T0053420699N - Spawarka Weller - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia T0053420699N Weller w formacie PDF.
Często zadawane pytania - T0053420699N Weller
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję T0053420699N - Weller i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. T0053420699N marki Weller.
INSTRUKCJA OBSŁUGI T0053420699N Weller
Polski Dane Techniczne | Wskazówki bezpieczeństwa | Menu | Pielęgnacja i konserwacja urządzenia | Gwarancja
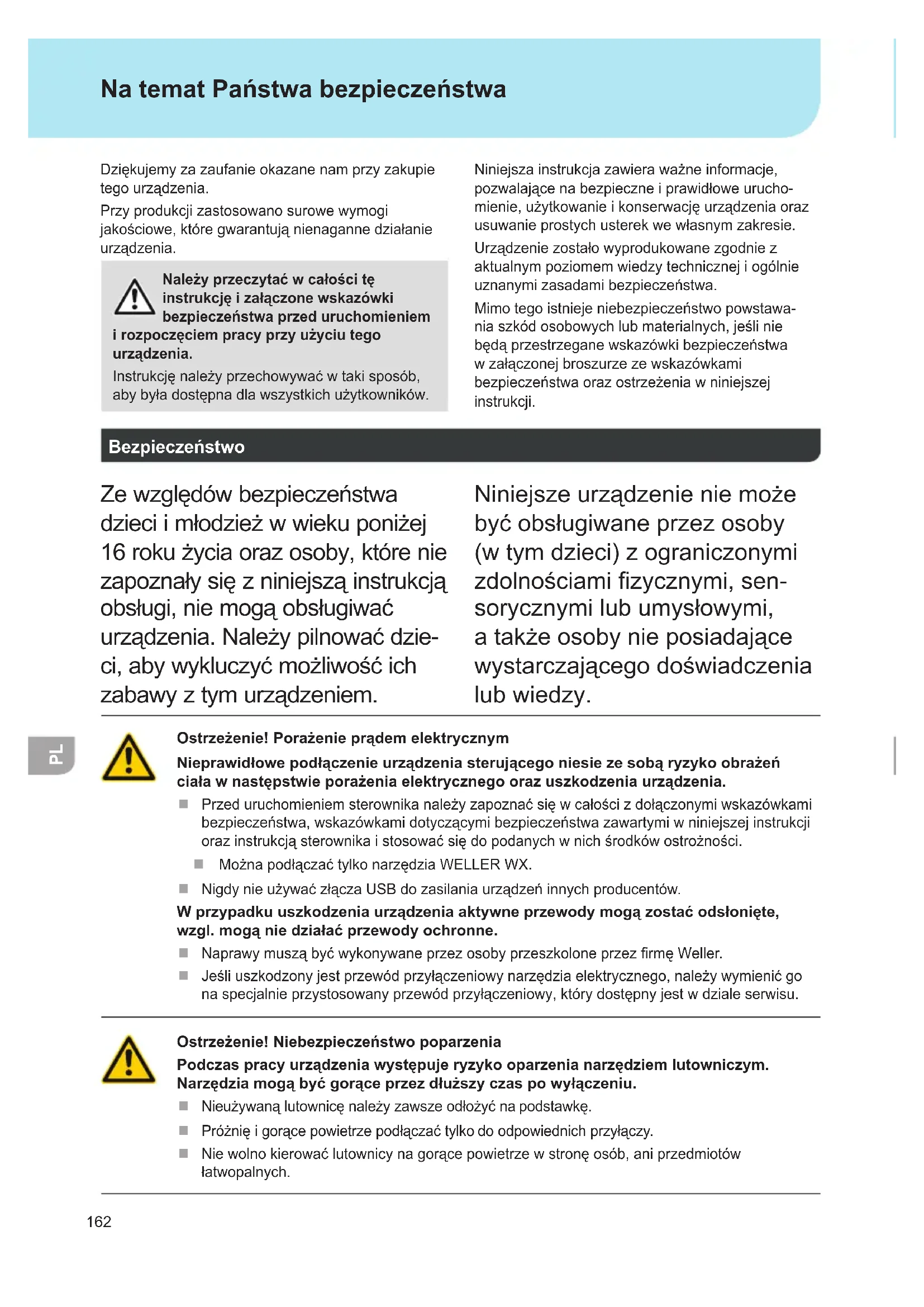
Dziękujemy za zaufanie okazane nam przy zakupie tego urządzenia. Przy produkcji zastosowano surowe wymogi jakościowe, które gwarantują nienaganne działanie urządzenia. Należy przeczytać w całości tę instrukcję i załączone wskazówki bezpieczeństwa przed uruchomieniem i rozpoczęciem pracy przy użyciu tego urządzenia. Instrukcję należy przechowywać w taki sposób, aby była dostępna dla wszystkich użytkowników. Niniejsza instrukcja zawiera ważne informacje, pozwalające na bezpieczne i prawidłowe urucho- mienie, użytkowanie i konserwację urządzenia oraz usuwanie prostych usterek we własnym zakresie. Urządzenie zostało wyprodukowane zgodnie z aktualnym poziomem wiedzy technicznej i ogólnie uznanymi zasadami bezpieczeństwa. Mimo tego istnieje niebezpieczeństwo powstawa- nia szkód osobowych lub materialnych, jeśli nie będą przestrzegane wskazówki bezpieczeństwa w załączonej broszurze ze wskazówkami bezpieczeństwa oraz ostrzeżenia w niniejszej instrukcji. Bezpieczeństwo Ze względów bezpieczeństwa dzieci i młodzież w wieku poniżej 16 roku życia oraz osoby, które nie zapoznały się z niniejszą instrukcją obsługi, nie mogą obsługiwać urządzenia. Należy pilnować dzie- ci, aby wykluczyć możliwość ich zabawy z tym urządzeniem. Niniejsze urządzenie nie może być obsługiwane przez osoby (w tym dzieci) z ograniczonymi zdolnościami zycznymi, sen- sorycznymi lub umysłowymi, a także osoby nie posiadające wystarczającego doświadczenia lub wiedzy. Ostrzeżenie! Porażenie prądem elektrycznym Nieprawidłowe podłączenie urządzenia sterującego niesie ze sobą ryzyko obrażeń ciała w następstwie porażenia elektrycznego oraz uszkodzenia urządzenia. Przed uruchomieniem sterownika należy zapoznać się w całości z dołączonymi wskazówkami bezpieczeństwa, wskazówkami dotyczącymi bezpieczeństwa zawartymi w niniejszej instrukcji oraz instrukcją sterownika i stosować się do podanych w nich środków ostrożności. Można podłączać tylko narzędzia WELLER WX. Nigdy nie używać złącza USB do zasilania urządzeń innych producentów. W przypadku uszkodzenia urządzenia aktywne przewody mogą zostać odsłonięte, wzgl. mogą nie działać przewody ochronne. Naprawy muszą być wykonywane przez osoby przeszkolone przez rmę Weller. Jeśli uszkodzony jest przewód przyłączeniowy narzędzia elektrycznego, należy wymienić go na specjalnie przystosowany przewód