
Maxima 200 - Welding machine Telwin - Free user manual and instructions
Find the device manual for free Maxima 200 Telwin in PDF.
| Brand | Telwin |
| Model | Maxima 200 |
| Product type | Multiprocess welding machine (MIG/MAG, TIG DC, MMA) |
| Power supply | Single-phase 230 V ±15%, 50/60 Hz |
| Input power (I1max) | Approximately 30 A (depending on model) |
| Welding current (MIG/MAG) | 30–200 A (exact value on rating plate) |
| Open circuit voltage | 50–70 V (depending on version) |
| Duty cycle | 60% at 200 A (10 min cycle) |
| Wire diameter (MIG/MAG) | 0.6–1.0 mm (steel, stainless steel, aluminum) |
| Shielding gas | CO2, Argon or Ar/CO2 mixtures |
| Main functions | Synergic MIG/MAG, TIG DC with Lift start, MMA with Hot Start and Anti-Stick, Arc-Force adjustment |
| Protections | Thermal, short-circuit, under/over voltage, cooling fan |
| Weight | Approximately 35 kg |
| Dimensions (L × W × H) | Approximately 500 × 300 × 400 mm |
| Electrical class | I (with ground plug) |
| IP protection degree | IP21S |
| Routine maintenance | Dust cleaning, check of rollers, liner and torch |
| Spare parts | Contact tips, nozzles, rollers, liners, torches, electrode holder |
| Repairability | Easy access to internal components, Telwin technical support |
| Reference standards | EN 60974-1, EN 60974-9 |
| Warranty | 12 months (parts and labor) |
Frequently Asked Questions - Maxima 200 Telwin
User questions about Maxima 200 Telwin
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Welding machine in PDF format for free! Find your manual Maxima 200 - Telwin and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. Maxima 200 by Telwin.
USER MANUAL Maxima 200 Telwin
CONTINUOUS WIRE WELDING MACHINE FOR MIG-MAG ARC AND FLUX, TIG, MMA WELDING FOR PROFESSIONAL AND INDUSTRIAL USE.
NB:The following text uses the term"Welding machine" and "Multiprocess Welding Machine" for models prepared for MIG-MAG AND FLUX, TIG, MMA welding.
1. GENERAL SAFETY CONSIDERATIONS FOR ARC WELDING
The operator should be properly trained to use the welding machine safely and should be informed about the risks related to arc welding procedures, the associated protection measures and emergency procedures.
(Pleases refer to the applicable standard "EN 60974-9: Arc welding equipment. Part 9: Installation and Use).

- Avoid direct contact with the welding circuit: the no-load voltage supplied by the welding machine can be dangerous under certain circumstances.
- When the welding cables are being connected or checks and repairs are carried out the welding machine should be switched off and disconnected from the power supply outlet.
- Switch off the welding machine and disconnect it from the power supply outlet before replacing consumable torch parts.
- Make the electrical connections and installation according to the safety rules and legislation in force.
- The welding machine should be connected only and exclusively to a power source with the neutral lead connected to earth.
- Make sure that the power supply plug is correctly connected to the earth protection outlet.
- Do not use the welding machine in damp or wet places and do not weld in the rain.
- Do not use cables with worn insulation or loose connections.

- Do not weld on containers or piping that contains or has contained flammable liquid or gaseous products.
- Do not operate on materials cleaned with chlorinated solvents or near such substances.
- Do not weld on containers under pressure.
- Remove all flammable materials (e.g. wood, paper, rags etc.) from the working area.
- Provide adequate ventilation or facilities for the removal of welding fumes near the arc; a systematic approach is needed in evaluating the exposure limits for the welding fumes, which will depend on their composition, concentration and the length of exposure itself.
- Keep the gas bottle (if used) away from heat sources, including direct sunlight.




- Use electric insulation that is suitable for the torch, the workpiece and any metal parts that may be placed on the ground and nearby (accessible).
This can normally be done by wearing gloves, footwear, head protection and clothing that are suitable for the purpose and by using insulating boards or mats.
Always protect your eyes with the relative filters, which must comply with UNI EN 169 or UNI EN 379, mounted on masks or use helmets that comply with UNI EN 175.
Use the relative fire-resistant clothing (compliant with UNI EN 11611) and welding gloves (compliant with UNI EN 12477) without exposing the skin to the ultraviolet and infrared rays produced by the arc; the protection must extend to other people who are near the arc by way of screens or non-reflective sheets. - Noise: If the daily personal noise exposure (LEPd) is equal to or higher
than 85 dB(A) because of particularly intensive welding operations, suitable personal protective means must be used (Tab. 1).







- The flow of the welding current generates electromagnetic fields (EMF) around the welding circuit.
Electromagnetic fields can interfere with certain medical equipment (e.g. Pace-makers, respiratory equipment, metallic prostheses etc.).
Adequate protective measures must be adopted for persons with these types of medical apparatus. For example, they must be forbidden access to the area in which welding machines are in operation.
This welding machine conforms to technical product standards for exclusive use in an industrial environment for professional purposes. It does not assure compliance with the basic limits relative to human exposure to electromagnetic fields in the domestic environment.
The operator must adopt the following procedures in order to reduce exposure to electromagnetic fields:
- Fasten the two welding cables as close together as possible.
- Keep head and trunk as far away as possible from the welding circuit.
- Never wind welding cables around the body.
- Avoid welding with the body within the welding circuit. Keep both cables on the same side of the body.
- Connect the welding current return cable to the piece being welded, as close as possible to the welding joint.
- Do not weld while close to, sitting on or leaning against the welding machine (keep at least 50 cm away from it).
- Do not leave objects in ferromagnetic material in proximity of the welding circuit.
- Minimum distance d = 20 cm (Fig. G).

Class A equipment:
This welding machine conforms to technical product standards for exclusive use in an industrial environment and for professional purposes. It does not assure compliance with electromagnetic compatibility in domestic dwellings and in premises directly connected to a low-voltage power supply system feeding buildings for domestic use.

EXTRA PRECAUTIONS
WELDING OPERATIONS:
In environments with increased risk of electric shock;
In confined spaces;
- In the presence of flammable or explosive materials;
MUST BE evaluated in advance by an "Expert supervisor" and must always be carried out in the presence of other people trained to intervene in emergencies.
All protective technical measures MUST be taken as provided in 7.10; A.8; A.10 of the applicable standard EN 60974-9: Arc welding equipment. Part 9: Installation and Use".
- Welding MUST NOT be allowed if the welding machine or wire feeder is supported by the operator (e.g. using belts).
- The operator MUST NOT BE ALLOWED to weld in raised positions unless safety platforms are used.
VOLTAGE BETWEEN ELECTRODE HOLDERS OR TORCHES: working with more than one welding machine on a single piece or on pieces that are connected electrically may generate a dangerous accumulation of no-load voltage between two different electrode holders or torches, the value of which may reach double the allowed limit.
An expert coordinator must be designated to measuring the apparatus to determine if any risks subsist and suitable protection measures can be adopted, as foreseen by section 7.9 of the applicable standard "EN 60974-9: Arc welding equipment. Part 9: Installation and Use".

RESIDUAL RISKS
-
OVERTURNING: position the welding machine on a horizontal surface that is able to support the weight: otherwise (e.g. inclined or uneven floors etc.) there is danger of overturning.
-
IMPROPER USE: it is hazardous to use the welding machine for any work other than that for which it was designed (e.g. de-icing mains water pipes).
- MOVING THE WELDING MACHINE: Always secure the gas bottle, taking suitable precautions so that it cannot fall accidentally (if used).
- Do not use the handle to hang the welding machine.

The safety guards and moving parts of the covering of the welding machine and of the wire feeder should be in their proper positions before connecting the welding machine to the power supply.

WARNING! Any manual operation carried out on the moving parts of the wire feeder, for example:
- Replacing rollers and/or the wire guide;
- Inserting wire in the rollers;
- Loading the wire reel;
- Cleaning the rollers, the gears and the area underneath them;
- Lubricating the gears.
SHOULD BE CARRIED OUT WITH THE WELDING MACHINE SWITCHED OFF AND DISCONNECTED FROM THE POWER SUPPLY OUTLET.
2. INTRODUCTION AND GENERAL DESCRIPTION
This welding machine is a source of current for arc welding, made specifically for MAG welding carbon steel or weak alloys with CO_2 protective gas or Argon/CO, mixes, using full or core electrode wires.
It is also ideal for MIG welding stainless steel with Argon gas containing +1 - 2% oxygen and aluminium and CuSi (brazing) with Argon gas, using electrode wires that are suitable for the workpiece to be welded.
Suitable core wires can also be used without Flux protection gas, adapting torch polarity according to the indications of the wire producer.
SYNERGIC operation ensures fast and easy welding parameter setting, always guaranteeing high arc control and welding quality.
It is particularly suitable for light metalwork fabrication and in body shops, for welding galvanized plates, high stress stainless steel and aluminium.
MULTIPPROCESS VERSION:
The welding machine can be used for TIG welding in direct current (DC), with arc striking upon contact (LIFT ARC mode). It welds all types of steel (carbon, low- and high-alloy) and heavy metals (copper, nickel, titanium and their alloys) with a gas shield of pure (99.9%) Ar or, for special uses, with an Argon/Helium mix. It can also be used for MMA electrode welding in direct current (DC) using coated electrodes (rutile, acid, basic).
MAIN CHARACTERISTICS
MIG-MAG
- Synergic (automatic) operation;
- Burn-back time based on wire speed;
- Thermostatic safeguard;
- Protection against accidental short-circuits caused by contact between torch and earth;
- Protection against irregular power supplies (power supply voltage too high or too low);
- Polarity reversal (Flux Welding) (where applicable);
TIG (multiprocess version only)
- Start LIFT;
MMA (multiprocess version only)
- Hot start and anti-stick devices preset;
- Arc-force adjustment
- Indication of recommended electrode diameter based on welding current;
STANDARD ACCESSORIES
torch;
return cable complete with earth clamp;
OPTIONAL ACCESSORIES
- Argon bottle adapter;
- Trolley (where applicable);
Self darkening helmet; - MIG/MAG welding kit;
- MMA welding kit;
- TIG welding kit.
3. TECHNICAL DATA
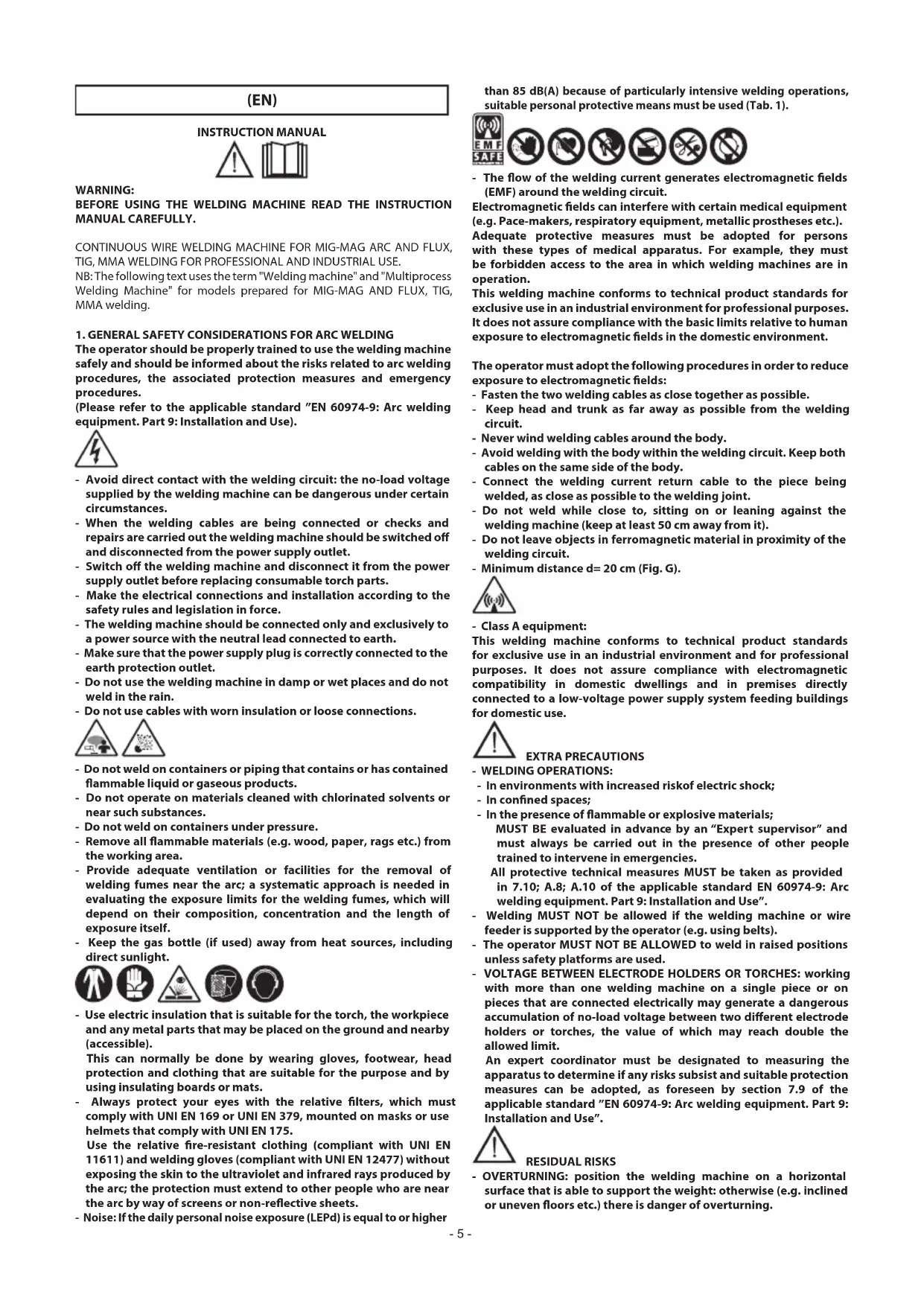
DATA PLATE
The most important data regarding use and performance of the welding machine are summarised on the rating plate and have the following meaning:
Fig. A
1- EUROPEAN standard of reference, for safety and construction of arc welding machines.
2- Symbol for internal structure of the welding machine.
3- Symbol for welding procedure provided.
4- Symbol S: indicates that welding operations may be carried out in environments with heightened risk of electric shock (e.g. very close to large metallic volumes).
5- Symbol for power supply line:
1\~: single phase alternating voltage;
3~: 3-phase alternating voltage.
6- Protection rating of the covering.
7- Technical specifications for power supply line:
- U : Alternating voltage and power supply frequency of welding machine (allowed limit ±10%).
- | Maximum current absorbed by the line.
max -1 eff:effective current supplied.
8- Performance of the welding circuit:
- U: maximum no-load voltage (open welding circuit).
-
I 2 / U2 : current and corresponding normalised voltage that the welding machine can supply during welding.
-
X: Duty cycle: indicates the time for which the welding machine can supply the corresponding current (same column). It is expressed as % based on a 10 min. cycle (e.g. 60% = 6 minutes working, 4 minutes pause, and so on).
If the usage factors (on the plate, referring to a 40^ environment) are exceeded, the thermal safeguard will trigger (the welding machine will remain in standby until its temperature returns within the allowed limits).
- A/V-A/V : shows the range of adjustment for the welding current (minimum maximum) at the corresponding arc voltage.
9- Manufacturer's serial number for welding machine identification (indispensable for technical assistance, requesting spare parts, discovering product origin).
10- : Size of delayed action fuses to be used to protect the power line.
11- Symbols referring to safety regulations, whose meaning is given in chapter 1 "General safety considerations for arc welding".
Note: The data plate shown above is an example to give the meaning of the symbols and numbers; the exact values of technical data for the welding machine in your possession must be checked directly on the data plate of the welding machine itself.
OTHER TECHNICAL DATA:
WELDING MACHINE: see table 1 (TAB. 1)
- MIG TORCH: see table 2 (TAB. 2)
- TIG TORCH: see table 3 (TAB. 3)
- ELECTRODE-HOLDER CLAMP: see table 4 (TAB. 4)
The weight is of the welding machine is outlined on table 1 (TAB. 1).
4.DESCRIPTION OF THE WELDING MACHINE
CONTROL, ADJUSTMENT AND CONNECTION DEVICES.
WELDING MACHINE (Fig.B1,B2)
At the front:
1- Control panel (see description).
2-Welding cable and torch.
3-Earth return cable and clamp.
4-Torch coupling.
5- Positive (+) fast coupling for connecting the welding cable.
6- Negative (-) fast coupling for connecting the welding cable.
7- Fast coupling plug connected to the torch coupling.
At the back:
8- Main ON/OFF switch.
9-Hose connector for protective gas.
10-Power c
On the reel area:
11-Positive clamp (+)
12-Negative clamp(-).
NB: Polarity inversion for FLUX welding (no gas).
WELDING MACHINE CONTROL PANEL (Fig.C)
1- Mains voltage present signalling led.
2- Alarm signalling led (activation of safety thermostat, short circuit between torch and earth cable, over/undervoltage).

MIG-MAG MODE:
Material thickness adjustment (welding power).

Multiprocess version only):
Adjustment of welding current indicating the recommended electrode diameter.

TIG MODE (multiprocess version only):
Adjustment of welding current.
4-MIG-MAG MODE:

: Adjustment of the welding seam (arc length);

: default setting.

: lower arc voltage.

: upper arc voltage.


MMA MODE (multiprocess version only):
Adjustment of arc force (0 - 100%)
TIG MODE (multiprocess version only):
not enabled.
5- MIG-MAG, TIG or MMA welding process selector (multiprocess version only).
5. INSTALLATION

ALL INSTALLATION OPERATIONS AND
ELECTRICAL CONNECTIONS MUST ALWAYS BE CARRIED OUT WITH THE WELDING MACHINE SWITCHED OFF AND DISCONNECTED FROM THE POWER SUPPLY.
THE ELECTRIC CONNECTIONS MUST ONLY BE CARRIED OUT BY EXPERT OR QUALIFIED TECHNICIANS.
PREPARATION (180 A version)
Fig. D
Unpack the welding machine, assemble the separate parts contained in the package.
Assembling the return cable-clamp
Fig. D1
Assembling the welding cable-electrode-holder clamp
Fig. D2
POSITIONING THE WELDING MACHINE
Choose the place where the welding machine is to be installed so that there are no obstructions to the cooling air inlets and outlets; at the same time make sure that conductive dust, corrosive vapours, humidity etc. cannot be drawn into the machine.
Leave at least 250~mm of free space all around the welding machine.

ING! Position the welding machine on a level surface
with sufficient load-bearing capacity, so that it cannot be tipped over or shift dangerously.
CONNECTION TO THE MAIN POWER SUPPLY
-
Before making any electrical connection, check the rating plate data on the welding machine to make sure they correspond to the voltage and frequency of the available power supply where the machine is to be installed.
-
The welding machine must be connected only and exclusively to a power supply with the neutral conductor connected to earth.
-
To guarantee protection against indirect contact use the following types of residual current devices:
-
A type ( ) for single-phase machines.
-
In order to satisfy the requirements of the EN 61000-3-11 (Flicker) standard we recommend connecting the welding machine to the interface points of the main power supply that have an impedance of less than Z = 0.24 ohm.
-
The IEC/EN 61000-3-12 Standard does not apply to the welding machine.
If the welding machine is connected to an electrical grid, the installer or user must make sure that the machine can indeed be connected (if necessary, consult the company that manages the electrical grid).
Plug and outlet
Connect the power supply plug to a mains socket fitted with fuses or an automatic circuit-breaker; the corresponding earth terminal should be connected to the (yellow-green) earth conductor of the power supply. Table 1 (TAB. 1) shows the recommended delayed fuse sizes, in amps, for the main supply, which have been chosen according to the maximum rated current output from the welding machine, and to the nominal power supply voltage.

IG! Non-compliance with the above regulations
renders the manufacturer's safety system (class I) inefficient, with resulting serious risks to people (e.g. electric shock) and things (e.g. fire).
WELDING CIRCUIT CONNECTIONS

WARNING BEFORE CARRYING OUT THE FOLLOWING
CONNECTIONS MAKE SURE THAT THE WELDING MACHINE IS SWITCHED OFF AND DISCONNECTED FROM THE POWER SUPPLY.
Table 1 (TAB. 1) shows the recommended sizes of the welding cables (in mm²), according to the maximum current output from the welding machine.
Furthermore:
-
Fully rotate the welding cable connectors in the fast coupling (if present), to guarantee perfect electrical contact; on the contrary, the connectors will overheat causing their rapid wear and loss of efficiency.
-
Use welding cables that are as short as possible.
-
Do not use metal structures that are not part of the workpiece, when replacing the welding current return cable; this can endanger safety and give unsatisfactory cleaning results.
WELDING CIRCUIT CONNECTIONS IN MIG-MAG MODE
Connecting to the gas bottle (if used)
- The gas bottle that can be positioned on the trolley supporting surface: max 30kg.
Gas bottle can be loaded on welding machine bottle support platform: max 30kg (for 180A version only). - Screw the pressure reducer(*) onto the gas bottle, inserting the appropriate adapter supplied as an accessory when Argon or an Argon/CO₂ mixture is used.
- Connect the gas input hose to the reducer and tighten the clamp.
- Loosen the adjustment ring nut on the pressure reducing valve before opening the gas bottle valve.
(*) Accessory to be purchased separately if not supplied with the product.
Connecting the welding current return cable
Must be connected to the workpiece or to the metal bench on which it is positioned, keeping it as close as possible to the joint being done.
Torch
Prepare the torch when loading the wire for the first time, by dismantling the nozzle and the contact tip, to ease its exit.
Internal polarity change Fig. B1
-
Open the reel area door.
-
MIG/MAG welding (gas):
-
Connect the torch cable to the red clamp (+) (Fig. B-11)
- Connect the clamp return cable to the negative fast coupling (-) (Fig. B-12).
FLUX welding (no gas):
- Connect the torch cable to the black clamp (-) (Fig. B-12).
- Connect the clamp return cable to the positive fast coupling (+) (Fig. B-11).
- Close the reel area door.
External polarity change (multiprocess version only) Fig. B1
MIG/MAG welding (gas):
- Connect the torch cable to the torch coupling (Fig. B-4).
-
Connect the fast coupling plug (Fig. B-7) to the positive coupling plug (+) (Fig. B-5).
-
Connect the clamp return cable to the negative fast coupling (-) (Fig. B-6).
- FLUX welding (no gas):
- Connect the torch cable to the torch coupling (Fig. B-4).
- Connect the fast coupling plug (Fig. B-7) to the negative coupling (-) (Fig. B-6).
- Connect the clamp return cable to the positive fast coupling (+) (Fig. B-5).
WELDING CIRCUIT CONNECTIONS IN TIG MODE
Gas cylinder connection
- Screw the pressure reducer onto the cylinder gas valve, if necessary, inserting the specific reduction supplied as an accessory.
- Connect the input hose of the gas reducer and tighten with the supplied strip.
- Loosen the adjustment ring nut of the pressure reducer before opening the cylinder valve.
- Open the cylinder and adjust the quantity of gas (l/min) according to the illustrative use data, see table (TAB. 5); any adjustments in gas flow can be carried out during welding always using the pressure reducer ring nut. Check the tubing and fittings.

