
MR38CV - Schleifmaschine Mirka - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts MR38CV Mirka als PDF.

| Produkttyp | Pneumatischer Exzenterschleifer |
| Marke | Mirka |
| Modell | MR38CV |
| Abmessungen (L x H) | 248 x 118 mm |
| Nettogewicht | 0,96 kg (2,1 lb) |
| Schleifplattengröße | 70 x 198 mm (3 x 8 Zoll) |
| Exzenterhub | 3 mm (1/8 Zoll) |
| Absaugart | Zentralabsaugung (CV) |
| Leistung | 179 W (0,24 HP) |
| Luftverbrauch | 453 L/min (16 scfm) |
| Betriebsdruck | 6,2 bar (90 PSI) |
| Empfohlener Luftanschluss | 10 mm (3/8 Zoll) |
| Schlauchlänge max. | 8 m (25 ft) |
| Leerlaufdrehzahl | 10.000 opm |
| Schallpegel | 75 dBA (EN ISO 15744) |
| Vibrationspegel | 3 m/s² (K=0,83 m/s²) |
| Erforderliche Schutzausrüstung | Schutzbrille, Atemschutzmaske, Handschuhe, Gehörschutz |
| Wartung | Tägliche Schmierung, Reinigung von Filter und Schalldämpfer |
| Verwendung | Schleifen von Metall, Holz, Stein, Kunststoff |
| Garantie | Inklusive, Reparatur durch autorisiertes Mirka Servicecenter |
Häufig gestellte Fragen - MR38CV Mirka
Benutzerfragen zu MR38CV Mirka
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schleifmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch MR38CV - Mirka und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. MR38CV von der Marke Mirka.
BEDIENUNGSANLEITUNG MR38CV Mirka
de Betriebsanleitung
| Konformitätserklärung KWH Mirka Ltd. 66850 Jepua, Finnland erklär unsere einzige Verantwortung dass die Produkte 70 x 198 mm (3"x 8") 10.000 O/min. Exzenter Schleifmaschinen (Siehe "Produkt-Konfiguration/Spezifikationen" Tafel für spezielle Modelle) auf welche sich diese Erklärung bezieht, konform mit den folgenden Grundnormen oder sonstigen normativen Dokumenten EN ISO 15744:2008. Den Bestimmungen 89/392/EEC wie korrigiert von 91/368/EEC & 93/44/EEC 93/68/EEC Richtlinien und bestätigende Richtlinien 2006/42/EC folgend. Jeeppo 16.01.2014 MIRKA | |||
| Ort und Datum Company Stefan Sjöberg, Executive Vice President | |||
| Gebrauchsanweisung Inhalt: Garantie; Instruktionen zum Lesen und beachten; Korrektiver Gebrauch der Maschine; Arbeitsplatz; Inbetriebnahme; Bedienungsanleitung; Tabellen für Produktkonfiguration/Spezi-fikation; Verzeichnis von Teilen; Seite von Teilen; Ersatzteile für Schleifmaschine; Störungsbehebung; Wartungsinstrktionen | Wichtig Lesen Sie diese Instruktionen sorgfällig, bevor Sie die Mas-chine in Betriebnehmen, warten oder reparieren. Bewahren Sie die Instruktionen sorgfällig auf. | CE | |
| Fabrikant/Lieferant KWH Mirka Ltd. 66850 Jeppo Finland Tel: +358 20 760 2111 Fax: +358 20 760 2290 | Erforderliche Persönliche Schutzausrüstung Schutzbrille Atemschutzmaske Sicherheitshandchuhe Gehörschutz | ||
| Empfohlene Höhe der Luftleitung Ø10 mm | Empfohlene Maximale Schlauchänge 8 meter | Luftdruck Maximaler Arbeitsdruck 6.2 bar 90 psig Empfohlenes Minimum k.A. k.A. | |
Hinweis,itte lesen und beachten:
1) General Industry Safety & Health Regulations, Part 1910, OSHA 2206, erhältlich von: Sup't of Documents; Government Printing Office; Washington DC 20402
2) Safety Code for Portable Air Tools, ANSI B186.1 erhältlich von: American National Standards Institute, Inc.; 1430 Broadway; New York, NY 10018
3) Nationale und lokale Vorschriften.
Bestimmungsgemäß Verwendung
These Schleifmaschine ist hergestellt zum Schleifen aller Typen von Materialen, d.h. Metalle, Holz, Stein, Plastik, etc. mittels Gebrauch von Schleifpapier, das für diesen Zweck entwickelt wurde. These Schleifmaschinearficht nicht fur irgendwelche anderen Zwecke gebraucht werden, ohne beim Hersteller oder den autorisierten Liefereranten des Herstellers nachzufragen. Schleifteller deren Arbeitsgeschwindigkeit geringer als 10.000 O/min / U/min. ist, dürfen nicht verwendet werden.
Arbeitsplatz
Das Gerät wird als handgehaltene Maschine bedient. Es wird empfohlen, immer auf festem Boden zu stehen, wenn das Gerät in Betrieb ist. Es kann in jeder Position bedient werden, der Betreiber muss aber in einer sicheren Position stehen und sich auch darüber bewusst sein, dass die Maschine ein „Drehmoment" entwickeln kann.(Ausbremen). Den Abschnitt „Bedienungsanleitung" sorgfältiglesen.
