
TW821075 - Schweißgerät Telwin - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts TW821075 Telwin als PDF.
| Produkttyp | MIG/MAG-Schweißgerät mit FLUX-Schweißmöglichkeit ohne Gas |
| Marke | Telwin |
| Modell | TW821075 |
| Schweißverfahren | MIG (Inertgas), MAG (Aktivgas), FLUX (gaslos, Fülldraht) |
| Schutzgas | CO₂, Argon, Argon/CO₂-Gemische, Argon+Sauerstoff für Edelstahl |
| Drahttypen | Vollendraht Stahl, Edelstahl, Aluminium; Fülldraht (röhrenförmig) |
| Stromversorgung | Einphasig 230 V oder Dreiphasig 400 V je nach Version (siehe Typenschild) |
| Frequenz | 50/60 Hz |
| Max. Schweißstrom | Auf dem Typenschild angegeben (z.B. 200 A) |
| Leerlaufspannung (U0) | Auf dem Typenschild angegeben |
| Einschaltdauer (X) | Auf dem Typenschild angegeben (z.B. 60% bei max. Strom) |
| Thermoschutz | Ja, mit automatischer Rückstellung nach Abkühlung |
| Kühlung | Lüfter (bei einigen Modellen) |
| Sicherheitsnormen | EN 60974-1, EN 60974-9 |
| Mitgeliefertes Zubehör | Brenner, Rückleitungskabel mit Masseklemme, Rollensatz |
| Brenneranschluss | EURO-Anschluss |
| Regelmäßige Wartung | Innenreinigung, Prüfung der Rollen und Drahtführung, Austausch von Verschleißteilen |
| Bedienersicherheit | Erdung erforderlich, Handschuhe, Schutzmaske, feuerhemmende Kleidung |
| Garantie | 12 Monate ab Inbetriebnahme, unter Bedingungen |
| Hersteller | Telwin |
Häufig gestellte Fragen - TW821075 Telwin
Benutzerfragen zu TW821075 Telwin
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch TW821075 - Telwin und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. TW821075 von der Marke Telwin.
BEDIENUNGSANLEITUNG TW821075 Telwin
(DE) LEGENDE DER GEFAHREN-, GEBOTS- UND VERBOTSZEICHEN.
(RU) ЛЕГЕНДА СИМВОЛОВ БЕЗОПАСНОСТИ, ОБЯЗАННОСТИ И ЗАПРЕТА.
(SV) BILDTEXT SYMBOLER FÖR FARA, PÅBUD OCH
FÖRBUD.
(DA) OVERSIGT OVER FARE, PLIGT OG FORBUDSSIGNALER.
(NO) SIGNALERINGSTEKST FOR FARE, FORPLIKTELSER OG FORBUDT.
(FI) VAROITUS, VELVOITUS, JA KIELTOMERKIT.
(CS) VYSVĚTLIVKY K SIGNÁLŮM NEBEZPEČÍ, PŘÍKAZŮM A ZÁKAZŮM.
(SK) VYSVETLIVKY K SIGNÁLOM NEBEZPEČENSTVA, PRÍKAZOM A ZÁKAZOM.
(SL) LEGENDA SIGNALOV ZA NEVARNOST, ZA PREDPISANO IN PREPOVEDANO.
(HR-SR) LEGENDA OZNAKA OPASNOSTI, OBAVEZA I ZABRANA.
(LT) PAVOJAUS, PRIVALOMUJU IR DRAUDŽIAMUJU ŽENKLU PAAIŠKINIMAS.
(ET) OHUD, KOHUSTUSED JA KEELUD.
(LV) BĪSTAMĪBU, PIENĀKUMU UN AIZLIEGUMA ZĪMJU PASKAIDROJUMI.
(BG) ЛЕГЕНДА НА ЗНАЦИТЕ ЗА ОПАСНОСТ, ЗАДЪЛЖИТЕЛНИ И ЗА ЗАБРАНА.
(PL) OBJAŚNIENIA ZNAKÓW OSTRZEGAWCZYCH, NAKAZU I ZAKAZU.
| (EN) DANGER OF ELECTRIC SHOCK - (IT) PERICOLO SHOCK ELETTRICO - (FR) RISQUE DE CHOC ÉLECTRIQUE - (ES) PELIGRO DESCARGA ELÉCTRICA - (DE) STROMSCHLAGGEFAHR - (RU) ОПАСНОСТЬ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ TOKOM - (PT) PERIGO DE CHOQUE ELÉTRICO - (EL) KINДУНОЗ НЛЕКТРОПАНЁІАЗ - (NL) GEVAAR ELEKTROSHOCK - (HU) ÁRAMÜTÉS (RO) PERICOL DE ELECTROCUTARE - (SV) FARA FÖR ELEKTRISK STÖT - (DA) FARE FOR ELEKTRISK STÖD - (NO) FARE FOR ELEKTRISK STÖT - (FI) SÄHKÖISKUN VAARA - (CS) NEBEZPEČÍ ZÁSAHU ELEKTRICKÝM PROUDEM - (SK) NEB ZÁSAHU ELEKTRICKÝM PRÚDOM - (SL) NEVARNOST ELEKTRIČNEGA UDARA - (HR-SR) OPASNOST STRUJNOG U ELEKTROS SMŰGIO PAVOJUS - (ET) ELEKTRILŐŐGIOHT - (LV) ELEKTROŠOKA BÍSTAMÍBA - (BG) ОПАСНОСТ ОТ TOKOB УДАР - (P) NIEBEZPIECZEŃSTWO SZOKU ELEKTRYCZNEGO. | |
| (EN) DANGER OF WELDING FUMES - (IT) PERICOLO FUMI DI SALDATURA - (FR) DANGER FUMÉES DE SOUDAGE - (ES) PELIGRO HUMOS DE SOLDADURA - (DE) GEFAHR DER ENTWICKLUNG VON RAUCHGASEN BEIM SCHWEISSEN - (RU) ОПАС ДЫМОВ СВАРКИ - (PT) PERIGO DE FUMAÇAS DE SOLDAGEM - (EL) KINДУНОЗ КАПІНОН ЗУГКОЛАНЁНЗ - (NL) GEVAAR LASROOK - (HU) HEGESZTÉS KÖVETKEZTEBEN KELETKEZETT FÜST VESZELYE - (RO) PERICOL DE GAZE DE SUDURÁ - (SV) FARA FÖR RÖK FRÁN SVETSNING - (DA) FARE P.G.A. SVEJSEDAMPE - (NO) FARE FOR SVEISERÓYK - (FI) HITSAUSSAVUJEN VAARA - (CS) NEBEZPEČÍ SVAŘOVACÍCH DÝMŮ - (SK) NEBEZPEČENSTVO VYPAROV ZO ZVÁRANIA - (SL) NEVARNOST VARILNEGA DIMA - (HR-SR) OPASNOST OD DIMA PRILIKOM VARENJA - (LT) SUVIRINIMO DŮMŮ PAVOJUS - (ET) KEEVITAMISEL SUITSU OHT - (LV) METINĂŠANAS IZTVAIKOJUMU BÍSTAMÍBA - (BG) ОПАСНОСТ ОТ ПУШЕКА ПРИ ЗАВАРЯВАНЕ - (PL) NIEBEZPIECZENSTWO OPARÓW SPAWALNICZYCH. | |
| (EN) DANGER OF EXPLOSION - (IT) PERICOLO ESPLOSIONE - (FR) RISQUE D'EXPLOSION - (ES) PELIGRO EXPLOSIÓN - (DE) EXPLOSIONSGEFAHR - (RU) ОПАСНОСТЬ ВЗРЫВА - (PT) PERIGO DE EXPLOŚÃO - (EL) KINДУНОЗ ЕКРНЕНЗ - (NL) GEVAAR ONTPLOFFING - (HU) ROBBANÁS VESZÉLYE - (RO) PERICOL DE EXPLOZIE - (SV) FARA FÖR EXPLOSION - (DA) SPRÆNGFARE - (NO) FARE FOR EKSPLOSJON - (FI) RÄJÄHDYSVAARA - (CS) NEBEZPEČÍ VÝBUCHU - (SK) NEBEZPECENSTVO VÝBUCHU - (SL) NEVARNOST EKSPLOZIJE - (HR-SR) OPASNOST OD EKSPLOZIJE - (LT) SPROGIMO PAVOJUS - (ET) PLAHVATUSOHT - (LV) SPRÄDZIENBÍSTAMÍBA - (BG) ОПАСНОСТ ОТ ЕКСПЛОЗИЯ - (PL) NIEBEZPIECZEŃSTWO WÝBUCHU. | |
| (EN) WEARING PROTECTIVE CLOTHING IS COMPULSORY - (IT) OBBLIGO INDOSSARE INDUMENTI PROTETTIVI - (FR) PORT DES VÊTEMENTS DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE LLEVAR ROPA DE PROTECCIÓN - (DE) DÁS TRAGEN VON SCHUTZKLEIDUNG IST PFLICHT - (RU) ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНУЮ ОДЕЖДУ - (PT) OBRIGATÓR VESTRUÁRIO DE PROTEÇÃO - (EL) УПОХРЕΩΣΗ NA ФОРATE ПРОΣΤΑТЕΥΤΙΚΑ ENДУΜΑΤΑ - (NL) VERPLICHT BE KLEDIJ TE DRAGEN - (HU) VÉDŐRUHA HASZNÁLATA KÖTELEZŐ - (RO) FOLOSÍREA İMBRĆÄMINTEI DE PROTECTÍE OBLIGATORIE - (SV) OBLIGATORISKT ATT BÁRA SKYDDSPLAGG - (DA) PLIGT TIL AT ANVENDE BESKYTTELSESTŐJ - (NO) FORPLIKTELSE A BRUKE VERNETŐY - (FI) SUOJAVAATETUKSEN KÄYTTŐ PAKOLLISTA - (CS) POVINNÉ POUŽITÍ OCHRANNÝCH PR (SK) POVINNÉ POUŽITIE OCHRANNÝCH PROSTRIEDKOV - (SL) OBVEZNO OBLECITE ZAŠČITNA OBLAČILA - (HR-SR) OBAVEZNO KORIŠTENJE ZAŠTITNE ODJEČE - (LT) PRIVALOMA DÉVĚTI APSAUGINĘ APRANGĄ - (ET) KOHUSTUSLIK KANDA KAITSERIETUST - (LV) PIENÁKUMS ĠERBT AIZSARGTÉRPUS - (BG) ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА ПРЕДПАЗНО ОБЛЕКЛО - (PL) NAKAZ NOSZENIA ODZIEŻY OCHRONNEJ. | |
| (EN) WEARING PROTECTIVE GLOVES IS COMPULSORY - (IT) OBBLIGO INDOSSARE GUANTI PROTETTIVI - (FR) PORT DES GANTS DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE LLEVAR GUANTES DE PROTECCIÓN - (DE) DAS TRAGEN VON SCHUTZHANDSCHUHEN IST PFLICHT - (RU) ОБЯЗАННОСТЬ НАДЕВАТЬ ЗАЩИТНЫЕ ПЕРЧАТКИ - (PT) OBRIGATÓRIO O USO DE LUVAS DE SEGURANÇA - (EL) УПОХРЕΩΣΗ NA ФОРATE ПРОΣΤΑТЕΥΤΙΚΑ ГАНТИА - (NL) VERPLICHT B HANDSCHOENEN TE DRAGEN - (HU) VÉDŐKESZTYÚ HASZNÁLATA KÖTELEZŐ - (RO) FOLOSÍREA MÁNUŠILOR D OBLIGATORIE - (SV) OBLIGATORISKT ATT BÁRA SKYDDSANDSKAR - (DA) PLIGT TIL AT BRUGE BESKYTTELSESHANDSKER - (NO) FORPLIKTELSE A BRUKE VERNEHANSKER - (FI) SUOJAKÄSINEIDEN KÄYTTŐ PAKOLLISTA - (CS) POVINNÉ POUŽITÍ OCHRANNÝCH RUKAVIC - (SK) POVINNÉ POUŽITIE OCHRANNÝCH RUKAVÍC - (SL) OBVEZNO NADENITE ZAŠČITNE ROKAVICE - (HR-SR) OBAVEZNO KORIŠTENJE ZAŠTITNIH RUKAVICA - (LT) PRIVALOMA MÚVETI APSAUGINES PIRŠTINES - (ET) KOHUSTUSLIK KANDA KAITSEKINDAID - (LV) PIENÁKUMS ĠERBT AIZSARGCIMDUS - (BG) ЗАДЪЛЖИТЕЛНО НОСЕНЕ НА ПРЕДПАЗНИ РЬКАВИЦИ - (PL) NAKAZ NOSZENIA RĘKAWIC OCHRONNYCH. |
VESZÉL'
25
EZPECEN
UDARA .
.)
НОСТЬ
00 USC
SCHERM
广力云智慧零售收银系统
*
OSTRED
ESCHERI
E PRO1
 | (EN) DANGER OF ULTRAVIOLET RADIATION FROM WELDING - (IT) PERICOLO RADIAZIONI ULTRAVIOLETTE DA SALDATURA -(FR) DANGER RADIATIONS ULTRAVIOLETTE DE SOUDAGE - (ES) PELIGRO RADIACIONES ULTRAVIOLETAS - (DE) GEAHR ULTRAVIOLETTER STRAHLUNGEN BEIM SCHWEISSEN - (RU) ОПАСНОСТЬ УЛЬТРАФИОЛЕТОВОГИЗЛУЧЕНИЯ СВАРКИ - (PT) PERIGO DE RADIACÕES ULTRAVIOLETAS DE SOLDADURA - (EL) KINÁYNOŠ УПЕРІДОУŠ АКТИНОВОЛІАŠ АПО ЗУГКОА -(NL) GEVAAR ULTRAVIOLET STRALEN VAN HET LASSEN - (HU) HEGESTZÉS KÖVTEKZEΤEBEN LÉTREJÖTT I BOLYÁN SUGÁRZÁS VESZÉLYE - (RO) PERICOL DE RADIATII ULTRAVIOLETE DE LA SUDURÁ - (SV) FARÁ FÖR ULTRAVIOLETT STRÁLNING FRÁN SVETSNING - (DA) FARE FOR ULTRAVIOLETTE SVEJSESTRÁLER - (NO) FARE FOR ULTRAVIOLETT STRÁLNING UNDER SVEISINGSPROSEDYREN - (FI) HITSAUKSEN AIHEUTTAMAN ULTRAVIOLETTISATEILYN VAARA - (CS) NEBEZPEČI ULTRAFIALOVEHO ZÁŘENÍ ZE SVAROVÁNÍ I - (SK) NEBEZPEČENSTVO ULTRAFIALOVEHO ZIÁRENIA ZO ZVARANIA - (SL) NEVARNOST SE ULTRAVIJOLÍCNIH ŽARKOV ZARADI VARJENJA - (HR-SR) OPASNOST OD UTRLALJUBÍCASTIH ZRAKA PRILIKOM VARENJA - (LT) ULTRAVIOLETINIO SPINDULAVIMO SUVIRINIMO METU PAVOJUS - (ET) KEEVITAMISEL ERALDUVA ULTRAVIOLETTKIIRGUSEOH T - (LV) METINÁSANAS ULTRAVIOLETÁ IZSTAROJUMA BÍSTAMÍBA - (BG) ОПАСНОСТ ОТ УЛТРАВИОЛЕТОВО ОБЛЪЧВАНЕ ЗАВАРЯВАНЕ - (PL) NIEBEZPIECZENSTWO PROMIENIOWANIA NADFIOLETOWEGO PODCZAS SPAWANIA. |
 | (EN) DANGER OF FIRE - (IT) PERICOLO INCENDIO - (FR) RISQUE D'INCENDIO - (ES) PELIGRO DE INCENDIO - (DE) BRANDGEFAHR - (RU) ОПАСНОСТЬ ПОЖAPA - (PT) PERIGO DE INCÊNDIO - (EL) KINÁYNOŠ TYPKÁTÍAŠ - (NL) GEVAAR VOOR BRAND - (HU) TÜZVESZÉLY - (RO) PERICOL DE INCENDIU - (SV) BRANDRISK - (DA) BRANDFARE - (NO) BRANNFARE - (FI) TULIPALON VAARA - (CS) NEBEZPEČI POŽÁRU - (SK) NEBEZPEČENSTVO POŽÁRIAN - (SL) NEVARNOST POŽÁRA - (HR-SR) OPASNOST OD POŽARA - (LT) GAISRO PAVOJUS - (ET) TULEOHT - (LV) UGUNSGŘEKA BÍSTAMÍBA - (BG) ОПАСНОСТ ОТ ПОЖAP - (PL) NIEBEZPIECZENSTWO POŽARU. |
 | (EN) DANGER OF BURNS - (IT) PERICOLO DI USTIONI - (FR) RISQUE DE BRÚLURES - (ES) PELIGRO DE QUEMADURAS - (DE) VERBRENNUNGSGEFAHR - (RU) ОПАСНОСТЬ ОЖОГОВ - (PT) PERIGO DE QUEIMADURAS - (EL) KINÁYNOŠ EFKAYMATΩN - (NL) GEVAAR VOOR BRANDWONDEN - (HU) ÉGÉSI SÉRÚLÉS VESZÉLYE - (RO) PERICOL DE ARSURI - (SV) RISK FÖR BRÄNNSKADA - (DA) FARE FOR FORBRENDINGER - (NO) FARE FOR FORBRENNINGER - (FI) PALOVAMMOJEN VAARA - (CS) NEBEZPEČI POPÁLENIN - (SK) NEBEZPEČENSTVO POPÁLENÍN - (SL) NEVARNOST OPEKLIN - (HR-SR) OPASNOST OD OPEKLINA - (LT) NUSIDGINIMO PAVOJUS - (ET) POLETUSHAAVADE SAAMISE OHT - (LV) APDEGUMU GUSANAS BÍSTAMÍBA - (BG) ОПАСНОСТ ОТ ИЗГАРЯНИЯ - (PL) NIEBEZPIECZENSTWO OPARZEN. |
 | (EN) DANGER OF NON-IONISING RADIATION - (IT) PERICOLO RADIAZIONI NON IONIZZANTI - (FR) DANGER RADIATIONS NON IONISANTES - (ES) PELIGRO RADIACIONES NO IONIZANTES - (DE) GEFAHR NICHT IONISIERENDER STRAHLUNGEN - (RU) ОПАСНОСТЬ НЕ ИОНИЗМРУЮЩЕЙ РАДИАЦИИ - (PT) PERIGO DE RADIAÇÕES NÃO IONIZANTES - (EL) KINÁYNOŠ MH IONIZONTQN AKTINOBOΛΩΝ - (NL) GEVAAR NIET IONISERENDE STRALEN - (HU) NEM INOGEN SUGÁRZÁS VESZÉLYE - (RO) PERICOL DE RADIATII NEIONIZANTE - (SV) FÁRA FÖR ICKE JONISERANDE - (DA) FARE FOR IKKE-JONISERENDE STRÁLER - (NO) FARE FOR UJONISERT STRÁLNING - (FI) IONISOIMATTOMAN SÄTEILYN VAARA - (CS) NEBEZPEČI NEIONIZUJÍCIHO ZÁŘENÍ - (SK) NEBEZPEČENSTVO NEIONIZUJÚCEHO ZARIADENIA - (SL) NEVARNOST NEJONIZIRANEGA SEVANJA - (HR-SR) OPASNOST NEJONIZIRAJUČIH ZRAKA - (LT) NEJONIZUOTO SPINDULAVIMO PAVOJUS - (ET) MITTEIONISEERITUDKIIRGUSTE OHT - (LV) NEJONIZEJOŠA IZSTAROJUMA BÍSTAMÍBA - (BG) ОПАСНОСТ ОТ НЕ ИОНИЗИРАНО ОБЛЪЧВАНЕ - (PL) ZAGROŽENIE PROMIENIOWANIEM NIEJONIZUJĄCYM. |
