
Maxima 200 - Keevitusseade Telwin - Tasuta kasutusjuhend
Leidke seadme juhend tasuta Maxima 200 Telwin PDF-formaadis.
| Mark | Telwin |
| Mudel | Maxima 200 |
| Toote tüüp | Mitme protsessiga keevitusseade (MIG/MAG, TIG DC, MMA) |
| Toide | Ühefaasiline 230 V ±15%, 50/60 Hz |
| Võimsustarve (I1max) | Umbes 30 A (vastavalt mudelile) |
| Keevitusvool (MIG/MAG) | 30–200 A (täpne väärtus plaadil) |
| Tühikäigupinge | 50–70 V (vastavalt versioonile) |
| Töötsükkel | 60% 200 A juures (10 min tsükkel) |
| Traadi läbimõõt (MIG/MAG) | 0,6–1,0 mm (teras, roostevaba teras, alumiinium) |
| Kaitsegaas | CO2, Argoon või Ar/CO2 segud |
| Põhifunktsioonid | Sünergeetiline MIG/MAG, TIG DC Lift-süütega, MMA Hot Start ja Anti-Stick'iga, kaarejõu reguleerimine |
| Kaitse | Termostaadiga, lühis, ala/ülepinge, jahutusventilaator |
| Kaal | Umbes 35 kg |
| Mõõtmed (P × L × K) | Umbes 500 × 300 × 400 mm |
| Elektriklass | I (maandatud pistikuga) |
| Kaitseaste IP | IP21S |
| Hooldus | Tolmu puhastamine, rullide, juhtkesta ja põleti kontroll |
| Varuosad | Kontakttorud, düüsid, rullid, juhtkestad, põletid, elektroodihoidja |
| Remonditavus | Lihtne juurdepääs sisemistele komponentidele, Telwini tehniline abi |
| Standardid | EN 60974-1, EN 60974-9 |
| Garantii | 12 kuud (osad ja töö) |
Korduma kippuvad küsimused - Maxima 200 Telwin
Kasutajate küsimused teemal Maxima 200 Telwin
0 küsimus selle seadme kohta. Vastake nendele, mida teate, või esitage oma.
Esita uus küsimus selle seadme kohta
Laadige alla juhend oma Keevitusseade PDF-formaadis tasuta! Leidke oma juhend Maxima 200 - Telwin ja võtke oma elektrooniline seade uuesti kätte. Sellel lehel on avaldatud kõik teie seadme kasutamiseks vajalikud dokumendid. Maxima 200 kaubamärgi Telwin.
KASUTUSJUHEND Maxima 200 Telwin
11-Positiivinen liitin (+)
12-Negatiivinen liitin (-).
Markus: Järgnevas tektis kasutatakse moistet "Keevitusseade" ja "Multiprotssess keevitusseade" MIG-MAG JA FLUX, TIG, MMA keevituseks ette nahtud mudelite puhul.
1. KAARKEEVITUSE ULDISED OHUTUSNOUDED
Keevitusaparaadi kasutaja peab olema piisavlt teadlik seadme ohutust kasutamisest ning informeeritud kaarkeevitusega kaasnevatest riskidest, nendele vastavatest kaitsejuhistest ja hadaabi protseduuridest.
(Viida samuti seadusele "EN 60974-9: Seadmed keevituskaarega keevitamiseks. Osa 9: Paigaldus ja kasutamine").

- Vältrige otsest kontakti keevitussfäriga; generaatori poolt toodetud tühjooksupinge voib olla ohtlik moningatel juhtudel.
- Keevituskaablite uhendust, kontrolli ja parandust teostades peab seade olemavälja lulitatud ja toiteallikast lahutatud.
- Enne põleti kulunud osade väljavahetamist lülitage keevitusaparaat välja ja lahutage vooluvörgust.
- Teostage paigaldamisega kaasnevad elektritoöd ohutusnormide ja seaduste kohaselt.
- Keevitusaparaat peab olema uhendatud ainult vastava neutraalset maandussüsteimi omava toiteallikaga.
- Kontrollige, et toitepistik on korrektseit maandatud.
- Arge kasutage keevitusaparaati marijas voi niiskes keskkonnas ja vihma kaes.
- Arge kasutage vigastatud isolatsiooniga voi lodvestunud uhendustega kaableid.

- Arge keevitage paakide, mahutite voi torude peal, mis sisaldavad voi milles on eelnevalt olnud tuleohtlikud vedelikud voi gaasid.
Vältrige töotamist kloorilahustiga puhasatud pindade peal völ sarnaste kemikaalide laheduses. - Arge keeivage surve all olevate mahutite peal.
- Eemaldage toöplirkonnast kõik tuleohtlikud materjalid (nt. puit, paber, riidelapid).
Tagage piisav ventilatsion voi kasutage suitsu aratombeventilaatoreid kevituskaare laheduses. On tahtis kontrollida regulaarselt keevitusel eralduva suitsu koostist, konsistentsi ja ekspositsoonl kestvust. - Hoidke gaasiballoon kauge soojusallikatest, kaasaarvatud paiksekilrgusest (kul kasutuset).




