
GKF 600 Professional - Маршрутизатор BOSCH - Безкоштовний посібник користувача
Знайдіть посібник до пристрою безкоштовно GKF 600 Professional BOSCH у форматі PDF.
| Тип продукту | Фрезер (ручний) |
| Бренд | Bosch |
| Модель | GKF 600 Professional |
| Номінальна споживана потужність | 600 Вт |
| Частота обертання холостого ходу | 33 000 об/хв |
| Затискний патрон | 6 мм, 8 мм, 1/4" (Великобританія) |
| Вага (згідно EPTA 01/2003) | 1,5 кг |
| Клас захисту | II (подвійна ізоляція) |
| Рівень звукового тиску | 84 дБ(А) |
| Рівень звукової потужності | 95 дБ(А) | Похибка K = 3 дБ |
| Значення вібрації (EN 60745) | ah = 4,5 м/с² | K = 1,5 м/с² |
| Застосування | Фрезерування кромок, пазів, профілів, копіювання |
| Оброблювані матеріали | Деревина, пластик, легкі будівельні матеріали |
| Система затиску | Цанговий затиск з накидною гайкою |
| Регулювання глибини | Регулювальне колесо та шкала |
| Паралельний упор | Так, регульований |
| Копіювальна втулка | Так (аксесуар) |
| Кутова фрезерна база | Так (аксесуар, нахил 75°) |
| Пиловідсмоктування | Адаптер для пилососа та кожух доступні (аксесуари) |
| Вимикач | Увімк./Вимк. (I/0) |
| Технічне обслуговування та чищення | Регулярно очищайте вентиляційні отвори та цанговий затиск |
| Безпека | Відключайте перед обслуговуванням, використовуйте засоби захисту слуху, застосовуйте детектори кабелів |
| Запчастини | Доступні через авторизований сервісний центр Bosch (необхідний номер артикула) |
Часті запитання - GKF 600 Professional BOSCH
Питання користувачів про GKF 600 Professional BOSCH
0 питання про цей пристрій. Дайте відповідь на ті, що знаєте, або поставте власне.
Поставити нове питання про цей пристрій
Завантажте інструкції для вашого Маршрутизатор у форматі PDF безкоштовно! Знайдіть свій посібник GKF 600 Professional - BOSCH і поверніть собі контроль над електронним пристроєм. На цій сторінці опубліковані всі документи, необхідні для використання вашого пристрою. GKF 600 Professional бренду BOSCH.
ПОСІБНИК КОРИСТУВАЧА GKF 600 Professional BOSCH
Оригінальна інструкція з експлуатації
Українська.... Сторінка 128
Технічні характеристики
| Кромкофрезерний верстат | GKF 600Professional |
| Товарний номер 3 601 F0A 1.. | |
| Номінальна споживана потужність [Вт] 600 | |
| Швидкість холостого ходу [хв. | -1] 33 000 |
| Посадочне гніздо 6 мм/ | 8 мм/1/4" (лише Великобританія) |
Вага за процедурою
EPTA-Procedure
01/2003 [кг] 1,5
Клас захисту
□/II
Будь ласка, зважайте на товарний номер, що зазначений на заводській табличці Вашого електроприладу. Торговельна назва окремих електроприладів може розрізнятися.
Приведені значення дійсні при номінальній напрузі 230/240 В. При нижчій напрузі та в моделях для деяких країн ці значення можуть відрізнятись.
Інформація щодо шуму та вібрації
Вимірювані значення встановлюються відповідно до європейських норм EN 60 745.
Оцінений як А рівень звукового тиску від приладу, як правило становить: звукове навантаження 84 дБ (А); звукова потужність 95 дБ (А). Похибка вимірювання К = 3 дБ.
Вдягайте навушники!
Загальна вібрація (векторна сума трьох напрямків), визначена відповідно до EN 60745: вібрація a_h=4,5 m/s^2 , похибка K=1,5 m/s^2 .
ПОПЕРЕДЖЕННЯ
Зазначений в цих вказівках рівень вібрації
був визначений за процедурою, визначеною в EN 60 745; нею можна користуватися для порівнання приладів. Рівень вібрації може мінатися в залежності від використання електроприладу і інколи може перебільшувати значення, зазначене в цих вказівках. При регулярній експлуатації електроприладу в такий спосіб вібраційне навантаження можна недооцінити. ВКАЗІВКА: Для точної оцінки вібраційного навантаження протягом певного часу треба ураховувати також і інтервали, коли прилад вимкнутий або коли він хоч і увімкнутий, але не використовується. Це може значно зменшити вібраційне навантаження протягом всього часу роботи.
