
MR38CV - 砂光机 Mirka - 免费用户手册
免费查找设备手册 MR38CV Mirka PDF格式.
| 产品类型 | 气动随机轨道砂光机 |
| 品牌 | Mirka |
| 型号 | MR38CV |
| 尺寸(长 x 高) | 248 x 118 mm |
| 净重 | 0.96 kg (2.1 lb) |
| 垫板尺寸 | 70 x 198 mm (3 x 8 英寸) |
| 偏心距 | 3 mm (1/8 英寸) |
| 吸尘类型 | 中央式 (CV) |
| 功率 | 179 W (0.24 HP) |
| 耗气量 | 453 L/min (16 scfm) |
| 工作压力 | 6.2 bars (90 PSI) |
| 推荐气管接口 | 10 mm (3/8 英寸) |
| 最大软管长度 | 8 m (25 ft) |
| 空载转速 | 10 000 opm |
| 噪音水平 | 75 dBA (EN ISO 15744) |
| 振动水平 | 3 m/s² (K=0.83 m/s²) |
| 所需安全装备 | 护目镜、口罩、手套、听力保护装置 |
| 维护 | 每日润滑,清洁过滤器和消音器 |
| 用途 | 打磨金属、木材、石材、塑料 |
| 保修 | 已含保修,由 Mirka 授权中心维修 |
常见问题 - MR38CV Mirka
用户关于以下问题的提问 MR38CV Mirka
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 砂光机 免费PDF格式!查找您的手册 MR38CV - Mirka 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 MR38CV 品牌 Mirka.
用户手册 MR38CV Mirka
| 符合性声明 KWH Mirka Ltd. 66850 Jeppo, Finland 全权声明本声明所涉产品 70毫米 x 198毫米 (3英寸 8英寸) 10,000 OPM轨道打磨机(特定型号见“产品配置/规格”表) 符合下列标准或其他EN ISO 15744:2008规范文件,并符合89/392/EEC(依据91/368/EEC、93/44/EEC和93/68/EEC指令修订并整合2006/42/EC指令)指令的规定 Jeppo 16.01.2014 MIRKA | ||||
| 发出地点和日期 公司 执行副总裁 | ||||
| 操作说明 包括——质保、请阅读并遵守以下规定、正确使用工具、工作台、使工具开始运转、操作说明、产品配置/规格表、零件页、零件清单、打磨机备用零件套装、故障排除指南、维修说明 | 重要说明 安装、操作、维修或修理木工具之前,请仔细阅读本说明。请将本说明妥善保存在安全方便的地点。 | CE | ||
| 制造商/供应商 KWH Mirka Ltd. 66850 Jeppo, Finland 电话: +358 20 760 2111 传真: +358 20 760 2290 | 必要的个人安全设备 护目镜 呼吸面罩 安全手套 护耳用具 | |||
| 建议空气管 尺寸-最小 10毫米 3/8英寸 | 建议最大 软管长度 8米 25英尺 | 气压 最高工作压力 6.2巴 90 psig 建议最低值 不适用 不适用 | ||