- Pöleti, töödeldava eseme ja laheduses paiknevate voimalike maandatud metallosade (juurdepäasetavad) suhtes tuleb kasutada sobivat elektrilist isolatsiooni.
Tavaliselt on see saavutatav kandes vastavaid kindaid, jalatseid, peakatet ja rietust, ning kasutades isoleerivaid astmelaudu voi porandakatteid. - Kaitske alati silmi eeskirja EN 175 kohaselt maskitele voi kiivritele monteeritud filtritega, mis vastavad eeskirjale UNI EN 169 voi UNI EN 379.
Kasutage alati tulekindlat kaitseriietust (vastavuses eeskirjaga UNI EN 11611) ja keevituskindaid (vastavuses eeskirjaga UNI EN 12477) vältimaks naha kokkupuudet keevituskaare poolt tekitatava ultravolett voi infrapunase kiirgusega; keevituskaare laheduses viibivad isikud peavad olema kaitstud mitte pegeldavate kaitsevarjeste voi kaitseeesriiete abil.
- Mura: Juhul, kui eriti intensivse keevitustegevuse tulemusena keskkonna müranivoo LEPd, milles iminene igapävaselt viibib on vörnde vöi ületab 85 dB(A), on kohustuslik kasutada
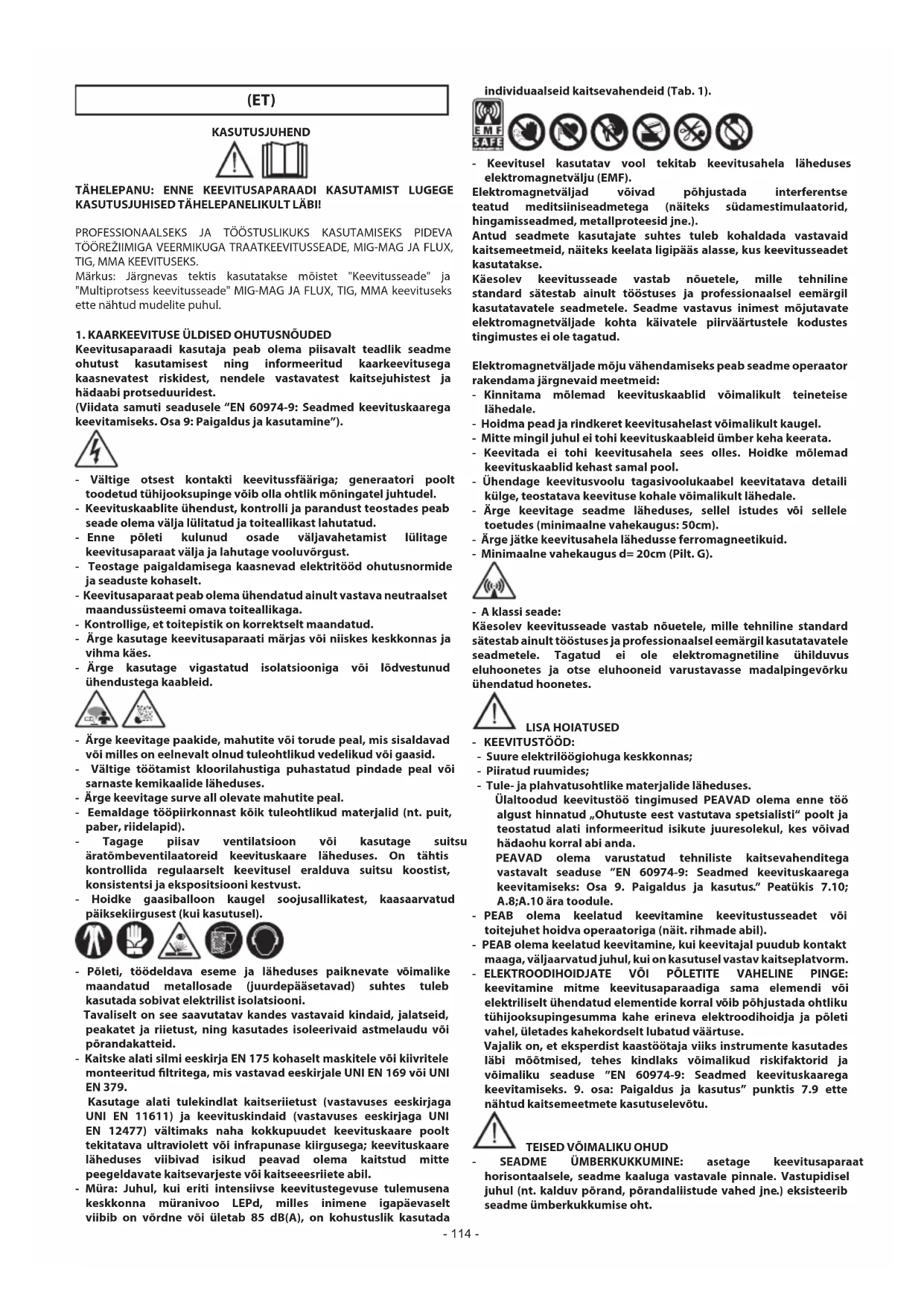
individualaalseid kaitsevahendeid (Tab. 1).







- Keevitusel kasutatay vool tekitab keevitusahe laheduses elektromagnetvälju (EMF).
Elektromagnetväljad voivad pohjustada interferente teatud meditsiliniseadmetega (näiteks sudamestimulaatorid, hingamisseadmed, metallproteesid jne.).
Antud seadmete kasutajate suhtes tuleb kohaldada vastavaid kaitsemeetmeid, naiteks keelata ligipääs alasse, kus keevtussedet kasutatakse.
Käesolev keevitusseade vastab nouetele, mille tehniline standard satestab ainult toostuses ja professionaalsel eemargil kasutatavatele seadmetele. Seadme vastavus inimest mojutavate elektromagnetväljade kohta käivatele piirvärtustele kodustes tingimustes ei ole tagatud.
Elektromagnetväljade moju vähendamiseks peab seadme operator rakendama järgnevaid meetmeid:
- Kinnitama molemad keevituskaablid voimalikult teineteise lahedale.
- Hoidma pead ja rindkeret keevitusahelast voimalikult kaugel.
- Mitte mingil juhul ei tohi keevituskaableid umber keha keerata.
- Keevitada ei tohi keeavitusahela sees olles. Hoidke molemad keeavituskaablid kehast samal pool.
- Ühendage keevitusvoolu tagasivoolukaabel keevitatava detaili kulge, teostatava keevituse kohale voimalikult lahedale.
- Arge keevitage seadme laheduses, sellel istudes voi sellele toetudes (minimaalne vahekaugus: 50cm).
- Arge jatke keevitusahela lahedusse ferromagneetikuid.
Minimaalne vahekaugus d=20cm (Pilt. G).

-A klassi seade:
Käesolev keevtusseade vastab nouetele, mlle tehniline standard sātestab ainult tõostuses ja professionaalseemargil kasutatavatele seadmetele. Tagatud ei ole elektromagnetiline ühilduvus eluhoonetes ja otse eluhooneid varustavasse madalpingevörku ühendatud hoonetes.

