
HPM-02 - Macchina utensile industriale MSW - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo HPM-02 MSW in formato PDF.

| Tipo di prodotto | Punzonatrice idraulica |
| Modello | MSW-HPM-02 |
| Capacità di produzione massima | 31 tonnellate |
| Pressione massima | 700 bar |
| Profondità della gola | 95 mm |
| Spessore massimo (acciaio/ferro) | 3-8 mm |
| Spessore massimo (rame/alluminio) | 3-10 mm |
| Dimensioni (L×l×h) | 120×220×345 mm |
| Peso | 16,35 kg |
| Alimentazione | Gruppo idraulico elettrico (230 V / 400 V a seconda del modello) |
| Funzione principale | Punzonatura di fori in metallo, plastica e legno |
| Tipo di punzonatura | Idraulica automatica |
| Utensili intercambiabili | Punzoni e matrici di diversi diametri |
| Manutenzione ordinaria | Verificare il serraggio degli utensili ogni 100 fori; mantenere il livello dell'olio idraulico |
| Cambio olio | Ogni 3000 ore di funzionamento (olio HLP 46) |
| Sicurezza | Utilizzo con guanti e occhiali protettivi; non superare lo spessore max. della piastra |
| Pezzi di ricambio disponibili | Punzoni, matrici, dispositivo di ritegno, tubi idraulici |
| Riparabilità | Sostituzione facile degli utensili e dei flessibili |
| Garanzia | 2 anni (secondo condizioni del produttore) |
| Uso consigliato | Industria, produzione, edilizia |
Domande frequenti - HPM-02 MSW
Domande degli utenti su HPM-02 MSW
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Macchina utensile industriale in formato PDF gratuitamente! Trova il tuo manuale HPM-02 - MSW e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. HPM-02 del marchio MSW.
MANUALE UTENTE HPM-02 MSW
Questo manuale utente è stato tradotto utilizzando la traduzione automatica. Abbiamo fatto ogni sforzo per garantire l'accuratezza della traduzione, ma tieni presente che le traduzioni automatiche non sono perfette e non intendono sostituire i traduttori umani. La versione ufficiale del Manuale d'uso è in inglese. Eventuali differenze tra la versione tradotta e quella originale in inglese non sono giuridicamente vincolanti. In caso di dubbi sull'accuratezza della traduzione, fare riferimento alla versione inglese, che è il riferimento ufficiale. Versioni in altre lingue sono disponibili su richiesta scrivendo a info@expondo.com.
Dati tecnici
| Descrizione del parametro Valore del parametro | |
| Nome del prodotto | Punzonatrice idraulica |
| Modello | MSW-HPM-02 |
| Capacità massima di uscita [tonnellate] | 31 |
| Capacità pressione massima [bar] | 700 |
| Profondità della gola [mm] | 95 |
| Spessore massimo per acciaio/ferro [mm] | 3-8 |
| Spessore massimo per rame/alluminio [mm] | 3-10 |
| Dimensioni (larghezza x lunghezza x altezza) [mm] | 120x220x345 |
| Peso [kg] | 16,35 |
Panoramica del Prodotto

Il prodotto è uno strumento utilizzato per creare fori o rientranze in vari materiali, come metallo, plastica e legno. Funziona sfruttando la forza idraulica per realizzare punzoni precisi e ad alta pressione, comunemente utilizzati nella produzione e nell'edilizia per attività quali la fabbricazione di lamiere, la produzione di componenti per automobili e la lavorazione pesante dei metalli.
L'utente è responsabile di eventuali danni derivanti da un uso improprio del prodotto.
Operazione
Disimballaggio
Per iniziare, apri la scatola e usa la chiave esagonale da 5 mm per svitare il lucchetto e rimuovere la macchina. Quindi avvitare la maniglia anteriore. Successivamente, fissare la maniglia al gruppo di alimentazione nella posizione mostrata nella Figura 1 utilizzando sei viti M8x12 e la chiave esagonale da 5 mm.

Figura 1 Montaggio della macchina e del gruppo di alimentazione dopo il disimballaggio
1- Viti M8x12
Installazione del punzone e della matrice
- Imposta la potenza ON/OFF passare alla posizione 'O'.
