
Infinity 225 954556 - Hitsauskone Telwin - Ilmainen käyttöohje ja opas
Löydä laitteen käyttöohje ilmaiseksi Infinity 225 954556 Telwin PDF-muodossa.

| Tuotetyyppi | TIG/MMA-invertterihitsauskone |
| Merkki | Telwin |
| Malli | Infinity 225 954556 |
| Hitsausmenetelmät | TIG DC/AC (HF/LIFT), MMA |
| TIG-hitsausvirta | 5 - 225 A |
| MMA-hitsausvirta | 10 - 225 A |
| Syöttöjännite | 230 V yksivaihe (tai 400 V kolmivaihe versiosta riippuen) |
| Taajuus | 50/60 Hz |
| Suojausluokka | IP21S (arvio) |
| Paino | Noin 12 kg (arvio) |
| Mitat (P x L x K) | Ei ilmoitettu |
| TIG-toiminnot | 2T, 4T, 4T Bi-Level, Spot, Thin Spot, pulssi, Easy Pulse, alku-/loppurampit, esi-/jälkikaasu, AC-tasapaino, taajuus |
| MMA-toiminnot | Hot Start, Arc Force, Anti Stick, VRD |
| Mukana toimitettavat varusteet | Hitsaus- ja paluukaapelit, elektrodipidin, TIG-polttimen (versiosta riippuen) |
| Valinnaiset varusteet | Kaukosäädin (1 tai 2 potentiometriä, poljin), TIG-poltin potentiometrillä, MMA-sarja, TIG-sarja, America-kärry, argonpullon sovitin, paineenalennin |
| Turvallisuus | Lämpösuojaus, ylijännite/alijännite, VRD, hälytykset AL.1-AL.8 |
| Jäähdytys | Sisäinen tuuletin |
| Säännöllinen huolto | Pölyn puhdistus paineilmalla, polttimen ja liitäntöjen tarkistus, kaasun tiiviyden tarkistus |
| Korjattavuus | Varaosat saatavilla Telwin-huollon kautta, korjaus valtuutetun henkilöstön toimesta |
| Standardit | EN 60974-9, IEC/EN 61000-3-11, IEC/EN 61000-3-12 |
Usein kysytyt kysymykset - Infinity 225 954556 Telwin
Käyttäjien kysymyksiä aiheesta Infinity 225 954556 Telwin
0 kysymys tästä laitteesta. Vastaa tuntemiisi tai esitä omasi.
Esitä uusi kysymys tästä laitteesta
Lataa ohjeet laitteellesi Hitsauskone PDF-muodossa ilmaiseksi! Löydä käyttöohjeesi Infinity 225 954556 - Telwin ja ota elektroninen laitteesi takaisin hallintaan. Tällä sivulla julkaistaan kaikki laitteidesi käyttöön tarvittavat asiakirjat. Infinity 225 954556 merkiltä Telwin.
KÄYTTÖOHJE Infinity 225 954556 Telwin
(FI) Ammattihitsauslaitteet vaihtosuuntaajalla TIG (DC) (AC/DC) HF/LIFT, MMA.
2.2 PYYNNÖSTÄ SAATAVAT LISÄVARUSTEET (mikäli ne eivät kuulu varustukseen)....76
- TEKNISET TIEDOT 76
3.1 TYYPPIKILPI (KUVAA)....76
3.2 MUUT TEKNISET TIEDOT....76
- HITSAUSLAITTEEN KUVAUS ....76
4.1 YLEISKAAVIO 76
4.2 OHJAUS-, SÄÄTÖ- ja KYTKENTÄLAITTEET....76
4.2.1 Takapaneeli (KUVA C)....76
4.2.2 Etupaneeli KUVA D 76
- ASENNUS....77
5.1 VALMISTELU (KUVA P)....77
5.1.1 Paluukaapelin/puristimen asennus (KUVA E) 77
5.1.2 Holkkikaapelin asennus (KUVA F)....77
5.2 HITSAUSKONEEN SIJOITTAMINEN....77
5.3 KYTKENTÄ VERKKOON 77
5.3.1 Pistoke ja pistorasia ....77
5.4 HITSAUSPIIRIN KYTKENNÄT....77
5.4.1 TIG -hitsaus....77
5.4.2 MMA-HITSAUS 77
- HITSAUSMENETTELY .....77
6.1 TIG -hitsaus....77
6.1.1 HF- ja LIFT -sytytkset 77
6.1.2 TIG DC -hitsaus....78
6.1.3 TIG-hitsaus vaihtovirralla (jos olemassa)....78
Huom.: jatkossa käytetään pelkkää nimitystä "hitsauskone".
1. KAARIHITSAUKSEN YLEINEN TURVALLISUUS
Hitsauskoneen käyttäjän on tunnettava riittävän hyvin koneen turvallinen ko käyttötapa sekä kaarihitsaustoimenpiteisiin liittyvät vaaratekijät ja varotoimet sekä tiedettävä, kuinka toimia hätätilanteissa.
(Katso myös normi "EN 60974-9: Kaarihitsauslaitteet. Osa 9: Asennus käyttö").

- Vältä suoraa kontaktia hitsausvirtapiirin kanssa, sillä generaattorin tuottama tyhjäkäyntijännite voi olla vaarallinen.
- Sammuta hitsauskone ja irrota se sähköverkosta ennen hitsauskaapelier kytkemistä tai minkään tarkistus- tai korjaustyön suorittamista.
- Sammuta hitsauskone ja irrota se sähköverkosta ennen hitsauspoltt kuluneiden osien vaihtoa.
- Suorita sähkökytkennät yleisten turvallisuusmääräysten mukaan.
- Hitsauskone tulee liittää ainoastaan syöttöjärjestelmiin, joissa on maadoitukseen liitetty neutraalijohdin.
- Varmistaudu siitä, että syöttötulppa on oikein maadoitettu.
- Alä käytä hitsauskonetta kosteissa tai märissä paikoissa äläkä hitsaa sateessa.
- Älä käytä kaapeleita, joiden eristys on kulunut tai joiden kytkennät ovat löysät.

- Älä hitsaa säiliöitä tai putkia, jotka ovat sisältäneet helposti syttyviä aineita ja kaasumaisia tai nestemäisiä polttoaineita.
- Alä työskentele materiaaleilla, jotka on puhdistettu klooriliuoksilla, tai niiden läheisyydessä.
- Älä hitsaa paineen alaisten säiliöiden päällä.
- Poista työskentelyalueelta kaikki helposti syttyvät materiaalit (esim. puu, paperi jne.).
- Huolehdi, että kaaren läheisyydessä on riittävä ilmanvaihto tai muu järjestelmä hitsaussavujen poistamiseksi; hitsaussavujen altistusrajat on arvioitava systemaattlsesti nliden koostumuksen, pitoisuuden ja altistuksen keston mukaan.
- Älä säilytä kaasupulloa (jos sitä käytetään) lämmönlähteiden lähellä tai- auringon paisteessa.





