
MR38CV - Lijadora Mirka - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato MR38CV Mirka en formato PDF.

| Tipo de producto | Lijadora orbital aleatoria neumática |
| Marca | Mirka |
| Modelo | MR38CV |
| Dimensiones (L x A) | 248 x 118 mm |
| Peso neto | 0,96 kg (2,1 lb) |
| Tamaño del plato | 70 x 198 mm (3 x 8 pulg) |
| Excentricidad | 3 mm (1/8 pulg) |
| Tipo de aspiración | Central (CV) |
| Potencia | 179 W (0,24 HP) |
| Consumo de aire | 453 L/min (16 scfm) |
| Presión de servicio | 6,2 bares (90 PSI) |
| Conexión de aire recomendada | 10 mm (3/8 pulg) |
| Longitud máxima de manguera | 8 m (25 pies) |
| Velocidad en vacío | 10 000 opm |
| Nivel sonoro | 75 dBA (EN ISO 15744) |
| Nivel de vibraciones | 3 m/s² (K=0,83 m/s²) |
| Equipos de seguridad necesarios | Gafas, mascarilla respiratoria, guantes, protección auditiva |
| Mantenimiento | Lubricación diaria, limpieza de filtros y silenciador |
| Uso | Lijado de metales, madera, piedra, plástico |
| Garantía | Incluida, reparación por centro autorizado Mirka |
Preguntas frecuentes - MR38CV Mirka
Preguntas de los usuarios sobre MR38CV Mirka
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Lijadora en formato PDF gratis! Encuentra tus instrucciones MR38CV - Mirka y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. MR38CV de la marca Mirka.
MANUAL DE USUARIO MR38CV Mirka
es Instrucciones de manejo 60-66
Declaración de conformidad.
KWH Mirka Ltd.
declar que es de nuestra responsabilidad que los productos lijadora orbital con engranajes 70mm× 198mm (3^ × 8^ ) 10000 opm (Ver la tabla de "Especacion y configuracion de productos" para modelosesionicos) a los que se refiere esta declaracion estan en conformidad con los seguides estandares u other documentos normativos: EN ISO 15744:2008. Siguiendo las estipulaciones de 89/392/EEC con los agregados de las directivas 91/368/EEC y 93/44/EEC 93/68/EEC y la directiva consolidada 2006/42/EC.
Jeppo 16.01.2014
MIRKA
Lugar y fecha Company Stefan Sjoberg, Executive Vice President

Instrucciones para el operador
Incluye - Garantía, Favor leer y cumplir, Uso apropiado de la herramipta, Estaciones de trabajo, Puesta en servicios de la herramipta, Instrucciones de operación, Tablas de asignaciones y configuración del producto, Hoja de piezas, Liga de piezas, Sets de repuestos para lijadoras, Guía de solución de problemas, Instrucciones de mantenimiento.
Importante
Lea estas instrucciones增值服务antesdeinstalar, operar,hacermantimiento o reparar esta herramienta. Mantenga estas instrucciones en un lugar seguro y accesible.

Productor/proveedor
KWH Mirka Ltd.
66850 Jeppo Finlandia
Tel: +358 20 760 2111
Fax: +358 20 760 2290
Equipo de seguridad personalrequireido:
Protection ocular Guantes de seguridad
Máscaras de protección Protección para los oidos
Tamaño recommendado de
la linea de aire - minimo
10 mm 3/8 pulg.
Recomendación del长大o
maximo de la manguera
8 metros 25 pies
Presión de aire
Presión Tmaxima de trabajo 6,2 bar 90 psig
Mínimo recomendado NA NA psig
1) Disponible de General Industry Safety & Health Regulations, Part 1910, OSHA 2206 Superintendentete de documents Government Printing Office;Washington DC 20402
2) Safety Code for Portable Air Tools, ANSI B 186.1 usable de American National Standards Institute, Inc.; 1430 Broadway; New York, NY 10018
3) Regulaciones locales y del estado
Esta lijadora está diseñada para pulir todo tipo de materiales, o sea, metales, madera, piedra, plácicos, etc. using abrasivos diseñados para tal fin. No use esta lijadora para otro propósito que el específico sin consulutar con el productor o con un proveedor autorizzato. No use platos que tengan una velocidad de trabajo de menos de 10,000 OPM de velocidad libre.
Esta herramienta está hecha para funciona como herramienta de manos. Siempre es recomendable que se use la herramienta parado sobre un sueño solido. Puede usarse en cualquier低位, pero el operador debe en todo momento mantener una posicion segura con un agarre firme, estar parado firmamente y debe tener en cuenta que la lijadora pueda deserollar una reacion de torsion. Ver la seccion de "Instrucciones de operation".