Inbetriebnahme
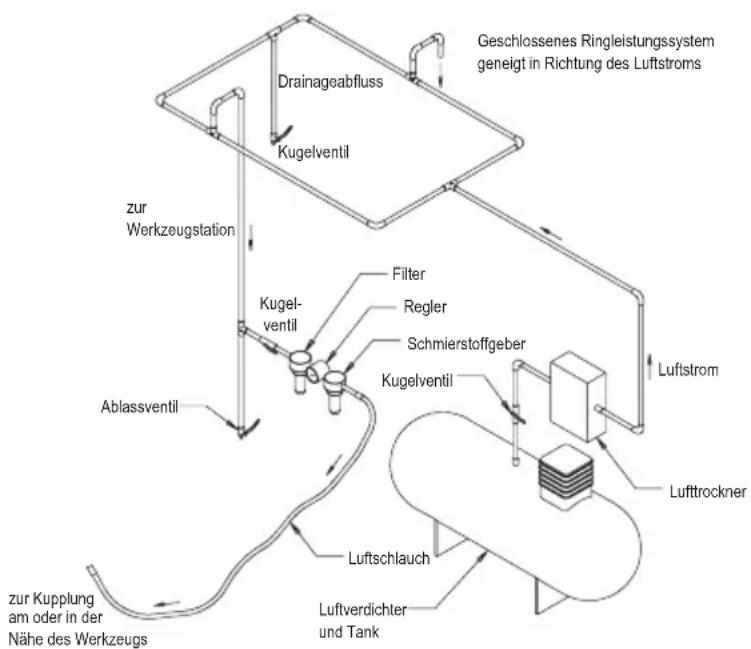
Benutzen Sie eine saubere geschmierte Luftversorgung, die der Maschine einen gemessenen Luftdruck von 6.2 bar /90 PSI unter Vollast geben kann. Es wird empfohlen, einen zugelassenen Luftschlauch von 10 mm( 3/8^ ) × 8 m maximaler Lange zu benutzten. Es wird empfohlen, das Gerät mit der Druckluftversorgung so zu verbinden, wie auf Bild 1 gezeigt.
Verbinden Sie das Gerät nicht mit der Druckluftversorgung, ohne ein leicht erreichbares und einfach zu bedienendes Absperventil angebracht zu haben. Die Druckluft muss geschmiert sein. Es wird dringend empfohlen, ein FRL, d.h. ein kombinierter Filter, Regler und Schmierer zu grabauchen, wie auf Bild 1 gezeigt. Diese sordt damit, dass das Gerät saubere, geschmierte Luft mit dem richtigen Druck gekommen. Weitere Informationen gekommen Sie von Ihrem Handler. Ohne ein FRL muss das Gerät manuell geschmiert werden.
Um das Gerät manuell zu schmieren, erhnen Sie den Druckluftschlauch ab und halten Sie 2-3 Tropfen eines pneumatischen Motorenschmieröls, wie z.B. Fuji Kosan FK-20, Mobil ALMO 525 oder Shell TORCULA® 32 in das Schlauchende (Einlass) der Maschine kommt. Das Gerät wieder an die Druckluft anschließen und langsam einige Sekunden laufen setzen, sodass die Luft das Öl verteilen kann. Falls das Gerät öffers gebraucht wird, muss es tätiglich geschmiert werden, jedoch spätestens dann, wenn es langsamer wird oder Kraft verliert.
Es wird empfohlen, das der Betriebsluftdruck 6.2 bar/90 PSI beträgt. Das Gerät kann mit niedrigeren Drücken arbeiten, aber niemals higher als mit 6.2 bar/90 PSI
Bedienungsanleitung
1)itte lesen Sie die Bedienungsanleitung,bevor Sie das Gerat in Betrieb behmen. Alle Benutzer mssen in die Handhabung des Gerates engewiesen werden und die Sicherheitsbestimmungen kennen. Alle Wartungs- und Reparaturarbeiten durren nur von qualifiziertem Personal ausgefuhrt werden.
2) Unterbrechen Sie die Druckluftzufuhr des Gerätes. Wahlen Sie eine passende Schleifscheibe und befestigen Sie diese in der Mitte des Schleiftellers.
3) Beim Schleifen erst das Gerät auf die zu bearbeitende Fläche bringen und dann starten. Dies verhindert eine Aushöhlung der Oberfläche durch eine Übergeschwindigkeit der Schleifscheibe.
4) Immer die Druckluftzufuhr zur Schleifmaschine unter brechen, bevor Sie eine Schleifscheibe wechseln oder sonstige Arbeiten am Schleifteller ausführren.
5) Immer für einen festen / sicheren Stand sorgen und rechnen Sie mit einer Fluchtreaktion der Maschine.
6) Nur Original Mirka-Ersatzteile verwenden.
7) Das zu schleifende Material muss gut fixiert sein, um ein „wandern" zu verhindern.
8) Den Schlauch und die Anschlusses regelmäßig auf Abnutzung kontrollieren. Das Gerät niemals am Schlauch/TRagen; es wird empfohlen die Druckluftzufuhr zu unterbrechen, wenn das Gerät getragen wird.
9) Der angegebene Höchstluftdruck darf nicht übersritten werden.
10) Staub kann sehr feuergeführlich sein. Der Staubfangsack sollte tätiglich gereinigt oder ausgetauscht werden. Die Reinigung bzw. der Austausch des Staubfangsacks sorgt auch für optimale Leistung.
11) Der angegebene Hochstluftdruckarf nicht überschritten werden. Sicherheitsausrüstung soll wie empfohlen verwendet werden.
12) Das Gerät hat keine elektrische Isolierung. Benutzen Sie es nicht, wenn die Gefahr besteht, dass es beim Arbeiten zu einem Kontakt mit elektrischem Strom, Gasleitungen, Wasserleitungen etc kommt kann. Überprüfen Sie die Arbeitsfläche, bevor Sie mit der Arbeit beginnen.