- Käytä sopivaa sähköneristystä hitsauspälle, työstettävälle kappaleelle sekä mahdollisille maadoitetuille metalliosille, jotka ovat lähettyvillä (niltä voldaan koskettaa).
Tämä on normaalisti mahdollista käsineillä, jalkineilla, päähineellä ja siihen tarkoitetuilla varusteilla sekä eristäviä jalkatukia tai mattoja käyttämällä. - Suojaa alna silmät silhen tarkoltetuilla suojalaseilla, jotka ovat yhdenmukaisia normien UNI EN 169 tai UNI EN 379 kanssa ja koottu naamareille tai kypäriin, jotka ovat yhdenmukaisia normin UNI EN 175 kanssa.
Käytä tarkoltuksenmukalsia syttymättömlä suojavarustelta (yhdenmukalsia normin UNI EN 11611 kanssa) sekä hitsauskäsineitä (yhdenmukalsia normin UNI EN 12477 kanssa) vältäen altistamasta ihoa kaaren tuottamille ultravioletti- ja infrapunasäteille; suojauksen täytyy olla samanlainen vällselnien tal heijastamattomien kankaiden avulla muille kaaren lähellä oleville ihmisille. - Meluisuus: Jos erityisen intensiivisten hitsaustöiden takia havaitaan päivittäinen henkilön altistumistaso (LEPd), joka on sama tai yli 85 dB(A), on pakollista käyttää asianmukaisia henkilönsuojavälineitä (Taul. 1).







- Hitsausvirran kulku aiheuttaa sähkömagneettisten kenttien (EMF) syntymisen hitsauspiirin ympäristössä.
Sähkömagneettiset kentät voivat aiheuttaa häiriötä muutamien lääkinnällisten laitteistojen kanssa (esim. tahdistin, hengityslaitteet, metalliproteesit jne.).
On sovellettava asianmukaisla suojakeinoja näiden laitteiden käyttäjille. Esimerkiksi on kiellettävä pääsy hitsauslaitteen käyttöalueelle. Tämä hitsauslaite vastaa ainoastaan teollisuusympäristössä ammattikäyttöön tarkoltetulle tuotteelle asetettua teknistä standardia. Vastaavuutta ei taata perusraja-arvoissa henkilöiden sähkömagneettikentille altistumiseen liittyen kotitalousympäristössä.
Käyttäjän on tehtävä seuraavat toimenpiteet niin, että vähennetaän asähkömagneettikentille altistumista:
- Kiinnitä kaksi hitsauskaapelia yhdessä mahdollisimman lähelle.
- Pidä rakenteen pää ja runko mahdollisimman kaukana hitsauspiiristä.
- Älä koskaan kierrä hitsauskaapeleita rakenteen ympärille.
- Alä hitsaa rakenteen ollessa hitsauspiirin keskellä. Pidä molemmat kaapelit rakenteen samalla puolella.
- Liitä hitsausvirran paluukaapeli hitsattavaan kappaleeseen mahdollisimman lähelle tehtävää liitosta.
en Älä hitsaa hitsauslaitteen lähellä, istuen tai nojaten siihen (minimietäisyys: 50cm).
en Älä jätä ferromagneettisia esineitä hitsauspiirin lähelle.
- Minimietäisyys d= 20cm (KUVA O).

- A-luokan laitteistot:
Tämä hitsauslaite vastaa ainoastaan teollisuusympäristössä ja ammattikäyttöön tarkoitetulle tuotteelle asetettua teknistä standardia. Sähkömagneettista yhteensopivuutta ei taata kotitalouskäyttöön varattuun matalajännitteiseen sähköverkkoon suoraan kytketyissä rakennuksissa.

LISÄVAROTOIMET HITSAUSTOIMENPITEET
JOTKA SUORITETAAN:
- Ympäristössä, jossa on lisääntynyt sähköiskun vaara.
- Ahtaissa tiloissa.
- Helposti syttyvien tai räjähdysherkkien materiaalien läheisyydessä.
TÄYTYY arvioida etukäteen vastaavan asiantuntijan toimesta ja ne on aina suoritettava muiden koulutuksen saaneiden henkilöiden läsnäollessa, jotta nämä voivat auttaa mahdollisessa hätätilanteessa.
ON KAYTETTAVA normin "EN 60974-9: Kaarihitsauslaitteet. Osa 9: Asennus ja käyttö" kohdissa 7.10; A.8; A.10 kuvattuja teknisiä suojavälineitä.
Hitsaus on KIELLETTY käyttäjän jalkojen ollessa irti maasta ellei käytetä turvalavaa.
ELEKTRODIN PIDINTEN JA POLTINTEN VÄLINEN JÄNNITE: useammalla hitsauskoneella yhtä kappaletta tai useampaa sähköisesti kytkettyä kappaletta hitsattaessa kahden elektrodin pitimen ja polittimen välille voi syntyä vaarallinen tyhjäjännitteiden summa, joka saattaa yllittää sallitun rajan kaksinkertaisesti.
On välttämätöntä, että asiantunteva koordinaattori mittaa laitteiden avulla määrlttääkseen, onko olemassa riski ja voidaanko käyttää sopivia suojakeinoja, jotka kuvataan normin "EN 60974-9: Kaarihitsauslaitteet. Osa 9: Asennus ja käyttö" kohdassa 7.9.