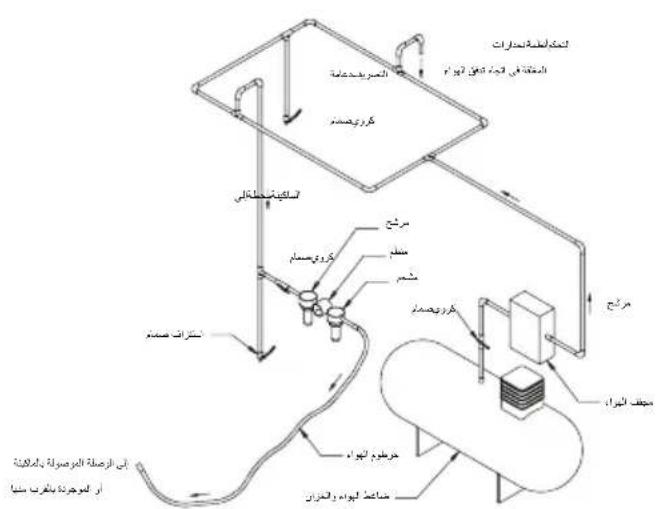
Use una fuente de aire limpia y lubricada que de una presión de aire medía a nivel de herramienta de 6.2 bar (90 PS) bar cuando la herramienta está en marcha con la palanca Completely presionada. Se recomienda usar una manguera de aire aprobada de 10mm (3/8 pulg.) x 8 m (25 pies) de longitud的最佳. Se recomienda que la herramienta se acople a la fuente de aire como se muestra en la figura 1.
No connecte la herramienta alsystema de aire sin incorpocraruna valvula fácil de alcancar para cortar el flujo de aire. La fuente de airedebe estar lubricada.Es altamente recomendable que se use un filtro de aire,regulador y lubricador (FRL) tal como se indica en la figura 1 ya que thiso permittirareproveeraire limpio y lubricado con la presion correcta a la herramienta.La informacion sobre这些equipospuedserosenida de suproveedor.Sin no seusa este equipo,la herramientadeferaserubricada.
Para lubricar la herramienta en forma manual desconecte la manguera de aire ypong a 2 o 3 gotas de aceite lubricante apropiado para motores neumáticos como Fuji Kosan FK-20, Mobil ALMO 525 o Shell TORCULA 32 en la entrada de la manguera a laquina. Conecte-Newamente la herramienta a la fuente de aire y opere la herramienta lentamente durante uno segundos para permitir que el aire circule por el aceite. Si se usa la herramienta con mucha fecuencia, lubriquela diariamente o lubriquela cuando la herramienta comience a perdier fuerza o velocidad. Se recomienda que la presion del aire a nivel de herramienta sea 6.2 bar/90 PSI吲nas la herramienta esta en marcha. La herramienta peut functionar a presiones mas bajas pero nunca a mas de 6.2 bar (90 psig).
Conducto de Drenaje
Valvula de bola
Hacia la Base de Herramientos
Válvula de bola
Filtro
Regulador
Lubricador
Válvula
de bola
el
Hacia el
Acoplador en
ofrica de, la Herrimenta
Manguera
de Aire
Compresor de
Aire y Depiso
1) Lea todas las instrucciones antes de usar esta herramienta. Todos los operadores deben estarcretrenados en su uso y tenerconocimientosdeestasreglasdeseguidadTodo serviceyrepairaciondebelevarasecabo porpersonalentnado.
2) Asegürese de que la herramienta está desconectada de la fuente de aire. Selección un abrasivo apropiado y colóquelo en el Plato. Tenga cuidado yonga el abrasivo en el centro del Plato.
3) Cuando vaya a lijar siempre colque la herramienta sobre la superficie a trabajo y bajo arranque la herramienta. Siempre retire la herramienta de la superficie antes de pararla. Este evitará rayar la superficie bajo a velocidad excessiva del abrasivo El Circuito Cerrado en el cierto.
4) Desconecte sempre la fuente de aire antes de montar, ajustar o retiring el abrasivo o el plato.
5) Mantenga siempre una postura firme yonga en cuesta la reccion de torsion desarrollada por la lijadora.
6) Siempre use los repuestos correctos.
7) Asegürese sempre de que el material a pulir está firmamente susjetado para impeder su movimiento.
8) Revise regularamente la manguera y las conexiones para prevenir el desgaste. No cargue la herr模板 por la manguera; siempreonga cuidado de no arrancar la herr模板 cuando esta se leva con la manguera de aire conectada.
9) No exceeda la presion de aire maxima recomendada.
10) El polvo puede ser muy inflamnable. La Bolsa de acumulación de polvo deben ser limpiada o repuesta diariamente. La limpieza o reposión de la Bolsa también garantiza el mejor rendimiento possible.
11) No exceeda la presion de aire maxima recomendada. Use el equipo de seguridad recomendado.
12) La herramiento no está aislada contra descargas electricas. No la use donde haya la posibiliad de que entre en contacto con cables electricos, tuberías de gas, tuberas de agua, etc. Revise el area de
13) Tome precauaciones para que las partes movibles de la herramienta no alcancen ropa,leo,trapos de limpieza,etc. Si se enreda tendrac como consecuencia que el cuerpo sea atraido hacia las partes movibles y puede ser muy peligroso.
14) Mantenga las manos alejadas del Plato durante el uso.
15) Si la herramienta parece funcionar mal, suspenda su uso inmediamente y haga servicios y reparacion.
16) No permitted that the herramienta funcione libre sin tomar precauiones para proteger a las personnes u objetos de la perdida del abrasivo o del Plato.