LISA HOIATUSED
- KEEVITUSTÖD:
Suure elektrilooogiohuga keskkonnas;
- Piiratud ruumides;
- Tule- ja plahvatusohtlike materjalide laheduses.
Ulaltoodud keevitustoo tingimused PEAVAD olema enne too algust hinnatud „Ohutuste eest vastutava spetsialisti" poolt ja teostatud alati informeeritud isikute juuresolekul, kes voivad hadaohu korral abianda.
PEAVAD olema varustatud tehniliste kaitsevahenditega vastavalt seaduse "EN 60974-9: Sedmed keevtuskaarega keevtamiseks: Osa 9. Paigaldus ja kasutus." Peatukis 7.10; A.8;A.10 ara toodule.
- PEAB olemakelatud keevitamine keevitustuseadet voit toitejuhet hoidva operatoriga (nait. rihmade abi).
- PEAB olema keelatud keevitamine, kui keevitajal puudub kontakt maaga, väljaarvatud juhul, kui on kasutusel vastav kaitseplatvorm.
- ELEKTROODIHOIDJATE VÖI POLETITE VAHELINE PINGE: kevitamine mitte keeavitusaparaadiga sama elemendi voi elektriliselt ühendatud elementde korral voib pöhjustada ohtliku tühjooksupingesumma kahe erineva elektroodihoidja ja põleti vahel, ületades kahekordselt lubatud vaärtuse.
Vajalik on, et eksperdist kaastootaja viiks instrumente kasutades labi moitmised, tehes kindlaks voimalikud riskifaktorid ja voimaliku seaduse "EN 60974-9: Seadmed keevituskaarega keevitamiseks. 9. osa: Paigaldus ja kasutus" punkis 7.9 ette nahtud kaitsemeetete kasutuselevotu.

TEISED VOIMALIKU OHUD
-
SEADME ÜMBERKUKKUMINE: asetage keevitusaparaat horisontaalsele, seadme kaaluga vastavale pinnale. Vastupidisel juhul (nt. kalduv porand, porandalistude vahed jne.) eksisterib seadme umberkukkumise oht.
-
SEADME EBAÖIGE KASUTAMINE: on ohtlik kasutada keevitusaparaati mitteettenähtud toödeks (nt. jätunud vectorude sulatamiseks).
- KEEVITUSSEADME NIHUTAMINE: kindlustage gaasiballoon alati sobivate vahendite abil takistamaks selle juhuslikke umberminekuid (kui on kasutusetl).
- On keelatud riputada keevitusseadet kasutades selleks kaepidet.

Keevitusaparaadi kaitsed ning seadme liikuvad osad ja traadi etteandemehghanism peavad olema omal kohl enne toiteallikaga iuhendamist.

TÄHELEPANU! Mistahes traadi etteandemehhanismi liikuvate osadega kokkupuutuva tillkorral, nagu:
- Rullide ja/voi traadi sisenemisjuhiku valjavahetus;
- Traadi sisestamine rullidesse;
- Traadirulli laadimine;
- Rullide, hammersrataste ja nende all oleva alla puhastus;
- Hammasrataste olitamine.
PEAB KEEVITUSAPARAAT OLEMA VALJA LULITATUD JA TOITEALLIKAST LAHTI UHENDATUD.
2. SISSEJUHATUS JA ÜLDINE KIRJELDUS
See keevitusseade, mis on vooluallikaks veermikuga keevitamisel, on spetsiaalselt ette nahtud susinikterase voi norgalt legeritud kaitsegaasi CO2 voi Argooni/ CO2 segude MAG keevitamiseks, kasutades tais voi sudamikuga (torujat) traatelektroodi.
Lisaks sellele sobivad need seadmed +1 - 2% hapnikusisdusega Argoongaasiga roostevaba terase, alumiiniu ma Argoongaasiga CuSi (jootmine) MIG keevtuseks, kasutades sealjuures keevtatava esemega sobivaid traatelektroode.
Samuti on voimalik kasutada traatelektroode, mis sobivad kasutamiseks ilma kaitsegaasita Flux, viies poleti polaarsuse vastavusse traadi valmistaja poolt ette nahtuga.
SUNERGLINE funktsion tagab keevitusparameetrite kiire ja lihtsa seadistuse, ning hoolika kontrolli keevituskaare ja keevituse kvaliteedi üle.
Eriti sobiv lihtsamateks tisleritöödeks ja auto keretöödeks, tsingitud, high stress (korge elastususpiriga), roostevabade ja alumiiniumist metallplaatide keevtamiseks.
Keevitusseade on elle nähtud ka pideva vooluga (DC), koos kontaktis kaare sütega (reziim LIFT ARC), kokiide teraste (susinikuga, madal- ja körglegeritud) ja raskemetallide (vask, nikkel, titaan ja nende sulamid) TIG keevituses puhta AR kaitsegaasiga (99.9%) voi erilistel puhkudel argooni/heeliume seguga.Sobib samuti kattega elektroodide (rutiillid, happed, aluselised) MMA elektroodkeevituseks alalisvooluga (DC).
PEAMISED OMADUSED
MIG-MAG
- Sunergiline too (automaatne);
- Löplik polemisaeg (burn-back) vastavalt traadi kiirusele;
- Termostaadi kaitse;
- Kaitse põleti ja maanduse kokkupuutest tingitud juhuslike lühiste eest;
- Kaitse anomala seite eest (liiga korge voi madal toitepinge);
- Pördpolaarsus (Flux keevitus) (kus ette nähtud);
TIG (ainult multiprotsessilises version)
- LIFT süüde;
MMA (ainult multiprotsessilises version)
Eelseadistusega hot start ja anti-stick seadmed;
- Arc-force seadistamine
- Keevitusvoolu funktsionis soovitatav elektroodi diameeetri nait;
LISATARVIKUD
- põleti;
- maandusklambriga varustatud tagasisidekaabel;
TELLITAVAD LISATARVIKUD
- Uhendus argoon balloonile;
- Käru (kus ette nähtud);
-
Kaitsemask;
-
Keevituskomplekt MIG/MAG;
- Keevituskomplekt MMA;
-TIG keevituskomplekt.
3. TEHNILISED ANDMED
ANDMEPLAAT
Pöhiandmed keevitusaparaadi kasutamise ja toövöme kohta leiate seadme andmeplaadilt alljärgnevate tähendustega:
Pilt. A
1-Viide EUROOPA kaarkeevitusaparaatide ohutus- ja tootmisnormativile.
2- Keevitusaparaadi siseehituse symbol.
3- Ettenahtud keevitusprotseduuri sumbol.
4- Sumbol S: naitab, et on voimalik sooritada keevitusoperatsioone keskkonnas, kus on korge elektrisokioht (nt. suurte metallikoguste laheduses).
5-Toitelini sumbol:
1~: uhefaasiline vahelduvpinge;
3~: kolmefaasiline vahelduvpinge.
6-Kere kaitsetase.
7-Toitelini omadused:
- U_1 : Keevitusaparaadi vahelduvpinge ja toitevoolu sagedus (lubatud piir ±10%).
- I_1 : Liini poolt kasutatud maksimaalne vool.
- Ieef:Reaalne toitevool.
8-Elektrisusteemi töövõime:
- U0: Maksimaalne tühjooksupinge (avatud elektriststeem).
- I_2 / U_2 : Vastav normaliseeritud vool ja pinge, mida keevitusaparaat voib jaotada keevituse ajal.
- X: Impulsisagedus: naitab aega, mille jooksul keevitusaparaat on voimeline jaotama vastavat voolu (sama kolonn). Voime valjendub %-des, baseerudes 10 minutisele tsuklile (nt. 60% = 6 minutit toed, 4 minutit puhkust, jne.).
Juhul kui kasutustegurid (viide 40^ -le keskkonnale) uletatakse, ülekuumenemiskaitse seiskub (keevitusaparaat jaab stand-by kuni seadme temperatuur taastub ettenahtud tasemele).
A/V-A/V: Naitab keevitusvoolu reguleerimisskaalat (minimaalne -maksimaalne) ja sellele vastavat kaarepinget.
9- Registrinumber keevitusaparaadi identifitserimiseks (hädavajlik tehnilise teeninduse, osade valjavahetamise ja toote päritolu selgitamise korral).
10- : Liini kaitseks ettenahtud kaitsekorkide vaartus hilinenud stardi korral.
11- Ohutusnorme viitavad sumbolid, mille tahendus on selgitatud peatukis 1 "Kaarkeevituse üldine ohutus".
Märge: Ülaltoodud näiteplaadil on naidatud ainult symbolite ja vaärtuste tähendused; keevitusaparaadi tapsed tehnilised andmed leiate kæsoleva seadme andmeplaadilt.
MUUD TEHNILISED ANDMED:
- KEEVITUSSEADE:vaata tabelit 1 (TAB.1)
- MIG POLETI: vaata tabelit 2 (TAB. 2)
- TIG POLETI: vaata tabelit 3 (TAB. 3)
ELKTKROODIHOIDIKU KLAMBER: vaata tabelit 4 (TAB. 4)
Keevitusadme kaal on ara toodud tabelis 1 (TAB. 1).
4. KEEVITUSSEADME KIRJELDUS
KONTROLLI, SEADISTUS-JA UHENDUSSEADMED.
KEEVITUSSEADE (Joon.B1,B2)
Esikuljel:
1- Juhtpaneel (vaata kirjeldust).
2- Keevitusjuhe ja poleti
3- Maanduskaabel ja maandusklemm.
4- Poletiuhendus.
5- Positiivne (+) kiirpistikupesa keevituskaabli uhendamiseks.
6-Negatiivne (-) kiirpistikupesa keevituskaabli ühendamiseks.
7- Pöleti ühendusega ühendatud kiirpistik.
Tagaküljel:
8- Pealuliti ON/OFF.
9- Kaitsegaasi torulitmik.
10-Toitekaabel.
Laekaga reelil:
11-Positiivne klemm (+)
12-Negativne klemm(-).
N.B. Pöördpolaarsus FLUX keevitamiseks (no gas).
KEEVITUSSEADME JUHTPANEL (Joon.C)
1-Vorgupinget tahistav led.
2-Häireteate led (ohutustermostaadi sekkumine, poleti ja maanduskaabli vaheline luhis, üle/alapinge).