Заява про відповідність (Є
Ми заявляемо під нашу виключну відповідальність, що описаний в «Технічні характеристики» продукт відповідає таким нормам або нормативним документам: EN 60745 у відповідності до положень директив 2004/108/EG, 98/37/EG (до 28.12.2009 р.), 2006/42/EG (після 29.12.2009 р.).
Технічна документація: Robert Bosch GmbH, PT/ESC, D-70745 Leinfelden-Echterdingen
Зображені компоненти
Будь ласка, відкрийте складну сторінку із зображенням приладу і тримайте її перед собою, коли будете читати інструкцію з експлуатації.
Нумерація зображених компонентів посилається на зображення електроприладу на сторінці з малюнком.
1 Приводний вузол
2 Фрезерний блок
3 Коліщатко для точного настроювання
глибини фрезерування
4 Фреза*
5 Накидна гайка з затискною цангою
6 Плита ковзання
7 Опорна плита
8 Шкала для настроювання глибини фрезерування
9 Фіксатор шпинделя
10 Затискний важіль
11 Вимикач
12 Гайковий ключ
13 Цанга
14 Копірна гільза*
15 Гумове кільце
16 Кругла плита ковзання*
17 Кріпильний гвинт плити ковзання (4 x)
18 Центрувальна оправка*
19 Гвинт з накатаною головкою для фіксації упора
20 Паралельний упор
21 Фіксуючий гвинт для паралельного упора
22 Напрямний пристрій
23 Гвинт-баранчик для горизонтального вирівнювання допоміжного напрямного засобу
24 Гвинт-баранчик для фіксації
горизонтально вирівняного положення
25 Кришка фрезерного блока*
26 Кутовий фрезерний блок*
27 Гвинт-баранчик для фіксації кута
28 Шкала фіксації кута фрезерування
29 Рукоятка*
30 Витяжний ковпак*
31 Під'єднувач шланга*
32 Плита ковзання з рукояткою і відсмоктувальним адаптером*
* Зображене чи описане приладдя не належить до стандартного обсягу поставки.

Для вашої безпеки

Прочитайте всі попередження і вказівки. Недодержання попереджень і вказівок може призводити до удару електричним струмом, пожежі та/або серйозних травм.
Зберігайте всі правила з техніки безпеки і вказівки на.
Крім того, треба додержуватися загальних вказівок з техніки безпеки, що містяться в доданій книжечці або в книжечці, що знаходиться всередині цієї інструкції з експлуатації.
■ Допустима кількість обертів робочого інструмента повинна як мінімум відповідати максимальній кількості обертів, що зазначена на електроприладі. Приладдя, що обертається швидше ніж допустимо, може бути зіпсоване.
■ Фрези та інше приладя повинні точно пасувати в затискач робочого інструмента (у цангу) Вашого електроприладу. Робочий інструмент, що не точно пасує в затискач робочого інструмента, обертається нерівномірно, сильно вібрує і може призводити до втрати контролю над ним.
■ Підводьте електроприлад до оброблюваної деталі лише увімкнутим. При застряванні електроприладу в оброблюваній деталі він може відскочити.
■ Не підставляйте руки в зону фрезерування і під фрезу. Другою рукою тримайтеся за додаткову рукоятку або за корпус мотора. Якщо обидві руки знаходяться на фрезерному верстаті, вони не можуть бути поранені фрезою.
■ Ні в якому разі не фрезеруйте на металевих предметах, цвяхах або гвинтах/шурупах. Це може пошкодити фрезу і призвести до збільшеної вібрації.
■ При роботах, коли електроприлад може зачепити заховану проводку або власний шнур, тримайте прилад лише за ізольовані ручки. Зачеплення проводки, що знаходиться під напругою, електризує також і металеві частини приладу і призводить до удару електричним струмом.
■ Для знаходження труб та проводки в стінах використовуйте придатні прилади або зверніться в місцеве підприємство електро-, газо- та водопостачання.
Зачеплення електропроводки може призводити до пожежі та враження електричним струмом. Зачеплення газової труби може призводити до вибуху.
Зачеплення водопроводної труби може завдати шкоду матеріальним цінностям або призводити до враження електричним струмом.