przyłączeniowy, który dostępny jest w dziale serwisu. Ostrzeżenie! Niebezpieczeństwo poparzenia Podczas pracy urządzenia występuje ryzyko oparzenia narzędziem lutowniczym. Narzędzia mogą być gorące przez dłuższy czas po wyłączeniu. Nieużywaną lutownicę należy zawsze odłożyć na podstawkę. Próżnię i gorące powietrze podłączać tylko do odpowiednich przyłączy. Nie wolno kierować lutownicy na gorące powietrze w stronę osób, ani przedmiotów łatwopalnych. Na temat Państwa bezpieczeństwa163
Na temat Państwa bezpieczeństwa Użytkowanie Jednostka zasilająca do narzędzi do lutowa- nia WELLER WX. Stację do lutowania/ rozlu- towywania / stację na gorące powietrze wolno wykorzystywać wyłącznie do celów podanych w instrukcji obsługi — lutowania i wylutowywania, pod podanymi w niniejszym dokumencie warun- kami. Nie wolno odsysać palnych gazów ani cieczy. Urządzenie można użytkować tylko z odpowiednimi i prawidłowo założonymi wkładami ltrującymi. Wkłady ltrujące można wymieniać tylko w całości. Urządzenie można stosować tylko w pomiesz- czeniach. Urządzenie chronić przed wilgocią i przed bezpośrednim działaniem promieniowania słonecznego. Użytkowanie zgodne z przeznaczeniem obejmuje będą Państwo przestrzegali niniejszej instrukcji, wszelkich wskazówek zawartych w dokumentacji towarzyszącej oraz przestrzeganie krajowych przepisów o zapobie- ganiu wypadkom w miejscu użytkowania urządzenia. Za zmiany przeprowadzane samowol- nie w urządzeniu producent nie ponosi odpowiedzialności. Grupy użytkowników Ze względu na różne poziomy ryzyka i potencjalne zagrożenia niektóre czynności mogą być wykonywa- ne tylko przez przeszkolonych specjalistów. Czynność Grupy użytkowników Określanie parametrów lutowania Personel specjalistyczny dysponujący wykształceniem technicznym Wymiana elektrycznych części zamiennych Elektryk Określanie terminów konserwacji Specjalista ds. bhp Obsługa Wymiana ltra Niespecjaliści Obsługa Wymiana ltra Wymiana elektrycznych części zamiennych Uczniowie zawodu pod kierownictwem i nadzorem wykwalikowanego specjalisty Uruchamianie urządzenia Uwaga! Naley stosowa si do odpowiednich instrukcji obsługi podłczonych urzdze. Uruchom urządzenie w sposób opisany w rozdzia- le „Uruchomienie“. Sprawdzić, czy napięcie sieciowe zgadza się z napięciem podanym na tabliczce znamionowej. Przed włożeniem wtyczki do gniazdka upewnić się, czy urządzenie jest wyłączone. Po włączeniu urządzenia mikroprocesor przep- rowadza test samoczynny i odczytuje wartości parametrów zapisane w urządzeniu. Temperatura zadana i stałe wartości temperatur są zapamiętane w urządzeniu. Wartość rzeczywista temperatury wzrasta aż do osiągnięcia tempera- tury zadanej (= następuje rozgrzewanie narzędzia lutowniczego). WXA 2: Azot N2 zmniejsza stopień utleniania a topnik pozostaje dłużej aktywny. Zalecamy stoso- wanie azotu N2, w dostępnych w handlu butlach stalowych. Butla musi być wyposażona w reduktor ciśnienia w zakresie 0-10 bar.164