 | (EN) GENERAL HAZARD - (IT) PERICOLO GENERICO - (FR) DANGER GÉNÉRIQUE - (ES) PELIGRO GENÉRICO - (DE) GEAHR ALLGEMEINER ART - (RU) ОБЩАЯ ОПАСНОСТЬ - (PT) PERIGO GERAL - (EL) ΓΕΝΙΚΟΣ KINÁYNOŠ - (NL) ALGEMEEN GEVAAR - (HU) ÁLTALÁNOS VESZÉLY - (RO) PERICOL GENERAL - (SV) ALLMÁN FARA - (DA) ALMEN FARE - (NO) GÉNERISK FARE STRÁLNING - (FI) YLEINEN VAARA - (CS) VŠEOBECNÉ NEBEZPEČI - (SK) VŠEOBECNÉ NEBEZPEČENSTVO - (SL) SPLOŠNA NEVARNOST - (HR-SR) OPĆA OPASNOST - (LT) BENDRAS PAVOJUS - (ET) ÚLDINE OHT - (LV) VISPARÍGA BÍSTAMÍBA - (BG) ОБЩИ ОПАСНОСТИ - (PL) OGÓLNE NIEBEZPIECZENSTWO. |
 | (EN) DO NOT USE THE HANDLE TO HANG THE WELDING MACHINE. - (IT) VIETATO UTILIZZARE LA MANIGLIA COME MEZZO DI SÓSPENSIONE DELLA SALDATRICE - (FR) INTERDIT D'UTILISER LA POIGNÉE COMME MOYEN DE SUSPENSION DU POSTE DE SOUDAGE - (ES) SE PROHÍBE UTILIZAR LA MANILLA COMO MEDIO DE SUSPENSION DE LA SOLDADORA - (DE) IS IST UNTERSAGT, GRIFF ALS MITTEL ZUM AUFHÄNGEN DER SCHWEISSMASCHINE ZU BENUTZEN - (RU) ЗАПРЕЩЕНО ПОДВЕШИВАТЬ СВАРОЧНЫЙ АППАРАТ ЗА РУЧКУ - (PT) É PROBIDO UTILIZAR A MAÇANETA COMO MEIO DE SUSPENSÃO DO APARELHO DE SOLDAR - (EL) АПАГОРЕУТАЙ Х РХЕНТНЗ ХЕИРОЛАВНЗ ЄAN MEZO ANYPOДНЗ ТНЗ УТКОЛАННТИКНЗ ЄΥΣKEYНЗ - (NL) DE HANDGREEP MAG NIET WORDEN GEBRIUKT OM HET LASAPPARAAT AAN OP TE HANGEN - (HU) TILOS A HEGESZTÓGÉPET A FOGANTYÚJÁNAL FOGVA FELAKASZTANI - (RO) SE INTERZICE FOLOŠIREA MÄNERULUI CA MIJLOC DE SUSTINERE A APARATULUI DE SUDURÁ - (SV) DET ÁR FÖRBJUDET ATT ANVÁNDA HANDTAGET FÖR ATT HÄNGA UPP SVETSEN - (DA) DET ER FORBUDT AT ANVENDE HANDREBET TIL AT HÆVE SVEJSEMASKINEN - (NO) DET ER FORBUDT A BRUKE HÄNDTAKET FOR A HENGE SVEISEMASKINEN OPP - (FI) ON KIELLETTYÁ KÄYTTÄÄ KÄSIKAHVAA INTHAUSAILTAITEEN RIPUSTUSVÄLINEENÄ - (CS) JE ZAKAZANO POUŽIVAT RUKOJE T JAKO PROSTŘEDEK K ZAVEŠENÍ SVAROVACÍHO PRÍSTROJE - (SK) JE ZAKAZANÉ VEŠAT ZVÁRACÍ VÍSTROJ ZA RUKOVÁT - (SL) ROCAJA NE SMETE UPORABLJATI ZA OBEŠANJE VARILNEGA APARATA - (SK) ZABRANJENO JE UPOTREBLJAVATI RUČKU ZA PODIZANJE STROJA ZA VARENJE - (LT) DRAUDZÍAMA NAUDOTI RANKENA KAIP PRIEMONEŠUVIRINIMO APARATO SUSTABDYMIJ - (ET) ON KEELATUD RIPUTADA KEEVITUSSEADET KASUTADES SELLEKS KÄEPIDET - (LV) IR AIZLIEGTIS ZMANTOT ROKTURI METINÁSANAS APARÁTA PIEKÁRSANAI - (BG) 3ABPAHENO E DA CE ИЗПОЛЗВА РЬКОВАТКАТА КATO CPREDCTBO 3A OKAÇBAHE HA ZABAPÝЧНИЯ АПАРАТ - (PL) ZABRANIA SIE UZYWANIA UCHWYTU JAKO SRODKA DO ZAWIESZANIA SPAWARKI. |
 | (EN) WARNING: MOVING PARTS - (IT) ATTENZIONE ORGANI IN MOVIMENTO - (FR) ATTENTION ORGANES EN MOVUMENTO - (ES) ATENCION ÓRGANOS EN MOVIMIENTO - (DE) VORSICHT BEWEUNGSEMENTE - (RU) BHIMAGEHAME, ЧACTI B ДВИЖЕНИЙ - (PT) CUIDADO ÓRGÃOS EM MOVIMENTO - (EL) ПРОЗОХН ОРГАНА ЗЕ КИННН - (NL) OPGELET ORGANEN IN BEWEGING - (HU) VIGYAZAT: GÉPALKATRÉSZKEK MOZGASBAN VANNAK - (RO) ATENTIE PIESE IN MISÇARE - (SV) VARNING FOR ORGAN I RÖRELSE - (DA) PAS PÁ DELE I BEVEGELSE - (NO) ADVARSEL: BEVEGELIGE DELER - (FI) VARO LIKKUVIA OSIA - (CS) POZOR NA POHYBUJÍCÍ SE SOUČASTI - (SK) POZOR NA POHYBUJÚCE SA SUCASTI - (SL) POZOR, NAPRAVE DELUJEJO - (HR-SR) POZOR DIJELOVI Y POKRETU - (LT) DEMESIOI JUDANCÍOS DETALÉS - (ET) TÂHELEPANU LIUKUVAD MASINAOSAD - (LV) UZMANÍBU KUSTÍGÁS DALAS - (BG) ВНИМАНИЕ ДВИЖЕЩИЕ СЕ МЕХАНИЗМИ - (PL) UWAGA: RUCHOME CZĘSCI MASZNY. |
 | (EN) MIND YOUR HANDS, MOVING PARTS - (IT) ATTENZIONE ALLE MANI, ORGANI IN MOVIMENTO - (FR) ATTENTION AUX MAINS ORGANES EN MOVIMENT - (ES) ATENCION A LAS MANOS, ÓRGANOS EN MOVIMIENTO - (DE) AUF DIE HÄNDE ACHTEN BEWEUNGSELEMENTE - (RU) ОПАСНОСТЬ ДЛЯ РУК, ЧАСТИ В ДВИЖЕНИЙ - (PT) CUIDADO COM AS MAOS, ÓRG A MOVIMENTO - (EL) ПРОЗОХН ЭТА XEPIA, ОРГАНА ЗЕ КИННН - (NL) OPGELET VOOR DE HANDEN, ORGANEN IN BEWEGING - (HU) VIGYAZAT A KEZEKRE, GÉPALKATRÉSZKEK MOZGASBAN VANNAK - (RO) ATENTIE LA MÄINI, PIESE IN MISÇARE - (SV) AKTA HÄNDERNA, ORGAN I RÖRELSE - (DA) PAS PÁ HÄNDERNE, DELE I BEVEGELSE - (NO) FORSIKTIG MED HENDENE, BEVEGELIGE DELER - (FI) SUOJAA KÄDET LIKKUVILTA OSILTA - (CS) POZOR NA RUCE, POHYBUJÍCÍ SE SOUČASTI - (SK) POZOR NA RUKY, POHYBUJÚCE SA SUCASTI - (SL) PAZITE NA ROKE, NAPRAVE DELUJEJO - (HR-SR) POZOR SA RUKAMA, DIJELOVI Y POKRETU - (LT) SAUGOTI RANKAS, JUDANCÍOS DETALÉS - (ET) TAHELEPANU KATELE, LIUKUVAD MASINAOSAD - (LV) UZMANÍBU KUSTÍGÁS DALAS - UZMANÍBU SEKOJIET TAM, LAI ROKAS NEPIESKARTOS KUSTÍGAJÁM DALAM - (BG) BHIMAGEHAME ПАЗЕТЕ РЬЦЕТЕ ДВИЖЕЩИТЕ CE МЕХАНИЗМИ - (PL) CHRONIC REÇE PRZED RUCHOMYMI CZĘSCIAMÍ MASZNY. |
  | (EN) EYE PROTECTIONS MUST BE WORN - (IT) OBBLIGO DI INDOSSARE OCCHIALI PROTETTIVI - (FR) PORT DES LUNETTES DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE USAR GAFAS DE PROTECCIÓN - (DE) DAS TRAGEN EINER SCHUTZBRILLE IST PFLICHT - (RU) ОБЯЗАННОСТЬ НОСИТЬ ЗАЩИТНЫЕ ОЧКИ - (PT) OBRIGAÇÃO DE VESTIR OCULOS DE PROTECCÃO - (EL) УПОХРЕЖН NAФОРАТЕ ПРОТЕТЕТЫГКА ГУАЛЯ - (NL) VERPLICHT DRAGEN VAN BESCHERMENDE BRIL - (HU) VEDŐSZEMŮVEG VISELETE KÓTELEZÓ - (RO) ESTE OBLIGATORIE PURTAREA OCHELARILOR DE PROTECTIE - (SV) OBLIGATORISKT ATT ANVÄNDA SKYDDSGLASÓGON - (DA) PLIGT TIL AT ANVENDE BESKYTTELESBRILLER - (NO) DET ER OBLIGATORISK A HÀ PÁ SEG VERNEBRILLEN - (FI) SUOJALASIEN KÄYTTÓ PAKOLLISTA - (CS) POVINNOST POUZIVANI OCHRANNYCH BRYLI - (SK) POVINNOST POUZIVANIA OCHRANNYCH OKULARIOV - (SL) OBEZNA UPORABA ZAŚČITNIH OCÁL - (HR-SR) OBAVEZNZA UPOTREBA ZAŚTITNIH NAOČALA - (LT) PRIVALOMA DIRBTI SU APSAÚGINIAIS AKINIAIS - (ET) KOHUSTUS KANDA KAITSEPRILLE - (LV) PIENÁKUMS VILKT AIZSARGBRILLES - (BG) ZADÝЛЖИТЕЛНО ДА СЕ НОСЯТ ПРЕДПАЗНИ ОЧИЛА - (PL) NAKAZ NOSZENIA OKULARÓW OCHRONYCH.(EN) NO ENTRY FOR UNAUTHORISED PERSONNEL - (IT) DIVIETO DI ACCESSO ALLE PERSONE NON AUTORIZZATE - (FR) ACCÉS INTERDIT AUX PERSONNES NON AUTORISÉES - (ES) PROHIBIDO EL ACCESO A PERSONAS NO AUTORIZADAS : (DE) UNBEFUTEN PERSONEN IST DER ZUTRITT VERBOTEN - (RU) ЗАПРЕТ ДЛЯ ДОСТУПА ПОСТОРОННИХ ПРОВИÇÃO DE ACESSO ÀS PESSOAS NÃO AUTORIZADAS - (EL) АПАГОРЕУЗН ПРОЗВАЗНЕ ЗЕ МН ЕПІТЕТРАМЕНА АТОМА - (NL) TOEGANGSVERBOD VOOR NIET GEAUTORISEERDE PERSONEN - (HU) FEL NEM JOGOSÍTOTT SZEMĚLYEK SZÁMÁRA TILOS A BELÉPÉS - (RO) ACCESUL PERSOANELOR NEAUTORIZATE ESTE INTERZIS - (SV) TILLTRÄDE FÖRBJUDET FÖR ICKE AUKTORISERADE PERSONER - (DA) ADGANG FORBUDT FOR UVEDKOMMENDE - (NO) PERSONER SOM IKKE ER AUTORISERTE MA IKKE HA ADGANG TIL APPARATEN - (FI) PÄASY KIELLETTY ASIATTOMÍLTA - (CS) ZAKAZ VSTUPU NEPOVOLANÝM OSOBÁM - (SK) ZÁKAZ NEOPRAVNENÉHO PRÍSTUPU K OSÓB - (SL) DOSTOP PREPOVEDAN NEPOOBLAŠCENIM OSEBAM - (HR-SR) ZABRANA PRISTUPA NEOVLAŠTENIM OSOBAMA - (LT) PAŠALINIAMS JEITI DRAUDŽIAMA - (ET) SELLEKS VOLITAMATA ISIKUTEL ON TÓÓALAS VIIBIMINE KEELATUD - (LV) NEPIEDEROŠÁM PERSONÁM IEEJA AIZLIEGTA - (ЗАБРАНЕН Е ДОСТЪПЪТ НА HEУТЫЛНОМОЩЕНИ ЛИЦА - (PL) ZAKAZ DOSTĘPU OSOBOM NIEUPOWAŽNIONYM. |
 | (EN) WEARING A PROTECTIVE MASK IS COMPULSORY - (IT) OBBLIGO USARE MASCHERA PROTETTIVA - (FR) PORT DU MASQUE DE PROTECTION OBLIGATOIRE - (ES) OBLIGACIÓN DE USAR MÁSCARA DE PROTECCIÓN - (DE) DER GEBRAUCH EINER SCHUTZMASKE IST PFLICHT - (RU) OBZAHNOCТЬ ПОЛЬЗОВАТЬСЯ ЗАЩИТНОЙ МАСКОЙ - (PT) OBRIGATORIO O USO DE MÁSCARA DE PROTEÇÃO - (EL) YIÓXPEQŠNH NA ФОРATE ПРОЗТАТЕУТИКН МАЗКА - (NL) VÉRPLICHT GEBRIUK VAN BESCHERMEND MASKER - (HU) VÉDÓMASZK HASZNÁLATA KÖTELEZÓ - (RO) FOLOSIREA MÄSTII DE PROTECTI OBLIGATORIE - (SV) OBLIGATORISKT ATT BÄRA SKYDDSMASK - (DA) PLIGT TIL AT ANVENDE BESKYTTELSESMASK - (NO) FORPLIKTELSE A BRUKE VERNEBRILLER - (FI) SUÓJAMASKIN KÄYTTÓ PAKOLLISTA - (CS) POVINNÉ P OCHRANNÉHO ŠTITU - (SK) POVINNÉ POUŽITIE OCHRANNÉHO ŠTITU - (SL) OBVEZNOST UPORABI ZAŠČITNÉ MASKE (HR-SR) OBAVEZNO KORISTENJE ZASTITNE MASKE - (LT) PRIVALOMA UŽSIDÉTI APSAUGINÉ KAUKÉ - (ET) KOHUSTUSLIK KANDA KAITSEMASKI - (LV) PIENÁKUMS IZMANTOT AIZSARGMASKU - (BG) ЗАДЪЛЖИТЕЛНО ИЗПОЛЗВАНЕ НА ПРЕДПАЗНА ЗАВАРЬЧНА MACKA. - (PL) NAKAZ UŻYWANIA MASKI OCHRONNEJ. |
 | (EN) USERS OF VITAL ELECTRICAL AND ELECTRONIC APPARATUS MUST NEVER USE THE MACHINE - (IT) VIETATO L'USO DELLA MACCHINA AJ PORTATORI DI APPARECCHIATURE ELETTRICHE ED ELETTRONICHE VITALI - (FR) L'UTILISATION DE LA MACHINE EST DÉCONSELLÉE AUX PORTEURS D'APPAREILS ÉLECTRIQUES OU ÉLECTRONIQUES MÉDICAUX - (ES) PROHIBIDO EL USO DE LA MÁQUINA A LOS PORTADORES DE APARATOS ÉLECTRICOS Y ELECTRÓNICOS VITALES - (DE) TRÄGERN LEBENSERHALTENDER ELEKTRISCHER UND ELEKTRONISCHER GERÄTE IST DER GEBRAUCH DER MASCHINE UNTERSAGT - (RU) ИСПОЛЬЗОВАНИЕ УСТАНОВКИ ЗАПРЕШЕНО ЛИЦАМ, ИСПОЛЬЗУЮЩИМ ЭЛЕКТРОННУЮ И ЭЛЕКТРОАППАРАТУРУ ОБЕСПЕЧЕНИЯ ЖИЗНЕДЕЯТЕЛЬНОСТИ - (PT) É PROIBIDO O USO DA MÁQUINA AOS PORTADORES DE APARELHAGENS ÉLECTRICAS E ELECTRÓNICAS VITAIS - (EL) АПАГОРЕУГАЙ Н ХРНЗЯ ТОУ МХНАНМАТОЗ ЕЕ АТОМА ПОУ ФЕРОУН НЛЕКТРИКЕЗ КАЙ НЛЕКТРИКЕЗ SYŽKEYEZ ZOTIKHΣ ZHMAZIAΣ - (NL) HET GEBRIUK VAN DE MACHINE IS VERBODEN AAN DRAGERS VAN ELEKTRISCHE EN ELEKTRONISCHE VITALE APPARATUUR - (HU) TILOS A GÉP HASZNALATA MINDAZOK SZÁMÁRA, AKIK SZERVEZETÉBEN ÉLETFFENNTARTÓ ELEKTROMOS VAGY ELEKTRONIKUS KÉSZÜLÉK VAN BEÉPÍTVE - (RO) SE INTERZICE FOLOSIREA MAŞINII DE CÂTRE PERSOANELE PURTÂTOARE DE APARATE ELECTRICE SI ELECTRONIC VITALE - (SV) FÖRBJUDET FOR ANVÄNDARE AV LIVSUPPEHÄLLANDE ELEKTRISKA ELLER ELEKTRONISKA APPARATER ATT ANVÄNDAN DENNA MASKIN - (DA) DET ER FORBUDT FOR PERSONER, DER ANVENDER LIVSVIGTIGT ELEKTRISK OG ELEKTRONISK APPARATUR, AT ANVENDE MASKINEN - (NO) DET ER FORBUDT FOR PERSONER SOM BRUKER LIVSVIKTGE ELEKTRISK ELLER ELEKTRONISKE APPARATER À BRUKE MASKINEN - (FI) KONEEN KÄYTTÖKIELTO SÄHKÖISTEN JA ELEKTRONISTEN HENKILÖNSUOJALAITTEIDEN KÄYTTÄJILLE - (CS) ZÁKAZ POUŽITI STROJE NOSITELÚM ELEKTRICKÝCH A ELEKTRONICKÝCH ZIVOTNÉ DÜLEŽITYČH ZARÍZENÍ - (SK) ZÁKAZ POUŽIVANIA STROJA OSOBÁM SD ZIVOTNE DOLEŽITYMI ELEKTRICKÝMI A ELEKTRONICKÝMI ZARIADENÍAMI - (SL) PREPOVEDANA UPORABA STROJA ZA UPORABNIKE ZIVLJENJSKO POMEMBNIH ELEKTRÍČNIH IN ELEKTRONSKIH NAPRAV - (HR-SR) ZABRANJENO JE UPOTREBLJAVATI STROJ OSOBAMA KOJE IMAJU UGRÅĐENE VITALNE ELEKTRÍČNE ILI ELEKTRONIČKE UREDAJE - (LT) GRIEŽTAI DRAUDŽIAMA SU JRANGA DIRBTÍ ASMENIMS, BESINAUDOJANTIEMS GYYVBIŠKAI SVARBIAIS ELEKTRINIAIS AR ELEKTRONINIAIS PRIETAISAIS - (ET) SEADET EI TOHI KASUTADA MEDITSINILISI ELEKTRI- JA ELEKTROONIKASEADMEID - (LV) ELEKTRISKO VAI ELEKTRONISKO MEDICÍNISKO IERÍCI LIETOTAJIEM IR AIZLIEGTS IZMANTOT MAŠINU - (BG) ZABPAHENO E POLZBAHETO HA MAШИНАТА ОТ ЛИЦА, НОСИТЕЛИ НА ЕЛЕКТРИЧЕСІ ЕЛЕКТРОННИ МЕДИЦИНСКИ УСТРОЙСТВА - (PL) ZABRONIONE JEST UŻYWANIE URZĄDZENIA OSOBOM STOSUJĄCYM ELEKTRYCZNE I ELEKTRONICZNE URZĄDZENIA WSPOMAGAJĆZE FUNKCJE ŻYCIOWE. |