- Inserire il dado unito al punzone nella macchina (1, Figura 2).
- Avvitare manualmente il dado nella direzione (2, Figura 2).
- Inserire la chiave nel foro (3, Figura 2) e bloccare il dado ruotando la chiave nella stessa direzione.
- Se si utilizza un punzone oblungo (4, Figura 2), prima di bloccare il dado, il perno del punzone deve scattare nella sede, il che verrà indicato da un rumore di scatto.
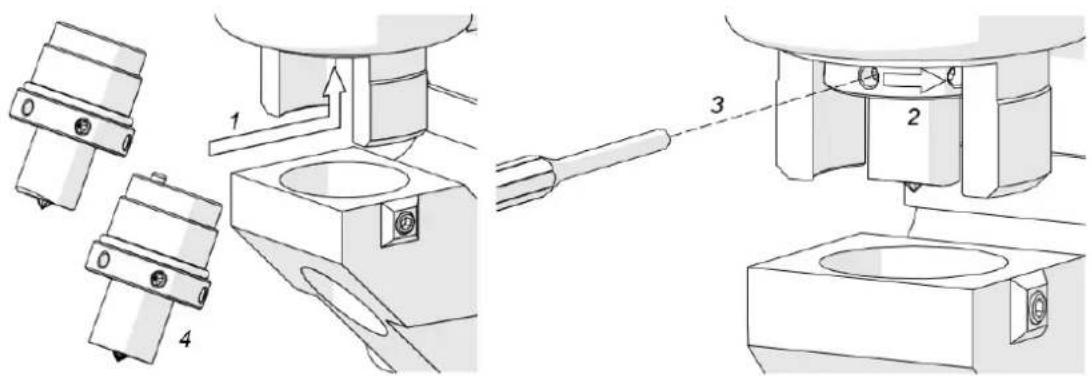
Figura 2. Installazione del punzone
- Selezionare una matrice adatta per la piastra da punzonare:
• Per piastre con superfici parallele, utilizzare matrici con superfici parallele.
- Utilizzare stampi inclinati di 5° per piastre con una superficie inclinata di 5° (Figura 3a).
-
Non utilizzare mai stampi con superfici parallele per piastre con una superficie inclinata.
-
Non utilizzare mai stampi inclinati per piastre con entrambe le superfici parallele (Figura 3b).

Figura 3. Selezione di una matrice per la piastra utilizzata
1- Corretta
2- Incorretta
- Ritrarre il dispositivo di ritenuta il più possibile (1, Figura 4a).
- Appoggiare lo stampo sul punzone (2, Figura 4).
- Abbassare la deriva per inserire la matrice nella presa (3, Figura 4).
- Serrare la matrice con la chiave esagonale da 4 mm (4, Figura 4).
- I diametri (dimensioni) del punzone e della matrice installati devono essere gli stessi.
- Posizionare le matrici inclinate (5, Figura 4) e le matrici oblunghi (6 e 7, Figura 4) in modo tale da allineare la scanalatura con la vite di regolazione (4, Figura 4).
- Installare sempre le matrici oblunghi e i punzoni oblunghi nello stesso orientamento (Figura 4b).
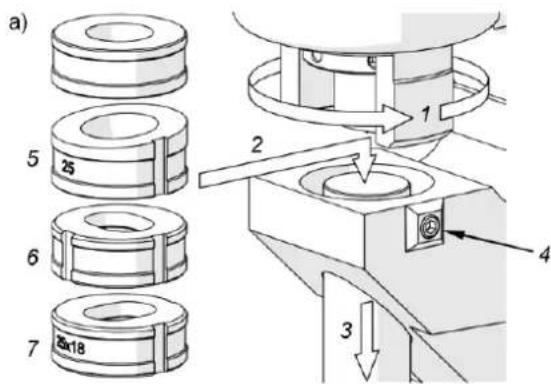
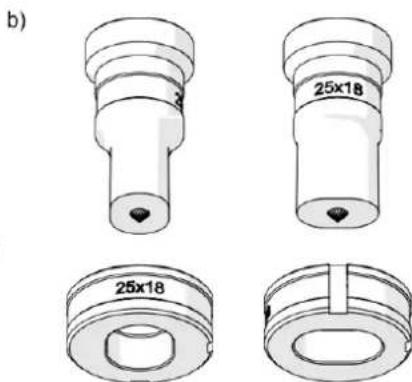
Figura 4. Installazione della matrice (a); corretto orientamento del punzone oblungo e della matrice (b)
Collegamento del gruppo idraulico
- Collegare la macchina al gruppo idraulico tramite i tubi flessibili idraulici e il cavo di comando.