请阅读并遵守以下规定
1)OSHA2206一般行业安全与健康规定,第1910部分,可向以下机构索取:华盛顿特区政府印刷局文档主管,邮编20402
2) ANSI B186.1 便携式气动工具安全规范,可向以下机构索取:美国国家标准学会,地址:1430 Broadway;New York,New York 10018
3)州和本地规定。
正确使用工具
本打磨机使用专用的研磨料,可对各种材料(如金属、木材、石头、塑料等)进行打磨。未向制造商或获制造商授权的供应商咨询前,切勿将本打磨机用于指定用途之外的任何其他用途。切勿使用工作速度低于10,000OPM无载速度的备用垫片。
工作台
木工具为手持工具。我们始终建议操作人员站在稳固的地板使用木工具。工具可以放在任何位置,但在使用之前,操作人员必须站在底座和扶手均扎实稳固的安全位置,并注意打磨机会产生扭矩反作用。请看“操作说明”部分。
使工具开始运转
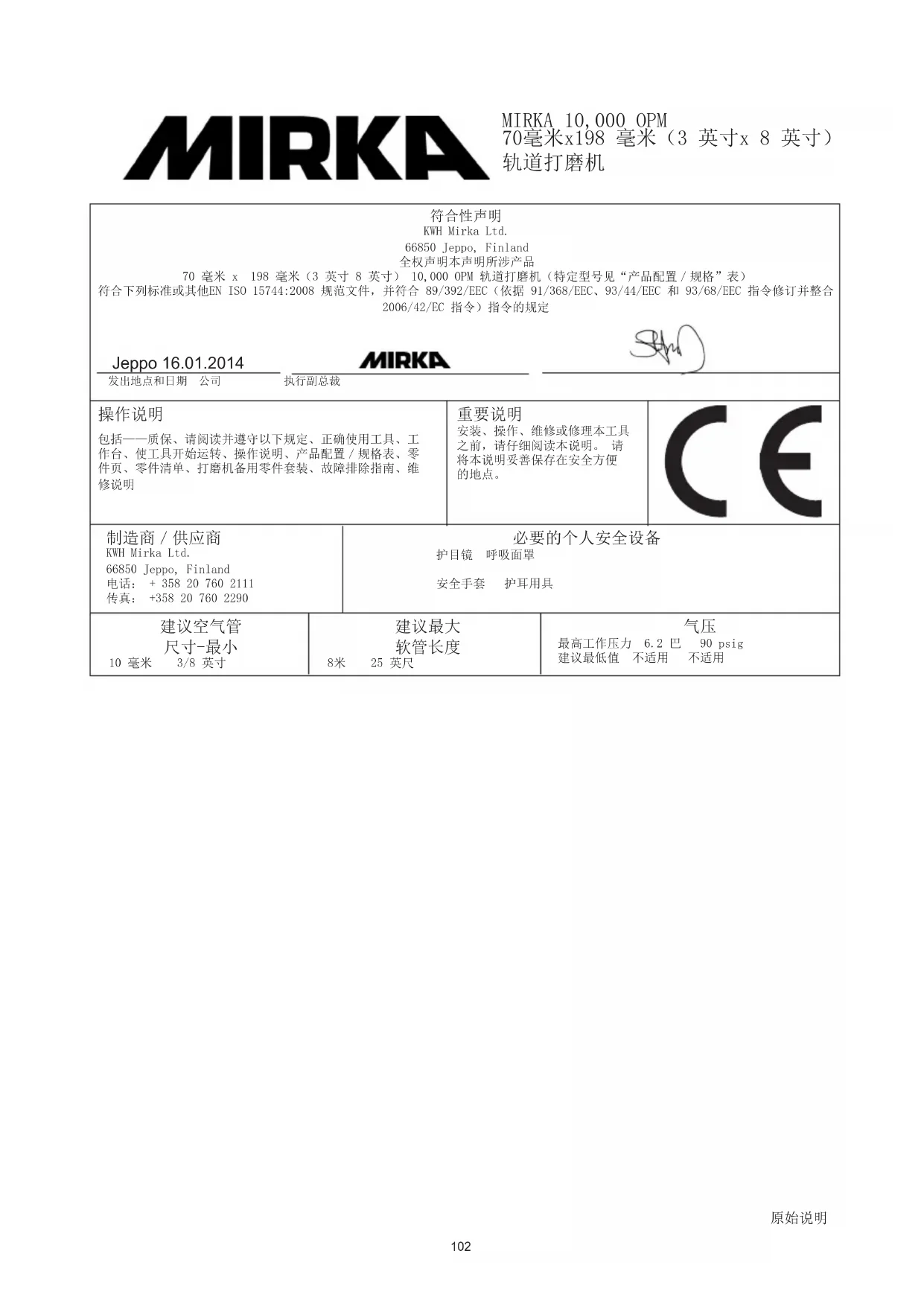
当控制杆完全压下后运行本工具时,使用清洁的润滑气源可以提供6.2巴(90 psig)的实测气压。建议使用认可的10毫米(3/8英寸)x8毫米(25英尺)最大长度的空气管。建议按照图1所示将本工具连接至气源。
在未安装易于触及和操作的空气截流阀之前,切勿将本工具连接空气管系统。应对气源进行润滑。强烈建议按照图1所示,使用空气过滤器、调节器和润滑器(FRI),以正确的压力向本工具输送干净、润滑的空气。可以向供应商索取关于此类设备的详情。如果不使用此类设备,则可以对本工具进行手动润滑。如要手动润滑工具,请断开空气管,并向软管接头(入口)内滴入2到3滴合适的气动机润滑油,比如FujiKosanFK-20、MobilALMO525或ShellTORCULA®32。重新将木工具连接气源,然后缓慢运行本工具几秒钟,让空气推动润滑油流通。如果工具使用频繁,应每天进行润滑,或在工具变慢或失去动力时进行润滑。建议当工具运行时,工具的气压为6.2巴(90psig)。此工具可以在较低气压下运行,但不要超过6.2巴(90psig)。
操作说明
1)使用本工具之前,请阅读所有说明。所有操作人员必须接受使用工具的完整培训,并了解相关安全规则。所有维修和修理必须由经过培训的人员执行。
2)确保工具与气源断开。选择适当的研磨料并将其固定到备用垫片上。仔细将研磨料放在备用垫片中央。
3)使用本工具请始终穿戴必要的安全设备。
4)打磨时,务必先将工具放在作业处,再启动工具。打磨后,务必先将工具移出作业处,
再关闭工具。这可以预防由于研磨料速度过快而导致作业处出现消孔。
5)在装配、调整或移除研磨料或备用垫片前,请始终保持气源断开。
6)始终站稳和/或保持位置牢固,并注意打磨机会产生扭矩反作用。
7)仅使用正确的备用零件。
8)始终确保将有待打磨的材料牢牢固定以防止移动。
9)定期检查软管和配件的磨损情况。请勿通过软管移动工具;当携带连接气源的工具时,应始终注意防止工具开启。
10)粉尘可燃度很高。应当每日清理或更换真空装置集尘袋。清理或更换集尘袋也可以确保装置的最佳性能。
11)切勿超出最大建议(压。建议使用安全设备。
12)木工具不绝缘。当可能接触到活电、气管、水管等时请勿使用。操作前先检查操作区域。
13)小心避免将衣服、领带、头发、抹布等等物品与工具的活动零件相缠绕。如果发生缠绕,会使身体被拉向机器的工作处和活动零件,十分危险。