REZIIM MIG-MAG:
Materjali paksuse seadistamine (keevitusvoimsus).

nult multiprotsessiline version):
Keevitusvoolu seadistamine soovitatava elektroodi diameteeri naidikuga.

REZIIM TIG (ainult multiprotsessiline version):
Keevitusvoolu seadistamine.
4-REZIIM MIG-MAG:
:Keevitusombluse seadistamine (kaare pikkus);
:vaikimisi seadistamine.
: alumise kaare pinge.
:ulemise kaare pinge.

REZIIM MMA (ainult multiprotsessiline version):
Arc-force'i seadistamine (0 - 100%)
REZIIM TIG (ainult multiprotsessiline version):
pole lubatud.
5- MIG-MAG, TIG voi MMA keevitusprotsessi selektor (ainult multiprotssesiline versoon).
5.PAIGALDUS

TAHELEPANUI KOIK PAIGALDUSED JA ELEKTRUHENDUSED
TULEB RANGELT LABI VIA VALJA LULITATUD JA TOITEVORGUST
VALJAS KEEVITUSSEADMEGA.
ELEKTRUHENDUSED PEAVAD OLEMA LABI VIIDUD UKSNES ASJATUNDLIKU JA VÄLJAOPPINUD PERSONALI POOLT.
Pakkige keevitusaparaat lahti ja monteerige pakendiga kaasasolevad lahtised osad aparaadile.
Tagaslide klambri kaabli kokkupanek
Joon.D1
Elektroodihoidiku keevitusklambri kaabli kokkupanek
JOON.D2
KEEVITUSSEADME ASUKOHT
Märarata kindlaks koht keevitusseadme paigalduseks nii, et jahutusohu sisse- ja valjalaseavaes poleks takistusi; Tehke ka kindlaks,et samal ajal ei imetaks sisse juhtivat tolu, korrosivseid aurusid, niiskust jne. Jatke keevitusseadme umber vahemalt 250mm vaba ruumi.

TAHELEPANU! Übermineku voi ohtliku paigast nihkumise
vältimiseks paigutage keevitusseade sobiva kandejouga tasasele pinnale.
VORKU UHENDAMINE
- Enne mistahes elektrühenduse sooritamist, kontrollige, et keevitusseadme andmeplaadi andmed vastavad paigalduskohas saada olevale vorgu pingele ja sagedusele.
- Keevitusseade peab olemä ühendatud üksnes neutraalse juhigamaandatud toitesüsteemiga.
- Tagamaks kaitset kaudse kontakti eest, kasutage järgmist tüpi diferentsiaalluliteid:
-TuupA( )ühefaasilistelmasinatel. - Vastamaks Määruses EN 61000-3-11 (Flicker) āra toodud nōuetele, on soovitatav keevitusseade uhendada toitevörgu kasutajaliikme neis punktides, mille naivtakistus on alla Zmax = 0.24 ohm.
- Keevitusseade ei vasta Märuse IEC/EN 61000-3-12 nouetele.
Kui seade ühendatakse avaliku toitevörguga, siis on paigaldaja voi
kasutaja ülesandeks kontrollida, kas keevitusseadet on voimalik uhendada (kui vaja, konsulteerida jaotuvorgu haldajaga).
Pistik ja pisitkupesa
Uhendage pistik kaitsekkorde voi automaatlulitiga pisikupessa; vastav maandusterminal peab olemu uhendatud toiteliini maandusjuhiga (kollane-roheline). Tabelis 1 (TAB.1) on ara toodud soovitavad vivitussulavkaitsmete vaartused amrites, mis on valitud vastavuses keevtusseadme poolt valjastatavale nominaalvoolule ja toite nominaalpingele.