El Circuito Cerrado de Tubos está inclinado en la direction del flujo de
Fluo de Aire
Secador de Aire
Producto Configuracion/Especificaciones: Lijadoras orbitales 10,000 OPM
| Configuración y specifications del producto: 10,000 OPM 70 mm x 198 mm (3", x 8") Orbita deLijadora Orbital - 3 mm (1/8"). Note: Todas las migunas de aspiración auto generada usa manguera de aspiración de Ø 28 mm (1") como estándar. también hay deØ 19 mm (3/4"). Todas las migunas de aspiración central usa mangueras de aspiración de Ø 19 mm (3/4") como estándar. también hay de Ø 28 mm (1"). | ||||||||||
| Orbita Tipo de aspirir. Tamañó de plato Mm pulg | Número de modelo | Peso neto del producto kg (libras) | Alto mm (inch) | Largo mm (inch) | Potencia watts (HP) | Con-sumo de aire LPM (scfm) | *Nivel de ruido dBA | *Nivel de vibración m/s2 | *Facor de incerti-dumbre K m/s2 | |
| 3 mm (1/8 in.) | Aspirir. central 70 x 198 (3 x 8) OS33CV 0.96 (2.1) | 118 (4.65) | 248 (9.76) | 179 (0.24) 453 (16) 75 3 | 3 0.83 | |||||
| Aspiración auto gen-erada | 70 x 198 (3 x 8) OS383DB 0.97 | 2.14) | 118 (4.65) | 261 (10.26) | 179 (0.24) 453 (16) 85 2 | 3 0.77 | ||||
| La prueba de ruido es;llevada a cabo de acuero a EN ISO 15744:2008-Herramrientas manuales no electricas-Códido de medicación de ruido - Engineering method (grado 2). La prueba de vibración es levada a cabo de acuero a EN 28662-1. Herrimientas electricas portátilles-Medicación de vibración en la empuñadura. Parte 1: Generales y ISO 28927-3:2009. Herrimientas electricas portátilles-Medicación de la vibración en la empuñadura. Parte 8: Pulidoras y lijadoras giratorias, orbitas y conengranajes. | ||||||||||
Las specificationsuenestar susjetasacambiosin previo aviso.
*Los values estipulados en la tabla vienen de pruebas de laboratorioios realizados en conformidad concottos y estandares preestablecidos y no son suficientes para evaluar el riesgo. Los valores medidos en un lugar de trabajo especico peuvent ser mas altos que losvalores declarados.Los values efectivos expuestos y la cantidad de riesgo o daño sufrido por un individuo son unicos para cada situacion y depende del medio ambiente, la forma en que cada individuo trava, el material especcico usado, la posicdo de trabajo, asi como al tiempo de exposicion y la condidon fisica del usuario. KWH Mirka, Ltd. no es responsable por las consecuencias de usear values declarados en vez de values reales de exposicon para qualquier evaluacion de riesgo.
Más información sobre salutec opucional y seguidad poden ser obtenidos de lossiguients sitios en la red:
http://europe.osha.eu.int (Europa)
http://www.osha.gov (Estados Unidos)
| GUIA DE DETECCION DE PROBLEMAS | ||
| Síntomas Posibles causas Soluciones | ||
| Bajo poder y baja velocidad en vacio | Presión de aire insufiente | Revise la linea de presión de aire en la entrada a la lijadora cuando la herramipta está的功能ando en vacío. Tiene que ser 6.2 Bar (90 psig/620 kPa). |
| Silenciadores obstruidos Ver la sección de "desmontaje de carcasaa"para sacar el silenciador. Cambie el articulo 48, silenciador, (ver la sección de montaje de carcasaa). | ||
| Filtro de entrada obstruido Limpie el filtro de entrada con una解決ación limpia y adecuada. Si el filtró no quede limpio, c的身体. | ||
| Una o más paletas rotas o desgastadas Instale un juego completo de paletas研究成果 (todas las paletas tienen que ser candidadas para un functionamento correcto). Cubra todas las paletas con aceite de buena calidad para herraminantes neuáticas. Ver "desmontaje de motor" y "montaje de motor". | ||
| Fuga interna de aire en la carcasa del motor se muestra como un mayor Consumo de aire y una velocidad menor de lo normal. | Revise si el motor y el arro de ciere está bien fjijados. Revise si la arandela está dañada o está rayada. Saque el motor e insólamente de nuevo. Ver "desmontaje de motor" y "montaje de motor". | |
| Partes del motor desgastadas Haga mantineniento al motor. Contacte un centro de service autorizzato de Mirka. | ||
| Rodambrientos del tornillo de sujeción des-gastados o rotos. | Cambie los rodambrientos rotos o dañados. Ver "desmontaje del eje de contrapes" y "montaje del rodambriento del tornillo de sujeción y del eje de contrapes". | |
| Fuga de aire a través del control de velocidad y/o el alojimiento de valvula | Resorte de valvula, valvula o asiento de valvula sucio, roto o doblado. | Desmonte, inspections y cambie partes gastadas o rotas. Ver pasos 2 y 3 en "desmontaje de carcasa" y pasos 2 y 3 de "montaje de carcasa". |
| Vibraciones/ Funcionamento irregular P | ato incorrecto. Use solamente los tamaños y pesos disneñas para la这其中. | |
| Otro materiales acoplados. Solo use bases de Plato y/o acoplados disneños para la这其中. No adapte nada a la superficie del Plato que no ha sido disnado para ser uso con el Plato y la lijadora. | ||
| Lubricación improperia o accumulatoración de partículas extrañas. | Desmonte la lijadora y limpie con unaSolution adequada. Arme la lijadora. (Ver "Manual de service") | |
| Rodambrientos frontales o posteriores des-gastadas o rotas | Cambie los rodambrientos rotos o dañados. Ver "desmontaje de motor" y "montaje de motor". | |
| Para las其中之一 con aspiración central es possible tener demasiado vacío cuando se lja una superficie plana, teniendo como consecución que el disco se pegue a la superficie que se está lijando. | Para las其中之一 con aspiración central se reduce el vacío a problemas del sistema de vacío. | |
Note: Todais las secciones mentionadas en "Solutaciones" se encuentran al final del manual en "Instrucciones de service".
