
HPM-02 - Industrielle Werkzeugmaschine MSW - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts HPM-02 MSW als PDF.

| Produkttyp | Hydraulische Stanzmaschine |
| Modell | MSW-HPM-02 |
| Maximale Stanzkraft | 31 Tonnen |
| Maximaler Druck | 700 bar |
| Ausladung | 95 mm |
| Maximale Stärke (Stahl/Eisen) | 3-8 mm |
| Maximale Stärke (Kupfer/Aluminium) | 3-10 mm |
| Abmessungen (L×B×H) | 120×220×345 mm |
| Gewicht | 16,35 kg |
| Stromversorgung | Elektro-Hydraulikaggregat (230 V / 400 V je nach Modell) |
| Hauptfunktion | Stanzen von Löchern in Metall, Kunststoff und Holz |
| Stanzart | Hydraulisch automatisch |
| Austauschbare Werkzeuge | Stempel und Matrizen mit verschiedenen Durchmessern |
| Regelmäßige Wartung | Überprüfen Sie den festen Sitz der Werkzeuge alle 100 Löcher; halten Sie den Hydraulikölstand |
| Ölwechsel | Alle 3000 Betriebsstunden (Öl HLP 46) |
| Sicherheit | Verwendung mit Schutzhandschuhen und Schutzbrille; maximale Plattenstärke nicht überschreiten |
| Ersatzteile verfügbar | Stempel, Matrizen, Niederhalter, Hydraulikschläuche |
| Reparierbarkeit | Einfacher Austausch von Werkzeugen und Schläuchen |
| Garantie | 2 Jahre (gemäß Herstellerbedingungen) |
| Empfohlene Verwendung | Industrie, Fertigung, Bauwesen |
Häufig gestellte Fragen - HPM-02 MSW
Benutzerfragen zu HPM-02 MSW
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Industrielle Werkzeugmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch HPM-02 - MSW und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. HPM-02 von der Marke MSW.
BEDIENUNGSANLEITUNG HPM-02 MSW
Dieses Benutzerhandbuch wurde mit Hilfe einer maschinellen Übersetzung erstellt. Wir haben uns nach Kräften bemüht, die Genauigkeit der Übersetzung zu gewährleisten. Bitte beachten Sie jedoch, dass automatische Übersetzungen nicht perfekt sind und menschliche Übersetzer nicht ersetzen können. Die offizielle Version des Benutzerhandbuchs ist in Englisch. Etwaige Unterschiede zwischen der übersetzten Fassung und dem englischen Original sind rechtlich nicht bindend. Sollten Sie Fragen zur Richtigkeit der Übersetzung haben, beziehen Sie sich bitte auf die englische Version, die die offizielle Referenz ist. Weitere Sprachversionen sind auf Anfrage über info@expondo.com erhältlich.
Technische Daten
| Beschreibung des Parameters Parameterwert | |
| Produktname | Hydraulische Stanzmaschine |
| Modell | MSW-HPM-02 |
| Kapazität max. Leistung [Tonne] | 31 |
| Kapazität max. Druck [bar] | 700 |
| Ausladungstiefe [mm] | 95 |
| Maximale Dicke für Stahl/Eisen [mm] | 3-8 |
| Maximale Dicke für Kupfer/Aluminium [mm] | 3-10 |
| Abmessungen (Breite x Länge x Höhe) [mm] | 120x220x345 |
| Gewicht [kg] | 16,35 |
Produktübersicht

Bei der Ware handelt es sich um ein Werkzeug, mit dem Löcher oder Vertiefungen in verschiedene Materialien wie Metall, Kunststoff und Holz eingebracht werden können. Er arbeitet mit hydraulischer Kraft, um präzise Hochdruckstempel zu liefern, die häufig in der Fertigung und im Baugewerbe für Aufgaben wie die Blechverarbeitung, die Produktion von Automobilteilen und die schwere Metallbearbeitung eingesetzt werden.
Der Benutzer haftet für alle Schäden, die durch eine nicht bestimmungsgemäße Verwendung des Produkts entstehen.