13) Stellen Sie sicher, das sich Haare, Putzlappen, Kleidung und ähnliches Dinge nicht in den beweglichen Teilen der Maschine verfangen konnen.
14) Die Hände sorgfältig von den drehenden Teilen fernhalten, wenn die Maschine in Betrieb ist.
15) Im Falle einer Störung oder Fehlfunktion muss das Gerät sofort außer Betrieb genommen werden.
16) Das Gerätarf nicht frei drehen, ohne dass man Maßnahmen getroffen hat, dass Personen und Objekte nicht gefährdet sind, falls sich eine Schleifscheibe oder der Schleifteller lost.
Produktkonfiguration/Spezifikationen: 10.000 O/MIN Exzenterschleifer
| Produktkonfiguration und Spezifikationen: 10,000 O/MIN 70 mm x 198 mm (3" x 8") Exzenterschleifer Achtung: Alle SGV-Maschinen benutzten Ø 28 mm (1") Absaugschlüchte als Standard. Ø 19 mm (3/4") ist verfügbar. Alle CV-Maschinen benutzten Ø 19 mm (3/4") Absaugschlüchte als Standard. Ø 28 mm (1") ist verfügbar. | |||||||||||
| Hub | Absaugung Streifen | grösse mm (")) | Modelln. Netto gewichted (Pfund) | Höhe mm (")) | Länge mm (")) | Leistung Watt (PS) | Luft verbr-auch LPM (scfm) | *Sch. pegel dBA | *Vibra-tionsLevel m/s2 | *Unsicherheitsfaktor K m/s2 | |
| 3 mm | Zentral CV | 70 x 198 (3 x 8) | OS383CV 0 | 96 (2.1) | 118 (4.65) | 248 (9.76) | 179 (0.24) | 453 (16) 75 | 3.3 0.83 | ||
| Eigen SGV | 70 x 198 (3 x 8) | OS383DB 0 | 97 (2.14) | 118 (4.65) | 261 (10.26) | 179 (0.24) | 453 (16) 85 | 2.8 0.77 | |||
| Der Schaltest wurde gemäß EN ISO 15744:2008 Messung der Geräuschemissionen von handgehaltenen nicht-elektrischen Kraftgeräten ausgeführnt. Der Schwingungstest wurde ausgeführct gemäß EN 28662-1. Handgehaltene tragbare Kraftgeräte - Schwingungsmessung am Griff. Teil 1: Allgemeines und ISO 28927-3:2009. Handgehaltene, tragbare Kraftgeräte - Schwingungsmessung am Griff. Teil 8: Poliermaschinen und rotierende, aussermittige und Exzenter Schleifmaschinen. | |||||||||||
Spezifikationen können zu jeder Zeit ohne vorausgegangene Ankündigung geändert werden.
*Die Werte in den Tabellen stammen von Laborprüfungen in Übereinstimmung mit angegebenen Standards und Grundnormen und sind nicht für eine Risikoschätzung ausreichend. Werte auf einem bestimmen Arbeitsplatz können higher als die erklärten Werte sein. Die tatsächlichen Werte und die große von Risiko oder Verletzung, die eine Person erlebt, sind für jeder Situation einmalig und sind von der Umgebung, von der Art und Weise wie eine Person arbeitet, mit welchem Material, vom Arbeitsplatz sowie von der Arbeitsdauer und der physischen Konstitution des Benutzers abhängig. KWH Mirka, Ltd. kann nicht verantwortlich gemacht werden für die eventuellen Konsequenzen, falls deklarierte Werte gebraucht werden,statt der tatsächlich auftretenden Werte für jeder einzeln Gefährungsabschätzung. Weitere Informationen über Arbeitsgesundheit und -sicherheit sind von den folgenden Webseiten erhältlich:
http://europe.osha.eu.int (Europe)
http://www.osha.gov (USA)
STÖRUNGSBEHEBUNG
| Symptom Mögliche Ursache Lösung | ||
| Niedrige Kraft und/oder niedrige frei Drehzahl | Ungenügender Luftdruck Den Luftdruck am Umgrenziger Schleifmaschinen konsolidierten, während das Gerät mit freier Drehzahl lauft. Er muss 6.2 Bar (90 psig/620 kPa) betragen. | Einlass der Schleifmaschine konsolidierten, während das Gerät mit freier Drehzahl lauft. Er muss 6.2 Bar (90 psig/620 kPa) betragen. |
| Verstopfte(r) Schalldämpfer In dem "Demonat" der Schalldämpfer ausbau. Mit dem Teil 48 Schalldämpfereinsatz, erszen (wird im Abschnitt „Montage des Gehäuses“ beschrieben. | Age von Gehäuse"-Abschnitt wird dargestellt wie man den Schalldämpfer ausbau. Mit dem Teil 48 Schalldämpfereinsatz, erszen (wird im Abschnitt „Montage des Gehäuses“ beschrieben. | |
| Verstopfter Luftinlassfilter Den Luftinlassfilter mit einer sauberen, geeignete Lösung reinigen. Falls der Luftinlassfilter nicht sauber wird, muss er ausgetaucht werden. | Mitarbeiter mit einer sauberen, geeignete Lösung reinigen. Falls der Luftinlassfilter nicht sauber wird, muss er ausgetaucht werden. | |
| Ein oder mehrere Blätter abgenutzt oder gebrochen | Ein komplettes Set von neuen Blättern instalierten (für eine gute Wirkung)müssen alle Blätter ausgetauscht werden). Alle Blätter mit einem Qualität für pneumatice Geräte bestreichen. Beschreibung in den Abschnitt „Demontage des Motors" und „Montage des Motors". | |