 | (EN) PEOPLE WITH METAL PROSTHESES ARE NOT ALLOWED TO USE THE MACHINE - (IT) VIETATO L'USO DELL MACCHINA AI PORTATORI DI PROTESI METALLICHE - (FR) UTILISATION INTERDITE DE LA MACHINE AUX PORTEURS DE PROTHÈSES METALLIQUES - (ES) PROHIBIDO EL USO DE LA MÁQUINA A LOS PORTADORES DE PROTESIS METÁLICAS - (DE) TRÄGERN VON METALLPROTHESEN IST DER UMGANG MIT DER MASCHINE VERBOTEN - (RU) ИСПОЛЬЗОВАНИЕ МАШИНЫ ЗАПРЕЩАЕТСЯ ЛЮДЯМ, ИМЕЮЩИМ МЕТАЛИЧЕСКИЕ ПРОТЕЗЫ - (PT) PROIBIDO O USO DA AOS PORTADORES DE PROTESES METÁLICAS - (EL) АПАГОРЕУГАЙ Н ХРНЗЯ ТНХ МХАННЗ ЕЕ АТОМА ПОУ ФЕРОУН МЕТАЛИКЕЗ ПРОЗОНКЕЗ - (NL) HET GEBRIUK VAN DE MACHINE IS VERBODEN AAN DE DRAGERS VAN META PROTHESEN - (HU) TILOS A GÉP HASZNÁLATA FEMPROTEZIST VISELÓ SZEMÉLYEK SZÁMÁRA - (RO) SE INTERFOLOSIREA MAŞINII DE CÂTRE PERSOANELE PURTÂTOARE DE PROTEZE METALICE - (SV) FÖRBJUDET FÖR PERSONER SOM BÄR METALLPROTES ATT ANVÄNDAN MASKINEN - (DA) DET ER FORBUDT FOR PERSONER MED METALPROTESER AT BENYTTE MASKINEN - (NO) BRUK AV MASKINEN ER IKKE TILLATT FOR PERSONER MED METALLPROTESER - (FI) KONEEN KÄYTTÓ KIELLETTY METÁLLIPROTEESI KANTAJILTA - (CS) ZÁKAZ POUŽITI STROJE NOSITELÚM KOVOVÝCH PROTÉZ - (SK) ZÁKAZ POUŽITIA STROJA OSOBÁM S KOVOVÝMI PROTEZAMI - (SL) PREPOVEDANA UPORABA STROJA ZA NOSILCE KOVINSKÍH PROTEZ - (HR-SR) ZABRANJENA UPOTREBA STROJA OSOBAMA KOJE NOSE METALNE PROTEZE - (LT) SU SUVIRINIMO APARATU DRAUDŽIAMA DIRBTÍ ASMENIMS, NAUDOJANTIEMS METALINIUS PROTEZUS - (ET) SEADET EI TOHI KASUTADA ISIKUD, KES KASUTAVAD METALLPROTEESE - (LV) CILVĚKIEM AR METÁLA PROTEZEM IR AIZLIEGTS LIETOT IERÍCI - (BG) ЗАБРАНЕНА Е УПОТРЕБАТА НА МАШИНАТА ОТ НОСИТЕЛИ НА МЕТАЛНИ ПРОТЕЗИ - (PL) ZAKAZ UŻYWANIA URZĄDZENIA OSOBOM STOSUJĄCYM PROTEZY METALOWE. |
 | (EN) DO NOT WEAR OR CARRY METAL OBJECTS, WATCHES OR MAGNETISED CARDS - (IT) VIETATO INDOSSARE OGGETTI METALLICI, OROLOGI E SCHEDE MAGNETICHE - (FR) INTERDICTION DE PORTER DES OBJETS METALLIQUES, MONTRES ET CARTES MAGNÉTIQUES - (ES) PROHIBIDO LLEVAR OBJETOS METÁLICOS, RELOJES, Y TARJETAS MAGNÉTICAS - (DE) DAS TRAGEN VON METALLOBJEKTEN, UHREN UND MAGNETKARTEN IST VERBOTEN - (RU) ЗАПРЕЩАЕТСЯ НОСИТ МЕТАЛИЧЕСКИЕ ПРЕДМЕТЫ, ЧАСЫ ИЛИ МАГНІТНЫЕ ПЛАТЫЮ - (PT) PROIBIDO VESTIR OBJECTOS METÁLICOS, RELÓGIOS E FICHAS MAGNÉTICAS - (EL) АПАГОРЕУГАЙ Н ФОРATE METALLIKA ANTIKEIMENA, РОЛОГІА KAI MAGNHTIKEZ ПЛАКЕТЕЗ - (NL) HET IS VERBODEN METALEN VOORWERPEN, UURWERKEN EN MAGNETISCHE FICHE TE DRAGEN - (HU) TILOS FÉMTÁRGYAK, KARÓRAK VISELETE ES MAGNESES KARTYAK MAGUKNÁL TARTASA - (RO) ESTE INTERZISĂ PURTAREA OBJECTELOR METALICE, A CEASURILOR SI A CARTELEOR MAGNETICE - (SV) FÖRBJUDET ATT BÄRA METALLFÖREMÄL, KLOCKOR OCH MAGNETKORT - (DA) FORBUD MOD AT BÆRE METALGENSTANDE, URE OG MAGNETISKE KORT - (NO) FORBUD À НА РА SEG METALLFORMÄL, KLOKKER OG MAGNETISKE KORT - (FI) METALLISTEN ESINEIDEN, KELLOJEN JA MAGNEETTIKORTTIEN MUKANA PITÄMINEN KIELLETTY - (CS) ZÁKAZ NOŠENÍ KOVOVÝCH PŘEDMĚTŮ, HODINEK A MAGNETICKÝCH KARET - (SK) ZÁKAZ NOSENIA KOVOVÝCH PREDMETOV, HODINIEK A MAGNETICKÝCH KARIET - (SL) PREPOVEDANO NOŠENJE KOVINSKÍH PREDMETOV, UR IN MAGNETNIH KARTIC - (HR-SR) ZABRANJENO NOŠENJE METALNIH PREDMETA, SATOVA I MAGNETSKÍH ČIPOVA - (LT) DRAUDŽIAMA PRIE SAVES TURE T MELETALINIÚ DAIKTŮ, LAIKRODŽIŮ AR MAGNETINIÚ PLOKŠTELŮ - (ET) KEELATUD ON KANDA METALLEMESEID, KELLASID JA MAGENTKAARTE - (LV) IR AIZLIEGTS VILKT METÁLA PRIEKS METUS, PULKSTENUS UN NEMT LÍDZI MAGNĚTÍ KARTES - (BG) ЗАБРАНЕНО Е НОСЕНЕТО НА МЕТАЛНИ ПРЕДМЕТИ, ЧАСОВНИЦИ И МАГНІТНИ СХЕМИ - (PL) ZAKAZ NOSZENIA PRZĚDMIOTÓW METALOWYCH, ZEGARKÓW I KART MAGNETYCZNYCH. |
 | |
 | (EN) NOT TO BE USED BY UNAUTHORISED PERSONNEL - (IT) VIETATO L'USO ALLE PERSONE NON AUTORIZZATE - (FR) UTILISATION INTERDITE AU PERSONNEL NON AUTORISE - (ES) PROHIBIDO EL USO A PERSONAS NO AUTORIZADAS - (DE) DER GEBRAUCH DURCH UNBEFUGTE PERSONEN IST VERBOTEN - (RU) ИСПОЛЬЗОВАНИЕ ЗАПРЕЩАЕТСЯ ЛЮДЯМ, НЕ ИМЕЮЩИМ РАЗРЕШЕНИЯ - (PT) PROBIDO O USO AS PESSOAS NÃO AUTORIZADAS - (EL) АПАГОРЕУЗН ХРНЕНЗ ЕМН ЕПІТЕТРАМЕТА АТОМА - (NL) HET GEBRIK IS VERBODEN AAN NIET GEAUTORISEERDI PERSONEN - (HU) TILOS A HASZNÁLATA A FEL NEM JOGOSÍTOTT SZEMÉLYEK SZÁMÁRA - (RO) FOLOSIREA DE CÂTRE PERSOANELE NEAUTORIZATE ESTE INTERZISÄ - (SV) FÖRBJUDET FÖICKE AUKTORISERADE PERSONER ATT ANVÄNDA APPARATEN - (DA) DET ER FORBUDT FOR UVEDKOMMENDE AT ANVENDE MASKINEN - (NO) BRUK ER IKKE TILLATT FOR UAUTORISERTE PERSONER - (FI) KÄYTTÖ KIELLETTY VALTUUTTAMATTOMILTA HENKILÓILTÄ - (CS) ZAKAZ POUŽITI NEPOVOLANYM OSOBÁM - (SK) ZÁKAZ POUŽITIA NEPOVOLANYM OSOBÁM - (SL) NEPOOBLAŠČENIM OSEBAM UPORABA PREPOVEDANA - (HR-SR) ZABRANJENA UPOTREBA NEOVLAŠTENIM OSOBAMA - (LT) PAŠALINIAMS NAUDOTIS DRAUDŽIAMA - (ET) SELLEKS VOLITAMATA ISIKUTEL ON SEADME KASUTAMINE KEELATUD - (LV) NEPILNVAROTÁM PERSONÁM IR AIZLIEGTS IZMANTOT APARÁTU - (BG) ЗАБРАНЕНО Е ПОЛЗВАНЕТО ОТ НЕУПЪЛНОМОЩЕНИ ЛИЦА - (PL) ZAKAZ UŻYWA OSOBÓM NIEAUTORYZOWANYM. |
 | (EN) Symbol indicating separation of electrical and electronic appliances for refuse collection. The user is not allowed to dispose of these appliances as solid, mixed urban refuse, and must do it through authorised refuse collection centres. - (IT) Simbolo che indica la raccolta separata delle apparecchiature elettriche ed elettroniche. L'utente ha l'obbligo di non smaltire questa apparecchiatura come rifiuto municipale solido misto, ma di rivolgersi ai centri di raccolta autorizzati. - (FR) Symbole indiquant la collecte différenciée des appareils électriques et électroniques. L'utilisateur ne peut éliminer ces appareils avec les déchets ménagers solides mixtes, mais doit s'adresser à un de collecte autorisé. - (ES) Símbolo que indica la recogida por separado de los aparatos eléctricos y electrónicos. El usuario tiene la obligación de no eliminar este aparato como desecho urbano sólido mixto, sino de dirigirse a los centros de recogida autorizados. - (DE) Symbol für die getrennte Erfassung elektrischer und elektronischer Geräte. Der Benutzer hat pflichtgemäß dafür daß dieses Gerät nicht mit dem gemischt erfaßten festen Siedlungsabfall entsorgt wird. Stattdessen muß er eine der autorisierten Entsorgungsstellen einschalten. - (RU) Символ, указывающий раздельный сбор электрического и электронного оборудования. Пользователь не имеет права выбрасывать данное оборудование в качестве смешанного твердого бытового отхода, а обязан обращаться в специализированные центры сбора отходов. - (PT) Simbolo que a reunião separada das aparelhagens eléctricas e electrónicas. O utente tem a obrigação de não eliminar esta aparelhagem como lixo municipal sólido misto, mas deve procurar os recolha autorizados. - (EL) Σύμβολο που δείχνει τη διαφοροποιμένη συλλογή των ηλεκτρικών κια ηλεκτρονικών συσκευών. Ο χρήστης υποχρεούται να μην διοχετεύει αυτή τη συσκευή σαν μικτα στερεό αστικό ατόβλητο, αλλά να απευθύνεται σε εγκεκριμένα κέντρα συλλογής. - (NL) Symbol dat wijst op de gescheiden inzameling van elektrische en elektronische toestellen. De gebruiker is verplicht deze toestellen niet te lozen als gemengde vaste stadsafval, maar moet zich wenden tot de geautoriseerde ophaalcentra. - (HU) Jelölés, mely az elektromos és elektronikus felszerelések szelektív hulladékgyűjtését jelzi. A felhasználó köteles ezt a felszerelést nem a városi törmelékhulladékkal együttesen gyűjtínen, hanem erre engedéllyel rendelkező hulladékgyűjtő központhoz fordulni. - (RO) Simbol ce indicá depozitarea separatá a aparatelor electrice și electronice. Utilizatorul este obliga să nu depoziteze acest aparat împreună cu deșeurile solide mixte ci săl predea într-un depozitare a deșeurilor autorizat. - (SV) Symbol som indikrar separat sopsortering av elektriska och elektroniska apparater. Användaren får inte sortera denna anordning tillsammans med blandat fast hushållsavfall, utan måste vända sig till en auktoriserad insamlingsstation. - (DA) Symbol, der står for særlig indsaming af elektriske og elektroniske apparater. Brugeren har pligt til ikke at bortskaffe dette apparat som blandet, fast byaffald; der skal rettes henvendelse til et autoriseret indsamlingscenter. - (NO) Symbol som angir separat sortingering av elektriske og elektroniske apparater. Brukeren må oppfylle forpliktelsen å ikke kaste bort dette apparatet sammen med vanlige hjemmeavfallet, uten henvende seg til autoriserte oppsamlingscentraler. - (Fl) Symboli, joka ilmoittaa sähkö- ja elektronikkalaitteiden erillisen keräyksen. Käyttäjän velvollisuus on kääntyä valtuutettujen keräyspisteiden puoleen eikä välittää laitetta kunnallisena sekajätteenä. - (CS) Symbol označující separovaný sbër elektrických a elektronických zařízení. Uživatel je povinen nezlikvidovat toto zařízení jako pevný smišený komunální odpad, ale obrátit se s nim na autorizované sbérny. - (SK) Symbol označující separovaný zb elektrických a elektronických zariadení. Uživatel' nesmie likvidovat' toto zariadenie ako pevný zmiešaný komunálny odpad, ale je povinný doručit' ho do autorizovaný zberní. - (SL) Simbol, ki označuje ločeno zbiranje električnih in elektronskih aparatov. Uporabnik tega aparat ne sme zavreči kot navade gospodinjski trden odpadek, ampak se mora obrniti na pooblaščene centre za zbiranje. - (HR-) Simbol koji označava posebno sakupljanje električnih i elektronskih aparatva. Korisnik ne smije odložiti ovaj aparat kao običan kruti otpad, već se mora obratiti ovlaštenim centrima za sakupljanje. - Simbolis, nurodantis atskirų nebenaudojamų elektrinių ir elektroninių prietaisų surinkimą. Vartotojas negali išmesti šių prietaisų kaip mišrių kietuju komunalinių atliekų, bet privalo kreiptis i specializuotus atliekų surinkimo centrus. - (ET) Súmbol, mis tähistab elektri- ja elektronikaseadmete eraldi kogumist. Kasutaja kohustuseks on põörduđa volitatud kogumiskeskuste poole ja mitte käsitleda seda aparaati kui munitsipaalne segajääde. - (LV) Simbol, kas norāda uz to, ka utilizācija ir jäveic atsevišķi no citām elektriskajām un elektroniskajām ieričēm. Lietotāja pienākums ir neizmest šo aparatūru municipālajā cieto atkritumu izgäztuvė, bet nogādāt to pilnvarotajā atkritumu savākšanas centrā. - (BG) Символ, който означава разделно събиране на електрическата и электронна апаратура. Ползвателят сезадължава да не изхвърля тази апаратура като смесен твърд отпадък в контейнерите за смет, поставени от общината, а трябва да се обърне към специализираните за това центрове - (PL) Symbol, który oznacza sortowanie odpadów aparatury elektrycznej i elektronicznej. Zabrania się likwidowania aparatury jako mieszanych odpadów miejskich stałych, obowiązkiem użytkownika jest skierowanie się do autoryzowanych ośrodków gromadzących odpady. |
(EN)
INSTRUCTION MANUAL

