
MR38CV - Szlifierka Mirka - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia MR38CV Mirka w formacie PDF.
| Typ produktu | Pneumatyczna szlifierka mimośrodowa |
| Marka | Mirka |
| Model | MR38CV |
| Wymiary (dł. x wys.) | 248 x 118 mm |
| Masa netto | 0,96 kg (2,1 funta) |
| Rozmiar podkładki | 70 x 198 mm (3 x 8 cali) |
| Mimośród | 3 mm (1/8 cala) |
| Typ odsysania | Centralne (CV) |
| Moc | 179 W (0,24 KM) |
| Zużycie powietrza | 453 l/min (16 scfm) |
| Ciśnienie robocze | 6,2 bara (90 PSI) |
| Zalecane przyłącze powietrza | 10 mm (3/8 cala) |
| Maks. długość węża | 8 m (25 stóp) |
| Prędkość bez obciążenia | 10 000 opm |
| Poziom hałasu | 75 dBA (EN ISO 15744) |
| Poziom drgań | 3 m/s² (K=0,83 m/s²) |
| Wymagane wyposażenie ochronne | Okulary ochronne, maska oddechowa, rękawice, ochrona słuchu |
| Konserwacja | Codzienne smarowanie, czyszczenie filtrów i tłumika |
| Zastosowanie | Szlifowanie metali, drewna, kamienia, plastiku |
| Gwarancja | W zestawie, naprawa w autoryzowanym centrum Mirka |
Często zadawane pytania - MR38CV Mirka
Pytania użytkowników dotyczące MR38CV Mirka
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Szlifierka w formacie PDF za darmo! Znajdź swoją instrukcję MR38CV - Mirka i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. MR38CV marki Mirka.
INSTRUKCJA OBSŁUGI MR38CV Mirka
pl Instrukcja obslugi
ro Instruetioni deutilizare
bg HNCTpyKcnn 3a ekcnloatau
Naudojimo instrukcjjos
Ražojuma konfiguracja/specifikacja: 10 000 apgr./min orbitāslipmašina
Raojuma konfiguracija un specifikacijas: 10 000 apgr./min 70 mm x 198 mm (3 collas x 8 collas) orbitala slipmašina
PIEZIME: visas vakuumu paşgeneréjošas (SGV) masinas izmanto standarta Ø 28 mm (1 collas) vakuuma šlūtes stiprinajumus. Ir pieejami Ø 19 mm (3/4 collas). Visas masinas ar centrão putekju savaceju (CV) masinas izmanto standarta Ø 19 mm (3/4 collas) vakuuma šlūtes stiprinajumus. Ir pieejami Ø 28 mm (1 collas).
| Orbitála V | Vakuma veins | Paliktjna izměrs mm (col-las) | Modela numurs | Raojumana neto svars kg (märçinās) | Augs-tums mm (col-las) | Garums mm (collas) | Jauda vatos (ZS) | Gaisa patěrìns l/min (kubípkēdas/ min) | *Trokšnu limenis dBA | *Vibraciju limenis m/s2 | *Nenoteikts K m/s2 |
| 3 mm (1/8 collas) | Centrālais putekju savăcëjs (CV) | 70 x 198 (3 x 8) | OS383CV | 0,96 (2,1) | 118 (4,65) | 248 (9,76) | 179 (0,24) | 453 (16) 75 | 3,3 0.83 | ||
| Vakuumu paşagenerëjoës (SGV) | 70 x 198 (3 x 8) | OS383DB | 0,97 (2,14) | 118 (4,65) | 261 (10,26) | 179 (0,24) | 453 (16) 85 | 2,8 0.77 |
| Deklaracja zgodnosci KWH Mirka Ltd 66850 Jeppo, Finland | |||
| niniejszym oświadczamy na wyłączną wlasna odpowiedzialnosć, ze wyrob: pneumatycze szlifierki mimośrodowe 70 mm x 198 mm (3" x 8") 10,000 OPM (dane konkretnégo modelu podano w tabeli Konfigura- cja / specyfikacja wyrobu), którego dotczy ziniejsza deklaracja, spelnia wymagania następujectych norm lub innych dokumentów normatwynych: EN ISO 15744:2008, zgodnie z przyepsami 89/392/EWG, wraz z poprawkami wropadzonymi przyez Dyrektywy 91/368/ EWG, 93/44/ EWG i 93/68/ EWG oraz dyrektywo konsolidujuća 2006/42/WE | |||
| Jeppo 16.01.2014 MIRKA | |||
| Miejscowość i data wydania Company Stefan Sjöberg, Executive Vice President | |||
| Instrukacja obstrugi | |||
| Zawiera: gwarancje, istotne informacja i ostrzeżenia, instrukacja prawidowej eksploataci, opis.), opis.), opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., opis., onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, onskapuracja, szynnosci diagnostyczne, instrukcie serwisowa | Uwaga Przed przystapieniem do montaźu, uzytkowania lub konserwacje narcydzia,... sie dokladnie zaporozność ztreście miniejszej in- strukcji dotyczȩje bezpieczność. Instrukcie przechowywo w myiescu łatwo dostepnym. | CE | |
| Producent / Dostawca KWH Mirka Ltd. 66850 Jeppo, Finland Tel: +358 20 760 2111 Fax: +358 20 760 2290 | Niezbędne sądki ochrony osobistej Gogle ochronne Maska pyłowa Rzekawice ochronne Oślona uszu | ||
| Zalecana srednica minimalna przyłącza pneumatycznego 10 mm 3/8 cala | Zalecana maksymalna długość węga 8 metrow 25 stóp | Cieszuminiumie pneumatyczne Maksymalne ciasnienie robocze 6.2 bar 90 psig Zalecane minimum n/d n/d | |
Przechytać i przyestrzegać
1) General Industry Safety & Health Regulations, Part 1910, OSHA 2206, do uzyskania w: Superintendent of Documents; Government Printing Office; Washington DC 20402
2) Safety Code for Portable Air Tools, ANSI B186.1 do uzyskania w: American National Standards Institute, Inc.; 1430 Broadway; New York, New York 10018
3) Przepisy obwiazujuce w poszczególnych krajach
Prawidłowa eksploatacja naręźdia
Szlliferka przyznaczona jest do szlifowania materiałow wsystkich typow, tj. metali, drewna, kamienia, tworzyw sztucznych itp. przy uzyciu przyznaczonej do tego celu warstwy sciernej. Nie stosowac narzedzia do celow innych Ni z wymienione bez uzyskania porady producenta lub autoryzowanego przyzeen sprzedawcy. Stosowac talerze oporwe dostosowane do pracy z minimalna prędkoscią swobodną 10000 skoków/min.