Tätigkeit
Auspacken
Öffnen Sie zunächst den Karton und verwenden Sie den 5-mm-Sechskantschlüssel, um das Schloss zu lösen und die Maschine herauszunehmen. Dann schrauben Sie den vorderen Griff ein. Befestigen Sie dann den Griff in der in Abbildung 1 gezeigten Position mit sechs M8x12-Schrauben und dem 5-mm-Sechskantschlüssel am Aggregat.
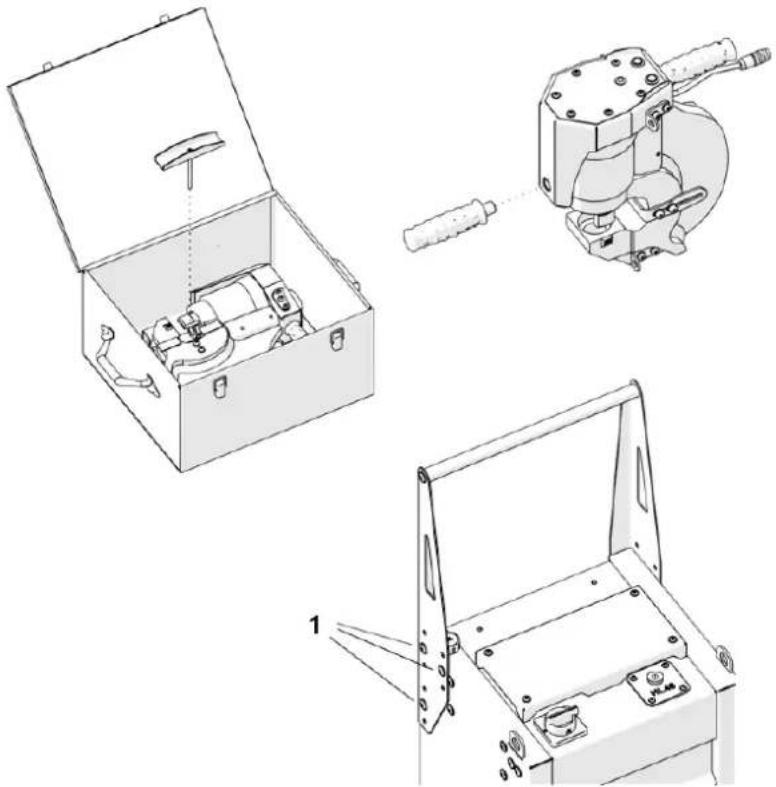
Abbildung 1 Zusammenbau der Maschine und des Netzteils nach dem Auspacken
1- Schrauben M8x12
Einbau von Stempel und Matrize
- Stellen Sie den Netzschalter ON/OFF auf die Position 'O'.
- Setzen Sie die mit dem Stempel verbundene Mutter in die Maschine ein (1, Abbildung 2).
- Schrauben Sie die Mutter von Hand in Richtung (2, Abbildung 2).
- Führen Sie den Schraubenschlüssel in das Loch (3, Abbildung 2) ein und sichern Sie die Mutter durch Drehen des Schlüssels in dieselbe Richtung.
- Wird ein Langlocher (4, Abbildung 2) verwendet, muss vor dem Sichern der Mutter der Schlagstift in die Buchse einrasten, was durch ein Schnappgeräusch angezeigt wird.