JÄÄNNÖSRISKIT
- KAATUMINEN: Hitsauskone on alna asetettava vaakatasoiselle, sen painon kantavalle pinnalle. Muussa tapauksessa (esim. viettävällä tai epätasaisella lattialla) kone on vaarassa kaatua.
- VÄÄRÄ KÄYTTÖ: Hitsauskoneen käyttö muuhun kuin sille osoitettuun tarkoitukseen (esim. vesiputkiston sulattaminen) on vaarallista.
- On kiellettyä käyttää käsikahvaa hitsauslaitteen ripustusvälineenä.
2. JOHDANTO JA YLEISKUVAUS
2.1 JOHDANTO
Tämä hitsauslaite, joka toimii virran lähteenä kaarihitsausta varten, on toteutettu erityisesti TIG (DC) (AC/DC) hitsaukselle, HF tai LIFT sytyttimellä sekä päällystettyjen elektrodien (rutiili, hapan, emäksinen) MMA -hitsaukselle.
Tämän hitsauslaitteen erityisominaisuudet (INVERTER), kulen suuri nopeus sekä säädön tarkkuus, takaavat erinomaisen hitsauslaadun.
Lisäksi säätö invertteri-tekniikalla mahdollistaa sekä muuntajan että tasausreaktanssin pienentämisen, jolloin on mahdollista rakentaa hyvin pienikokoisia ja kevyitä
hitsauskoneita, joiden käsittely ja siirtely on tavallista helpompaa.
2.2 PYYNNÖSTÄ SAATAVAT LISÄVARUSTEET (mikäli ne eivät kuulu varustukseen)
- Argon -kaasupullon liitin.
- Hitsausvirran paluukaapeli maadoitusliittimellä.
- 1 potentiometrin käsikauko-ohjain.
- 2 potentiometrin käsikauko-ohjain.
- Kauko-ohjain polkimella.
- MMA -hitsauspakkaus.
- TIG -hitsauspakkaus.
- Itsestään tummuva maski: määritetyllä tai säädettävällä suodattimella.
- Kaasuliitos ja kaasuputki Argon kaasupulloon kytkemistä varten.
- Paineenalennin manometrilla.
- Puristin TIG hitsausta varten.
- TIG-hitsauspää potentiometrilla.
- AMERICA-vaunu.
3. TEKNISET TIEDOT
3.1 TYYPPIKILPI (KUVA A)
Hitsauskoneen työsuoritusfa koskevat tiedot löytyvät kilvestä esitettynä seuraavin symbolein, joiden merkitys selitetään alla:
1- Vaipan suojausaste
2- Syöttölinjan symboli:
1\~: vaihtojännite yksivaiheinen;
3\~: vaihtojännite kolmivaiheinen.
3- S-symboli: osoittaa, että hitsaustoimenpiteitä voidaan suorittaa ympäristössä, jossa on korkea sähköiskun vaara (esim. hyvin lähellä suuria metallimääriä).
4- Suoritettavan hitsaustoimenpiteen symboli.
5- Koneen sisäisen rakenteen symboli.
6- EUROOPPALAINEN kaarihitsauskoneiden turvallisuutta ja valmistusta käsittelevä viitestandardi.
7- Sarjanumero hitsauskoneen tunnistamista varten (välttämätön huollon, varaosien tilauksen ja tuotteen alkuperän selvityksen yhteydessä).
8- Hitsauspiirin toimintakyky:
- U _n : Suurin tyhjäkäyntijännite.
- I_2/U_2 : Normalisoitu vastaava virta ja jännite, jotka hitsauskone voi tuottaa hitsauksen aikana.
- X : Jaksoittainen suhde: Ilmoittaa sen ajan, jonka aikana hitsauskone voi tuottaa vastaavaa virtaa (sama palsta). Ilmoitetaan % - määräisenä, 10 minuutin kierron perusteella (esim. 60% = 6 työminuuttia, 4 minuutin tauko jne).
Mikäli käyttökertoimet (arvokilvessä mainitut, viittavat ympäristön 40 asteen lämpötilaan) ylitetään, ylikuumenemissuojaus laukeaa (kone pysyy valmiustilassa, kunnes sen lämpötila palaa sallittujen rajojen puitteisiin).
- A/V-A/V : Ilmoittaa hitsausvirran säätöalueen (minimi - maksimi) kaaren vastaavalla jännitteellä.
9- Syöttölinjan tyypilliset luvut:
- Ú₁: Hitsauskoneen vaihtojännite ja virran taajuus (sallitut rajat ±10%):
- I 1 : Suurin linjan käyttämä virta.
- I 1,2 : Tehollinen syöttövirta.
10- : Linjan suojaukseen tarkoitetun viivästetyn käynnistyksen sulakkeiden arvot.
11- Symbolit viittaavat turvallisuusnormeihin, joiden merkitys selitetään kappaleessa 1 "Kaarihitsauksen yleinen turvallisuus".
Huomautus: esitetty esimerkkikilpi kuvaa ainoastaan symbolien ja lukujen merkitystä, hallussanne olevan hitsauskoneen täsmälliset arvot on katsottava suoraan kyseisen hitsauskoneen kilvestä.
3.2 MUUT TEKNISET TIEDOT
- HITSAUSKONE: katso taulukkoa 1 (TAUL.1).
- POLTIN: katso taulukkoa 2 (TAUL.2).
Hitsauskoneen paino näkyy taulukosta 1 (TAÚL. 1).
4. HITSAUSLAITTEEN KUVAUS
4.1 YLEISKAAVIO
Hitsauslaite koostuu olennaisesti teho- ja ohjausyksiköstä, jotka on toteutettu painetuille piireille sekä optimoitu mahdollisimman suuren luottamuksellisuuden ja vähäisen huollon aikaan saamiseksi.
Tämä hitsauslaite on ohjattu mikroprosessorilla, jolla on mahdollista asettaa suuri määrä parametreja parhaimman mahdollisen hitsauksen tekemiseksi kaikilla tavoilla ja kaikilla materiaaleilla. Kuitenkin, sen ominaisuuksien perusteellista käyttöä varten on välttämätöntä tuntea hitsauslaitteen toimintamahdollisuudet.
Kuvaus (KUVA B)
1- Kolmivaiheinen syöttölinjan sisääntulo, tasasuuntaaja sekä tasauskondensaattorit.
2- Switching transistors (transistorikytkentä) (IGBT) silta sekä drivers; muuttaa tasasuunnatun linjan vaihtojännitteestä korkeaan taajuuteen sekä suorittaa voimakkuuden säädön halutun hitsausvirran/jännitteen mukaan.
3- Korkeataajuusmuuntaja; ensisijainen käämitys saa virtaa muunnetulla jännitteellä ryhmästä 2; tämän tehtävänä on sovittaa jännite ja virta välttämättömiin arvoihin kaarihitsausmenettelyssä sekä samanaikaisesti eristää galvaanisesti hitsauspiiri sähkölinjasta.
4- Toissijainen tasasuuntaajasilla tasavirtareaktorilla; muuttaa vaihtojännitteen/-virran, joka saadaan toissijaisesta käämityksestä jatkuvana virtana/jännitteenä erittäin matalalla sykinnällä.
5- Switching transistors (transistorikylkentä) (IGBT) silta sekä drivers; muutlaa poistovirran, toissijaisessa, DC:stä AC:hen TIG AC hitsausta varten (jos sellaisia on).
6- Ohjaus- ja säätöelektroniikka; tarkastaa heli hitsausvirran arvon ja vertaa sitä käyttäjän asettamaan arvoon; moduloi IGBT:ien drivers:ien ohjausimpulssit, jotka suorittavat säädön.
7- Hitsauslaitteen toiminnanohjauksen logiikka: aseta hitsaussyklit, ohjaa toteuttajalaitteet, kontrolloi turvallisuusjärjestelmät.
8- Asetuspaneeli sekä parametrien ja toimintatapojen havainnollistaminen.
9- Sytytyskehitin HF (jos sellaisia on).
10- Suojakaasun sähkömagneettinen venttiili EV (jos sellaisia on).
11- Hitsauslaitteen jäähdytystuuletin.
12- Kaukosäätö.
4.2 OHJAUS-, SÄÄTÖ- ja KYTKENTÄLAITTEET
4.2.1 Takapaneeli (KUVÄ C)
1- Yleiskatkaisin O/OFF - I/ÖN
2- Virtakaapeli (2P (napaa) + T (maadoitus) (Yksivaiheinen)), (3P (napaa) + T (maadoitus) (Kolmivaiheinen)).
3- Liitos kaasuputken kytkentää varten (kaasupullon paineenalennin - hitsauslaite) (jos sellaisia on).
4- Sulake (jos sellaisia on).
5- Liitin vesijäähdytysyksikköä varten (jos sellaisia on).
6- Liitin kauko-ohjaimia varten:
Hitsauslaitteeseen on mahdollista laittaa, siihen tarkoitetulla 14-napaisella liittimellä takapuolella, 3 eri kauko-ohjaustyyppiä. Kaikki laitteet tunnistetaan automaattisesti ja niillä voidaan säätää seuraavia parametreja:
- Kauko-ohjain potentiometrilla:
pyörittämällä potentiometrin kauko-ohjainta muutetaan päävirtaa minimistä maksimiin. Päävirran säätö tapahtuu vain kauko-ohjaimella.
- Kauko-ohjain polkimella:
virran arvo määrittyy polkimen asennon mukaan. Lisäksi tavassa TIG 2T polkimen painallus toimii käynnistyskomentona laitteella hitsauspään painamisen sijaan (jos olemassa).
- Kauko-ohjain 2 potentiometrilla:
ensimmäinen potentiometri säätää päävirtaa. Toinen potentiometri säätää toista parametria, joka riippuu käytössä olevasta hitsaustavasta. Pyörittämällä kyseistä potentiometria näkyy parametri, jota ollaan muuttamassa (ja jota ei voida enää ohjata paneelin vivulla). Toisen parametrin merkitys on: ARC FORCE (kaaren voimakkuus) MMA-tavassa ja LOPPUPORTAIKKO TIG- tavassa.
TIG-hitsauspää potentiometrilla.