Miejsce pracy
Jest to narędzie ręczne. Pracujuć przy了他的 uzyciu nowy w miarę moziwość stać na stabilnym podloźu. Narȩdzie można trzymać w dowolnej pozycji, warunkiem jest mocny chwyt i wlasciwe oparcie nóg obślugujaçego. Naleź pamiątac, ze generowy przy czem szilifierkemu moment obrotowy są odżiaływać na operatora. Patrz: Instruktura obślugi.
Pierwsze kroki
Stosowac ocyszczone, naolejone powietrze, o cisnieniu na wejsciu szilifierki 6,2 bar - pomiar przy wyczonym na maksymalne obrotny narzedziu. Zaleca sie stosowanie certyfikowanych wyzy pneumatycznych 10mm (3 / 8^ ) o dlugoosci maksymalnej 8m . Podlaczenia narzedzia do instalaci pneumatycznej wedlug rys. 1.
Nie podłaczać narźedzia do instalacji pneumatycznej, jeźeli nie mamozlwość korzystania ze znajduźaco go sie w latwo dostepnym mistręsçu zaworu odcinajȩco. Stosowac powietrze naolejone.
Zdecydowanieazoleca sie stosowanie konfiguracji przydustwionej na rys.1, z filtrrem, regulatorem i naolejaczem powietra - zapewnia to uzyszkanie czystego i naolejonego prawidlowo powietra pod odpowiednim z punktu widzenia wymagan naręźdia cisnieniem. Wieciej informaci dotyczych tych elementów poda spreżdawca. Jesli nie planuje sie korzystania z przydustwionego osprzȩ, narȩźcie nalezy smarowć recznie.
Réczne smarowanie szilfierki: odłaczycz przemów pneumatyczny, wpwadzic 2 do 3 kropli oleju pneumatycznégo, np. Fuji Kosan FK-20, Mobil ALMO 525 lub Shell TORCULA® 32 do przyłącza pneumatycznégo naręźdia. Po podlączeniu do instalacji pneumatycznej uruchomic szilfierka na kilka sekund na niskich obrotach - powietrzej Rozpwadzic wówczas olej. Przy czestym uzywaniu narȩźdia, smarowanie powinno są odbywać codziennie. Narȩźdie daneźny nasmarowaec razie spowolnienia rozuchu lub spadku obrotów. Zalecane ciśnienie przy narȩźdio to 6,2 bara, pomiar przy narȩźdio wączonym. Szilfierka działa teź przy niższych ciśnieniach, jestnek wartosci 6.2 bara nie naleź przyzekraczać.
Instrukcja obstugi
1) Przed przystapieniem do uzytkowania narędzia naleźpie zapoznać z cala instrukcja. Kaźdy obślągędy musi byc w pelni przyszkolony w zakresie uźycia i bezpieczność obślą narȩdzia. Wszelkie czynnosci konserwacyne moga prowadzić jeder pracownikicy odpowiednio przyszkoleni.
2) Olokczy narzedzie od zasilania pneumatyczneo. Wybrać odpowiedni material scierny i załoczć na talerzu oporwym. Starannie wyosiewac material scierny na talerzu.
3) Przy przy z uzyciem narźedzia zawsze stosowej odpwiednie osobiste srodki BHP.
4) Podczas szlifowania najpierw nalezy połoźć narędzie na elemencie, i dopiero wówczas sąna je wączyć. Przed zatrzymaniem narȩźcia najpierw nalezy je zdźć ze szlifowanej powierzchni. Zapobiega to powstawiani niedrzejnosci na szlifowanej powierzchni.
5) Przed nakladaniem, regulowaniem lub zdejmowaniem warstwy sciernej lub talerza oporowo go naezy zawsze odlacza narzedzie odzasilania pneumatyczneo.
6) Zawsze zadbać o wlasciwe oparcie stop i / lub pozycje ciała, uwazać na wywierany na operatora wplyw momentu obrotowej naręźdia.
7) Stosowac tylko walsciwe czesi zamienne.
8) Szelifowany element musi byc zawsze prawidlowozamocowany, hieruchomy.
9) Regularnie sprawdzać przywod pneumatyczny i przylacca pod katem ewentualnych oznak zuzymcia. Przenoszac urzadzenia nie trzymac za przywod. Uwaźac, by przy przenoszeniu narędzia podłoczonego do instalacji pneumatycznej nie doszło do是我的 przypadowej uruchomienia.
10) Pyl ma wlasnosci palne. Nalezy codziennie czyscic i wymieniac worek pylowy w ukladzie odiagowym. Czyszczeneni wymiana worka przyklada sie tez na optimalacja wydajnosci narzedzia.
11) Nie przykraczać dopuszczalné ciśnienia spreźonego powietrza. Stosowaec odpowiednie zabezpieczenia zgodnia z zaleceniami.
12) Narzedzie nie jest izolowane elektrycznie. Nie uzywac w okolicznosciach, gdzie zachodzi zagrozenia zetknięcia z pozostajycymi pod napieciem elementami elektrycznych, rurami gazowych, instalacja wodną itp. Przed przystapieniem do pracy sprawdzić warunki.