WARNING:
BEFORE USING THE WELDING MACHINE READ THE INSTRUCTION MANUAL CAREFULLY.
(only for GAS-NO GAS versions)
Fig. G
ACHTUNG: VOR GEBRAUCH DER MASCHINE
LESEN SIE SORGFÄLTIG DIE BETRIEBSANLEITUNG SICHERHEITSNORMEN!
ENDLOS-SCHWEISSMASCHINEN ZUM LICHTBOGENSCHWEISSEN MIT DEN VERFAHREN MIG-MAG UND FLUX IN INDUSTRIE UND GEWERBE.
Anmerkung: Im folgenden Text wird der Begriff "Schweißmaschine" gebraucht.
1. ALLGEMEINE SICHERHEITSVORSCHRIFTEN ZUM LICHTBOGENSCHWEISSEN
Der Bediener muß im sicheren Gebrauch der Schweißmaschine ausreichend unterwiesen sein. Er muß über die Risiken bei den Lichtbogenschweißverfahren, über die Schutzvor
und das Verhalten im Notfall informiert sein.
(Siehe auch die Norm „EN 60974-9:
Lichtbogenschweißeinrichtungen. Teil 9: Errichten und Betreiben").

- Vermeiden Sie den direkten Kontakt mit dem Schweißstromkreis; die von der Schweißmaschir bereitgestellte Leerlaufspannung ist unter bestimmten Umständen gefährlich.
- Das Anschließen der Schweißkabel, Prüfungen und Reparaturen dürfen nur ausgeführt werden, wenn die Schweißmaschine ausgeschaltet und vom Versorgungsnetz genommen ist.
- Bevor Verschleißteile des Brenners ausgetauscht werden, muß die Schweißmaschine ausgeschaltet und vom Versorgungsnetz genommen werden.
- Die Elektroinstallation ist im Einklang mit den einschlägigen Vorschriften und Unfallverhütungsbestimmungen vorzunehmen.
- Die Schweißmaschine darf ausschließlich an ein Versorgungsnetz mit geerdetem Nullleiter angeschlossen werden.
- Stellen Sie sicher, daß die Strombuchse korrekt mit Schutzerde verbunden ist.
- Die Schweißmaschine darf nicht in feuchter oder nass Umgebung oder bei Regen benutzt werden.
- Keine Kabel mit verschlissener Isolierung oder gelockerten Verbindungen benutzen.
- Ist eine Einheit zur Flüssigkeitskühlung vorhanden, darf diese nur bei ausgeschalteter und vom Versorgungsnetz getrennter Schweißmaschine befüllt werden.