WARNING! Always close the gas cylinder valve at the end
of work.
Connecting the welding current return cable
- Connect the cable to the piece to be welded or the metal bench on which the workpiece is placed, as close as possible to the joint being worked. Connect this cable to the clamp with the symbol (+) (Fig. B-5).
Torch
- Insert the current cable in the specific fast clamp (-) (Fig. B-6). Connect the gas hose of the torch to the cylinder.
WELDING CIRCUIT CONNECTIONS IN MMA MODE
Almost all the coated electrodes should be connected to the positive pole (+) of the generator; an exception is the negative pole (-) for electrodes with acid coating.
Connection of the electrode-holder clamp welding cable (Fig. D2)
Bring a special clamp on the clamp used to tighten the exposed part of the electrode. Connect this cable to the clamp with the symbol (+) (Fig. B-5).
Connecting the welding current return cable
Connect the cable to the piece to be welded or the metal bench on which the workpiece is placed, as close as possible to the joint being worked. Connect this cable to the clamp with the symbol (-) (Fig. B-6).
LOADING THE WIRE REEL (Fig. E)

WARNING! BEFORE STARTING THE OPERATIONS TO LOAD
THE WIRE MAKE SURE THE WELDING MACHINE IS SWITCHED OFF AND DISCONNECTED FROM THE MAIN POWER SUPPLY OUTLET.
MAKE SURE THAT THE WIRE FEEDER ROLLERS, THE WIRE GUIDE HOSE AND THE CONTACT TIP OF THE TORCH MATCH THE DIAMETER AND TYPE OF WIRE TO BE USED AND MAKE SURE THAT THESE ARE FITTED CORRECTLY. WHEN INSERTING AND THREADING THE WIRE DO NOT WEAR PROTECTIVE GLOVES.
- Open the reel compartment door.
- Position the wire reel on the spindle, holding the end of the wire upwards; make sure the tab for pulling the spindle is correctly seated in its hole (1a).
- Release the pressure counter-roller(s) and move them away from the lower roller(s) (2a-b);
- Make sure that the towing roller(s) is suited to the wire used (2c).
- Free the end of the wire and remove the distorted end with a clean cut and no burr; turn the reel anti-clockwise and thread the end of the wire into the wire-guide infeed, pushing it 50-100mm into the wire guide of the torch fitting (2d).
- Re-position the counter-roller(s), adjusting the pressure to an intermediate value, and make sure that the wire is correctly positioned in the groove of the lower roller(s) (3)
- Remove the nozzle and contact tip (4a).
- Insert the welding machine plug in the power supply outlet, switch on the welding machine, press the torch button and wait for the end of the
wire to pass through the whole of the wire guide hose and protrude by 10 - 15cm from the front part of the torch, release the button.

WARNING! During these operations the wire is live and no mechanical stress; therefore if adequate precautions are in the wire could cause hazardous electric shock, injury and loss of electric arcs:
- Do not direct the mouthpiece of the torch towards parts of the body.
- Keep the torch away from the gas bottle.
- Re-fit the contact tip and the nozzle onto the torch (4b).
- Check that wire feed is regular; set the roller and spindle braking pressure to the minimum possible values making sure that the wire does not slide in the groove and when feed is halted the loops of wire are not loosened by excessive reel inertia.
- Cut the end of the wire so that 10-15 mm protrude from the nozzle.
- Close the reel compartment door.
6. WELDING: DESCRIPTION OF PROCEDURE
SHORT ARC
The wire melts and the bead detaches as a result of the subsequent short-circuits in the wire tip positioned in the weld pool (up to 200 times per second). The wire stick-out is normally between 5 and 12mm
Carbon steel and low-alloy steel
- Usable wire diameter: 0.6 - 0.8 mm (1.0 mm - 180 A version)
- Usable gas: CO or Ar/CO2 mixes.
Stainless steel
- Usable wire diameter: 0.8 mm (1.0 mm - 180 A version)
- Usable gas: Ar/O or Ar/CO (1 - 2%) mixtures
Aluminium and CuSi
- Usable wire diameter: 0.8 - 1.0 mm
- Usable gas: Ar
Flux-core wire
- Usable wire diameter: 0.8 - 1.2 mm (140 A version)
0.8 - 0.9 mm (115 A version) - Usable gas: None
SHIELDING GAS
The shielding gas flow rate must be 8-14 l/min.
ADJUSTING THE WELDING BEAD
The bead shape is adjusted using the knob (Fig. C-4) which adjusts the arc length and thus determines the greater or lesser intake of the sealing temperature.
Referring to the table available in the machine (Fig. F), set the knob (Fig. C-4) depending on the material, wire and gas used. The points A, B, C, D represent good starting points for welding in different working conditions.

Convex shape: it means that there is a low thermal transfer, before the welding, is "cold", with little penetration; rotate the knob to obtain a higher thermal transfer with the effect of a weld or higher fusion.

Concave shape: it means that there is a high thermal transfer, before the welding is too "hot", with excessive penetration; turn the counterclockwise to obtain a lower melting.
SETTING THICKNESS
The setting of the thickness is carried out by adjusting the knob (Fig. C-3). This knob regulates the welding power according to sheet thickness and affects simultaneously the wire feeder speed as well as the amount of current transferred to the filler wire.
Referring to the table provided in the machine (Fig. F), set the knob (Fig. C-3) depending on the material, wire, gas, and thickness that will be welded.
7. TIG DC WELDING: DESCRIPTION OF THE PROCEDURE (multiprocess version only)
GENERAL PRINCIPLES
TIG DC welding is suitable for all types of low-alloy and high carbon steel, and heavy metals such as copper, nickel, titanium and their alloys (Fig. H). An electrode with 2% Cerium (grey band) is normally used for TIG DC welding with electrode at the (-) pole. The tungsten electrode must be axially sharpened using a grinding wheel, see Fig. I; make sure the tip is perfectly concentric to prevent arc deviation. The electrode must be ground along its length. This operation must be repeated periodically according to the use and wear state of the electrode, or
when the electrode itself has been accidentally contaminated, oxidised or used incorrectly. For the welding to be good, the exact diameter of the electrode must be used with the exact current, see table (TAB. 5). The electrode normally projects from the ceramic nozzle by 2 - 3mm but can reach 8mm for welding edges.
The weld is created by the edges that melt. Filler metal is not needed when welding suitably prepared thin material (up to about 1mm ) (Fig. L). A greater thickness requires rods made from the same material as the basic material and with a suitable diameter, with edges that have been suitably prepared (Fig. M). For welding to be successful, the pieces must be carefully cleaned and free from oxide, grease, oil, solvent, etc.
PROCEDURE (LIFT STRIKE)
- Adjust the welding current to the desired value using knob C-3; Adapt the current during welding to the real thermal load necessary.
- Make sure the gas is flowing correctly. The arc ignites through contact, distancing the tungsten electrode from the workpiece. Igniting in this manner causes less electric-irradiated disturbances and reduces tungsten inclusions and electrode wear to a minimum.
- Place the tip of the electrode on the workpiece, pressing gently.
- Immediately lift the electrode by 2 ÷ 3 ~mm to obtain the arc strike. The welding machine initially supplies reduced current. After a few seconds, the set welding current is issued.
- Quickly lift the electrode from the workpiece to interrupt welding.
8. MMA WELDING: DESCRIPTION OF THE PROCEDURE (multiprocess version only)
GENERAL PRINCIPLES
It is essential to follow the recommendations provided by the manufacturer on the electrode packaging which indicates the correct electrode polarity and relative rated current.
- Welding current is regulated to suit the diameter of the electrode being used and the type of soldering to be performed; an example of the currents used for the various electrode diameters can be seen below:
| Ø Electrode (mm) | Welding current (A) | |
| Min. Max. | ||
| 1.6 25 50 | ||
| 2.0 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 150 | ||
- One can see that for the same diameter electrode, high levels of current will be used for flat welding, whilst lower current levels will be used for vertical or overhead welding.
- The mechanical characteristics of the welded joint are determined by the intensity of the selected current and also other welding parameters such as the length of the arc, the operating speed and position, the diameter and quality of the electrodes (to ensure correct conservation, use special packaging or containers to store and protect the electrodes against humidity).

WARNING:
Instability of the arc due to the composition of the electrode can occur, depending on the brand, type and thickness of the electrode coatings.
PROCEDURE
Keeping the mask IN FRONT OF YOUR FACE, rub the tip of the electrode on the piece to be welded, moving as if striking a match; this is the most correct method for igniting the arc.
WARNING: DO NOT TAP the electrode against the workpiece, which could damage the coating and make arc striking difficult.
As soon as the arc has struck, try to keep the electrode at a distance from the workpiece that is equivalent to the diameter of the electrode being used, and keep this distance as constant as possible while welding; remember that the electrode angle while moving forward must be approx. 20-30 degrees.
- At the end of the welding seam, take the electrode end slightly back as to the forward direction, above the crater to fill it, then quickly lift the electrode from the weld pool to switch off the arc (Aspects of the welding seam - Fig. N).
9. MAINTENANCE

- Do not put the torch or its cable on hot pieces; this would cause the insulating materials to melt, making the torch unusable after a very short time;
- Make regular checks on the gas pipe and connector seals;
- Every time the wire reel is changed, blow out the wire-guide hose using dry compressed air (max. 5 bar) to make sure it is not damaged;
- Before every use, check the wear and correct assembly of the parts at the end of the torch: nozzle, contact tip, gas diffuser.
Wire feeder
- Make frequent checks on the state of wear of the wire feeder rollers, regularly remove the metal dust deposited in the feeder area (rollers and wire-guide infeed and outfeed).
WARNING! BEFORE REMOVALING THE WELDING MACHINE
PANELS AND WORKING INSIDE THE MACHINE MAKE SURE THE WELDING MACHINE IS SWITCHED OFF AND DISCONNECTED FROM THE MAIN POWER SUPPLY OUTLET.
If checks are made inside the welding machine while it is live, this may cause serious electric shock due to direct contact with live parts and/or injury due to direct contact with moving parts.
- Inspect the welding machine regularly, with a frequency depending on use and the dustiness of the environment, and remove the dust deposited on the transformer, reactance and rectifier using a jet of dry compressed air (max. 10 bar).
- Do not direct the jet of compressed air on the electronic boards; these can be cleaned with a very soft brush or suitable solvents.
- At the same time make sure the electrical connections are tight and check the wiring for damage to the insulation.
- At the end of these operations re-assemble the panels of the welding machine and screw the fastening screws right down.
- Never, ever carry out welding operations while the welding machine is open.
- After having carried out maintenance or repairs, restore the connections and wiring as they were before, making sure they do not come into contact with moving parts or parts that can reach high temperatures. Tie all the wires as they were before, being careful to keep the high voltage connections of the primary transformer separate from the low voltage ones of the secondary transformer.
Use all the original washers and screws when closing the casing.
10.TROUBLESHOOTING
IN CASE OF UNSATISFACTORY FUNCTIONING, BEFORE SERVICING MACHINE OR REQUESTING ASSISTANCE, CARRY OUT THE FOLLOWING CHECK:
- Check that when general switch is ON the relative lamp is ON. If this is not the case then the problem is located on the mains (cables, plugs, outlets, fuses, etc.)
- Check that the yellow led (ie. thermal protection interruption- either over or undervoltage or short circuit) is not lit.
- Check that the nominal intermittance ratio is correct. In case there is a thermal protection interruption, wait for the machine to cool down, check that the fan is working properly.
- Check the mains voltage: if the value is too high or too low the welding machine will be stopped.
- Check that there is no short-circuit at the output of the machine: if this is the case eliminate the inconvenience.
- Check that all connections of the welding circuit are correct, particularly that the work clamp is well attached to the workpiece, with no interferring material or surface-coverings (ie. Paint).
- Protective gas must be of appropriate type and quantity.
(IT)
MANUALE ISTRUZIONE

ATTENZIONE: PRIMA DI UTILIZZARE LA SALDATRICE LEGGERE ATTENTAMENTE IL MANUALE DI ISTRUZIONE.
PROCEDIMENTO (INNESCO LIFT)
MANUEL D'INSTRUCTIONS

ATTENTION! AVANT Toute UTILISATION DU POSTE DE SOUDAGE, LIRE ATTENTIVEMENT LE MANUEL D'INSTRUCTIONS.
POSTE DE SOUDAGE À FIL CONTINU POUR LE SOUDAGE À L'ARC MIG-MAG ET FLUX, TIG, MMA PREVU POUR UNE UTILISATION PROFESSIONNELLE ET INDUSTRIELLE.
Sur le compartment support bobine :
MODALITÉ TIG (seulement version multiprocessus):
SHORT ARC (ARC COURT)
PROCÉDÉ (AMORÇAGE LIFT)
PYKOBOCTBO NJIb3OBATEJIA

BHIMAHHE! INEPED TEM, KAK NcIOJIb3OBATb MAUINHY, BHIMATEJIbHO IPOUYITATb PYKOBOJCTBO NOJIb3OBATEJI!
CBAPOHbI ANIAPAT C HENPEPBIBHOI NODAEIN PPOBOLOKIN DJYROBO CBAPKN B PEXIME MIG-MAG N FLUX, TIG, MMA, PEPDYMCTOPEHHBII DJIAN IPOMBIJHEHHO I INPODECCNOHAJIbHOI NCIOJIb3OBAHIA.
PpimmuHHe:daIeBTEKCTe6yTeNcNOb3ObaTcBcTePMH《CBaOpHbI annapat》UyHnBepcaIbHbI CBaOpHbI annapaT》BcnyaeMoJeNe, npedHa3HaueHHbxDnAcbKnMIG-MAGuFLUX,TIG,MMA.
1.05JAR TEXHKA BE3ONACHOCTN PPN DYTOBOI CBAPKE
Pa6oyn dOJxHc 6bITb xopo0o 3hakOM c 6e3onachbIM mCNoIb3OBaHNem CBapOyHoro annapaTn O3hakOMneH c PnCKaMn, CB83aHHbIMN C npOueccOM dyROB CNBPKN, C COOTBetCTByIOUmm HOpMaMn 3auNTbI n ABapuHbIMn CtTyauNM.
(CM. TAKKe CTaHdApT "EN 60974-9: O6OpyObaHne dIyryoBcBapKn. Yacrb 9: YctaHObKa n cNoIb3ObaHne").

- N36eratb HenocpeCTBeHHoro KOHTaTc 3eKeTpueckm KOHTypom CBapK, TAK KAK B OTCyTCTBn Harpy3Kn HapPaeHne, NOdaBaemoe reHepaTopoM, Bo3pactaet M MoXeT 6bItb onacho.
- OToeunHbBnky MaunHbI OT 3neKtpuecko ceTn nepe npObeHem NIObIx pa60n no coeHNHeHIO Ka6en CBapKn, MeponpAHTNo nnpOBepKe n peMOHTy.
- BbiknOuayb CBapOuyhbn annapaT n OTCoeHNrHb NHTaHne nepeTeM, KaK 3aMeHNTb N3HOweHHbe DeTaNN CBAPoHoi TOpEKN.
BbINOHHT b3eKtpuecky yctAHOBky B COOTBeCTBNE C DeIcTByIOUIM 3aKOHOaTeJIbCTBOM N npabUNaMM TexHKN6e3oNaCHOCTN. - CoeHnHbTb CbapOHy MaunHy ToIbKO c CeTbIO NHTaHnC HeITpaIbHbIM npOBODHKOM, CoeINHeHHbIM C3a3EmNeHHem.
- y6eIHTbcra, cyTo po3eTKa cetu npabunbHo coeHHeHa C 3a3emJHeHEm 3aUHTbl.
- He nonb30aBcAnnapaTOM B cbipbIX MOKpbix NOMEueHnax, Hne npOn3BOUIne CBapKy noDdoKdEm.
He nOlb3oBaTbCg Ka6eIem C NOBpeXeHHo N30JauNeu nn c PNOXUM KOHTaKTOM B COeUNHeHnX.

- He npobodntb cbapouhblx pa60t Ha KOHTeHepax, EMKocTnx mnn Tpy6ax, KOTOpBle coedePkaNN KNDKe nn ra3oo6pa3HbIe ropIOUHe BEueCTBa.
- He npobodntb cbapouhbx pa60 Ha MaTepeuanaX, uCTKa KOtobix npobodnacb XlnpocodepkaaunMn pactBopntenm Mnn no6n3oCTn ot yka3aHhbix BeuecTB. He npobodntb cbapky Ha pe3epByapax NoD daBleHneM.
- y6npaTb c pa6oeryo MecTa Bce ropouyne MaTePnAnbl (Hanpnmep, DepeBo, 6ymary, TpaNKn n T.D.).
06ecneuNb doctaToHyo BEHTnIauNIO pa6oyero MecTa nn nnonb3OBatcbc CneuaHbHbIMN BbITXKKAMN Dn ydaneHnDbima, 6bpa3yUioerocB npouece CBapKn PdOM C dyroH. Heo6xOIMO cnCTeMaTHueckn npOBeprTb Bo3deJCTBne dbIOB CBAPKn, B 3abucmOCTM OT INX COCTaba, KOHcETPaunn nnpodonKntenBHOCTNBn.
- 136eraaTe HarpeBaHna 6aIlnoHa pa3nHbIMn nCTOuHkamm Tepla, B Tom uNcne N npMbIMn coJIHeuHbIMn lyuAMn (ecnn MCnoJb3yETc).





-06ecneybe doJXHyIO 3eKtpnueckyio H3oJauuM MeJdy ropeko, o6pa6aTbIbAemO JTeTaNbU n 3a3eMneHHbIMMeTaJInuueckmN DeTaNAM, KOToPbI MOrY T HaxODNTbcn no6nH3OCTn (B paDnyce DoCraEamocTn).
Kak npabuno, 3o MOxHO o6ecneuMb, nCnoB3yra nepaTkM, 06yb, rOIOBhIe y6OpbI n OeJMy, npeDycmOTpeHHIe IINr 3Tnx ueen n NocpeCTBOM nCnoB3OBAHn H3OJIuONHbIX NOCTABOK
MNI KOBpIKOB.
Bcerda 3aunuane rna3a, nCnONb3y cooTBeCTByOuune fNbtpbl, COOTBeCTByIOUne Tpe6OBaHnM CTaNapTOB UNI EN 169 nn UNI EN 379, yctAHOBnEHHbIe Ha mackax nn Kackax, COOTBeTCTByIOUnx Tpe6OBaHnM cTaNapTA UNI EN 175.
Mcnonb3yute cneuaabHyto 3aunTHyo orhectoKyoo odexdy (cooTBETCTBHyOu type6oBaHnAM cTahdapta UNI EN 11611) nCBapouhble nepuatkn (cooTBETCTBHyUOme Tpe6oBaHnAM cTahdapta UNI EN 12477), cneia 3a Tem, yTO6bI eNnepmnc He noDBepranca 6bl Bo3deNCTBnIO ynbTpaHnoTeOBbIX n HΦpaKpachbIx lyuei, n3nyaemblx dyro; Heo6xOmo TaKke 3auNTb IIOJe, HaxoJaXnc B6nIm CBapouHO dyru, Mcnonb3yra HeOpTaKaioune 3kpaHbI nn TeHTbl.
- ypOBeHb WyMa: EcIn BcNeDCTBHe BblONHeHn Oco6eHNOHTeHCNBHO CBAPKn EkeJHeHBbI ypOBeHb BO3DeICTBnHa pa6OTHnKOB (LEPd) paBEHnn PpeBbIaAet 85 d(A), Heo6XoHmO nCNoNb3OBaTb INDNBHyaNbHbIe CpeDCTBa 3auNTb1 (Ta6.1).







- PpoxoXkeHHe CBapOuyHoro ToKa npuBOaNT K Bo3HNKHOBeHIO 3JIeKtPOMarHHTbIX nonei (EMF), HaxoJauNXcra paoC KOHTypom CBapKn.
3neKtpomarHnHTbIe nona Moryt OTPuataNbo BnraTb Ha HeKOtopbI MeunHckne annapatbl (Hanpimep, Bodnteb cepdeHoro pHTMa, pecnnpaTopbl, metanlueckne npotebl n. d). Heo6xodmno npnHbcooTBETCTBouOme 3auNTbIe Mepbl B OTHoWeHHIOJe, HMeIoUnx yka3aHbIe annapaTb. HanpIMep, cJeTy 3anpeTb DocTyn B 30hy paObTy CBapOCHoro annapata. 3ToT CBAPOHbIy annapaT yOBnetBopReTexHnueckm CTAndpTaM 13dennr IINCNONbOBAHN UCKNIQUHTbHO B IpOMbIuHHeHHO cpede B npofoecnOHaJIhBbIX ueJX. He rapaHTnpyeTc COOTBeTCTBHe oCHOBbIM npeJenam, KacaOuImcBaO3dECTBnHa Ha YeNoBEKa 3neKtpomarHnHTbIX NOEi B 6bitobix ycNOBHX.
OnepaToPdoJnKeHncNoB3oBaTb cneIyIOue NpoUeDpybTaK, 4TO6bl COKpaTHTB Bo3DeICTBNE 3NeKTpOMarHHTHBIX NOEi:
- PpKpeNTb BmecTe KAK MOxH0 6nXe Dba Ka6eJc CBapKn.
-Держать ралови и туловиши КAK мохно дальшо OT CBapочorno Контура. - HNKOrda He HaMaTbIbTaB cbapOHyIe Ka6en BOKpyr TeJa.
- He Bectn CBapky, ecnn Baue TeNo HaxoHntc BHytpn CBapOHHOro KOHTypa. DepeKaTb 6oa Ka6eIcn OOnHou N ToJ Ke CTopoHbI TeJa.
CoeHNHTb 6paTHb KabeBcBaOpHOro ToKa co CBapnBaemO DeTaIbIO KaK MoXHO 6JNKe K BblOnHReMOMy CoeINHeHIO.
He BcTN CBAPky PdOM CO CBAPoHbIM annapaTOM, CnJa Ha HEM Nm ONpAraCb Ha CBAPoHbIM annapaT (MHHMaJIbHOe pacCToHHe: 50 cm).
- He octabnTb feppmaHHTbIe npedMeTbI prdOM co cbapouHbIM KOHTypom.
-MHHHmAbHoe paccToHHe d=20cm(Pnc.G).

-06opydoBaHneKnaccA:A
3TOT CBAPOHybI annapaY yOBnETBopRe TExNHueCKOMy CTaHdApTy M3eHN IIN MCNONb3OBAHN NCKIOuHTenBHO B pONbUWHeHHo CpeE B npoecCNOHaBbIX cENJx. He rapaHTnpyETc COOTBeCTBne Tpe6OBaHNM 3NeKTPomarTHnTHoN COBmecTmOCtN B 6bTOBbIX NOMEeHNX N B NOMEeHNX, PpAMO CoeUNHeHHbIX C 3NeKTPocetBIO HN3KOrO HAnpRKeHN, NOaIoUe NITaHHe N B 6bTOBbe NOMEeHNH.

DONOHHTENbHbIE INPEIOCTOPOXHOCTN
- OIIEPALUN CBAPK:
-BNOMeueHnC BbICOKUM PNCKOM 3JIeKTPuYeCKOrO pa3pJa
-BnorgpahW4HbIX30HaX
- npH HAnuHn BO3rOpaEmbIX N B3pbIbUaTbIX MaTePnaNoB.
HE06XODIMMO, 4TO6bl OTBETCTBEHHbI 3Kcnept' npedBapntelbHO OueHm PNCK u pa6OtbI DOJXHBI pOBoNDtCBn B npcyTCTBn Dpyrnx Nmu, ymeouux DeiCTBOBaTb B CNTyaUM TpeBOrn.
HE06XOJIMO nCnONb3oBaTb TexHueeCKne cpeCTBa 3aunTbI, onncanHbIe B pa3denax 7.10; A.8; A.10 cTaNapTa "EN 60974- 9: O6OpyOBaHHe nI pyroBcBapKn. Yactb 9: YctahOBka n IcNoJIb3oBAHHe".
HEO6XODIMO 3anpeTb cbapky, KOrda cbapouhbl annapaTnnn noadaoue yctpoictBO npobONKn NOdepKINBAOTc pa6oHMM (hanpim., nocpeCTBOM pemHei).
HEO6X0DIMO 3anpeHTb CBapky, KOrda pa6oyn npnnoHnT HAD NOLOM, 3a NCKIOUeHNEM CNYaEB, KOrda nCNOB3yOTc PNaTΦOpMb6eONaCHOCTN.
- HANPRXHEH MEXKJ DEPXA TELAMN 3NEKTPOIOB NIMI TOPEJI KAMN: pa6oTaC hecKoJIbKIMM CBAPOHybIMn annapaTAMN Ha OJHOI DeTAMN NIM HA COeINHeHHbIX 3NEKTpuYeCKN DeTALAX BO3MOXHA reHepaun OnaCHO CMMbl "XONOCTO" HANPRXHNA MEXKJ DByMn pa3NIuHbIMN DEpKaTeRMA NIEKTPOoB NIMI ROPENKAMN, Do 3NaueHnM, MOryUero B Dba pa3a npeBbICNTb DonycTMbl npeden.
KbaHnHnnpOBaHmO cneuaHnCTy Heo6xOaHMo nopyuHTb npN6bpHoe n3MepeHne IaBbAeHnnaPcCKOB N Bb6opa noXoJaxnx CpeCTB 3aunTb corNaCHO pa3demy 7.9. cTaHapTa "EN 60974-9: O6OpyOBaHne Ia DnyroBo CBAPKn. Yactb 9: UctahOBka nCNOJb3OBAHne".