13) Nalezy zachowac odpowiednie srodki ostroznosci w celu zapobiezenia wplataniu elementow ubioru, wlosów, uzywanych do czyszczenia sciereczek itp. w ruchome elementy narzedzia, Grozi to wciagnieciem czescia ciala w poblze ruchomych elementow i stanowy zagrozenia dla zdrowia.
14) Nie dotykać materiały scierngo przy wączonym urzadzeniu.
15) W razie stwierdzenia objawów nieprawidłowosci, narędzie naleź natychmiast wycofac z uzycia i przykazać do serwis u naprawy.
16) Ježeli naręźedzie pracuje bez obciązenia, naleź y zagwarantłowć odpowiednie sądki bezpieczność w razy zerwania elementu scierngo.
Konfiguracja i specyfikacja szlifierki mimośrodkowej 10,000 OPM
| Konfiguracja i specyfikacja szlifierki mimosrodowej 10,000 OPM 70 mm x 198 mm Uwaga: we wzystkich urzadzeniach generujacy podcijsenie stosuje są standardowe przyłącze przyzewodu pneumatyczné 028 mm (1"). Można są skorzystać z 019 mm (3/4"). We wzystkich urzadzeniach podȩczanych do instalacji podcijsenia stosuje są przyłącze przyzewodu pneumatyczné 019 mm (3/4"). Można są skorzystać z 028 mm (1"). | ||||||||||
| Mimość Ssane Średnia ta-lerza mm (cale) | Model Waga netto kg (funty) | Wysokość mm (cale) | Długość mm (cale) | Moc W (KM) | Pobó r powietra l/min (scfm) | * Halas dBA | Pozlom wibrȩcki* m/s2 | Niepewność K*m/s2 | ||
| 3 mm (1/8") cen-tralne | 70 x 198 (3 x 8) OS383CV 0 | 96 (2.1) 118 (4.65) | 248 (9.76) | 179 (0.24) 453 (16) 75 3.3 0.83 | ||||||
| wlasne OS383DB 0 | 97 (2.14) 118 (4.65) | 261 (10.26) | 179 (0.24) 453 (16) 85 2.8 0.77 | |||||||
| Badanie emisi haasu przystawzone zgodnie z norma EN ISO 15744:2008 - Reçzne narȩźdia z napȩdem - Zasady pomiaru haasu - Metoda techniczna (klasa 2). | ||||||||||
| Badanie emisi wibrȩcki przystawzone zgodnie z norma EN 28662-1 Reçzne przeność narȩźdia z napȩdem - Pomiar wibrȩcki przy uchwycie, C摩擦 1: Informacja odólne, oraz EN ISO 28927-3:2009 - Reçzne przeność narȩźdia z napȩdem - Metody badawcie okreslania emisi drgań -- C摩擦 3: Polerki oraz szilifierki obrotowe mimosrodowe. | ||||||||||
Parametry moga ulec zmianie bez uprzedzenia.
*Podane w powyzszej tabeli wartosci opieraja sie na winikach badan laboratoryjnych, przyperowadzonych zgodnie z odpowiednimi przypepisami i normami, i jako wartosci laboratoryjne nie stanowia wystarczajcej podstawy do dokonania oceny ewentualnych zagrozen.
Wartoscizmierzone w danym miqscu pracy moga byc wyzsze od podanych. Rzeczywiste wartosci oznacajace narazenie na niekorzystne czynniki i poziom zagrozenia jest inny dla kazej konkretnej sytuacji uzalezniony od warunkow otoczenia, sposobu pracy danej osoby, wasciwocki obrabianego materialu, jak rowniez od czasu ekspozycji i stanu fizczneo go uzytkownika narzedzia. KWH Mirka, Ltd. nie ponosi odpowiedzialnosci za nastepstwa zastosowania przy ocienie zagrozen w konkretnych warunkach wartosci podanych wyzej zamiast rzechy-wistych, wystepujczyh w danych okolicznosciach.
Dodatkowe informacja dotyczze bezpiecznych w i higienvy pracy moza uzyskać na stronie http://europe.osha.eu.int (Europa) lub http:// www.osha.gov (USA).