- Schweißen Sie nicht auf Containern, Gefäßen oder Rohrleitungen, die entflammbare Flüssigkeiten oder Gase enthalten oder enthalten haben.
- Arbeiten Sie nicht auf Werkstoffen, die mit chlorierten Lösungsmitteln gereinigt worden sind. Arbeiten Sie auch nicht in der Nähe dieser Lösungsmittel.
- Nicht an Behältern schweißen, die unter Druck stehen.
- Entfernen Sie alle entflammbaren Stoffe (z. B. Holz, Papier, Stoffetzen o. ä.)
- Sorgen Sie für ausreichenden Luftaustausch oder geeignete Hilfsmittel, um die beim Schweißen in Lichtbogennähe freiwerdenden Rauchgase abzuführen. Es ist systematisch zu untersuchen, welche Grenzwerte für die jeweilige Zusammensetzung, Konzentration und Einwirkungsdauer der Schweißabgase gelten.
- Die Gasflasche muß vor Wärmequellen einschließlich Sonneneinstrahlung geschützt werden (falls verwendet).





- Zu verwenden ist eine sachgerechte elektrische Isolierung zum
Brenner, zum Werkstück und zu vorhandenen Metallteilen, die in der Nähe (zugänglich) am Boden ruhen.
Dazu reicht es im Normalfall aus, zweckentsprechende Handschuhe, Schuhwerk, Kopfbedeckung und Kleidung zu tragen, sowie Trittbretter und isolierende Teppiche benutzen.
- Die Augen sind stets mit geeigneten, den Normen UNI EN 169 oder UNI EN 379 entsprechenden und auf Masken montierten Filtern oder mit Helmen zu schützen, die der Norm UNI EN 175 genügen.
Verwenden Sie feuerhemmende Schutzkleidung (nach der Norm UNI EN 11611) und Schweißhandschuhe (nach der Norm UNI EN 12477), um zu vermeiden, dass die Haut der vom Lichtbogen ausgehenden ultravioletten und infraroten Strahlung ausgesetzt wird. Auch andere, sich in der Nähe aufhaltende Personen sind mit nicht reflektierenden Schirmen und Vorhängen zu schützen. - Geräuschemission: Wenn aufgrund besonders intensiver Schweißarbeiten ein persönlicher täglicher Expositionspegel (LEPd) von mindestens 85 dB(A) ermittelt wird, ist die Verwendung sachgerechter persönlicher Schutzmittel