Lutowanie i wylutowywanie Prace lutownicze należy prowadzić zgodnie z instrukcją obsługi podłączonej lutownicy. Postępowanie z grotami lutowniczymi Przy pierwszym rozgrzewaniu należy zastosować selektywny, dający się ocynować grot ze stopem lutowniczym. Umożliwi to usunięcie z grota warstw tlenków i zanieczyszczeń powstałych w wyniku przechowywania. Podczas przerw w lutowaniu i przy odkładaniu lutownicy należy zwracać uwagę, by jej grot był dobrze ocynowany. Nie wolno stosować nadmiernie agresywnych topników. Należy każdorazowo zwracać uwagę na prawidłowe osadzenie grotów lutowniczych. Należy dobierać jak najniższą temperaturę pracy. Należy wybierać możliwie największy grot odpowiedni do danego zastosowania Orientacyjna zasada: mniej więcej rozmiarów punktu lutowniczego. Należy zapewnić przenoszenie ciepła na dużej powierzchni pomiędzy grotem lutownicy a miejscem lutowania poprzez właściwe ocynowa- nie grota. W przypadku dłuższych przerw w pracy należy wyłączyć system lutowniczy lub zastosować funkcję systemu Weller, polegającą na obniżeniu temperatury na czas nieużywania urządzenia. Przed odłożeniem lutownicy na dłuższy czas należy pokryć grot stopem lutowniczym. Stop lutowniczy należy podawać bezpośrednio na lutowane miejsce, nie na grot lutownicy. Groty lutownicze należy wymieniać wyłącznie przy użyciu odpowiednich narzędzi. Na grot lutownicy nie wolno wywierać żadnej siły mechanicznej. Uwaga Urzdzenia sterujce s skalibrowane dla rednich grotów. Zmiana grotu lub korzystanie z innych grotów lutowniczych moe prowadzi do powstania nieprawidłowoci w funkcjonowaniu urzdzenia. WX 2, WXD 2, WXA 2: Odłączenie przy przeciążeniu (255 W) Aby nie doszło do przeciążenia stacji WX, w przypadku mocy narzędzia dla obydwu kanałów przekraczającej 255 wat, jeden kanał jest dezakty- wowany (Auto-Off). Ponadto może zadziałać odłączenie wsku- tek przeciążenia, jeśli podłączone zostaną następujące kombinacje narzędzi: np. - 2 płyty grzewcze WXHP 120 - Płyta grzewcza WXHP 120 oraz rozlutownica WXDP 120 lub WXDV 120 Wyrównanie potencjału
Odpowiednie połączenie gniazda typu jack 3,5 mm umożliwia uzyskanie 4 wariantów: a Z uziemieniem bezpośrednim bez wtyczki (stan w chwili wysyłki). b Wyrównanie potencjału z wtyczką, przewód wyrównawczy na środkowym styku. c Bez potencjału z wtyczką d Z uziemieniem pośrednim z wtyczką i wlutowanym rezystorem. Uziemienie poprzez wybrany rezystor. Na temat Państwa bezpieczeństwa165
Na temat Państwa bezpieczeństwa Przeprowadzanie aktualizacji oprogramowania układowego Uwaga W trakcie aktualizacji oprogramowania układowego nie wolno wyłcza stacji.
1. Wyłączyć stację lutowniczą.
2. Włożyć pamięć zewnętrzną do gniazda USB.
3. Włączyć stację lutowniczą.