Diagnostyka
| Objawy Ewertualna przyczyna | Środki zaradczne | |
| Obniżenie mocy, niska prędkość obrotowa mimo braku obciañenia | Zbyt niskie ciasnienie powietrza Sprawdzić wartość ciasnienia pneumatyczné na wejsciu do szilfierki przy pragy narȩźdia bez obciañzenia. Powinno onoDynosić 6.2 bara (90 psig/620 kPa). | |
| Zapchanie tllumika / -ów Patrz Rozdziel „Demontaż obudowy", znajdzieszem tam instrukcje wyjmowania tllumika. Wymienic element 48 (wklad tllumika) (patrz Rozdziel „Montaż obudowy"). | ||
| Sitko wlotowe zanieczyszczone Oczyść siki co czystym roztwolemŚrodka myacjango. Ješli nie daje są吞噬Sci, wymienic. | ||
| Zuzyte lub uzzkodzone lopatki wentylatora Zalówyć wszystkie nowe lopatki (warunkiem prawnidlowego dzialania jest wymiana wszystkich JDBC)... | ||
| Wyciek wewétrzny w odubowie silnika, czego objawem jest zwiékszenie poboru powietrza i obniżenie prędkości obrotowej | Sprawdzić ustawuminium elementów silnika i polożenia pierścienia stabilizu脸颊go. Czy oring w naciȩcie pierścienia stabilizu脸颊go nie jest uzzkodzony? Zdemontować i ponownie osadzićjadnostkre silnika. Patrz Rozdziel „Demontaż silnika" i „Montaż silnika". | |
| Zužycie elementów silnika Przemrowiadźć remont kapitalny silnika. Zworciecie sie do autoryzowanego serwisu Mirka. | ||
| Zuzyte lub uzzkodzone lozyska wrzeczona Wymienic zuzyte lub uzzkodzone lozyska. Patrz Rozdziel „Demontaż stabilizatora walu i wrzeczona" oraz „Montaż lozysk wrzeczona, AirSHIELD™ i stabilizatora walu". | ||
| Nieszczelność instalacji powietrznej przy sterownik i zaworze. | Zanieczyszczenersie, uzzkodzenia lub zȩpiecie spreźyny zaworu, zaworu lub gożiazda. | Zdemontować, sprawdzić i wymienic zuzyte lub uzzkodzone czymi. Patrz kroki 2 i 3 w Rozdziele „Demontaż obudowy" oraz kroki 2 i 3 w Rozdziele „Montaż obudowy". |
| Nadmierne wibracje, szarpanie | NiewaSciwy dobór talerza oporowyago Stosować tylko talerze oporowe o srednicach i wagach dostosowanych do parametroi narȩźdia. | |
| Umiezzonato przejsciȩwèle lub inny element | Stosować tylko elementy scierne i / lub przejsciȩwski przewidziane do montaçu z narȩźdiem. Nie zakȩduć na talerzu oporowym elementów innych niedrzejczne konkretnie do tego modelu talerza i szlifierki. | |
| NiewaSciwe smarowanie lub nagromadze-nie zanieczyszczene. | Zdemontować narȩźdie i吞噬Scić przy uzyciu odpowiedniego Środka. Ponomień zlożyć szlifierkę. (Patrz: „Instrukturja serwisowa") | |
| Zuzyte lub uzzkodzone lozyska przytednia lub tylne silnika | Wymienic zuzyte lub uzzkodzone lozyska. Patrz Rozdziel „Demontaż silnika" i „Montaż silnika". | |
| Przy urȩdzeniach podȩzanych do prózni centralnej istnieje zagrozenia, ze podsiwnie jest zbyt silne podzasi szlifomania plaskich powierzchni. Wów-czas dochodź do przylegania talerza do obrabianego materialu. | Przy narȩdziach zasilanych podsiwnieniem z instalacji – zmiejeść ssanie w instalacji. |
Uwaga! Wszystkie punkty podane w kolumnie, Srodki zaradcze omówiono w końcowej częci instrukcj w punkcie „Instrukacja serwisowa".
UWAGA! Warunkiem uzyskania swiadczenia gwarancjneo,czy to winikajacego gednoznacnie ztresci karty gwarancjnej,czy domyslnego, jest dokonanie naprawy narzedzia przyazaryzowany serwis Mirka. Ponijsza instrukcja serwisowania odnosi sie do napraw narzedzia prowadzonymych po uplywie okresu gwarancjneo.
DEMONTAZ
Wymiana uchwytów:
- Uchwyt (27) posiada dwie „plytki" nafozone na korpus sziliferki pod otworem zasilajacym i wylotowym. Przy uzyciu malego sbrukreta zdjać Jedna plytke, wpwadzic sbrukoret glebiej i podważajac zdjeć uchwyt z korpusu narźedzia. Przed załozeniem nowego uchwytu nalezy odchylic plytki na zewnatrz, ustawic odpowiednio uchwyt i wsunac go pod dzwignie przypustnicy (25) tak, by znalazl sie we wlasciwym polozenia na szilfiance. Obie „plytki" musza sie znalecz na swoichjejmiechac pod wlotem i wylotem.
Demontaz silnika:
- Kluczem imbusowym 2,5 mm (47) wykrecić s Ruby (42). Przed zdjeciem talerza oporowo (46) przesunac go w przy od i w tyl o okolo 15 mm. Ostrożnie odadzic narźedzie w imadle przy uzyciu miękkiego uchwytu kolnierzwego (MPA0026) T-7 lub zastosowćmiȩkie nakladki na szczeki imadla. Spód talerza oporowo (43) musi byc skierowy do góry. Wykrecić sbré (45) i cztery s Ruby (44). Do wykrecania sbr (44) zastosowć imbus 2,5 mm. Zwrocic uwage by nie zgubić założnych ewentualnie między podstawa wrzeciona (22) a talerzem oporowy podkladek dystansowych (23 lub 24).
- Wyjac narzedzie z imadla i zdjeć miękki uchwyt kolańierzowy. Zdjec uszczelkie kurtynowa (39) (o ile zostala zalożona). Wykrecic cztery sbruy (34) wraz podkladkami (35) przy pomocy klucza imbusowej 2,5 mm (47) 2.5 mm z obudowy (29) i zdemontowac obejmy talerza oporowego (41). De-likatnie ponownie umieść narzedzie w imadle pierSciieniem zabeepieczajonym (12) do góry, przy uzyciu miękkiego uch-wytu kolańierzowej (MPA0026) T-7 lub zastosowac miękka nakladki na szczeki imadla.
- Zdjec pierscien zabepezpieczajcy (12) przy pomocy narzedzia do demontazu pierscienia i wyciagania wrzeciona silnka (MPA0025) T-6. Nastepnie myza wyjac silnik z obudowy (29).
- Wyjac pierscien ustalajacy (1) z wyciecia w stabilizatorze walu (13) oraz oring (4) z cylindra (5).
- Zdjać tylná plytké (3). W tym celu konieczne sąbce osadzenie plytki tylnej na sciagaczu do toźysk (MPA0416) i lekkie docisiść walu przyez toźysko (2) i plytke tylna. Zdjać cylinder (5) i wirnik (6) z pięcioma topatkami (7) ze stabilizatora walu (13). Wyjać klucz (8) ze stabilizatora walu, po czym sciagnć plytké przydnią (9) z toźyskiem (10). Do zdjecia toźyska, jezeli po zejsciu z plytki przydnej utknie ono na wale stabilizatora walu, konieczne sąbce zastosowanie oddzielacza toźysk.