ICTATOUHbI PNCK
- ONPOKNDbIBAHNE: pacnonoxntb cbapouhni annapat Ha ropn3oHTaIbHOH NOBepxHocTN Hecyuee cnoc6hoCTN, COOTBEcTByIOUeMacce; B npOTNBOM cnyae (Hanp., non NOD HaKIOHOM, HepOBHBI N T. d.) cyueCTByET onachOCTb ONPOKNDbIBAHNI.
- PIPMMEHEHNE HE NO HA3HAUEHNI: onaCHO npMHeTb CBapouhny annapat dIy IIO6bIX pa60T, OTJNUOuXc8 OIT npEDyCMOTpeHHbIX (Hanp. Pa3MopaxKuaHne Tpy6 BODONPOBHOHcTeN).
-NEPEMEUHHECBAPOHORAOAPATA:Bcerda3aKpenIra30b6aJIOH npn nOmoOnn noxOJnx npuHaNEXHoCTei,HTo6bl N36eKaTb erO cnyauHoro naEHH (ecn OHNCnoJIb3yETc). - 3anpeueho noDBeuHbTaB cbapOHyn annpaT 3a pyKy.

3aunbni N noDnKhbIe qactN KOxyxa CBapOHHo annapaTa n yctpoiCTBa NOayn npOBONKn DOnXHbI HxOaNtbcB Tpe6yeMOM nIoKeHN, NepeTem, KAK NoDcoEHNrTb CBapOHHb AnnapaT K CETNIHTAHJ.

BHIMAHHE!IIO6oe pyHoe BMeaTeNbCTBO Ha YAcTEx BDbXeHNuYcTpoCTBa NODaUN PNOBOLOKN, HAnpIMep:
-3aMeHa poNkoB n/nn HnpaBraUx npoBOJOKn;
- BBeHeHne npoBoJOKn B polnKn;
- yctahOBka KaTyuShn C npoBOJOKoN;
- OuNTKa polIKOB, WcTepeHOK 30HbI HxOJaEeNc npd;
- Cma3ka wecTepeHok.
HEO6XoIMMO BbINOJIHrTb Pn OTKIOUeHHOM M OTOCEINHEHHOMOT CETNITAHN CBAPOHOM AIIAPATE.
2.BBEDEHNEIOBUEOINCAHNE
3TOT CBAPOHyI annapaT ABnAETcN CTOuHnKOM TOKa DnIyROBCBAPKn, npEHa3NaeHHbI CneuaJIbHO nIa CBapKn MAG yrIepoNDctoCTaII Hn3KOJIeRnPOBaHHO CTaII B cpeDe 3aunTHoro r3a CO2 IINCMecn aproHa/CO, nCOnb3yraIeBHyIO 3NeKTpoDHyIO npOBONky INNPBOONOy C HAnOpHHTeIeM (tpy6aTyI).
OH noxonnt TaKne dna CBapKn MIG hepkaeuoe cTann B cpee 3aunTHoro r3a aproH +1-2% Knclopoda, anHomn H CuSi (naiKa) B cpee 3aunTHoro r3a aproH, nCNoIb3y JNeKtpoHy npOBOJOKy, COCTAB KOtOpOn noxDxOnNT dna CBapNaEMoN deTann.
Moxho TaKHe NcNoB3OBAb npoBOJOKy C HAnONHTeNeM, npedHa3HaueHHyo DnA NcNoB3OBaHn8 6e 3aunTHoro r3a Flux, yCTaHOBnB NoIpaHocTb ropeKN corNaCHO yKa3aHnM n3rTOBNTen npoBOJOKn.
Pa6oTa B CINIHEPRETINUeCKOM peKmme 06ecneuNbaet 6bIcTpyo n npocTyIO HAcTpoiKy npaMeTPOB CBapKn, Bcerda rapaHTnpy ynyuHeHHyO ynpaBIAReMoCTb Dynu KauEcTBA cBapKn.
Annapat B OOC6eHHocTN NOxOHT DnA pa6oTb C NERKIMN KOHCTpykUmaMn IND npOBedeHn K3OBhBix pa60T,INR CBAPK UOHKOBAHHbx INCTOB, INCTOB C BBICOKIM PpeJeON TEkyueCTn, INCTOB
HepKaeIOeCTaJIIN aIOMHHJ.
YHNBEPCAJIbHAJMODEJIb:
Cbapouhbi annapat npedycmotpeh taKke dny CBapkn TIG NOCTOHHBM TOKOM (DC), c Bo36yjKeHEm dyTn KacaHEm (peKIM LIFT ARC), Bcex TINOB CTAN (yrIepoDnCTOn, HN3KOJIeHPOBAHNOH IN BvICOKOJIeRrpoBaHNOH), a TaKke TJKeBb MEaTTIOB (MeiN, HIKKeN, TITaHa INx CnIABOB) B CpeJe NcTOrO 3aUHTHO rA3a aproH (99,9%) INI, B CNYae OOCbix BNDOB NCNoB3OBAHnC, CNCNoB3OBAHnEM CMEcn aproHa/renna. Kpome TORO, OH npedycmOTpeH daCBKn 3JEKTPODOM MMA NoCTOHHBM TOKOM (DC) C NcNoB3OBAHnEM 3JEKTPODOB C NOKpbTIeM (pyTInOBbIM, KNCIoTHbIM, IeLoHbIM).
OCHOBHbIE XAPAKTEPNUKIN
MIG-MAG
-CnHepeTtueeckn (aBTOMaTtueeckn) pexm pa60Tb;
BpemrOxHnra npoBOJOKN B KOHcE CBAPKn (Burn-back) B 3aBncmocTn OT CKOPoCTN npoBOJOKN;
- Tepmoctatnueckar 3aunTa;
- 3aunTa OT CnyauHbIX KOPOTKnx 3aMbIkaHn N3-3a cOpNkoCHOBHeHra ropeKNu Maccbl;
-3aunTaOT HenpabnHoro NHTAHNc (CNUKOM BbICOKoe HIN HN3Koe HANPAXHe NHTAHN);
- HecobioeHne noJapHoCTn (cbapKa Flux) (ecnn npedymoTpeHo);
TIG (ToIbKO B Cnyae yHnBepcAbnHOJ MOeHN)
-Bo36yKdHnE dyTu LIFT;
MMA (ToIbko B Cnyuea yHnBepcAbn HoJ Moen)
- PpeBapuTeNbHo HacTpoeHbIe ycTpoiCtBa Hot Start n Anti-stick;
- Perynipobka Arc-Force
- Yka3aHHe peKoMeHnyEmoro DnAmEePa 3NeKTpOda B 3aBcHMoCTN OT CBapOCHOro TOKa;
PINHAADLEXHOCTN, KOMNIKTEKTAUIO
BXOJI
B
CTAHAPTHYIO
- ropeJIka;
Ka6eBbBO3BpTaTOKa C3aXMMOM MaccbI;
DONOHHTEJIbHbIE PUNHAJLEKHOCTN NO 3AKA3Y
- IpepexoHnK dny 6aannOHa c aproHOM;
- Tenexkka (ecnn npedycmOTpeHo);
- Camo3aTeMnHouOuaCMAcKa;
- KomnJIeKrДIЯ CBapKn MIG/MAG;
- KomnneKT dny cBapKn MMA;
- Komnjekt Дя CBAPK TIG.
3.TEXHMHCKNE DAHHbIE
TABJIuKA DAHHbIX
Texnueckne daHHbIe, xapaKTePn3yIoUe pa60Tu n noB3ObaHne annapatOM, npBBeHeHbI Ha cneuaJIbHOJ Ta6NHyKe, INx pa3bAcHene daetc Hnke:
Pnc.A
1-CootBeTcByeE EbponecknH HopMaM 6e3onacHOCTN Tpe6oBaHHM K KOHCTpyKUIN dyROBbX CBapOHybIX annapaTOB.
2-BHyppeHHra CtpyKtpHa CXema CBapOHoro annapaTa.
3-Cmbon npedymOTpeHHoro Tnna CBapKn.
4-CmboS: yka3bIbaeT, YTO MOKHO BblIOJIHrTb CBAPKy B NOMEeHN C NOBbIeHHbIM PNCKOM 3JNEKTPNueCKORO Woka (HaIPnMep, PdOM C MetaJIINueCKHMn Maccam).
5-Cmbon nntaoue ceTu:
Ondhoa3Hoe nepemehHoe HnpxeHne.
Tpexpha3Hoe nepemehHoe HnpanKeHne.
6-CTeHeH 3aunTbI Kopnyca.
7- NapaMeTpbl 3neKtpnuecko ceTn nTaHna:
- U 1: nepemehhoe HapnjaKeHne n qactota nntaIOue cetna annapaTa (MaKcMmaIbHbI dOnyck ± 10%).
-1:MaKcNMaHbHbI TOK,NOTpe6JIaEmbIOT CETN.
1:3ΦΦEKTHBbI TOK,NOTpe6JIaEMbIOT CETN.
8- NapaMeTpbl CBapOuHOro KOHTypa:
- U :MaKcMmaJIbHoe HaIpaJxHeHne 6e3 HaIpy3Kn (OTKpbITbI KOHTyp CBapKN).
-1 2/Us:TOK HAnpJxHeHne, COOTBeTCTByIOuIe HOpMaIN3OBAHHbIM npON3BODnMbIe aInpaTOM BO BpeM CBapKN.
X:Ko3ΦnIeHT npepbIBNCTOCTNa60tB. Noka3bIaET Bpem, B TeueHNN KOTOPORAnPapaT MoKeT ObecneHTy Ka3aHHbB 3TOJ Xe KOLOHKe TOK. Ko3ΦnIeHT yKa3bIaEBaETCB % K OCHOBOMY 10-MNHTHOMY UKNLY.(HaNPUMep,60% paBHReTc6 MNHytAm pa60tB C NocEnyUOIM 4-X MNHyTHbIM NepepbIBOM, H.T.D.).
-A/V-A/V: yka3bIbAeT dnaIa3OH peryIuPobKn TOKa CBAPKN (MNHIMaJIbHbI/ MaKcIMaJIbHbI) npN COOTBETCTBYIOEM
HanpaXeHHn dYn.
9-CepnHbH HOpEeNHTnOKaunmaHHbI (HeoXoDm npn 06paueHN 3aTexHnuecko NOMOuIO,3aNaChbIMu qactMn, IpOBepKe opunHaNbHoCTn u3dennna).
10-BenuHa nabKnx npdoxpaHntene 3aMeDneHHoro DeiCTBnI, npedyCMATpNBaeMbIX DnA 3auNTbI HNNH.
11-CmBBoJIb, COOTBeTCTByIOUne npaBnAm 6e3ONaCHOCTn, ybe 3HaueHHe npBBeHcO B rIabe 1 "Obua TexHnka 6e3oNaCHOCTn dJa DyROB CBAPKn".
PpimmuHne: Ppimep ndeHTnKauoHnoTb6nueKn ABJETcya3aTeJIbHbIM nIg OBscheHn 3HaueHn CmB0NoB uOu pToHbte3HaueHn TexHuecknx DaHHbIX BaWero annapata npBeHeHb Ha erO Ta6nueKe.
ПОЧЕТEXHINUECKNEДAHHBIE:
- CBAPOUHbI ANIAPAT: cm. ta6nuy 1 (TA6.1)
-TOPEJKA MIG:cm. ta6nuy 2 (TAB.2) -
FOPEJIKA TIG: cm. Ta6nucy 3 (TAb. 3)
-
DEPKATEJIb 3JKEKTPOJa: cm. Ta6nnuy 4 (TAb. 4)
Bec cbapouhoro annapaTa yka3aH B Ta6nue 1 (TAb.1).
4. ONICAHNE CBAPOHORO ANIAPATA
YCTPOICTBA YNPABLHEH,N,PEYIMPOBKN COEIMHEH.N
0.8-0.9MM (moenb 115A)
- INcNoB3yEmbIra3:
OTcyTCTByeT
3AUNTHbIgA3
PacxOa3aunTHoro ra3a doJXKeH COCTABn8-14 n/MNH
PERYUNPOBKAΦOPMbICBAPHOIUBA
Perynipobka fopmbi CBapHoro 7Ba OcyuaceTBnIeTc n NOMOsbIO pyuKn (pnc. C-4), KOTOPA perynpyet dNHy dyrN, TaKIM o6pa3OM, onpeDJIaER 60bwn nn Mehwn TeNNnPnTOK BO BpemCBApKn.
Cneyka3aHmB Ta6nue, HMeIouecR B MaHIne (pnc.F), yCTaHObnte pyky (pcn. C-4) B nOIOKeHne, COOTBeTCTByIOoee NcNOIb3yEMOMy MaTePnany, npOBIoKe Ira3y. ToKn A, B, C, D YBaJIhotcXopoOImn NCxOHNbIMN TOUkAMn DnA CBApKn B pa3NIuHbIx pa6OuNx ycNoBNx.

Bbnyklaa oopma: O3haaet, yTO TEIIONPITOK H3KIN, PO3OMyO Xa NOJUyAeTcXoIOHOH, POBAP RAJIReTc Cna6bIM; B 3TOM CNYaEOHNTe pyuK no YACOB OCTpeNke, yTO6bI yBEJIuNtB TEIIONPITOK, IneuB 60lee INTEHeCNBHOe PIABLeHNE BO Bpem CBAPKn.

Borhyta oopma: O3haaet, yTO TeIIOIPOITOK BbICOKN, IO3OTOMy Kxa IOnlyuayeTc cIIMKOM "Topaey", npOBAP AIBJeTcYpe3MePbIM; OM Cnyae NOBepHnTe pykU npOTNB YacOB NCTpeKN, TTo6bl NeueHTb MeHee INTEHCNBHO pIABJIHe.
YCTAHOBKA TOJIUINHbI
IperynipOBKn TOniINHbNcNoJIb3yeTc pyka (pnc. C-3), KOTOPa peYInpyeT MoOIOCTb CBapKn Ha OCHOBaHN NToIINHb NIMCTa IN OHOBpeMeHHo C 3TmN BImrEHa CKOpocTb BOIOueHn HA CNUY ToKa, IODaBAemyIO npicaDOOH NPOBOLOKe.
Cneyra yka3aHnB B Tabnue, MmeooueCBA MaunHe (pnc. F), ycTaHOBnTE pyuKy (pnc.C-3) B noIOKeHne, COOTBeTcByUooee MaTePnany, npOBOnOke, r4sy nToIuHne CBapuBaEMOro MaTePnana.
7.CBAPKA TIG DC:ONMCAHNE NOPRAKA DECTBMI (TOnbKO B
cnyae yHnBepcAebHOH Moen)
OBUNE INPHUNBI
Cbapka TIG DC noJxOJNT IaB Bcex TnOB Hn3KoJIeRupBaHHO n BblcOKoJIeRnOpBaHHo yrIepoDInCToI CTaI IN DIA TaeKeJIbIX
MeTannOB, TaKx KaK MeB, HnKeB, TmTaH, a TaKke nx Cnnaob (PNC. H). Pn CBapKe TIG DC c nCnoB3ObaHnem 3NeKTpoJa, K pa3bemy (-) O6buHO noCoedHHreTcra 3NeKTPOd C 2% eepn (c cepo nnoco). BoIbfpamOBbi 3NeKTPOd Heo6xOdIMO ydepXnBaT bcoocho OTHCINTeBHO wNIOBOAIBHO rKpyra, CM. PNC. I, cneJ4 3a Tem, 406bl erO KOHeCi 6bl paCNoONeH e6conIOTH KOHeHTpueeKn, 7TO NOBNI NT66KaTb OTKNOHEHry. UINIOBky Heo6xOdIMO BblIOHNrB BDOJI 3NeKTPOda. 3Ty opeauHIO Heo6xOdIMO perylnpHO NOBTOPaTb, B 3aBNCIMOCnT OT INTEHCNBHOcN CNOB3OBAHn IN3HOca 3NeKTPOda NIOB CnVae erO cnUayHOrO 3arpa3HeHnE, OKncHeHn IN He npabInbHO rCNIOB3OBAHn. Dn ObecneJeHxoPoWero KaueCTBa CBAPKn BaKHO nCNOB3OBAbT 3NeKTPOd npabInbHO dAmETpa IN npabInbHyto CnY ToKa, CM. TabuNy (TA6.5). HopmaNbHb BvICTyn 3NeKTPOda IN KepaMnEckoro Conna CoCTabniet 2-3 MM IN MoKeTdoCTMRaTb 8 MM pni CBapKe NoD yrnom.
Cbapka ocuuecTBnreTcnopeDCTBOM cnaBaHnK Pkomok coeHHeHn.
IaonJooHHbIM o6pa3oM nOtroTOBJIeHHbIX TOHKX DetanEe (npu6n.
do 1 MM) He tpe6yeTc npinOn (PVC.L). Ecnn ToUunHa MaTePnala
npebblaaet Yka3aHHoe 3haueHne, Heo6xOaHmIO NcNoIb3ObaTb CtepXHN COOTBeTCTByUoToe DnAmPeTa, IMeUoJe TOT Ke CoCTab, UTo I 6a30BbI MATEpHaN, Kpome TORO, Heo6xOaHmIO npabInbHO nOtroTOBtB KpOMKn (PVC.M). Ia on ObecneueHn XopoWero KaueCTBa CBapKn Detanl DoJHXbI 6bITb OJHXbIM o6pa3oM OuyueHbI Ha HnX He DoJHX HO bItb Okncn,
MaCla, Kupa, pactBopntenei n dp.
PAOCHA IPOUEDyPA (BO36yXDEHNE DYTN LIFT)
- OTPerynipyTe 3NaueHne CBapOuHOro ToKa npi NmOOnu pyKu C-3. OTPerynipyTe TOK BO Bpemc CBapKn Ira ObecneueHna Heo6xOdMoro Tenlonpntoka.
- PpOBepbTe npaBnHbOcTb noaunra3a. ⅡIy Bo36yJxJHnA 3NeKtpnueckoyn Dyrn Heo6xOuMo nPnKocHytbcR BOnbΦpaMObbIM 3NeKtpoDM K CBapNBaeMoN DeTaNN IOTBeCTN erO. 3TOT CnOCo6 Bo36yJxJHnA yrN ObecneuBaet ChnKeHne NOMEX, CB83AHhBxC 3NeKtpOMarHnTHbIM N3NyueHEm, IN CBOINT K MHNMyM
BOJbpaMOBbIe BkIIOueHn I N3Hoc 3JIeKTpOda. - CnErKa npnxMnTe KOHeu 3neKtpoJa K DeTaN.
Cpa3y nocne 3Toro noDHMnTe 3NeKTPoJ Ha 2-3 MM, B pe3ynbTaTe 6ydt Bo36yXkeHa dyra.
Bhayane CBAPOHyn annapat nOaet noHKeHHbTOK. Ype3 HeCKoJIbKO CeKHyN HaunHaETcnoDAy uCTaHOBHeHHORO CBAPOHOROToka.
-Дяпекрашеня CBapки 6bICTpo NOdHMnTe 3JIeKTPoI,OTBeJa erO ot detan.
8. CBAPKA MMA: ONICAHNE NOPRAKDAEICTBNI (Tolbko B cnyuae yHnBepcaIbHOJ moDeni)
OBUHE PPNHUNbI
- OueHb BaxHo Co6IIOaTb yka3aHnna I3rTOBNTeHa ynaKOBKe NcNoIb3yEmbIX 3NeKTPoDB OTHCUNTeBHO npabINbHO NOJARHOCTN 3NeKTPoDA n ONImaJIbHO CNJIb TOKa.
- Cbapouhbl TK peRynpyetcB COOTBeTCTBnC DnaMeTpOMNcNoIb3yEMORO 3NeKtpoJa N TnPa BByIOINHReMOrO CoeINHeHrOpneHTnpOBoOHbE 3NaHeHnCnbl Toka DnEKeKtpoDB pa3NHyHOrO DnaMeTppa YkazAhbl HnHex:
| Ø ΕλeκtrpoDA (MM) | Сварочьй ТOK (A) | |
| Мин. Мaks. | ||
| 1.6 25 50 | ||
| 2.0 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 150 | ||
- IMeTe B Ndy, TTo npn HEn3MeHHOCTn DnAmEeTpa 3NeKTPoJa, 6Oone BbCOKne 3HaYeHnna Cnbl ToKa NcNoIb3yOTcndra rOpnsHTaBHO CBAPKn, a dNn BepTnKaJbHO CBAPKn n dNn CBAPKn HaD rOJIOBo CBAPuNka Heo6xOdmo NcNoIb3ObaTb 6Oone Hn3Kne 3HaYeHn cNbl TOKa.
MexaHueckne XapaKTePncnK CBapHoro WBa NOMMO CINbI TOKa ONpeJenIOCTaPyTmN NapaMeTpamN CBapKN, TaKIMN KAK DNHa DYn, CKoPoCtB IN MeTO CBAPKN, DnAmeTp IN KaYeCTBO 3JeKTPoDOb (XpaHIne 3JeKTPoDb B CyXOM MecTe B COOTBeTCTByIOUeYnAkoBKe INN KOHTeHepax).