Note: Para recirb la garantía la herramienta tiene que ser reparada por un centro de servicios Mirka autorizzato para tal fin. Las siguientes instrucciones generales de service son para usar afterwards de finalizar el periodo que cubre la garantía.
INSTRUCCIONES DE DESMONTAJE
Cambio de empuñaduras:
- La empañadura (27) Tiene dos "lenguetas" que rodean el cuero de la lijadora debajo de la entrada y la salida. Con un destornillador fácilno saque una de las "lenguetas" de la empañadura, bajo, metiendo el destornillador debajo de la empañadura, sepárela de la lijadora. Para instalar una nuevo empañadura, agarre la empañadura por las lenguetas volteandolas hacía fuera, ajuste la empañadura y hagala desilizarse debajo de la palanca del regulator (25) bajo presione la empañadura hacía abajo hasta que caiga en su lugar sobre la lijadora. Asegúrese de que las "lenguetas" está debajo de la entrada y la salida.
Desmontaje del motor:
- Saque el Plato (46) de laquina SACando los quatre tornillos (42) con la llave hexagonal (47) de 2,5 mm. Asegure ligeramente la herramenta en un tornillo de banco usingo el sujétador de cuello suave T-7 (MPA0026) con el fondo del Plato hacia arriba. Saque el tornillo (43) y los quatre tornillos (45). Saque los tornillos (44) usingo la llave hexagonal de 2.5 mm (47). Asegüre de sacar las arandelas.optionales (23-24) que se encontrartran entre el tornillo de sujeccion (22) y la base de Plato.
- Saque laquina del tornillo de banco y saque el cuello suave. Saque el sello de la carcasa (39) (si es aplicable). Saque los quatre tornillos (34) con las arandelas (35) de la carcasa (29) usinga llave hexagonal de 2.5mm 47y saque los soportes para la base de plato (41). Asegure de nuevo la herramienta ligeramente en un tornillo de banco usingo el sujetador de cuello suave T-7 (MPA0026) con el aro de cierre (12) hacia arriba.
- Desatornille el aro de cierre (12) con la herramienta de extracción T-6 (MPA0025). Ahora el motor se pueda sacar de la carcasa (29).
- Saque la arandela de retencion (1) de la ranura en el eje de contrapeso (13) y la arandela del cilindro (5).
- Saque el final de Plato (3). Este pueda requisir colocar el final de Plato en la prensa de rodambientos (MPA0416) y presionar ligeramente el eje a trovés del rodimiento (2) y el final de Plato. Saque el cilindro (5), y el rotor (6) con las cinco palettes (7) del eje de contrapeso (13). Saque la chaveta (8) del eje de contrapeso, bajo saque el final de Plato (9) con el rodimiento (10). Puede ser besoinario SACAR el rodimiento con un extractor de rodambientos si se salio del final de Plato y se quedo pegado al eje de contrapeso.
- Saque los rodimientos de los fines de Plato usinga la herramipta T-8 (MPA036) para extraer rodimientos.
- Saque el aro de cierre (12) del eje de contrapeso (13). Saque la arandela (11) del aro de cierre ypongala除去.
- Saque el protector de polvo (71) del eje del contrapeso (13).
Desmontaje del eje de contrapeso y tornillo de sujecion:
- Asegure la punta del eje de contrapeso (13) en un tornillo de banco. Con un destornillador fino saque la punta con ranura de la arandela de retencion (21) y despréndala.
- Atornille la punta con rosca del adaptor (MPA0102) T-12 5/16-24 a un M6 x 1P en la punta correspondiente de la herramienta de extracion de aros de ciere del motor y del tornillo de sujection (MPA 0025) T-6. Atornille la herramienta al tornillo de sujection (22) hasta estar apretado. Aplique un calor suave con un soplete de propano o pistola de aire cali
ente a la punta más gruesa del eje de contrapeso (13) hasta queonga aproximadamente 100^ (212^) para suavizar el adhesivo. No lo recaliente. Retire el tornillo de sujecion usinga la corredera para dar golpes duros hacer coma tornofo de sujection. Permita que el tornillo de sujection y el eje de contrapeso se enfrin.