Aktualizacja oprogramowania układowego jest przeprowadzana automatycznie. Jeśli w stacji zostało już zainstalowane bardziej aktualne opro- gramowanie, nie zostanie ono zmienione. Pielęgnacja i konserwacja urządzenia Ostrzeżenie! Przed rozpoczciem jakichkol- wiek pracy przy urzdzeniu naley wycign wtyczk z gniazdka. Zabrudzony panel obsługi należy czyścić odpowiednią do tego celu ściereczką czyszczącą. Nieużywane złącza należy zakryć zaślepkami. Ostrzeżenie! Niebezpieczeństwo poparzenia Wymianę grota lutowniczego wykonywać tylko w stanie zimnym Wymianę i czyszczenie dyszy ssącej wykonywać tylko w stanie gorącym przy użyciu odpowiedniego narzędzia Wymianę dyszy gorącego powietrza wykonywać tylko przy użyciu odpowiedniego narzędzia Pojemnik zbiorczy cyny czyścić i wymieniać tylko w zimnym stanie Wymiana ltra Główny ltr dla próżni należy regularnie kontrolować po względem zanieczyszczeń a w razie potrzeby wymienić. Ostrzeżenie! Niebezpieczeństwo zniszczenia urządzenia próżniowego na skutek pracy bez ltra. Zanim rozpoczniesz prace lutownicze sprawdź, czy główny ltr jest włożony! Zanieczyszczone ltry naley traktowa jako odpady specjalne. Wymienione elementy urzdzenia, ltry lub zuyte urzdzenia naley usuwa zgodnie z przepisami obowizujcymi w danym kraju. Nosi odpowiednie wyposaenie ochronne. Ostrzeżenie! Stosowa wyłcznie oryginalne czci zamienne WELLER. Gwarancja Roszczenia nabywcy z tytułu wad produktu wygasają po roku od dostarczenia produktu. Nie dotyczy to roszczeń zwrotnych wg §§ 478 i 479 BGB (kodeksu cywilnego). Na podstawie wydanej przez nas gwarancji odpowiadamy tylko wówczas, jeśli wydana została przez nas pisemna gwarancja jakości lub trwałości z użyciem pojęcia „Gwarancja“. Gwarancja wygasa w przypadku użytkowania niez- godnego z przeznaczeniem i po dokonaniu jakichkol- wiek modykacji przez osoby do tego nie powołane. Producent zastrzega prawo do wprowadzenia zmian technicznych! Więcej informacji uzyskają Państwo na stronie www.weller-tools.com.166
Temp. uśpienia Wywoływanie menu Parametry narzędzia Narzędzia lutownicze mają w uchwycie element (czujnik) wykrywający ruch, który przy niekorzys- taniu z lutownicy automatycznie uruchamia proces ostudzania. Po wyłączeniu temperatury automatycznie ustawi- ona zostanie temperatura stanu gotowości. Czas gotowości (wyłączanie temperatury) Wywoływanie menu Parametry narzędzia Jeśli narzędzie do lutowania nie jest używane, po upływie ustawionego czasu Standby jego temperatura zostanie obniżona do tempera- tury Standby. Na wyświetlaczu jest widoczne wskazanie„Standby”. Naciśnięcie przycisku obsługi kończy ten stan gotowości. Wbudowany w narzędziu czujnik rozpoznaje zmianę stanu i wyłącza stan czuwania, gdy tylko nastąpi poruszenie narzędziem. Opcja Opis OFF ustawienie czasu gotowości jest wyłączone (ustawienie fabryczne) 1-999 min czas gotowości, ustawiany indywi- dualnie --- Narzędzie nie jest obsługiwane Czas funkcji AUTO-OFF Wywoływanie menu