Jotta vältetään rikkoontumiset hitsauslaitteen sisäpuolella, käyttäjän
on pakko käyttää hitsauspään 5-napaista sovitinta kaikille TIG-HITSAUSPAILLE, joissa on säädön potentiometri.
4.2.2 Etupaneeli KUVA D
1- Nopea positiivinen pistorasia (+) hitsauskaapelin liittämiseksi.
2- Nopea negatiivinen pistorasia (-) hitsauskaapelin liittämiseksi.
3- Liitin hitsauspään painikkeen kaapelin liittämiseksi
4- Liitos TIG-hitsauspään kaasuputken liittämiseksi.
5- Ohjauspaneeli:
5a. Hitsaustyypin asetuspainike (PROCESS).
Sen avulla voidaan valita haluttu prosessi:

hitsaus päällystetyllä elektrodilla (MMA).

TIG-hitsaus kaaren sytytyksellä korkealla taajuudella (TIG HF) .

TIG-hitsaus kaaren kosketussytytyksellä (TIG LIFT).

TIG-hitsaus tasavirralla (DC).

TIG-hitsaus vaihtovirralla (AC), jos varusteena.
5b. TIG-hitsausjakson asetuspainike (MODE).
Sallii toimintotavan valinnan.
Lyhyt painallus:

hitsaus alkaa hitsauspään painikkeen painalluksella ja loppuu painikkeen utuksella.

hitsaus alkaa painettaessa ja vapautettaessa hitsauspään painike ja yy vasta sitten kun hitsauspään painiketta painetaan ja vapautetaan toisen n.

hitsaus alkaa painamalla ja vapauttamalla hisauspään painiketta. Jokaisen lluksen/vapautuksen yhteydessä virta siirtyy asetetusta arvosta
arvoon I1
vapautetaan määrätyksi ajaksi.

sallii pistehitsauksen teon hitsauksen keston ohjauksella näytöllä (kuvake lu).

sallii lyhyen pistehitsauksen teon (10 - 100 ms) hitsauksen keston ksella näytöllä (kuvake vilkkuu).
Pidennetty painallus (PULSE):

sallii virran pulssauksen (tason vaihto) ominaisten ominaisuuksien J12,
I1, Hz ja BAL

sallii virran pulssauksen ominaisten ominaisuuksien en automaattisella asetuksella asetetun virran voidaan kutienkin muuttaa).
5c. Monitoimivipu.
Asetettujen asetusten mukaan, painikkeilla voidaan valita ja säätää parametrejä näyttämällä asetetun arvon näytöllä.
Erityisesti MMA:ssa muutettavia parametrejä ovat:
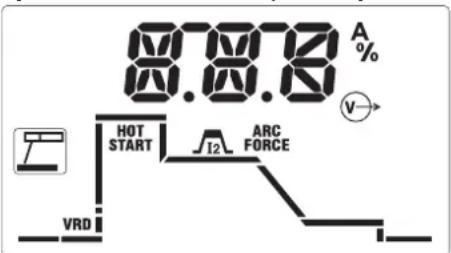
"Voltage Reduction Device" -laitteen kytkeminen päälle/pois päältä lista käynnistystä varten alhaisella jännitteellä.

aloituksen ylivirta (säätö välillä 0-100%) kaaren sytytyksen optimoimiseksi.

päähitsausvirta (ulostulovirta ampeereissa).

dynaaminen ylivirta (säätö välillä 0-100%) hitsauksen juoksevuuden oimiseksi ja elektrodin liimautumisen estämiseksi.
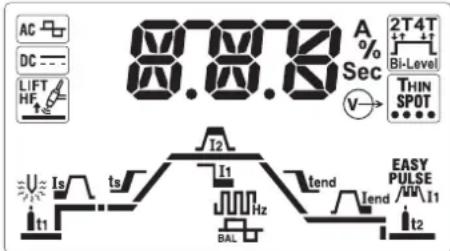
Erityisesti TIG:ssä muutettavia parametrejä ovat:
text_image
87.87.18 A % Sec 2T4T Bi-Level THIN SPOT I2 I1 tend EASY PULSE I1 t1 ts Hz BAL tend t2- i11 suojakaasun esivirtausaika ennen hitsauksen alkamista (säätö välillä 0-10 sekuntia).
- aloitusvirta, joka pysyy yllä määrätyn ajan 2T:ssä (50ms) ja niin kauan kun painiketta pidetään painettuna, 4T:ssä (säätö välillä 0-100 %).
-
ts virran aloitusporrastuksen aika välillä I s - I 2 (säälö 0,1-10 sekuntia). OFF-asennossa porrastusta ei ole.
HUOM.: Parametrejä I, ja T, voidaan muuttaa myös kauko-ohjaimella, säätö kuitenkin on tehtävä ennen itse ohjauksen käynnistämistä. -
I2 päähitsausvirta, tavassa PULSSATTU ja Bi-Level virta on korkeimmalla tasolla (ulostulovirta ampeereissa).
- perusvirta, tavassa PULSSATTU ja Bi-Level on virranarvo, joka voidaan vaihtaa hitsauksen aikana pääarvoon (säätö ampeereissa).
- pulssauksen taajuus ja malleille AC/DC TIG AC:ssä esittää hitsausvirran taajuutta (säätö Hertzeissä).
- tavassa PULSSATTU esittää suhdetta prosenteissa ajan, jossa virta siirtyy maksimitasolle ja kokonaispulssausjakson välillä. Malleille AC/DC tavassa TIG AC esittää suhdetta positiivisen virran ja negatiivisen virran ajan välillä.
- virran lopetusporrastuksen aika välillä I 2 - I snd (säätö 0,1-10 sekuntia). OFF-asennossa porrastusta ei ole.
- tavassa 2T loppuvirta on loppuportaikon jälkeen säilytetty virta jos porrastusaika on yli nolla. Tavassa 4T se edustaa loppuvirtaa niin kauan kuin hitsauspään painike on painettuna.
- t2 suojakaasun jälkikaasun virtaus hitsauksen päätymisestä alkaen (säätö välillä 0-10 sekuntia).
- esilämmitysenergia, jos käytettävissä, vain malleissa AC/DC TIG AC:ssä säätää elektrodin esilämmityksen hitsauksen käynnistyksen helpottamiseksi (säätö 2,6-53 A*s). OFF-asennossa esilämmitystä ei ole.
Näytöllä esiintyvät muut kuvakkeet:
- ALARM merkinanto/hälytys, joka on yhdistetty yleensä näytöllä esiintyvään koodiin, kiinnittää huomion yleensä mahdolliseen toimintahäiriöön/automaattisen suojaukseen, joka on päällä hitsauslaitteessa.
- lämpösujoaus yhdistettynä jannäytöllä esiintyvään koodiin, ilmoitus sisäisten lämmitysrajojen saavuttamisesta.
- v→ ulostulo käytössä, osoittaa jännitteen paikallaoloa (teho päällä) hitsauslaitteen ulostulopistokkeissa.
- kauko-ohjain, osoittaa kauko-ohjaimen liitäntää ja päällä olevaa valvontaa.
- asennon osoitin tavassa 4T kun se on alle määritetyn arvon, osoittaa minimin alkuvirta-arvon asettamista, joka saa hitsauskaaren näkyville painike painettuna. Sen avulla voidaan valita tarkalleen hitsauskaaren alkamispiste (jos alkuvirta asetetaan määrätyn rajan yli, toiminto kylkeytyy pois automaattisesti).
- Default tehdasparametrit, osoittaa kaikkien parametrien asettamista laajalle toiminnalle hyödylliseen esiasetettuun arvoon. Käyttäjä voi asettaa päähitsausvirran mielensä mukaan 12 muuttamatta automaattisia asetuksia.
Kyseinen tila voidaan kytkeä takaisin milloin tahansa sammuttamalla ja käynnistämällä hitsauslaitteen monitoimivivun painike (KUVA D - 5c) painettuna.
Hälytysviestit aakkosnumeerisella näytöllä (KUVA D - 5d):
- AL.1 : ensiöpiirin (jos olemassa) lämpösuojauksen keskeytys.
- AL.2 : toisiopijirin lämpösuojauksen keskeytvs.
- AI 3 : virransvöttölinian vlijännitesuojian keskeytys
AL 4: virransvöttölinjön elijönnitesaoujän kockeytys.
- AL.4 . viransyottolinjan alljannitesdujan keskeytys.
- AL.8 : Apujannite valintelualueen ulkopuolella.
Ennalleenpalautus on automaattinen hälytyksen syyn poistuessa.
5. ASENNUS