- Saque la arandela de retencion (17) del tornillo de sujecion (22). Use el separator de rodimientos(PCMA0416) para sacar el rodimiento (18), el aro (19), Protector de polvo (72) y la arandela (20) del tornillo de sujecion.
- Los componentes del AirSHIELD™ se mantienen en su lugar por una liga presión del retentor (16). Estos componentes se peden dañar al sacarlos y pueda sernecessarycambiariosi se sacan. Para sacar el retentor, use una pinza de arandela o un tornillo de metal #8 para agarrar y sacar el retentor. Saque la valvula (15) y el filtro (14) del agujero en el eje de contrapeso (13). Si el retentor (16) y la valvula (15) no se dañaron, poder se usados other. Sin embargo, el filtrodebe cambiarse al montar la herramienta de nuevo
Desmontaje de la carcasa:
- Para las migunas sin aspiracion (SA) y aspiracion central (AC) siga los pasos A-C a continuacion (si no se indica othercosa). Para las migunas de aspiracion auto generada (AAG) omita los pasos A-E y pase al proximo paso F.
A. Desatornille la carcasa del silenciador (50) de la carcasa (29).
B. Saque el silenciador (48) de la cavidad de la carcasa del silenciador (50).
C. Saque el Plato (49) y el segundo silenciador (48) de la calidad de extracción de la carcasa (29). Para máquinas sin aspiración pase al paso 2. Para máquinas de(aspiración central pase a D-E.
Para migunas de extracion AC:
D. Saque el tornillo (66), la arandela (65) y la tuerca (64).
E. Presione hacía abajo la punta de entrada de la manguera de aspiración SuperVAC™ CV (62) de Ø 1 pulg./28 mm o laittersa de la manguera de aspiracion de Ø 3 / 4 pulg./19 mm SuperVAC™ CV (63) soltando la lengüeta en la punta de salida de aspiracion de la carcasa CV/SGV (40). Pase al paso 2
Para miginas de extracion AAG:
F. Desatornille el retén (56) con una llave hexagonal de 8 mm (MPA0849). Saque las dos arandelas (55). Saque la calidad de aspiracion SGV de 1 pulg./28 mm (57) o la calidad de aspiracion SGV de 3 / 4 pulg./19 mm (58). Continue paso 2.
2. Desatorille los dos tornillos (37) de las dos carcasas (38) o la carcasa (38) - carcasa CV/SGV (40) Asegürese de que los permos con roscas (36) no se salgan. Sáquelos de la carcasa (29)
3. Coloque el control de velocidad (32) en posicion media y quite la arandela de retencion (33). Ahora se可以选择 tirar el control de velocidad hacer coma. Saque la arandela (31) del control de velocidad.
4. Desatornille la entrada de aire (54) de la carcasa (29). Saque el resorte (53), la valvula (52), el asiento (51), la valvula de retencion (30) con la arandela.
5. Saque la clavija (26) de la carcasa (29) y saque la palanca (25) y bajo saque el vástago (28).
INSTRUCCIONES DE MONTAJE
Note: Todo el montaje tiene que realizarse con partes secas y limpias y todos los rodamientos tienen que ser montados con Herramrientas y procedimientos correctos como es explicado por los productores de rodamientos.
Montaje de la carcasa:
- Instale la palance (28) en la carcasa. Instale la palance (25) bajo de la carcasa (29) con la clavija (26).
- Engrase ligeramente la arandela (31) y colóquela en el control de velocidad (32). Instale la valvula de retencion (30), la arandela (31) (limpiada y ligeramente engrasada) y meta el control de velocidad en la carcasa (29) en una posicion media. Instale la arandela de retencion (33).
Cuidado: Asegürese que la arandela de retencion (33) esté completeness metida en la ranura de la carcasa (29). - Instale el asiento (51), la valvula (52) y el resorte (53). Cubra las roscas de la entrada de aire (54) con una o dos gotas de Locktite 222 o un sellador para roscas de tubos no permanente parecido. Atornille el set en la carcasa (29). Ver la "Pagina de piezas" para el ajuste de torsión. Coloque un silenciaror limpio (48) y el Plato (49) en la calidad de aspiracion de la carcasa. Tenga cuidado de que no se suelen el Plato y el silenciaror de la calidad de aspiracion antes de asegurarlos segun uno de los siguientes pasos.
- Nota: Si laquina es de un modelo con aspiracion, continua con las instrucciones concernientes a la calidad de aspiracion, si no continua. Coloque un silenciador limpio (48) en la carcaza del silenciador y atornille la carcaza del silenciador (50) en la calidad de la carcaza (29). Ver la "Pagina de piezas" para el ajuste de torsion
Para migunas de extracion AC:
A. Tome la adrenal de aspiracion de la manguera de % /19 mm SuperVAC™ CV (63) o la adrenal de aspiracion de la manguera de 1"28 mm SuperVAC™ CV (62) y meta la "lengueta" de la punta bajo de la punta del protector CV/SGV (40). Con la punta giratoria de la adrenal de aspiracion del SuperVAC™ inclinaidad atra el sueo, meta la "lengueta" y la punta bajo de una punta del protector CV/SGV con un movimiento rotatorio y hacia arriba hasta que entre en su lugar.
