodkvalite (for en korrekt oppbevaring, skal du forsikre deg om at elektrodene er beskyttet mot fukt ved hjelp av spesielle esker eller beholder).
- Sveisingens karakteristikker beror også på verdiet ARC-FORCE (dynamisk reaksjon) på sveisebrenneren. Denne parameteren kan stilles inn fra panelet eller med fjernstyringskontrollen med 2 potensiometer.
- Observer at høye ARC-FORCE verdier gir en større penetrasjon og muliggjør sveising i alle posisjoner med basiske elektroder, mens lave ARC-FORCE verdier gjør at buen blir mykere og uten sprøyt med rutiliske elektroder. Sveisebrenneren er dessuten utrustet med anlegg som HOT START og ANTI STICK som garanterer en lett oppstart og at elektroden ikke fastner på stykket.
6.2.1 Sveiseprosedyre:
- Hold maskinen FÖRAN ANSIKTET, stryk elektroden mot arbeidsstykket som om den var en fyrstikke. Dette er korrekt tenneprosedyre.
ADVARSEL: Elektroden må ikke slås mot arbeidsstykket. Dette kan skade elektroden og føre til at den blir vanskelig å tenne.
- Så snart buen er tent, må du prøve å holde jevn avstand mellom elektroden og arbeidsstykket lik elektrodediameteren under hele sveiseoperasjonen. Husk at vinkelen på elektroden når den flyttes bør være 20 - 30 grader.
- Ved slutten av sveisesengen skyves elektroden bakover for å fylle sveisekrateret, løft deretter elektroden raskt bort, slik at buen slukker (EKSEMLER PÅ SVEISESENGER - FIG. N)
7. VEDLIKEHOLD
ADVARSEL! F∅R DU GÅR FREM MED VEDLIKEHOLDSARBEIDET, SKAL DU FORSIKRE DEG OM AT SVEISEBRENNEREN ER SLÄTT AV OG FRAKOPLET FRA STR∅MNETTET.
- Unngå å plassere sveisebrenneren og dens kabel på varme overflater; dette kan føre til at isoleringsmaterialer smelter ned og ikke lenger kan brukes.
- Kontroller jevnlig at gasslangen og koplingene er tette.
- Utfør en korrekt kopling av elektrodens feste, tangholderspindel med elektrodens diameter for å unngå overoppvarming, en dårlig gassfordelning og andre gale funksioner.
- Kontroller slitasjegraden og korrekt montering av sveisebrennerens deler en gang hver dag: nippel, elektrod, elektrodholdertang, gassfordeler.
7.2 EKSTRAORDINAERT VEDLIKEHOLD
ALT EKSTRAORDINÄERT VEDLIKEHOLD FÅR KUN UTFÖRES AV PERSONELL MED ERFARING ELLER KVALIFIKASJONER I ELEKTRISKE OG MEKANISKE OMRÅDER, I SAMSVAR MED DE TEKNISKE STANDARDENE IEC/EN 60974-4.
ADVARSEL: FJERN ALDRI DEKSLER ELLER UTF∅R ARBEID INNE I ENHETEN DERSOM DEN IKKE ER FRAKOPLET STR∅MNETTET.
Eventuelle kontroller av funksjoner med enheten under spenning, kan fore til alvorlige strømstøt og/eller skader som følge av direkte berøring av strømførende deler.
- Regelmessig og i samsvar med bruket og miljøens støvmengde, skal du inspektere sveisebrenneren innvendig og fjerne støv fra de elektroniske kortene ved hjelp av en meget myk børste eller egnet oppløsningsmiddel.
- På same gang skal du kontrollere at de elektriske koplingene er riktig og at kablenes isolering ikke er skadd.
- Etter disse operasjonene skal du montere tilbake sveiserens paneler og stramme festeskuene helt til slutt.
- Unngå absolutt å utføre sveiseoperasjoner med ápen sveiser.
- Etter å ha utført vedlikehold eller reparasjoner, skal du tilbakestille koplingene og kablene som opprinnelig. Forsikre deg om att de ikke kommer bort i bevegelige deler eller deler som kan nå høye temperaturer. Bind alle ledninger som opprinnelig og forsikre deg om at koplingene til hovedledningen med høyspenning er godt separert fra koplingene i sekundærledningen med lav spenning. Bruk alle brikkene och opprinnelige skruene for å lukke snekringsdelen ordentlig.
8. FEILS∅KING
DERSOM ENHETEN IKKE FUNGERER TILFREDSSTILLENDE, B∅R DU SELV FORETA F∅LGENDE KONTROLL F∅R DU SENDER BUD PÅ SERVICE ELLER BER OM ASSISTANSE:
- Kontroller at sveisestrømmen er korrekt stilt inn for elektrodediameteren og -typen. - Kontroller at når hovedbryteren slås PÅ tennes også tilhørende varsellampe. Hvis ikke ligger problemet i strømtilførselen (kabler, sikringer, støpsel osv.).
- At den gule lysdioden ikke er tent. Den signaliserer at maskinen er enten over- eller underopphetet på grunn av for høy eller for lav spenning, eller at det har oppstätt en kortslutning.
- At forholdet mellom de nominelle avbruddene er observert. Om den termostatiske beskyttelsesenheten skulle ha satt i gang, vent til maskinen har kommet ned på normaltemperatur, og kontroller at viften fungerer som den skal.
- Kontroller linjespenningen: hvis verdiet er altfor høyt eller lavt, forblir sveisebrenneren blokkert.
- At det ikke har oppstått en kortslutning i uttaket på maskinen. Om dette skulle være tilfelle, må man først og fremst fjerne denne.
- Kontroller at alle forbindelser i sveisekresten er korrekt, spesielt at arbeidsklemmen er godt festet til arbeidsstykket, uten forstyrrende materialer eller overflatebehandliger (f. eks. Maling).
-
At beskyttelsesgassen er riktig i kvalitet (Argon 99.5%) og i kvantitet.
-
KAARIHITSAUKSEN YLEINEN TURVALLISUUS ....75
-
JOHDANTO JA YLEISKUVAUS ....75
2.1 JOHDANTO....75
Tilverkeren garanterer maskinens korrekte funksjon og forplikter seg å utføre gratis bytte av deler som blir ødelagt på grunn av en dårlig kvalitet i materialer eller konstruksjonsfeil som oppstår innen 12 mänerer fra maskinens igangsettling, i overensstemmelse med sertifikatet. Maskiner som sendes tilbake, også i løpet av garantiperioden, skal skikkes FRAKTFRITT och skal sendes tilbake MED BETALNING AV MOTTAKEREN, inantt maskinene som tilhører forbrukningsvarer ifølge europadirektiv 1999/44/EC, kun hvis de selges i en av EUs medlemsstater. Garantisertifikatet er gyldig kun sammen med kvittering eller leveringsblankett. Feil som oppstår på grunn av galt bruk, manipulering eller slurv, er utelukket fra garantin. Dessuten frasier seg selskapet alt ansvar for alle direkte og indirekte skader.