BHUMAHNE:
B 3abncmocn OT mapKn, Tnna n TOJIuHbI NOKpbITnE 3JeKTPoDOb, INx COCTAB MOKeT BblBaTb HeCtAsuHbHOCTb DyTu.
NOPAOKDEICTBNI
-Держпг Мackу ПЕДЛИСOM,NotPNTe HakoHeuHн 3NeKtpOda
ПО CBAPINBaemоДетали,Кak 6yITo Bbl XOTnTe 3aJeeb CnUky;3TO
YABJIeTcHAN6OJIe npAubHbIM CnOCoBm BO36yKdEHHa YrN.
BHIMAHNE:HE CTUYNTE 3NeKtpOdom NO DeTaln;Bpe3yIbTaTe MoXet
NOBpeDITbcNOKpItne,HTO yCLOXHN TBO36yKdEHHe Dyrn.
Cpa3y nocne Bo36yKdEHH yIuTcapaTecb yIepxNBAbTB 3JKeKTpoHa paCCTOAHH, paBHOM dIaMeTpY uCNoJIb3yEmoro 3JKeKTPOda, IN BO BpeM CBAPKN CTapaTecb COXpAHrTb 3TO paCCTOAHHeu3MeHHbIM; He 3a6bIABaTe, YTO HAKIOH 3JKeKTPOda B HAnpABNeHn DINJKeHn DOJKeH coCTaBnTb npN6JIb3NTeNbHO 20-30 rpaDycob.
- Pn 3aBepueHnn BbINHHeHn CBAPHO 8Ba, NpeMeCTNte HakoHeuHKn 3eKTpOda HEMHoro 13a4d, npOTNB HApabHeHn DnBKeHn, pacNoJIOXnEero HAD KpaTePOM nI ero 3aONHeHn, NOcNE yero 6bCTPO nDnHMITE 3eKTpOnd nIIaBnHOB BaHHbI dN BbIKNoUeHn DyIn (BnDb CBAPHbIX WOB-PNC.N).
9.TEXOBCJUYKMBAHME

BHIMAHNE! IEPED PPOBEDEHEM ONEPALI
TEXO5CJYKUBAHN IPOBEPNTb, YTO CBAPOHbI ANNAPAT OTKJIIOUHEH NOTCOEINHEH OT CETNIITAHN.
JIHAHOBOE TEXO6CJYKUBAHME
ONEPAUINIHAHOBO TEXOBCNYKBAHNA BbINONHAKOTCR ONEPATOPOM.
Topenka
- He octablaIte ropelky nIe Ka6ebIb Ha ropeuX npedMeTax, 3To MoKeT npBBeCTN K paCnPaBHeHIO n3OJIaCm N CdenaET ropelky n Ka6ebIb HENPIrOxDhIMN Kpa6oTe.
- PerylaHno npOBepaTe KpenneHne Tpy6 n naTpy6koB noaunra3a.
- Pn KaKdo CmeHe KaTyKu Co CBapOchH npOBOnoK npOpyBaHTe CyXM CxAaTbIM Bo3DyXOM NOd DaBHeHnEM He 6OJee (MaKc. 56ap) INaHr NODaHn pOBONOK nPObepRteeroCCTOAHne.
-ExeHHeBHO npOBepaIte coCTOHaHE n npaBnIbHocTb MOHTaJa DeTaeN KOHeuHOJ cAChn ropelKn: conna, KOHTaKTHo Tpy6Kn I ra30BOrO dNphiy3opa.
Ipa npoBolokn
- PpOBepnTb CTeneHb 3HocA pONIKOB, nPOTaRnBaIOUxN npOBOJOKy. NpEPOINueckn ydaIaNrMb TaJIInuYeCKyIO nbIb, OTKNaDbIBaIOUxOcB B 30He pOToTnBaHnI (pOINKn HAnPaBIAIOUca npOBOJOKN Ha BXOe n BbIXOe).
BHENJIAHOBOE TEXOBCJNYKUBAHNE
BHENJIAHOBOE TEXO6CNYKBAHNE 0JXHOOCYUECTBnTbCa TOJbKO ONbITHbIM JINI
KBAIINΦUICUPOBAHhbIM B ΘJEKTPOMEXAHUeCKO OBJACTN IEPCOHAJOM COJIACHO NOJOXEHnM TEXHNUECKO HOPMbI IEC/EN 60974-4.

BHHMAHHe! HNKoTDA HE CHIMAITE PAHEJIb IN HE
NPOBOIDNTE HUKAKNX PA6OT BHYTPN KOPNYCA AANNAPATA, HE OTCOEDINHNB PNEBAPATEJBHO BUNKY OT 3JEKTPNUECKOJ CETN.
BbInonHeHne npOBepOK noHnapXeHHem MoKET npNBecTN K cepbe3hBM 3NeKtpoPbAM, TAK KAK BO3MOxEHenocpeDCTBeHHbIKoHTaKT C TOKOBeYUMM qACTmN aIIpapaT N/ INI NOBpeXeHHM BCJeCTBNE KOHTaKT C qACTM N DBIXeHHN.
- PerynlaHPO OcMaTpmbaTe BHyTpEHNOU qacb aannapata, B 3aBNCIMOCNtO TAcTObI NCIOJIb3OBAHIN 3aJIbIeHHocTN pa6oery MoCTa. YdAJIte HAKONIBWUOCr Ha TpaHCfOpMaTope, CoPOTNBHeHIN N BbIPMNTe Ne bInb Pn NiMOUc CTpyu CxOro CxAtoro Bo3Dyxa C Hn3Km DaBHeHEm (Makc.106ap).
He HanpaBnTb cTpyo CxTaTO Ro3Dyxa Ha 3JeKTpuueckne PnATo; npOn3BeCTN INX OUnCTKy OueHb MrgKoI UeTKoI NIN CneuaJIbHbIMn pactBOpNTenAMN.
-Пюоверпь пи очістк,чTO ЗлЕКТрп ueckne coeMHHeHnXopoWo 3akpyeHbI nHa Ka6eIeNpoBODke OTCyTCTByIOT nobpeKdHnN 130JIaUN. - Pocne OkohaHn Oepaun Texo6nyKbAHn BepHnTe NaHnn annapaTa Ha MeTo N XopoOo 3akpyTne BCE KpeNekHbIe BuHTbl.
- HnKOrda He npoBOnTe cbapKy npn OTKpbIToM MaunHe.
Iocne BbInOpHeHnTexO6cnyKbAHnHnIpyMOHTaNoCoeHNHTe 6paTHo CoeHNHeHnN Ka6eNn TaK KaOH 6bln NoCoeHNHeHb
N3HaayalbHo, CnEa 3a Tem, QTo6bl OHn He CoPnKacAinCb C NOBnBxHbIMn qactTmnnuactTm, TEmnepaTpya KOTopbIX MoXeT 3NaHTenbHO NOBbICNTbc. 3aKePENTe BCE npOBoDA CTgKamU, BepHyB INB nEPBOHaayalbHbN BID, CnEa 3a Tem, QTo6bl coEiHeHn E npBvH O6MOTKn BbICOKO HAnpJxHeH N6bl DOnJXbIM 06pa3OM OTdJeHbI OT coEiHeHn BTOpHuOH O6MOTKn Hn3KOrO HAnpJxHeHn.
ДяЗakpbTЯMetaJILOKOHCTpyKUIn yCTaHOBITE O6paTHO BCE raIKN IN BnHTbl.
10. NOVCK HENCNPABHOCTEY
B cnuyaex HeynoBteBopntbHoh pa6oTb annapata, nepeIPOBEDEHEM CNTTEMATUeCKOIN POBEPKN I o6paueHem B cepBnchbl ueHTp, npOBepbTe cndyooee:
- Y6eHbCRA, yTO OCHOBHO BbIKIOaTeNb BKIOueH I rOpNT COOTBeTCTByIOUaJ lamna. EcIN 3TO He TaK, To HApjKeHne cETn He DoXoNDI DO annapata, noToMY npOBepeBte NHHIO nHTaHn (Ka6eN, BNkNy n/nn po3eKy, npEdoxpaHntEb n T. d.).
- PpOBepntb, He 3aRopelacb IIN KeTaN INHdkaTOPHaJaAMNa, KOtOpaa CnHahIn3MpYeT O cpa6aTbIBaHN N3aUHTbO TpeHaipJxEHHN Nn HEOCTaTOHORo HAIPJxEHHN Nn KOPOTKOro 3AmbKaHHN.
ДяоТДьнБИХ pexIMOB CBAPKn Heo6xOIMo co6NIOaTb HOMHaIbHbI BpeMeHHoI pexIM, T. e. DeNaTb NepepbBbI B pa6ote IIN OXIAKeHnAnnapata. B CnyaJx Cpa6aTbBaHnI TepMO3auNTbl NdoXdTe, NOka annapaT He ocTbHET ecTeBHeHHbIM 6pa3OM, INpoBepbTe COCTOARHHeBHTNIrTopa.
-Поверпь habрженье лини: ecn 3наченье слшkom ВсICКОЕ nI IN CINSHKOM HN3KOE, CBAPOHyb annapaT OCTaTeC3a6LOKNIPOBaHHbIM. - y6eHtbcra, YTO Ha BbIXOe annapaTa HET KOpOTKOro 3aMbIKAHHB Cnyuae erO HAIUHry, yCTpaHHTe erO.
- PpOBePb KaueCTBO n npaBnIbHocTb CoeINHeHn CBAPoHOro KOHTpya, BOC6eHHocTN 3axm KabeJMaCCbl DoJIKeH 6bITb CoeINHeC DeTaNbIO, 6e3 HAIooKeHn N0JIpyUoEro MaTePnAna (HaNPmep, KpacOK).
-3aunThbIra3doJKeH6bIt npabunbHo nOobpaH noTnHy nnpoueTHOMy CneuaNbBix ynaOBkax nn KOteHepax.
(PT)
MANUAL DE INSTRUÇÉS

SHORT ARC (ΣYNTOMO TOEO)
H then Tou oupatoc kai anokolanon tnc stayovac yivetai dia diaboxikwv bpaxu-kukwpatwv tnc aixncc tou oupatac oto buioa TneC (mexi 200 opec to deutepeoTTO.To eueeepo mkoctou oupatac(stick-out) npiiaaavetai kavovika meta5kai 12 mm.
LASAPPPARAAT (Fig.B1,B2)
Op de voorkant:
LASMACHINE WEGNEEMT EN NAAR DE BINNENKANT ERVAN GAAT, MOET MEN CONTROLLEREN OF DE LASMACHINE UITGESCHAKELD IS EN LOSGEKOPPELD IS VAN HET VOEDINGSNET.
MANUAL DE INSTRUCTIUNI

ATENTIE: CITITI CU ATENTIE ACEST MANUAL DE INSTRUCTIONINI INAINTE DE FOLOSIREA APARATULUI DE SUDURA!
APARAT DE SUDURA CU FIR CONTINUU PENTRU SUDURA CU ARC MIG-MAG SI FLUX, TIG, MMA PREVAZUTE PENTRU UZ PROFESIONAL SI INDUSTRIAL.
VERSIUNEA MULTIPROCES:
VERSIONEN MULTIPPROCESS:
FUNKTIONGLAGE TIG (bara version multiprocess):
:nedre bagspanning. :ovre bagspanning.

FUNKTIONGSLAGEMMA(baraversionmultiprocess):
EKSTRA FORHOLDSREGLER
SVEISEOPERASJONER:
-1 miljoer med stor risiko for elektrisk stot;
- I avgrenset mijøer;
: standard innstilling.

:spenningvednedre bue.

ALMINDELIG VEDLIKEHOLD
ALMINDELIGE VEDLIKEHOLDSORJONER KAN FULLFORES AV OPERAToren.
Sveisebrenner
PRACOVNI POSTUP (ZAPÁLENI LIFT)
SHORT ARC (KRATKY OBLUK)
PRACOVNY POSTUP (ZAPALENIE LIFT)
2. UVOD IN SPLOŠNI OPIS
MULTIPROTSESSION VERSION:
MONTAAZ (180A-line version)
Joon.D
KEEVITUSAHELA UHENDUSED REZIIMIS MMA
0.8-0.9mm (115A-line version)
TAHELEPANUI ENNE HOOLDUSTOO TEOSTAMIST
KONTROLLIGE, ET SEADE ON VÄLJA LÜLITATUD JA VOOLUVÖRGUST LAHTI ÜHENDATUD.
HOOLDUS
KEEVITAJA VOIB TEOSTADA NORMAALSEID HOOLDUSTOID.
Póleti
PIESLEGSANA PIE TIKLA
FLUX metinăsana (bez gazes):
3.TEXHUNECKN DAHHN TABEJA C DAHHN
OchOBHnTe DaHHN, Cbbp3aHn CynoTpe6aTa n pa6oTaTa Ha eJekTpOKeHa, ca 06o6eHn B Tabenata TexHnuecknTe XapaKTEpncTKn Cbc CneHNHe 3NaueHn:
Our.A
1-EBPOENCKA Hopma,Ha KOrTo OTROBap6eOnaChocTtHa pa6oTa HIpOu3BOOCTBOTO Ha MaUHNH 3a DbROBO 3abapBaHe.
2-CnBON3a BbTpewHaTa CtpyKTypa Ha eneKtpoxKeHa.
3-Cmbon 3a npdeBnDHeHn MeToHa 3aBapBaHe.
4-CnBON S: noka3Ba, ye Moar Da 6bDaT u3nBHeHn onepaunn no 3aBapraBaH e Cpeda C BnCOK pNCK OT TKOB ydap (HaNPmep B rOJMA 6nI30CT Do roJeMm MetaHn Macn).
5-CMBOB3a3axpaHbaaTaNHHN
1\~npomEnIbMOHOa3HOHaPexKeHHe;
3\~npomeHnbo Tpna3Ho HnpeXeHne.
6- Cteneh Ha 6e3onachocht Ha ctpyKTypaTa.
7- DaaHHn, Cbbp3aHn C xapaKTepeNtKaTa Ha 3axpaHbauTa IINHn:
U1:Промениво Hanpeжени И чecтota Ha 3axpaHbaHe Ha eneKtpoxkeHa (donyctmng rpaHnucn ±10%).
-1max:MaKcMmaJeH TOK,IOJIbuaHOTIINHHaTa.
1eff eKaceh TOK 3a 3axpaHbaHe.
8- Napametpn Ha 3aBapbHuHa Ta CNTema:
- U₀: Мakсимално Habржени пи пашихов (OTBOpeHa cnCTema Ha 3aBapbaHe).
- I_2 / U_2 : Tok n OTROBAPJIOTO HOpMaJIIN3PauHO HanpeKeHne, KOnTO MORaT da 6bDaT OTDeJAHNOT MaUNHATA npu 3aBapAbaHe.
- X: OTHOWeHHe Ha npeKbCBAHe: nokaBa BpMeTo, npe3 Koeto MoKeJe Da ce OTdEa CBOTBeTHnA TOK (CbUaTa KOHOHa). U3pa3BaCe B %, Ha OCHOBATA Ha NkBbI ON 10 MNHTi (HAnPIMeP: 60% = 6 MNHTi pa6Ota, 4 NOuVBa; n T.H.). B clyaay, ye npaMetpuTe HA yNoTpeBa (npedBnDHe npn 40°C 3a pa6oTHa T cpeDa), 6bDat PneBUnHe, TepMnHata ZaHTI ce 3aJcECTBa (eEnKTPOxHeBt Ce HAMIPA B "NouVBa" - stand-by pexHM, DOKATO HerOBaTa TEMNepaTpya Ce HopMaJIIN3Pa B DONyCTMInTE rpaHnCi.
-A/V-A/V:PiokazBa ramata 3a perynupaHe Ha 3aBapbHnra ToK (MHHIMAnHO - MaKcImaHNO) 3a CboTBeTHOTo HAnpeXeHne Ha Dbrata.
9- Pernctpaiohoen Homep, KOITo CnyK3 aHnDEHTnФkaIua Ha eNeKTPOXeHa (Heo6xOdIM npn TexHueckTe npereN, npn NOmHa Ha yactu N yctaHOBaHa Ha npou3xoHa npodykTa).
10- CToHocTu Ha HnHePzIOHHnTe npEpa3nteM, KOTo Tp6Ba Da ce npeBnAra, 3a da ce ocUrgyn 6eOanachOt fHKuOHnpaHe Ha LNHNrTa.
11-CMBOHNI, KOINTO CE OTHACAT DO HOPMNTe 3a 6e3oNaCHOCHT, NHeTo 3HaueHne e onucaHO B rnaBa 1 "Obu npabnla 3a 6e3oNaCHocT npn DbrogOtO 3aBapraBaHe".
3a6eexka: Taka npedctabeHaTa Tabena C TexHnueckx XapaKTePncTNI KOKa3Ba 3haueHnETo Ha CMBONITE N UΦpNTe; TOOHTE CTOnHOCTN Ha TexHnueckNe NapameTpna H eNEKTPOXeHa Tp8bJa bDaTnpOBepEH DInpeKTHO OT HerOBaTa Tabena.
APYTNTEXHNECKN DAHHN:
-3ABAPbYEH ANAPAT:BnX Ta6nua 1 (TAB.1)
-TOPEJIKA MIG: BnK Ta6Jnua 2 (TAb.2)
- FOPEJKA BNI (TIG): BIX Ta6nua 3 (TAB. 3)
- KJIELIIN PbKOXBATKA 3A EJIEKTPOJa:Bux Ta6nua 4 (TAB.4)
TerlotoHa3aBapbHnnaanapat eotpazehoBa6nua1(TA6.1).
4. ONICAHNE HA 3ABAPbYHNAIAPAT
YPEIN3A KOHTPOJI, PEGYJIMPAHE IN CBbP3BAHE.
3ABAPb4EH ANAPAT (Φnr.B1,B2)
Bbpx npedHa t cpana:
1-KoHTpOHeH naHEn (BxK onncahne).
2-3abapbuehKa6eNropekena.
3-ⅠзхODEн Ka6eI n KNeMa 3a 3aMaCЯBaHe.
4-CbeHHeHnE ropEnka.
5- IIOJXHTeH NKTaKT 3a 6bp3 DoCTbN (+) 3a Cbbp3BaHe Ha 3aBapbYHn Ka6en.
6- OTPuataen H KOHTaKT 3a 6bp3 DocTbn (-) 3a Cbbp3BaHe Ha 3aBapbHnKa6en.
7- 15encen3a Cbbp3BaHe Cbc CbeDInHeHneTo 3a rOpEnKaTa.
Bbpxy 3aHaTa ctpaHa:
8- InaBEn npEkpcbBaU ON/OFF.
9-KoheKToP Ha Tpb6aTa 3a 3auTHna ra3.
10-3axpaHbauKa6eJ.
BbpyoTdeJeHneTo 3a MOTOBJkata:
11-NoJoxKTeHa KneMa (+)
12- OTPnataTeHa KInema (-).
N.B. 06pbuaneHa nOJaPhocTtA 3a NoDphiIIOcoBO 3aBapraBaHe FLUX (6e3 ra3).
KOHTPOJEH PAHEJI HA 3ABAPbHHN ANAPAT (Our. C)
1- HndnkaTopha lamna 3a cnHaHn3npaHe Ha HanpeXeHne B MpeXkata.
2-Индк�тогалмпа 3a сгнанираhe Ha anapma (3aedctBaHe Na ПпспаЗня ТерmoCTaT, КбС CBeДинене Мжdy ropelka n 3amacraBaц Ka6eJ, 3a п配电мepHOr roIЯMo/Majko HanpexeHne).



PerynpaHHe Ha de6eHHaHa MaTeepnHa (3aBapbHuHa MoUHOCT).

AMMOHORONPOUeChaBepnA):
PerynnpaHe Ha 3aBapbHnA TO Kato Ce nocOyBa DnaMeTbpa HnpenopbTuNTHnEJeKToPd.


PEKIM BNTIG (cMo MHorponpouecha Bepcn:
PerynnpaHe Ha 3aBapbHnTOK.
4- PEXKIM MIG-MAG:

: PerynnpaHe Ha 3abapbHnHa WeB (DblxHnHa Ha Dbrata);

:HaCtpoKnNoNopa36papane(default).

:No-HNCKo HnpeKeHne HaDbraTa.

:No-BnCOKo HAnpeXeHne Ha DbTa.


PEKMM MMA (cAmO MHORONPOUeCHA Bepcnia):
Perynipane Ha arc force (0 - 100%)
PEXKM BnT (TIG) (cAmo MHoronpouecha Bepcn:
He aKTNBupaH.
5-Cenektop 3a npocca Ha 3abapbahe MIG-MAG, BNTIG mMMA (cAmo MHoropoecha Bepcnia).
5.ИHCTAIMPAHE

BHIMAHHE! BCNUKNI ONEPAUNI NO IHCTAJINPAHE
I ONEPALIMN IIO ENEKTPNUECKO Cbbp3BAHE TPRBBA DA CE N3BbPWBAT CAMO IPN HANbJIHO IN3RACEH IN 3KJIIOUEH OT EJEKTPNUECKATA MPEXA 3ABAPbYEH ANAPAT. EJEKTPNUECKNTE Cbbp3BAHNA TPR6BA DA bDAT IN3BbPWBAHN EDINHCTBEHO OT OBOYEH IN KBAJINΦUINPAH 3A TA3N DEHOCT NEPCOHAJ.
MHCTALMPAHE(Bepcn180A)
Qur. D
PazonaKobaiTe eNeKToPoxKeHa, N3BbPseTe MOHTaHa Ha OTDeIeHNTe. qACTn, KONTe cHaMnpaT B ONaKOBAkata.
Cbbp3BaHe Ha n3XoDnHa Ka6en-Kneu
Cbbp3BaHe Ha 3aBapbueH Ka6eI-pbKoXBaTKa Ha eNeKTpOda
MECTOIOJIOXEHNE HA 3ABAPbHnA INAPAT
Onpeene TmCTOHa HnctaHpaHe Ha 3abapbHnna npaT, TaKa Ye TaM Da Hnma PnePnTCTBnna Pnpd CbOTBETHnO TBOP 3a BXoN n3XoD Ha OxlaJdaun Bb3dyx; B cbIoTO Bpeme Ce yBepTe, Ye He ce BCMyKBaT npaunHKn, Kopo0sNBn N3napeHN, BNra N T.H.
IopdbpkaJte nohe 250 mm cbo6oHno npoctpaHCTBO okoI0 3aBapbHnnaapanat.

BHIMAHHE! NocTabete 3aBapbHn anapaT Bbpxy paBHa
NOBpXHOC TcB CbOtBeTHaT N3ApbKINBOCT, 3a da ce n36erHe onacHO npoeo6pbuahe nn IpemecTBahe.
CBbP3BAHE CMPEXATA
- Ppei Da ce N3BbpN KAKBOTo I da e eneKTPnuecko CBp3BaHe, npOBepTe Ta6elaTcTexHnueckn XapaKTepnCTnKn Ha 3aBapbHnAnapat, daI NaHHnte OTRObApT Ha HanpeKeHneto NecToTaHa MACTOTO Ha HnCTaIIpaHe.
-3aBapbHnIAT anapat Tp6Ba da 6bJe Cbbp3aH eINHCTBEHO cbc 3axpaHbAua CNTema C HeyTpaleH 3a3eMeH npOBoHNK.
-3a da ce rapaHTnpa 3aunTata npn INHnpeKTeH KOHT, INNOI3BaIte nHnepeHnauHH npednaNTen OT TIN:
-TnA( )3aMOHOa3HHTeMaWuHN. - 3a da ce yuobnetbopr n3nckbaHHa TaCtndapt EN 61000-3-11 (Flicker) ce npenopbUBA 3abapbHnA T anapat da ce Cbpb3Ba CToKn Ha 3axpaHbauata Mpeka, KOITo IMAT NmpeHaC No-MaBk OT Zmax = 0.24 ohm.
3abapbchnrt anapat he ce perynipa oT CAndapt IEC/EN 61000-3-12. Ako 3abapbchnrt anapat ce cbpke KbM 06ueCTBeHa 3axpaHbaaMpexka, texnkbT, n3BpwBaau nHctanaunra Tnn Notpe6nteT e nnbken da npOBepn, daan 3abapbchnrt anapat moKe da ce cbbpke (ako e Heo6xOmo, KOHCyItnpaaiTe ce c eEeKTPopap3npedeNtEnHOTOpdyjckcBO).
Uencen u KOHTaK
CbpxkeTe 1eencena Ha 3axpaHbauia Kabel KbM KOHTaHa MpekaTa, KOTo e 606pyBaHa c npedna3nten Hn ABTOMaTuHn PneKcbuca; CneuHaHata 3a3emBAua KEma Tp86Ba Da 6bJe CbP3Ha Cbc 3a3emBaau npoBodnK (KbIto-3ene) Ha 3axpaHbauata LInnra. Tabuca 1 (Tab. 1) ca nokaahn npenopbTuHnTe CToiHoCTn B amepn Ha nHepuOnHnTe npedna3nten Ha nnHnTa, n36paHn Cnpoped MAkcmalHn HOMHaJeh To,OTdaBaUc Ce OT 3abapbYnH anapat N HomHaHnHO TO 3axpaHbauo HanpeXeHne.

