
GOF 2000 CE - Frezarka BOSCH - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia GOF 2000 CE BOSCH w formacie PDF.
Pytania użytkowników dotyczące GOF 2000 CE BOSCH
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję GOF 2000 CE - BOSCH i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. GOF 2000 CE marki BOSCH.
INSTRUKCJA OBSŁUGI GOF 2000 CE BOSCH
Wskazówki bezpieczneistwa
Ogólne przyepamystwa dla elektronarzedzi
OSTRZEZENIE
Nalezy przyczycyac wsystkie wskazowych i przysepisy.
Błedy w przyestręganiu ponijszych wskazowej moga spowodstawć porazenie pradem, pozar i/lub ciȩkcie obrażeniaciała.
Nalezy starannie przechowywać wszystkie przypeś i wskazówki bezpieczność dla dalszego zastosowania.
Uzyte w ponizszym tekscie pojecie „elektronarzédzie" odnosi sie do elektronarzédzi zasilanych energia elektryczna z sieci (z przywodem zasilajacym) i do elektronarzédzi zasilanych akumulatorami (bez przywodu zasilajacego).
1) Bezpieczneistwo.),
a) Stanowisko pracy nalezy utrzymywac w czystosci i dobrze oswietlone. Nieporzadek w miejscu pracy lub nieoswietlona przyestrzen robocza moga byc przyczyna wypadkow.
b) Nie nalezy pracowac tym elektronarzedzielem w otoczeniu zagrozonym wybuchem, w ktorym znajduja sie np. latwopalne cieczne, gazy lub pyly. Podczas pryacy elektronarzedziem wywarzaja sie iskry, ktore moga spowodawac zaplon.
c) Podczas uzytkowania urzadzenia zwroci uwage na to, aby przyci i innate osoby postronne znajdowytie w bezpiecznej odlegosci. Odworcenie uwagi要去 spowodowac utrata kontrli nad narzedziem.
2) Bezieczenstwo elektryczne
a) Wyczka elektronarzedzia musi pasowac do gniazda. Nie wolnozmieniac wyczki w jakolwiek spoosob. Nie wolno uzywac wtykow adapterowych w przypadku elektronarzedzi z uziemieniem ochronym. Niezmiumione wtzcyki i pasujuce gniazda zmiejejszaja ryzyko porazenia pradem.
b) Nalezyunikackontaktuuziemionymi powierzchnlami Jak rury,grzejniki,plece i lodowki.Rzyko porazenia pradem jest wieksze,gdyciao uzytkownika jest uziemione.
c) Urzadzenie nalezy zabepezicy przy deszczem i wilgocia. Przedostanie sie wody do elektronarzedzia podwyzsza ryzyko porazenia przem.
d) Nigdy nie nalezy uzywac przewodu do innych czynnosci. Nigdy nie nalezy nosic elektronarzedzia, trzymajc je za przewod, anu uzywac przewodu do zawleszenia urzadzenia; nie wolno tez wyciagac wtyczki z gniazdka pociagajac za przewod. Przewod nalezy chronic przyd widoskimi temperaturami, nalezy go trzymac z dala od oleju, ostrych krawedzi lub ruchomych czosci urzadzenia. Uszkodzone lub splatane przewody zwieksza rzyko porazenia pradem.
e) W przypadku pracy elektronarzędziem pod golem niedem, nalezy uzywac przywodu przydłuzajęco, dostosowanego rornydz do zastosowan zewétrznych. Uzymie wspi Sciwo go prdedluzaca (dostosowanego do pracy na zewnatrz) zmiejsza ryzyko porazenia przem.
f) Ježeli nie da sie uniknac zastosowania elektronarzédzia w wilgotnym otoczeni, nalezy uzyc wyłacznika ochronnego roznicowo-pradowego. Zastosowanie wyłacznika ochronnego roznicowo-pradowego zmiejejsza ryzyko porazenia przem.
3) Beziepcezestewo osob
a) Podczas przy z elektronarzedziem nalezy zachowac ostroznosc,kaźda czynnosc wykonywac uwznie iz rozwaga. Nie nalezy uzywac elektronarzedzia, gdy jest sie zmeczonym lub bedac pod wplywem narkotykow, alkoholu lub lekarstw. MomentNieuwagi przy uzyciu elektronarzedzia要去 staść przyczyna powaznych urazów ciała.




150 | Polski
b) Nalezy nosic osobiste wyposazenie ochronne i zawsze okulary ochronne. Noszenia osobistego wyposazenia ochrnoop - maski przyciwptylowej, obuwia z podeszwami przyciwposlizgowymi, kasku ochrnoop lub srodkow ochrony sluchu (wazoleński od rodzaju i zastosowania elektronarzdzia) -zmniejsza ryzyko obrazen ciafra.
c) Nalezy unikać niedamierzonego uruchomienia naręźdia. Przęd włoieniem wyczki do gniazdka i/lub podlączemeni do akumulatora, a sąze przydedniesieniem lub przeniesieniem elektronarżdie, nalezy upewnić sie, ze elektronarżdzie jest wyłaczone. Trzymanie palca na wyłaczniku podczas przenoszenia elektronarżdie lub podlączenie do pradu włańzonego narȩźdia,要去 stać sączyna wypadkBow.
d) Przed właczeniem elektronarżedzia, na-lezy usunć narędzia nastawczne lub klucze. Narȩźdie lub klucz, zznajdujacy sie w ruchomych czȩciach urzadzenia moga doprowadźć do obrażćcia.
e) Nalezyunikac nienaturalny pozycji przy pracy. Nalezy dbac o stabilna pozycje przy pracy i zachowanie rownowagi. W ten sposob mozliwa bedzie lepsza kontraIa elektronarzedzia w nieprzewidzi-nych sytuacjach.
f) Nalezy nosic odpowiednie ubranie. Nie nalezy nosic luznego ubrania ani biuterii. Wfosy, ubranie i rekawice nalezy trzymac z daleka od ruchomych czeci. Luze nubranie, biuteria lub dlugie wfosy moga dostac wciagniete przyez ruchome czeci.
g) Jeziel istnieje mozliwoc zamontowania urzadzen odsysajacych i wychwytujacych pyl, nalezy upewnic sie, ze sa one podlaczone i beda prawidlowo uzyte. Uzycie urzadzenia odsysajacego pyf mozezmiejszyc zagrozenie pyfami.
4) Prawidłowa obstuga i eksploatacja elektronarzedzi
a) Nie nalezy przyciezać urzadzenia. Do pracy uzywać nalezy elektronarżedzia, któ są do tego przywidziane. Odpowiednio dobranym elektronarżedziem pracuje sie w danym zakresie wydajnosci lepiej i bezpiecznych.
b) Nie nalezy uzywac elektronarzedzia, ktorego wącznik/wyćznik jest uzskodzony. Elektronarzedzie, ktorego nie现阶段 zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zwo zWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO ZWO
c) Przed regulacja urzadzenia, wymiana osprzetu lub po zaprzejanstlu przy narzędziem, nalewy wyciagnac wyczke z gniażda i/lub usunac akumulator. Ten srodek ostrożnosci zapobiega nieza-mierzonemu walczeniu sie elektronarźędzia.
d) Nieuzywane elektronarzedzia nalezy przechowyac w miejscu niedostepnym dla daneci. Nie nalezy udostepniac narzedzia osobom, ktore go nie znaj lubNie przycztyalty niniejszych przyepam. Uzywane przy niedoswiadczone osoby elektronarzedzia sa niebezpiecze.
e) Konieczna jest nalezyta konserwacja elektronarzędzia. Nalezy kontrolowac,czy ruchome czeci urzadzenia dzialaja bez zarzutl i ne są zablokownik, czy czosci nie są pekniety lub uszkodzone w taki sposob, ktoy miaby wptyw na prawidlowe dzialanje elektronarzędzia. Uszkodzone czeci nalezy przyd uzyciem urzadzenia odda do naprawy. Wiele wypadkow spowodowych jest przyez niewsciwa konserwacje elektronarzędzi.
f) Nalezy stale dbac o ostrosci czystość narędzi tnacych. O wiele rzadziej dochodzdi do zakleszczenia sie narȩdzia tnacego, jejeli jest ono starannie utrzymane. Zadbane narȩdzia fatawiej sągowadzi.