■ Не використовуйте тупі та пошкоджені фрези. Тупі або пошкоджені фрези призводять до завеликого тертя, можуть застрявати і призводять до дисбалансу.
Закріплюйте оброблюваний матеріал. За допомогою затискного пристрою або лещат оброблюваний матеріал фіксується надійніше ніж при триманні його в руці.
■ Не обробляйте материали, що містять асбест. Асбест вважається канцерогенним.
■ Уживайте запобіжних заходів, якщо під час роботи можуть утворюватися шкідливі для здоров'я, горючі види пилу або такі, що можуть займатися.
Наприклад: Деякі види пилу вважаються канцерогенними. Вдягайте пилозахисну маску та користуйтеся пилососом для відсмоктування пилу/стружки, якщо його можна підключити.
■ Перед тим, як покласти електроприлад, зачекайте, поки він не зупиниться.
Робочий інструмент може заїдати, що призводить до втрати контролю над електроприладом.
■ Не користуйтеся електроприладом, якщо пошкоджений кабель. При пошкодженні кабелю під час роботи не торкайтеся до пошкодженого кабелю і витягніть штепсель з розетки. Пошкоджений кабель збільшує ризик удару електричним струмом.
Призначення приладу
Прилад призначений для фрезерування країв в деревині, пластмасі та легких будівельних матеріалах. Він також придатний для фрезерування пазів, профілів та довгих отворів та фрезерування з копірною гільзою.
Монтаж
■ Перед будь-якими маніпуляціями з приладом витягніть штепсель з розетки.
Для демонтажу приводного вузла 1 відпустіть затискний важіль 10 і поверніть фрезерний блок 2 позначкою «▲» на символ «■на приводному вузлі. Потім потягніть приводний вузол 1 до упору угору, поверніть приводний вузол 1 до упору проти стрілки годинника і витягніть приводний вузол 1 з фрезерного блока 2.
Вибір фрези
В залежності від специфіки обробки та мети застосування фрези бувають різних типів та різної якості:
Фрези з високопродуктивної швидкорізальної сталі (HSS) придатні для обробки м'яких матеріалів, як напр., м'якої деревини та пластмаси.
Фрези з твердосплавною кромкою (НМ) призначені для твердих і абразивних матеріалів, як напр., для деревини твердих порід.
Оригінальні фрези з широкого асортименту приладдя Bosch можна отримати в спеціализованому магазині.
Встановлення фрези (див. мал. в) с
■ Перед будь-якими маніпуляціями з приладом витягніть штепсель з розетки.
■ При встановленні та заміні фрези радимо вдягати захисні рукавиці.
Демонтуйте приводний вузол, як описано у відповідному розділі.
Натисніть на фіксатор шпинделя 9 і тримайте його натиснутим. За необхідністю поверніть шпиндель рукою, щоб фіксатор займов у зачеплення.
■ Перш, ніж натискати на фіксатор шпинделя, зачекайте, поки шпиндель не зупиниться.
Відпустіть накидну гайку 5 вилковим гайковим ключем 12 (розмір під ключ 18 мм) на декілька обертів, але не відкручуйте її повністю.
Встроміть фрезу таким чином, щоб хвостовик фрези був встроилений принаймні на 20 мм (довжина хвостовика).
Затягніть накидну гайку 5 вилковим гайковим ключем 12 (розмір під ключ 18 мм) і відпустіть фіксатор шпинделя 9.
В жодному разі не затягуйте накидну гайку на затискній цанзі, поки не буде встромлена фреза.
Заміна затискної цанги (див. мал. D
В залежності від використовуваної фрези можна використовувати різні затискні цанги, див. «Технічні дані».
Затискна цанга 13 повинна сидіти в накидній гайці з невеликим люфтом. Накидна гайка із затискною цангою 5 повинна легко монтуватись. Якщо накидна гайка із затискною цангою 5 пошкоджена, негайно поміняйте її.
Натисніть на фіксатор шпинделя 9 і тримайте його натиснутим. За необхідністю поверніть шпиндель рукою, щоб фіксатор займов у зачеплення.
Відкрутіть накидну гайку з затискною цангою 5.
Відпустіть фіксатор шпинделя 9.
Прочистіть гніздо під затискну цангу і затискну цангу 13 за допомогою м'якого пензлика або продуйте їх стиснутим повітрям.
Знову прикрутіть накидну гайку 5.