| Luft-Leavage im Motorgehäuse, zu erkennen an überhöhtem Luftverbrauch und niedriger Drehzahl. | Kontrollieren Sie ob der Motor richtig justiert ist und der Verschlussringordentlich sitzt. Kontrollieren Sie ob der O-Ring in dem Verschlussringnute beschäftigt ist. Den Motor demontieren und wieder montieren. Beschreibung in den Abschnitt „Demontage des Motors" und „Montage des Motors". | |
| Teile des Motors abgenutzt Den Motor überholen. Ein autorisiertes Mirka Service Center kontaktieren. | Ein autorisiertes Mirka Service Center kontaktieren. | |
| Abgenutzte oder gebrochene Spindellager | Die abgenutzten oder gebrochenen Lager austauschen. Beschreibung in den Abschnitten „Demontage von Achemstabilisator und Spindel" und „Spindellager, AirSHIELD™ und Montage von Achemstabilisator". | |
| Luft entweicht aus Geschwin-digkeitsregelung und/oder Ventilschaft. | Ventilschaft, Ventil oder Ventilsitz schmutzig, gebrochen oder verbogen. | Abgenutzte oder beschädigte Teile demontieren, prüfen und ersetzen. Beschreibung in Schritt 2 und 3 in “Demontage von Gehäuse" und Schritt 2 und 3 in “Montage des Gehäuses”. |
| Starke Vibrationen oder unruhiger Lauf | Falsche Schleifstreifen Nur Schleifscheiben | von richtiger Grösse und Gewicht, die für die Maschine hergestellt sind, gebrauchen. |
| Gebrach von Schleifstreifen Nur Schleifscheiben | von richtiger Grösse und Gewicht, die für die Maschine hergestellt sind, gebrauchen. Nichts an der Schleifmaschine fest-machen, was nicht für den Gebrach mit Scheibe und Schleifmaschine speziell hergestellt wurde. | |
| Unzureichende Schmierung oder Versch-mutzung durch Aufbau von Fremdstoffen | Die Schleifmaschine demontieren und mit einer geeigneten Reinigungslösung reinigen. Die Schleifmaschine montieren. (Beschreibung in „Wartungshandbuch“) | |
| Abgenutzte oder gebrochene Motorlager Die | abgenutzten oder gebrochenen Lager aus-tauschen. Beschreibung in den Abschnitten „De-mentation des Motors" und „Montage des Motors". | |
| Bei Maschinen mit Zentralabsaugung besteht die Möglichkeit, das der das ein Unterdruck entseht, wenn eine ebene Oberfläche geschlossen wird. | Bei Maschinen mit Zentralabsaugung den Unterdruck durch das Absaugsystem reduzieren. | |
Achtung: Alle Teile die unter "Lösung" genannot werden befinden sich am Ende des Handbuches in "Wartungsinstruktionen"
ACHTUNG: Um eine explizite oder implizite Garantie zu entwickeln, muss das Gerät von einem autorisierten Mirka Service Center repatriiert werden. Die folgenden allgemeinen Wartungsinstruktionen sind nach Ablauf der Garantiezeit zu verwenden.
INSTRUKTIONEN FÜR DEMONTAGE
Griffe austauschen:
- Der (27) Griff hat zwei "Klappen", die den Körper der Schleifmaschine unter dem Ein- und Auslass umhüllen. Einen kleinen Schraubenzieher benutzten, um eine der Klappen aus dem Griff zu holen. Dann mit dem Schraubenzieher weiter unter den Griff fortsetzen und drehen und wenden bis sich der Griff von der Schleifmaschine lösst. Um einen neuen Griff zu montieren, den Griff an den Klappen halten; die Kluppen sollen nach aussen zeigen. Den Griff justieren und unter den (25) Leistungshebel gleiten halten. Dann den Griff nach unten pressen, bis er auf dem Oberteil der Schleifmaschine sitzt. Dafür sorgen, dass die zwei „Klappen" unter dem Ein- und Auslass sitzen.
-
Den (46) Schleifteller durch Entfernen der vier (42) Schrauben von der Maschine abnehmer. Benutzen Sie den (47) 2,5 mm Inbusschluss bzw. Das Gerät liegt in einem Schraubstock festmachen, mit Hilfe einer (MPA0026) T-7 Wartungsklemme oder gepolstereden Backen. Dann die (44) Scheibe mit dem 24 mm Schraubenschlüssel entfernen. Enfernen Sie die Schraube und die vier (44) Schrauben. Entfernen Sie die (45) Schrauben mit dem (47) 2,5 mm Inbusschluss. Sorgfällig die optionalen (24) Distanzscheiben beachten / aufbewaren, die sich zwischen Spindelbaugruppe und Schleiftellerrückseite befinden.
-
Nehmen Sie die Maschine aus dem Schraubstock und entfernen Sie die Polsterung. Entfernen Sie gegebenenfalls die (39) Kopfdichtung. Entfernen Sie die vier (34) Schrauben und die (35) Unterlegscheiben mit dem (47) 2,5 mm Inbusschlüssel vom (29) Gehäuse und enfernen Sie die (41) Schleifscheibenabstützung. Das Gerät liegt in einem Schraubstock festmachen, mit Hilfe einer (MPA0026) T-7 Wartungsklamme oder gepolstereden Backen. Dabei muss der (12) Verschlussring nach oben zeigen.
-
Den (12) Verschlussring mit dem (MPA0025) T-6 Verschlussringschluss/Spindelabzieher entfernen. Die Motorbaugruppe kann jetzt aus dem (29) Gehäuse ernernt werden.