- Beim Übergang des Schweißstroms entstehen elektromagnetische Felder (EMF) in der Nähe des Schweißstromkreises.
Die elektromagnetischen Felder können medizinische H. Beeinträchtigen (z. B. Herzschrittmacher, Atemhilfen oder Metallprothesen).
Für die Träger dieser Hilfen müssen angemessene Schutzmaßnahmen getroffen werden, beispielsweise indem man ihnen der Zugang zum Betriebsbereich der Schweißmaschine untersagt.
Diese Schweißmaschine genügt den technischen Produktstandards für den ausschließlichen Gebrauch im Gewerbebereich und für berufliche Zwecke. Die Einhaltung der Basisgrenzwerte, die für die Einwirkung elektromagnetischer Felder auf den Menschen im häuslichen Umfeld gelten, ist nicht sichergestellt.
Der Bediener muss die folgenden Vorkehrungen treffen, um die Einwirkung elektromechanischer Felder zu reduzieren:
- Die beiden Schweißkabel sind möglichst nahe beieinander zu er fixieren.
- Der Kopf und der Rumpf sind so weit wie möglich vom er Schweißstromkreis fernzuhalten.
- Die Schweißkabel dürfen unter keinen Umständen um den Körper gewickelt werden.
- Beim Schweißen darf sich der Körper nicht inmitten des Schweißstromkreises befinden. Halten Sie beide Kabel auf derselben Körperseite.
- Schließen Sie das Stromrückleitungskabel möglichst nahe der Schweißnaht an das Werkstück an.
- Nicht nahe neben der Schweißmaschine, auf der Schweißmaschine sitzend oder an die Schweißmaschine gelehnt schweißen (Mindestabstand: 50 cm).
- Keine ferromagnetischen Objekte in der Nähe des Schweißstromkreises lassen.
- Mindestabstand d= 20cm (Abb. M).

- Gerät der Klasse A:
Diese Schweißmaschine genügt den Anforderungen des technischen Produktstandards für den ausschließlichen Gebrauch im Gewerbebereich und zu beruflichen Zwecken. Die elektromagnetische Verträglichkeit in Wohngebäuden einschließlich solcher Gebäude, die direkt über das öffentliche Niederspannungsnetz versorgt werden, ist nicht sichergestellt.

ZUSÄTZLICHE SICHERHEITSVORKEHRUNGEN
- SCHWEISSARBEITEN:
- in Umgebungen mit erhöhter Stromschlaggefahr;
- in beengten Räumen;
- in Anwesenheit entflammbarer oder explosionsgefährlicher Stoffe;
MUSS ein "verantwortlicher Fachmann" eine Abwägung Kerndraht möglich, wobei die Polarität des Brenners den Angaben der Umstände vornehmen. Diese Arbeiten dürfen nur indes Drahtherstellers anzupassen ist (Modell Abb. B2 verwendet Anwesenheit weiterer Personen durchgeführt werden, dienur Kerndraht). im Notfall eingreifen können.
Es MÜSSEN die technischen Schutzmittel verwendet werden, die in 7.10; A.8; A.10 der Norm „EN 6097 Lichtbogenschweißeinrichtungen. Teil 9: Errichten und Betreiben“ genannt sind.
- MUSS das Schweißen verboten werden, wenn die Schweißmaschine oder das Drahtvorschubsystem vom Bediener getragen werden (etwa an Riemen).
- MUSS das Schweißen untersagt werden, wenn der Bediener Die wichtigsten Angaben über die Bedienung und Leistungen der über Bodenhöhe tätig wird, es sei denn, er benutzt ein Schweißmaschine sind auf dem Typenschild zusammengefaßt: Sicherheitsplattform. Abb. A
- SPANNUNG ZWISCHEN ELEKTRODENKLEMMEN ODER BRENNERN: Wird mit mehreren Schweißmaschinen an einem einzigen Werkstück oder an mehreren, elektrisch miteinander verbundenen Werkstücken gearbeitet, können sich die Leerlaufspannungen zwischen zwei verschiedene Elektrodenklemmen oder Brennern gefährlich aufsummieren bis hin zum Doppelten des zulässigen Grenzwertes.
Die wichtigsten Angaben über die Bedienung und Leistungen der Schweißmaschine sind auf dem Typenschild zusammengefaßt: Abb. A
1- EUROPÄISCHE Referenznorm für die Sicherheit und den Bau von Lichtbogenschweißmaschinen.
2- Symbol für den inneren Aufbau der Schweißmaschine.
3- Symbol für das vorgesehene Schweißverfahren. 4- Symbol S: Weist darauf hin, daß Schweißarbeiten in einer Umgebung mit erhöhter Stromschlaggefahr möglich sind (z. B. in der Nähe großer metallischer Massen).
Ein Fachkoordinator hat eine Instrumentenmessung vorzunehmen, um festzustellen, ob ein Risiko ob die angemessenen Schutzmaßnahmen nach Punkt 7.9 der Norm „EN 60974-9: Lichtbogenschweißeinrichtungen. Teil Errichten und Betreiben“ angewendet werden können.

RESTRISIKEN
- KIPPGEFAHR: Die Schweißmaschine ist auf einer waagerechten Fläche aufzustellen, die das Gewicht tragen8kann; andernfalls (z. B. bei Bodengefälle, unregelmäßigem Untergrund etc) besteht Kippgefahr.
- UNSACHGEMÄSSER GEBRAUCH: Der Gebrauch der Schweißmaschine für andere als die vorgesehenen Arbeiten ist gefährlich (z. B. Auftauen von Wasserleitungen).
- UMSTELLEN DER SCHWEISSMASCHINE: Die Gasflasche (falls verwendet) immer so absichern, dass sie nicht versehentlich Umfallen kann.

Die Schutzvorrichtungen und beweglichen Teile des Schweißmaschinenmantels und des Drahtvorschubsystems müssen vor dem Anschluß der Schweißmaschine an das Versorgungsnetz an Ort und Stelle angebracht sein.

VORSICHT! Vor jedem manuellen Eingriff an Bewegungsteilen des Drahtvorschubsystems MUSS DIE SCHWEISSMASCHINE AUSGESCHALTET UND VON DER STROMVERSORGUNG GENOMMEN WERDEN. Beispiele:
- Austausch Rollen oder Drahtführung;
- Einsetzen des Drahtes in die Rollen;
- Zuführen der Drahtspule;
- Reinigung der Rollen, der Zahnräder und der darunter liegenden Bereiche
- Schmieren der Zahnräder
- Es ist untersagt, den Griff als Mittel zum Aufhängen Schweißmaschine zu benutzen.
- Das Anheben der Schweißmaschine ist untersagt.
2. EINFÜHRUNG UND ALLGEMEINE BESCHREIBUNG
Diese Schweißmaschine ist eine Stromquelle für das Lichtbogenschweißen, die speziell hergestellt wurde zum MAG-Schweißen von unlegierten und niedrig legierten Stählen mit Voll- oder Kerndraht (Rohrelektroden) unter Schutzgas CO₂ oder Argon/CO₂-Gemischen. Sie eignet sich ferner zum MIG-Schweißen von rostfreien Stählen mit Argon + 1-2% Sauerstoff und von Aluminium mit Argon. Benutzt werden Drahtelektroden, deren Zusammensetzung dem Werkstück angemessen ist (nur Modelle Abb. B1).
Zudem ist zum schutzgaslosen Schweißen die Verwendung von Kerndraht möglich, wobei die Polarität des Brenners den Angaben des Drahtherstellers anzupassen ist (Modell Abb. B2 verwendet nur Kerndraht).
SERIENMÄSSIGES ZUBEHÖR:
:- Brenner;
- Stromrückleitungskabel komplett mit Masseklemme;
- Rädersatz (nur verfahrbare Modelle).
3. TECHNISCHE DATEN TYPENSCHILD
5- Symbol der Versorgungsleitung: besteht wechselspannung einphasig; 3\~ : Wechselspannung dreiphasig.
6: Schutzart der Umhüllung.
7- Kenndaten der Versorgungsleitung:
- U_1 : Wechselspannung und Frequenz für die Versorgung der Schweißmaschine (Zulässige Grenzen ±10%):
- I_1max : Maximale Stromaufnahme der Leitung.
- I_1 eff : Tatsächliche Stromversorgung
Leistungen des Schweißstromkreises:
- U_0 : Maximale Leerlaufspannung (geöffneter Schweißstromkreis).
- I_2/U_2 : Entsprechender Strom und Spannung, normalisiert, die von der Schweißmaschine während des Schweißvorganges bereitgestellt werden können.
- X : Einschaltdauer: Gibt die Dauer an, für welche die Schweißmaschine den entsprechenden Strom bereitstellen kann (gleiche Spalte). Wird ausgedrückt in % basierend auf einem 10-minütigen Zyklus (Bsp: 60% = 6 Minuten Arbeit, 4 Minuten Pause usw.).
Werden die Gebrauchsfaktoren (Angaben des Typenschildes bezogen auf auf eine Raumtemperatur von 40°C)
überschritten, schreitet die thermische Absicherung ein (die Schweißmaschine wird in den Stand-by-Modus versetzt, bis die Temperatur den Grenzwert wieder unterschritten hat.
- A/V-A/V : Gibt den Regelbereich des Schweißstroms (Minimum - Maximum) bei der entsprechenden Lichtbogenspannung an.
9- Seriennummer für die Identifizierung der Schweißmaschine (wird unbedingt benötigt für die Anforderung des Kundendienstes, die Bestellung von Ersatzteilen und die Nachverfolgung der Produktherkunft).
10- : Für den Leitungsschutz erforderlicher Wert der trägen Sicherungen.
11- Symbole mit Bezug auf Sicherheitsnormen. Die Bedeutung ist im Kapitel 1 "Allgemeine Sicherheit für das Lichtbogenschweißen" erläutert.
Anmerkung: Das Typenschild in diesem Beispiel gibt nur die Bedeutung der Symbole und Ziffern wider, die genauen Werte der technischen Daten für Ihre eigene Schweißmaschine ist unmittelbar dem dort sitzenden Typenschild zu entnehmen.
d&ONSTIGE TECHNISCHE DATEN:
- SCHWEISSMASCHINE: siehe Tabelle 1 (TAB. 1)
- BRENNER: siehe Tabelle 2 (TAB. 2)
Das Gewicht der Schweißmaschine ist in Tabelle 1 (TAB. 1) aufgeführt.
4. BESCHREIBUNG DER SCHWEISSMASCHINE
EINRICHTUNGEN FÜR STEUERUNG, EINSTELLUNG UND ANSCHLUSS
Abb. B1, B2
5. INSTALLATION

ACHTUNG! VOR BEGINN ALLER ARBEITEN
ZUR INSTALLATION UND ZUM ANSCHLUSS AN DIE STROMVERSORGUNG MUSS DIE SCHWEISSMASCHINE UNBEDINGT AUSGESCHALTET UND VOM STROMNETZ GETRENNT WERDEN.
DIE STROMANSCHLÜSSE DÜRFEN AUSSCHLIESSLICH FACHKUNDIGEM PERSONAL DURCHGEFÜHRT WERDEN.
EINRICHTUNG Abb. C
Die Schweißmaschine von der Verpackung befreien, die lose gelieferten Teile sind zu montieren.
Zusammensetzen der Schutzmaske Abb. D
Zusammensetzen Stromrückleitungskabel und Klemme Abb. E
ANHEBEN DER SCHWEISSMASCHINE
Keine der in diesem Handbuch beschriebenen Schweißmaschinen hat eine Hebevorrichtung.
AUFSTELLUNG DER SCHWEISSMASCHINE
Suchen Sie den Installationsort der Schweißmaschine so aus, daß der Ein- und Austritt der Kühlluft nicht behindert wird (Zwangsumwälzung mit Ventilator, falls vorhanden); stellen Sie gleichzeitig sicher, daß keine leitenden Stäube, korrosiven Dämpfe, Feuchtigkeit u. a. angesaugt werden.
Um die Schweißmaschine herum müssen mindestens 250 mm Platz frei bleiben.