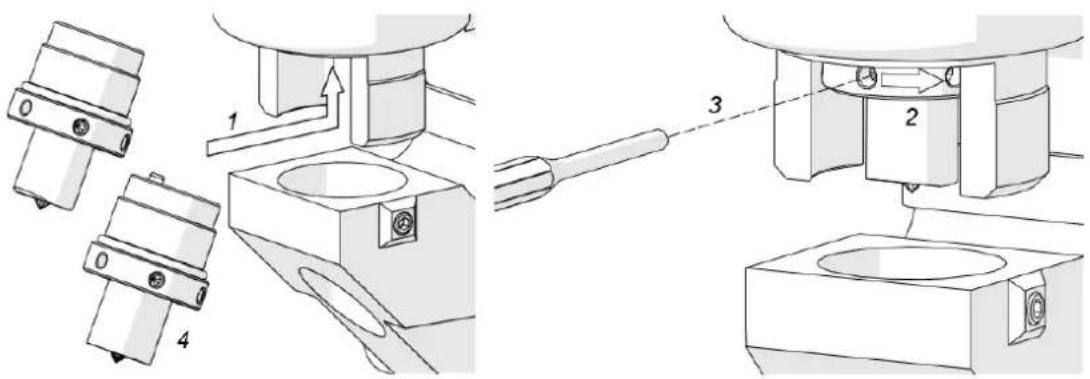
Abbildung 2. Einbau der Stanze
-
Wählen Sie eine geeignete Matrize für die zu stanzende Platte:
-
Verwenden Sie Stempel mit parallelen Flächen für Platten mit parallelen Flächen.
-
Verwenden Sie 5° geneigte Matrizen für Platten mit einer um 5° geneigten Oberfläche (Abbildung 3a).
-
Verwenden Sie niemals Matrizen mit parallelen Oberflächen für Platten mit einer schrägen Oberfläche.
-
Verwenden Sie niemals schräge Matrizen für Platten, deren beide Oberflächen parallel sind (Abbildung 3b).

Abbildung 3. Auswahl einer Matrize für die verwendete Platte
1- Korrekt
2- Falsche
-
Ziehen Sie den Rückhaltesystem so weit wie möglich zurück (1, Abbildung 4a).
-
Legen Sie die Matrize auf den Durchschlag (2, Abbildung 4).
-
Senken Sie den Dorn ab, um die Matrize in die Fassung einzusetzen (3, Abbildung 4).
-
Ziehen Sie die Matrize mit dem 4-mm-Sechskantschlüssel (4, Abbildung 4) fest.
-
Die Durchmesser (Abmessungen) des eingebauten Stempels und der Matrize müssen übereinstimmen.
-
Positionieren Sie die schrägen Matrizen (5, Abbildung 4) und die länglichen Matrizen (6 und 7, Abbildung 4) so, dass die Rille mit der Stellschraube (4, Abbildung 4) ausgerichtet ist.
-
Bringen Sie Langmatrizen und Langlochstempel immer in der gleichen Ausrichtung an (Abbildung 4b).
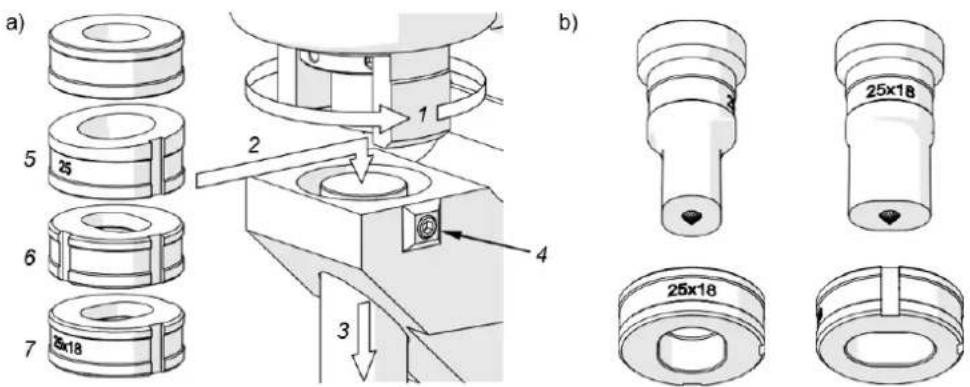
Abbildung 4. Einsetzen der Matrize (a); korrekte Ausrichtung von Langlochstempel und Matrize (b)
Anschließen des Hydraulikaggregats
- Verbinden Sie die Maschine mit dem Hydraulikaggregat über die Hydraulikschläuche und das Steuerkabel.
- Entfernen Sie die Kappen von den Hydraulikstutzen der Maschine.