-
Entfernen Sie den (1) Sicherungsring aus der Nut im Achesenstabilisator und den (13) O-Ring vom Zylinder.
-
Die (3)*hintere Endplatte entfernen. Es konne notwendig sein, die hintere Endplatte auf den (MPA0416) Lagerabzieher zu setzen und die Achse leicht durch das Lager und die hintere Endplatte zu pressen. Die (5)Zylinder, die fuf (7) Blätter und den (6) Rotor von der Achse des Stabilisators entfernen. Den (9) Keil vom Achsenstabilisator entfernen, dann die (10) vordere Endplatte wegrücken. Es konne notwendig sein, das Lager mit einem Lagerabzieher zu entfernen, falls es aus der vorderen Endplatte hersauskommt und an der Achse des Stabilisators festhängt.
-
Das/die Lager von den Endplatten entfernen, wobei mit Hilfe des (MPA0036) T-8 Abzieher die Lager ausgedruckt werden.
-
Den (12) Verschlussring vom Achsenstabilisator entfernen. Den (11) O-Ring vom Verschlussring entfernen und zur Seite legen.
-
Entfernen Sie den (71) Sicherungsring vom (13) Achesenstabilisator.
Demontage von Achsenstabilisator und Spindel:
-
Das Achsenende des (13) Achsenstabilisators in einen gepolstered Schraubstock festmachen. Mit einem dünnen Schraubenzieher den Schlitz vom (21) Sicherungsring erweitern und dann vorsichtig entfern.
-
Schrauben Sie die Öffnung des T-12 5/16-24 zu M6 x 1P Adapters auf das Ende des (MPA0025) T-6 Motorverschlussringschluss / Spindelabzieher. Schrauben Sie den Schraubenschluss handfest in die (22) Spindelbaugruppe. Das grössere Ende des (13) Achesenstabilisatorsicht mit einer Gasflamme oder einer Heissluftpistole bis etwa 100^ (212^) erwarten, um den Klebstoff weich zu machen. Nicht überhitzen. Die Spindel mit Hilfe des Schiebers und einem kurzen Ruck nach aussen entfern. Spindel und Achesenstabilisator abkühlenlagen.
- Entfernen Sie den (17) Sicherungsring aus der Spindelbaugruppe. Den kleinen (MPA0416) Lagerabzieher benutzen, um (18) Lager, (19) Abstandsscheibe, (72) Sicherungsring und (22) Unterlegscheibe von der Spindelbaugruppe zu entfernen.
- Die AirSHIELD™ Bestandteile bleiben durch leichten Druck des (16) Halters in ihrer Position. Diese Teile können durch die Demontage beschädigt werden und müssen ggf. ersetzt werden. Um den den Halter zu entfern, benutzten Sie eine O-Ringzange oder eine 8 mm Blechschraube zum Greifen und ziehen den Halter hereus. Entfernen Sie (15) Ventil und (14) Filter aus Bohrung des (13) Achenstabilisators. Wenn Halter und Ventil nicht beschädigt wurden, konnen diese wieder verwendet werden. Der Filter solle vor dem Zusammenbau immer ersetzt werden.
Demontage von Gehäuse:
- Für NV (Nicht-Absaugung) und CV (Zentral-Absaugung)-Maschinen den Schritten A - C unten folgen, falls nicht anders angwiesen. Bei Maschinen mit Eigenabsaugung (SGV) die Schritte A-E nicht beachten und weitergeben zu F.
A. Das (50) Schalldampfergehause aus dem (29) Gehäuse herausschrauben.
B. Den Schalldämpereinsatz aus dem Schalldampfergehause entfern.
C. Die (49) Scheibe und den zweiten (48) Einsatz aus der Auslassöffnung des Gehäuses entfernen. Bei NV-Maschinen, weiter mit Schritt 2, bei ZV-Maschinen weiter nach Schritt D - E.
Für CV-Abluftmaschinen
D. Die (66) Schraube, (65) Unterlegscheibe und (64) Mutter entfern.
E. Das drehbare Ende des (62) 01 in./28 mm SuperVAC™ CV Abluftauslasses oder des (63) 0¼ in./19 mm SuperVAC™ CV Abluftauslasses nach unten drücken, um die Sicherung der Auslassgruppe des (40) CV/SGV Mantels zu losen. Weiter bei 2.
Für SGV-Abluftmaschinen:
F. Losen Sie die zwei (56) SGV Halter mit einem (MPA0849) 8 mm Inbusschluss. Entfernen Sie die zwei (55) O-Ringe. Entfernen Sie die (57) 28 mm (1") SGV Auslassgruppe oder die (58) 19 mm (3 / 4^ ) Schlauch SGV Auslassgruppe. Weiter mit Schritt 2.
2. Losen Sie die zwei (37) Schrauben von den zwei (38) Haltern oder dem (38) Halter - (40) CV/SGV Halter. Stellen Sie sicher, das die (36) Gewindeeinsätze nicht heraus fallen. Entfernen Sie diese aus dem (29) Gehäuse.
3. Die (32) Geschwindigkeitskontrolle in Mittelposition setzen und den (33) Sicherungssring entfernen. Die Geschwindigkeitskontrolle kommt jetzt gerade hereaus. Entfernen Sie den (31) O-Ring von der Geschwindigkeitskontrolle.
- Die (56) Einlass-Buchse vom (31) Gehäuse losschrauben. Enfernen Sie (55) Feder, (54) Ventil, (53) Sitz, (32) Ventilschaft.