Parametry narzędzia Przy niekorzystaniu z lutownicy, po upływie czasu AUTO-OFF zostaje wyłączone podgrzewanie lutownicy. Wyłączenie temperatury zostanie wykonane niezależnie od ustawionej funkcji gotowości. Wskazanie temperatury rzeczywista jest migające i pełni funkcję wskazania ciepła szczątkowego. Na wyświetlaczu pojawia się wskazanie„AUTO-OFF”. Opcja Opis OFF funkcja AUTO-OFF jest wyłączona 1-999 min czas automatycznego wyłączania, Czułość Wywoływanie menu Parametry narzędzia Opcja Opis Niska Nieczułe – reaguje na silny (długi) ruch Normalna Standard (ustawienie fabryczne) Wysoka Czułe - reaguje na lekki (krótki) ruch --- Narzędzie nie jest obsługiwane Maks. czas napływu gorącego powietrza WXHAP 200 Wywołanie menu Parametry narzędzia Czas włączania dla strumienia gorącego powietrza WXHAP 200 można ograniczać w skokach 1-se- kundowych w zakresie od 0 do 300 s. Nastawa fabryczna to 0 s („OFF“), tzn. strumień powietrza będzie uaktywniany tak długo, jak długo wciskany będzie przycisk na kolbie na gorące powietrze lub opcjonalny przełącznik nożny. Opcja Opis OFF Bez deniowanego czasu trwania (ustawienie fabryczne) 1-300 s Możliwość indywidualnego ustawi- enia Offset (Temperaturowe-Offset) Wywołanie menu Parametry narzędzia Rzeczywista temperatura grotu lutowniczego może być zmieniana o ± 40°C (± 72°F) poprzez wprowadzenie offsetu temperatury. Menu parametrów167
Menu parametrów Tryb perform. Wywołanie menu Parametry narzędzia Funkcja określa sposób nagrzewania się narzędzia lutowniczego w celu osiągnięcia ustawi- onej temperatury narzędzia. Opcja Opis Standard zrównoważone (średnie) rozgrzewa- nie (ustawienie fabryczne) Min. powolne rozgrzewanie Max. szybkie rozgrzewanie Blokada przycisków WXHAP 200 Wywołanie menu Parametry narzędzia Za pomocą tej funkcji można zmieniać ustawione fabrycznie działanie przycisków kolby WXHAP
Opcja Opis OFF – ON Kolba WXHAP 200 włączana jest pierwszym naciśnięciem na przycisk i wyłączana kolejnym naciśnięciem. Okno procesu Wywołanie menu Parametry narzędzia Zakres temperatur ustawiony w oknie proce- su określa charakterystykę sygnałową wyjścia przełączającego z separacją galwaniczną. Uwaga W przypadku narzdzi wyposaonych w piercieniowe owietlenie LED (np. WXDP 120), okno procesu okrela charakterystyk wiecenia owietlenia piercieniowego LED. wiecenie cigłe oznacza osignicie wybranej wczeniej temperatury lub to, e temperatura mieci si w zadanym oknie procesu. Miganie oznacza, e system rozgrzewa si lub temperatura jest poza oknem procesu. Język Wywołanie menu Parametry stacji CHN
CZE Český Wersja temperatury °C/°F (jednostki temperatury) Wywołanie menu Parametry stacji Opcja Opis ° C Celsjusza ° F Fahrenheita168