Polski | 151
g) Elektronarzedzia, osprzet, narzedzia pomocnicze ltd. nalezy uzywac zgodnie z niniejszymi zaleceniami. Uwzgliednic nalezy przy tym warunki i rodzaj wykonywanej pracy. Niezgodne z przyznaceieniem uzycie elektronarzedzia要去 doprowadzić do niebepeziecznych sytuaci.
5) Serwis
a) Naprawe elektronarżędzia naleź zlecić jesty wykalifikowanemu fachowcowi przy uzyciu oryginalnych czeci zamiennych. To gwarentuje, ze bezpieczność wozuradzenia zostanie zachowane.
Wskazówki bezpieczewistwa dla frezarek
Dopuszczalna prędkość obrotowa stosowanych narędzi roboczych nie są boje mnlejsza od podanej na elektronarzȩdzieu maksymalnej prȩdkosci obrotowej. Osprzet obracajcy sie zwciekszni dopuszczalna prȩdkość, sąe ulec uszkodzeniu.
Frezy i innate narzedzia roboczeme musza dokladnie pasadowc do uchwytu narzedziowego (zacisku) uzytkowanego elektronarzedzia. Narzedzia roboczne, niedopasowane do uchwytu narzedziowego elektronarzedzia,OCRACA siernejnomiernie, silnie wibruja i moga spowodowac utrata kontrl nad elektronarzedziem.
Elektronarzédzie uruchomic przyzed zetkieciem freza z materialem. W przechiwnym wypadku istnieje niebepezcienstwo odrzutu, gdy uzyte narzédzie zablokuje sie w obrabianym przyedmiocie.
Trzymac dlonie z dala od obsaru przy frezarki i zachowac bezpieczna ich odleglość od obracajacego sie freza. Druga reka nalezy trzymac rekojesć dodatkowa. Pro-wadzac frezarke oburacz przy uniknac skeleczenia rak przyrez frez.
Nigdy nie frezowac materiałow, w ktorych znajduja sie przydmioty metalowe, gwozdzie lub s Ruby. Moze to doprowadzi do uszkodzenia narzedzia roboczego i podwyzszenia wibraci.
Podczas prac, przy kórych elektronarze-dzie mogloby natrafić na ukryte przewody elektryczne lub na wlasny przewód, naleź je trzymać tylko za izolowana rekojesc. Pod wphywem kontaktu z przewodami budacymi pod napieciem, wszystkie czȩci metalowe elektronarżedzia znejda sie rownieź pod napieciem i moga spowodowej porazenie pradem osoby obślugujuść.
Nalezy uzywać odpowiednich przyrzadów poszukiawczych w celu lokalizacja ukrytych przewodów zasilajYCych, lub poprosic o pomoc zaklady mistrske. Kontakt z przewodamiznajdujacymi sie pod napieciem要去 doprowadzic do poustania pozarui porazenia elektryczneo. Uszkodzenie przewodu gazowego要去 doprowadzic do wybuchu. Przechicie przewodu wodociagowej powoduje szkody rzeczowe.
- Nie nalezy uzywać tepych lub uszkodzonych narzedzi frezarskich. Tepe lub uszkodzone frezy powoduja podwyźzone tarcie, moga sie zablokować, a takze są przyczyna niewyważenia.
Elektronarzedzie nalezy trzymac podczas pracy mocno w obydwu rekach i zapewnic bezpieczna pozycje pracy. Elektronarzedzie prowadzone jest bezpiecznych w obydwu rekach.
Nalezy zabepezicyc obrabiany przydmiot. Zamocowanie obranego przydmiotu w urzadzeniu mocujacym lub imadle jest bezpieczniejsze niz trzymanie go w reku.
Miejsce pracy nalezy utrzymywac w czysto sci. Mieszanki materiałow sa szczegolnie niebepezpieczne. Pyf z metalu lekkiego moze sie zapalic lub wybuchnac.
Przed odlozeniem elektronarzedzia, nalezy poczekać, az znajdzie sie ono w bezruchu. Narzédzie roboczeme要去 zablokownik i doprowadzić do utraty kontrl nad elektronarzedziem.



152 | Polski
- Nie wolno uzywac elektronarzedzia uzskodzonym przewodem. Nie nalezy dotyka uzskodzonego przewodu; w przypadku uz-kodzenia przewodu podczas pracy, nalezy wciagnac wtyczke z gniazda. Uszkodzone przewody podwyzsaja rzyko porazenia pradem.
Opis funkcjonowania

Nalezy przyȩczyć wszystkie wskazówki i przypiepsy. Będy wprzestręganiu poniźyszychwskazówek moga spowodowej porazenie pradem, pozar i/lubcieżka obrązenia ciała.
Nalezy otworzyc rozkladana strone z rysunkiem urzadzenia i pozostawic ja Rozlozona podczas czytania instrukcji obslugi.
Uzycie zgodne z przyeznaczeniem
Urzadzenie przyznaczone jest do frezowania wpustowego, krawedziowego, profilowego i do wykonywania rowkow podtuzych w drewnie, tworzywach sztucznych i lekkich materiałch budowlanych, a takze do frezowania kopiewego. Przy zredukowanej prędkosci obrotowej i zastosowaniu odpowiednich frezów moziwa jest teź obrobka metaliNiezelaznych.
Przedstawione graficznie componenty
Numeracja przygodstawionych graficznie komponentów odnosi są do schematu elektronarze-dzia na stronach graficznych.
1 Pokretto do preczyjnej regulaci ghebokosci ciecia
2 Podziatka preczyjnej regulaci ghebokosci ciecia
3 Rekoješć prawa
4 Ogranicznik gtebokosci
5 Dzwignia do zgrubnego nastawiania gtebokosci frezowania
6 Podzialka do zgrubnego nastawiania gtebokosci frezowania
7 Pokretto do zgrubnego nastawiania glebokosci frezowania
8 Zderzak schodkowy
9 Przycisk blokady wrzeciona
10 Sruba motylkowa dla drażkow prowadźycyh (2x)
11 Zaciskznakretka zlokow
12 Pfyta sllzgowa
13 Ostona zabeepieczajca
14 Phyta glowna
15 Rekoješć lewa
16 Dzwignia zwalniajaca blokade
17 Gałka wstepnego wyboru prędkosci obrotowej
18 Przycisk blokady wącznika/wyȩcznika
19 Włącznik/wythagznik
20 Unieruchomienie dzwigni zwalnjaiej blokade
21 Klucz widekowy, rozwartosc klucza 24mm^
22 Frez (narzedzie robocz)
23 Waz odkurzacza (0 35 mm)
24 Adapter odsysajcy
25 Sruba motylkowa do przystawki do odsysania (2x)^
26 Prowadnica rɔwnolegta
27 Drażek prowadźcy prowadnicy równelegęj (2x)
28 Sruba motylkowa do preczyjnej regulacioni prowadnicy rawnolegjej (2x)
29 Sruba motylkowa do zgrubnej regulacioni prowadnicy rownolegjej (2x)
30 Pokretto do preczyjnej regulacji prowadnicy rownolegjej*
31 Listwa zderzaka prowadnicy rornolegej
32 Adapter do odsysania pylow prowad rownoleglej
33 Cyrkiel z przystawka szyn prowadzych
34 Uchwyt cyrkla
35 Sruba motylkowa do zgrubnej regulacji cyrkla (2x)
36 Sruba motylkowa do preczyjnej regulacioni cyrkla (1x)
37 Pokretto do preczyjnej regulacji cyrkla
38 Sruba centrujaca
39 Pyta dystansowa (wchodzi w sklad zestawu „Cyrkiel“)

Polski | 153
40 Szyna prowadzaca
41 Adapter bolca kopijacego
42 Sruba mocujaca adapter bolca kopiujacego (2x)
43 Dzwignia zwalnjajac blokade adapterabolca kopijuacego
44 Bolec kopiujacy
45 Sruba mocujaca pty sy slizgowej (4x)
46 Trzpień centrujocy*
*Przedstawiony na rysunkach lub opisany osprzet nie wchodzi w sklad wyposazenia standardowego.
Dane techniczne
| Frezarka górnowrzejcionowa | GOF 2000 CE Professional |
| Numer katalogowy | 3 601 F49 ... |
| Znamionowa moc pobierania | W 2000 |
| Prędkość obrotowa bez obcieżenia | min¹ 8000 - 21000 |
| Wstepny wybr odȩci obrotowej | |
| Elektronika „Constant“ | |
| Przyȩcombe do odsysania pytu | |
| Uchwyt narȩźdiowy | mm 8-12,7 inch 1/4-1/2 |
| Skok korpusu frezarki | mm 65 |
| Ciezar odpowiednio do EPTA-Procedure 01/2003 | kg 6,0 |
| Klasa ochrony | □/II |
| Dane aktualne są dla napiȩcia znamionowej [U] 230/240 V. W przypadku niższych napiȩc, a takawe modeli specyficznych dla danego kraju, dane te moga sie róznic. | |
| Naleź zworća uwage na numer katalogowy na tablicze znamionowej nabytego elektronarȩźdia. Nazwy handlowe poszczególnych elektronarȩźdi moga są róznic. | |
Informacja na temat hałasu i wibraci
Wartosci pomiarowe okreslono zgodnie znorma EN 60745 (phyta wiorowa).
Okreslony WG skali A poziom hafasu emitawanego przyze urzadzenie winosi standardowo: poziom cisnienia akustyczneo 89 dB(A); poziom mocy akustycznej 100 dB(A). Niepewnosc pomiaru K=3 dB.
Stosowac srodki ochrony stchu!
Wartosci脘e drgan (suma wektorowa dla trzech składowych kierunkowych) wyznaczone zgodnie znorma EN 60745wynosza: wartosc emisi drgan a_h = 5,0m / s ,będ pomiaru K = 1 ,5 m. s
Podany w niniejszej instrukcji poziom drgan pomierzony zostaf zgodnie z okreslona przyez norme EN 60745 procedura pomiarowa i moze dostac uzyty do porowywnyania elektronarzedzi. Można go teź uzyc do wstepnej oceny ekspozycjna organia.
Podany poziom organ jest representatywny dla podstawowych zastosowan elektronarzedzia. Jeźeli elektronarzedzie uzyte zostanie do innych zastosowan lub z innymi narzédziami roboczymi, a takie sącieNie bedzie wystarczajco konserwopane, poziom organ要去 obdiegac od podanego. Podane powyzej przyczyny moga spowodac podwyzszenie ekspozycji na organia podczas calgo czasu pryca.
Aby dokladnie oceni ekspozycje na drgania, trzeba wziac pod uwage takze okresy, gdy urzadzenia jest wyfazzone, lub gdy jest wrawdzie wizczone, ale nie jest uzywane do pracy. W ten sposob faczna (obliczana na peyny wymiar czasu pracy) ekspozycja na drgania moze okazac sie znaczie nijsza.
Nalezy wpwadzic dodatkowe srodki bezpieczenstwa, majace na celu ochrone operatoraprzed skutkami ekspozycji na drgania, np.:Konserwacja elektronarzędzia i narzedzi roboczych, zabezpiecenie odpowiednej temperatury rak, ustalenie kolejnosci operaci roboczych.