B. Coloque el tornillo (66) y la arandela (65) y métalos en el hueco de montaje de la calidad de aspiración de ④ pulg./19 mm SuperVAC™ (63) o de la calidad de aspiración de ⑦ de 1 pulg./28 mm SuperVAC™ (62) y la carcasa (29) hasta que su punta está al ras con la superficie interna de la
carcasa. Coloque la tuerca (64) en la cavidad de la carcasa y apriete el tornillo. Ver la "Pagina de piezas" para el ajuste de torsión.
C. Coloque un silenciador limpio (48) en la carcasa del silenciador (50) y atornille la carcasa del silenciador en la calidad de aspiracion de la carcasa (29). Ver la "Pagina de piezas" para el ajuste de torsion.
Para migunas de extracion AAG (aspiracion auto generada):
D. Limpie y engrase ligeramente las dos arandelas (55) y colóquelas en las dos ranuras en el retén (56). Deslice el retén bajo del agujero de 0 de1 pulg./28 mm de la saliva de aspiración SGV (57) o de 0 de 34 pulg./19 mm de la saliva de aspiración SGV (58).
E. Asegürese de que el Plato (49) y el silenciador (48) todas están en laitters de aspiración. Acople laitters de aspiración SGV a laitters de aspiración de la carcasa (29) mediate el retentor SGV y metiendo la punta deitters de aspiración SGV en la punta del protector CV/SGV (40). Atornille el retén (56) en laitters con roscas de la carcasa con una llave hexagonal (MPA0849) de 8 mm. Ver la "Págrina de piezas" para el ajuste de torsión. Pase a la sección de montaje del tornillo de sujección AirSHIELD™ y del eje de contrapeso.
Montaje del tornillo de sujecion, AirSHIELD™ y el eje de contrapeso:
- Coloque la base de la herramienta para el rodimiento del tornillo de sujecion T-3A (MPA0203) sobre una superficie limpia y plana de una prensa de mano o algo similar con la abertura hacía arriba. Coloque el tornillo de sujecion (22) en la abertura del tornillo con el eje hacía arriba. Ver figura 3.
- Coloque la arandela (20) sobre el eje del tornillo de sujec tion (22) con la curva de la arandela hacia fuera para que el diametro exterior de la arandela entre en contacto con el diametro exterior del rodimiento (18). Coloque el protector de polvo (72) en el eje del tornillo. Nota: Asegurese de que el protector de polvo (72) ha pasado el eje cuando el aro (19) este montado. Ponga el aro sobre el tornillo de sujec tion. Coloque el rodimiento (un sello) sobre el tornillo de sujec tion con el lado del sello hacia la arandela. Nota: Asegurese de que tanto los lados externos como los internos de los rodamientos esten apoyados por la herramienta de presion de los rodamientos cuando se presionan en su lugar. Presione el rodimiento sobre la punta del tornillo de sujec tion usingo la herramienta de presion del rodimiento del tornillo de sujec tion T-3B (MPA0204) como se muestra en la figura 3.
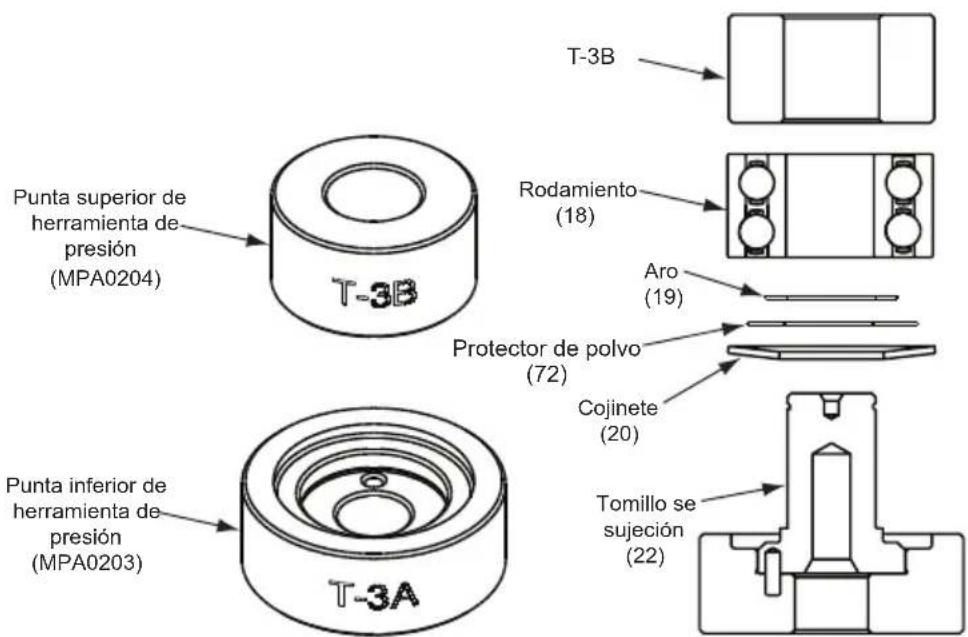
Figura 2
Figura 3
- Meta el aro de retencion (17) en el tornillo de sujecion (22) y asegúrese que quede Completely metido en el agujero.