- Schrauben Sie die Hochdruckleitung mit dem 27-mm- und 30-mm-Flachschlüssel fest in den Anschluss 1 (Abbildung 5).
- Stecken Sie die Niederdruckleitung in den Anschluss (Abbildung 5), bis sie einrastet.
- Schließen Sie das Steuerkabel an den Anschluss 3 an (Abbildung 5) und verbinden Sie das Netzkabel des Hydraulikaggregats mit einer geeigneten Stromquelle.
- Jedes Mal, wenn das Netzteil angeschlossen ist und der Netzschalter ON/OFF auf die Position 'I' gestellt ist, blinkt die Signal-LED alle 1/2 Sekunde und zeigt damit an, dass die Taste STOP/UP ca. 3 Sekunden lang gedrückt werden muss.
- Dadurch wird der Stempel vollständig zurückgezogen, wenn er sich nicht bereits in dieser Position befindet.
- Verwenden Sie den 8-mm-Sechskantschlüssel, um die Transportkappe 4 (Abbildung 5) des Hydraulikaggregats abzuschrauben.
- Setzen Sie den Ölstopfen in Position 5 des Deckels ein (Abbildung 5).
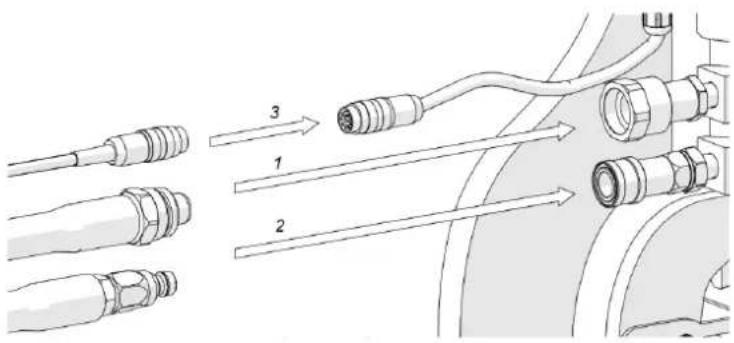
Abbildung 5. Anschluss der Maschine an das Hydraulikaggregat
Positionierung
- Hängen Sie die Maschine an die Kette.
- Positionieren Sie die Maschine wie in Abbildung 6 gezeigt auf einer Platte, wobei sich der Halter oberhalb der Platte befindet und die Stanzspitze in eine Körnerspitze gesetzt wird, die die Mitte des zu stanzenden Lochs anzeigt.
- Drücken Sie die Maschine auf die Platte.
- Stellen Sie sicher, dass der Rückhalter so gedreht wird, dass er sich über der Platte, aber nicht außerhalb der Platte befindet, damit der Rückhalter beim Zurückziehen des Stempels vollständig unterstützt wird.
- Lösen Sie die vier Tiefenanschlagschrauben mit dem 6-mm-Sechskantschlüssel.
- Bringen Sie den Tiefenanschlag an der Platte an und ziehen Sie ihn in dieser Position fest.
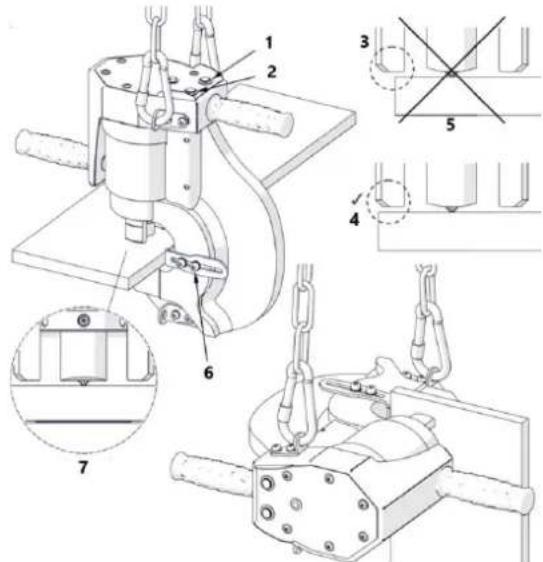
Abbildung 6. Positionierung der Maschine auf der Platte
1- STOP/UP
2- DOWN
3- FALSCH
4- Rückhaltesystem außerhalb der Platte
5- RICHTIG
6- Tiefenanschlagschrauben
7- Rückhaltesystem oberhalb der Platte
Stanzen

VORSICHT
- 8# oder 10# Antiverschleiß-Hydrauliköl hinzufügen. Das Öl muss durch einen 200#-Filter gefiltert werden, um Verunreinigungen zu entfernen.