154 | Polski
Deklaracja zgodnosci
Oswiadczamy z pełna odpowiedzialnoscia, ze produkt, przystawiony w „Dane techniczne“, odpowiada wymaganiom nastepujacych norm i dokumentów normatywnych: EN 60745 - zgodnie z wymaganiami dyrektyw: 2004/108/WE, 98/37/WE (do 28.12.2009), 2006/42/WE (od 29.12.2009).
Dokumentacja techniczna: Robert Bosch GmbH, PT/ESC, D-70745 Leinfelden-Echterdingen
Mocowanie freza (zob. rys. A)
Przed wszystkimi pracami przy elektronarnejedziu danezy wymiagnac wtyczke z gniażda.
Do mocowania i wymiany freza zaleca sie uzycie rekawic ochronnych.
W zaleznosci od potrzeb moza dobrac frezy rozngo typi o roznych wlasciwosciach.
Frezy z wysokojakośćj stall szybkotnacej dostosowane są do obrábki miękkich materiały, takich jak miȩkkie drewno i tworzywa sztuczne.
Frezy z weglikow spiekanych nadaja sie szcęgólnie do obrókmi materiafów twardszych i scieralnych, takich jak twarde drewno i aluminium.
Frezy oryginalne, wchodzace w sklad bogatego programu oprzyrzadowania Bosch, sa do nabycia w specializycznych skepach branżowych.
Stosowane frezy powinny byc czyste, a ich stan techniczny nie powinien budzic zastrzezen.
Wcisnac przycisk blokady wrzeciona 9 (0) i przytrzymac go w tej pozycj. W razie potrzeby obróci wrzeciono ręcznie - tak, aby zaskoczyto ono w zapadce. Przycisk blokady wrzeciona 9 wolno uruchamiać tylko przy wyłaczonym elektronarźedziu.
Zwolnic nakretke złaczkowa 11 za pomocakluczaWidekowego21 (rozwartosc 24mm ),obracajac ja w kierunku przechiwnym doruchu wskazowek zagara ()
Wtozyc frez do tulei zaciskowej. Chwyt freza nalezy wprowadzić dozacisku na glębokość wynoszacă co najmiej 20 mm.
- Mocno dokrecic nakretke złaczkowa 11 za pomocā klucza widlowego 21 (rozwartosc 24 mm), obracajn iα w kierunku ruchu wskazówek zagara. Zwolnic przycisk blokady wrzeciona 9.
- Nie nalezy stosowac frezow o srednicy wiekszej niž 50 mm, jeźeli nie zostat uprozdnio zamontowy bolec kopuiący. Frezy takieNie przy są przy podstawowa.
- Nie dokrećć tulei zaciskowej nakrátka złączowej przydzmontowaniem freza. Może doprowadźć to do uszkodzenia tulei zaciskowej.
Odsysanie pylow/wiorow (zob. rys. B)
Pyly niedtorych materiafow, na przykfad powlok malarskich z zawartosci ofoiu, niedtorych gatunkow drewna, minerafow lub niedtorych rodzajow metalu, moga stanowic zagrozenie dla zdrowia. Bezposredni kontakt fizyczny z pyfami lub przychodostanie sie ich do pluc moze wywojac reakcje allergiczne i/lub choroby ukladu oddechowego operatora lub osobznajdujacysie w povlizu. Niedtore rodzaje pyfow, np. debiny lub buczyny uwazane sa za rakotworcie, szcegolnie w połaczeniu z substancjami do obrobki drewna (chromiany, impregnaty do drewna).Materialy, zawierajuce azbest moga byc obrabiane jedynie przyzedopowiednio przeszkolony personel.
-Wrazie mozliwosci nalezy stosowac odsy-sanie pyfow.
Nalezy zawsze dbac o doe r wentylacje stanowiska pracy.
Zaleca sie noszenie maski przyciwypyłowej z pochfaniaczem klasy P2.
Nalezy stosowac sie do aktualnie obowiazujacych w danym kraju przypeisow, regulajcychzasady obchodzenia sie z materiafiami przyznaczonymi do obrobki.
Montaz adaptera do odsysania pytow
Przed przystapieniem do montazu przystawki do odsysania 24 nalezy ustawic elektronarzędzie w gorny pozycji wyjsciowej, uruchamiajac dzwignie zwalniajaç blocade 16.
Wstawic przystawke 24, przekrecic przystawke 24 w sprawo, az do wycuwalnego oporu (mocowanie bagnetowe) i unieruchomic za pomocza ruby motylkowej 25.
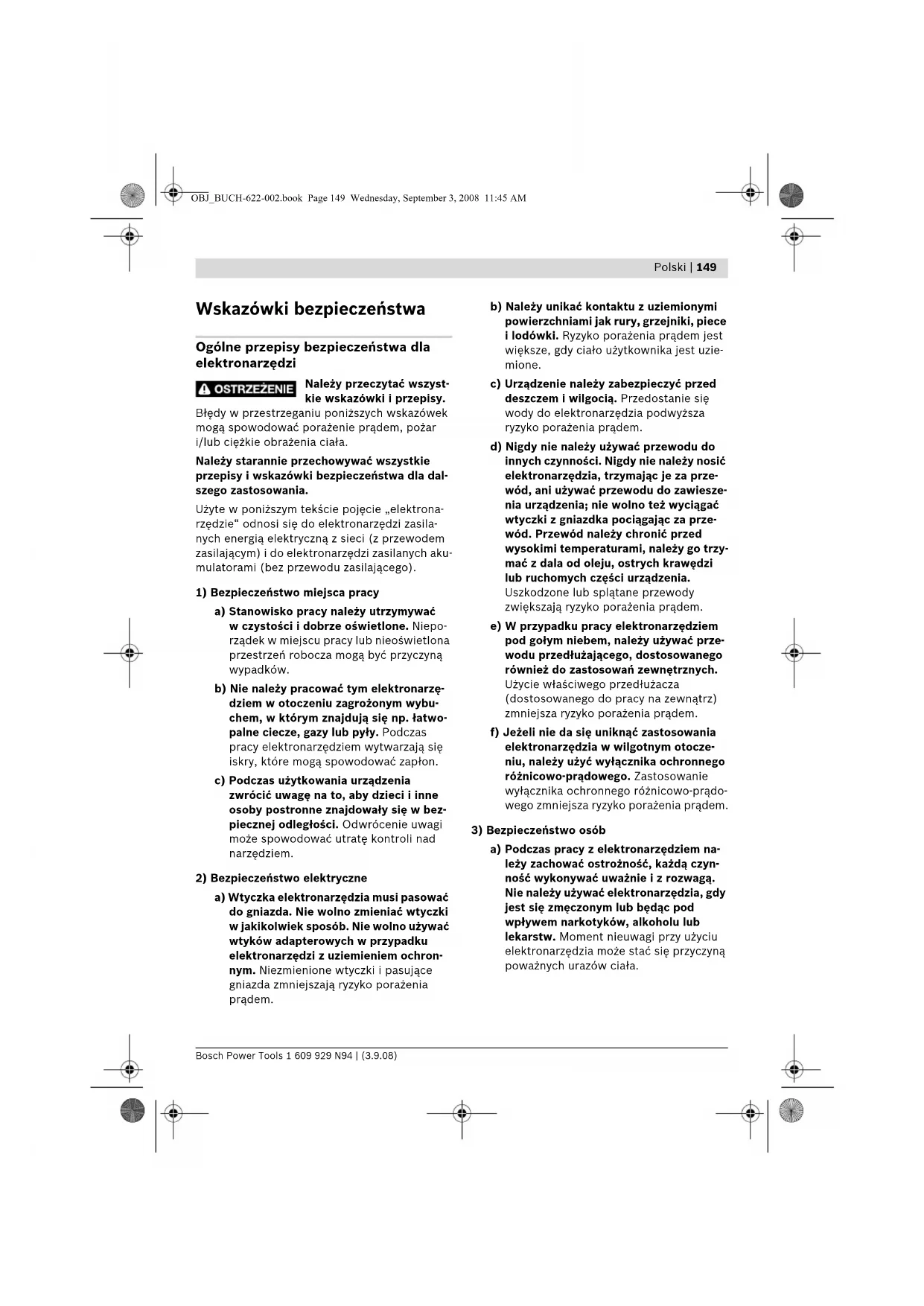
Wskazowka: W
przypadku frezw o
srednicy wiekszej niž
30 mm, trzeba wyjac
wkładke 47 z
przystawki do
odsysania pytu 24,
poprzez wcijsność
plytki zaciskowej.
Podłaczenia odsysania pyłów
Nasunac waz odkurzacza (0 35 mm) 23 (wyposazenie dodatkowe) na uprzednio zamontowany adapter do odsysania pyfow. Połaczy waz 23 z odkurzaczem (wyposazenie dodatkowe).
Elektronarzędzie są zasilane bezposrednio poprzej gniaźdo wtykoweUniwersalné odkurzacza firmy Bosch zezdynam wączaniem. Odkurzacz uruchamiany jest wówczas automatycznie w momencie załaczenia zasilania w elektronarzȩdziu.
Odkuracz musi byc dostosowany do rodzaju obrabianego materia'u.
Do odsysania szcęgólnie niebezmiecznych dla zdrowia pyłów rakotworczychNSEUZY uzywac odkurzacza spejalnégo.
Praca
Uruchomienie
Nalezy zworcić uwage na napiecie sieci! Napiecie zrodla pradu musi zgadzac sie z danymi na tabliczce znamionowej elektronarzedzia. Elektronarzedzia przyznaczone do pracy pod napieciem 230 V.), przyłączać rowniez do sieci 220 V.
Wstepny wybor predkosci obrotowej
Przy pomocy Pokretta regulatora można dokonać regulacje predkosci 17 obrotowej (takze w czasie biegu).
1-2 niska prędkość obrotowa
3-4 srednia prędkość obrotowa
Wartosci podane w tabeli sa wartosciami orientacyjnymi. Optymalna predkosc obrotowa uzalezniona jest od rodzaju materiafu i od warunkow pracy; okreslic ja mya Jedynie droga prob.
| Materiak Średnica | freza (mm) | Pozycja gałki 17 |
| Twarde drewno(buk) | 4 - 10 | 5 - 6 |
| 12 - 20 | 3 - 4 | |
| 22 - 40 | 1 - 2 | |
| Międkie drewno(sosna) | 4 - 10 | 5 - 6 |
| 12 - 20 | 3 - 6 | |
| 22 - 40 | 1 - 3 | |
| Płyta wiórowa | 4 - 10 | 3 - 6 |
| 12 - 20 | 2 - 4 | |
| 22 - 40 | 1 - 3 | |
| Tworzywo sztuczne | 4 - 15 | 2 - 3 |
| 16 - 40 | 1 - 2 | |
| Aluminium | 4 - 15 | 1 - 2 |
| 16 - 40 | 1 |
Po trwajacej przydduzsy okres czasu praczy z niska prdekosciqa obrotowa, nalezy ochodzic elektronarzedzie, uruchamiajac je bez obciazenia 2 maksymalna prdekosciqa obrotowa na ok.3 min.