14)使用期间,双手应远离旋转的垫片。
15)如果工具发生故障,立即暂停使用并安排维修和修理。
16)切勿在未采取预防措施的情况下,让工具无载转动,以免研磨料或垫片失控导致人员受伤或物体受损。
产品配置/规格:10,000 OPM 轨道打磨机
| 产品配置及规格: 10,000 OPM 70毫米 x 198毫米 (3英寸 x 8英寸) 轨道打磨机注意: 所有自生真空机器均须采用 0.28毫米 (1英寸) 真空软管配件标准。提供 0.19 mm (3/4英寸) 真空软管配件所有中央真空机器均须采用 0.19毫米 (3/4英寸) 真空软管配件标准。提供 0.28 mm (1英寸) 真空软管配件。 | |||||||||||
| 轨道真空类型 | 垫片大小毫米(英寸) | 型号 | 净重千克(磅) | 高度毫米(英寸) | 长度毫米(英寸) | 功率 瓦特(NP) | 空气消耗量LPM (sftm) | *吸声级 dBA | *振级m/s2 | *不确定度Km/s2 | |
| 3毫米1/8英寸) | 中央真空 | 70 x 198(3 x 8) | OS383CV | 0.96(2.1) | 118 (4.65) | 248(9.76) | 179 (0.24) | 53 (16) 75 3.3 | 0.83 | ||
| 自生真空 | 70 x 198(3 x 8) | OS383DB | 0.97(2.14) | 118 (4.65) | 261(10.26) 179 (0.24) 453 (16) | 85 2.8 0.77 | |||||
| 噪音测试是根据 EN ISO 15744:2008 - 手持非电动工具 - 噪音测量规范 - 工程方法 (二级) 而进行。振动测试是根据 EN 28662-1 手持便携式电动工具 - 手柄振动测量第一部分而进行: 一般和 ISO 28927-3:2009。手持便携式电动工具 - 手柄振动测量根据第三部分而进行: 抛光机和旋转式、轨道式和随机轨道打磨机。 | |||||||||||
规格如有变更,恕不另行通知。
*表中的数值是根据相关规范和标准通过实验室试验得出,不足以用于风险评估。在特定工作场所测量的数值可能高于公布的数值。实际接触值和个人受到的风险或伤害程度依具体情况而定,并取决于周围环境、个人工作方式、处理的特定材料、工作站设计以及使用者的接触时间和身体状况。KWH Mirka, Ltd. 概不对在任何个人风险评估中使用公布数值(而非实际接触数值)所造成的后果承担责任。
更多职业健康和安全信息可在以下网站获取:
http://europe.osha.eu.int(欧洲)
http://www.osha.gov(美国)
故障排除指南
| 故障征兆可能原因解决方法 | ||
| 功率低及/或无载速度慢气压不足在工具以无载速度运行时,检查打磨机进风口处的空气管道压力。压力必须为6.2巴(90 psig/620千帕)。 | 消音器阻塞拆卸消音器(参见“外壳拆卸”部分)。更换48号零件,嵌入式消音器(参见“外壳组装”部分)。 | 部分)。更换48号零件,嵌入式消音器(参见“外壳组装”部分)。 |
| 进风口筛网堵塞采用干净、适当的清洗液清洗进风口筛网。如果无法洗净,则更换进风口筛网。 | 洗进风口筛网。如果无法洗净,则更换进风口筛网。 | |