ACHTUNG! Die Schweißmaschine ist auf einer flachen, mend tragfähigen Oberfläche aufzustellen, um das den und Verschieben der Maschine zu verhindern.
ANSCHLUSS VON STECKER UND STECKDOSE (gilt nur die Modelle, die ohne Stecker geliefert werden!): Verbinden Sie mit dem Versorgungskabel einen Normstecker (2P + T - 1ph, 3P + T - 3ph) mit ausreichender Stromfestigkeit und richten Sie eine Netzdose ein mit Schmelzsicherungen oder Leistungsschalter. Der zugehörige Erdungsanschluß muß mit dem Schutzleiter (gelbgrün) verbunden der Versorgungsleitung verbunden werden. | Tabelle 1 (TAB.1) sind die empfohlenen Amperewerte der trägen Leitungssicherungen aufgeführt, die auszuwählen sind nach dem von der Schweißmaschine abgegebenen max. Nennstrom und der Versorgungsnennspannung.
- Um den Spannungswert zu ändern (nur für die dreiphasige Version), greift man durch Entfernen der Tafel auf das Innere der Schweißmaschine zu: Der dortige Klemmenblock zur Änderung der Spannung wird so eingerichtet, daß sich der Anschluß auf dem Hinweisschild und die verfügbare Netzspannung entsprechen. Abb. F
Die Tafel wird mit den passenden Schrauben wieder angebracht. Vorsicht! Die Schweißmaschine wird werkseitig auf die höchste Spannung des Wertebereichs eingestellt, Beispiel: U _1 400V <= Werkseitig eingestellter Spannungswert.
NETZANSCHLUSS
- Bevor die elektrischen Anschlüsse hergestellt werden, ist zu prüfen, ob die Daten auf dem Typenschild der Schweißmaschine mit der Netzspannung und frequenz am Installationsort übereinstimmen.
- Die Schweißmaschine darf ausschließlich mit einem Speisesystem verbunden werden, das einen geerdeten Nulleiter hat.
- Zum Schutz vor indirektem Kontakt müssen folgende Differenzialschaltertypen benutzt werden:
- Typ A ( ) für einphasige Maschinen;
- Typ B ( ) für dreiphasige Maschinen.
- Um den Anforderungen der Norm EN 61000-3-11 (Flicker) gerecht zu werden, empfiehlt es sich, die Schweißmaschinen an den Schnittstellen des Versorgungsnetzes anzuschließen, die eine
Impedanz von unter Zmax =0.1 ohm haben.
- Die Schweißmaschine genügt den Anforderungen der Norm IEC/EN 61000-3-12.

ACHTUNG!
Bei Mißachtung der obigen Regeln wird das herstellerseitig vorgesehene Sicherheitssystem (Klasse I) ausgehebelt. Schwere Gefönnen für die beteiligten Personen (z. B. Stromschlag) und Sachwerte (z. B. Brand) sind die Folge.
ANSCHLÜSSE DES SCHWEISSSTROMKREISES

VORSICHT! BEVOR DIE FOLGENDEN ANSCHLÜSSE NOMMEN WERDEN, IST SICHERZUSTELLEN, DASS CHWEISSMASCHINE AUSGESCHALTET UND VOM RGUNGSNETZ GENOMMEN IST.
In Tabelle 1 (TAB. 1) sind für den jeweiligen maximal abgegebenen Schweißstrom der Schweißmaschine die empfohlenen Werte für den Querschnitt des Schweißkabels aufgeführt (in mm²).
Anschluß an die Gasflasche (falls benutzt)
- Die Gasflasche auf die dazu geeignete Auflagefläche der Schweissmachine stellen: max 20 Kg.
- Druckminderer (*) an das Ventil der Gasflasche schrauben. Dazwischen wird das Reduzierstück (*) gesetzt, wenn Argon oder Gemische aus Argon/CO₂ verwendet werden.
- Gaszufuhrschlauch (*) an den Druckminderer (*) anschließen und die Schlauchschelle (*) festziehen.
- Den Einstellring des Druckminderers (*) lockern, bevor das Flaschenventil geöffnet wird.
(*) Separat zu beziehen, wenn nicht mitgeliefert.
Anschluß Schweißstrom-Rückleitungskabel
Es wird mit dem Werkstück oder der Metallbank verbunden, auf dem es aufliegt, und zwar so nah wie möglich an der Schweißnaht.
Brenneranschluß (nur für Versionen mit EURO-Anschluß)
Der Brenner wird in die zugehörige Steckverbindung eingesetzt, fünschließend den Feststellring von Hand ganz festdrehen. Bereiten Sie ihn für die Erstzuführung des Drahtes vor, indem Sie die Düse und das Kontaktrohr abnehmen, damit der Draht leichter austritt.
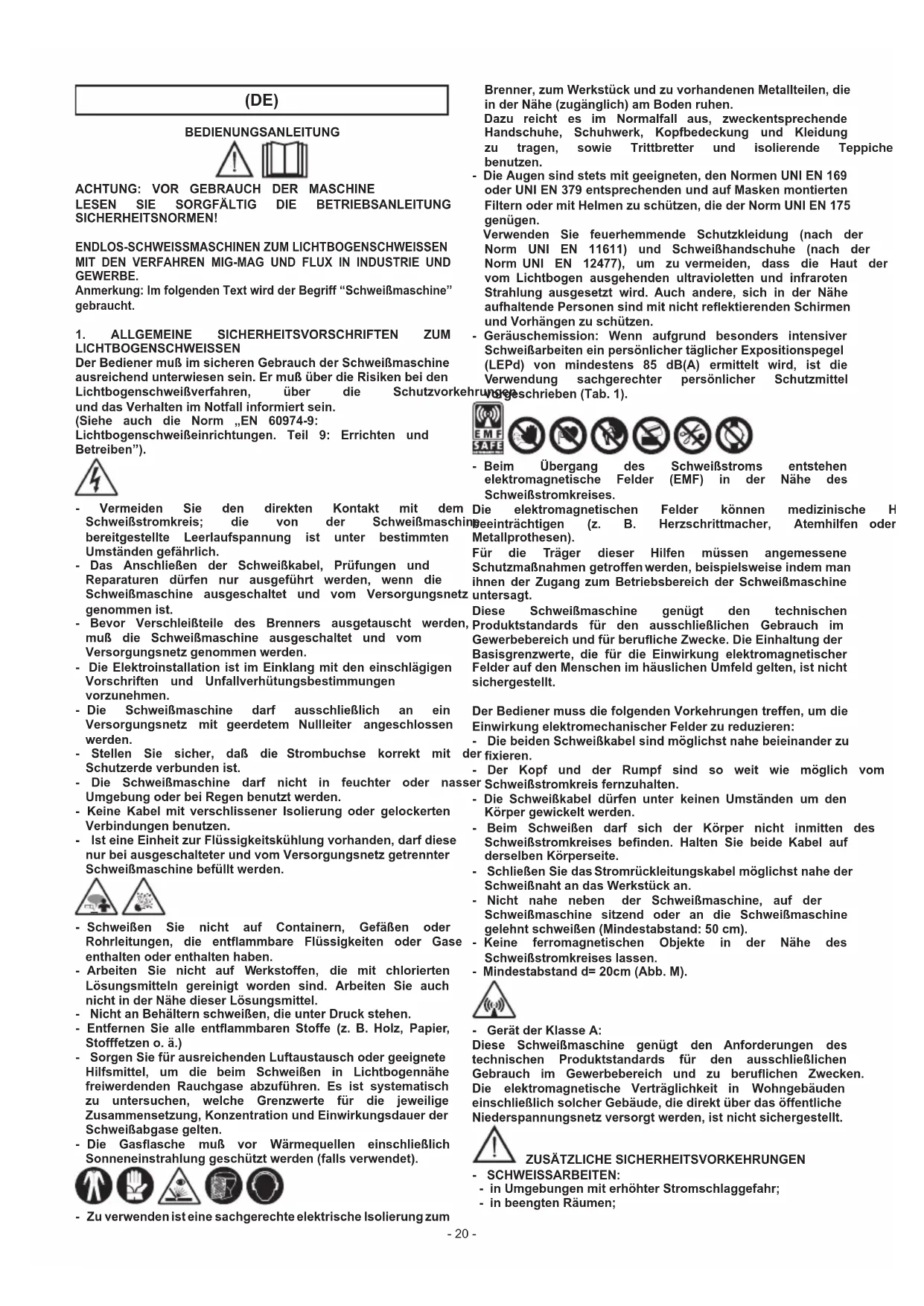
Polaritätsumschaltung (nur für Versionen GAS-NO GAS) Abb. G
- Das Haspelfach öffnen.
- Schweißverfahren MIG/MAG (Gas):
- Das vom Drahtvorschubsystem kommende Brennerkabel mit der roten Klemme (+) verbinden.
- Das Stromrückleitungskabel mit der schwarzen Klemme (-) verbinden.
- Schweißverfahren FLUX (no Gas):
- Das vom Drahtvorschubsystem kommende Brennerkabel mit der schwarzen Klemme (-) verbinden (-).
- Das Stromrückleitungskabel mit der roten Klemme (+) verbinden.
- Das Haspelfach wieder schließen.
Empfehlungen:
- Drehen Sie die Stecker der Schweißkabel so tief es geht in die Schnellanschlüsse (falls vorhanden), damit ein einwandfreier elektrischer Kontakt sichergestellt ist; andernfalls überhitzen sich die Stecker, verschleihen vorzeitig und büßen an Wirkung ein.
- Verwenden Sie möglichst kurze Schweißkabel.
- Vermeiden Sie es, anstelle des Schweißstrom-Rückleitungskabels metallische Strukturen zu verwenden, die nicht zum Werkstück gehören; dadurch wird die Sicherheit beeinträchtigt und möglicherweise nicht zufriedenstellende Schweißergebnisse hervorgebracht.
EINLEGEN DER DRAHTSPULE (Abb. H)