TÄHELEPANUI Eelpohtoodud nouete mittetäitmine
muudab ehitaja (klass 1) poolt ette nahtud ohutussusteemi ebaefektiivseks, koos sellega kaasas käivate ohtudega inimstele (nait. elektrisokk) ja esemetele (nait. tulekahju).
KEEVITUSAHELA UHENDUSED

TAHELEPANU! ENNE JARGNEVATE UHENDUSTE
SOORITAMIST VEENDUGE, ET KEEVITUSSEADE OLEKS VALJA LULITATUD JA TOITEVORUSTVALJAS.
Tabelis 1 (TAB. 1) on āra toodud soovitavad värtused keevituskaablitele (mm²) keevitusseadme poolt välastata maksimumvoolu baasil.
Lisaks:
- Keerake keevituskaablite konnektoridpisikupesadeslopuni (kui on), tagamaks laitmatu elektrilinekontakt; vastasel korral konnektorid kuumenevadule, mille tulemuseks on nende kiire kulumine ja efektiivsuse kadu.
- Kasutage alati voimalikult luhikesi keevtuskaableid.
Vältridgeöedlava objekti jurde mitte kuulvate metallstruktuuride kasutamist asendamaks keevitusvoolu maanduskaabit; see voib seada ohutuse riski alla ja pöhjustada ebarahuldavaid keevitustulemusi.
KEEVITUSAHELA UHENDUSED MIG-MAG REZIIMIS
Gaasiballooniga ühendamine (kui kasutusel)
- Laetav gaasiballoon käru toetuspinnal: max 30 kg.
- Keevitusaparaadi balloonistendile asetatav gaasiballoon: maks 30kg (ainult versusoonile 180A).
- Keerake gaasiballoonile peale rohualaldi (^*) , asetades vahele vastava tarvikuna kaasa antud reduktsooni, seda juhul, kui kasutatakse Argoon gaasi voi Argooni/CO.,segu.
- Ühendage gaasi sisselåsketuru alaldiga ja pingutage klambrit.
- Enne ballooni ventilili avamist Iodvendage rohualaldi regulatsiooni mutrit.
(*) Juhul, kui ei ole tootega kaasas, tuleb tarvik eraldi osta.
Keevitusyoola maanduskaabli ühendamine
Uhendatakse keevitatava objektiga voi metallpingiga, mille peale on asetatud -voimalikult lahedale sooritatavale omblusele.
Keevituskapp
Pange see traadi esmakordseks pealelaadimiseks valmis, monteerides valjumise kergendamiseks maha duusi ja kontaktelemendi.
Sisemise polaarsuse vahetus Joon. B1
- Avage laekaga reeli kaas.
-
MIG/MAG keevitus (gaas):
-
Uhendage põleti kaabel punase klemmiga (+) (Joon. B-11).
-
Uhendage klambri tagasisidekaabel negatiivsepisikupesaga (-) (Joon.B-12).
FLUX keevitus (gaasita):
- Uhendage poleti kaabel musta klemmiga (-) (Joon. B-12).
- Uhendage klambri maanduskaabel positivse pistikupesaga (+) (Joon. B-11).
- Sulgega laekaga reeli kaas.
Välise polaarsuse vahetus (ainult multiprotsessiline versoon) Joon. B1
-
MIG/MAG keevitus (gaas):
-
Uhendage poleti kaabel poleti uhendusega (Joon. B-4).
-
Ühendage kiirpistik (Joon. B-7) positivsepisikupesaga (+) (Joon.B-5).
-
Uhendage klambri tagasisidekaabel negatiivsepisikupesaga (-) (Joon.B-6).
-
FLUX keevitus (gaasita):
-
Ühendage põleti kaabel põleti ühendusega (Joon. B-4).
- Uhendage kiirpistik (Joon. B-7) negativsepisikupesaga (-) (Joon.
B-6).
- Ühendage klambri maanduskaabel positiivse pistikupesaga (+) (Joon.B-5).
KEEVITUSAHELA UHENDUSED REZIIMIS TIG
Gaasiballooniga ühendamine
- Keerake rohualaldi gaasiventilile peale, vajadusel asetades vahele lisavarustusse kuuluv vahendaja.
- Ühendage gaasi sisselasketuru vahendajaga ja sulgege kaasas oleva klambriga.
Enne ballooni ventili avamist lodvendage rohualdi regulatsioonimutrit.
Avage balloon ja reguleerige gaasi hulka (l/min) vastavelt orienteeruvatele kasutusandmetele, vaata tabelit (TAB. 5); voimalikud gaasivoo reguleerimised saab sooritada keevitamise ajal, keerates sama rohualaldi nutrit. Kontrollige torustiku ja uhenduste lekkimatust.

TÄHELEPANU! Töö loppenud sulgege alati gaasiballooni
veniil.
Keevitusvoolu tagasisidekaabli uhendamine
- Uhendatakse keevitata objektiga voi metallist pingiga, mille peale on asetatud, voimalikult lahedale sooritatavale liitele. See kaabel uhendatakse klemmiga, milel on sumbol (+) (Joon. B-5).
Pöleti
- Sisestage elektrikaabel vastavasse kiiruhendusklemmi (-) (Joon. B-6). Ühendage põleti gaasivoolik ballooniga.
Peaaegu kok kattega elektroodid uhendatakse voolugeneratori positivse (+) poolusega, v.a happelise kattega elektroodid, mis uhendatakse negativse (-) poolusega.
Klambri-elektroodihoidiku keevituskaabli uhendamine (Joon. D2)
Toob terminalile spetsiaalse klemmi, millega kinnitada elektroodi katmata osa. See kaabel uhendatakse klemmiga, milel on symbol (+) (Joon.B-5).
Keevitusvoolu tagasidekaabli ühendamine
Uhendatakse keevitatava objektiga voi metallpingiga, mille peale on asetatud, voimalikult lahedale sooritatavale uhendusele. See kaabel uhendatakse klemmiga, millel on symbol (-) (Joon. B-6).
TRAADIRULLI LAADIMINE (Pilt. E)