BHIMAHHE! Hecna3BaHeTo Ha N3JoxKeHnTe no-
rope npabnna npabn Heeohkacna cnctemata 3a 6e0nacnoct, npebndeha ot npon3bouTeTn (Knac l), TOBa npopaxda cepno3Hn pckobe 3a xopata (Hanp. TokOB yap) nn MaTePnAnHn Uetn (Hanp. noxkap).
CBbPBAHE HA 3ABAPbHATA CNTCTEMA

BHIMAHHEI IPEIDI DA I3BbPUNTE CbotBETHNTE
CBbP3BAHnYBEPETCE,YE 3ABAPbYHMrAT ANAPAT E N3raceH IN3KJIIOyEH OT 3AXPAHBAUATA MPEXA.
B Ta6nua 1 (TAB. 1) ca nocouheH npenopbHTeHHTe CTOHOCHT Ha 3aBaPbUHHe Ka6eHn (B mm²) B 3aBNCIMoCT OT MaKcMAnHn TOK, OTdAbaH OT 3aBaPbUHn anapat.
OCBEH TOBA:
- 3aBbPteTe DOKpaI KOHEKTOPNE Ha 3aBaPbCHNTE Ka6eIN B KOHTaKTne 3a 6bp3 DoCTbI (ako IMa TaKnBa), 3a Da ce rapaHTnpa OTnueH eNEKTPuYeCK N KOHTaKT; B IpOTBeH CnyaI ue Ce NOlyu INpeKOMepHO HarpRAHe Ha CamITE KOHEKTOPN CbC CbotBTHOT O TxAHO 6bp30 NobpeXdaHe n 3aY6ba Ha eFukacHOCTTa.
- 3n013BaTcBeB3MOxHNoHaN-KbCtTe3aBapuHN Ka6eHn.
- 1368raBauTe Da n3noI3BaTe MeTALn CTpykTyPi, KOtO He ca qact OT o6pa6oTBaHn DeTaN, BmecTo n3XoHN Ha Ka6eHa 3aBapbHn TOK; TOBa MoKe Da Ce OKaKe OnaCHO N da DoBede Do He3aDOBONTEHn pe3yNTaTN OT 3aBapBAHeTo.
CbP3BAHE HA 3ABAPbHATA CNTEMA B PEXUM MIG-MAG CbP3BaHe c6ytnkaTara3 (ako ce n3non3Ba)
- ByTNIIka ra3, KOrTo MoKe Ja ce 3apeJda, NocTaBeHa Bbpxy KOnuKata: max 30 Kr.
- 6yTnIka 3a r3, KOIto MoKe Ja ce 3apeKda Ha paBHHata Ha 3akpenBaHe Ha 6yTnIkata KbM eJekTpOkeHa: MaKc 30 K (cAmo 3a Bepcn180A).
3INHTepeyKTopa 3aHaIraHeTo (^*) HaKlaIaHa Ha6ytNkata Ra3 KaTO NOCTABITE MEXdy TRe CneuaHnIpeyKTop, npeIOCTaBeH KATO akcecoap, Korato ce u3non3Ba ra3 AproHnnm cEmc AproH/CO - Cbpxte BxOJaTa Tp6a 3a Ra3 KbM peyKTopa n cTeHHeTc npedocBaHaTa ck6a.
- Pa3BnIte peRynipaunMaHNoH hapeyKTopa 3a HAnraHe, npei Da OTbOpTe KlaNaTAt Ha 6yTnKata.
(*) Akcecoap, KOITo Tp8Ba Da ce 3aKynn OTdEInHO, aKO He e npedocTabeH C npOdykTa.
Cbpb3BaHe Ha nXoHnKa6eHa 3aBapyHmTOK
Tp6Ba da cBbPke Cbc 3aBapraBaHnna DeTaN nINn CMetaHata Maca,Ha KOrTO e NoCTaBeH Bb3MOKHO Ha-6JN3O Do 3aBapraBaHOTcbeHNHeHne.
Topelka
IodrotBeTe 3a nbpBTo 3apeKdaHe c eNeKTpoDHa TeN KaTc DEMOHtnpaTe IIO3aTa N KOHTaKTThata Tpb6a,3a Da yneCHnTe N3IN3aHETo.
PpomHa Ha noIpaHocTta OTbTpE Our. B1
- OTBOPeTe BpaTnUkKaTa Ha OtDeneHMeTo 3a MOTOBnIkaT.
-
3abapraBaHe MIG/MAG (ra3):
-
Cbpxke Ta Ka6ena Ha ropekata KbM YepBeHata KneMa (+) (Φnr. B-11).
-CbpxeTe N3XoHnH K6eH Na KneuTe KbM OTPuaTeHHa KOHTaKT 3a 6bp3doctbn(-) (Dunr. B-12).
- 3aBapBbAe FLUX (6e3 ra3):
-CbbpkeTe ka6ena Ha ropeKkata KbM YepHata Knaema (-) (Φur. B-12).
-CbpxKeTe n3xOndnKa6eHa KneIHTe KbM NIOXkTEnHnKoHTAKT 3a 6bp3doctbn (+) (Φur.B-11). - 3aTbOpTe BpaTuKKaTa Ha OTdeneHneTo 3a MOTOBnKKaTa.
PpomHa Ha nonpaHocTt aOTbBn (cAmo MHoroppoecHa Bepcn) _IR .B1
- 3aBapBaHe MIG/MAG (ra3):
CbpxKeTe Ka6ena Ha ropeIkaTa KbM CbeHHeHHeTo 3a ropeIkaTa (Unr.B-4).
-Cbpxte 电cnca(ΦnB-7)KbM nIOxHTeHHa KOHTaKT 3a 6bp3 doTbn (+) (ΦnB-5).
-CbpxTe n3XoDnHa Ka6eHa KneuTe KbM OTpuTaenHnKaKToaKT 3a 6bp3 DocTbn (-) (Our. B-6). - 3aBapBaHé FLUX (6e3 ra3):
CbpxKeTe Ka6ena Ha ropeIkaTa KbM CbeHHeHHeTo 3a ropeIkaTa (Unr.B-4). - Cbpxke Te cencena (Φn. B-7) KbM OTPuataeHnRA KOHTaKT 3a 6bp3 doctbn (-) (Φn. B-6).
-CbpxkeTe n3xoHnHa Ka6e Ha KneuTe KbM NIOXHTENHnKoHTaKT 3a 6bp3 Doctbn (+) (ΦIr. B-5).
CBp3BAHE HA 3ABAPbHATA CNTEMA B PEXKIM BIR (TIG) CBpb3BaHe KBM 6yTNkata cra3
- 3aBnIte penykTopa 3a HanaHahe B KnaHaHa Ha 6ytnkata ra3 KaTo NoCTabITE NOMEJy MM, aKO e Heo6xoJMo, cneuaJeH aanTep, npedocabeh kaTO akcecoap.
- CbpxKeTp6bata, npe3 KoiTo ce nyca ra3 B peyKTopa n 3aTeHHeTc npedocabehata ck6a.
- Pa3xna6eTe perynnupaun npbcTeH Ha peykTopa 3a HanaRaHeTo, npdn da OTBOpnte knanHa Ha 6ytnKata.
- OTBopTe 6yTnKata n perynpaIte KOnIueCTBOTo ra3 (1/min) B CbOTBeCTBne C opNeHTnPOBCHNte DaHHN 3a yNoTpe6a, BIX
Ta6nua (TA6.5); eBentyaHn HacptoKn Ha de6nta Ha ra3 Morat da 6bDat n3BbPseHn NO Bpeme Ha 3abapraBaHTo KaTo ce Bb3JeCTBa Bbpxy npbcteHa Ha peyKTopa 3a HanaRaHTo. PpOBepTe He npOpycklnBOcTTa Ha Tpb6nte N CbeINHeHnTa.

BHIMAHHE! 3aTbapnTe BuHarn Klanana Ha 6ytuKata TaHa pa6oTa.
Cbpb3BaHe Ha n3XoDnHa Ka6eH Ha 3aBapbTuHn TOK
- Tp6Ba Da ce Cbpxe Km DeTaNla 3a 3aBapBHe Nn KbM MeTaNnI PNO, Bbpy KOnTo e NOCTaBeH, Bb3MOxHO Hau-6NIO DO CbeHNHeHneTO, KOeTO Ce n3BbPwBA. To3n Ka6en Tp6Ba Da ce Cbpxe KbM KInMa Cbc CmBON (+) (ΦnR. B-5).
Topenka
- BkapaiTe Ka6ena 3a ToK B CneuaHnTa KNeMa 3a 6bp3 DocTbn (-) (Φnr. B-6). CbpxKeTe Tp6bata 3a Ra3 Ha Ropekata KbM 6yTuikata.
CBbP3BAHE HA 3ABAPbYHATA CNTEMA B PEXKIM MMA
IouTN BCnukn 6Ma3aHn eKeTPOu n Tpa6Ba Da ce Cbbp3Ba c NOIOXHTeHHN NOIoc (+) Ha reHepaTopa; no N3KNIOUeHne KbM OtpuaTeHHN NOIoc (-) 3a eKeTPOu c KNceHHHa 6Ma3Ka.
Cbbp3BaHe Ha 3abapbHnKa6eN KbM Ka6ena 3a pbkoxbkataHa enektpoda (Our.D2)
B Kpa Ce HAMnpa CneuHa KIeMa, KOaTo CnyKu 3a 3aTaRaHe Ha OTkpntata TaCt Ha eNeKtpoJa. To3n Ka6en Tp86Ba Da ce CBbpKe KbM KIeMa CbC CmBON (+) (ΦnR.B-5).
Cbpb3BaHe Ha nXoHnKa6eHa 3aBapyHnTOK
- Tp6Ba Da ce CbPxe KbM DeTaNla 3a 3aBapBaHe NIN KbM MeTANHn IIO, BbPxy KOITo e NOCTaBEh, Bb3MOxHO HAI-6NtO DO CbeHNHeHnETo, KoETo Ce n3BbPwBA. To3n Ka6eI Tp6Ba Da ce CbPxe KbM KJIeMa CbC CmBON (-) (DfR. B-6).
3APEXDAHE HA BOBUNHATA C EJEKTKPOJHA TEI (Our. E)

BHIMAHNE! PEPN DA PPEINPMEMETE ONEPAUNI NO
3APEXDAHE HA BO6HATA C EJEKTPOJHA TEJI, YBEPETE CE DAJIN EJEKTPOXEHbT E N3RACEH IN N3KJIIOUeH OT 3AXPAHBAUATA MPEXKA.
PPOBEPETE,DAIIN POLIKNTE HA TEIONOJABAUOTO YCTPOICTBO, HAPABILBAUINI KOHTAKTHATA Tpba HA ITOPEJIKATA OTROBAPRT HA DNAMETbPA IN BINA HA EJEKTPOHATA TEJI, KORTO IMATE HAMEPENE IA N3NOL3BATE IN DAJIIN PABUNHO CA MOHTIPAHINIOBPME HA IOCTABAHETO HA EJEKTPOHATA TEJI, HE HOCETEPENDA3HN PBKABUN.
-OTBOPeTe BpaTnKkata Ha rHe3dOTo Ha MOTOBnKkata.
- NocTabete 6oBnHata 3a enekTpoDnHata ten Bbpxy MOTOBnKkTa; npobepTe, daJI BpeTeHOTo HA MOTOBnKkTa e npabINHO NOCTabeHo Ha npedBnDEHn 3a Hero OTBOP (1a).
- Ocb6o6Te KOHTpaKaPaTa NIN KOHTpa MaKApNTe 3a HnIraHe n/ rN OTdaneyete OT dONHaTa MaKapa NIN DOJHnTE MaKapn (2a-b).
- PpOBepe TaII pONkata/II INI pONKte Ha TeIOnoJaBaIoTo yCTpoiCTBO e/ca nOxOpaIa 3a nIINon3BaHaTaeEKeTPOHaTe (2c).
- Ocbo6oTe Kpa Ha eNeKtpoHnata Te n oTpexTe DephiOpMpuHaTa
yact, Taka Ye HnMa CTbpyaun ocTaTbun; 3aBbPte 6oBuHata B
Nocoka, 6opatha Ha yacOBHNKObaT a CpeIka N BkapaTe Kpa Ha
eNeKtpoHnata Te bBb BXoJusna NaHr n ro No6yThete Ha 50-100 MM
B Cbbp3Baun Ha rOpelKaTa (2d).
- NocTaBeTe OTHOBO Ha MRCTO KOHTpapONKaT UIN KOTpapONKNTe, perynpaTe HnraHaTe O/IM Ha cpeHa CTOHCT, npoBepeTe, daN eKeTPOHaTa TeI e npaBUNHOncTaBeHa B OTbopa Ha DoJIHaTa pONka (3).
- MaxheTe MyHdUyKa /HaKOHeuHnKa/ N KOHTaKTHaTa Tpb6uKa (4a).
BkapaTe BnKaTa Ha eNkTPOKeHa 3axpaHbAunia KOHTaKT, NcHete eNkTPOKeHa, HATNCHe 6yToHa 3a ropeJkata mIn 6yToHa 3a NoDaBaHe Ha eNkTPOJaTe bByxKoMaHdHnae (aKO Ima TaKbB) nU3aKaIte, DOKaTO KpaH Ta Tena, KoITpRbBa Da npemHne NO HApabNBAuaa 5uHa H MaKapata, da ce nokaxe 10-15 cm OT npEdHaTa YacT Ha ropEknKaTa, Toraba cnpete Da HATNCKaTe 6yToHa.

BHUMAHHE! Nobpeme Ha Te3n onepaun, enektpoHaT
Ten ce Hamupa nod enektpnuecko HanpexeHne N Bbpx Hea DeiCTBa MexaHnUHa Cnla, eTo 3aio Hecna3BaHeTo Ha npaBnIata
3a 6e3oNaHa pa60Ta, MoKe Da DoBeEe Do pNCK OT TKOB yIap, HapaHbAHn, a CbIo Taka Da npedn3BnKa N HeKeHa eNEKTPuYeCa dBa:
-HeHacouBaTe ropeKkTaKaMb qactHa TaTANO.To.
-He do6nkaBaTe ropeIkaTdo 6ytnkata.
- MoTHnpaIte OTHOBo Bbpyx RopeNkata, KOHTaKTHaTa Tpb6a MHyDnUyKa/HaKOHeuHnka/.
- PpOBepeTe DaHn NpOaBaHeTo Ha eNeKtpoJaHa e peOBoHc; peryIpaTHe HAnraHTo Ha MaKapnte n 6NoKaHa MoTOBunKata Do BbMOxHnTe MmHMaJIHn CTOn HOCTn, 3a Da ce yBepnte, qe eNeKtpoHaTa TnE He 6yKcyBa B MaKapaTa n Ye B CnyuHa 6NoKaH Na pOdaAto YcTpoIcTBo HMa da Ce pa3wnpI r CnPaJInTe O TpeKOMepHATA INHePua HA 6o6HnHa.
- OTPeKe Tpa Ha TeTtA, KOrTo ce e eoTa HABbH OT MyHdUyKa / HakoHeuHka/ Ha 10-15 MM.
- 3aTBOpTe BpTaNtUkKaTa Ha THe3DoTo Ha MOTOBnIKA-Ta.
6.3ABAPRABAHE:ONICAHNE HA IPOUcEyPATA SHORT ARC (KbCAIbFA)
Pa3tanraHeTo Ha eNeKtpoHaTa TeN oTdeJHHeTo Ha KaIkaTa CTaBa NocpeCTBOM NocneIOBaTeHN Kbcn CbeINHeHr O T BbpXHa H eNeKtpoHaTa TeN B 3aBapbHata BaHa (no 200 nTbN B cekyHa). Cbo6oHaTa DblnHa Ha eNeKtpoHaTa TeN (stick-out) HopMaHoe B dnaHanaOHa MeKdy 5 n 12 mm.
BbrpeoHn HnckO JernpaHn CTomAHn
-ДиametbpнИЗПОЛЗВАнТа eNEKТpoДНЯTeI:0.6-0.8mm(1.0mm-BepcNIA 180A)
- Ra3, KoTo MoKe Da ce u3NoJ3Ba: CO 2uNcMecn Ar/CO
HapbKdaemcToMaHn
-Диаметьр ha n3non3baHata eneKtpoHa ten: 0.8mm (1.0mm - Bepcna 180A) -Fa3, KOITOMOKe da ce n3non3Ba: cmeu Ar/ O uNAr/CO2(1-2%)
Anynnn n CuSi
-Диаметьр ha n3no3BaHaTa eNeKToPOnHa TeI: 0.8-1.0mm
- Fa3, KoITo MoXe Da ce n3non3Ba: Ar
Tp6Ha eNkTPOHa TeI
-Диаметерп ha n3noJI3BaHaHaTe eNeKtpoJHa TeI: 0.8-1.2mm (Bepcna 140A) 0.8-0.9mm (Bepcna 115A)
- Ra3, KOIto MoKe Da ce 13No13Ba: HnKaBb
3AUHTENIAT
De6nTbHa 3aunTHna ra3 Tp6Ba da 6bJe 8-14 l/min.
PEYUNPAHE HAΦOPMATA HA WEBA
3aabaheTo Ha oopMaTa Ha WeBa CtaBa Upe3 pbKoXBaKaTa (OuR. C-4), KOrTO peryInpa DbJnxHata Ha DbaTAt N cIeDObaTeJIHO onpeJeI NOrIONM No-MaBb K BHC Ho TEMepaTypa 3a 3aBapraBaHe.
Kato ce no3OBaBte Ha Ta6nIcata, HAMpaIca Ce Ha MaunHata (F), 3adaIte pbKOxBaTKa (Fnr. C-4) B 3abncmocT ot MATEpnaIa, eKeTPOHaTate n n3non3BaHra ra3. Tockn A, B, C, D npedctabRaBt do6pn n3xOHN ToCKn 3a 3abapBaHe B pa3nUH yCIOBn HA pa60Ta.

M3nbKhana oopMa: O3HaayBa, ye nMa cna6 TePMnueh BHOc
n CneIOBATEHNO 3aBaapBAHTo e "CTydeHO", cbc cna6o npOHnKBaHe; 3aBbPTeT NO NOCOKa HA yacOBHNKOBaTa CTpeNk a pbKOXBaTKaT, 3a da NOnyHTe No-TOJAM TepMNueh BHOc C eEKT Ha 3aBaapBAHc C no-ToJAMo pa3tanPAHE.

BdNb6hataΦopMa:O3Haayaba,YeIMa BnCOK TepMNueH BHOC
I CnEIOBATEHNO e npeKaIeHO "TOnla", c npeKOMepHO npOHKBaHe; 3aBbPTePe pbkOxBtKaTa B Nocoka O6paTHa Ha YacOBHNKOBA Ta CTpeNka, 3a Da NOLyUHTe NO-MaIKo pa3tanHe.
3AABBAAHE HA DEBENHATA
3aabaheTo Ha De6eHnHaTa CTaba Ype3 pbkoXBtKa (Mtr. C-3), KoATo perynnpa MoHocTta 3a 3aBapBaHe B 3aBncmocT ot De6eHnHaTa Ha IaMapnHaTa N Bnne eNHObpemEHbBpxy CKOpocTt Ha TeIOnoDABAto YoCTPOINBO NKINueCTBOTo Ha OTDaBaHna H aEkeTpOdHaTa TEL TOK npn BHoca.
KaTo ce no3OBaBATE Ha Ta6nIcata, HAMpaIa Ce Ha MaunHaTa (F), 3adaIte pbKoXbATka (FInr. C-3) B 3abncmocT ot MaTePnana, eJekTpOHaTa TeN n N3non3BaHna ra3.
7.3ABAPRABAHE BNTIGDC:ONICAHNE HA IPOUEDYPATA (cAmO MHORONpoecha Bepcn)
OCHOBHN PUNHUN
3aBapBaHeTo BIVTIG DC e nOxOJa 3a BCNUKn HnCKo N BnCOKo
JIeIpaHn BByIepoHN CTOMAHN IN TexKN MeTaN KATO MeD, HnKeN,
TtAHH N TexHnTe CnABn (ΦIV. H). 3a 3aBapBaHe BVITG DC c
eNEKtpoHa NoNIOc (-) oBnKHOBeHo ce n3noJ3Ba eNEKtpoC c 2% Lepnn
(cnBaTa OcBeTeHa JeHa). Heo6xoJIMo e da Ce noOocTpi BonpamOBnaeEneKtpoD (Tungsten) no octa c Tounno, BnK ΦIΓ. I, KaTo ce nOrpnKeTeBbPxa Da 6bDe OTNnH0 KOncHeTpnuEn, 3a Da N36BerHeTe OTKnOHeHnraOTbRaT. BaXHO e Ha HApBaNTe HatoBaHeTO NOcOKa HA NbLnKNaHa TaHaeneKtpoDa. Ta3n Onpaunu Ze ce nobTapr NapOnuH0 B 3aBucnMoCT OTynOpTe6a T3ax6aBbaHTo Ha neKtpoDa uN KORAto e 6nCnCuAHHo3AmbpceH, OKnClen Nn HnpabUNHO n3No3BaH. Heo6xoJIMo e 3a do6po 3aBapBaHa de Ca n3No3Ba Tounn DnAmetbP ha eneKtpoDa c npabInnHa To, BnK TaBnua (TA5.5). ObHKHOe ENEKtpoDbT ce nOda oKepAMHHa HkpaHnK c 2-3 mm n Moke da DoCTnRhe 8mm npn BrNOBO 3aBapBAHa.
3aBapBaHeTo ce nonyaba npn cInBaHeTo Ha Kpanuata Ha cbEHNHeHneTo. Pnp MaKna De6eNHa Ha DetaiJa, KoTo e CneuaHNOroTBEN (do OKono 1mm) He e Heo6xOdM Do6abbYeu H MaTePnAn (ΦIΓ. L). 3a Detaiu n C no-Tonama De6eNHa ca Heo6xOdMn npbUuCn CbCbUa NcbCTab Ha 6a3OBn MaTePnAn n CbOTBeTHn DnAmTbp, C npXoDgA NoTROtOBKa Ha Kpanuata (ΦIΓ. M). Heo6xOdMo e 3a NoCTrHa He No6bppe3yNTAT O 3aBapBaHeto, DetaiuNTe da ca Do6peNouchteHn NO TTX Da HMA OKcJIeHn, MacNa, rpec, pa3TbOpntEn n T.H.
ONEPAUNTNE OOBKHOBEHATA NOPbXKA MOrAT DA BdAT N3BbPUEHN OT 3ABAPYKA.
Topenka
- He noctabrayte ropekata n HeHHn Ka6e Bbpxy Tonnn NOBbpxHocTn, TOBa ige npedn3Bnka pa3ToIbaHeTo Ha n3OInpaunTe MaTePnannu n TxAHaTa nobpeda.
- PEOBHO INPOBEPBAIte CbCTOARHMeTo Ha Tpb6nte 3a rA3Ta N TexHnTe CBbp3BaHn.
-Пи BCЯКсmaHa Ha 6o6nHata 3a TeNa, NOuNCTe CbC cyx CrbCTe H b3dyx (max 5 bar) n npOBepTe cBcToHNHeTo u cenocTt ha HanpaBnBaUaTa pOJa.
-Поверявайе пeding BCЯн ynotpe6a,сьстгпсToи MOHTажа На Крайнite часн Ha ropelknata: HakoHeuHnK, KOHTaKTHa Tpb6a, pa3npedenlTe 3a ra3
Tenonodabahe
- PpOBePraBaiTe YcTo CbCToHHe To Ha N3HocBaHe Ha PoKnTe Ha NODaBaUHTe MExAHN3Mn, NepeOduuHO NouchTaIe MeTaN Hn npax, KOITc Ce HAtpyNBa BByPxY/OKOLO NOdaBaUIN MEXaHN3bM (MaKApN, BXOeH N 3XoDcH BODaH He ENEKTPOHaTaTe).
U3BbHPeDAIPOIDPbXKA
ONEPAUINTE NO N3BbHPEJHA NOIDPbKKA TPRBA DA bDAT N3BbPSEHN EINHCTBEHO OT EKCNEPTEH MN KBALINPHUPAH NEPCOHAI B OBJACTTA HA EJEKTPO-MEXAHIKATA IN B CbOTBETCTBNE CTEXHNUECKN CTAHDAPT IEC/EN 60974-4.