-
Das Arbeitsgerät sollte an eine leistungsstarke Pumpe mit einem Innendruck von 70 MPa angeschlossen werden.
-
Verbinden Sie die Pumpe und die Arbeitskomponente mit dem Kupplungsstück.
- Sichern Sie das Werkstück, schließen Sie das Ölventil und ziehen Sie wiederholt am Griff, bis die Arbeit beendet ist, dann schalten Sie den Schalter aus.
- Bedienen Sie die Maschine, indem Sie die Griffe mit beiden Händen festhalten. Die LED-Dauerleuchte zeigt an, dass das Gerät betriebsbereit ist.
- Drücken Sie die Taste DOWN und halten Sie sie gedrückt, um den Stempel in Richtung der Platte zu bewegen. Dies wird durch Blinken der LED alle 0,25 Sekunden angezeigt.
- Wenn der Stempel die Platte erreicht, sollte der automatische Stanzvorgang beginnen, was durch Blinken der LED alle 0,1 Sekunden angezeigt wird.
- Nach Beendigung des Stanzvorgangs kehrt der Stempel in die Ausgangsposition zurück.
- Beim Stanzen von dünnen Blechen kann es erforderlich sein, die Taste DOWN so lange gedrückt zu halten, bis das Loch hergestellt ist.
- Um die Bewegung jederzeit zu unterbrechen, drücken Sie die Taste STOP/UP. Wenn Sie die Taste STOP/UP erneut drücken, wird der Stempel zurückgezogen.
- Wenn das Eindringen in das Material aufgrund einer zu großen Dicke scheitert, wird die Bewegung angehalten. Um dies zu vermeiden, darf die maximale Blechdicke oder der Wert der Scherfestigkeit Rm, der im Abschnitt "Maximale Blechdicken..." angegeben ist, nicht überschritten werden.
- Prüfen Sie nach dem ersten Loch und dann nach jeweils 100 Löchern, ob Stempel und Matrize fest sitzen, und ziehen Sie sie gegebenenfalls nach.
- Um ein zweites Loch zu erstellen, fahren Sie mit der Maschine zur nächsten Körnerpunktmarkierung.
- Schalten Sie nach Abschluss der Arbeiten den Schalter des Netzteils ON/OFF auf die Position 'O' um.
- Achten Sie auf eine korrekte Ölstandsanzeige am Manometer des Hydraulikaggregats.
- Ölwechsel nach 3.000 Betriebsstunden. Verwenden Sie das Öl HLP 46.
Auswechseln der Matrize und des Stempels
Stellen Sie den Netzschalter ON/OFF auf die Position 'O'. Um die Matrize zu entfernen, ziehen Sie die Halterung (1, Abbildung 7) vollständig zurück und lösen Sie mit dem 4-mm-Sechskantschlüssel die Stellschraube (2, Abbildung 7). Verwenden Sie dann den Dorn (3, Abbildung 7), um den Stempel (4, Abbildung 7) zu entfernen.
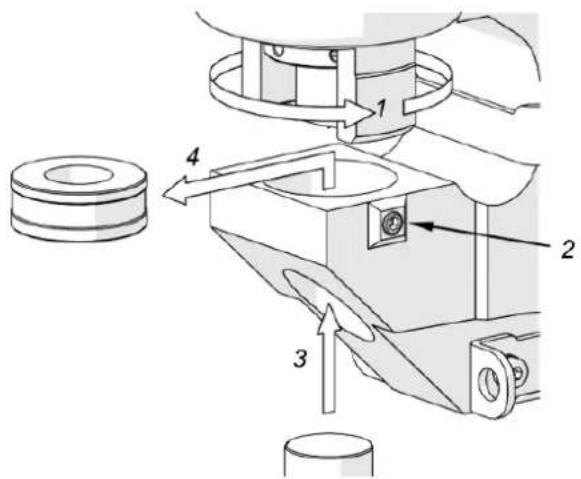
Abbildung 7. Demontage der Matrize
Montieren Sie die Matrize wie in Abbildung 4a gezeigt.