Menu parametrów Hasło (funkcja blokady) Wywołanie menu Parametry stacji Po włączeniu blokady, w stacji lutowniczej można obsługiwać jedynie przyciski stałej wartości temperatury. Wszelkie inne ustawienia nie będą mogły być zmieniane, aż do chwili odblokowania urządzenia. Uwaga Jeli rzeczywicie do wyboru ma by tylko jedna warto temperatury, naley ustawi przyciski obsługi (przyciski stałej wartoci temperatury) na t sam warto temperatury. Blokowanie stacji lutowniczej: Ustawić żądany trzycyfrowy kod blokady (w zakresie 001–999) za pomocą pokrętła z funkcją przycisku. Blokada jest aktywna (na wyświetlaczu widać symbol kłódki). Odblokowywanie stacji lutowniczej
1. Wywołać menu parametrów. Jeśli blokada jest
aktywna, zostaje automatycznie otwarta po- zycja menu dotycząca hasła. na wyświetlaczu pojawiają się trzy gwiazdki (***).
2. Ustawić trzycyfrowy kod blokady pokrętłem z
3. Zatwierdzić kod przyciskiem wprowadzania
danych. Zapomniałeś kod? Prosimy o kontakt z naszym serwisem: technical-service@ weller-tools.com Wyprzedzenie próżni tyko WXD 2 Wywołanie menu Parametry stacji Aby nie dopuścić do przedwczesnego załączenia się pompy lub w celu zapewnienia zdeonowane- go czasu wstępnego nagrzania miejsca lutowa- nia, istnieje możliwość ustawienia parametru opóźnienia włączenia Opcja Opis 0 sec OFF: funkcja wyprzedzenia próżni jest wyłączona (ustawienie fabryczne) 1-10 sec ON: czas wyprzedzenia próżni, regulowany Opónienie próżni tyko WXD 2 Wywołanie menu Parametry stacji Aby nie dopuścić do powstania niedrożności kolby odlutowującej, można ustawić czas opóźnienia próżni. Opcja Opis 0 sec OFF: funkcja opóźnienia próżni jest wyłączona (ustawienie fabryczne) 1-10 sec ON: czas opóźnienia próżni, regulowa- ny indywidualnie Włączanie / wyłączanie dwięków przycisków Wywołanie menu Parametry stacji Opcja Opis ON Włączone OFF Wyłączone Wyjście urządzen zrobotyzowanych Wywołanie menu Parametry stacji Wyjście robota znajduje się z tylnej strony urządzenia. WX 1: OFF - ON - ZeroSmog - Stop&Go WX 2 / WXD 2: OFF- Lewy - Prawy - Lewy I Prawy - ZeroSmog - Stop&Go169
Menu parametrów Opcja Opis Lewy lewy kanał narzędzia (ustawienie fabryczne) Prawy prawy kanał narzędzia Lewy I Prawy oba kanały narzędzi ZeroSmog Tylne bezpotencjałowe, wyjście przełączające zamykane jest podczas używania narzędzia. Za pomocą opcjonalnego adaptera (WX HUB) można podłączyć określone urządzenia Zero Smog. Tylne złącze RS 232 będzie nadal działało. Wyjście przełączające jest otwarte w przypadku Standby, AUTO-OFF, OFF lub wtedy, gdy nie jest włożone narzędzie. Stop&Go Tylne złącze RS 232 wykorzystywane jest do sterowania opcjonalnego optoadaptera, aby móc załączyć KHE/KHP za pomocą światłowodu. Przy korzystaniu z narzędzia to wyjście jest uaktywniane. Dodatkowo zamykane jest bezpotencjałowe wyjście przełączające. Wyjście jest wyłączone w przypadku Standby, AUTO-OFF, OFF lub wtedy, gdy nie jest włożone narzędzie. Uwaga Po osigniciu temperatury roboczej robota, na wywietlaczu pojawia si wskazanie OK. nie dotyczy Zero Smog + Stop&Go