| 一个或多个轮叶磨损或破损安装全套全新轮 | 叶(为使工具运转正常,必须更换所有轮叶)使用优质气动工具润滑油润滑轮叶。参见“电机拆卸”和“电机组装”。 | |
| 电机外壳发生内部空气泄漏,耗风量高于正常情况,速度低于正常情况。 | 检查电机是否对准及锁环是否啮合。检查锁环凹槽中的0型环是否破损。拆卸电机组件并重新安装电机组件。参见“电机拆卸”和“电机组装”。 | |
| 电机零件磨损拆修电机。联系Mirka授权 | 维修中心。 | |
| 主轴轴承磨损或损坏更换磨损或破损的轴承 | 参见“轴平衡器和主轴拆卸”及“主轴轴承、AirSHIELDTM和轴平衡器组装”。 | |
| 速度控制器及/或阀杆漏气(阀门弹簧、阀门或阀座污浊、破损或弯曲。 | 拆卸、检查并更换磨损或损坏的零件。参见“外壳拆卸”中的步骤2和3及“外壳组装”中的步骤2和3。 | |
| 振动/剧烈操作垫片不合适仅使用尺寸和重量适合机器的垫片。 | ||
| 增加接口垫片或其他材料仅使用机器专用的 | 研磨料及/或接口。切勿向打磨机垫片表面添加任何并非垫片或打磨机专用的材料。 | |
| 润滑不当或外来杂物堆积。拆卸打磨机并采用适当的清洗液清洗。组装打磨机。(参见“维修手册”) | ||
| 前后电机轴承磨损或损坏更换磨损或破损的 | 轴承。参见“电机拆卸”和“电机组装”。 | |
| 在平面上打磨时,中央真空机器的真空可能过多,导致垫片粘连在打磨面上。 | 通过真空系统减少CV机器中的真空。 | |
注意:“解决方法”中提述的所有部分均载于本手册末尾的“维修说明”。
注意:为了获得任何明示或隐含的质保,工具必须由 Mirka 授权维修中心执行维修。以下提供的一般服务说明用于保修期结束后的维修。
拆卸说明
更换手柄:
- (27) 手柄有两个“凸出部分”,它们缠绕于打磨机机身,位于进气口和排气口下方。使用小螺丝刀拆下手柄中的一个“凸出部分”,然后把螺丝刀置于手柄下方,从打磨机上撬出手柄。安装新手柄时,手持手柄的凸出部分(使凸出部分朝外),对准手柄并将其滑至(25)节流杆下方,然后向下按压手柄,直至将其紧固在打磨机顶部。确保两“凸出部分”位于进气口和排气口下方。
电机拆卸:
- 使用(47)2.5毫米六角扳手拆下(12)螺丝。向前或向后滑动(46)垫片15毫米,然后将其从机器上拆下。使用钳口带(MPA0026)T-7软挡圈或垫片的台钳轻轻紧固工具,保持(43)支承垫片底部朝上。拆下(45)螺丝和四个(44)螺丝使用2.5毫米六角扳手拆下(44)螺丝。注意观察和收集可选(23或24)间隔装置,它们位于(22)主轴组件和支承垫片之间。
- 将机器从台钳中取出,并揭下软挡圈。去除(39)护罩密封(如适当)。使用(17)2.5毫米六角扳手从(29)外壳中拆下四个(34)螺丝和(35)垫圈,并拆下(41)垫片支座。使用钳口带(MPA0026)T-7软挡圈或垫片的台钳重新轻轻紧固工具,保持(12)锁环朝上。
- 使用(MPA0025)T-6电机锁环扳手/主轴拆卸工具拧松(12)锁环。现在即可从(29)外壳中拆下电机组件。
- 从(13)轴平衡器内的凹槽中拆下(1)扣环,并从(5)气缸中拆下(1)0型环。