text_image
HUOM! KONEEN ON OLTAVA EHDOTTOMASTI SAMMUTETTU JA IRROTETTU SÄHKÖVERKOSTA ASENNUSTOIMENPITEIDEN JA SÄHKÖKYTKENTÖJEN TEKEMISEN AIKANA. AINOASTAAN PÄTEVÄ TAI KOKENUT HENKILÖ SAA TEHDÄ SÄHKÖKYTKENNÄT.5.1 VALMISTELU (KUVA P)
Poista hitsauskone pakkauksestaan ja asenna pakkauksessa mukana olevat irralliset osat.
5.1.1 Paluukaapelin/puristimen asennus (KUVA E)
5.1.2 Holkkikaapelin asennus (KUVA F)
5.2 HITSAUSKONEEN SIJOITTAMINEN
Sijoita kone alueelle, jolla jäähdytysilma-aukot eivät ole tukossa (siiven pakoiskierre, jos sellainen on); tarkista, etteivät sähköä johtava pöly, syövyttävä höyry, kosteus jne. pääse koneeseen.
Jätä hitsauskoneen ympärille vähintään 250 mm vapaata tilaa.
HUOM.! Hitsauskone on aina sijoitettava vaakatasoiselle, sen painon kantavalle pinnalle koneen kaatumisen tai slirtymisen välttämiseksi.
5.3 KYTKENTÄ VERKKOON
- Ennen sähkökytkentöjen tekemistä tarkista, että hitsauskoneen kilvessä ilmoitettu jännite ja taajuus vastaavat asennuspaikan käytettävissä olevan verkon arvoja.
- Hitsauskone tulee liittää ainoastaan syöttöjärjestelmiin, joissa on maadoitukseen liitetty neutraalijohdin.
- Suojan varmistamiseksi epäsuoraa kosketusta vastaan käytä differentiaalikatkaisimia, jotka ovat tyyppiä:
- Tyyppi A ( ) yksivaiheisille laitteille;
- Tyyppi B ( ) kolmivaiheisille laitteille.
- Normin EN 61000-3-11 (Flicker) vaatimusten täyttämiseksi suositellaan hitsauslaitteen kytkemistä sähköverkon liitännän kohtiin, joiden impedanssi on alle: Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Hitsauslaite ei vastaa normin IEC/EN 61000-3-12 vaatimuksia. Jos se liitetään julkiseen sähköverkkoon, on asentajan tai käyttäjän vastuulla tarkastaa, että hilsauslaite voidaan liittää siihen (ota tarvittaessa yhteys jakeluverkon hoitajaan).
5.3.1 Pistoke ja pistorasia
I iitä verkkjohtoon riittävällä kapasiteetilla varustettu pistoke (2P + P.E) (1\~); (3P + P.E) (3\~) ja käytä verkkopistorasiaa, jossa on sulakkeet tai automaattikatkaisin; asianmukainen maadoitus liitetään syöttölinjan maadoitusjohtoon (keltavihreä). Taulukossa (TAUL.1) ilmoitetaan suositeltavien hitaiden sulakkeiden arvot ampeereissa hitsauskoneen tuottaman suurimman nimellisvirran pohjalta sekä syötön nimellisjännitteen pohjalta.
HUOM.! Yllä olevien ohjeiden laiminlyöminen tekee koneen turvajärjestelmän (luokka l) tehottomaksi aiheuttaen siten vakavan henkilövahinkojen (esim. sähköisku) tai aineellisten vahinkojen (esim. tulipalo) vaaran.
5.4 HITSAUSPIIRIN KYTKENNÄT
HUOM:! VARMISTA ENNEN SEURAAVIEN KYTKENTÖJEN TEKEMISTÄ, ETTÄ HITSAUSKONE ON SAMMUTETTU JA IRROTETTU SÄHKÖVERKOSTA
Taulukossa (TAUL. 1) esitetään hitsauskaapeleille suositeltavat arvot (yksikkö mm²) hitsauskoneen tuottaman suurimman virran perusteella.
5.4.1 TIG -hitsaus
Puristimen yhdistäminen
- Aseta virtakaapeli sopivaan pikaliittimeen (-). Liitä kolminapainen yhdistäjä (puristimen painonappi) sopivaan liittimeen. Yhdistä puristimen kaasuputki asianmukaiseen liitokseen.
Hitsausvirran paluukaapelin yhdistäminen
- Se yhdistetään hitsattavaan kappaleeseen tai metalliseen telineeseen, jonka päälle se on asetettu, mahdollisimman lähelle suoritettavaa liitosta.
Tämä kaapeli yhdistetään liittimeen, jossa on symboli (+).
Kaasupulloon yhdistäminen
- Ruuvaa paineenalennin kaasupullon venttiilin asettamalla väliin sopiva alentaja, joka on saatu lisävarusteena, käytettäessä Argon -kaasua.
- Yhdistä kaasun sisääntuloputki alentajaan ja kīristä varusteissa oleva vanne.
- Löysää paineenalentimen säätömutteria ennen kaasupullon venttiilin avaamista.
- Avaa kaasupullo ja säädä kaasun määrä (l/min) ohjeellisten käyttötietojen mukaan, katso taulukko (TAUL. 4); mahdolliset ulosvirtauksen korjaukset voidaan suorittaa hitsauksen aikana käyttämällä aina paineenalentimen mutteria. Tarkasta putkistojen ja liitosten pitävyys.
HUOMIO! Sulje aina kaasupullon venttiili työn lopussa.
5.4.2 MMA-HITSAUS
Melkein kaikki hitsauspuikot kytketään generaattorin positiiviseen (+) napaan. Ainoastaan hapanpäällysteiset hitsauspuikot kytketään negatiiviseen (-) napaan.
Holkkikaapelin kytkentä
Tämän liitännässä on erikoispuristin elektrodin näkyvän osan kiinnitystä varten. Kaapeli liitetään puristimeen, jossa symboli (+).
Hitsausvirran paluukaapelin kytkentä
Kytketään suoraan työkappaleeseen tai työpenkkiin mahdollisimman lähelle tehtävää hitsaussaumaa.
Kaapeli liitetään puristimeen, jossa symboli (-).
Suosituksia:
- Kierrä hitsauskaapeleiden liittimet pohjaan asti pikaliittimissä (jos sellaisia on) täydellisen sähkökontaktin takaamiseksi; mikäli näin ei tehdä, liittimet ylikuumenevat helposti, jolloin ne kuluvat nopeasti ja tapahtuu tehonmenetystä.
- Käytä mahdollisimman lyhyitä hitsauskaapeleita.
- Älä käytä työkappaleeseen kuulumattomia metallirakenteita hitsausvirran paluukaapelin sijasta. Se voi johtaa vaaratilanteeseen tai epätyydyttävään hitsaustulokseen.
6. HITSAUSMENETTELY
6.1 TIG -hitsaus