- Zdjać toźysko (-a) z plytki tylnej przy użyciu sciagacza do toźysk (MPA0036) T-8 iSciągnac toźyska.
- Zdjac pierscién ustalajcy (12) ze stabilizatora walu (13).
Zdjac oring (11) z pierscienia ustalajacego i odlozyc. - Zdacja oslonę przyciewypyłowa (71) ze stabilizatora walu (13).
Demontaz stabilizadora walu i wrzeciona:
- Koncownik walu stabilizatora walu (13) umiecie w imadle z miękkimi szczekami. Cienkim srbokretem podwaźć naciȩka koncownik pierścienia ustalajacego (21) iSciagnac.
- Nakrecic koncowke z otworem narzedzia (MPA0102) T-12 5/16-24 na adapterze M6 x 1P na gwint klucza serwisowego do pierscienia ustalajacego silnik / narzedzia do wyjmowania
wrzeciona silnika (MPA0025) T-6. Wkrećć klucz serwisowy we wrzeciono (22) do oporu. Palnikiem gazowym lub gorącym powietrzem lekko podgrzć swobodná konćowej walu stabilizatora (13), do angiśćca temperatury okolo 100^ (212^) , co powoduje Rozmierekczenie kleju. Nie przyegrzac. Usança wrzecciono mocono je wybjijac. OdczekAAC z wrzecciono i stabilizator walu ostynja.
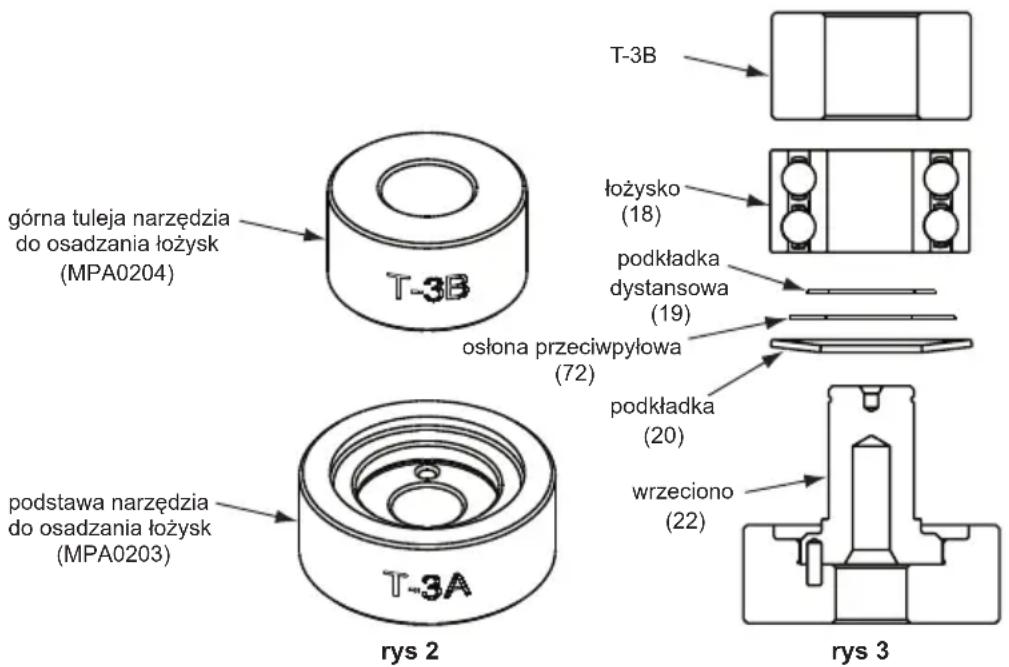
- Zdjec pierscien ustalajacy (17) z wrzeciona (22). Zdjec loźysko (18) przy pomocy sciagacza (MPA0416), podkradke (19), oslonę przechiwypłow (72) i podkradke (20) z wrzeciena.
- Elementy AirSHIELD™ utrzymwyane są na swoim mistręczne do zemianie wychycieć uzyteczne do zemianie zemianie do zemianie zemianie do zemianie zemianie do zemianie zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie nożne są zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie do zemianie tolem go wychycic i wymiṇa nać podwaźaczm do orów lub blachowkrętem #8. Wyjać zawor (15) i filtr (14) z otworu w stabilizatorze wa lu (13). Jeźeli uchwy t i zawor nie ulegly uzskodzeniu,ość je zastosowej ponowniec. Jednakść przy ponownym montaź uciezy wymiethnic filtr.
Demontaz obudowy:
- O ile nie podano inacej, przy maszynach bezprozniowych (NV) i zasilanych z instalacji podsiennieia (CV), nalezy wykonac opisane dalej kroki A - C. Przy maszynach z wlasnym generatorem podsiennieia (SGV), nalezy poinac krki A-E i przyzejsc do kroku F.
A. Odkrecić obudowé tumika (50) od obudowy (29).
B. Wyjac tumik (48) z komory obudowy tumika (50).
C. Wyjac plytké (49) i drugi tllumik (48) z przyłącza wylotowej obudowy (29). Przy maszynach bezprózniewych, przyjecć do kroku 2. Przy maszynach z podcijsnieniem podȩczonym z instalacji, przyjecć do D - E.
Maszyny z podcisnieniem podlaczonym z instalacji:
D. Wykrećić Šrubes (66), zdjć podkradke (65) i nakretke (64).
E. Nacisnac od gory na przygubowa końówka jegnostki wylotowej 0'1/28 mm SuperVAC™ CV (62) lub jegnostki wylotowej 0'3/19 mm SuperVAC™ CV (63), co skutkuje zwolnieniem zlokazowanej na przyciwnym koncu wylotu zapadki z oslony CV/SGV (40). Przejść do kroku 2.