TÄHELEPANU! ENNE TRAADI LAADIMIST, KONTROLLIGE, ET
KEEVITUSAPARAAT ON VALJA LULITATUD JA VOOLUVORGUST LAHTI UHENDATUD.
KONTROLLIGE, ET POLETI RULLI VEOMEHHANISM, TRAADISISENEMISJUHIK JA KONTAKTVOOLIK VASTAVAD KASUTATAVA TRAADILABIMODU JA TUUBIGA JA ET NEED ON KORRALIKULT MONTEERITUD.ÄRGE KASUTAGE KAITSEINDAID TRAADISISESTAMISE AJAL.
- Avage haspliavause uks.
- Asetage traadirull hasplie; kontrollige, et haspli veohammas on korrektseit paigutatud selleks ettenahtud auku (1a).
- Vabastage surverull/surverullid ja eemaldage see/need siserullist/siserullidest (2a-b).
- Kontrollige, et veorull/veorullid on kohane/kohased kasutata traadiga (2c).
- Vabastage traadiots ja lõigake selle moondunud otsik ára välttides traadi venimist. Keerake rull vastupäeva ja sisestage traat sisenemisjuhikusse likates seda kuni 50-100mm poleti traadi sisenemisjuhiku ühendusega (2d).
- Asetage surverull/surverullid uuesti kohale ja reguleerige rohu vaartus keskmisele tasemele. Kontrollige, ettraits on asetatud korrektset alumise rulli vakku (3).
Eemaldage poleti otsik ja kontaktvoolik (4a).
Sisestage keevitusaparaadi pistik vooluvorku, käivitage keevitusaparaat, vajutage poletilulitv oia traadi etteandmislilit kontrrollaneelil (kui ekststeerib) ja oodake kuni traadiots, labides kogutraaditoru, tuleb esile poleti esiotsas umbes 10-15cm ja laske siis luli tahti.

TAHELEPANU! Ülaltoodud operatsoonide ajal ontraits
elektripinge ja mehhaanilise voime all, mis voib pohjustada, kui ei
ole jalgitud ohutusnoueid, elektrisokiohu, vigastusi ja elektriliste pritsmete teket:
- Arge suunake pôletisuud kehaosade suunas.
- Pidage gaasiballoon ja põleti üksteisest eemal.
- Kinnitage kontaktvoolik ja põleti otsik uuesti põletile (4b).
- Kontrollige, ettraitsjooksebregulaarselt;asetagerrullidesurveyjahasplipidur voimaliku minimaal vaartusteni kontrollides,ettraat ei libiseavasse ja et veo peatuse ajal traadivedru ei lodvestu rulli liigse inertsitagajärjel.
- Lõigake põleti otsiku väljaulatuv traadiots 10-15mm pikkuseks.
- Sulgehe haspliavase uks.
6. KEEVITUS: TÖK KIRJELDUS
SHORT ARC (LUHIKE KAAR)
Traadi sulamine ja piisa eraldumine toimub sulatusvannis traadiotsa järestikuste luhiste tottu (kuni 200 korda sekundis). Traadi vaba pikkus (stick-out) jäab tavalisel 5 ja 12 mm vahele.
Susinikteras ja madallegeeritud
-
Kasutatata traadi labimoo: 0.6-0.8mm (1.0mm - 180A-line version)
-
Kasutatav gaas: CO 2 voi segud Ar/CO
Oksüdeerumatud terased
- Kasutatava traadi labimoo: 0.8mm (1.0mm - 180A-line version)
- Kasutatav gaas: segud Ar/O, voi Ar/CO (1-2%)
Alumniium ja CuSi
- Kasutatava traadi labimoo: 0.8-1.0mm
- Kasutatavgaas:Ar
Animeeritud traat
- Kasutatava traadi labimoo: 0.8-1.2mm (140A-line versioon)
- Kasutatav gaas: Puudub
KAITSEGAAS
Gaasi hulk peab olemadi 8-14 l/min.
ÖMBLUSE KUJSEADISTAMINE
Ombluse kuju seadistamiseks kasutatakse nuppu (Joon. C-4), millega seadistatakse kaare pikkus ja märatakse sealjuures suurem voi väiksem keevitamise temperatuur.
Tuginedes masinas leiduvale tabelile (Joon. F) seadistage nupp (Joon. C-4) vastavalt materjalile, kasutatavale traadile ja gaasile. Punktid A, B, C, D on sobilikud punktid keevitamise alustamiseks erinevates totingimustes.

Kumer vorm: Tahendab seda, et soojislik panus on modal ja seegar. Beevitamise tulem "kulm", vähe labitungiv; suurema sulamisektigata. Tema soojisliku panuse saavutamiseks keerake seejäre nuppu käeva.