- 取下(3)后盖板。这可能需要在(MPA0416)轴承分离器中调整后盖板,及通过(2)轴承和后盖板轻按转轴。从(13)轴平衡器上拆下(5)气缸及(6)转子和五个(7)轮叶。从轴平衡器上取下(8)调整键,然后压开(9)前盖板及(10)轴承。如果轴承从前盖板中伸出并粘连在主轴平衡器上的轴上,则可能需要使用轴承分离器取下轴承。
- 使用(MPA0036)T-8轴承拆卸工具压出轴承,从盖板中拆下。
- 从(13)轴平衡器中拆下(12)锁环。从锁环中拆下(11)0型环,将其放置一边。
- 从(71)轴平衡器中拆下(71)防尘罩。
轴平衡器和主轴拆卸:
- 使用带垫片的台钳夹紧(13)轴平衡器的轴端。使用细螺丝刀找到(21)扣环的开缝端,并将其旋开。
- 将M6x1P转接器的(MPA0102)T-125/16-24内止口旋入(MPA0025)T-6电机锁环扳手/主轴拆卸工具的外止口。将维修扳手组件旋入(22)主轴组件,直至紧固为止。使用闪烷火炬或热风枪对(13)平衡器轴较大的一端缓缓加热,直至其温度达到约100摄氏度(212华氏度),粘合剂软化为止。切勿过热。使用滑块用力向外击打主轴,进而拆下主轴组件。待主轴和轴平衡器冷却。
- 从(22)主轴组件中拆下(17)扣环。使用(MPA0416)轴承分离器从主轴组件中拆下(18)轴承、(19)填隙片、(72)防尘罩和(20)垫圈。
- 通过(16)护圈的轻压配合,将AirSHIELDM组件保持在合适的位置。在拆卸时,这些组件可能损坏,如果被拆下,则可能需要更换。如要拆下护圈,使用o型环拆除工具或8号金属板螺钉夹紧并拔出护圈。从(13)轴平衡器内的内腔中拆下(15)阀和(14)过滤器。如果护圈和阀未损坏,可重新予以使用。但是,须在重新组装中更换滤器。
外壳拆卸:
- 就非真空(NV)和中央真空(CV)机器而言,应遵循以下步骤 A-C(除非另有指明)。对于自生真空(SGV)机器,则跳过步骤A-E,遵循步骤F。
A.从(29)外壳上拆下(50)消音器外壳
B.从(50)消音器外壳的空腔中拆下(48)消音器。
C.从(29)外壳的排气口中拆下(49)平盘和第二个(48)消音器。对于非真空机器,遵循步骤2。对于真空机器,遵循步骤D-E。
CV排气机:
D. 拆下 (66) 螺丝、(65) 垫圈和 (61) 螺母。
E.向下按压(62)01英寸/28毫米的SupcrVAC™CV旋转式排气组件或(63)01英寸/19毫米的SuperVAC™CV的旋转式排气组件的旋转端,从(40)CV/SGV护罩上松开排气组件末端的凸出部分。遵循步骤2。
SGV排气机:
F.使用(MPA0849)8毫米六角扳手拧下(56)SGV护圈。拆下两个(55)O型环。拆下(57)01英寸/28毫米的SGV旋转式排气管或(58)0½英寸/19毫米软管SGV旋转式排气组件。继续步骤2。
- 从两个(38)护罩或(38)护罩 -(40)CV/SGV 护罩上拧下两(37)螺丝。确保(36)螺纹嵌入件并未脱落。从(29)外壳上将其拆下。
- 将(32)速度控制器置于中间位置,并拆除(33)扣环。速度控制器现在可直接拔出。从速度控制器上拆除(31)0型环。
- 从(29)外壳上拧下(54)进风口套管组。拆下(53)弹簧、(52)阀、(51)底座及(30)阀杆。
- 从(29)外壳上压出(26)销并拆除(25)控制杆,然后压出(28)套筒。
组装说明
注意:必须采用清洁干净的零件完成所有组装工作,所有轴承均须按照轴承制造商概述的程序,使用适当的工具按压到位。