Przełącznik nożny (tyko WXD 2 + WXA 2) Wywołanie menu Parametry stacji Aby nie dopuścić do przedwczesnego załączenia się pompy lub w celu zapewnienia zdeonowane- go czasu wstępnego nagrzania miejsca lutowa- nia, istnieje możliwość ustawienia parametru opóźnienia włączenia Opcja Opis OFF wyłączone ON włączone Złącze RS232 konguruje się jako wejście przełącznika nożnego, w celu aktywacji strumienia powietrza. Podłączanie urządzeń dodatkowych Stosować się do rysunków poglądowych . Urządzenia dodatkowe mogą być dołączane do złącza z przodu i/lub złącza z tyłu stacji lutowni- czej. Stacja lutownicza rozpoznaje automatycznie, jakie urządzenie dodatkowe jest podłączone. Stacja lutownicza pokazuje z lewej (złącze z przodu, pa- trz rys. 35) lub z prawej (złącze z tyłu) symbol lub nazwę podłączonego urządzenia dodatkowego. Ustawianie parametrów urządzeń dodatkowych
1. Wybrać urządzenie przyciskiem urządzenia
dodatkowego (przednie / tylne). Na wyświetlaczu pojawia się ustawiany parametr (np. prędkość obrotowa).
2. Ustawić żądaną wartość pokrętłem z funkcją
3. Zatwierdzić wartość przyciskiem wprowadzania
Dane Techniczne Stacje do lutowania Stacje do lutowania rozlutowywa- nia Stacja gorącego powietrza
WX 1 WX 2 WXD 2 WXA 2
Wymiary dł. x szer. x wys. 170 x 151 x 130 mm 6,69 x 5,94 x 5,12 inch Ciężar ca. 3,2 kg ca. 3,2 kg ca. 3,8 kg ca. 3,8 kg Napięcie sieciowe 230 V, 50 Hz / 120 V, 60 Hz / 100 V 50/60 Hz Pobór mocy 200 W 200 W (255 W) 200 W (255 W) 200 W (255 W) Klasa bezpieczeństwa I, obudowa antystatyczna III, Narzędzie do lutowania Bezpiecznik T2 A (230 V) T4 A (120 V) Zakres temperatur Celsjusza: 100 - 450°C (550°C) Fahrenheita: 200 - 850°F (999°F) Regulowany zakres temperatury zależny jest od rodzaju narzędzia. Dokładność temperatur ± 9 °C ± 17 °F Stabilność temperatury ± 2 °C ± 4 °F Wyrównanie potencjału Přes zdířku s pomocným kontaktem 3,5 mm na zadní straně přístroje. Wyświetlacz 255 x 128 dots / Podświetlanie Interfejs Sterownik wyposażony jest w umieszczone na płycie czołowej złącze USB do aktualizacji oprogramowania układowego, ustawiania paramet- rów, monitorowania i rejestrowania danych (z pomocą oprogramowania monitora WX). Zużycie powietrza - 35 l / min podciśnienie 75 kPA (10,9 psi)
Przyłącze sprężonego powietrza - przyłącza sprężonego powietrza średnica zewnętrzna 6 mm (0,24“) przyłącza sprężonego powietrza średnica zewnętrzna 6 mm (0,24“) Sprężone powietrze - Ciśnienie na wejściu 400 - 600 kPA (58-87 psi) nie zanieczyszc- zone olejem, suche powietrze sprężone powietrza: Ciśnienie na wejściu 400 - 600 kPA (58-87 psi) niezawierające oleju, suche powietrze sprężone lub azot N2 Ilość powietrza - ok. 0-18 l/ min przy ciśnieniu 6 bar171