Um den Stempel zu demontieren, führen Sie den Schraubenschlüssel in das Loch ein (1, Abbildung 8), schrauben Sie die Mutter durch Drehen in die entsprechende Richtung ab (2, Abbildung 8) und entfernen Sie die Mutter zusammen mit dem Stempel (3, Abbildung 8).
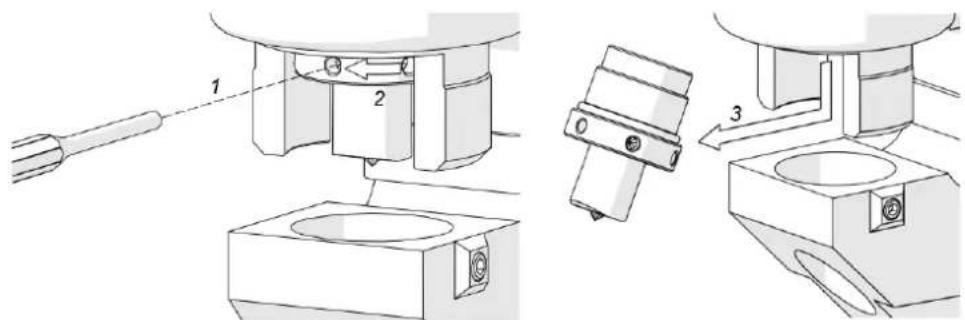
Abbildung 8. Demontage des Stempels
Montieren Sie den Stempel wie in Abbildung 5 gezeigt.
Auswechseln des Rückhaltesystems
- Stellen Sie den Netzschalter ON/OFF auf die Position 'O'.
- Demontieren Sie den Stempel wie in Abbildung 8 gezeigt.
- Schrauben Sie den Halter ab, indem Sie ihn in der in Abbildung 9 gezeigten Richtung drehen.
- Montieren Sie den neuen Halter, indem Sie ihn in die entgegengesetzte Richtung drehen.
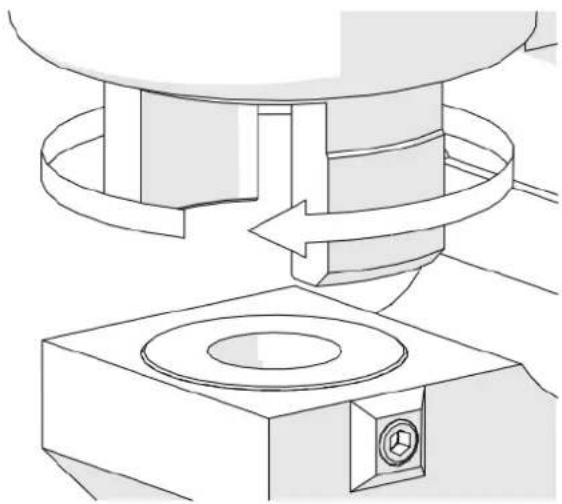
Abbildung 9. Entfernen des Rückhaltesystems
Transport
Sichern Sie die Maschine vor dem Transport am Hydraulikaggregat, indem Sie den Sicherheitsgurt an den Ösen 1 und 2 befestigen (Bild 10). Bringen Sie dann den Ölstopfen und die Transportkappe wie in der Abbildung gezeigt an (3, 4, Abbildung 10).
Biegen Sie den Hochdruck-Hydraulikschlauch niemals in einem kleineren Radius als 3,2" (80 mm), da dies zu Schäden führen kann. Wenn der Schlauch über diesen Radius hinaus gebogen ist, ersetzen Sie ihn sofort.