BHIMAHNE! IPEIN DA CBAJNTE NAHEJNTE HA
EJEKTPOKEHA IN DA CTINHETE DO HEROBATA BbTPEUHA YACT, YBEPETCE CE, YE EJEKTPOKEHA E N3rACEH IN N3KJIIOUEH OT EJEKTPNUeCKATA MPEKA.
HЯко котронп pa60TN, n3BbPWBaHn NOd HANPEXeHne BbB bTpeWHaTа qACT Ha eNEKTPoXeHa, MoraT Ja NpeMn3BnKaT cepno3EN TOKOB yAp, NOPoJEN OT NipeKTHN KONTKT C qAChN NOd HANPEXeHne W/ Wn HapaHbAHN, BCNeDCTBne HA KONTAKTa C dBxueu CE qAChN.
-Периондун Ho n cheToTа,Завиесla OT yonTppe6ata Ha eNeKTpOKeHa
н Налчпето Ha npax B pa6ToHATA cpea, пobepЯВte BbTppeHHaTa
Част Ha eNeKTpOKeHa n NOUcTBaHTe npaxa, KOИTO ce e HATpyan
Вьрху TpaHcΦopMaTopa, NOpeDCTBOM Ctpyг O t cyx CrbCTeH Bb3dYx
(max 10 bar).
- He hacooyBaIte CtpyTa Cbc CbCTeH Bb3DyX Bbpxy eJekTPOHHITe PnATK; 3a TExHOTo NOuCTBaHe Tp6Ba Da npeDbUNTe MHorO MeKa YETKA mNcEuaaHn 3a TOBa pa3TBOpntEn.
- Pn noucTBaHTo npoBepeTe, daIeN eKeTpuYeCKnte CbeINHeHna ca do6pe 3aterHaTu dAnu IOnaunrTa Ha Ka6eInTe He e NOBpeDeHa.
-BkpaHaTe3nOpeaunNocTaBeTeOTHOBOnHeHInTeHaeneKtpoxKeHa KaTO 3aTERHeTe DOKpaB BCNUKN BINTOBE.
-BHnKaBcnyaHne3aBapBaTe npn OTBopeHaMaunHa.
Cne KaTo CTe N3BbPunn NoDpBkKa nn NoNpaBka, Bb3cTaHOBeTe Bpb3KNTe n Ka6enJaXnte, KaTTo ca 6nnn Ppeu ToBa KaTo ce NOrpnKnte Da He Bn3aT B KOHTA KCT C DnKeeu Ce YacTu nn YacTu, KOnTO MORAT Da DCtURHAT BnCOKn TEMNEPAtpy. CbpKxete BCNUKN npoBOHNu, KaKTo ca 6nnn Ppeu TOBa KaTo ce NorpnKnte Da 6bDat pa3deneH MeJy TAn Bpb3KNTe Ha NbpBnUHn TpaHCfOpMaTOp c
BnCOKo HAnpeXeHne OT Te3n Ha BToPnUHMa TpaHcΦOpMaTOp C HnCKO HanpeXeHne.
M3no3BaBte BCnKN OpunHnHn IaBn n BnHTObe, 3a 3aTbapHeTo Ha ctpyKTypaTa.
10.OTKPNBAHE HA IOBPEM
B CNYAH HA HEYIOBNETBOPNTENHO FYNKUOHNAHE HA EJIKTOXKEHA, INPEINI HANPABITE NO CNTTEMATUNHA PPOBEPKA IIN DA CE OsbPHETE KbM CEPBN3HNA LENTbP, PPOBEPETCJEHNTE HEUA:
Ja npoBepTe, daIIN OCHOBHnI pKeKcbBaue BkIIOUeH, B NOIOKeHHe "ON" n daIIN CBETN CbOTBEHTa IaMnI. B IpOTUNBEN CNYaJ DeΦeKTa ce HAMIPA B 3axpaHbAaTa IaHnI (Ka6eI, KOHTaTKH KIOUObe N/ INN BNJKN, npEtna3nteIN T.H.).
-Далн He e BkIIOueHa JbNTaTaNIMNkAToPHa lamna, KOrTO CnHrHaUN3npa 3a BKNIOUbaHe Ha 3aUNITaT aO CBpBXHaNPExeHne ININ MHORo HnCKO HanpeXeHne ININ KbCO CbeINHeHne.
- PpOBepeTe, daJI 3a OTdJIHnIte pexIMn Ha 3aBaIpaBaHe, cTe CnA3uINHOMInHaNnB BpeMeBn pexIM, t.e. daJIc Tpe npabUNn NOUVBKnIOpBeMe Ha paBoTa 3a OxJaDaHe Ha MaUnHaTb; BcNyuaHnHa3aJeCTBaHe Ha TepMoCTa, N3aKaJaTe eCtctBeHOTo OxJaXaHaHe Ha MaUnHaTb, PnpOBePeT M3npaBHoCTTa Ha BeHTNuLaTopa.
-ПровереТеНаржөнөтHa Алнгьт.АкоНаржөнөт e npekaин HO BUCOKO ИИн HNCK MaunHаТа HЯм Da pa6otn.
PpOBePeTe,daHn HMa KbCo CbeHNHeHne Ha n3XoJa Ha eNeKTpoKeHa: Bcnya,Ye hMa TaKoBa,OTCTpaHETe ro.
- PIOBepTe, daHcBp3BaHeTo Ha 3aBapbHuHa Ta CnCTema, e N3BbpSeHo npAunH0, Oco6eHO CbP3BaHeTo Ha uNkTaHa 3aMaCraBaunKa6e n C DetaiNa, da 6bde 6e3 H3OJnpuAn MaTeuAn (Hanp. JakoBe).
- 3nnoI3BaHnna 3aunTeH ra3 da 6bde npabIneH B npabInHO KOJIueCTBO.
(PL)
INSTRUKCJA OBSLUGI

SHORT ARC (KROTKI LUK)
NADZWYCZAJNA KONSERWACJA
OPERACJE NADZWYCZAJNEJ KONSERWACJI MUSZA BYC WYKONYWANE WYLACZNIE PRZEZ PERSONEL DOSWIADCZONY LUB WYKWALIFIKOWANY W ZAKRESIE ELEKTRYCZNO-MECHANICZNYM, ZGODNIE Z NORMA TECHNICZNA IEC/EN 60974-4.

UWAGA! PRZED WYJECIEM PANELI SPAWARKI I DOSTANIEM
SIE DO JEWNETRZA NALEZY UPEWNIC SIE, ZE SPAWARKA ZOSTA LA WYLAGZONA I ODLEACZYC ZASILANIE.
alall alal alwgs aalalol

gSs 1 jy dLwyl yjz g aal all aln no asrnnall jy y jas L wJ .aalbny aaii aai i aai J

:Jlall Jsw Jc, dIylyb yiaiai jzj 4s aalil 1jg ygd jdd 11!a#
:Jdwlal ay g/ g cialll Jld
:caai I d lll Jds
:clll al Jaa
:glaw aabioalg wglg ciaill A.
:
aaii aiaaa aiee agaeagaiabaoaaiil 10gssloiey aai
aaggdoia.2
aall jno gag wgal all l jnnae o aol all n! bals gl ngssll jgl aalall jne daalall bulgyl g slgall g gall MAG (agbsll) asjaiil gl agsll ydl alalw
(AR)
山

:aw
aall alp aaln l q dla yll dla
Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn Jn
yj 1
jglally alg jol kss alall alal yj kds jol all g j j
j lal all clls aglgl slln jdlalll gl
jglalll gl j j
j9 jll .ogally alal oag :EN 60974-9" tcl jll j j

J 1
aaii aai iiaie 10000000000000000000000000000000000000000000000000000000000000
a 1000000000000000000000000000000000000000000000000000000000000000000000


aIgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJgJg
aaiiaggglglll Jllal Jue Jiaaiu aaiall algaoe eae Jaaill aieio no (j)
Jc agull iayy I baw jao jilw gabwgl agll wio Jolg gno s
liag aaiu oarall a aaii aegg gogall no ggal no yjally alll
gali 3 g jzall dagg k j zd gailgk
Jg3) gawll glwll uis lauo jolrall jauo ne laq algbwll jie ay
(1golui





Jg jagj g aal 1g jaiy Jg jaiy (Jg) Jgogll kay jk g g jai y
1g jaoaall g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal g aal






0j1Jn j (EMF) aasbsaogg 8yL2o 8
jlll JwJ (J) aill jy y jie aabubagg yll lly j 1s
.(jll alil aalal alal yaiy w gaii o jy jai, all cuiy p
gio Jlll JwJ (J).o jy y o jol o jai aaiai ai jgll i jy ll jay
jglal plaiai ai bia u Iugog
aigol jy ai ciail li jrae aaii qaii aaii jall oiai all
"ωgJy
Jnagao jh Jao jao aaiy gill aoall
(jw180jbjb)
D
aJ013 aaiaaal alaiaiall 1j0000000000
dall 20 83gall J5 g
D1
2-1+gjgljlllglilgslgMIGalglglae
cuii i 1
alal alal alal
afo Flux aJzll jIg gJpLsWU aolio 4500dolal oololololololololololololololololololololololololololololololololololololololololololololololololololololololololololololololololololol
a aaa aal aaal o aai jiaaa gao laa aai uai
3 Jue aai jia 1aao go aal lueo Jgwl g wll bai jilai jaiy
Aaill 0gogw
g
gaggl lall jre yg (ogg c) aglaal aie Jc g
jlll
gall jao (DC) yannn jy Jolal gnnnll jy all ool all
Llalwglbglllnssicldlll (LIFTARCdd)
aill 105ll 105ll 105ll 105ll 105ll 105ll 105ll 105ll
claw clawd 82019 15 99.9)
(aaww) awwaa (aagj) ado a bsl (DC) aaaa jy gdl ydall
aawwyl
IJIJI JJILI JIJI JIJI JIJI JIJI JIJI JIJI JIJI JIJI
: (jai) jai
clll a c w w d 100000000000000000000000
aJyJUdA
aai jg aai jy Jauy i juul yjai jai jai
gai jao a bally aaiy
:(u>g)(Fluxol)UbsyJU
(ba)uljolssjolll)TIG
LIFTgJyjw
(baa) 1j0011 j0011) MMA
:laa loa laoi a anti-stick g h oht start a w
wglall wla
- | x - 2| = | x - 4|
aololulgws
:
aaiaiyaojoloojolj8
1111111111
jg2j1jlcaighawl jgs
:()
aessss
:MIG/MAG pALU
:MMAauiu
TIGJolll jolll
4.2
山
gall jaoag aaiaaal aglge alll golw waww waww
:
A
gally 1000 11 11 11 11 11 11 11 11 11 11 11 11 11 11 11 11 11
ab = 12
aalbdu aai bsl 7
(10 ± 12)
boll daxj jglgdi:1 max
ailll 1
:001 8512 131-8
(aogzaoofoj)
aalll aall alaaagj j 5a aai jlaaagj yj: y
Jssal jll jdyol oall all 4aaiw gill cogll yu:aaagll aX
aill joljoll jolll gaoall a
aal aolll aoowl" 1 Jaaal 3 lgaiae 2 n aai aolwclay jn jgoj
Jgll Jgll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll gll
J
gul Jogog 8-6 (Jull) () jolgl gwl clwll jll jogall jll jie
MMAolUgogjolUOJLoo
aall jll jkay:Jgall (+) ogall aBally Igog ay oogall bIy JI y
(D2 Jkwi) 1aaiia aiaaiy jai j
go JIJI IIO JOSOJ CNO JIO Sjoll e joll Jccluol aol oal (B-5 Jwll) (+) JoJg jcll
pJUJI JooG Joo
gjgl jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jll jill
(EJ)
algaag albaa aalil aol no sTu, cullllnns

aJbIJI aJyIaJxJg
a aaa aal y Jauy g auu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauu uauuu
:2a-b) aall lalll jy ggy bally buall clll alal y 2c) aalll all gaa aalll cllal jn agx -
gjll no gba no gga no gbb no llll no y y
go allll jno gao gall wol no gacwagcc oalld ay (2d) alall bny aoall dlal y gau 100-50 dall aball
allll n no gao wl glawgao yds le gbsb no go aasllall cdall gog od (3) aalall alall ad gcuu kuy eggo
.4a) dailly uig algal all jy
go alall jy dc balsll alll jay ggy slll jy
golll c joll no aw 10-15 alway ell alal ydo sng y no all jy
gagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagagag

aalolalalalalalalalalalalalalalalalalalalalalal
g 1000000000000000000000000000000000000000000000000000000
jgl jgi gbi yg w b jc all ggi aai

Cuijia
aill
J 1 J 1
blai jao aill alj yogy gog (aagll) EN 61000-3-11 aggall lalzao zgl 0.24 sglzmax no jagl aagaa gdl dally aagai ggl IEC/EN61000-3-12 caywcll cllbtae wae cwlplal all j
pssnall gl cullall aggnaas jao alec aibly aiaea daxa oall all cld 13
(ggjll kaw jauoanrww, jol jl) aogo ngs u n sao plll all j no gacill
ailll llo
.0sull agiδδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδiδ
(B-11J) (+) JUULgoaJUJUOgai (B-12JU) (-) UuulisIyAuaSglssLgJUooy
(B-12 Jwll) (-) gswll aall go abaill jLJWogj, w
a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a
alawl (4b) algalallg JauyU gai U Sj A
aJl,Je oSul sG cslalb 0y y 1: pKu klll l a j m g
c 10000000000000000000000000000000000000
L
jauu 10-15 aulal algal all joo jz bgha
.0gllglglllglg -
aallwag:ollll.6
g
lll lal ala aagc cllwolao g kloue aabai jlaai g lll jai 1
y (jclll) clll lal jgbl ole gl y. (aull 020 g) jgal plao
oo 12g5
aassia balyg gdylgog yg sll ygs
aagwagllgblbai (C-4Jall) oyl (C-4 Jall) yol (C-4 Jall) yol (C-4 Jall) yol (C-4 Jall) yol (C-4 Jall) yol (C-4 Jall) yol (C-4 Jall) yol (C-4 Jall) yol (C-4 Jall) yol (C-4 Jall) yol (C-4 Jall) yol (C-4 Jall) yol
a#
J 1 J 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1

"Jsw" 1234567890101123456789010112345678901011234567890101123456789010112345678901011234567890101123456789010112345678
clawlbow
JL Jc alalg oog boc jos gll (C-3 JKwll) ooll 10000000000000000000000000000000000000000000000000000000000000000000000000
(bad 12000000000000000000000000000000000000000000000000000000000
aolll
aasio aalll no agydy lgl ywia jayjolal yjagai ydlg ayil gail gnilg ayilg kylg wlll jao ayall nlaal gail gail gail gail gail gail (-) 10000000000000000000000000000000000000000000000000000000000000000000000000000000000000000
slll 1008 g 2-3 aalll daae no blll sall
(> ) cuiu (j) oaiu u ydl lalll claill auiu. alglll glj r jgaill plall ay
no jy jy fagll clalll auiu (L Jkull) gao sllo iin ggi y L (jj 1
Jgall.(M Jkull) gaiu all uayll go wuaia gauw aaiu llolall sji
ogdall gddjg dssll no aillg agbi gali gaii gni jgrrall no gng joln lcl
cllaiall
(yjyjyj)
C-3 0yall alwgyg ygal all aal jll b
aall aaiai jai jai d a jao ooi joi joi aoi
jlll
golj jll aball jn wll sbal g aol s 100000000000000000000000000000000000000000000000000000000000
aillgawu
afo go aaboll lcbll aoaog
gall yuJl Jc lssu Juaaau 3÷2 aalj g
albailg 3gabbi yag jylyl slwgllgc bgaall gall aag -
wio gla dcl o
Jgill 100000000000000000000000000000000000000000
oalol oalol yolol all clogl sel loll a 0
aogao oal allg olul y
ailllgo jol 8 cikos kll ljogj oaiy jil aillly pall
gaa aaiy aoy ooh yj juii i jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgi jgl
aabally lqag jaiu kll jlc gckjil aolg raoo pall oils uog uq
()j()a()g()
aowall aasllg wawall gaaaiwali 3glll jlll jgj
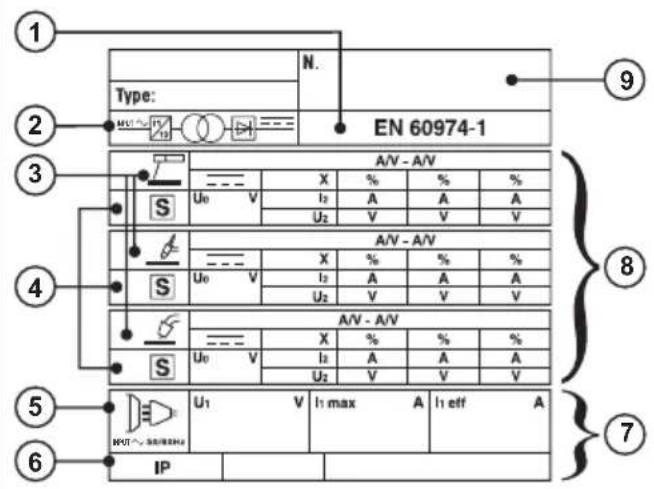
FIG.A

TAB.1
WELDING MACHINE TECHNICAL DATA - DATI TECNICI SALDATRICE
| MODEL | - - - | - - - | - - - | kg | 8° SPEED m/min | |
| 12 max (A) 230V 230V mm | 2 | kg m/min | dB(A) | |||
| 115 T16A | 16A 10 9.3 2 - | 14 <85 | ||||
| 140 T16A | 16A 16 9.9 2 - | 15 <85 | ||||
| 180 T16A | 16A 16 22 2 - | 16 <85 | ||||
TAB.2

MIG TORCH TECHNICAL DATA ACCORDING TO EN 60974-7 - DATI TECNICI TORCIA MIG IN ACCORDO ALLA EN 60974-7
| MODEL | 6 VOLTAGE CLASS: 113V | |||
| I2max (A) I | max (A) X (%) | 0mm | ||
| 115 | 115 35 Ar CO | 2/CO2 | STEEL: 0.6÷1 AL: 0.8÷1 INOX: 0.8 FLUX CORED: 0.8÷1.2 | |
| 90 35 NO GAS | ||||
| 140 | 140 35 Ar CO | 2/CO2 | ||
| 115 35 NO GAS | ||||
| 140 180 | 150 60 Ar/CO | 2 | STEEL: 0.6÷1 Al: 0.8÷1 INOX: 0.8 | |
| 180 60 CO | 2 | |||
TAB.3

TIG TORCH TECHNICAL DATA ACCORDING TO EN 60974-7 - DATI TECNICI TORCIA TIG IN ACCORDO ALLA EN 60974-7
TAB.4
| VOLTAGE CLASS: 113V | ||||
| I max (A) X (%) | COOLING | |||
| = 100 | 35 | Argon 1 ÷ | 1.6 Air / Gas | |
| ~ 70 | 35 | |||

ELECTRODE HOLDER TECHNICAL DATA ACCORDING TO EN 60974-11 - DATI TECNICI PINZA PORTAELETTRODO IN ACCORDO ALLA EN 60974-11
TAB.5
| VOLTAGE CLASS: 113V | |||
| I max (A) X (%) | Ø mm | Ø mm | |
| 200 35 | 2÷4 16 | ||
| 150 60 | |||

SUGGESTED VALUES FOR WELDING - DATI ORIENTATIVI PER SALDATURA
| ↓mm ↑ | I2 | 0mm | 0mm | Ar | 0mm | ||
| (mm) | (A) | (mm) | (mm) | (l/min) | (mm) | ||
| TIG DC | SS | 0.3 - 0.5 | 5 - 20 | 0.5 | 6.5 | 3 | - |
| 0.5 - 0.8 | 15 - 30 | 1 | 6.5 | 3 | - | ||
| 1 | 30 - 60 | 1 | 6.5 | 3 - 4 | 1 | ||
| 1.5 | 70 - 100 | 1.6 | 9.5 | 3 - 4 | 1.5 | ||
| 2 | 90 - 110 | 1.6 | 9.5 | 4 | 1.5 - 2.0 | ||
| 3 | 120 - 150 | 2.4 | 9.5 | 5 | 2 - 3 | ||
| 4 | 140 - 190 | 2.4 | 9.5 - 11 | 5 - 6 | 3 | ||
| 5 | 190 - 250 | 3.2 | 11 - 12.5 | 6 - 7 | 3 - 4 | ||
| Cu | 0.3 - 0.8 | 20 - 30 | 0.5 - 1 | 6.5 | 4 | - | |
| 1 | 80 - 100 | 1 | 9.5 | 6 | 1.5 | ||
| 1.5 | 100 - 140 | 1.6 | 9.5 | 8 | 1.5 | ||
| 2 | 130 - 160 | 1.6 | 9.5 | 8 | 1.5 | ||
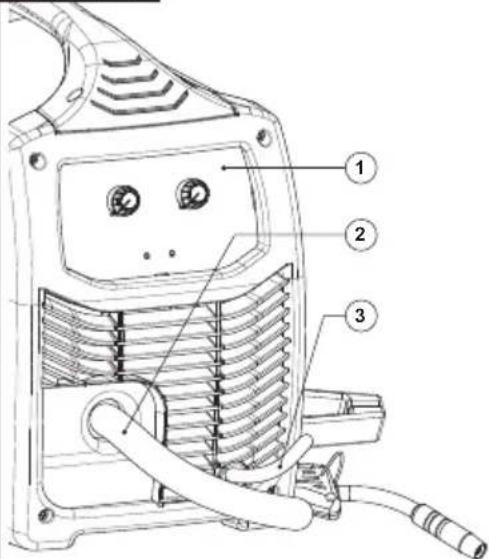
FIG.B1
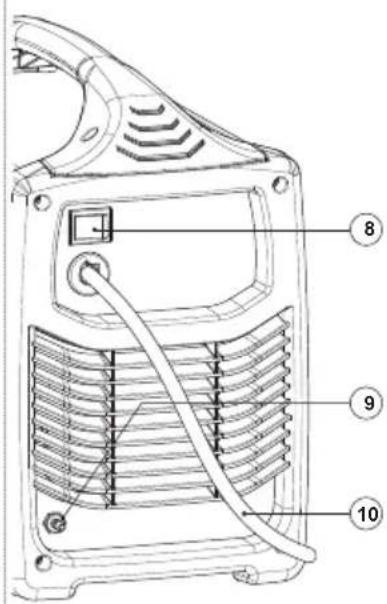
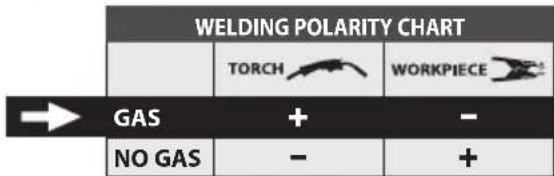
MIG/MAG (GAS)
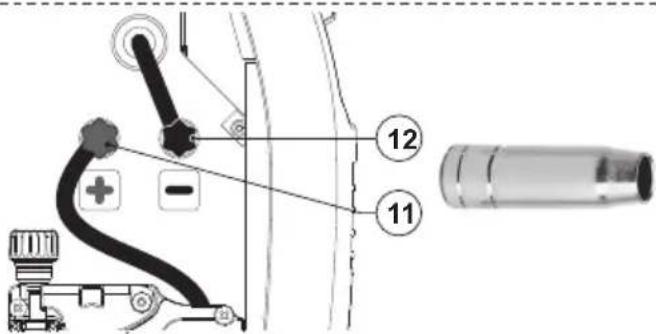
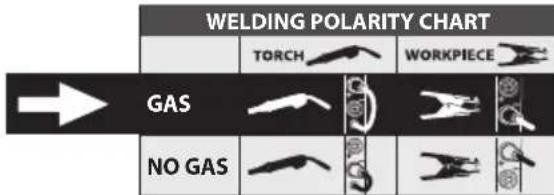