TIG hitsaus on hitsausmenettely, joka hyödyntää sähkökaaren tuottamaa lämpöä, joka sytytetään ja ylläpidetään sulamattoman elektrodin (volframi) ja hitsattavan kappaleen välissä. Volframielektrodia tukee sopiva puristin hitsausvirran välittämiseksi siihen sekä elektrodin itsensä ja hitsausliuoksen suojaamiseksi hapettumiselta jalokaasuvirran avulla (normaalisti Argon: Ar 99.5 %), joka tulee ulos keraamisesta suuttimesta (KUVA G).
Hyvän hitsauksen saamiseksi on välttämätöntä käyttää täsmälleen oikeaa elektrodin halkaisijaa täsmälleen oikealla virralla, katso taulukko (TAUL 3).
Elektrodin normaali ulkonema keraamisesta suuttimesta on 2-3mm ja se voi olla 8mm kulmahitsausta varten.
Hitsaus tapahtuu liitoksen päiden sulamisella. Oikealla tavalla valmistetut ohuet vahvuudet (noin 1mm asti) eivät tarvitse lisäainemateriaalia (KUVA H).
Paksummilla vahvuuksilla sauvat, joilla on sama perusmateriaalin' koostumus sekä oikeanlainen halkaisija ovat välttämättömiä sopivalla terien valmistuksella (KUVA I). Hittsauksen hyvän onnistumisen kannalta on suotavaa, että kappaleet ovat huolellisesti puhdistettuja eikä niissä ole hapettumia, öljyjä, rasvoja, liuottimia jne.
6.1.1 HF- ja LIFT -sytytykset
HF -sytytin
Sähkökaaren sytytys tapahtuu, ilman kosketusta volframielektrodin ja hitsattavan kappaleen välillä, korkeataajuuslaitteen kehittämän kipinän avulla. Tällaisessa
sytytystavassa ei ole volframin sisällytystä hitsausliuokseen eikä elektrodin kulumista ja sillä käynnistäminen on helppoa kaikissa hitsausasennoissa.
Menettely:
Paina puristimen painonappia viemällä elektrodin pää lähelle kappaletta (2 - 3mm), odota HF impulssien välittämä kaaren sytytys ja, kaaren sytyttyä, muodosta sulamisliuos kappaleelle ja etene pitkin liitosta.
Silinä tapauksessa, että kaaren sybytyksen kanssa on vaikeuksia huolimatta siitä, että kaasuntulo on varmistettu ja että HF- poistot ovat nähtävissä, älä yritä kauaa asettaa elektrodia HF:n toiminnan kohteeksi. Tarkasta sen pinnallinen eheys sekä kärjen ulkomuoto, mahdollisesti uudistamalla se hiomakalulla. Syklin lopussa virta loppuu asetetun laskuasteikon mukaan.
LIFT -sytytys:
Sähkökaaren sytytys tapahtuu loitontamalla volframielektrodi hitsattavasta kappaleesta. Tällainen sytytystapa aiheuttaa vähemmän sähkö-säteilyhäiriöitä ja minimoi volframin sisällytykset ja elektrodin kulumisen.
Menettely:
Aseta elektrodin pää kappaleeseen kevyesti painaen. Paina puristimen painonappi pohjaan asti ja kohota elektrodia 2-3mm muutaman hetken jälkeen saaden näin aikaan kaaren syttymisen. Hilsauslaite jakaa aluksi virtaa ^1 , muutaman hetken kuluttua se jakaa asetettua hitsausvirtaa. Syklin lopussa virta löppuu asetetun laskuasteikon mukaan.
6.1.2 TIG DC -hitsaus
TIG DC hitsaus sopii kaikille hiiliteräksille, vähäseosteräksille, runsasseosteisille teräksille sekä raskasmetalleille: kupari, nikkeli, titaani sekä niiden seokset.
TIG DC hilsauksessa, elektrodi navassa (-), käytetään yleensä elektrodia, jossa on 2 % Toriumia (punaiseksi värjätty nauha) tai elektrodia, jossa on 2 % Ceriumia (harmaaksi värjätty nauha).
On välttämätöntä teroittaa volframielektrodi pitkittäissuuntaan hiomakalulla, katso KUVA L, huolehtien, että kärki on täydellisesti samankeskinen, jotta vältetään kaaren poikkeamat. On tärkeää tehdä hiominen elektrodin pituussuuntaan. Tämä toiminta on toistettava jaksoittain käytön ja elektrodin kulumisen mukaan tai silloin, kun se on satunnaisesti pilaantunut, hapettunut tai sitä on käytetty väärin.
6.1.3 TIG-hitsaus vaihtovirralla (jos olemassa)
Tämä hitsaustyyppi mahdollistaa hitsauksen metalleilla, kuten alumüini ja magnesium, jotka muodostavat pinnalleen suojaavan ja eristävän hapettuman. Kääntämällä hitsausvirran polaarisuuden päinvastaiseksi onnistutaan "rikkomaan" hapettuman pintakerroksen "ionihiekkapuhallukseksi" kutsutun mekanismin avulla. Jännitys on vaihtoehtoisesti positiivinen (EP) sekä negatiivinen (EN) volframielektrodissa. Ajan EP kuluessa hapettuma poistetaan pinnalta ("puhdistus" tai "syövytys"), mikä mahdollistaa liuoksen muodostamisen. Ajan EN kuluessa tapahtuu maksimilämmönsyöttö kappaleeseen mahdollistaen hitsauksen. Mahdollisuus vaihtaa balanssi parametria AC:ssa mahdollistaa virran ajan EP vähentämisen minimiin sallien nopeamman hitsauksen.
Suurimmat balanssi arvot mahdollistavat nopeamman hitsauksen, suuremman tunkeutumisen, keskitetymmän kaaren, kapeamman hitsausliuoksen sekä rajoitetun elektrodin lämmityksen. Pienimmät arvot mahdollistavat kappaleen paremman puhtauden. Liian matalan balanssi arvon käyttäminen saa aikaan kaaren sekä hapettumattoman osan leviämisen, elektrodin ylikuumenemisen ja seurauksena kehän muodostumisen sen päähän ja sytytyksen helppouden sekä kaaren suuntatarkkuuden huonontumisen. Liian korkean balanssi -arvon käyttäminen saa aikaan "likaisen" hitsausliuoksen, jossa on tummia sisällytyksiä.
Taulukossa (TAUL 4) tiivistetään parametrien vaihtelun vaikutukset AC -hitsauksessa. Lisäksi, hitsausmenettelyyn liittyvät ohjeet ovat voimassa.