Maszyny z wlasnym generatorem podcijsnienia:
F. Odkrecić uchwyt SGV (56) kluczem imbuswym (MPA0849) 8 mm. Wyjac dwa oringi (55). Zdjec Jednostke wylotowa z przygubem 0'1'/28 mm SGV (57) lub 0'3'/19 mm SGV z węźem (58). Przejść do kroku 2.
2. Wykręcić dwie s Ruby (37) z dwóch osłon (38) lub oslony CV/SGV (38) - (40). Uwaźć, by gwintowane wkiady (36)Nie wypadty. Wyjac je z obudowy (29).
3. Nastawic regulator predkosci (32) w połozenia srodkowe i zdwć pierSciem mocujacy (33). Nastepnie można wyjac zespól regulatora predkosci. Zdwć oring (31) z regulatora.
4. Wykrecic zespól tulei wlotowej (54) z obudowy (29).
Zdemontowac spreźynę (53), zawór (52), gniazdo (51) i trzpień (30).
5. Wypchnac bolec (26) z obudowy (29) i wyjac dzwignie (25), po czym wypchnac tuleje (28).
MONTAZ
Uwaga! Przy montazu stosowac tylko czyste,Suche czosci,do osadzania lozysk stosowac odpowiednie narzedzia i postepowac wedlug instrukcji producenta danego lozyska.
Montaż obudowy:
- Umiescić tuleje (28) w obudowie. Umiescić dzwignie przyepustnicy (25) w obudowie (29) wraz z bolcem (26).
- Lekko nasmarowac oring (31) i nafozyc go na zespof regula-tora prdekosci (32). Umiescić trzpień zaworu (30), oring (oc-zyszczony i lekko nasmarowy) oraz umiescić zespof regula-tora prdekosci w obudowie (29) w połozeniu srodkowym. Zalozyc pierscien mocujacy (33). Uwaga! Pierscien mocujacy (33) musi byc calkowiecie ulozony w wycieciu w obudowie (29).
- Zalozyc gniazdo (51), zawor (52) i spreźnye (53). Na gwinty zespolu tulei (54) nafozyc 1 lub 2 krople substancji Loctite® 222 lub podobnego niedwardniejeść uszczelniacza do gwintów rurowych. Wkręcić zestaw w obudowej (29). Wartosci momentu obrotowej podano w wykazie czȩci. Umieść czysty tllum (48) i pltyk (49) w przyłączu wylotowym na obudowej. Uwaźac, by tllum i pltyka nie wypadly z wylotu zanim nie zostana zamocOWANE w kolejnych krokach.
- Uwaga! Jeźeli narędzie nalezy do modeli podcijsieniowych, nalezy w tym momencie postepować zgodnia z instrukcją podłuczania instalacji próniowej, przy innych modelach narȩdzi – nalezy kontynuowej wedlug niniejszej instrukcjji. Umiescie czysty tllumik (48) w obudowej tllumika (50) i wkrećcie obudowej do przyłącza wylotowej obudowy (29). Wartosci momentum obrotowej podano w wykazie czȩsci.
Maszyny z podciszieniem podlaczonym z instalacji:
A. W zestawie przygubowe koncownik wylotowej 034 /19 mm SuperVAC™ CV (63) lub 0'1/28 mm SuperVAC™ CV (62) umieszic zaNajdujacy sie na koncownik „jezyk" maskiej w koncownik zejskB jej przylacza na oslonie CV/SGV (40). Skierowac koncownik przygubowa wylotu SuperVac™ ku ziemi, wpwadzic koncownik maska z „jezykiem" w koncownik zejska oslony CV/SGV, obracaj koncownik przygubu do góry i Jednoczesnie do wewnatrz, az znajdzie sie na swoim.),不错scu.
B. Wkreci sbrue (66) z podkladka (65) w otwor montaizowy przygubowej jegnostki wylotowej 3/4/19 mm SuperVAC™ CV (63) lub 0'28 mm SuperVAC™ CV (62) i w obudwe (29), aż do momentu, gdy sruba bedzie licowa z wewétrzna powierzchnia odubowy. Umieść nakȩte (64) w odpowiednim wglębieniu w odubowie i wkreci sbrue. Wartosci momtu obrotowej podano w wykazie czSci.
C. Umiescić czysty tulum (48) w obudowie tulumka (50) i wkrećić ja do przyłącza wylotowej obudowy (29). Wartosci miomentu obrotowej podano w wykazie czȩsci.
Maszyny z wlasna generacja podcisnienia:
D. Lekko nasmarowac dwa oringi (55) i umiecić je w dwoch rowkach w uchwycie SGV (56). Wsunac zespól uchwytu SGV w otwor przygubowej"Justostki wylotowej 1/28 mm SGV (57) lub 034 /19 mm SGV (58).
E. Sprawdzić,czy płytka (49) i tłumik (48)Nie wypadly z przyłącza wylotowej. Podlaczyc przy.§ugobowy zestaw wylotowy SGV do przyłącza wylotowej na obudowej (29) przy uzyciu uchwytu SGV, przy czym końcowka maska zespolu wylotowej musi trawic w końcowkie zeńska oslony CV/SGV (40). Wkrecic uchwyt SGV (56) w gwintowane przyłącze wylotowe odubowy przy uzyciu klucza imbusowej (MPA0849) 8 mm. Wartość momentu obrotowej podano w wykazie噤ci. Przejć do roździalu „Montaż wręciona, AirSHIELD™ i stabilizatora".
Montañ wrzeciona, AirSHIELD™ i stabilizadora:
- Umiesci podstaweSciagaca sluzacego do nakladania lozysk wrzeciona (MPA0203) T-3A na plaskiej, czystej powierzchni malej prasy recznej lub odpowiednika, przy czym gniazdo wrzeciona winno byc skierowane ku gorze. Umiesci wrzeciono (22) w gniezdzie, z waem skierowanym ku gorze. Patrz rys. 3.