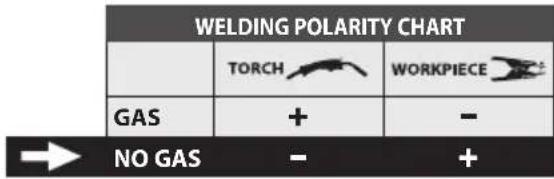
FLUX (NO GAS)
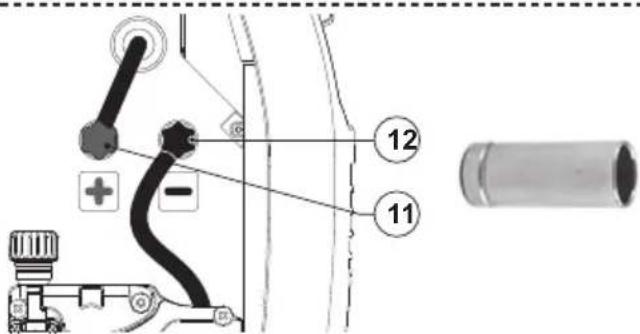
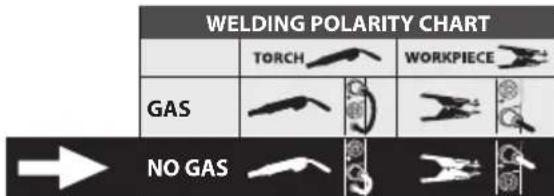


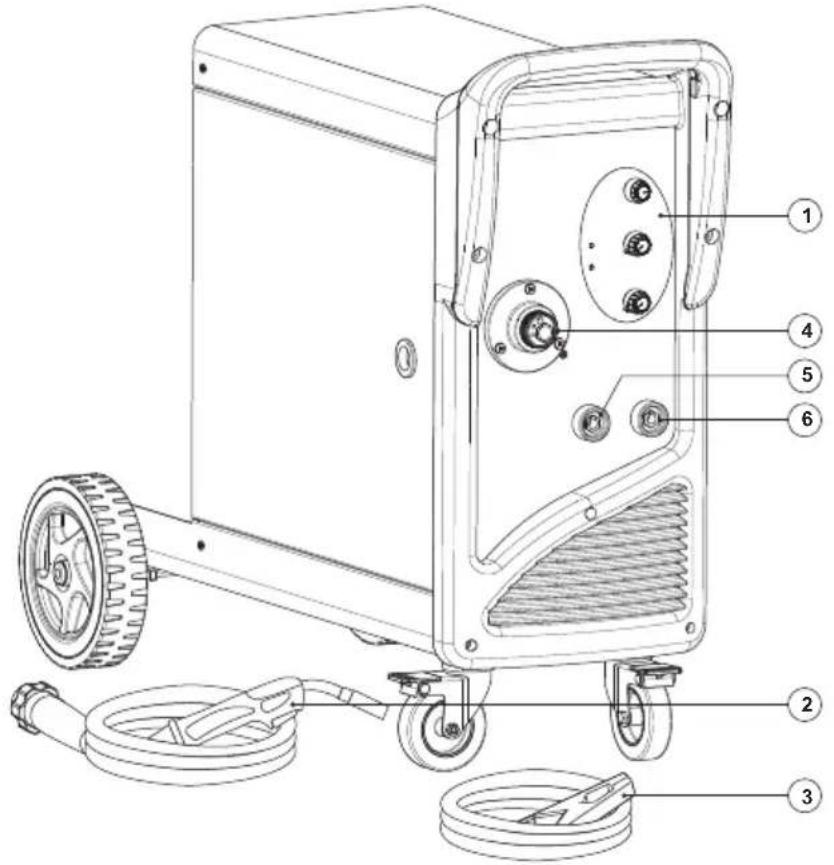
FIG. B2
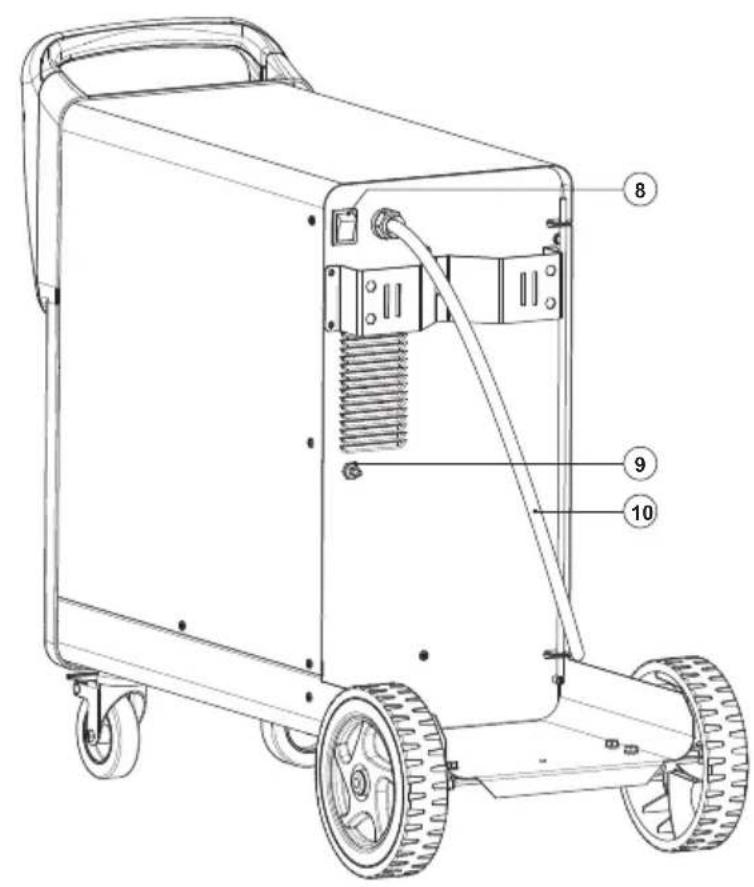
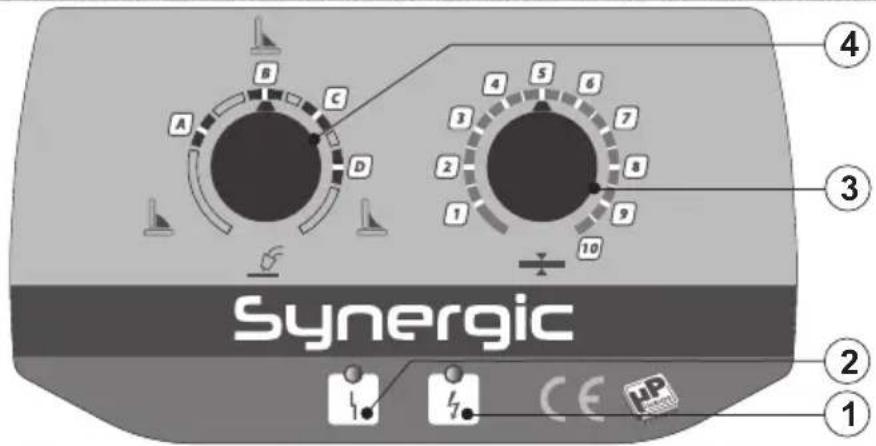
FIG.C


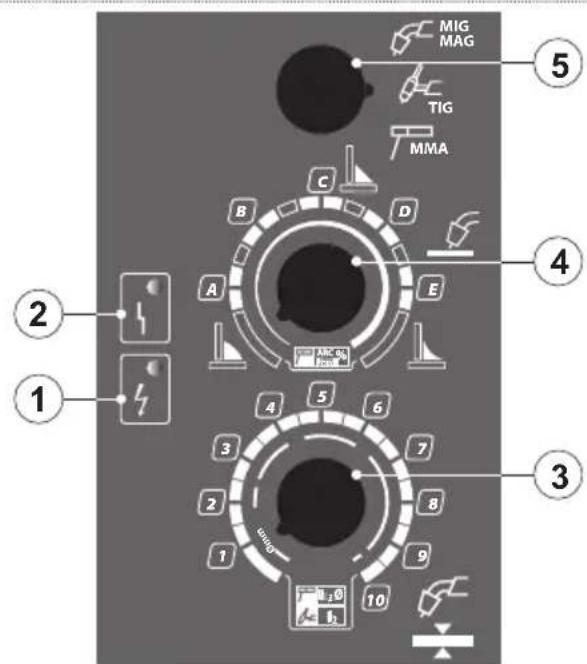
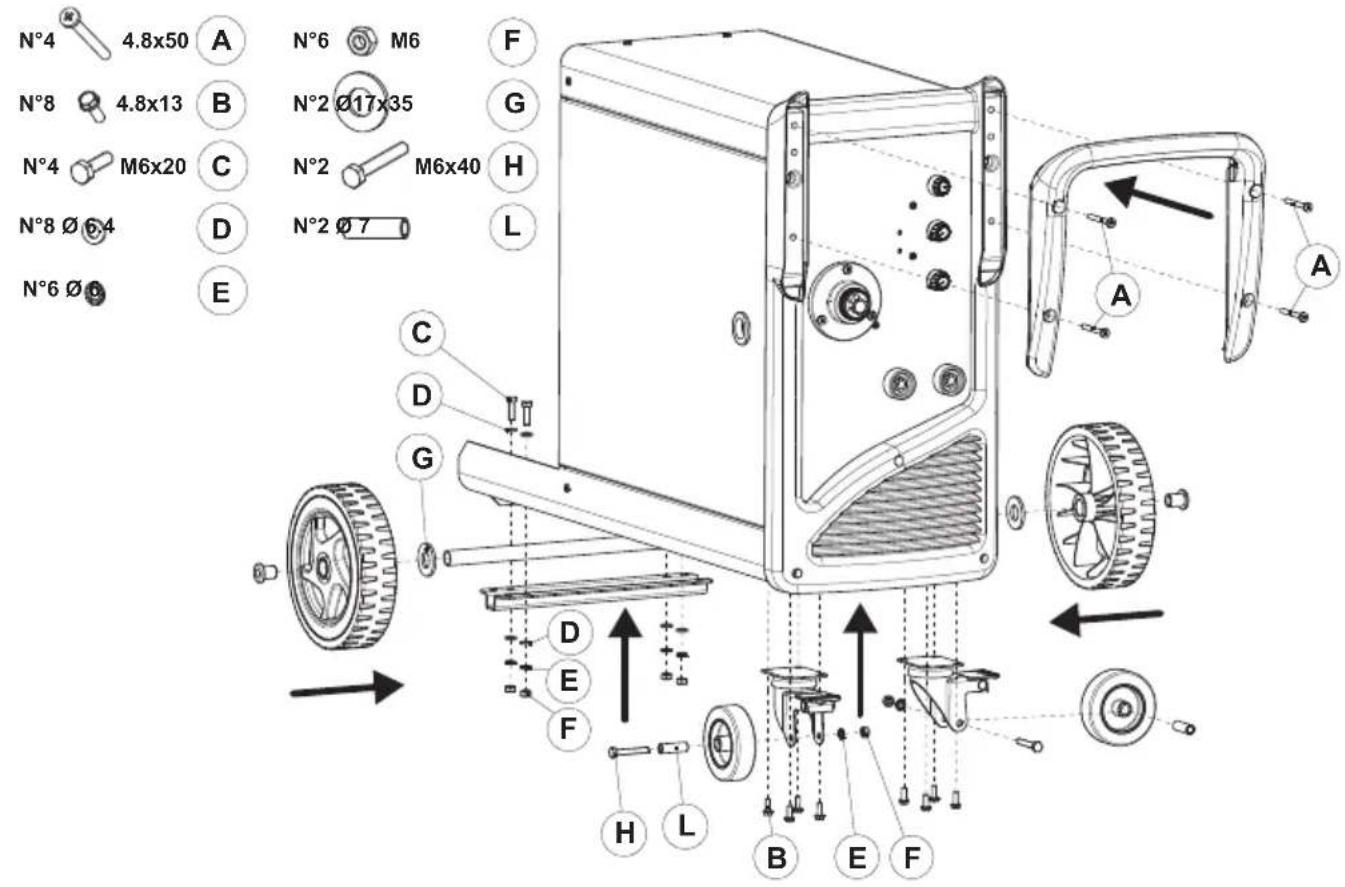
FIG. D
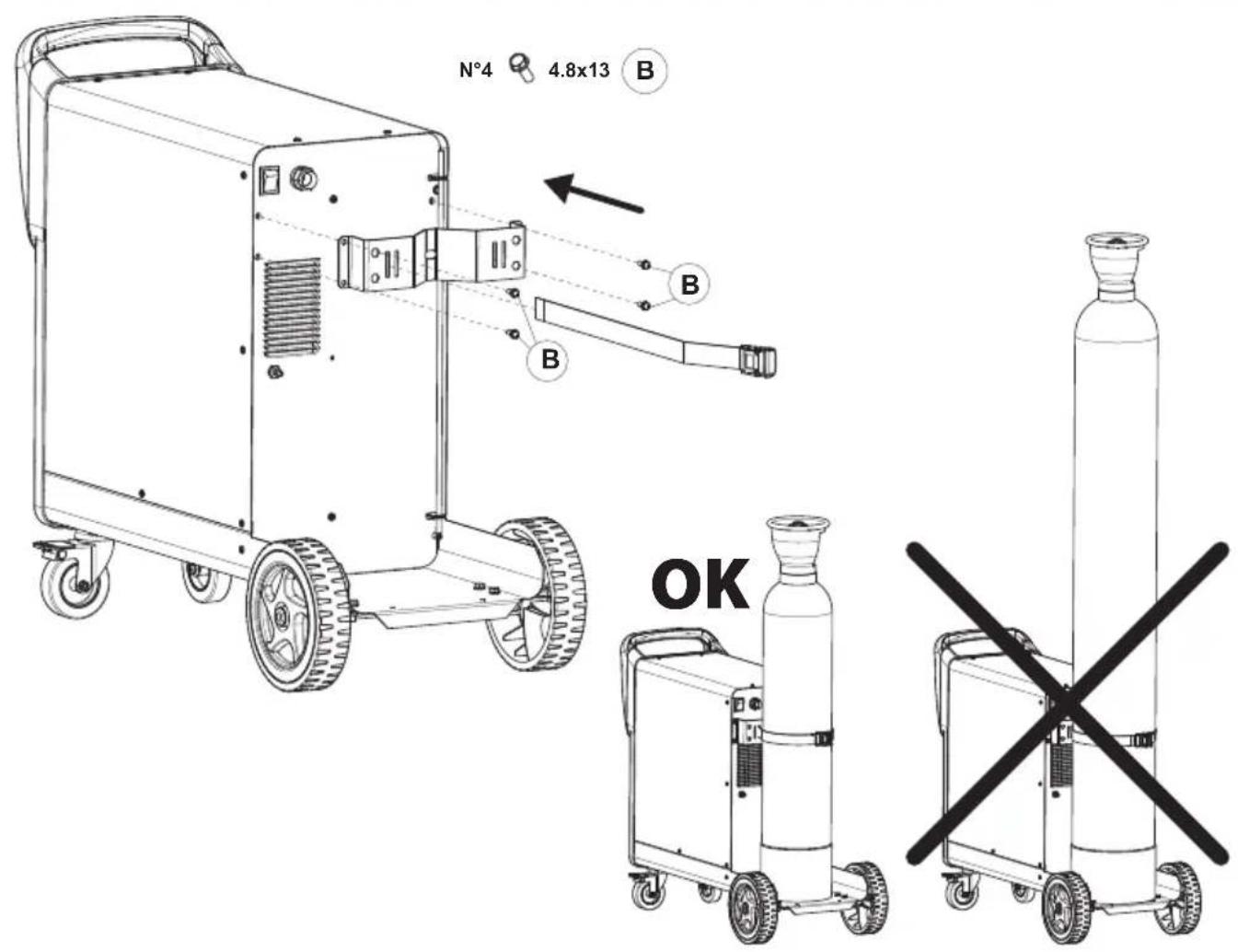
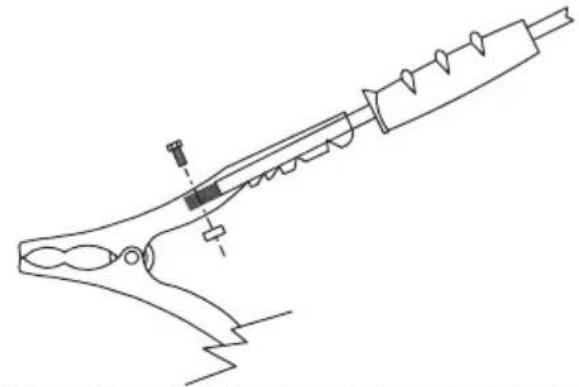
FIG. D1
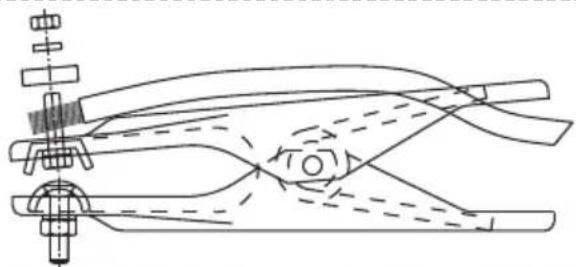
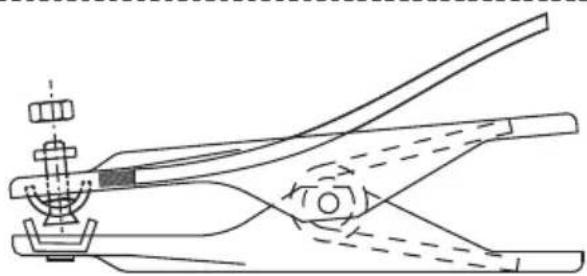
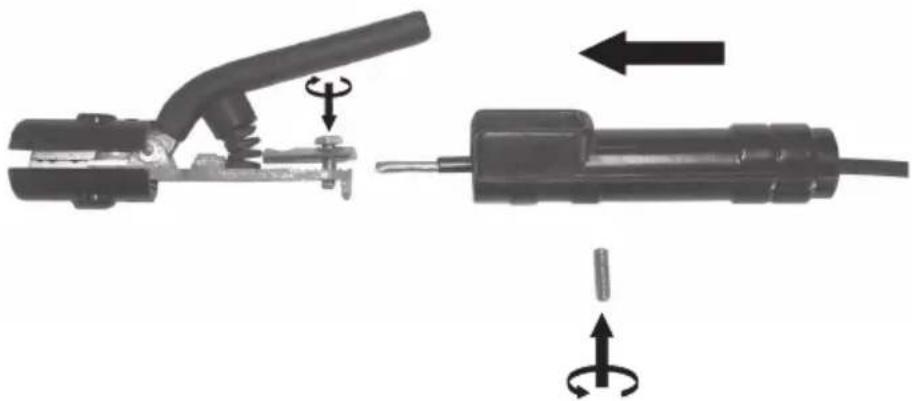
FIG. D2
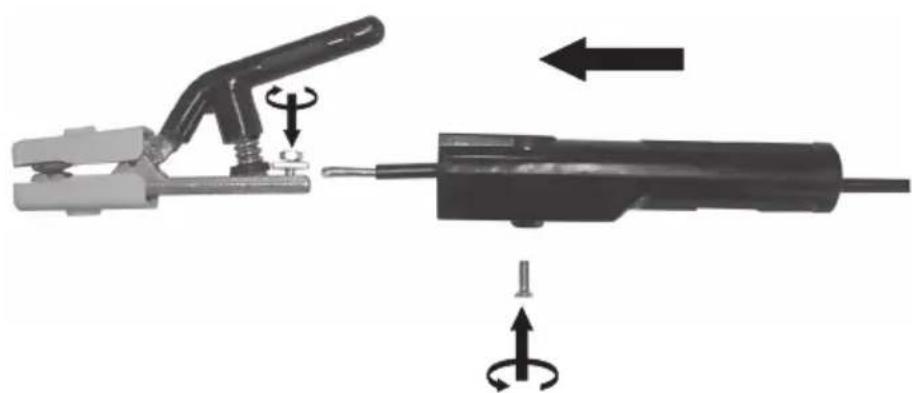
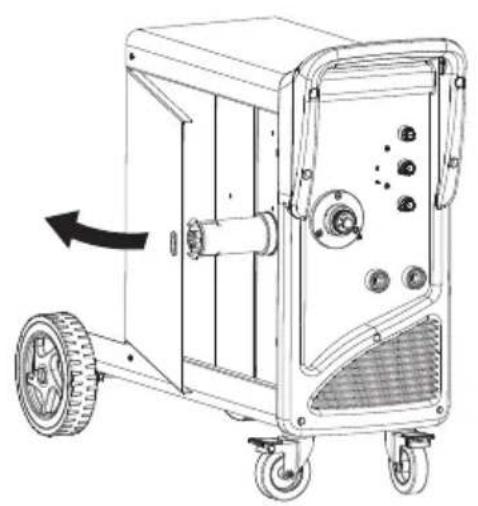
FIG. E
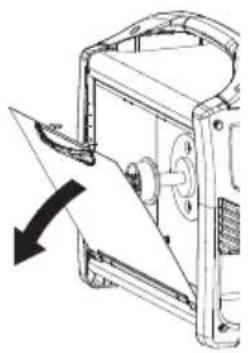
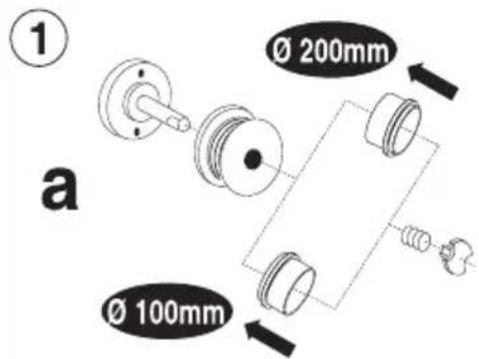
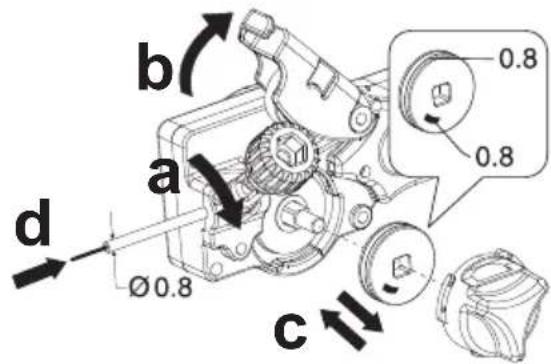
②
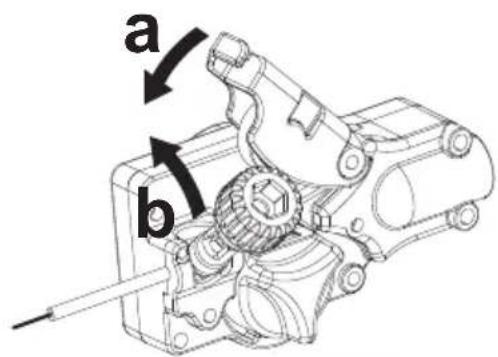
3
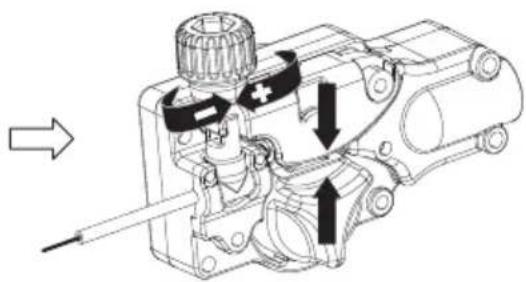
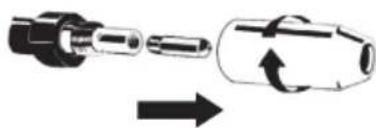
4
a
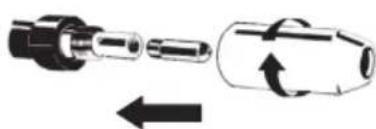
b
MIG-MAG /FLUX/BRAZING
Model: I_2 = 140 A
| MATERIAL WIRE POLARITY GAS TYPE ROLL WIRE Φ mm | Φ | S | MATERIAL THICKNESS (mm) | ||||||||
| 0.6 0.8 | 1.0 | 1.5 | 2.0 | 3.5 | 4 | ||||||
| STEEL Fe | FLUX | NORAS | - | 722529 | 0.8 | C | 1.5 | 2 | 2.5 | 3 | 3.5 |
| 0.9 | C | 1.5 | 2 | 2.5 | 3 | 3.5 | |||||
| STEEL Fe | GAS | Ar/CO2 | 722019 | 0.6 | C | 2 | 2.5 | 3 | 5.5 | 7.5 | |
| 722019 | 0.8-0.9 | B | 2 | 2.5 | 3 | 3.5 | 4.5 | ||||
| CO2 | 722019 | 0.6 | D | 2 | 2.5 | 3 | 4 | 6.5 | |||
| 722019 | 0.8-0.9 | D | 1.5 | 2 | 2.5 | 3 | 4 | ||||
| SS INOX SS INOX | r/O GAS | Ar - Ar/CO2 | 722019 | 0.8 | B | 2 | 2.5 | 3.5 | 5.5 | 7.5 | |
| Al | Al | GAS | Ar | 722019 | 0.8 | A | - | 3.5 | 4.5 | 7 | 8 |
| 722629 | 1.0 | A | - | 3 | 4 | 6.5 | 7.5 | ||||
| Zinc Coated | CuSi - CuAl | GAS | Ar | 722019 | 0.8 | A | - | 3.5 | 4.5 | 6.5 | 8 |
MIG-MAG /FLUX/BRAZING
Model: I_2 = 180 A
| MATERIAL WIRE POLARITY GAS TYPE ROLL WIRE Φ mm | ∅ | ∅ | ∅ | MATERIAL THICKNESS (mm) | |||||||||
| 0.6 0.8 | 1.0 1.5 2.0 | 2.5 3.0 4.0 | |||||||||||
| STEEL Fe | FLUX | - | GAS | 722529 | 0.8 C 1.52 | 4.45 6.79 | 8.5 | ||||||
| 0.9 C 1.52 | 5.3 4.5 6 | ||||||||||||
| 722626 1.2 C | 3.2 5.3 3.5 4.4 5.5 | ||||||||||||
| STEEL Fe | GA | Air/CO2 | 722019 0.6 C | 2.5 3.4 5.6 7.5 9 | 6.5 B | ||||||||
| 722019 0.8-0.9 | B 1.5 2.5 3.5 4.5 5.5 | ||||||||||||
| CO2 | 722019 0.6 D | 2.5 3.4 5.5 7-- | |||||||||||
| 722019 0.8-0.9 | D 1.5 2.5 3.5 3.5 4-- | ||||||||||||
| SS INOX SS INC X | r/O GAS | Air - Air/CO2 | 722019 | 0.8 | B | 2 | 7.5 | 3.5 | 4 | 5.5 | 7.5 | 9 | |
| Al | Al | GAS | Air | 722019 0.8 A | 3.3 5.5 5.7 5.9-- | ||||||||
| 722629 1.0 A | 3.3 5.5 5.7 9-- | ||||||||||||
| Zinc Coated | CuSi - CuAl | GAS | Air | 722019 | 0.8 | A | - | 2.5 | 3.5 | 5 | 6.5 | 8.5 | - |
MIG-MAG/BRAZING
| MATERIAL WIRE GAS TYPE | ROLL | WIRE mm | ∅ | MATERIAL THICKNESS (mm) | ||||||||||
| 0.6 0.8 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | ||||||
| STEEL Fe | STEEL Fe | Al/CO2 | 722019 | 0.6 | D | 1.5 | 2 | 2.5 | 4 | 6 | 7 | 8 | 9 | - |
| 722019 | 0.8-0.9 | C0.51 | 1.5 | 2.5 | 3 | 4 | 5.0 | 6.5 | 7 | 8 | - | |||
| 722629 | 1.0 | D | - | 1 | 1.5 | 2 | 2.5 | 3.5 | 4 | 5 | 6 | |||
| CO2 | 722019 | 0.6 | E | 1 | 1.5 | 2 | 3 | 3.5 | 4.5 | 5 | - | - | ||
| 722019 | 0.8-0.9 | E | 1.5 | 2.5 | 3.5 | 4.5 | 5 | 6 | 7 | 8 | - | |||
| 722629 | 1.0 | E | - | - | 1.5 | 2 | 2.5 | 3 | 3.5 | 4.5 | - | |||
| SS INOX SS INOX X Al/CO | > - Al/CO2 | 722019 | 0.8 | B | 1 | 1.5 | 2 | 3 | 3.5 | 4 | 4.5 | 6.5 | - | |
| 722629 | 1.0 | C | - | 1 | 1.5 | 2 | 3 | 4 | 5 | 6 | - | |||
| Al | Al | Ar | 722019 | 0.8 | A | - | 2.5 | 3 | 3.5 | 4.5 | 5 | 6 | - | - |
| 722629 | 1.0 | A | - | 1.5 | 2 | 3 | 4 | 4.5 | 5 | - | - | |||
| Zinc Coated | CuSi-CuAl | Ar | 722019 | 0.8 | B | - | 2 | 2.5 | 3 | 4 | 4.5 | 6 | 6.5 | - |
| 722629 | 1.0 | C | - | 1.5 | 2 | 2.5 | 3 | 3.5 | 4.5 | 5.5 | - | |||
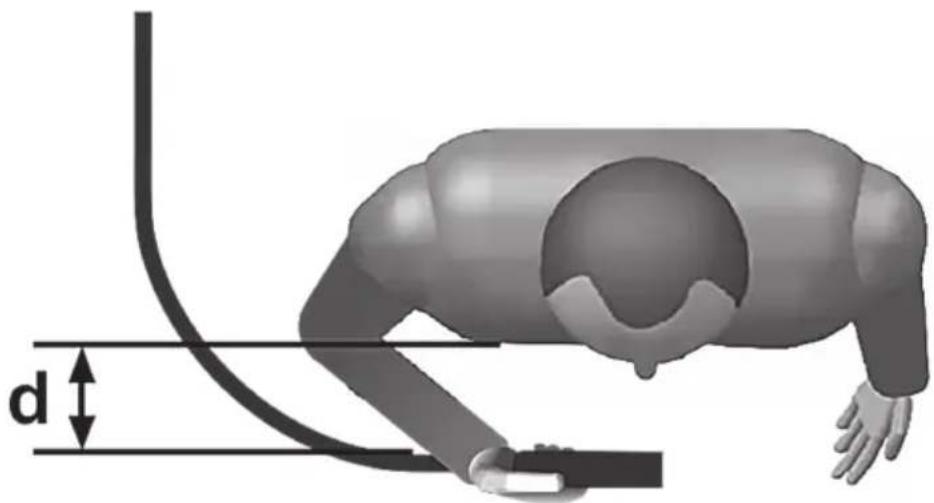
FIG. G
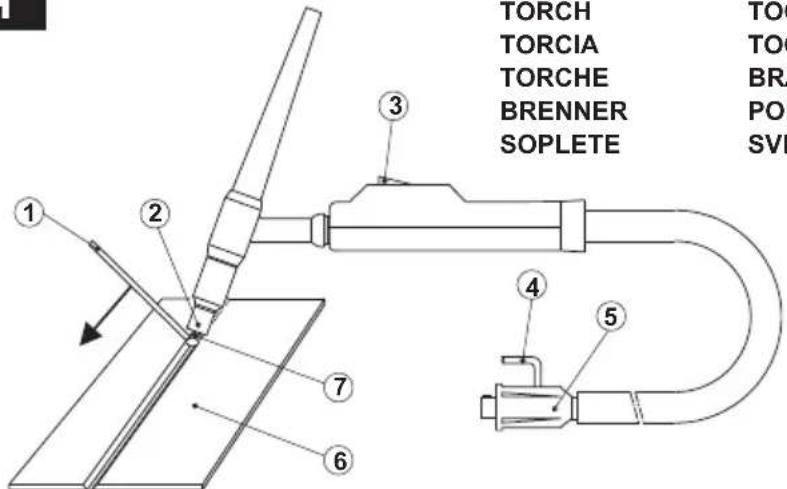
FIG. H
1- FILLER ROD IF NEEDED - EVENTUALE BACCHETTA D'APPORTO - BAGUETTE D'APPORT ÉVENTUELLE - BEDARFSWEISE EINGESetzTER SCHWEISSSTAB MIT ZUSATZWERKSTOFF - EVENTUAL VARILLA DE APORTE - EVENTUAL VAREA DE ENCHIMENTO - EVENTUEEL STAAFJE VAN TOEVOER - EVENTUEL TILSATSSTAV - MAHDOLLINEN LISAINESAUVA - STOTTEPINNE - EVENTUELL STAV FOR PÄSVETSNING - ENΔEXOMENH PABOS ΕΙΕΑΓΟΗ - BO3MOXHA ΠΑΙΟΥΚΑ ΦΙΑ ΠΡΙΝΟ - εδας gα
2- NOZZLE - UGELLO - TUYERE - DUSE - BOQUILLA - BICO - SPROEIER - DYSE - SUUTIN - SMORENIPPEL - MUNSTYCKE - MNEK-CONNO
3- PUSHBUTTON - PULSANTE - BOUTON - DRUCKKNOPF - PULSADOR - BOTAO - DRUKKNOP - TRYKKNAP - PAINIKE - TAST - KNAPP - ΠΑΗΚΤΟ - KΗΝΙΚΑ - η
TORCH
TORCIA
TORCHE
BRENNER
SOPLETE
TOCHA
TOORTS
BRAENDER
POLTIN
SVEISEBRENNER
SKÄRBRÄNNARE
AMNA
TOPEJIKA
- CHECK OF THE ELECTRODE TIP
- CONTROLLO DELLA PUNTA DELL'ELETTRODO
- CONTROLE DE LA POINTE DE L'ÉLECTRODE
- KONTROLLE DER ELEKTRODENSPITZE
- CONTROL DE LAPUNTA DEL ELECTRODO
- CONTROLO DA PONTADO ELECTRODO
- CONTROLE VAN DE PUNT VAN DE ELEKTKODE
4-GAS-GAS-GAZ-GAS-GAS-GAS-GAS-GAS-GASSGASEN-ADPANEAEPIO-FA3-j
5- CURRENT-CORRENTE-COURANT-STROM-CORRIENTE-CORRENTE-STROOM-STROM-STROM-STROM-PEYMA-TOK
6- PIECE TO BE WELDED - PEZZO DA SALDARE - PIECE A SOUDER - WERKSTUCK - PIEZA A SOLDAR - PECA A SOLDAR - TE LASSEN STUK - EMNE, DER SKAL SVEJSES PA - HITSATTAVA KAPPALE - STYKKE SOM SKAL SVEISES - STYCKE SOM SKA SVETSAS - METAANO IPOZ SYTKOAAHESH - CBAPINBAEMAR DETAJIB
7- ELECTRODE - ELETTRODO - ELECTRODE - ELEKTRODE - ELECTRODO - ELECTRODO - ELEKTRODE - ELEKTRODE - ELEKTRODI - ELEKTROD - ELEKTROD-HAEKTPOIO-3JEKTPOD
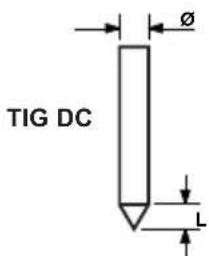
FIG.1