Taulukossa (TAUL 3) esitetään ohjeelliset tiedot alumiinilla hitsausta varten; sopivin elektrodityyppi on elektrodi puhtaalla volframilla (vihreän värinen raita).
6.1.4 Menettely
- Säädä hitsausvirta halutulle arvolle vivun avulla; sovita se mahdollisesti hitsauksen aikana todellisuudessa tarvittavalle lämmöntulolle.
- Paina hitsauspään painiketta tarkastaen, että hitsauspäästä tuleva kaasun virtaus on oikeanlainen; kalibroi tarvittaessa esi- ja jälkikaasun aika; nämä ajat säädetään toimintaolosuhteiden mukaan, erityisesti jälkikaasun viivästyksen on oltava sellainen, että se mahdollistaa hitsauksen lopussa elektrodin jäähtymisen ja sulan ilman, että ne joutuvat kosketukseen ilmapiirin kanssa (hapettuminen ja saastuminen).
TIG-tapa sekvenssillä 2T (2 aikaa):
- Painamalla pohjaan hitsauspään painike (P.T.) kaari syttyy virralla I. Seuraavaksi virta kasvaa ALOITUSPORTAIKON mukaan hitsausvirran arvolle saåkka.
- Hitsauksen keskeyttämiseksi löysää hitsauspään painike, jolloin virta nollautuu asteittain (mikäli LOPPUPORTAIKKO-toiminto on käytössä) tai kaari sammuu välittömästi sitä seuraavalla jälkikaasulla.
TIG-tapa sekvenssillä 4T (4 aikaa):
- Painettaessa painiketta ensimmäistä kertaa kaari syttyy I-virralla. Löysättäessä painike virta kasvaa ALOITUSPORTAIKKO-toiminnon mukaisesti hitsausvirran arvoon asti; tämä arvo säilly myös löysättäessä painike. Painettaessa painiketta uudelleen virta vähenee LOPPUPORTAIKKO-toiminnon mukaisesti I-arvoon asti. Vilimeksi mainittu säilly painikkeen löysäämiseen asti, mikä päätää hitsausjakson aloittaen jälkikaasun ajan. Sen sijaan, mikäli LOPPUPORTAIKKO-toiminnon aikana painike löysätään, hitsausjakso päättyy välittömästi ja alkaa jälkikaasun aika.
TIG-tapa sekvenssillä 4T (4 aikaa) ja BI-LEVEL (KAKSOISTASO):
- Painettaessa painiketta eminnäistä kertaa kaari syttyy l-virralla. Löysättäässä painike virta kasvaa ALOITUSPORTAIIKKO-toiminnon mukaisesti hitsausvirran arvoon asti; tämä arvo säilyy myös löysättäässä painike. Jokaisella seuraavalla painikkeen painalluksella (painalluksen ja löysäämisen välillä kuluvan ajan on oltava lyhyt) virta vaihtelee BI-LEVEL 1 asetetun arvon sekä päävirran arvon 2 välillä.
- Pidättäessä painike pitkään painettuna virta vähene LOPPUPORTAIKKO-toiminnon mukaisesti I -arvoon asti. Viimeksi mainittu säilly painikkeen löysäämiseen asti, mikää päättää hitsausjakson aloittaan jälkikaasun ajan. Sen sijaan, mikäil LOPPUPORTAIKKO-toiminnon aikalan painike löysätään, hitsausjakso päättyy välittömästi ja alkaa jälkikaasun alka (KUVA M).
Tapa TIG SPOT ja TIG THIN SPOT:
- Hitsaus tapahtuu pitämällä hitsauspään painike painettuna kunnes esiasetettu aika päättyy (spot-aika).
6.2 MMA-HITSAUS
- On erittäin tärkeää, että käyttäjä huomioi valmistajan ohjeet, jotka on ilmoitettu sauvaelektrodin pakkauksessa. Nämä ilmaisevat sauvaelektrodin oikean polariteetin ja sopivimman vaihtovirran.
- Hitsausvaihtovirta täytyy säätää käytössä olevan elektrodin halkaisijan ja suoritettavan hitsauksen saumatyypin mukaan:
| ∅ Elektrodin halkaisija (mm) | Hitsausvalhtovirta (A) | |
| Min. | Max. | |
| 1.6 | 25 | 50 |
| 2 | 40 | 80 |
| 2.5 | 60 | 110 |
| 3.2 | 80 | 160 |
| 4 | 120 | 200 |
| 5 | 150 | 280 |
| 6 | 200 | 350 |
- Käyttäjän on otettava huomioon, että elektrodin halkaisijan mukaisesti tasohitsaukseen on käytettävä korkeampia vaihtovirta-arvoja, kun taas alhaisemmat vaihtovirta-arvot ovat välttämättömiä pystysuoraan hitsaukseen tai alhaalta ylöspäin tehtävään hitsaukseen.
- Hitsatun sauman laatuun vaikuttavat hitsausvirran voimakkuuden lisäksi muut valitut hitsausparametrit kuten kaaren pituus, hitsausnopeus ja sekä elektrodien halkaisija ja laatu (elektroit on säilytettävä oikein asianmukaisissa pakkauksissa niiden suojaamiseksi kosteudelta).
- Hitsausominaisuudet riippuvat myös hitsauslaitteen ARC-FORCE arvosta (dynaaminen käyttäytyminen). Tämän parametrin voi asettaa paneelista tai se voidaan asettaa kauko-ohjaimella 2 potentiometrilla.
- Huomaa, että korkeilla ARC-FORCE arvoilla tunkeudutaan syvemmälle ja ne mahdollistavat hitsauksen missä tahansa asennossa yleensä emäksisillä elektrodeilla, matalilla ARC-FORCE arvoilla on mahdollinen pehmeämpi ja roiskeeton kaari yleensä rutillipäällysteisillä elektrodeilla. Lisäksi hitsauslaite on varustettu HOT START ja ANTI STICK laitteistoilla, jotka takaavat helpon käynnistyksen ja estävät elektrodin liimautumisen kappaleeseen.
6.2.1 Hitsausmenettely
- Pidä naamiota KASVOJEN EDESSÄ ja sivalla elektrodipiste työkappaleeseen aivan kuin sivaltaisit tultitikulla. Tämä on oikea sivallusmenetelmä. VAROITS: Älä lyö elektrodia työkappaleeseen. Tämä voi vahingoittaa elektrodia ja tehdä sipaisun vaikeaksi.
- Niin pian kuin kaari on syttynyt, yritä ylläpitää välimatkaa työkappaleeseen, joka on yhdenvertainen käytössä olevan sauvaelektrodin halkaisijan kanssa. Pidä vä limatkaa niin paljon kuin mahdollista hitsauksen keston aikana. Muista, että etenevän elektrodin kulman pitää olla 20-30 astetta.