外壳组装:
- 将(28)套管轴装入外壳。使用(26)弹簧销将(25)节流杆安装在(29)外壳上。
- 稍微润滑(31)0型环并将其放置于(32)速度控制器上。安装阀杆(30)和0型环(清洁妥当并稍微润滑),并将速度控制器插入到(29)外壳的中间位置。安装(33)扣环。
注意事项:请确保(33)扣环完全嵌入(29)外壳的凹槽中。
- 安装(51)底座、(52)阀门及(53)弹簧。将1或2滴Loctite®222或同等的非永久性管道螺纹密封剂涂抹于(51)套管组件的螺纹上。将套管组件拧紧到(29)外壳上。关于扭矩设置请参见“零件页”。将干净的(48)消音器和(49)平盘放入外壳的排气口。注意在采用下述任一步骤固定之前,请勿使平盘和消音器脱出排气口。
- 注意:除非该机器为采用适当真空排气组件说明处理的真空模式,否则请继续。将干净的(48)消音器放入(50)消音器外壳,将(50)消音器外壳拧入(29)外壳的排气口。关于扭矩设置请参见“零件页”。
CV排气机器:
A. 取出(63)0% 英寸/19毫米 SuperVAC™ CV 旋转式排气组件或(62)01 英寸/28毫米 SuperVAC™ CV 旋转式排气组件,并将其凸端上的“扭矩”放入(40)CV/SGV 护罩凹端。使
SuperVac排气口的旋转端朝向地面,通过同时转动旋转段直至固定,将“扭矩”和凸端放入CV/SGV护罩的凹端。
B. 将 (66) 螺丝和 (65) 垫圈旋入 (63) 0 1 英寸/19 毫米 SuperVAC™ CV 旋转式排气组件或 (62) 0 1 英寸/28 毫米 SuperVAC™ CV 旋转式排气组件和 (29) 外壳的安装孔内, 直至其底端与外壳内侧表面平齐。将 (64) 螺母放入外壳空腔中, 然后将螺丝和螺母旋紧。关于扭矩设置请参见“零件页”。
C. 将干净的 (48) 消音器放入 (50) 消音器外壳, 将消音器外壳拧入 (29) 外壳的排气口。关于扭矩设置请参见“零件页”
SGV排气管机器:
D. 稍微润滑两个(55)0型环,然后将它们放入(56)SGV护圈的两个凹槽中。将SGV护圈滑入(57)01英寸/28毫米的SGV旋转式排气组件内腔或(58)04英寸/19毫米软管SGV旋转式排气组件。
确认(49)平盘和(48)消音器仍在排气口内。通过SGV护圈的方式,取出SGV旋转式排气组件的凸端并将其放入(40)CV/SGV护罩的凹端,从而将SGV旋转式排气组件连接至(29)外壳的排气口。使用(MPA0849)8毫米六角扳手将(56)SGV护圈旋入外壳的带螺纹排气孔。关于扭矩设置请参见“零件页”。移至“主轴、AirSHIELD和轴平衡器组装”部分。
主轴、AirSHIELD和轴平衡器组装:
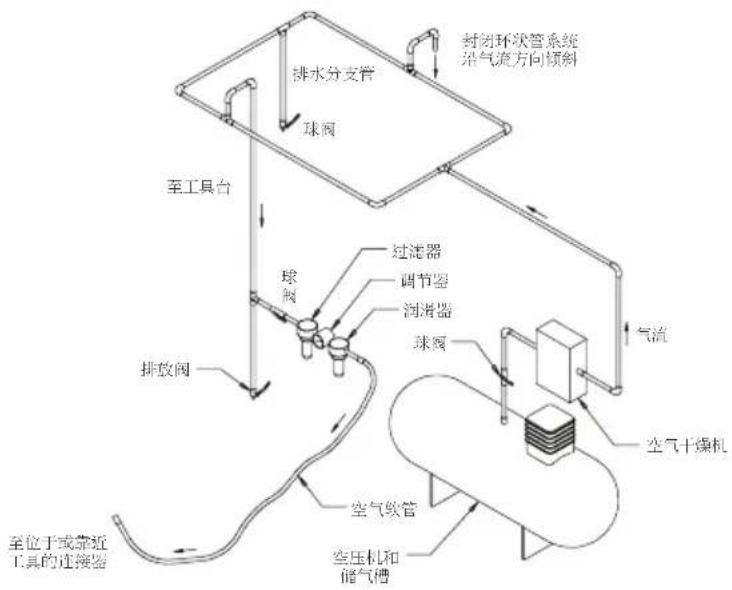
- 将(MPA0203)T-3A主轴轴承冲压工具底座放在小型手动压机平坦干净的表面上或相当于向上的轴凹陷区。将(22)主轴放入轴凹陷区内,转轴朝上。参见图3。
- 将(20)垫圈(22)主轴上,让垫圈的曲线面朝上,以便其外直径与(18)轴承外直径相接触。将(72)防尘罩置于主轴上。注意:注意组装(19)填隙片时,(72)防尘罩应穿过护罩。将填隙片置于主轴护罩上。将轴承(一侧密封处)置于主轴上,让密封侧朝向垫圈。注意:确保在冲压固定时,轴承的内外环均由轴承冲压工具进行支撑。用(MPA0204)T-3B主轴轴承冲压工具将轴承推入主轴护罩上,如图3所示。