Komunikaty o błędach i usuwanie błędów Komunikat/Oznaka Możliwa przyczyna rodki zaradcze Wskazanie „- - -“ Narzędzie nie zostało rozpoznane Narzędzie uszkodzone Sprawdź podłączenie narzędzia do urządzenia Sprawdź podłączone narzędzie Wyświetlacz nie działa Wyświetlacz wyłączony brak napięcia sieciowego Włącz włącznik sieciowy Sprawdź napięcie sieciowe Sprawdź zabezpieczenie urządzenia OFF Nie można włączyć kanału Odłączenie wskutek przeciążenia Kanał jest wyłączony Można korzystać tylko z jednej lutownicy. WXD 2: Brak próżni na narzędziu odlutowującym Próżnia nie jest podłączona Dysza odlutowująca zapchana Brak dopływu lub niewłaściwe podłączenie sprężonego powietrza Podłączyć wąż próżniowy do przyłącza próżni Przeprowadź czyszczenie dyszy odlutowującej za pomocą narzędzia do czyszczenia Załączyć sprężone powietrze na przyłączu sprężonego powietrza lub sprawdzić WXD 2: Niewystarczająca próżnia na narzędziu odlutowującym Pełny nabój ltra narzędzia odlutowującego Pełny ltr główny stacji lutowniczej Wymienić nabój ltra narzędzia odlutowującego Wymienić wkład ltra głównego stacji lutowniczej WXA 2: Brak powietrza przy kolbie na gorące powietrze Wąż powietrza nie jest podłączony Brak dopływu lub niewłaściwe podłączenie sprężonego powietrza Załączyć sprężone powietrze na przyłączu sprężonego powietrza lub sprawdzić Podłączyć lub sprawdzić wąż powietrza przy kolbie do WXA
złącze z tyłu Brak funkcji z Zero Smog/WHP/
Wyjście urządzeń zrobotyzo- wanych ustawione na Stop/Go Wyłączyć funkcję Stop & Go; Lub użyć przedniego złącza RS 232 złącze z przodu Brak funkcji z Zero Smog/WHP/
Symbole Uwaga! Przeczytać instrukcję obsługi! Przed wykonaniem jakichkolwiek prac przy urządzeniu wyciągnąć wtyczkę z gniazdka. Wzornictwo i miejsce pracy spełniające wymogi ESD Wyrównanie potencjału Znak CE Bezpiecznik Transformator bezpieczeństwa Lutowanie Rozlutowywanie Gorące powietrze Utylizacja Nie wyrzucaj elektronarzędzi wraz z odpadami z gospodarstwa domowe- go! Zgodnie z Europejską Dyrektywą 2012/19/EU dotyczącą zużytego sprzętu elektrotechnicznego i elektroni- cznego, zużyte elektronarzędzia należy segregować i utylizować w sposób przyjazny dla środowiska. Wymienione elementy urządzenia, ltry lub zużyte urządzenia należy usuwać zgodnie z przepisami obowiązującymi w danym kraju. Oryginalna deklaracja zgodności Stacje do lutowania WX1, WX2 rozlutowywania WXD 2 Stacja gorącego powietrza WXA 2 Narzędzie WXP 65, WXP 120, WXP 200, WXMP, WXMT Niniejszym oświadczamy, że wymienione produkty spełniają poniższe wytyczne: 2004/108/EG, 2006/95/EG, 2011/65/EU (RoHS) Zastosowane normy zharmonizowane: DIN EN 55014-1: 2012-05 DIN EN 60335-1: 2012-10 DIN EN 55014-2: 2009-06 DIN EN 60335-2-45: 2012-08 DIN EN 61000-3-2: 2010-03 / 2011-06 DIN EN 62233: 2008-11 / 2009-04 DIN EN 61000-3-3: 2012-07 DIN EN 50581:2013-02 Besigheim, 2014-07-30 T. Fischer S. Hofmann Kierownik techniczny Prezes zarządu Osoba upoważniona do przygotowania dokumentacji technicznej. Weller Tools GmbH Carl-Benz-Straße 2, 74354 Besigheim, Germany173