- Umiesci podkladke (20) na wale wrzeciona (22), przy czym zaokraglona strona podkladki musi sie znajdowa od zewnatrix, tak, by srednica zewnetrzna podkladkiPokrywala sie ze srednica zewnetrzna lozyska (18).Osadzic oslone przechiwyplowa (72) na wale wrzeciona.Uwaga! Przy zakladaniu podkladki (19) oslona wrzeciona (72) musi sie znajdowac w oppowiednim polozeniu za seinen trzonem. PoLozyc podkladke na trzonie wrzeciona. Umiesci lozysko (jedna uszczelke) na wrzecionie, przy czym strona uzusczelnieniem musi byc skierOWA ku podkladce. Uwaga! Zarowno wewnetrzna, jak i zewnetrzna bieznia lozyska przy osadzaniu winny sie opierać na sciagaczu do lozysk. NaLozyc lozysko na trzon wrzeciona przy uzyciu sciagacza do lozysk (MPA0204) T-3B,patrz rys.3.
- Nasunac pierscien mocujacy (17) na wrzeciono (22), przy czym pierscien musi sie w calosci znalecz w rowku.
- Wyosiowac filtr (14) w malym otworze stabilizatora wa (13), w ktorym przyd demontazem znajdowal sie filtr fabryczny. Malym srbokretem lub pretem o splaszczonym koncu wcisnac filtr do otworu do dna. Umiesci czawor (15) w
otworze z zachowaniem prawidlowej orientaci, nastepnie wcisnac uchwyt (16) do otworu, na styk z zworem.
- Podac małę krople sądka Loctite® #271 lub podobnogo na zewétrzny obwód kaźdego z toźysk zespolu wrzejciona. Podac krople sądka wȩśćgo i równomiercie Rozprowadzico po zewétrznych powierzchniach. Uwaga! Dla zapobiezenia przyciwbzieznemu obrotowy toźysk wystarcza很深o niewielka ilosc sądka. Podanie zbyt dujej seinen ostrudni w przyszlosci usuwanie substanci. Umieśćć wrzejciono w otworze stabilizatora walu (13) i zamoczą pierSciemien monocujacym (24). Uwaga! PierSciemusi byc w pelni osadzony w rowku walu stabilizatora. Odczekać, aż sądek sąȩzy zastygnie.
Montaž zespolu silnika:
- Osadzic oslone przyciwypłow (71) na stabilizatorze walu (13).
- Nasmarować oring (11) niewielka iloscia smaru mineralnégo i umieść go w wycieciu pierścienia ustalajacego (12), po czym umieść go na stabilizatorze walu (13), przy czym oring musi byc skierowy w kierunku walu stabilizatora.
- Nasunac na wa财税k przydnia (9) zgniazdem lozyska skierowanym ku dolowy. Delikatnie wcisnac财税k przydnia na lozysko (10) przy uzyciu wiekszej koncownik tulei dociskowej lozyska (MPA0494) T-13, az lozysko przydnie znajdzie sie wgniezdzie lozyska财税k przydniej. UWAGA! Docisak tylkona tyle, by osadzic lozysko w gniezdzie. ZastosOWANIE zbyt duzego docisku grozi uszkodzeniem lozyska.
- Umiescić klucz (8) w rowku stabilizatora wa lu (13). Nałoźcy wirnik (6) na wa stabilizatora wa lu, musi przylegać dokladnie.
- Nasmarowa pięc lopatek (7) dobrej jakosci olejem pneumatycznym i osadzic je w szczelinach na wirniku (6). Zespól cylindra (5) umieszć na wirniku, przy czym krótsza końcowka kolka Rozpreźnégo winna wejsć w otwor w przyzdniaj płytc (9). Uwaga! Kolek musi wysławac o ok. 1,5 mm ponad cylinder od strony z kolnierzem.
- Wcisnac lozysko tylne (2) (2 oslony) w plyte tylna (3) przy uzyciu sciagacza do lozysk (MPA0195) T-1B (brak na rysunku). Docisk sciagacza (MPA0195) T-1B nalezy wyosiewa cwgledem srednicy zewnetrznej biezni zewnetrznej. Delikatie docisnac plytke tylna i lozysko na stabilizer wa lu (13) przy wykorzystaniu mniejszej koncowki tulei dociskowej (MPA0494) T-13. Tuleja winna dociska ctyko wewnetrzny pierscien biezni lozyska. Uwaga! Plytka tylna i lozysko znajduja sie w prawidlowej konfiguracji, jezeli cylinder (5) wciński jest między plytkami skrajnych akurat na tyle, by nie przyemieszczac sie pod wlasnym cięzarem wówczas, gdy wa znajduse sie w połozeniu poziomym, ale Jednoczesnie maylo we jest przesuwanie między plytkami skrajnych po przylozeniu bardzo nieduzej silny. Jezeli zespól dostanie scsiński zbyt mocno, bedzie to przyszkoda dla swobodnego dzialania silnika. Z kolei zbyt luzne scsiść zespolu sprawia, ze silnik ne bedzie sie obracat swobodnie po osadzeniu zespolu w obudowie (29). Zamocowa zspól umieszczajac pierscien mocujacy (1) w rowku stabilizatora wa lu. Uwaga! Pierscien mocujacy nalezy umiescić tak, by najpirow lozyska dotykały czȩc srodkowa i dwa skraje obrćcy. Obie uniesione fragmenty srodkowe musza pewnie „wskoczyc" w rowek stabilizatora wa lu - w tym celu nalezy wciśnac fragmenty zaokraglone malym srbokretem.
- Nasmarowac oring (4) niewielka iloscia smaru mineralneo i
umiesci go we wlocie powietra zespolu cylindra (5).
- Delikatnie nasmarowac od wewnatrz obudowe (29), spasowac trzpień z oznaczeniem na obudowie i wsunac zespól silnika do obudowy. Kolek spreźynujuc musi sie znaleć w gnieżdzie w obudowie.