156 | Polski
Włacznie/wylacznie
Przed uruchomieniem/wytageniem urzadzenia nalezy nastawic glbokosc frezowania, zgodnie zrozdziatem „Ustawianie glbokosci frezowania".
W celu wlaczenia elektronarzedzia nacisnac wlacznik/wylacznik 19 i przytrzymac w tej pozycji.
W celu unieruchomienia wciisnietyego wacznika/wyacznika 19 nalezy nacinac przycisk blokady 18.
W celu wyłaczenia elektronarzedzia, nały zwoLNiC wOACznik/wyIacznik 19, lub gdy jest on unieruchomiony przyciskiem blokady 18, nacinac krtoko wOACznik/wyIacznik 19, a nastepnie zoLNIc.
System Constant Electronic utrzymuje sta prędkość frezowanie nieza三点 noć od obciȩzenia i gwarantuje utrzymuacja sie na tym samym poziomie wydajność robocza.
Ustawianie glębokosci bezrowania
Ustawianie glebokosci frezowania dozwolone jest tylko przy wyłacznym elektronarzedziu.
Aby zgrubnie ustawic glebokosc frezowania nalezy postepowa w nastepujacy sposob:
-Elektronarzédzie z zamocowanym frezem postawic na obrabianym przydmiocie.
- Ustawic podziatke do preczyjnej regulaci 2 na wartosci,0".
Zderzak schodkowy 8 ustawic w najnizszym połozeni; zderzak musi zaskoczyc w wyczuwalny spośb.
Zwolnic dzwignie zgrubnego ustawiania gfebokosci frezowania 5,OCRacnia w lewo na tyle,abyocranicznik gfebokosci 4 mogt sie swobodnieOCRACi opar si na zderzaku schodkowym 8.
- Prestawic dzwignie blokady 16 ku dofowi opuszczac wolno frezarke do momentu zetkniecia sie freza 22 z powierzchnia aberrian. Zwolnic dzwignie 16, aby zablokowa wybran pozycje frezarki.
- Obróci podzialke do zgrubnej regulaci 6 na wartosc,0".
-Ustawic wybranagfegbokosc frezowania,OCRabacajPokretlemdo zgrubnogonastawiania gfebokosci frezowania 7,odczytuac wartosc na podzialce 6.Zwrociuwage na to,aby nie przy przestawic przy tymruchomej podziatki 6.
- Unieruchomic dzwignie zgrubnogustawiania gfebokosci frezowania 5,obracajac niaw prawi i ponownie ustawielektronarzedzie w gornej pozycji.
Przywcyszych gfebokosciach frezowania zalecane jest prowadzenia obrobki w kilku przywcyszych. Dzigiki zderzakowski schodkowemu 8 moziwo jest roztozenia procesu obrobki na kilka przyjec. Nalezy w tym celu nastawic pozadana gfebokosci frezowania z najnizszym stopniem zderzaka schodkowe i wybrać dla pierwyszych etapów obrobki wyźse stopnie. Ostepmiędzy stopniami są zańniać,Pokrećaj srubami regulacyjniymi.
Po probnej obrobce można dokonac dokladnej regulaci glębokość frezowania poprzej obróptokretem 1 - obracn aleź w kierunku przywnym do ruchu wskazowej zegara, aby zwiększc glębokość frezowania, a w kierunku zgodnym z ruchem wskazowej zegara, abyzmiejszc glębokość frezowania. Orientacja ulatwa przy tym podzialka 2. Jeden obrótr odpowiada zmieanie nastawy glębokość o 2,0 mm, kaźda z kresek podziale, znejdujacej sie na Górnej krawędzi podziale 2, odpowiada zmieianastawy glębokość o 0,1 mm. Maksymalna zmiana nastawy glębokośćDynosi ±8 mm.
Przyklad: Pozadana glębokość frezOWANIA to 10,0 mm, rezultatem frezOWANIA próbnego bya glębokość frezOWANIA wynoszcA 9,6 mm.
Uniesc frezarke gornowrzechionowa podtozyc cos (np. kawatek drewna) pod plyte slizgowa 12 - tak, aby frez 22 przy opuszczaniu nie dotykaf obrabianego materiaiu. Wcisnac dzwignie blokady 16 i powoli opuszczac frezarke, az do momentu gdy ogranicznik glebokosci 4 calkowicie przylgnie do zderzaka schodkowego 8.
- Obróci podziale 2, ustawiajac ja na wartosci "i zwolnic dzwignie zgrubnego ustawiania glębokosci frezowania 5, obracajac niaw lewo.

Polski | 157
- Obróci podziale (roznica między wartość zadania i wartość rzejczywista) w kierunku zgodnym z ruchem wskazowej zagara i unieruchomicźwignie zgrubnégo ustawiania glębokosci frezowania 5, obracaj nec w sprawo.
-Skontrolowac wybranagglbokosc frezowania poprzes kolejne frezowanie prObne.
Wskazówki dotyczę pracy
Frezy nalezy chronici przed upadkiem i udarami.
Kierunek frezowania i procescie (zob. rys. C)
Kierunek frezowania musi byc stale przechiwny do kierunku obrotow freza 22 (frezowanie przyclwbiele). Przy frezowaniu zgodnym z kierunku zgodnym z kierunkiem obrotow freza (frezowanie wspobiele), frezarka moze byc wyrwana z rak osoby obstugujej.
-Nastawic pozadana ghebokosc frezowania, zgodnie z rozdzalem "Ustawianie ghebokosci frezowania".
-Ustawic eletronarzedzie z zamontowanym frezem na obrabianym przyedmiocie i uruchomic.
Wcisnac dzwignie blokady 16 i opuszczac wolno frezarke, az do osiagnicia nastawionej gebokosci frezowania. Zwolnic dzwignie 16,aby zablokowac wybranq pozycje frezarki.
-Frezowac, wymuszajac rrownomiery posuw.
-Po zakońceniu obrobki, przywrocic górne połozenie maszyny.
-Wyloczyelelektronarzedzie.
Frezowanie za pomocza zderzaka pomocniczego (zob. rys. D)
Aby ułatwoc obrobke wiekszych przyedmiotow, np. do frezomania wpustow, można przymocstaw do obrabianego przyedmiotu desk lub listwe i uzyc jej jako zderzaka pomocniczego, prowadzac wzdluz niej frezark. Frezarkne nalewy prowadzic po plaskiej stronie pty slizgowo-prowadzacej, wzdluz zderzaka pomocniczego.
Frezowanie krawedziowe lub ksztaltowe
Przy frezowaniu krawedzi lub przy frezowaniuksztaftowym bez zastosowania prowadnicy rornolegje, nalezy stosowac frezy trzpieniem prowadzacym lub tozyskiem kulkowym.
-Uruchomione uprzednio elektronarzédzie dosunac z boku do obrabianego przemiotu i zaglebiac frez w materiale, az do momentu oparcia sie trzpienia prowadzacego wzgl. zoyszka kulkowego freza o krawedz obrabianego przemiotu.
-Frezarke prowadzic oburacz wzdłusz krawedzi przydmiotu, zwracaj przy tym uwage na jej katowe połozenie. Zbyt silny dociskMZe spowodawc uszkodzenia krawedzi przydmiotu.
Frezowanie z prowadnica rrownolegka (zobrys.E)
Zamontowac drażki prowadźace 27 prowadnicy równolegej 26 w płycie podstawy 14 i zamocstaw je za pomocą srb motylkowych 10 w zędanym połozenia. Możliwa jest teź regulacja zgrubna dlugosci prowadnicy równolegej za pomocą srb motylkowych 28 i 29.
Po zwolnieniu obu srb motylkowych 28, mozza pomocqaPokretfa 30 wyregulowa copozenie frezarki na prowadnicy rownolegtej. Jeden obr ot odpwiada zmianie nastawy o 2,0 mm, kaźda z kresek na podziafcePokretfa 30 odpwiada zmianie nastawy o 0,1 mm.
Za pomocaj listwy zderzaka 31 mozliwa jest zmiana czynnej dlugosci prowadnicy rohnoleglej.
Wlaczone elektronarzedzie prowadzic z lekkim bocznym dociskiem na prowadnicr rownolegwa dzkrawedzi obrabianego przedmiotu, zachowujac przy tym rownomierny posuw.
W przypadku obrobki przy uzyciu prowadnicy rornoleglej 26,do odysania pyfow i wiorow nalezy uzyc specjalneo adaptera 32. Adapter 24MHz pozostac zamontowany.
Frezowanie z cyrklem (zob. rys. F)
Do frezowania po obwodzie koa moza
zastosowac cyrkiel z przystawka szyn
prowadzacych 33. Zmontowac cyrkiel zgodnie z
rysunkiem.