Nogus vorm: Tahendab, et soojislik panus on suur, seega on tamise tulem liiga "soe", liialt labitungiv; väiksema sulamise tamiseks keerake nppu vastupäeva.
PAKSUSE SEADISTAMINE
Paksuse seadistamiseks kasutatakse nuppu (Joon. C-3), millega seadistatakse keevitusvöimsust vastavelt metallplaadi paksusele ja mis mojutab samaaegselt nii veokiirust, kui traadile edastatava voolu hulka.
Tuginedes masinas leiduvale tabelile (Joon. F) seadistage nupp (Joon. C-3) vastavalt materjalile, traadile, gaasile ja paksusele, mida soovitakse keevitada.
7. TIG DC KEEVITUS: TOIMINGU KIRJELDUS (ainult multiprotsesiline version)
ULDPOHIMOTTED
TIG DC keevitus sobib kokiidele modal- ja korglegeritud susinikterastele ja raskemetalldele nagu vask, nikkel, titaan ja nende sulamid (JOON. H). TIG DC elektroodiga poolusel (-) keevitamiseks kasutatakse üldiselt 2% -se tseeriuse sisaldusega elektroodi (halli varvi riba). Volframelektroodi tuleb aksialset lihvmiskettale teritada, vaata JOON. I, kandes hoolt selle eest, et ots oleks perfektselt kontsentriline, valtimaks kaare korvalekaldeid. On oluline, et lihvmine toimuks piki elektroodi. Nimetatud toimingut tuleb tulenevalt elektroodi kasutuse ja kulumise astmest periodidilsetkorrata, samuti juhusliku elektroodi saastamise, oksudeerumise voi ebaoige kasutamise korral. Heaks keevituseks on oluline kasutada napse vooluga tapset elektroodi diameeitr, vaata tabelit (TAB. 5). Elektoodi normalne eenduvus keraamilisest duusist on 2-3 mm, mis nurkombluse puhul voib ulatuda 8 mm-ni.
Keevitamine toimub uhenduse servade sulandumise labi. Vastavalt valmistatud ohukeste materjalde puhul (kuni umbes 1 mm) lisamaterjal pole vajalik (JOON, L). Paksemate materjalde puhul on vajalikud
baasmaterjaliga sama koostise ja sobiva diameetriga vardad, millel on vastavalt ettevalmistatud servad (JOON. M). Keevitamise onnestumiseks on oluline, et objektid oleksid hoolikalt puhasatud ja vabad oksiidest, olidest, märetest, lahustest jne.
PROTSESS (LIFT KÄIVITUS)
- Reguleerige keevitusvoolu soovitud värtusele kasuades nuppu C-3; Keevitamise ajal voolu kohandamine reaalselt vajalikule soojuiskoormusele.
- Kontrollida öiget gaasi valjavoulu.
Elektrikaare sütamine toimub volframelektroodi kokkupuute ja eemaldamisega keevitatava objekti suhtes. Nimetatud sūtereziim pöhjustab vāhem kiiratud elektromagnetilisi Häireid ja viib volframi kaasamise ja elektroodi kulumise miinimumini.
- Togetage elektoodi otsik kerge survega objektile.
- Tostke koheselt elektrroodi 2 ÷ 3 mm, nii saavutate kaaresüüte. Alguses on keevitusseadme poolt väljutatav vooluhulk väike. Moni hetk hiljem hakatakse väljutama seadistatud keevitusvoolu.
- Keevitamise katkestamiseks tostke elektrood kiirelt objektilt.
8. MMA KEEVITUS: TOIMINGU KIRJELDUS (ainult multiprotsessiline versoon)
ULDPOHIMOTTED
- On vajalik lahtuda tootja poolt eletroodide pakedil āra toodud öiget polaarsust ja vastavat optimaalsev oolu puudutavatest juhistest.
- Keevitusvoolu reguleeritakse vastavlt kasutatave elektroodi labimodule ja sooritatavale uhendusele; uldoontes on kasutatvd voolud erineva labimoduga elektroodidele jargmised:
| Ø Elektrood (mm) | Keevitusvool (A) | |
| Min. Max. | ||
| 1.6 25 50 | ||
| 2.0 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 150 | ||
- Jälgige, et tulenevalt elektroodi diametererist kasutataks korgeid vooluvärtusi tasapinnal keevitamiseks, samal ajal, kui vertikaalis voi pea kohl tehtavate keevituste puhul on vajilik kasutada madalamaid voole.
- Keevitatud ühenduse mehmaanilised odadused on lisaks valitud voolutugevusele ara märatud, muude keevitusparameetrite poolt nagu kaare pikkus, sooritamise kiirus ja asend, elektroodide labimööt ja kvaliteet (hoidge elektrroode eemal niiskuses, kaitstuna vastavates pakendites voi karpides).

TAHELEPANU:
Tulenevalt elektroodide margist, tüübist ja katte paksusest, vöib juhtuda, etkaar on ebastabilne, seda elektroodi enda kompositsiooni tottu.
TOIMING
- Hoides maski NAO EES höruge elektroodi otsikut keevtitataval objektil, sooritades tiku sütamisele sarnaseid liigutusi; see on öige meydod kaare sütamiseks.
TAHELEPANU: ARGE TOKSIGE elekroodiga vastu objekti pinda; riskiteSeller katet kahjustada, tehes kaare suutamise raskemaks. - Niipea, kui kaar on suudatud, pudkke hoida objekti suhtes sellist distanti, mis vastab kasutad elektroodi labimodule ja hoidke sellist kaugust voimalikult muutumatuna keevitamise protssisi kestel; pidage meeles, et elektrodi kalle edasilikumisel peab olema umbes 20-30 kraadi.
- Keevitusombluse lopus viige elektroodi ots taitmise sooritamiseks liikumise suuna suhtes kergelt tagasi, kraatri kohale, seejarel tostke kaare kustutamiseks elektrood kiirelt sulatusvannist valja (Keevitusombluse aspektid - JOON.N).
9.HOOLDUS

- Vältige põleti ja selle kaoblite assetamist kuumadele osadele. See võib põhjustada isolatsioonimaterjalide sulamise ja põleti muutub kasutuskölbmatuks.
- Kontrollige periodooliliselt voolikute ja gaasi uhenduste seiukorda.
- Iga kord, kui vahetate valja traadirulli, puhuge kuiva suruohku (maks 5 bar) kummist traadi sisenemisujHKusse, et kontrollida selle terviklikust.
- Kontrollige enne igat kasutamiskorda poletiotsa osade kulumiseisukorda ja nende monteerimise korrektsust: poletiots, kontaktvoolik, gaasijaotaja.
Traadi sisenemisjuhik
- Kontrollige tihti, et traadi veorullid ei ole välja kulunud ja eemaldage periodooliliselt metallitolm, mis on kogunud nende ümbrusse (rullidesse ja sisenevasse/väljvasse sisenemisjuhikusse).
ERAKORRALINE HOOLDUS
ERAKORRALISED HOOLDUSTOOPEAVAD OLEMA LABI VIIDUD UKSNES ASJATUNDLIKU JA ELEKTRI-MEHAANILIST VALJAOPET SAANUD TEHNILISE PERSONALI POOLT NING VASTAMA TEHNILISELE NOUDELE IEC/EN 60974-4.