- Den (26) Bolzen aus dem (29) Gehäuse ausdrücken und den (25) Leistungshebel entfernen, dann die (28) Hülse auspressen.
MONTAGEINSTRUKTIONEN
Achtung: Alle Montagearbeiten müssen mit sauberen und trockenen Teilen ausgeführrt werden. Alle Lager müssen mit korrekten Werkzeugen und Verfahren auf ihre Position gedrückt werden, wie von den Lagerherstellern vorgegeben.
Montage des Gehäuses:
- Setzen Sie die (28) Hülse in das Gehäuse. Den (25) Leistungshebel in das (29) Gehäuse mit dem (26) Bolzen montieren.
- Den (31) O-Ring leicht einschmieren und in der Rille der (32) Geschwindigkeitskontrolle anbringen. Den (30) Ventilschaft, den (31) O-Ring (gereinigt und leicht eingeschmiert) montieren und die Geschwindigkeitskontrolle in das (29) Gehäuse in Mittelposition einsetzen. Den (33) Sicherungsring montieren. Vorsicht: Vergewissern Sie sich, dass der (33) Sicherungsring vollständig in der Rille des (29) Gehäuses sitzt.
- Den (51) Sitz, das (52) Ventil und die (53) Ventilfeder einset- zen. Auf das Gewinde der (54) Buchsen-Baugruppe 1 oder 2 Tropfen von LocktiteTM 222 oder ahnliches nicht-permanentes Dichtungsmaterial für Rohrgewinde geben. Schrauben Sie die Baugruppe in das (29) Gehäuse. Drehmomentwerte befinden sich auf der Seite "Explosionszeichnung". Einen sauberen (48) Schalldämpfer und die (49) Scheibe in die Auslassöffnung des Gehäuses einsetzen. Vorsichtig hantier- ren, sodas Platte und Schalldämpfer nicht verloren gehen, bevor sie in einem der folgenden Schritte gesichert worden sind.
- Achtung: Falls die Maschinen ein Modell mit Absaugung ist, verfahren Sie nach den entsprechenden Montageanweisungen, ansonsten weiter mit Schritt 5. Setzen Sie einen saubenen (48) Schalldampfer in das (50) Schalldampfergehäuse und schrauben Sie theseis in das (29) Gehäuse. Drehmomentwerte befinden sich auf der Seite "Explosionszeichnung"
Für CV-Abluftmaschinen:
A. Nehmen Sie den (63) 19" / 64 mm SuperVAC™ CV Abluftauslass oder den (62) 1" / 28 mm SuperVAC™ CV Abluftauslass und stecken Sie die Zunge in die entsprechende Öffnung des (40) CV/SGV Mantels. Mit dem drehbaren Ende des SuperVac™ Aulasses nach unten zeigend, die "Zunge" in die Öffnung des CV/SGV Mantels drehend und schiebend einführen, bis sie einrastet.
B. Die (66) Schraube mit der (65) Unterlegscheibe in die Aufnahmebohrung des (63) 04 / 19 mm SuperVAC™ CV Abluftauslasses oder des (62) SuperVAC™ CV 28 mm (34) Abluftauslasses und das (29) Gehäuse drehen, bis das Ende der Schraube plan mit der Innenseitenfläche des Gehäuses ist. Die (64) Mutter in den Hohlraum des Gehäuses einführen und mit der Schraube fest verschrauben. Drehmomentwerte befinden sich auf der Seite "Explosionszeichnung".
C. Setzen Sie einen sauberen (48) Schalldampfer in das (50) Schalldampfergehause und schrauben Sie these in die Auslassöffnung des (29) Gehäuses. Drehmomentwerte befinden sich auf der Seite "Explosionszeichnung".
Für SGV-Abluftmaschinen:
D. Die zwei (55) O-Ringe reinigen und leicht einschmieren; dann in die zwei Nuten des (56) SGV Verschlussrings einsetzen. Den SGV Verschlussring in die Aufnahmebohrung des (57) 1^ / 28 mm SGV Abluftauslasses oder des (58) 3% ^4 / 19 mm Schlauch SGV Abluftauslasses einsetzen.
E. Vergewissem Sie sich das (49) Scheibe und (48) Schall-dampfer sich noch in der Auslassoffnung befinden. Den SGV Abluftauslass in die Auslassoffnung des (29) Gehäuses einsetzen, indem Sie den SGV Abluftauslass in den (40) CV/SGV Mantel einfahren. Den (56) SGV Verschlussring mit einem (MPA0849) 8 mm Inbusschlüssel in das Gewinde der Auslassoffnung des Gehäuses schrauben. Weiter zum Abschnitt "Montage von Spindellagern, AirSHIELD™ und Achenstabilisator" gehen.
Montage von Spindellagern, AirSHIELD™ und Achsenstabilisator:
- Den (MPA0203) T-3A Spindellagerausdrucker auf die flache, saubere Oberfläche einer kleinen Handpresse oderähnlichem anbringen, mit der Aussparung nach oben. Die (22) Spindel in die Aussparung setzen, mit der Achse nach oben. Siehe Bild 3.
- Die (20) Unterlegscheibe so auf die (22) Spindelachse bringen, mit der Wölbung nach oben/aussen gerichtet, so dass die Aussenaseite der Unterlegscheibe die Aussenaseite des (18) Lagers berührt. Plazieren Sie den Sicherungsring auf dem Schaft der Spindel. Vorsicht: Vergewisern Sie sich, dass der (72) Sicherungsring vor der (19) Abstandsscheibe eingesetzt ist. Die (19) Abstandsscheibe auf den Ansatz der Spindel legen. Das (18) Lager (eine Dichtung) auf der Spindel anbringen, mit der Dichtung gegen die Unterlegsscheibe. Achting:itte darauf auf achten, dass sowohl der innere wie auch der äusere Laufring von der Lageresse unterstützt werden, wenn sie gedrückt werden. Pressen Sie das Lager mit der Oberseite der (MPA0204) T-3B Spindellagerpresse auf den Ansatz der Spindel, wie auf Bild 3 gezeigt.