158 | Polski
Wkrecic sbrue centrujaca 38 do gwintu w cyrku. Czubek sruby umiecić posrodku obrabianego okregu, zwracajć przy tym uwage, aby stykała sie ona z obrabianym materiafem.
Nastawic zgrubnie poźadny promien,
przesuwajc cyrkiel, a nastepnie dokrecic s Ruby motylkowe 35 i 36.
Po zwolnieniu s Ruby motylkowej 36, moza za pomocqa Pokretfa 37 nastawic dugosc. Jeden obr odpowiada przyzmianie nastawy o 2,0 mm, ka z kresek podzai knaPokretle 37 odpowiadazmianie nastawy o 0,1 mm.
Wlaczone elektronarzedzie nalezy prowadzic nad obrabianym przydmiotem za pomocaprawego uchwtyu 1 i uchwtyu cyrka 34.
Frezowanie z lista prowadzacq (zob. rys. G)
Do frezowania wzduzujednej prostej stosujiesi listwe prowadzac40.
Dla wyrrowniania roznicy wysokoosci konieczne jest zamontowanie pplyt dystansowej 39.
Zamontowac cyrkiel z przystawka szyn prowadzacych 33, jak ukazano na rysunku.
Połozyc szynewrodzacq 40 na powierzchni obrabianego przydmiotu unieruchomic w odpowiedni sposob, np. za pomocza sciskow stolarskich. Umieść elektronarżedzie z zamontowanym cyrklem 33 na listwie prowadzacej.
Frezowanie z bolcem kopuijacym (zob. rys. H-L)
Za pomocă bolca kopiųćego 44 možliwe jest przenoszenia konturów z wzorców lub szablonów na przydetmioty obrabiane.
Przed Rozpoczeciem przy z bolcem kopiujacym 44 konieczne jest uprzejnie zamontowanie specialnego adaptera 41 w plicie slizgowej 12.
Adapter bolca kopiuacego 41 wstawic z gory na phyte slizgowa 12 i zamocowac go za pomocag dwoch srb mocujacych 42, zwracajac przy tym uwage, aby istniafa mozliwość swobodnégo poruszania dzwigni zwalniewacej blokade adaptera 43.
Wybor bolca kopiuacego zalezy od grubosci szablonu lub odwzorowywanej powierzchni. Ze wzgldu na wysokość bolca kopiuacego
(wystawanie), grubosc szablonu powinnawynosiic min. 8 mm.
Zwolnic dzwignie 43 i wstawic bolec kopiujacy 44 od dofu w adapter 41. Zeby ustalajce poIozenie adaptera musza w性疾病 wyczuwalny zaskoczyc do wglbiei w tulei.
Średnica freza musi byc mniejsza niz srednica wewnetrzna bolca kopljacego.
Aby wzędzie uzyskać taki sam odstep od srodka freza do krawędzi bolca kopiuacjago, mozliwe jest wycentrowanie wzajemne bolca i pły szlizgowej.
-Wcisnac dzwignie zwalniajaca blokade przystawki 16 ku dołowii i poprowadzic frezarka az do oporu w kierunku podstawy 14. Zwolnic dzwignie 16,aby zablokowac zdana pozycje frezarki.
Zwolnic s Ruby mocujace 45 o ok. 2-3 obrotow-tak,aby pIytka slizgowa 12 mogla sie swobodnie porusza.
Wstawic trzpień centrujacy 46 do uchwytu narzedziowego zgodnia z rysunkiem. Recznia dokreciclekko nakretke zlokowa takiy trzpień centrujacy moza byo swobodnie poruszać.
Wyrownac ustawienie trzpienia centrujacego 46 i bolca kopiujacego 44 wzgladem siebie, lekko przesuwajac ptye szigowa 12.
Dociangac s Ruby mocujace 45.
- Usunarztpiencentrujacy46zuchwytanarzedziowego.
Wcisnac dzwignie 16 i przywrocić gorne pofozenie maszyny.
W przypadku frezomania z bolcem kopiujacym 44 nalezy postepowac w nastepujacy spośob:
- Bolec kopiujacy wćzonego uprzejnio elektronarżedzia przystawic do szablonu.
Wcisnac dzwignie blokady 16 i opuszczac wolno frezarke, az do osiagniecia nastawionej gtebokosi frezowania. Zwolnic dzwignie 16,aby zablokowac wybranpa pozycje frezarki.
-Frezarkezwystajcymbolcemkopiuacym nalezy prowadzic wzdhu szablonu z lekkim bocznym dociskiem do odwzorowywanej powierzchni.



Polski | 159
Praca przy uzyciu stolu frezarskiego (osprzet)
Frezarka GOF 2000 CE pasujedowielu offerawanych na rynku stolow frezarskich. Aby zapewnic bezpieczenstwo przy montazu, a takze zgodne z przyznaczeniem uzytkowanie GOF 2000 CE przy uzyciu stofu frezarskiego, nalezy koniecznie:
-upewnic sie, ze wybrany stof frezarski pasujedo GOF 2000 CE (zwrociu wage na wskazowki,znajdujace siw informacji producenta stolu)
-postepowac zgodnie ze wskazowkami producenta stofu, dotyczymi instalacji obslugi stofu
-postpowac zgodnie ze wzystkimi wskazowkami bezpieczene sta wducenta stu,jak rowniez ze wzystkimi wskazowkami bezpieczene sta, zawartymi w niniejszej instrukcji GOF 2000 CE.
Firma Bosch nie ponosi odpowiedzialnosci za obrazenia i szkody materialne, ktore powstaly w winiku niewlasciwego uzycia GOF 2000 CE ze stolem frezarskim.
Przy wszystkich zgloszeniach oraz zamowieiach czeci zamiennych konieczne jest podanie 10-cyfrowego numeru katalogowej elektronarzedzia zgodnie z danymi na tabliczce znamionowej.
Obługa klienza oraz doradztwo techniczne
Ze wzystkimi pytaniani, dotyczymi naprawy i konserwacci nabytego produktu oraz dostepu do czeci zamiennych prosimy zwracć sie dopunktow obslugi klienla. Rysunki techniczne oraz informacja o czeciach zamiennych możnaznaleź pod adresem:
www.bosch-pt.com
Zespórdoradztwa technicznégo firmy Bosch sluzy pomocawraziepyanzwiazanychz zakupemproduktu,jejozastosowaniemorzregulacjurzadzeniosprzétu.
Polska
Serwis Elektronarzedzi
Ul. Szyszzkowa 35/37
02-285 Warszawa
Tel.: +48 (022) 715 44 60
Faks: +48 (022) 715 44 41
E-Mail: bsc@pl.bosch.com
Infolinia Dziatu Elektronarzedzi: +48 (801) 100 900
(w cenie połaczenia lokalnégo)
E-Mail: elektronarzedzia.info@pl.bosch.com
www.bosch.pl
Konserwacja i serwis
Konserwacja i czyszczelenie
Przed wszystkimi pracami przy elektronarze-dziu nalezy wciagnac wtyczke z gniazda.
Aby zapewnil bepzpleczn l wydajna prace, elektronarzedzie i szczeliny wentylacyjne nalezy utrzmywac w czystosci.
W ekstremalnych warunkach pracy, w srokku naręźdia osadzić moze są przy obrabianiu metali przewodzący pył. Izolacja ochronna elektronarȩźdia moze zostac uszkodzona. W takich przypadkach zaleca są użcie stacjonarnego urzadzenia odysajść, czeste wydmuchiwanie szczelin wentylacyjnych i podlącenie przyżwyćznik ochronny (FI).
Jesli urzadzenie, mimo dokladnej i wszechstronnej kontroli produktynej ulegnie kiedykolwiek awarii, naprawe powinien przypoprowadzi autorzowych serwis elektronarzedzi firmy Bosch.
Usuwanie odpadow
Elektronarzedzia, osprzet i opakowanie nalezy poddać utylizaci zgodnie z obowiazujacymizasadami ochronyŚrodowska.
Tylko dla polistw nalezych do UE:

Nie nalezy wyrzucac elektronarzedzi do opadow domowych!
Zgodnie z europejska wytyczna 2002/96/EG o starych, zuzytych narzedziach elektrycznych i elektronicznych i jej stosowania
w sprawie krajowym, wyeliminowane, niedatne do uzycia elektronarzędzia nały zbierać osobno i doprowadzić do ponownego uzytkowania zgodnego zzasadami ochronyŚrodowska.
Zastrzega sie prawo dokonywania zmian.
160 | Cesky
Frezovani's pomocnym dorazem (vlz obr. D)
Pro opracovani velkych obrobku, prikladne pri frzovani drazek muzete na obrok upevnit jako pomocny doraz prknno nebo listu a vest hornifrezku podel pomocného dorazu. Hornifrezku vedte podel pomocného dorazu zplostelou stranou kluzné desky.
VseobecneVystraNZe upozornenia a bezpecnostnepokyny
4 POZOR
Precitajte sI vsetky Vystrazné upozornenia a bezpećnostné
pokyny. Zanedbanie dodrziavania Vystražnych upozorneni a pokynov uvedenych v nasledujucom texte moze mat'za nasledok zasah elektrickym prudom, sposobit'poziar a/alebo tazke poranenie.
Tieto Vystrażne upozornenia a bezpećnostné použitie.
Pa6oTeTe C wymo3aIaywnteAn!
TbHATA CToHOCHT Ha Bn6paunHe (BekTopHaCyMa IIO TpHTe HApPaBaeHna) e ONpeDeAeHaCbraacHO EN 60745:
CTOHCTHa rHeHepnpaHTe Bbpaunn a_h = 5,0m / s HoePipeAeHocT K=1,5m/s².
PabHnIeTo Ha reHepnpaHInTe Bn6paun, nocOueHO ToBa PbKOBoCTBO 3a ekTnAoTaun, e OtnpeAeHo CbTaACHO IpoUeDpyata, AeHHnPaa Hb EN 60745, MoXe Da 6bDe NtIOAn3BaHO 3a cpaBnBaHe CdpYr EaeKtpOnHcTpymEnT. To e IOxOxAIO CbIoN Hs A pEaBapHTeHa opneHTpOBbUHa IIpeuHkHa Ha HtobapBaHeto OT Bn6paun.
IIOcOeHOTo HnBO Ha reHepnHaHTe Bn6paunH e IpEAcTbAHTeALHO 3a HaN-ueCTo CpeaunHe PnIooKehn Ha eAEKTPOnHCTpyMeHTa. Bce NaK, aKO eAEKTPOnHCTpyMeHTb CE n3I0A3Ba 3a DpyrH DeHocTH, CApyRn pa6Othn INCtpyMeHTn Hn Ako He 6bDe NODbPkaH, KaKTo e IpeaHCAHO, paBHNlTeHO Ha reHepnPaHHTe Bn6paunH MoKe Da ce IppomEn. Toba 6N MoTLo Da yBeMaHn 3HaHTeALHO cyMapHO ToHtOBapBaHe OT Bn6paunH B IIpoecA ha pa6ota.
3a ToHATA TpeueHka Ha HATOBapBaHeto OT BnB6paunu Tp8bda Da 6baat B3MaHn TpeABAu INepHOATE, B KONTO EAEKTPoHnCTpyMeHTbTe H3KAIOUeHN PA60Tu, HO He Ce IOn3Ba. TOBa 6N MOrA O 3NaHTeHDoA HAAMn CymAPHOTo HATOBapBaHe OT Bn6paunu.
IpeaBnTeAOnbHnTeHaMeKn3aIpeTa3BaHe Ha pa6oteuNc eEeKTPoHnCTpyMeHTaOT Bb3AeCTBHeTO Ha Bn6paunHTe, HATpIMep:TexHueCKO6CaYkBaHe Ha eEeKTPoHnCTpyMeHTa N pa6oTHHe HnCTpyMeHTn, TIOaDbPxAHe Ha pBuTE TOII, ueecb6o6p3Ha opraHHaunHa pa6oTHHe CTbTN.
Aeknapaun 3a cbOTBETCTBnE

CIIbHaOTROBOpHcT HHeAekApHpAmE,ue ONnCaHHrB《TexHnueckn DaHHN》IPOADyKT CbOT-BETCTBa Ha CLeAHnte CTaHApTN HAHOPMaTHBnDOKyMeHTn:EN60745cbrAacHO3NcKBaHNrTaHa DnpeKtBn 2004/108/EO,98/37/EO (20 28.12.2009),2006/42/EO (OT 29.12.2009).
IopobnTexnueckOnnncnnaPi: Robert Bosch GmbH, PT/ESC, D-70745 Leinfelden-Echterdingen
1) Drośba darba vietà
a) Sekojiet, lai darba vieta butu tira un sakartota. Nekartiga darba vietau slikta apgaismojuma var viegli notikt nelaimes gadijums.
b) Nelietojiet elektroinstrumentu eksplozivu vai ugunsnedrosu vielu tuvuma un vietas ar paaugstinatu gazes vai puteklu saturu gaisa. Darba laika elektroinstruments nedaudz dzirkstelo, un tas var izsaukt viegli degosu puteklu vai tvaiku aizdegsanos.
c) Lietojot elektroinstrumentu, nelauijiet nepiederosam personam un jo ipasi berniem tuvoties darba vietai. Citu personu klatabutne var noverst uzmanibu, ka rezul-tata jus varat zaudet kontroli par elektroinstrumentu.
2) Elektrodrosiba
a) Elektroinstrumenta kontaktdakšai jabut piemerotai elektrotikla kontaktligzdai. Kontaktdakšas konstrukciju nedrikst nekāda veidā mainit. Nelietojiet kontaktdakšas salagotajus, ja elektroinstru
ments caur kabel tiek savienots ar alz-sargzemejuma kedi. Neizmainitas konstrukcijas kontaktdaksa, kas piemeroataktaktigzdai, lauj samazinat elektriska triecena sanemesanis riku.
b) Darba laika nepieskarieties sazemetiem prieksmietiem, piemeram, caurulem, radiatorium, piltim vai ledusskapjlem. Pieskaroties sazemetam virsmam, pieaug risks sanemt elektrisko triecienu.
c) Nelietojiet elektroinstrumentu lietus laika, neturiet to mitruma. Mitrumam ieklustot elektroinstrumenta, pieaug risks sanemt elektrisko triecenu.
d) Nenesiet un nepiekariet elektrinstrumentu aiz elektrokabela. Neraujiet aiz kabela, ja velatles atvienot Instrumentu no elektrotikla kontaktligzdas. Sargajiet elektrokabeli no karstuma, ellas, asam skautnem un elektrinstrumenta kustigajam dalam. Bojats vai samezgloijes elektrokabelis var but par celoni elektriskajam triecenam.
e) Darbinot elektroinstrumentu arpus telpam, izmantojiet ta pievienosanai vienigi tadus pagarinatajkabelus, kuru lletosana arpus telpam ir atlauta. Lietojot elektrokabeli, kas piemeroits darbam arpus telpam, samazinas risks sanemt elektrisko trieciju.
f) Ja elektrinoinstrumentu tomer nepieclesams lietot vietas ar paaugstinatu mitrumu, izmantojiet ta pievienosanai nopuldes strvas aizsargreleju. Lietojot nopldes strvas aizsargreleju, samazinas risks sanemt elektrisko triecenu.
3) Personská drośba
a) Darba laika saglabajiet paskontroli un rikojieties saskaar veselo sapratu. Partrauciet darbu, ja jutaties noguris vai atrodaties alkohola, narkotiku vai medicamentu izraisita reibuma. Stradajot ar elektroinstrumentu, pat viens neuzmani-bas mirklis var but par celoni nipietnam savainojumam.
Latviešu | 281
b) Izmantojiet individuales darba aizsardzibas lidzeklus. Darba laika nesajiet aizsargbrilles. Individuo darba aizsardzibas lidzeklu (puteklu maskas, neslidosu apavu un aizsargkiveres vai ausu aizsargu) pieliitosana atbilstoše elektroinstrumentatipam un veicama darba raksturam lauj izvairities no savainojumiem.
c) Nepielauijiet elektroinstrumenta patvaligu ieslegsanos. Pirms elektroinstrumenta pievienosanas elektrotiklam, akumulatora ievietosanas vai iznemsanas, ka ari pirms elektroninstrumenta parnesanas parliecinieties, ka tas ir izslegts. Parnesot elektroninstrumentu, ja pirksts atrodas uiz iesledzega, ka ari pievienojot to elektrobarosanas avotam laika, kad elektron-instruments ir ieslegts, var viegli notikt nelaimes gadijums.
d) Pirms elektroinstrumenta ieslegsanas neaizmirstiet iznemnt no ta regulejosos instrumentus vai atslegas. Regulejosais instruments vai atslega, kas ieslegsanas bridi atrodas elektroinstrumenta kustigajas dalas, var radit savainojumu.
e) Darba laika Izvairieties lenemnt neertu vai nedabisku kermena stavokli. Vienmier ieturiet stingru staju un centieties saglabat lidzsvaru. Tas atvieglo instrumenta vadibu neparedzetasituacijas.
f) Izvělieties darbam pieméruto apgérbu. Darba laika nenésajiet brivi plandošas drebes un rotaslietas. Netuviniet matus, apgérbu un aizsargcimidus instrumenta kustigajam dalam. Valigas drebes, rotaslietas un gari mati var iekerties instrumenta kustigajas dalas.
g) Ja elektroinstrumenta konstrukcija lauj tam pievienot arejo puteklu uzdukstanas val savaksanus/uzkranas lerici, sekojiet, la t butu pievienta un pareizi darbotos. Pielietojt puteklu uzuksanu vaisavaksanu/uzkrasanu, samazinas to kaitiga etekme uz stradajosas personas veselibu.
4) Saudzejosa apiesanas un darbs ar elektroinstrumentiem
a) Neparslogojlet elektroinstrumentu. Katram darbam izvelieties piemerotu elektroninstrumentu. Elektroinstruments darbojas labak un drosak pie nominalas slodzes.
b) Nelietojiet elektroinstrumentu, ja ir bojats ta iesledzejs. Elektroinstruments, ko nevar iesegt un izslegt, ir bistams lietoisanai un to nepiecesams remontet.
c) Pirms elektrinstrumenta apkopes, regulesanas vaidarbinstrumenta nomainas atvienojiet ta kontaktdaksu no barojsa elektrotikla vai iznemiet no ta akumulatoru. Sadi iespejams noverst elektroninstrumenta nejuusu lesegsanos.
d) Ja elektroinstruments netiek lietots, uzglabjlet to piemerot vieta, kur elektroinstruments nav sasniedzams berniem un personam, kuras neprot ar to rikoties vai nav iepazinusas ar siem no-teikumiem. Ja elektroinstrumentu lieto nekompêtes personas, tas var apdraudet cilveku veselibu.
e) Rupigi veloclet elektrinoinstrumenta apkalposanu. Parbaudiet, vai kustigas dalas darbojas bez traucejumiem un nav lespiestas, vai kada no dalam nav salauzta vai bojata, vai katra no tam pareizi fungkione un pilda tai paredzeto uzdevumu. Nodrosiniet, lai bojatas dalas tiktu savlaicigi nomainitas vai remontetas pilnvarota remonta darbnica. Daudzi nelaimes gadijumi notiek tapec, ka elektrinoinstrumentes pirms lietosanas nav pienacigi apkalpots.
f) Savlalcigi notiriet un uzasiniet griezosos darbinstrumentus. Rupigi kopti elektroninstrumenti, kas apgadati ar asiem griezej instrumentiem, lauj stradat daudz razigak un ir vieglik vadami.