TAHELEPANU! ENNE KEEVITUSAPARAADI PANELELIDE
EEMALDAMIST JA SEADME SISEMUSELE LAHENEMIST KONTROLLIGE, ET SEADE ON VALA LULITATUD JA VOOLUVORGUST LAHTI UHENDATUD.
Seadme sisemuse kontrollimine pinge all voib pöhjustada tõsise elektrisoki, tingitud otsesest kokkupuutest pingestatud elektriliste componentidega ja/voi pöhjustada vigastusi puudutades seadme likuvaid osi.
- Kontrollige keeavitusaparaadi sisemust periodooliliselt ja voimalikult tihti, olenevalt seadme kasutusest ning keskkonna tolmususest ning eemaldage sisemusse kogunenud tolm kasutades suruohku (max 10 bar).
- Vältrige suruohu suunamist elektronilistele componentidele. Kasutage puhastamiseks kas väga pehmet harja vöi ostarbeks sobivat lahustit.
- Kasutades juhust kontrollige ka, et elektrilised ühendused on hasti kinnitatud ning et kaablitel ei ole isolatsioonivigastusi.
- Peale hooldustoo loppu, asetage keevitusaparaadi paneelid jalle kohale keerates kinnituskruvid lopuni kinni.
Valtige absolutelt keevitamist, kui keeavitusaparaat on avatud. - Peale houldus- vōi parandustöde sooritamist taastage ühendused ja kaabeldused nii, et need ei omaks kokkupuudet liikuvate vōi körget temperatuuri omavate osadega. Siduge juhtmed nagu nad olid algset, hoides hoolikalt lahus körgepinge all peatrafo ühendused sekundaarsetest madalpinge trafodest.
Kasutage koki originalseibe ja originaalkruvisid auto keretaassulgemiseks.
10.VEAOTSING
MITTERAHULDATAVA TOO KORRAL JA ENNE POHJALIKUMA KONTROLLI ALUSTAMIST VOI TEENINDUSKESKUSEGA UHENDUSE VOTMIST, KONTROLLIGE, KAS:
- Peavoolukatkestaja on positsionis "ON" ja vastav lamp suttinud; vastupidisel juhul asetseb viga tavaliselt toiteliinis (kaablid, pistik ja/voi pistikupesa, kaitsekorgid, jne.).
- Kollane Led signaallamp, mis naitab ülekuumenemiskaitse rakendumist üle- voi allpinge voi luhühenduse korral, ei ole suttinud.
- Kontrollige, et nimiimpulsi suhet on jargitud. Kui ülekuumenemiskaitse on rakendunud, oodake seadme naturaalset maha jahtumist ja kontrollige, et ventilator fungktionserib.
- Kontrollige liini pinget: kui vaartus on liiga korge voi liiga madal, keevitusaparaat seiskub.
- Kontrollige, et keevitusaparaadis ei ole lühiuhendust: vastupidisel juhul eemaldage viga.
- Et ühendused elektrisüsteemiga on sooritatud korrektset, eriliselt, et massiklemm on toesti ühendatud keevitatava detailiga, mis peab olema vaba igasugusest katte- vii isolatsioonmaterialist (nt. lakid vii varvid).
- Kasutatav kaitsegaas on öige ja ettenähtud koguses.
(LV)
ROKASGRAMATA

UZMANIBU: PIRMS METINASANAS APARATA IZMANTOSANAS UZMANIGI IZLASIET ROKASGRAMATU!
PROFESIONALAI UN RUPNIECISKAI LIETOSANAI PAREDZETS METINASANAS APARATS AR NEPARTRAUKTU STIEPLES PADEVI MIG-MAG UN FLUX, TIG, MMA LOKA METINASANAI.
Piezime: Talak teksta tiks izmantots terminis "metinanasapanaras" un "universals metinanasapanaras" modelu gadijumā, kuri ir paredzeti MIG-MAG un FLUX, TIG, MMA metinanasai.
1. VISPÄRIGÄ DROŠIBAS TEHNIKA LOKA METINÁSANAS LAIKA
Tootjafirma vastutab masinate hea funktsioneirimise eest ja kohustub asendama tasuta osad, mis riknevad halva kvaliteediga materjali ja konstruktsoinideftektide tottu, 12 kuu jooksul alates masina kikkapanemise sertifikaadil toestud kuupaevast. Tagasi saadetavad masinad, ka kehtiva garantiiga, tuleb saata TASUTUD POSTIMAKSUGA ja nende tagastamise SAATEKULUD ON KAUBASAAJA TASUDA. Nagu kehtestad, teevad erandi masinad, mis kuuluvad europla normativi 1999/44/EC kohaset barkebauna kategoorasse ja ainult siis, kui muudud Ue likmesriikides. Garantiisertifikaat kehtib unail koos ostu-voi kattetoimetamiskvitungiga. Garantiiei holma riknemisi, mis on pohjustud seadme vaarst kasitsemiset, modiftseerimiset voi hoolimatust kasutamisest. Peale selle ei vastuta firma koki otseste voi kaudsete kahjude eest.
(LV) GARANTIJA
Razotajgsarante masinu labu darbspeju un apnemas bez maksas nomainit detalas, kuras nodilst materiia sliktas kvalitates del vai raoisanas defektu del 12 menesu laikapk sertifikata noradita masinas ekspluatacijas sakuma datuma. Atpakal nosutamas masinas, pat to garantijas laika, ir janosuta saska ar FRANKO-OSTA noteikumiem un razotajs t asatgriezis uz NORADITO OSTU. Minetie nosacijumi neattiecas uz masinam, kuras saska ar Eiropas direktivu 1999/44/EC tiek uzskatitas par paterina preci, bet tikai gadjumaj, ja tais tek pardotas ES dalibvistis. Garantijas sertifikats ir spekak tikai
kopa ar kases ceku vai pavadzimi. Garantija neattiecas uz gadijumiem, kad bojajumi ir radusies nepareizas izmantoanas, noteikumu neieveroanas vai nolaidibas del. Turklat, saja gadijumara zotajs nonem jebkadu atbildibu par tiesajiem un netiesajiem zaudejumiem.
(BG) TAPAHUNA
HnnpMaTApon3BODHTen rapaHTnpa 3a do6poto fynKIOHOIPAhe Ha MaunHIne n ce 3abJbXaba da n3BbPbn 6e3IaTHo NOpMHaTa ha qactn, KOtO ca c nopei, 3apAn HeKAeCTBeH MaTePnA IIN npOn3BODCTBEH deEeKNT,do 12 Meceua Oat data H nyPCKe B DeNCTBne Ha MaunHATA, oKa3aHa c rapaHIOHnHa Kapta. BbpHnTE MauHHn, dopn IB rapaHn, Tpa6Ba da 6bDat n3npaTeHN Cbc 3AIIATEH PPEBO3 n ie 6bDat BbpHnC HAIJOXEH IIATEK.CIKLIOUeHHe HA MaunHIne, KOnTo CE CHTAT 3a DmNIMMO MyueCTBO 3a NOCTOBH NOI3BaHe, KaKTo e yctAHOBEO h ot Ebponeckata difpeTBA 1999/44/EC, CAMO Ako MaunHIne Ca npOdaHn H CTPAH uJeHN H EAbponeckcn CbI0. Ta paHnIOHnTA kPaT e BAUNHa, cAmO aKO e npdpykeHa ot fnckaneh 60h nn paa3nCKa 3a DOCTABKa. HepeDHOCHTe, npOzTMAuON tNo7a ynoTpe6a nn He6peXhoCT, ca n3KnIOUeHN OT rapaHnra. Ocbeh ToBa c otKIOHOBA BCAKaBA OTROBOPHOCT 3a DInpeKTHNI IN IN ININpeKTHNI ueTI.