-
Togliere i tappi dalle prese idrauliche della macchina.
-
Utilizzare le chiavi piatte da 27 mm e 30 mm per avvitare saldamente la linea ad alta pressione nel raccordo 1 (Figura 5).
-
Collegare la linea a bassa pressione al raccordo (Figura 5) finché non scatta in posizione.
-
Collegare il cavo di controllo al connettore 3 (Figura 5) e collegare il cavo di alimentazione del gruppo idraulico a una fonte di alimentazione adeguata.
-
Ogni volta che il pacco batteria è collegato e l'alimentazione ON/OFF l'interruttore è impostato sulla posizione 'I', il LED di segnalazione lampeggerà ogni 1/2 secondo indicando la necessità di premere e tenere premuto il potente per circa 3 secondi.
-
Ciò farà sì che il punzone si ritragga completamente, se non si trova già in questa posizione.
-
Utilizzare la chiave esagonale da 8 mm per svitare il tappo di trasporto 4 (Figura 5) del gruppo idraulico.
-
Posizionare il tappo dell'olio nella posizione 5 del tappo (Figura 5).
Figura 5. Collegamento della macchina alla centralina idraulica
Posizionamento
-
Appendere la macchina alla catena.
-
Posizionare la macchina su una piastra come mostrato nel dettaglio della Figura 6, con il fermo posizionato sopra la piastra e la punta del punzone inserita in un segno di punzone centrale che indica il centro del foro da realizzare.
-
Premere la macchina contro la piastra.
-
Assicurarsi che il dispositivo di ritenuta venga ruotato in modo che si trovi sopra la piastra, ma non all'esterno, per consentire l'intero supporto del dispositivo di ritenuta durante la retrazione del punzone.
-
Allentare le quattro viti di arresto della profondità utilizzando la chiave esagonale da 6 mm.
-
Aggiunga il fermo di profondità alla piastra e lo stringa in questa posizione.
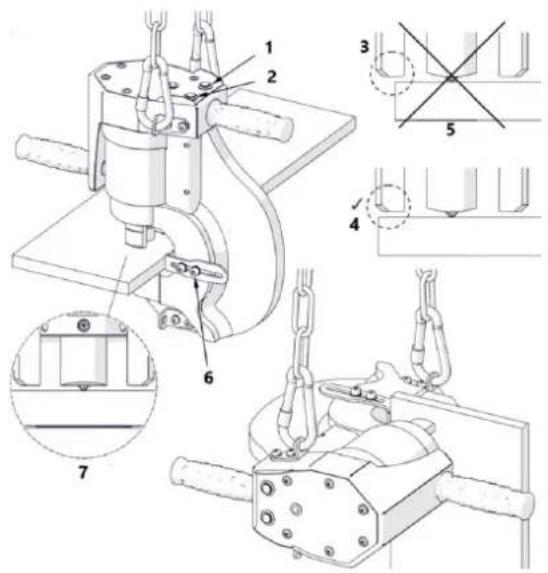
Figura 6. Posizionamento della macchina sulla piastra
1- FERMATA/SU
2- GIÙ
3- NON CORRETTO
4- Restrizione esterna alla piastra
5- CORRETTO
6- Viti di arresto di profondità
7- Restrizione sopra la piastra
Punzonatura

ATTENZIONE
- Aggiungere olio idraulico antiusura da 8# o 10#. L'olio deve essere filtrato attraverso un filtro da 200# per rimuovere le impurità.
- Il componente funzionante deve essere collegato a una pompa potente con una pressione interna di 70 MPa.