- Tome el filtro (14) y centrelo en larenspequeña perforacion del eje de contrapeso (13)onde esta el filtro original antes de retirarlo. Con un destornillador de pequeño diametro meta el filtro en la perforacion hasta que este en el fondo de la misma. Ponga la valvula (15) Dentro de la perforacion de forma que se oriente correctamente, bajo presione el retentor (16) dentro de la perforacion hasta que este ligeramente apoyada en la valvula.
- Aplique una goto del tiempo de una性和 de alfiler de Loci tite #271 o uno similar al diametro exterior de cada uno de los rodamientos del tornillo de sujeción. Extienda la goto de sellador alrededor de los rodamientos hasta distribuirlo uniformamente. Cuidado: Solo una个小beitinta可能导致 de sellador de rodamientos esnecessary para prevenir la rotacion de los rodamientos OD. Si se usa en excesso dificultar a una remocion futura. Coloque el tornillo de sujeción en el agujero del eje de contrapeso (13) y asegúrelo con la arandela de retencion (24). Cuidado: Asegúrese de que la arandela de retencion está Completely metida en la ranura del eje de contrapeso. Deje que se seque el sellador.
Montaje del motor:
- Coloque el protector de polvo (71) en el eje del contrapeso (13)
- Engrase ligeramente la arandela (11) con una grasa mineral ligera y colóquela en la ranura del aro de cierre (12), bajo colóquelo en el eje de contrapeso (13) con la arandela hacía el eje.
- Pase el final de Plato (9) con el hueco del rodimiento hacía abajo sobre el eje. Presione con cuidado el final de Plato sobre el rodimiento (10) con la punta más grande de la herramienta de presión de rodimiento (MPA0494) T-13 hasta que el rodimiento está colocado en el hueco del final de Plato.
CUIDADO: Presione solamente lo besoino para meter el rodimiento en el hueco. Si presiona demasiado pueda poder ar el rodimiento.
- Coloque la chaveta (8) en la ranura del eje de contrapeso (13). Coloque el rotor (6) sobre el eje del eje de contrapeso, asecurandose de que esté firme.
- Lubrique las cinco palettes (7) con aceite de buena calidad para MQquinas neumaticas y colquelos en las ranuras del rotor (6). Coloque el cilindro (5) sobre el rotor con la punta mas corta de la clavija encajando en el hueco sin salute en el final de Plato (9). Nota: La clavijaiene que sobresalir 1,5 mm (.060") la clavijaiene que sobresalir 1,5mm (.060") sobre el lado del cilindro con pestanas.
- Meta el rodimiento posterior (2) (2 placas) en el final de Plato (3) con la herramienta T-1B (MPA0195) para presionar los rodimientos (no mostrado). Asegúrese de que la herramienta para presionar T-1B (MPA0195) está centrada en el O.D. de la parte exterior. Presione ligeramente en su lugar el final de Plato y el rodimiento sobre el eje de contrapeso (13) usinga la punta másPICA del vástago de la prensa de rodimientos T-13 (MPA0494). El vástago debe presionar solo la parte inferior del rodimiento. Importante: El final de Plato y el rodimiento está metidos correctamente cuando el cilindro (5) está apretado solo lo suficiente entre los finales de Plato para impeder que seuate libremente bajo su propio peso cuando el eje se mantiene en posición horizontal, pero pueda deslizarse entre los finales de Plato con un empujé muy leve. Si el ensamble se ajusta demasiado, el motor no funciona自私amente. Si el ajuste es muy poco, el motor no funciona自私amente despues de montarlo en la carcasa (29). Asegure el ensamble colocando la arandela de retencion (1) en la ranura del eje de retencion.
CUIDADO: La arandela de retencioniene que colocarse de forma que el centro y la parte exterior tocan el rodimiento. Las dos partes centrales levantasildas tienen que estar Completely introducidas en la ranura del eje de contrapeso, lo que se pueda hacer empujando con un(PCO)destornillador sobre las partes curvas.
- Engrase ligeramente la arandela (4) con un aceite mineral ligero y colóquela en la entrada de aire del cilindro (5).
- Engrase ligeramente el diametro interior de la carcasa (29), alinee la clavija con lamarca en la carcasa y meta el motor en la carcasa. Asegürese de que la clavija encaje en la ranura de la carcasa.
- Atornille con cuidado el aro de cierre (12) con la arandela (11) volteando hacía la carcasa (29) con la llave del aro de cierre/extractor del tornillo de sujección T-6 (MPA0025). Ver la "Págrina de piezas" para el ajuste de torsión. Nota: Unaística simple para estar seguro de que la primera roscá ha encajado es girar el aro de cierre contra reloj con la herramienta de servicios cuando se aplica una leve presión. Usted oirá yooterá un leve sonido cuando la primera roscá del aro de cierre caiga en la rosca de la carcasa, bajo gire en directiona las agujas del reloj para aplter. Coloque un protector (38 o 40) en la calidad de aspiración de la carcasa, usinga la arandela de la carcasa y la ranura en el protector para localizarlo. Coloque el segundo protector y asegúrelo con los dos tornillos y los dos pernos con roscas.