- Hitsausalustan loputtua kuljeta elektrodin päätä taaksepäin täyttääksesi hitsaussyvennyksen ja nosta elektrodi nopeasti hitsaussyvennyksestä sammuttaaksesi kaaren (HITSAUSSYVENNYKSEN OMINAISUUKSIA - KUVA N).
7. HUOLTO
HUOM.! ENNEN HUOLTOTOIMENPITEIDEN ALOITTAMISTA ON VARMISTETTAVA, ETTÄ HITSAUSKONE ON SAMMUTETTU JA IRROTETTU SÄHKÖVERKOSTA.
7.1 TAVALLINEN HUOLTO
KÄYTTÄJÄ VOI SUORITTAA TAVALLISET HUOLTOTOIMENPITEET.
7.1.1 Poltin
- Vältä polttimen ja sen johdon asettamista kuumien osien päälle; eristysmateriaalit voivat sulaa kuumassa, jolloin laite vahingoittuu.
- Tarkista säännöllisesti letkujen ja kaasun liitännät.
- Valitse huolella elektrodin halkaisijaan nähden sopiva elektrodin sulkijapidike ja pidikkeen kannatin niin ettei ylikuumenemista tai kaasun huonoa leviämistä tai siitä johtuvaar virheellistä toimintaa tapahdu.
- Tarkasta ainakin kerran päivässä puristimen pääteosien kulumistila ja kokoonpanon oikeanlaisuus: suutin, elektrodi, elektrodinkiristinpihdit, kaasuhajotin.
7.2 ERIKOISHUOLTO
AINOASTAAN ASIANTUNTEVA TAI AMMATTITAITOINEN SÄHKÖMEKANIIKKAALAN KOULUTUKSEN SAANUT HENKILÖ SAA SUORITTAA ERIKOISHUOLTOTOIMENPITEITÄ TEKNISEN NORMIN IEC/EN 60974-4 MUKAAN.
HUOM.I ÄLÄ MILLOINKAAN POISTA PANEELEJA TAI TYÖSKENTELE HITSAUSKONEEN SISÄLLÄ, JOS KONETTA EI OLE SAMMUTETTU JA IRROTETTU SÄHKÖVERKOSTA.
Toimintojen tarkistus hitsauskoneen ollessa jännitteellinen voi johtaa vakavaan sähköiskuun, jos jännitteellisiin osiin kosketaan suoraan, ja/tai laitteen liikkuvien osien aiheuttamaan loukkaantumiseen.
- Tarkasta jaksottain, käytön sekä ympäristön pölyisyyden mukaan hitsauslaitteen sisäpuoli ja poista elektronisille korteille kerääntynyt pöly hyvin pehmeällä harjalla tai sopivilla liuottimilla.
- Tarkista vähän väliä, että sähkökytkennät ovat kunnolla kiinni ja etteivät kaapelien eristykset ole vioittuneet.
- Kun tarkistustoimenpiteet on suoritettu, asenna hitsauskoneen paneelit jälleen paikollleen kirstäen kaikki kiinnitysruuvit hyvin.
- Älä missään tapauksessa suorita hitsaustöitä koneen ollessa vielä auki.
- Huollin tai korjauksen jälkeen palauta liitokset ja kytkennät ennalleen huolehtien, etteivät ne pääse kosketuksiin liikkuvien osien tai hyvin kuumiksi lämpenevien osien kanssa. Sido kaikki johtimet alkuperäisellä tavalla pitäen kunnolla erillään toisistaan korajeäjinnitteiset ensiömuuntajian ja matalajännitteiset toisiomuuntajien liitokset. Käytä alkuperäisiä aluslevyjä ja ruuveja rungon sulkemiseksi.
8. VIKAHAKU
SIINÄ TAPAUKSESSA, ETTÄ TOIMINTA ON EPÄTYYDYTTÄVÄ, SUORITA SEURAAVA TARKISTUS ENNEN KUIN HUOLLAT KONEEN TAI PYYDÄT APUA:
- Tarkista näyttää oikein halkaisijan ja käytetyn elektrodin suhteen.
- Tarkista, että yleiskatkaisijan ollessa ON vastaava lamppu on ON. Jos näin ei ole laita, silloin ongelma on paikallistettu pääkapeleihin (kaapelit, pistokkeet, johdot, sulakkeet, jne.).
- Keltainen led ei pala ilmoittaen lämpösuojuksen kytkeytymisestä yli- tai alajännitteen tai oikosulun vuoksi.
- Nominaalisykähdysten suhdetta on noudateltu; termostaaltisen suojan kytkeydyttyä odottakaa koneen luonnollista jäähtymistä, tarkistakaa tuulettimen toiminta.
-
Tarkista linjan jännite: jos arvo on liian korkea tai liian matala, hitsauskone pysähtyy.
-
Tarkistakaa, ettei koneen ulostulossa ole oikosulkua: poistakaa häiriön aiheuttva syy.
- Tärkista, että kaikki hitsausvirtapiirin kytkennät ovat oikein ja varsinkin että työn kiinnitys on hyvin liitetty työkappaleeseen, jossa ei ole mitään haitallisia materiaaleja tai pintapäällysteitä (esim. Maalia).
-
Käytetty suojakaasu on oikeaa (Argon 99.5%) ja että sen määrä on oikea; linjajännite ei ole liikan korkea.
-
ZÁKLADNÍ BEZPEČNOSTNÍ POKYNY PRO OBLOUKOVÉ SVAŘOVÁNÍ .....80
-
ÚVOD A ZÁKLADNÍ POPIS .....80
2.1 ÚVOD....80
6.1.4 Toimimisviis 108
6.2 MMA-KEEVITUS....108
6.2.1 Keevitus....108
- HOOLDUS 108
7.1 HOOLDUS....108
7.1.1 PÖLETI HOOLDUS....108
7.2 ERAKORRALINE HOOLDUS 108
- VEAOTSING ....108
INVERTER KEEVITUSAPARAADID ETTENÄHTUD INDUSTRIAALSEKS JA
PROFESIONAALSEKS TIG JA MMA KEEVITUSEKS.
- I : Reaalne toitevool
Häireteated tähtnumbrilisel kuvaril (JOON. D - 5d):
5.3.1 Pistik ja pistikupesa
Valmistusyritsä takaa koneiden hyvän toimivuuden sekä huoelhtiu huonolaatuisen materiaalin ja rakennusvirhelden takia huonontuneiden osien vaihdosta ilmiseksi 12 kuukauden sisällä koneen käyttöönottopäivästä, mikä ilmenee sertificaatista. Palautettavat koneet, myös takuussa olevat, on lähetettävä LÄHETTÄJÄN KUSTANNUKSELLA ja ne palautetaan VASTAANOTTAJAN KUSTANNUKSELLA. Poikkeuksen muodostavat koneet, jotka asetuksissa kuuluvat kulutushyödykkeisiin eurooppalaisen direktiivin 1999/44/EC mukaan vain, jos ne myydään EU:n jäsen maisssa. Takuutodistus on voimassa vain, jos silihen on liittyte verotuskuitti tai todistus tavaran toimituksesta. Takuu ei kata väärinkäytöstä, vaurioittamisesta tai huolimattomuudesta johtuvia haittoja. Lisäksi yritys kieltäytyy ottamasta vastuuta kalkista välittömistä tai välillisistä vaurioista.