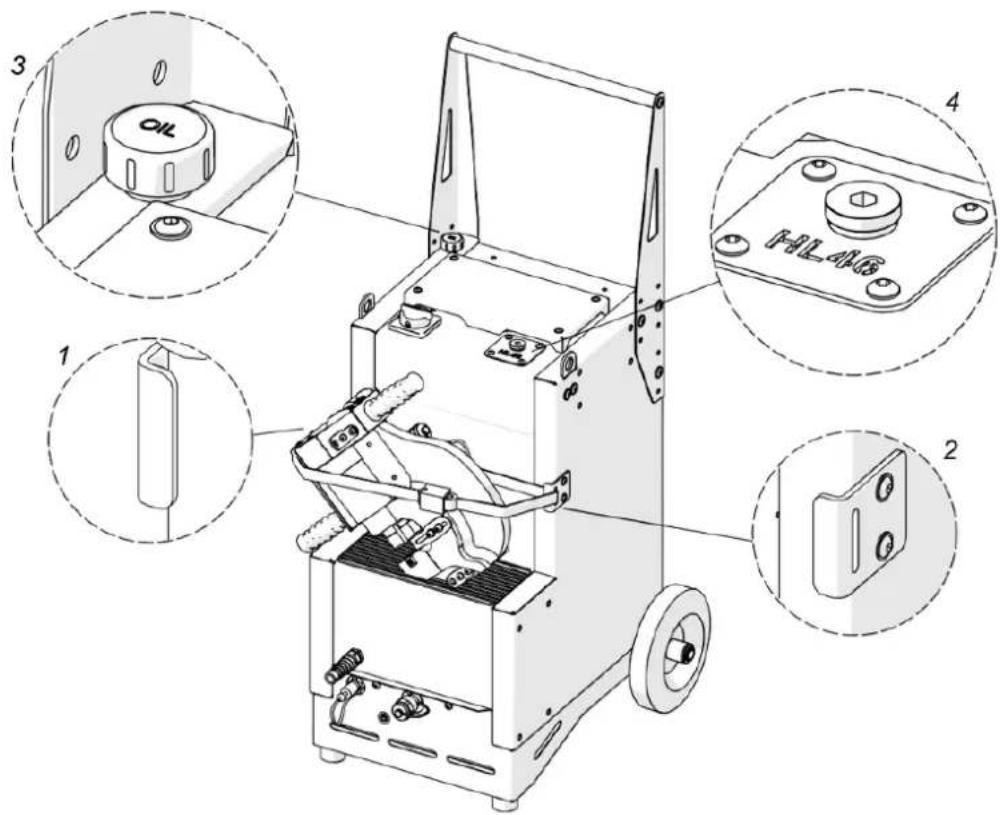
Abbildung 10. Transportieren der Steelmax-Hydraulikstanze
Fehlerbehebung
| Fehler | Ursache | Abhilfe |
| Der Stempel bleibt während der Aufwärtsbewegung im Werkstück stecken, nachdem das Loch erstellt wurde. | Matrize mit parallelen Flächen für eine geneigte Platte, 5° geneigte Matrize für eine Platte mit parallelen Flächen oder eine Fläche der Platte, die nicht um 5° geneigt ist, wenn sie mit einer 5° geneigten Matrize verwendet wird. | Verwenden Sie eine Matrize mit parallelen Flächen für ein Blech mit parallelen Flächen und eine um 5° geneigte Matrize für ein Blech, bei dem eine Fläche um 5° geneigt ist. |
| Rückhaltevorrichtung stützt sich während des Stanzvorgangs nicht auf dem Werkstück ab. | Positionieren Sie die Maschine wie im Abschnitt "Positionierung" des Handbuchs beschrieben. | |
| Übermäßiger Verschleiß des Stempels oder der Matrize. | Ersetzen Sie abgenutzte Werkzeuge. | |
| Der Stempel ist beim Zurückziehen gerissen. | Die Rückhaltevorrichtung lag beim Zurückziehen des Stempels nicht vollständig auf dem Werkstück auf. | Positionieren Sie die Maschine wie im Abschnitt "Positionierung" des Handbuchs beschrieben. |
| Der Stempel ist beim Stanzen des Werkstücks gerissen. | Übermäßige Belastung beim Stanzen durch eine zu große Blechdicke oder eine zu hohe Scherfestigkeit R_m des Blechs.Stempel oder Matrize unsachgemäß montiert. | Wählen Sie einen Stempel mit dem richtigen Durchmesser für die Blechdicke. Überschreiten Sie nicht die maximale Blechdicke oder den Wert der Scherfestigkeit R_m , die in "Maximale Blechdicken..." angegeben sind.Montieren Sie den Stempel und die Matrize wie im Abschnitt "Montage des Stempels und der Matrize" in der Anleitung beschrieben. |
| Der Locher zieht sich nicht automatisch zurück, nachdem das Loch erstellt wurde oder solange die Taste STOP/UP gedrückt wird. | Hochdruck-Hydraulikschlauch ist weder an der Maschine noch am Aggregat sicher befestigt. | Schrauben Sie den Hochdruckschlauch ab, bringen Sie ihn wieder an und ziehen Sie die Muffe fest. |
| Hydraulikschläuche nicht befestigt. | Schließen Sie die Schläuche an, wie im Abschnitt "Anschluss des Hydraulikaggregats" in der Anleitung beschrieben. | |