В жодному разі не затягуйте накидну гайку на затискній цанзі, поки не буде встромлена фреза.
Для монтажу приводного вузла 1 відпустіть затискний важіль 10 та встановіть подвійні стрілки на приводному вузлі 1 і на фрезерному блоці 2 одна проти одної. Встроміть приводний вузол 1 у фрезерний блок 2 і повертайте приводний вузол 1 за стрілкою годинника, поки позначка «▲» на фрезерному блоці 2 не
буде дивитися на лінію під символом «на приводному вузлі 1. Встроміть приводний вузол 1 у фрезерний блок 2.
Після монтажу встановіть фрезерний блок 2 позначкою «▲» на символ «♀» на приводному вузлі 1 і затисніть затискний важіль 10.
■ Після монтажу завжди перевіряйте, чи добре приводний вузол сидить у фрезерному блоці. Силу затискного важеля можна міняти, повертаючи гайку.
Підтягування затискного важеля
Щоб підрегулювати силу важеля, відпустіть затискний важіль 10, поверніть гайку на затискному важелі за допомогою вилкового гайкового ключа (розмір під ключ 8 мм) прибл. на 45° за стрілкою годинника і знову затягніть затискний важіль 10. Перевірте, чи надійно затиснутий приводний вузол 1. Не затягуйте гайку занадто сильно.
Початок роботи
Зважайте на напругу в мережі: Напруга джерела струму повинна відповідати значенню, що вказане на табличці з характеристиками інструменту. Інструмент, що розрахований на напругу 230 V, може працювати при напрузі 220 V.
Вмикання/Вимикання
Щоб розпочати працювати з приладом, встановіть вимикач 11 на I.
Щоб вимкнути прилад, встановіть вимикач 11 на 0.
Встановлення глибини фрезерування (див. мал. F
■ Настроювати глибину фрезерування можна лише на вимкнутому електроприладі.
Приставте електроприлад до оброблюваного матеріалу.
Відпустіть затискний важіль 10, поверніть фрезерний блок 2 позначкою «▲» на символ «■» повільно опускайте приводний вузол, поки фреза не торкнеться оброблювального матеріалу. Зафіксуйте приводний вузол у цьому положенні, затиснувши затискний важіль 10.
Подивіться, що показує шкала 8, та занотуйте це значення (встановлення нуля). Додайте до цього значення бажану глибину фрезерування.
Відпустіть затискний важіль 10 і встановіть приводний вузол на розраховане значення шкали. Поверніть фрезерний блок 2 позначкою «▲» на символ «♀і знову затисніть затискний важіль 10.
Перевірте встановлену глибину фрезерування практичними випробуваннями та за необхідністю підкоректуйте її.
Для точного настроювання глибини фрезерування встановіть приводний вузол при відкритому затискному важелі 10 позначкою «▲» на символ «●». За допомогою коліщатка 3 встановіть бажану глибину фрезерування. Потім затисніть затискний важіль 10, щоб надійно зафіксувати приводний вузол у фрезерному блоці.
Вказівки до роботи
Напрямок фрезерування (див. мал. G
Фрезерування має завжди здійснюватися проти напрямку обертання фрези (зустрічне фрезерування).
При фрезеруванні за напрямком обертання (попутне фрезерування) електроприлад може вирватися з рук.
Фрезерування
Користуйтеся електроприладом лише з монтованим фрезерним блоком. Втрата контролю над електроприладом може призводити до тілесних ушкоджень.
■ Перед початком операції фрезерування перевіряйте, щоб позначка «▲» на фрезерному блоці 2 збігалася з позначкою «●на приводному вузлі 1.
Вказівка: Враховуйте, що фреза 4 завжди виглядає з опорної плити 7. Не пошкодьте шаблон та оброблювану деталь.
Встановіть глибину фрезерування, як описано вище.
Увімкніть електроприлад і підведіть його до оброблюваного місця.
Здійснюйте фрезерування з рівномірною подачею.
Після закінчення операції фрезерування вимкніть електроприлад. Перш, ніж покласти електроприлад, зачекайте, поки фреза повністю не зупиниться.