- 将(17)扣环扣在(22)主轴组件上,确保其完全扣入凹槽。
- 取出(14)过滤器并置于(13)轴平衡器小型内腔的中央,即原过滤器拆除前所处的位置。用小直径螺丝刀或平底棒将过滤器按压到内腔中,直至平稳接触内腔底部为止。将(15)阀门安置于内腔中,以确保其方向正确,然后将(16)护圈按压到内腔中,直至护圈与阀门略微平齐。
- 将针头大小的一滴Loctite®#271或同等制剂滴在主轴组件之每个轴承的外径上。在轴承周围涂抹轴承索固剂,直至分布均匀。注意事项:只需要极少量的轴承锁固剂便可防止轴承OD旋转。过度使用锁固剂将使得将来的清除工作变得困
难。将主轴组件插入(13)轴平衡器的内腔中,并固定(24)扣环。注意事项:请确保扣环完全嵌入平衡器轴的凹槽中。让粘合剂固化。
电机组装:
- 将(71)防尘罩放在(13)轴平衡器上。
- 用不稠的矿物润滑脂稍微润滑(11)0型环并放入(12)锁环的凹槽内,然后将其置于(13)轴平衡器中,使0型环朝向平衡器轴。
3.滑动(9)前盖板,确保轴承凹陷区朝下面对轴。用(MPA0494)T-13轴承冲压套较大的一端轻轻将前盖板按压到(10)轴承上,直至前端轴承嵌入前盖板的轴承凹陷区中。注意事项:按压力度须足以使轴承嵌入凹陷区。按压过度可能损坏轴承。 - 将(8)调整键安放于(13)轴平衡器的凹槽。将(6)转子安放在(13)轴平衡器的轴上,确保转子套紧。
- 使用优质气动工具润滑油润滑五个(7)轮叶,并放在(6)转子的槽位中。使用与(9)前盖板啮合的弹簧销的较短末端,将(5)气缸组件安放到转了上方。注意:插销必须突出气缸法兰侧上方1.5毫米(.060英寸)。
- 使用(MPA0195)T-1B轴承冲压工具将(2)后端轴承(2个护罩)妥善地按压到(3)后盖板中。确保(MPA0195)T1B冲压工具以外环的外径为中心对齐。使用(MPA0494)T-13轴承冲压套较短的一端,轻轻将后盖板和轴承妥善地按压到(13)轴平衡器上方。冲压套只能用于按压轴承内环。重要说明:(5)气缸刚好塞入盖板之间时,后盖板和轴承受到适当挤压,以免横向握住轴时其由于自身重量而自由活动,但应不费太大力气就能使其在盖板间滑动。如果组件按压过紧,则电机无法自由运转。如果组件按压过松,则在组装(29)外壳后电机无法自由运转。将(1)扣环安放于轴平衡器的凹槽中,从而固定组件。注意事项:必须放置扣环,以便环箍中间及两端首先接触轴承。必须使用小型螺丝刀推动弯曲部分,将凸起的中间部分牢固地“插入”轴平衡器的凹槽中。
- 用不稠的矿物润滑脂稍微润滑(1)0型环并将其放置于(4)气缸组件的进风口。
- 稍微润滑(29)外壳内径,排列销并在外壳上做好标记,然后将电机组件滑入外壳中。确保弹簧销与外壳袋啮合。
- 使用(MPA0025)T-6电机锁环扳手/主轴拆卸工具小心地将(12)锁环旋入(11)0型环中,方向朝着(9)前盖板。关于扭矩设置请参见“零件页”。注意:确保首处螺纹啮合的简单技巧为用维修工具逆时针旋转锁环,同时稍微施加压力。当锁环的首处螺纹嵌入外壳的首处螺纹时,您将听见及感觉到咔哒一声,然后顺时针旋转紧固。在外壳的排气侧安放(38或40)护罩,使用外壳环和护罩上的凹槽确定其位置。添加第二个(38或40)护罩并用两个(37)螺丝和两个(36)螺纹嵌入件紧固。