- Collegare la pompa e il componente funzionante mediante l'accoppiatore.
- Fissare il pezzo in lavorazione, chiudere la valvola dell'olio e tirare ripetutamente la maniglia fino al completamento del lavoro, quindi spegnere l'interruttore.
- Azionare la macchina tenendo le maniglie con entrambe le mani. La luce LED fissa indica che la macchina è pronta per funzionare.
- Premere e tenere premuto il tasto DOWN pulsante per spostare il punzone verso la piastra. Ciò sarà indicato dal lampeggio del LED ogni 0,25 secondi.
- Quando il punzone raggiunge la piastra, dovrebbe iniziare il processo di punzonatura automatico, indicato dal LED che lampeggia ogni 0,1 secondi.
- Una volta terminato il processo di punzonatura, il punzone tornerà nella posizione iniziale.
- La punzonatura di lamiere sottili potrebbe richiedere DOWN pulsante da tenere premuto finché il foro non si è formato.
- Per interrompere il movimento in qualsiasi momento, premere il tasto STOP/UP pulsante. Premendo il STOP/UP premendo nuovamente il pulsante il punzone si ritrae.
- Se la penetrazione nel materiale non riesce a causa dello spessore eccessivo, il movimento si arresta. Per evitare ciò, non superare lo spessore massimo della piastra o il valore della resistenza al taglio Rm specificato nella sezione "Spessori massimi delle piastre...".
- Dopo aver eseguito il primo foro, e poi ogni 100 fori, controllare che il punzone e la matrice siano ben serrati e, se necessario, serrarli nuovamente.
-
Per realizzare un secondo foro, spostare la macchina sul segno di punzonatura centrale successivo.
-
Una volta terminato il lavoro, accendere il gruppo di alimentazione ON/OFF passare alla posizione 'O'.
- Mantenere un'indicazione corretta del livello dell'olio sull'indicatore del gruppo idraulico.
- Cambiare l'olio dopo 3.000 ore di funzionamento. Utilizzare olio HLP 46.
Sostituzione della matrice e del punzone
Imposta la potenza ON/OFF passare a 'O' posizione. Per rimuovere la matrice, ritrarre completamente il dispositivo di ritenuta (1, Figura 7) e utilizzare la chiave esagonale da 4 mm per allentare la vite di fissaggio (2, Figura 7). Quindi, utilizzare il punzone (3, Figura 7) per rimuovere la matrice (4, Figura 7).
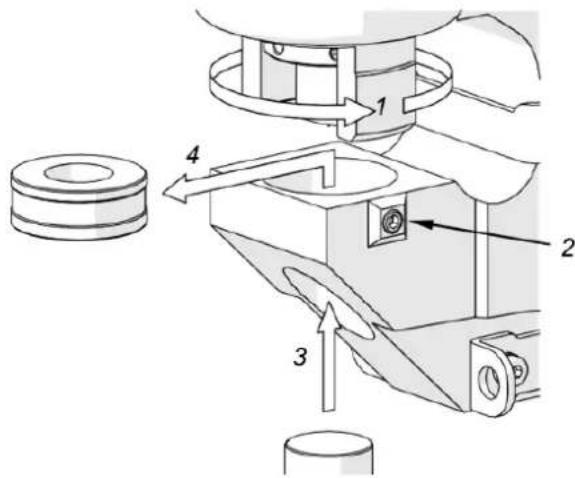
Figura 7. Smontaggio dello stampo
Montare la matrice come mostrato nella Figura 4a.
Per smontare il punzone, inserire la chiave nel foro (1, Figura 8), svitare il dado ruotandolo nella direzione (2, Figura 8) e rimuovere il dado insieme al punzone (3, Figura 8).