282 | Latviešu
g) Lietojlet vienigi tadus elektroninstrumentus, papildpiederumus, darbinstrumentus utt., kas atbilst seit sniegtajlem noradijumiem, nemot vera ari konkrtos darba apstaklus un pielietojuma ipatnibas. Elektroninstrumentu lietosana citiem merkiem, neka tiem, kurium to ir paredzejusi raZotajfirma, ir bistama un var novest pie neparedzamam sekam.
5) Apkalpośana
a) Nodrosiniet, lai elektroninstrumenta remontu veiktu kvalificets personals, nomainai izmantojot originalas rezervesDSLas un plederumus. Tikai ta iespejams panakt un saglabat vajadzigo darba drosihas limeni.
Drosibas noteikumi frzem
Darbinstrumenta pielaujamajam griesanas atrumam jabut ne mazakam par maksimalo griesanas atrumu, kas noradits elektroninstrumenta tehniskajos parametros. Piederumi, kas rote atrak par pielaujamo atrumu, var saluzt.
Fréesanas darbinstrumentu vail citu piederumu kata diametram precizi jaatbilst darbinstrumenta stlipinajuma icerics (turetajaptveres) izmeriem.
Darbinstrumenti, kas precizi neatabilst stiprinajuma ierices izmeriem, nevienmeregiro, loti stipri vibre un var izraisit kontroles zaudeesanpur instrumentu.
Kontaktejiet darbinstrumentu ar apstradajamo prieksmetu tikai pec elektrinstrumenta ieslegsanas. Tas laus izvairities noatsitiena, kas var notikt, darbinstrumentam iestregstot apstradajamaja prieksmeta.
Netuviniet rokas frzeesanas vietai un diskfrzei. Ar otru roku satveriet papildrokturi. Ja freze tiek tureta ar abam rokam, rotejosais darbinstruments tas nevar savainot.
Neapstradajet materialus, kas satur metala objektus, naglas vai skruves. Saduroties ar sadiem prieksmietiem, frezeshanas darbinstruments var tikt bojats, izraisot paaugstinatu vibraciju.
Ja darbinstruments var skart sleptu elek-troparvades linju vai instrumenta elektrokabeli, darba laikā turiet elektrinstrumenta izolētajiem rokturiem, nepieskaroties metala dalam. Darbinstrument am skarot spriegumnesosu elektrotikla vadu, spriegums nonak ari uz elektroninstrumenta metala dalam un var but par celoni elektriskajam triecienam.
Lietojiet piemerotu metalmekletaju slepto pievadliniju atklasanai vai ari griezieties pec palidzibas vieteja komunalas saimniecibas iestade. Urbim skarot elektrotikla linju, var izcelties ugunsgreks un stradajosasa persona var sanemt elektrisko triecienu. Gazes vada bojajums var izraisit spradzenu. Urbim skarot udensvada cauruli, var tikt bojatas materialas vertibas.
Nelietojiet neasas vai bojatas frzes. Neasas vai bojatas frezes rada paaugstinatub erzi, viegl iestegt frezejuma un pazemina frezeshanas efektiviti.
Darba laika stingri turiet elektroninstrumentu ar abam rokam un centieties ieturetdrosu staju.Elektroninstrumentu ir drosakvadit ar abam rokam.
Nostipriniet apstradajamo prieksmetu. le-stiprinot apstradajamo prieksmetu skruvsples vail cita stiprinajuma ierie, stradat ir drosak, neka tad, ja tas tiek turets ar rokam.
Uzturlet darba vietu tiru. Ipasi bistams ir dazadu materialiu puteklu sajaukums.Viegmo metaliu putekli ir loti ugunsnedrosi un spradzienbistami.
Pirms elektroinstrumenta novletosanas nogaidiet, lidz tas pilnigi apstjas. Kustiba esoss darbinstruments var iestregt, izsaucot kontroles zaudeesan pär elektroninstrumentu.
Nelietojiet elektroinstrumentu, ja ir bojats ta elektrokabelis. Ja elektrokabelis tick bojats darba laika, nepieskarieties tam, bet izvelciet kabela kontaktdaksu no elektrotikla kontaktligdzas. Stradajot ar instrumentu, kuram ir bojats elektrokabelis, pieaug risks sanemt elektrisko triecienu.



Funkciju apraksts

Rupigi izlasiet visus drosihas noteikumus. Seit sniegto drosihas noteikumu un noradijumu neievero-sana var izraisit azdegsanos un but par celoni elektriskajam triecienam vai nopietnam savainojumam.
Ludzam atvert atlokamo lappusi ar elektroinstrumenta attelu un turet to atvertu visu laiku, kamir tiek lasita lietosanas pamaciba.
Pielietojums
Instruments ir paredzets koka, plastmasas un vieglo celtniecibas materialu frezesanai, veicot malu apdari un veidojot gropes, profilus un iegarenus atverumus, ka ari sablonfrezesanai, apstrades laika noturot pamatni saskare ar apstradajama prieksmeta virsmu. Darbinot instrumentu ar samazinatu atrumu un izmantojoit piemerotus darbinstrumentus, to var lietot ari krassino metalu apstradei.
Attelotas sastavdalas
Atteloto sastavdalu numeracija atbilst numuriem elektrinstrumenta attela, kas sniegts ilustrativajalappuse.
1 Rokturis frzeesanas dziluma precizai iestadiisanai
2 Skala frezeesan dziluma precizai iestadiisanai
3 Labas puses rokturis
4 Dziluma ierobežotajs
5 Fiksejosa svira frezeesanas dziluma aptuvenai iestadiisanai
6 Skala frezeesanas dzijuma aptuvenai iestadiisanai
7 Rokturis frzeesan dziluma aptuvenai iestadiisanai
8 Pakapjveida atdure
9 Darbvarpstas fikseshanas taustins
10 Sparnskrue parallelās vadotnes vadstienu stiprināsanai (2x)*
11 Turetajaptveres virsuzgrieznis
12 Slidplaksne
13 Aizsarguzmava
14 Pamatne
15 Kreisas puses rokturis
16 Fiksjoša svira
17 Regulators griesanas atruma prieksiestadisanai
18 Taustin'siesledzega fikseshanai
19 lesledzeks
20 Poga fiksejoas sviras nostiprinasanai
21 Valeja uzgieznu atsiga, platums 24mm^
22 Frezeşanas darbinstruments
23 Uzsuksanas 3utene ( 35mm)^
24 Uzuksanas adapters
25 Sparnskrue uzsuksanas adapteram (2x)^
26 Paralēla vadotne
27 Paralelas vadotnes vadstienis (2x)^
28 Sparnskruve paralelas vadotnes precizai iestadisanai (2x)
29 Sparnskrue parallelas vadotnes aptuvenai iestadisanai (2x)
30 Rokturis paralēlas vadotnes precizai jestādīsanai
31 Paralēlas vadotnes atdurliste
32 Uzsuksanas adapters paralelajai vadotnei
33 Frezeesan cirkulis/vadotnes sliedes adapters
34 Frezeesanas cirkula rokturis
35 Sparnskruve frezeesan cirkula aptuvenai iestadisanai (2x)^
36 Sparnskruve frzeesanas cirkula precizai iestadiisanai (1x)
37 Rokturis frezeesan cirkula precizai iestadiisanai
38 Centrojosa skruve
39 Distancplaksne (ietilpst frezeshanas cirkula komplekta)
40 Vadotnes sleede
41 Kopejosas vadotnes adapters
42 Stiprinoša skruve kopejosas vadotnes adapteram (2x)
43 Stiprinoša svira kopejošas vadotnes adapteram
44 Kopejosa vadotne
45 Stiprinoša skruve slidplaksnei (4x)
46 Centrejosais stienis
*Attelotie vai aprakstitie piederumi neietilpst standarta piegades komplekta.