- 将一个(41)垫片支座组件放入(29)外壳,基底 45^ 切角
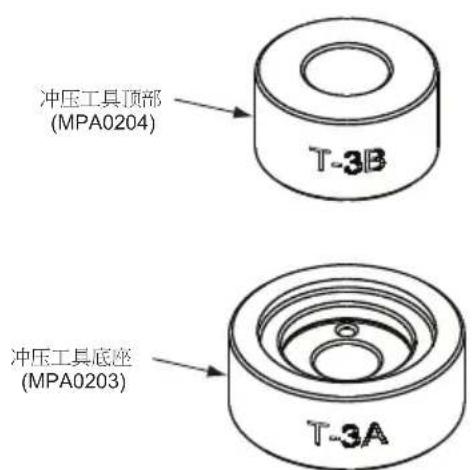
图2
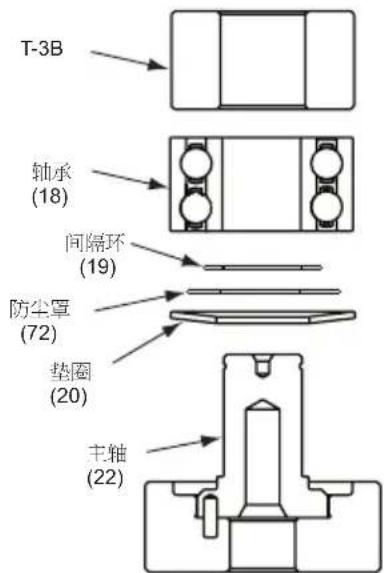
图3
面朝机械中心。使用两个(34)螺丝和(35)垫圈紧固。关于扭矩设置请参见“零件页”。再使用两个螺丝和垫圈,为第二个垫片支座重复上述操作。将(39)护罩密封拉回护罩上(如适当)。
- 使用直尺置于(41)垫片支座组件的两个底面,测量(22)主轴组件表面到直尺的距离。如未添加提供的(23或24)间隔装置(结果最有可能接近0.25mm(.010in),须留有约0.25mm(.010in)的空间。注意:主轴必须朝着基座支座稍微向下的方向才能获得最佳功能。切勿过多放入垫片。组装前,在(41)支承垫片的5-90°埋头孔中放入少量防卡剂复合物。对照螺丝孔调整间隔装置的方向放入支承垫片,然后将其放置于主轴组件下方,确保销穿过支承垫片。首先安装(45)螺丝然后紧固。将较小的(44)螺丝旋入支承垫片和垫片支座组件中,但在所有部分到位前不要旋紧,确定到位后再紧固。关于扭矩设置请参见“零件页”。
- 滑入新(46)垫片和(41)支承垫片,然后用四个(42)螺丝紧固。关于扭矩设置请参见“零件页”。
测试:
将3滴优质气动工具润滑油直接滴入电机入风口,并将其连接至6.2巴(90 psig)/(源。当工具以自由速度运作及其入风口的气压达到6.2巴(90 psig)时,工具的运转速度应在9,500和10,500转/分之间。
- LOCTITE® 是 Loctite Corp 的注册商标。
()(39)(29)(35)(40)(41)
(MPA0025)T-6 12 3. 2) (j 1
5)(4)(13)(1)(1)(4.
(MPA0416)Jaaal Jaaai jaaai aai (3)gai jai gai jai 16.
()(2)(2)(2)(2)
#
(11)(13)(12)7. 1)(71)8
:
(CV)yjg jyj (NV)jyj (1
#
2)05()
5)Qnolps 2y y 48) 100s 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2
:
6.)(65)(66)
1 63 (62) jyall gjll jal pall a gagai jal jal k jal SupervACM2-4000
% jialc(63) jyali jali jali jali jali SuperVACM2-4000
jali Cgale jali pali jali jali SuperVACM1-4000
.2 jali all (40) ayai ayai ayai
:
84 1 (MPA0849) 45 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99
gaii
2.)(29)(25)(28)1.
(30)(29)(24)(25)(26)(27)(28)
2.)(29)(25)(28)1 1(30)(32)(31)(31)(31)(31)
(.3)jaiy
()(33)
3
3
4
5
6
7
8
9