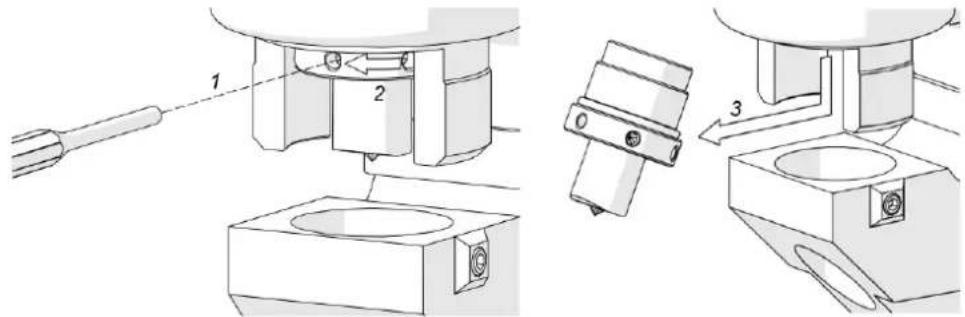
Figura 8. Smontaggio del punzone
Montare il punzone come mostrato nella Figura 5.
Sostituzione del dispositivo di ritenuta
- Imposta la potenza ON/OFF passare alla posizione 'O'.
- Smontare il punzone come mostrato nella Figura 8.
- Svitare il dispositivo di ritenuta ruotandolo nella direzione indicata nella Figura 9.
- Installare il nuovo dispositivo di ritenuta ruotandolo nella direzione opposta.
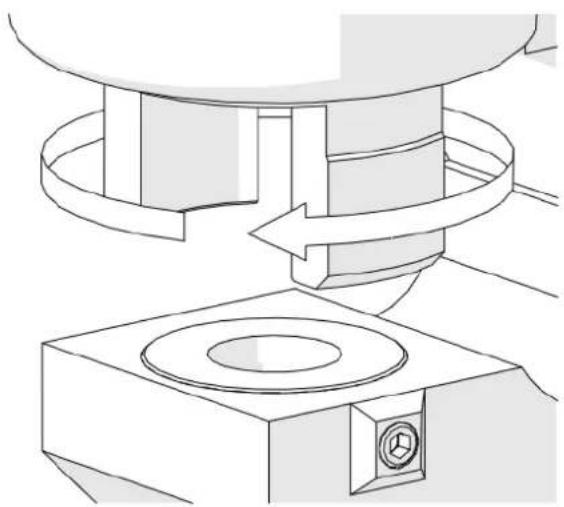
Figura 9. Rimozione del dispositivo di ritenuta
Trasporti
Prima del trasporto, fissare la macchina al gruppo idraulico fissando la cinghia di sicurezza agli occhielli 1 e 2 (Figura 10). Quindi, fissare il tappo dell'olio e il tappo di trasporto come mostrato nella figura (3, 4, Figura 10).
Non piegare mai il tubo flessibile idraulico ad alta pressione a un raggio inferiore a 3,2" (80 mm), poiché ciò potrebbe danneggiarlo. Se il tubo è piegato oltre questo raggio, sostituirlo immediatamente.
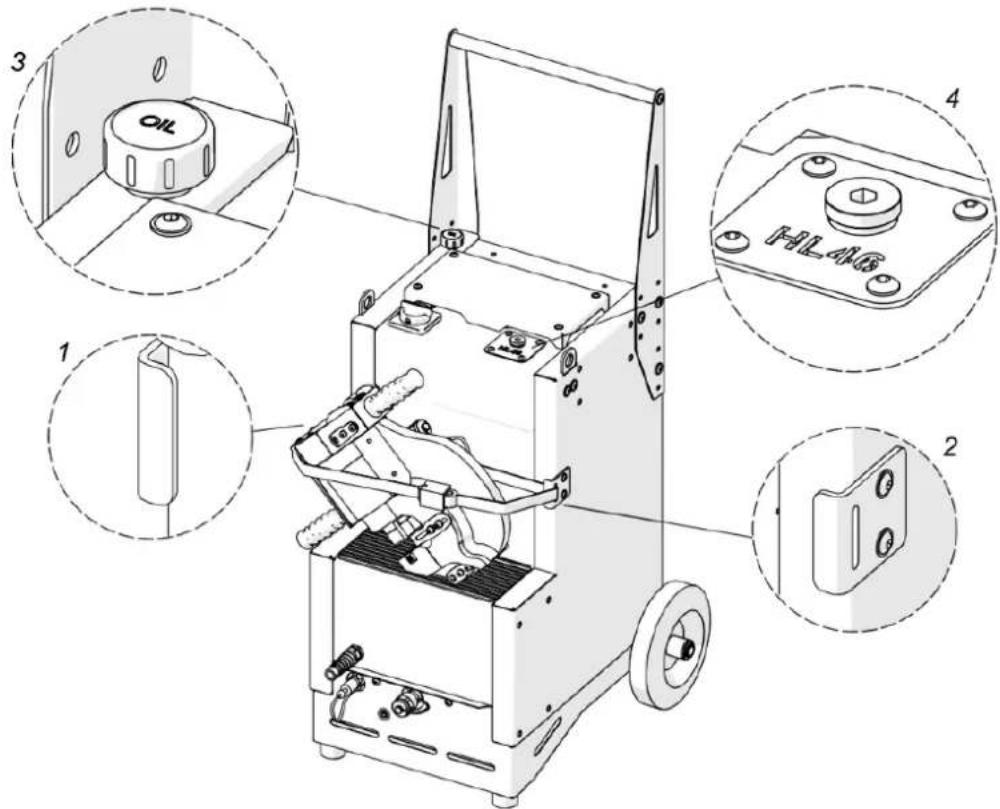
Figura 10. Trasporto del punzone idraulico Steelmax
Risoluzione dei problemi
| Problema | Causa | Soluzione |
| Il punzone è rimasto incastrato nel pezzo durante il movimento verso l'alto, una volta praticato il foro. | Matrice con superfici parallele utilizzata per una piastra inclinata, matrice inclinata di 5° utilizzata per una piastra con superfici parallele, oppure una superficie della piastra non inclinata di 5° se utilizzata con una matrice inclinata di 5°. | Utilizzare una matrice con superfici parallele per una piastra con superfici parallele, mentre una matrice inclinata di 5° per una piastra con una superficie inclinata di 5°. |
| Il dispositivo di ritegno non è supportato dal pezzo durante il processo di punzonatura. | Posizionare la macchina come descritto nella sezione “Posizionamento” del manuale. | |
| Usura eccessiva del punzone o della matrice. | Sostituire gli utensili usurati. | |