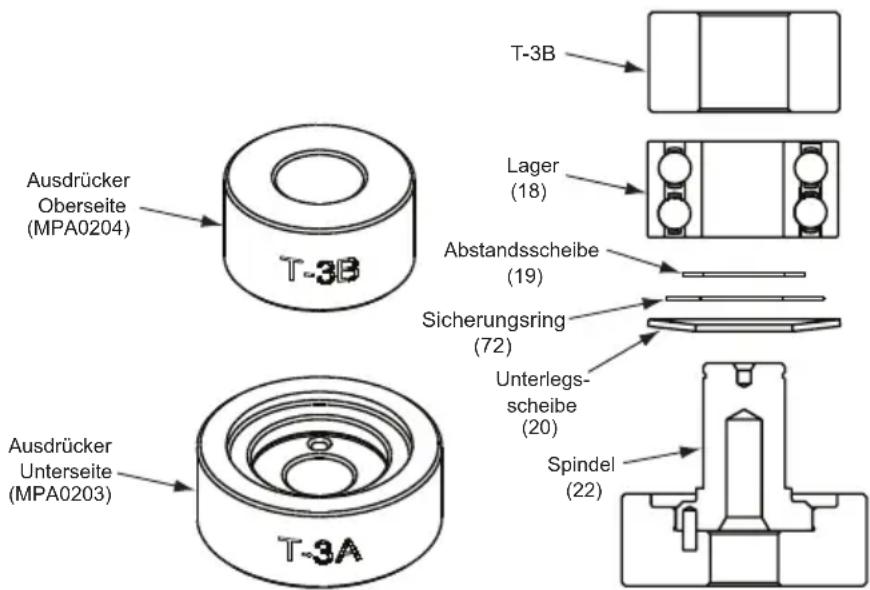
Bild 2
Bild 3
- Den (17) Sicherungsring auf die (22) Spindelbaugruppe aufsetzen und sicherstellen, dass er richtig eingerastet ist.
- Einen neuen (14) Filternehmen und in die Mitte der kieinen Bohrung des (13) Achensatbilisators bringen, GENU da wosich der alte Filter vor der Demontage befand. Mit einem kieinen Schraubenzieher oder eines Stabes mit flachem Ende, den Filter in das Bohrloch drucken, bis er auf dem Boden des Bohrlochs ist. Das (15) Ventil richtig in das Bohrloch einsetzen, dann den (16) Verschlussring in das Bohrloch drucken, bis er leicht sitzend gegen das Ventil druckt.
- Ein stecknadelgrosse Tropfchen #271 Loctite® oder ähnlich auf den äusseren Durchmesser von jedem Lager der Spindelmontage auftragen. Den Tropfen Loctite® um beiden Lager streichen, bis er gleichmäßig verteil ist. Vorsicht: Schon sehr weniger Loctite® reicht aus um eine Rotation des Lagers zu verhindern. Zu viel Loctite® wird eine zukünftige Demontage erschweren. Die Spindelmontage in das Bohrloch des (13) Achesenstabilisators anbringen und mit dem (24) Sicherungsring festmachen. Vorsicht:itte genau darauf achten, dass der (24) Sicherungsring komplett in der Rille der Stabilisorachse sitzt. Das Klebemittel aushärten setzen.
Motor Montage
- Platzieren Sie den (71) Sicherungsring auf dem (13) Auchenstabilisator.
- Den (11) O-Ring mit einem leichten Mineralfett möglich einschmieren, in der Rille des (12) Blockierrings einsetzen, dann auf dem (13) Achenstabilisator anbringen, mit dem O-Ring gegenüber die Achse gerichtet.
- Die (9) vordere Endplatte, mit der Aussparung nach unter gerichtet, auf die Achse schieben. Die vordere Endplatte vorsichtig auf das (10) Lager drücken, mittels des grösseren Endes der (MPA0494) T-13 Lagerausrückhülse, bis das vordere Lager in der Aussparung der Endplatte sitzt. VORSICH: Nur so viel drucken, dass das Lager geebe festsitzt. Zu viel Druck kann das Lager beschädigten.
- Den (8) Keil in die Aussparung des (13) Achsenstabilisators anbringen. Den (8) Rotor auf die Achse des Achsenstabilisators anbringen, für einen gute Gleitsitz sorgen.
- Ein Qualitätsöl für pneumatische Geräte auf die fünf (7) Flügel geben und dann in die Nuten des (6) Rotors einsetzen. Die (5) Zylinderbaugruppe über dem Rotor anbringen, mit dem kürzeren Ende des Federbolzens in das Grundloch der (9) vorderen Endplatte festsetzen. Achtung: Der Bolzen muss 1,5mm (0,060^a) oberhalb der Flankenseite des (5) Zylinders herausragen.