-CORRECT
-CORRETTO
- COURANT
- EXACT
-KORREKT
-CORRECTO
-CORRECTO
-CORRECT
-KORREKT
- OIKEIN
-KORREKT
-ΣΩΣTO
-PPABINbHO
2000
INSUFFICIENT CURRENT
-CORRENTESCARSA
- COURANT INSUFFISIANT
-ZU WENIG STROM
CORRIENTE ESCASA
-CORRENTE INSUFICIENTE
- WEINIG STROOM
- FOR LAV STRØMSTYRKE
LIAN VAHAN VIRTAA
- DÄRLIG STRÖM
- FÖR LAG STRÖM
- ANENAPKEΣ PEYMA
- HENOCTATOHbI TOK
L
- EXCESSIVE CURRENT
-CORRENTE ECCESIVA - COURANT EXCESSIF
-ZUVIELSTROM
CORRIENTE EXCESIVA - CORRENTE EXCESSIVA
- EXCESSIVE STROOM
-FORHOJSTROMSTYRKE
-LIJKAA VIRTAA
-ALTFOR H0Y STRO - FÖR HÖG STROM
- YIIEPBOAIKO PEYMA
- N35bIToUHbI TOK
L=Ø IN DIRECT CURRENT
IN CORRENTE CONTINUA
EN COURANT CONTINU
BEIGLEICHSTROM
EN CORRIENTE CONTINUA
EM CORRENTE CONTINUA
IN CONTINUE STROOM
VED JAEVNSTRÖM
TASAVIRRASSA
MEDLIKSTRØM
ILIKSTRÖM
ΣE ΣYNEXOMENO PEYMA
PNI NOCTOHHOM TOKE
juao jiu
FIG. L

- Preparation of the folded edges for welding without weld material.
- Preparazione dei lembi rivoltati da saldareenza materiale d'apporto.
- Préparation des bords relevés pour soudage sans matériel d'apport.
- Herrichtung der gerichteten Kanten, die ohne Zusatzwerkstoff geschweit werden.
- Preparación de los extremos rebordeados a soldar sin material de aporte.
- Preparacao das abas viradas a soldar sem material de entrada.
- Voorbereid ing van de te lassen omgekeerde randen zonder lasmaterial.
- Forberedelse af de folde de klapper, der skal svejses uden tilfort materiaile.
- Hitsattavien kännettyjen reunoen valmistelu ilman lisamateriaialia.
- Forberedelse av de vendte flikene som skal sveises uten ekstra materialer.
- Förberedelse av de vikta kanterna som ska svetsasutan paskvetsat material.
- Ipoetoiia twv yupioevw xilw nou thoukyoanfoov xpiu kto pospooiaac
-ПоДг罗Вка ПОДвернутьх CBapиВаeMbix KpaeB 6e3 MaTeрпал npiПОЯ.
.
FIG.M
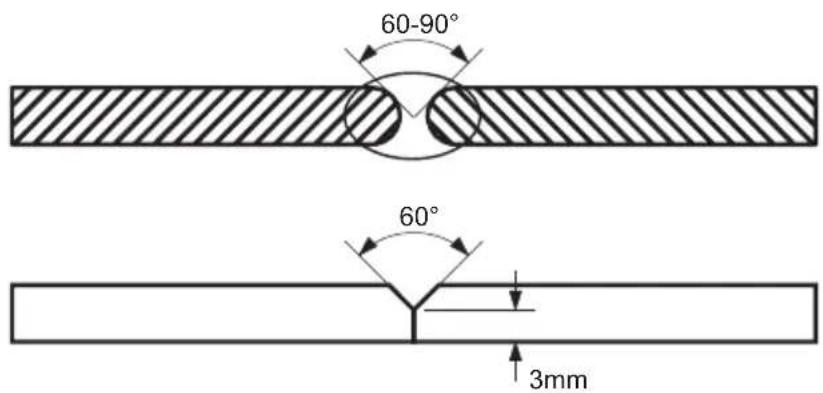
- Preparation of the edges for butt weld joints to be welded with weld material
- Preparazione dei lembi per gliunti di testa da saldare con materiale d'apporto.
- Préparation des bords pour joints de tête pour soudage avec matériel d'apport.
- Herrichtung der Kanten für Stumpfstöße, die mit Zusammenwerkstoff geschlossen werden.
- Preparación de los extremos para juntas de cabeza a soldar con material de aporte.
- Preparação das abas para juntas de céça a soldar com material de entrada.
- Voorbereid ing van de te lessen randen x kopverbindingen met lasmaterialia.
- Forberedelse af klapperne til stumpsomme, der skal svejses med tilfort materiale.
- Hitsattavien liitospäden reunojen valmistelu lisamateriaialia käytämälä.
- Forberedelse av flikene for hodeskjoyter som skal smeises med ekstra materialer.
- Forberedelse av kanter for stumsvetsning med pasketsat material.
- Ipoetoiuaia twxieawyiaoudeltaickepaanncnouthetaoukoalnoovuEuliko Tpoopodostiac.
IoproTOBka CBAPuBaembIX KpaEB IaT TopueBbIX CoeINHeHc CMATEpHaIOM npInoA.
gulgooljolaljy jy wJxogJ 1
FIG. N
| (EN) ADVANCEMENT TOO SLOW (IT) AVANZAMENTO TROPPPO LENTO (FR) AVANCEMENT TROP FAIBLE (ES) LASSNELHEID TE LAAG (DE) ZU LANGASAMES ARBEITEN (RU) MEJUNIEHHOE TIPEMEUE HIME 3/1EKTPODA (PT) AVANCE DEMASIADO VELOZ (EL) IIOAY APIO TPOXQPIMA (NL) AVANCO Muito LENTO (HU) AZ ELOTOLAS TULSAGOSAN LASSU (RO) AVANSARE PREA LENTA (SV) FÜR LÁNGSAM FLYTTNING (DA) GARD FOR LÁNGSOMT FREMAD (NO) FOR SAKTE FREMDORIFT (FI) EDISTYS LIAN HIDAS (CS) PRILIS POMALY POSUV (SK) PRILIS POMALY POSUV (SL) PREPOCASNO NAPREDOVANJE (HR-SR) PRESPORO NAPREDOVANJE (LT) PER LASTAS JUDEJIMAS (ET) LIIGA AEGLANE EDASIMINEK (LV) KUSTIBA UZ PRIKSEU IR PARAK LENA (BG) TIPEKAJIHEO BABHO IPIEДМКBAHE HA EIEKTPODA (PL) POSWU ZBYT WOLNY (AR) AGA BIA JIINB JIINB | ||||
| (EN) ADVANCEMENT TOO FAST (IT) AVANCEMENT TO TROPPPO VVELOCE (FR) AVANCEMENT EXCESSIF (ES) LASSNELHEID TE HOOG (DE) ZU SCHNELES ARBEITEN (RU) BIVCTPOE TIPEMEUEHIME 3/1EKTPODA (PT) AVANCE DEMASIADO LENTO (EL) IOAY TPHTOPO TPOXQPHEMA (NL) AVANCO Muito RAPIDO (HU) AZ ELOTOLAS TULSAGOSAN GYORS (RO) AVANSARE PREA RAPIDIA (SV) FÜR SNABB FLYTTNING (DA) GARD FOR HURTIGT FREMAD (NO) FOR RASK FREMDRIFT (FI) EDISTYS LIAN NOPEA (CS) PRILIS RCYCHLY POSUV (SK) PRILIS RCYCHLY POSUV (SL) PREHITRO NAPREDOVANJE (HR-SR) PREBRZO NAPREDOVANJE (LT) PER DEGRELAS JUDEJIMAS (ET) LIIGA KIRKE ADASIMINEK (LV) KUSTIBA UZ PRIKSEU IR PARAK ATRA (BG) TIPEKAJIHEO BABIO TPOEДМКBAHE HA EIEKTPODA (PL) POSWU ZBYT SZBYK (AR) AGA BIA JIINB JIINB |
(EN) GUARANTEE
The manufacturer guarantees proper operation of the machines and undertakes to replace free of charge any parts should they be damaged due to poor quality of materials or manufacturing defects within 12 months of the date of commissioning of the machine, when proven by certification. Returned machines, also under guarantee, should be dispatched CARRIAGE PAID and will be returned CARRIAGE FORWARD. This with the exception of, as decreed, machines considered as consumer goods according to European directive 1999/44/EC, only when sold in member states of the EU. The guarantee certificate is only valid when accompanied by an official receipt or delivery note. Problems arising from improper use, tampering or negligence are excluded from the guarantee. Furthermore, the manufacturer declines any liability for all direct or indirect damages.
(IT) GARANZIA
MOD./MONT/MOJ./URLAP/MUDEL/MOJI/St/Br.
(EN) Date of buying - (IT) Data da acquisito - (FR) Date d'achat - (ES) Fecha de compra - (DE) Kauftdatum - (RU) Data npoajns - (PT) Data de compra - (EL) Hcpoptipca cryopas - (NL) Datum van aankoop - (HU) Vasarlas kelte - (RO) Data achizitje - (SV) Inkopsdatum - (DA) Kbsdato - (NO) Innkjpsdato - (FI) Ostopavamara - (CS) Datum zakupenif - (SK) Datum zakupenia - (SL) Datum nakupa - (HR-SR) Datum kupnje - (LT) Pirkimo data - (ET) Ostu kuupaev - (LV) Pirksanas datumus - (BG) DATA HA NOKYIKATA - (PL) Data zakupu - (AR)
NR./ARIQM/E./C.HOMEP:
(EN) Sales company (Name and Signature)
(IT) Ditta rivenditrice (Timbro e Firma)
(FR) Revendeur (Chachet et Signature)
(ES) Vendedor (Nombre y sello)
(DE) Handler (Stempel und Unterschrift)
(RU) TAMn n NOIDNcB (TOPTROBOI NPEINPNTA
(PT) Revendedor (Carimbo e Assinatura)
(EL)KaraTma mlaonns (o payiδa kai vnoypaΦj
(NL) Verkoper (Stempel en naam)
(HU) Eladás helye (Pecsetés Alairás)
(RO) Representant commercial (Stampila si semnatura)
(SV) Aterforsaljare (Stampel och Underskrift)
(DA) Forhandler (stempel og underskrift)
(NO) Forhandler (Stempel og underskrift)
(FI) Jalleenmyyjä (Leima ja Allekirjoitus)
(CS) Prodejce (Razitko a podpis)
(SK) Predajca (PeCiatka a podpis)
(SL) Prodajno podjetie (Zig in podpis)
(HR-SR) Tvrtka prodavatelj (Pecat potpis)
(LT) Pardavéjas (Antspaudas ir Parasas)
(ET) Edasimüügiirma (Tempel ja allkir)
(LV) Izplatitajs (Zimogs un parakssts)
(BG) PPODABAU(NoDnuc n Neuart)
(PL) Firma odsprzedajca (Piecęc i Podpis)
(AR) (gjg joo) 1aannal a
CE
(EN) The product is in compliance with:
(II) Il prodotto è conforma a:
(FR) Le produit est conforme aux:
(ES) Het Produkt overeenkomstig de:
(DE) Die maschine entspricht:
(RU) 3aBnRETCa,HTO n3dne COOTBeTCTByET:
(PT) El producto es conforme as:
(EL) To npoioleiva karaakeuaqevo oupwva me n
(NL) O produto e conforme as:
(HU) A termek megfele a kovetkezoknek:
(RO) Produsul este conform cu:
(SV) Att Produkten ar l overensstammelse med:
(DA) At produit er i overensstemmelse med:
NO) At produit er i overensstemmelse med
(FI) Että laite mallia on yhdenmukainen direktivissä
(CS) Vyrobok je v sulade so:
(SK) Vyrobek je ve shodse:
(SL) Proizvod je v skladu z:
(HR-SR) Proizvod je u skladu sa:
LDT Produktas atitinka:
(ET) Toode on kooskalas:
(LV) Izstradajums atbilst:
(BG) PpOdyKTbT OTROBAPHa:
(PL) Produkt spelnia wymagania nastepujacych Dyrektyw:
(AR) :gol
(EN) DIRECTIVES - (IT) DIRTTIVE - (FR) DIRECTIVES - (ES) DIRECTIVAS - (DE) RICHTLINIEN - (RU) IMPEKTMBbl - (PT) DIRECTIVAS - (EL) IPOADIATPAΦEΣ - (NL) RICHTLIJNEN - (HU) IRANYELVEK - (RO) DIRECTIVE - (SV) DIREKTV - (DA) DIREKTVER - (NO) DIREKTVER - (FI) DIREKTIIVIT - (CS) SMERNICE - (SK) SMERNICE - (SL) DIREKTV - (HR-SR) DIREKTV - (LT) DIREKTYVOS - (ET) DIREKTIVID - (LV) DIREKTVAS - (BG) IMPEKTUBU - (PL) DYREKTYWY -
(AR) a-gj
LVD 2014/35/EU + Amdt.
EMC 2014/30/EU + Amdt.
RoHS 2011/65/EU + Amdt.