| Il punzone si è rotto durante la retrazione. | Il dispositivo di ritegno non era completamente appoggiato sul pezzo durante la retrazione del punzone. | Posizionare la macchina come descritto nella sezione “Posizionamento” del manuale. |
| Il punzone si è rotto durante la punzonatura del pezzo. | Carico eccessivo durante la punzonatura causato da uno spessore troppo elevato della piastra o da una resistenza al taglio R m troppo elevata della piastra. | Scegliere un punzone con il diametro adatto allo spessore della piastra. Non superare lo spessore massimo della piastra o il valore di resistenza al taglio R m specificato in “Spessori massimi delle piastre...”. |
| Punzone o matrice montati in modo non corretto. | Montare il punzone e la matrice come descritto nella sezione “Montaggio del punzone e della matrice” del manuale. | |
| Il punzone non si ritrae automaticamente dopo che il foro è stato creato o durante STOP/UP il pulsante è tenuto premuto. | Il tubo flessibile idraulico ad alta pressione non è fissato saldamente alla macchina o al gruppo elettrogeno. | Svitare il tubo flessibile ad alta pressione, ricollegarlo e serrare completamente il manicotto. |
| Tubi idraulici non collegati. | Collegare i tubi flessibili come descritto nella sezione “Collegamento del gruppo idraulico” del manuale. | |
| Il processo di punzonatura automatica non si avvia quando il punzone raggiunge la piastra. | Lamiera non rilevata a causa del basso carico applicato durante la punzonatura di una lamiera sottile. | Presa DUNANTE fino a quando il foro non si è stabilizzato. |
| Il punzone non si ritrae automaticamente dopo che il foro è stato creato manualmente tenendo premutoDOWN pulsante. | Il processo di punzonatura automatica non è stato inizializzato a causa del carico basso durante la punzonatura di una piastra sottile. | Presa STORATE per ritrarre il punzone. |