- Ostrożnie wkręcić pierScién ustalajacy (12) z oringiem (11) skierowanym w strone pły przy przemnej (9) do obudowy (29) przy uzyciu narźedzia do osadzania pierScieni i wyciagania wrzechion (MPA0025) T-6. Wartość momentu obrotowej podano w wykazie czȩci. Uwagal Prosta metoda pozwalajca zagwarantowac "chwycenie" pierwszego gwintu: obróci pierScién ustalajacy w lewo narźedziem serwisowym, jederoczenia przycziskać. Gdy uslyszysz i wyczujesz, ze gwint wiodący pierScienia ustalajczygo wszedt gwint obudowy, dokrecasz obracajc w sprawo. Umieść osloné (38 lub 40) na wylocie obudowy, dokladnie dopasowej w walciwym polożeniu. Umieść rownież druga osloné (38 lub 40) i przykrećcie dwiema Śrubami (37) i dwoma kołkami gwintow-anymi (36).
- Osadzic jeder z dwoch zespolow podpory talerza oporowo (41) w obudowie (29), przy czym 45-stopniowe sciecie w.),...,...,...,...,..., ...!,..., ...!.!.!.!.!.!.!.!.!.!.!.!.!.!.!.!.!.!.!.!.!.!.!.!.!.. ...! .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... .... ... .... ... .... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ? . . . . . . . . . . . . . . . . . . . ? . ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ; - ; - ; - ; - ; - ; - ; - ; - ; - ; - ; - ; - ; - ; - ; - ;
- - -
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
= 0
11. Polozyć kątomnik na obu powierzchniach dolnych podpor (41) talerza oporowego,zmierzyć odleglość miedzy powierzchnia zespolu wrzejciona (22) a kątomnikiem. Ostep powinienDynosić okoto 0,25 mm -jesli jest inaczej, nalezy osadzicznajdujace sie w komplecie podkladki dystansowe (23 lub 24) w takim ukladzie, by uzyskać odstep maksymalnie zblizonydo 0,25 mm.Uwaga! Czo to wrzejciona musi sie znajdowaćnie noeji nz podpory talerza -to warunek optymalngodziałania naręźdia. Nie przykroczyć zadanego odstepu. Przed przystapieniem do montazu podać niewielka ilosć srodka zapobiegajczygo zapiekaniu do otworów mocujacych podporry talerza (41).Osadzić talerz ustalajć dystanse wzgludem otworu srubowo i naolzyć talerz na zespólwrzejciona,zwrocić uwage,by bolec ustalajcy znalazísiwe welaścymi myscu. Najpiew wropyadzic i mocno dokrecić strube (45).Po kolei wropyadzac mniejsze wkrty (44) w talerz i zespól podpor, ni dokreca ich jakdn do koña do czasu, az wsztkie znajdá sie na swoich mięszech. Wtedy dokrecić mocno. Warsosci momentu obrotowy podano w wykazie czesci.
12. Nasunac nowa podkladke (46) na talerz (41) i przykreci czterema wkrétami (42). Wartosci momentu obrotowej podano w wykazie czeci.
Proba:
Wprowadzic 3 krople dobrej jakosci oleju pneumatycznégo bezposrednio do wlotu silnika i podlaczyc do instalacji pneumatycznej o ciasnieniu 6,2 bar. Narędzie przy ciasnieniu na wejsciu 6,2 bara powinno osiagnac szybkosc w pracy bez obciañenia od 9,500 do 10,500 skokow na minute.
- LOCTITE® to zastrzejony znak handlowy Loctite Corp.
Specifikacja su podlożne promjenama bez prethodne najave.
Konfiguracja/specifikacja proizvoda: oscilatorna brusilica s 10000 oscilacija u minuti
Konfiguracija proizvoda i specifikacije: Oscilatorna brusilica s 10000 oscilacija u minuti dimenzija 70 mm x 198 mm (3 inca x 8 inca)
Napomena: Sve masine koje imaju automatski system za usisavanje koriste standardni prečnik od 28 mm (1 inca) za prikljuce za crevo usisivača. Prečnik od 19 mm (3/4 inca) je dostupan.
Sve masine sa centralnim systemom usisavanja koriste standardne prikljuce za crevo precnika 19 mm (3/4 inca).Dostupna je velicina i 28 mm (1 inca).
| Orbita Tip | usisivača | Veličina podloge u mm (inčima) | Broj modela | Neto težina proizvoda kg (funti) | Visina mm (inča) | Duzina mm (inča) | Snaga uvatima (KS) | Potrošnja vazduha u LPM (scfm) | *Nivo buke u dBA | *Nivo vibracija u m/s2 | *Odstupanje K*m/s2 |
| 3 mm (1/8 inča) | Centralno usisavanje | 70 x 198 (3 x 8) | OS383CV | 0,96 (2,1) | 118 (4,65) | 248 (9,76) | 179 (0,24) | 453 (16) 75 | 3,3 0.83 | ||
| Au-tomatsko usisavanje | 70 x 198 (3 x 8) | OS383DB | 0,97 (2,14) | 118 (4,65) | 261 (10,26) | 179 (0,24) | 453 (16) 85 | 2,8 0.77 |
Test buke je sproveden u skladu s EN ISO 15744:2008 - Ručni neelektrichi mašinski alati - Šifra za merenje buke - Inženjerska metoda (2. stepen).
Test vibracija proveden je u skladu s EN 28662-1. Ručni prenosni masinski alati -s Merenje vibracija na drsci. 1. dio: Generalno i ISO 28927-3:2009. Ručni prenosni masinski alati -s Merenje vibracija na drsci. 3. dio: Alati za poliranje i rotazione, orbitalne i ekscentarske brusilice.
Specifikacja su podlożne promenama bez prethodne najave.