VORSICHT! BEVOR MIT DER ZUFÜHRUNG DES DRAHTES BEGONNEN WIRD, MUSS SICHERGESTELLT SEIN, DASS DIE SCHWEISSMASCHINE AUSGESCHALTET UND VOM VERSORGUNGSNETZ GETRENNT IST.
PRÜFEN SIE, OB DIE DRAHTFÖRDERROLLEN, DIE DRAHTFÜHRUNGSSEELE UND DAS KONTAKTROHR DES BRENNERS MIT DEM DURCHMESSER UND DER ART DES VORGESEHENEN KABELS KOMPATIBEL UND KORREKT ANGEBRACHT SIND. WÄHREND DER DRAHT EINGEFÄDELT WIRD, DÜRFEN KEINE SCHUTZHANDSCHUHE GETRAGEN WERDEN.
- Das Haspelfach öffnen.
- Drahtspule auf die Haspel setzen, das Drahtende dabei nach oben gerichtet. Der Mitnahmestift der Haspel muß dabei korrekt in der dafür vorgesehenen Öffnung sitzen (1a).
- Nun die Andrück-Gegenrolle(n) lösen und von den unteren Rolle(n) entfernen (2a-b).
- Prüfen Sie, dass die Drahtvoschubrolle(n) den verwendeten Draht anpasst(en) (2c).
- Das Drahtende freilegen, und das verformte Ende mit einem glatten, gratfreien Schnitt abtrennen; die Spule gegen den Uhrzeigersinn drehen und das Drahtende einlaufseitig in die Drahtführung leiten. Es wird 50-100 mm in die Drahtführung des Brenneranschlusses geschoben (2d).
- Die Gegenrolle(n) werden wieder positioniert und auf einen Zwischenwert eingestellt. Prüfen Sie, ob der Draht korrekt in der Nut der unteren Rolle(n) läuft (3).
- Die Haspel wird mit Hilfe der entsprechenden, in der Haspelmitte sitzenden Stellschraube leicht gebremst (1b).
- Düse und Kontaktrohr entfernen (4a).
- Stecker in die Netzsteckdose stecken, Schweißmaschine einschalten, Brennerknopf und abwarten, bis das Drahtende die gesamte Drahtführungsseele durchquert hat und 10-15 cm aus dem vorderen Brennerteil hervorschaut. Nun den Knopf loslassen.

VORSICHT! Während dieser Vorgänge steht der Elektrodendraht unter Strom und unterliegt mechanischen Kräften. Bei Nichtanwendung der entsprechenden Vorsichtsmaßnahmen besteht die Gefahr von Verletzungen und der unerwünschten Zündung von elektrischen Lichtbögen.
- Das Mundstück des Brenners nicht auf Körperteile richten.
- Nicht den Brenner der Flasche annähern.
- Das Kontaktrohr und die Düse müssen wieder an den Brenner montiert werden (4b).
- Prüfen Sie, ob der Draht gleichmäßig vorgeschoben wird; stellen Sie den Rollendruck und die Haspelbremsung auf die Mindestwerte ein und kontrollieren Sie, ob der Draht in der Nut rutscht und ob sich beim Anhalten des Vorschubes die Drahtwindungen wegen der Trägheitskräfte der Spule lockern.
- Das aus der Düse hervorstehende Drahtende ist auf 10-15 mm abzutrennen.
- Das Haspelfach wieder schließen.
6. SCHWEISSEN: VERFAHRENSBESCHREIBUNG
- Das Rückleitungskabel ist an das zu schweißende Teil anzuschließen.
- Polung überprüfen (FLUX).
- Falls ein Volldraht verwendet wird, den Schutzgasstrom über das Druckminderventil zuführen und regulieren (5/7 l/min).
HINWEIS: Nach Beendigung des Schweißvorganges ist das Schutzgas abzustellen. - Schalten das Schweissgerät an und den Schweissstrom durch Schalter oder Drehschalter (wenn vorhanden) eistellen.
Abb. I
- Zum Einleiten des Schweißvorganges den Brennerknopf drücken.
- Zur Regelung der Schweißparameterdie Drahtfördergeschwindigkeit (falls vorhanden) mit dem entsprechenden Regler einstellen, bis ein regelmäßiges Schweißergebnis eintritt (Abb. B-3).
PUNKTSCHWEISSFUNKTION (falls vorhanden)
Abb. L
- Die Schweißdauer läßt sich mit dem Regler ändern (Abb. B-5).

ACHTUNG!
- Bei einigen Modellen führt die Drahtführungsspitze normalerweise Spannung; achten Sie darauf, daß unerwünschte Zündvorgänge vermieden werden.
- Die Signallampe leuchtet bei Überhitzung, gleichzeitig wird keine Leistungmehr bereitgestellt. Die Rücksetzung erfolgt automatisch nach einigen Minuten der Abkühlung.
7. WARTUNG

ACHTUNG! VOR BEGINN DER WARTUNGSARBEITEN IST SICHERZUSTELLEN, DASS DIE SCHWEISSMASCHINE AUSGESCHALTET UND VOM VERSORGUNGSNETZ GETRENNT IST.
PLANMÄSSIGE WARTUNG:
DIE PLANMÄSSIGEN WARTUNGSTÄTIGKEITEN KÖNNEN VOM SCHWEISSER ÜBERNOMMEN WERDEN.
Brenner
- Der Brenner und sein Kabel sollten möglichst nicht auf heiße Teile gelegt werden, weil das Isoliermaterial schmelzen würde und der Brenner bald betriebsunfähig wäre;
- Es ist regelmäßig zu prüfen, ob die Leitungen und Gasanschlüsse dicht sind;
- Bei jedem Wechsel der Drahtspule ist die Drahtführungsseele mit trockener Druckluft zu durchblasen (max 5 bar) und auf ihren Zustand hin zu überprüfen;
- Kontrollieren Sie mindestens einmal täglich folgende Endstücke des Brenners auf ihren Verschleißzustand und daraufhin, ob sie richtig montiert sind: Düse, Kontaktrohr, Gasdiffusor.
Drahtzufuhr
- Prüfen Sie die Drahtvorschubrollen häufiger auf ihren Verschleißzustand. Metallstaub, der sich im Schleppbereich Stroverschlägen hat, ist regelmäßig zu entfernen (Rollen und Drahtführung am Ein- und Austritt).
AUSSERORDENTLICHE WARTUNG
UNTER DIE AUSSERORDENTLICHE WARTUNG FALLENDE TÄTIGKEITEN DÜRFEN AUSSCHLIESSLICH VON FACHLEUTEN IM BEREICH DER ELEKTROMECHANIK UND NACH DER TECHNISCHEN NORM IEC/EN 60974-4 AUSGEFÜHRT WERDEN.

VORSICHT! BEVOR DIE TAFELN DER SCHWEISSMASCHINE ENTFERNT WERDEN, UM AUF IHR INNERES ZUZUGREIFEN, IST SICHERZUSTELLEN, DASS SIE ABGESCHALTET UND VOM VERSORGUNGSNETZ GETRENNT IST.
Werden Kontrollen durchgeführt, während das Innere der Schweißmaschine unter Spannung steht, besteht die Gefahr eines schweren Stromschlages bei direktem Kontakt mit spannungsführenden Teilen oder von Verletzungen beim direkten Kontakt mit Bewegungselementen.
- Regelmäßig und in der Häufigkeit auf die Verwendungsweise und die Staubentwicklung am Arbeitsort abgestimmt, muß das Innere der Schweißmaschine inspiziert werden. Der Staub, der sich auf Transformator, Reaktanz und Gleichrichter abgelagert hat, ist mit trockener Druckluft abzublasen (max 10 bar).
- Vermeiden Sie es, den Druckluftstrahl auf die elektronischen Karten zu richten. Sie sind mit einer besonders weichen Bürste oder geeigneten Lösungsmitteln bei Bedarf zu reinigen.
- Wenn Gelegenheit besteht, prüfen Sie, ob die elektrischen Anschlüsse festsitzen und ob die Kabelisolierungen unversehrt sind.
- Nach Beendigung dieser Arbeiten werden die Tafeln der Schweißmaschine wieder angebracht und die Feststellschrauben wieder vollständig angezogen.
- Vermeiden Sie unter allen Umständen, bei geöffneter Schweißmaschine zu arbeiten.
- Nach Abschluss der Wartung oder Reparatur sind die Anschlüsse und Verkabelungen wieder in den ursprünglichen Zustand zu versetzen. Achten Sie darauf, dass diese nicht mit beweglichen Teilen oder solchen Teilen in Berührung kommen, die hohe Temperaturen erreichen können. Alle Leiter
wieder wie zuvor bündeln, wobei darauf zu achten ist, dass die Hochspannungsanschlüsse des Primärtrafos von den Niederspannungsanschlüssen der Sekundärtrafos getrennt gehalten werden.
Verwenden Sie alle originalen Unterlegscheiben und Schrauben, um das Gehäuse wieder zu schließen.
(RU)
3. TECHNISCHE GEGEVENS KENTEKENPLAAT
ANDERE TECHNISCHE GEGEVENS:
LASMACHINE: zie tabel 1 (TAB. 1)
INRICHTINGEN VAN CONTROLE, REGELING EN VERBINDING
Fig. B1, B2
5. INSTALLATIE

OPGELET! ALLE OPERATIES VAN INSTALLATIE
EN ELEKTRISCHE AANSLUITINGEN UITVOEREN MET DE LASMACHINE VOLLEDIG UITGESCHAKELD EN LOSGEKOPPELD VAN HET VOEDINGSNET.
DE ELEKTRISCHE AANSLUITINGEN MOETEN UITSLUITEND UITGEVOERD WORDEN DOOR ERVAREN OF GEKWALIFICEERD PERSONEEL.
INRICHTING
Fig.C
ORDINARIE UNDERHÅLL:
ARBETSSKEDENA FÖR ORDINARIE UNDERHÅLL KAN UTFÖRAS AV OPERATÖREN.
Skärbrännare
Poliškumo keitimas (tik versijoms GAS-NO GAS)
Pav. G
INNE DANE TECHNICZNE:
1- Hauptschalter (DE)
2- Einstellung der Lichtbogenspannung
3- Drahtgeschwindigkeit (wenn vorhanden)
4- Lampe für das Ansprechen des Thermostats
5- Schweißdauer (Modelle mit |_2 ≥ 140A )
text_image
GAS / NO GAS → GAS + - NO GAS - +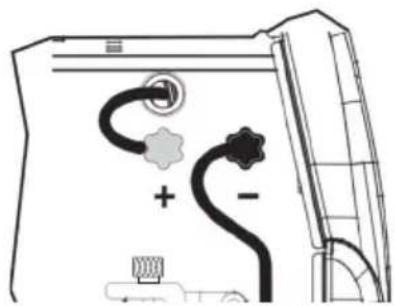
text_image
GAS / NO GAS GAS + - NO GAS - +FIG. H

text_image
FIG. H
(DE) Ist das Punktschweißen von überlagerten Blechen bis zu einer max. Stärke von 0,8 mm möglich.
(DE) Mit zwei verbundenen Blechen.
(DE) Mit zwei verbundenen Blechen nach vorherigem Lochen.
Der Hersteller übernimmt die Gewährleistung für den einwandfreien Betrieb der Maschinen und verpflichtet sich, solche Teile kostenlos zu ersetzen, die aufgrund schlechter Materialqualität und von Herstellungsfehlern innerhalb von 12 Monaten ab der Inbetriebnahme schadhaft werden. Als Nachweis der Inbetriebnahme gilt der Garantieschein. Werden Maschinen zurückgesendet, muß dies - auch im Rahmen der Gewährleistung - FRACHTFREI geschehen. Sie werden anschließend per FRACHTNACHNACHNAME wieder zurückgesendet. Von den Regelungen ausgenommen sind Maschinen, die nach der Europäischen Richtlinie 1999/44/EG unter die Verbrauchsgüter fallen, und nur dann, wenn sie in einem Mitgliedstaat der EU verkauft worden sind. Der Garantieschein ist nur gültig, wenn ihm der Kassenbon oder der Lieferschein beiliegt. Unsere Gewährleistung bezieht sich nicht auf Schäden aufgrund fehlerhafter oder nachlässiger Behandlung oder aufgrund von Fremdeinwirkung. Außerdem wird jede Haftung für direkte und indirekte Schäden ausgeschlossen.