284 | Latviešu
Tecniskie parametri
Sargajlet frezesanas darbinstrumentus no kritieniem un triecieniem.
Frezeñas virziens un operacijas gaita (skatit attelu C)
Frézésanas lalka instruments vienmer
japarvieto pret frézésanas darbinstrumenta
22 grieżejskautnu parvietoşanás virzienu
(pretëjs virziens). Veicot frézésanu
grieżejskautnu parviertoşanás virziena
(vienàs virziens), elektroinstruments var
tikt izrauts no rokām.
288 | Latviešu
- lestadiet velamo frezeesan dzilumu, ka noradits sadala „Frezeesan dziluma iestadiisanza".
- Novietojiet elektroninstrumentu ar taja iestiprinatu frezesanas darbinstrumentu uz apstradajama prieksmeta virmas un iesledziet instrumentu.
Nospiediet fiksjo so sviru 16 un leni parvietojet frezesanas bloku lejup, lidz tiek sasniegts velamais frezesanas dzilums. Tad atlaidiet fiksjo so sviru 16, fiksjof frezesanas bloku stavokli, kas atbilst sim dzilumam. - Veiciet frezeesanu, vienmeregi parvietojot instrumentu.
- Pec frezeesan operacijas beigam parvietojet frezeesan bloku augsejastavokli.
- Izslédziet elektroinstrumentu.
Frezesana ar paligvadotni (skatit attelu D)
Lai apstradatu lielaka izmera prieksmetus, piemeram, veicot gropju frzeesanu, uz apstradajama prieksmeta virms var nostiprinat koka deli vail iizmantot to ka paligvadotni. Frzeesanas laika virziet gar paligvadotni vienu no virsfrezes pamatnes slidplaksnes taisnajam malam gar paligvadotnes malu.
Malu vai formu frēzësana
Veicot malu vai formu frezeesan bez paralelas vadotnes, jaizmanto frezeanas darbinstrumenti, kas apgadati ar atdures elementu vadotnes izcilna vai gultna veida.
-Tuviniet iesletgtu elektroinstrumentu apstradajama prieksmeta malai, lidz tai pieskaras frezesanas darbinstrumenta vadotnes izcilnis vai gultnis.
Turot elektrinstrumentu ar abam rokam, virziet to gar apstradajama prieksmeta malu. Sekojiet, la instrumenta pamatne stingri saskartos ar apstradajama prieksmeta virsmu. leturiet neliu sanu spiedenu, jo parak stiprs spiiediens var sabojat apstradajama prieksmeta malu.
Frezešana ar paralelo vadotni (skatit attelu E)
lebidiet paralelas vadotnes 26 vadstienus 27
pamatne 14 un nostipriniet ar sparnskruvem 10
vajadzigaj garuma. Bez tam paralelo vadoti var
parviot pot vadstieniem velamaja attaluma un
nostiprinat ar sparnskruvem 28 un 29.
Paralelas vadotnes attalumu var precizi iestadit ar rokturi 30, ieprieks atskruvejot abas sparnskrues 28. Vienam roktura apgriezienam atbilst paralelas vadotnes parvietoanas par 2,0 mm, bet katrai no roktura 30 iedalam atbilst parallelas vadotnes parvietoanas par 0,1 mm.
Paralelas vadotnes efektivo laukumu var palielinat, izmantojo tadurlisti 31.
Vienmérigi parvietojiet ieslctgu
eletroinstrumentu gar apstradajama
prieksmeta malu, ieturot merenu paralelas
vadotnes spiedenu sanu virzena.
Izmantojot frezeisanai paralelo vadotni 26,
puteklu un skaidu uzuksanas notiek caur specialu puteklu uzuksanas adapteru 32.
Uzuksanas adapters 24 saja laika var palikt
nostiprinats uz virsfrezes pamatnes.
Frezesana ar frezesanas cirkuli (skatit attelu F)
Frezeesanai pa api var izmantot frezeesanas cirkuli/vadotnes sliedes adapteru 33. Nostipriniet frezeesanas cirkuli, ka paradits attela.
leskruvejiet centejo so skruvi 38 frezeanas cirkula vitne. Novietojiet centejoas skruves smaili frezjamas apla linijas centa t, la smaille iespiestos apstradajama prieksmeta virsma.
Pärbidot frezësanas cirkuli pa vadstieniem, aptuveni iestadiet velamo frezësanas apla radiusu un tad to nostipriniet, stingri pieskrüvejot sparnskrüves 35 un 36.
Ar rokturi 37 var precizi estadit frezeesanas apara radiusu, vispirms atskruvejot sparnskruvi 36. Vienam roktura apgriezienam atbilst frezeesanas apara radiusa izmaina par 2,0 mm, bet katrai no roktura 37 iedalam atbilst frezeesanas apara radiusa izmaina par 0,1 mm.
Pavietojiet ieslgtu elektroninstrumentu pa apstradajama prieksmeta virsmu, turot aiz laba roktura 1 un aiz frezesanas cirkula roktura 34.
Latviešu | 289
Frezeesana ar vadotnes sliedi (skatit attelu G)
Ar vadotnes sleedes 40 palidzibu var erti veikt frzeesan pa taisnu linju.
Lai izlidzinatu augstumu starpibu, uz instrumenta janostiprina distancplaksne 39.
Nostipriniet frezesanas cirkuli/vadotnes sleedes adapteru 33, ka paradits attela.
Lietojot piemerotas piespieedjierices, piemeram, rokas skruvspiles, nostipriniet vadotnes sliedi 40 uz apstradajama prieksmeta virmas. Novietojiet elektroinstrumentu ar uz tā nostiprinatu vadotnes sliedes adapteru 33 uz vadotnes sliedes.
Sablonfrezesana, lietojot kopejo so vadotni (skatit attelus H-L)
Ar kopejos vasotnes 44 palidzibu var parnest originalo prieksmetu vai sablonu konturas uz apstradajamo prieksmetu.
Lai varetuizmantot kopejo so vadotni 44, kopejoas vadotnes adapters 41 jaiestiprina slidplaksne 12.
No augsas ieviietojiet kopejosas vadotnes adapteru 41 slidplaksne 12 un stingri pieskruejiet to ar 2 stiprinosajam skruvem 42. Sekojiet, lai, kopejosas vadotnes adaptera stiprinosa svira 43 varetu brivi kustetes.
Izvelieties darbam kopejo so vadotni, kas atbilst originala prieksmeta vai sablona biezumam. Kopejo sajai vadotneir lejup versta centrala apmale, tapec sablonabiezumam jabut vismaz 8 mm.
Atveriet stiprino so sviru 43 un no apakas ievietojiet kopejo so vadotni 44 adaptera 41. Sekojiet, lai kodejoie izcilni pareizi ievietotos kopejosas vadotnes gropes.
Izvelieties frezesanas darbinstrumentu, kura diamets ir mazaks par kopejosas vadotnes ieksejo diametu.
Tā kā visparejā gadijuma attalumam no frezeshanas darbinstrumenta centra lidz kopejosas vadotnes apmalei visos virzienos jabut vienadam, vajadzibas gadijuma kopejo sa vadote un slidplaksne savstarpeji jacentre.
Nospiediet fiksjo so svir 16 un lidz galam parviietojiet freesanas bloku pamatnes 14 virziena. Tad atlaidiet fiksjo so sviru 16, laujot freesanas blokam fikseties saja stavokli.
- Atskruvejiet stiprinosas skruves 45 par aptuveni 2 - 3 apgriezieniem ta, lai slidplaksne 12 brivi parvietotos.
levietojiet centrejo so stien 46 instrumenta turetajaptvere, ka paradits attela. Ar roku pieskruejiet turetajaptveres virsuzgriezni ta, lai centrejo so stien vel butu iespjams parvietot.
- Savstarpeji centrei-jiet centrejo so stieni 46 un kopejo so vadotni 44, nedaudz parvietojot slidplaksni 12.
- Stingri pieskruejiet stiprinosas skruves 45.
- Iznemiet centrejosto steni 46 no turetajaptveres.
Nospiediet fiksjo so sviru 16 un parvietojiet frezeshanas bloku augseja stavokli.
Veicot sablonfrezeesanu ar kopejoso vadotni 44, rikojieties sadi.
-Tuviniet ieslegtu elektroinstrumentu sablona malai, lidz tai pieskaras kopejosas vadotnes apmale.
Nospiediet fiksejoso sviru 16 un leni parvietojiet frezesanas bloku lejup, lidz tiek sasniegts velamais frezesanas dzilums. Tad atlaidiet fiksejoso sviru 16, fiksejot frezesanas bloku stavokli, kas atbilst sim dzilumam.
-Virziet elektroinstrumentu gar sablona malu, ieturot neliu sanu spiedenu ta, lai kopejosas vadotnes apmale nepartraukti saskartos ar sablonu.
Darbs ar frezeshanas galdu (papildplederums)
Virsfreze GOF 2000 CE ir saderiga ar vairakiem piederumu tirgu piedavajamajiem frezesanas galdiem. Lai virsfrezi GOF 2000 CE butu iespejams drosi nostiprinat uz frezesanas galda un pareizi lietot kopa ar to, obligati ieverojiet sadus noteikumus.

290 | Latviešu
- parliecinieties, ka izveletais frezesanas galds ir saderigs ar virsfrezi GOF 2000 CE (sadas zinas tiek smiegas frezesanas galda pavaddokumentacija)
- leverojet frezešanas galda ražotajfirmas sniegtos noradijumus tā uzstadiisanai un lietošanai
- leverojiet visus frezesanas galdapavaddokumentacija un saja virsfrezesGOF 2000 CE lietoanas pamacibasniegtos droibas noteikumus.
Bosch neatbild par savainojumiem un
materialo vertibu bojajumiem, kas var rasties
virsfrezes GOF 2000 CE nepareizas
lietoanas del, to izmantojot kopar
frezesanas galu.
Pieprasot konsultacijas un pasutot rezerves dalas, noteikti pazinojiet 10 zimju izstradajuma numuru, kas atrodams uz elektroinstrumenta markejuma plaksnites.