| Der automatische Stanzvorgang beginnt nicht, wenn der Stempel die Platte erreicht. | Die Platte bleibt unentdeckt, weil die Belastung beim Stanzen einer dünnen Platte gering ist. | Halten Sie die Taste DOWN gedrückt, bis das Loch erstellt ist. |
| Der Locher zieht sich nicht automatisch zurück, nachdem das Loch manuell durch Halten der Taste Derstellt wurde. | Der automatische Stanzvorgang wurde wegen der geringen Last beim Stanzen einer dünnen Platte nicht initialisiert. | Halten Sie die Taste STOP/UP gedrückt, um den Stempel zurückzuziehen. |

Umwelt – und Entsorgungshinweise
Hersteller an Verbraucher
Sehr geehrte Damen und Herren,
gebrauchte Elektro – und Elektronikgeräte dürfen gemäß europäischer Vorgaben [1] nicht zum unsortierten Siedlungsabfall gegeben werden, sondern müssen getrennt erfasst werden. Das Symbol der Abfalltonne auf Rädern weist auf die Notwendigkeit der getrennten Sammlung hin. Helfen auch Sie mit beim Umweltschutz. Sorgen Sie dafür, dieses Gerät, wenn Sie es nicht mehr weiter nutzen wollen, in die hierfür vorgesehenen Systeme der Getrenntsammlung zu geben.

In Deutschland sind Sie gesetzlich [2] verpflichtet, ein Altgerät einer vom unsortierten Siedlungsabfall getrennten Erfassung zuzuführen. Die öffentlich – rechtlichen Entsorgungsträger (Kommunen) haben hierzu Sammelstellen eingerichtet, an denen Altgeräte aus privaten Haushalten ihres Gebietes für Sie kostenfrei entgegengenommen werden. Möglicherweise holen die rechtlichen Entsorgungsträger die Altgeräte auch bei den privaten Haushalten ab.
Bitte informieren Sie sich über Ihren lokalen Abfallkalender oder bei Ihrer Stadt – oder Gemeindeverwaltung über die in Ihrem Gebiet zur Verfügung stehenden Möglichkeiten der Rückgabe oder Sammlung von Altgeräten.
[1] RICHTLINIE 2002/96/EG DES EUROPÄISCHEN PARLAMENTS UND DES RATES ÜBER ELEKTRO – UND ELEKTRONIK – ALTGERÄTE
[2] Gesetz über das Inverkehrbringen, die Rücknahme und die umweltverträgliche Entsorgung von Elektro – und Elektronikgeräten (Elektro – und Elektronikgerätegesetz – ElektroG).
Utylizacja produktu