-
Mit dem T-1B Druckwerkzeug für Lager (nicht abgebildet) die (2) hinteren Lager (2 Abschirmungen) in die (3) hintere Endplatte drücken. Dafür sorgen, dass die (MPA0195) T 1B Lagerpresse sich mittig auf der Aussenende des äusseren Laufrings befindet. Die hintere Endplatte und das Lager leicht über den (13) Achsenstabilisator drücken, mittels des kleineren Endes der (MPA0494) T-13 Lagerausdrückhülse. Die Hülsearf nur auf den inneren Rand des Lagers drücken. Wichtig: Die hintere Endplatte und das Lager wurden korrekt aufgedrückt, wenn der (5) Zylinder zwischen den Endplatten gerade stark genug gequetscht wurde, damit er sich unter seinen eigenen Gewicht nicht frei bewegen kann, wenn die Achse horizontal gehalten wird. Unter sehr leichtem Druck soll er aber zwischen den Endplatten gleiten. Wenn aber zu fest gespresst wurde, kann der Motor nicht frei laufen. Wenn der Druck zu gering war, wird der Motor nach der Montage im (29) Gehäuse auch nicht frei laufen. Sicherern Sie die Baugruppe durch einsetzen des (1) Verschlussgringes in die Rille des Achsenstabilisators. VORSICHT: Der Verschlussgring muss so angebracht werden, dass die Mitte und die zwei Enden des Reifens das Lager zuerst berühren. Die beiden Herausragenden Mittelteile müssen vollig in die Rille des Achsenstabilisators einrasten, durch Drucken auf die gebogenen Teile mit einem kleinen Schraubenzieher.
-
Den (4) O-Ring leicht einschmieren und in den Luftteinlass der (5) Zylinderbaugruppe bringen.
- Die Innenseite des (29) Gehäuses leicht einfetten oder einölten, den (4) Bolzen auf Linie mit der Bezeichnung auf dem Gehäuse bringen und die Motorbaugruppe in das Gehäuse schieren. Stellen Sie safer, dass der Federbolzen fest in der Aussparung des Gehäuses sitzt.
- Den (12) Verschlussring (mit dem (11) O-Ring in Richtung (9) vordere Endplatte gezigend), vorsichtig mit dem (MPA0025) T-6 Verschlussringschluss/Spindelabzieher einschrauben. Drehmomentwerte befinden sich auf der Seite "Explosion-szeichnung". Achtung: Eine einfache Technik um die erste Verschraubung sicherzustellen ist, den Verschlussring mit dem Ringschluss unter leichtem Druck engegen dem Uhrzeigersinn zu drehen. Sie werden einen Knacklaut horen und spuren, wenn das Gewinde des Verschlussrings in das Gewinde des Gehäuses greift, danach im Uhrzeigersinn fest drehen. Setzen Sie einen (38 oder 40) Mantel auf die Auslassseite des Gehäuses, zum einpassen den Ring des Gehäuses und die Aussparung des Mantels benutzen. Den zweiten Mantel hinzufugen, mit den beiden Schrauben und den zwei Gewindeeesinsätzen sichern.
- Setzen Sie einen der (41) Schleifstreifen-abstützung mit einem Winkel von 45 Grad in das (29) Gehäuse ein, sodass sie zur Mitte der Maschine zeigt. Fest mit zwei (34) Schrauben und (35) Unterlegscheiben verschrauben. Drehmomentwerte befinden sich auf der Seite "Explosionszeichnung". Das selbst mit der zweiten Schleifstreifenabstützung und den anderen zwei Schrauben/Unterlegstreifen machen. Die (39) Dichtung des Mantels wieder über den Mantelziehen, falls vorhanden.
- Messen Sie die Enternung durch Auflegen einer Blattlehre auf die unteren Oberflächen der (41) Schleifstreifenabstützungen zwischen (22) Spindelbaugruppe und der geraden Kante. Der Abstand solle etwa 0,25mm (.010^) falls nicht, fugen Sie die mitgelieferten Distanzscheiben hinzu, bis der Abstand ungebahr 0,25mm (.010^) betragt. Achtung: Die Oberseite der Spindel solle sich leicht unterhalb der Schleifscheibenabstützungen befinden. Nicht überhohen. Tragen Sie eine keine Menge Anti-Seize Mittel in die 5 - 90^ versenkten Bohrungen der Padrückseite vor dem Zusammenbau auf. Setzen Sie die Padrückseite durch Anpassen der Distanzscheiben mit dem Schraubenloch auf die Spindelbaugruppe und stellen Sie safer dass der Bolzen durch die Padrückseite gehen. Fugen Sie die (45) Schrauben zuerst zu undziehen diese fest an. In einer kreisformigen Bewegung setzen Sie die kleineren (44) Schrauben in die Padrückseite und die Padunterstützung,ziehen Sie diese aber erst fest an, wenn alle eingesetzt sind. Drehmomentwerte befinden sich auf der Seite "Explosionszeichnung".
- Setzen Sie mit den vier (42) Schrauben ein neues (46) Pad auf die Padrückseite. Drehmomentwerte befinden sich auf der Seite "Explosionszeichnung".
Prüfung:
3 Tropfen von einem Qualitätsöl für pneumatische Luftgeräte direkt in den Motoreinlass anbringen, und mit einer 6.2 bar (90-PSI) Luftversorgung verbinden. Ein 10.000 O/min.-Gerät sollte bei einem Luftdruck von 6.2 bar, zwischen 9.500 und 10.000 O/min laufen, wenn das Gerät mit freiher Drehzahl lauft. Die Drehzahl kann sich um 500 o/min bis 1000 o/min verrigern, wenn eine Absaugung oder ein Klettschleifstreifen benutzt wird. Dieses wird aber die schleifleistung nicht beeinflussen.
- Loctite® ist ein eingetragenes Warenzeichen der Loctite Corp.
Moottorin purkaminen:
Mirka Schleifmittel GmbH
Germany
Tel. +49 6196 7616-0
info@mirka.de