- Coloque uno de los soportes de base de platos (41) bajo de la carcasa (29) con un ángulo de 45 grados de la base mirando hacía el centro de laquina Ver la "Pagina de piezas" para el ajuste de torsión. Repita el procedimiento para launda base usingo los other dos tornillos y arandelas. Estire el segundo sello del protector sobre el protector si aplica.
- Colocando una regla de borde recto debajo de ambos soportes (41), mida la distancia de la superficie del tornillo de sujeccion (22) hasta el angulo recto. Debera haberlos 0.25mm (.010") de espacio, si no colque arandelas (23-24) suministradas en la combinacion que mas se acerque a 0.25 mm (.010") de distancia. Nota: El eje tiene que estar un poco por debajo del soporte para su mejor configuracion. No haga la distancia demasiado grande. Aplique una petitecantidad de lubricante en los 5 huecos de la base de platos (43) antes de montarla. Coloque la base de platos alineando las arandelas con los huecos de los tornillos y colocando la base de platos sobre el tornillo de sujeccion asegurandose de que la clavija (24) atraviese la base de platos. Meta el tornillo (45) primero y apriete firmmente. Con una movimiento de rotacion meta tornillos más≦pequeiros (44) en la base de platos y en el soporte, pero≦dellos un poco sueltos hasta que todos esten en su lugar y bajo≦apriellos firmmente. Ver la "Pagina de piezas" para el ajuste de torsion.
- Coloque un Plato nuevo (46) en el soporte de Plato con los cuales tornillos (42). Ver la "Pagina de piezas" para el ajuste de torsión
Prueba:
Coloque 3 gotas de aceite de calidad para herramientos neumáticas directamente en la entrada del motor y conectelo a una entrada de aire de 6.2 bar (90 psig). La herramipta deberte的功能ar a una OPM de entre 9500 y 10500 cuando la presión del aire es de 6.2 bar (90 psig.) en la entrada de la herramienta,mientras la herramipta está的功能ando a velocidad libre. *Locktite es una marca registrada por la Loctite Corp.
http://www.osha.gov (Estados Unidos)
jai jai jai jai jai jai jai
1
S OBC = S COD + S_ BOC
8/3 10
42 50
aolol bairio
90 6.2
2y 2 y
ailll ail
(6) 6.2 Juaa aill g jiaol alg baiy jao caijai oal yag jay pluoy lal yaiall aaiil aaiil 90)
10000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000
A
(ω)j 1910 jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jai jali
20402 aalee jbi, gao saa ae baid: daiy: Jia 2206
(2)
1430+ 111111111111111111111111111111111111111
10018
aall 3
aill
10.000 10
Jusll
i 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Jz
1 1
1234567890
134567890
14567890
154567890
16567890
174567890
18567890
194567890
104567890
104567890
104567890
104567890
104567890
104567890
104567890
104567890
104567890
104567890
1234567890
1234567890
1234567890
1234567890
1234567890
1234567890
1234567890
1234567890
1234567890
123
10.000 4e yy bryd ydy sla:
| ((x,y) x y,3) x 198 x x 70 x y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y yy y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y yy) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| (12x4y) x y y 3) x 198 x x 70 x y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y yy) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| (12x4y) x y y 3) x 198 x x 70 x y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y y yy) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| (12x4y) x y y 3) x 198 x x 120000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000 | j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j jj j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j j jj jjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJjjJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJJjj JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ JJ BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BBBB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB bb BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BBbb BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTFTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBTBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB BBBB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BBBB BBBB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BBBB BB BBBB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BB BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbbb(bb) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
56) 44) 45) 46) 47) 48) 49) 50) 51) 52) 53) 54) 55) 56) 57) 58) 59) 60) 61) 62) 63) 64) 65) 66) 67) 68) 69) 70) 71) 72) 73) 74) 75) 76) 77) 78) 79) 80) 81) 82) 83) 84) 85) 86) 87) 88) 89) 90) 91) 92) 93) 94) 95) 96) 97) 98) 99)
AirSHIELD
- 2) 3) 4) 5) 6) 7) 8) 9) 10) 11) 12) 13) 14) 15) 16) 17) 18) 19) 20) 21) 22) 23) 24) 25) 26) 27) 28) 29) 30) 31) 32) 33) 34) 35) 36) 37) 38) 39) 40) 41) 42) 43) 44) 45) 46) 47) 48) 49) 50) 51) 52) 53) 54) 55) 56) 57) 58) 59) 60) 61) 62) 63) 64) 65) 66) 67) 68) 69) 70) 71) 72)
MIRKA
KWH Mirka Ltd
Finland
Tel. +358 20 760 2111
www.mirka.com
sales@mirka.com
Mirka (UK) Ltd
United Kingdom
Tel. +44 1908 375 533
sales.uk@mirka.com