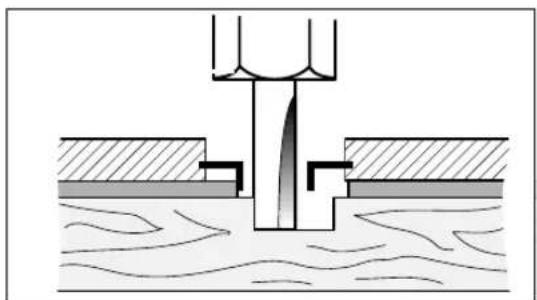
Фрезерування з копірною гільзою
Копірна гільза 14 дозволяє переносити на оброблювану деталь контури зразків та шаблонів.
Установлення копірної гільзи 14 (див. мал. H
Викрутіть чотири гвинти з циліндричною головкою з нижнього боку плити ковзання 6 і зніміть плиту ковзання 6. Вставте гумове кільце 15 і потім копірну гільзу 14 у круглу плиту ковзання 16, як зображено на малюнку. Прикрутіть круглу плиту ковзання 16 доданими гвинтами з плоскою головкою до опірної плити 7.
Юстирування/центрування копірної гільзи (див. мал. 1
Для того, щоб відстань між центром фрези і краєм копірної гільзи була кругом однакова, за необхідністю можна центрувати копірну гільзу по відношенню до плити ковзання.
Відпустіть кріпильні гвинти 17 прибл. на 2 оберти, щоб плита ковзання 16 вільно пересувалася.
Встроміть центрувальну оправку 18, як зображено на малюнку, у затискач робочого інструмента. Затягніть рукою накидну гайку, щоб центрувальна оправка ще могла вільно соватися.
Вирівняйте центрувальну оправку 18 та копірну гільзу 14 одна до одної, злегка соваючи плиту ковзання 16.
Знову затягніть кріпильні гвинти 17 і вийміть центрувальну оправку 18 з затискача робочого інструмента.
Фрезерування

Діаметр фрези має бути менший за внутрішній діаметр копірної гільзи.
Приставте електроприлад копірною гільзою 14 до шаблона.
Ведіть електроприлад з виступаючою копірною гільзою уздовж шаблону, злегка притискуючи збоку.
Вказівка: Зважаючи на висоту копірної гільзи, товщина шаблона має бути не менше 8 мм.
Кантування та профільне фрезерування (див. мал. K
При кантуванні чи профільному фрезеруванні без паралельного упора фреза має бути оснащена напрямною цапфою або шарикопідшипником.
Підведіть електроприлад збоку до оброблювальної деталі, щоб напрямна цапфа або шарикопідшипник фрези прилягав до краю оброблювальної деталі. Ведіть електроприлад уздовж краю оброблювальної деталі, при цьому слідкуйте за тим, щоб зберігати прямий кут. Занадто сильне натискування може пошкодити край оброблювальної деталі.
Фрезерування з паралельним упором (див. мал. L
Закріпить паралельний упор 20 на фрезерному блоці за допомогою гвинта з накатаною головкою 19.
За допомогою гвинта-баранчика на паралельному упорі 21 встановіть бажану глибину упору.
Водіть електроприладом уздовж краю оброблюваного матеріалу з рівномірною подачею, натискуючи збоку на паралельний упор 20.
Фрезерування з допоміжним напрямним засобом (див. мал. M
Завдяки допоміжному напрямному засобу 22 можна фрезерувати краї фрезами без напрямної цапфи або шарикопідшипника.
Закріпить допоміжний напрямний засіб 22 на фрезерному блоці за допомогою гвинта з накатаною головкою 19.
Ведіть електроприлад з рівномірною подачею уздовж краю оброблювальної деталі.
Бічна відстань
Для зміни кількості знімання матеріалу можна регулювати бічну відстань між оброблювальним матеріалом та напрямним валиком на допоміжному напрямному засобі.
Відпустіть гвинт-баранчик 24, встановіть бажану бічну відстань, повертаючи гвинт баранчик 23, і знову затягніть гвинт-баранчик 24.
Висота
В залежності від використовуваної фрези і товщини оброблюваного матеріалу встановіть допоміжний напрямний засіб у вертикальне положення.
Відпустіть гвинт з накатаною головкою 19 на допоміжному напрямному засобі, пересуньте допоміжний напрямний засіб у важане положення і знову затягніть гвинт з накатаною головкою.
Для монтажу кришки фрезерного блока 25 зніміть затискний важіль 10. Надіньте кришку фрезерного блока 25 зверху на фрезерний блок 2 і знову закрутіть затискний важіль 10 так міцно, щоб при затиснутому затискному важелі приводний вузол 1 надійно утримувався у фрезерному блоці.
Фрезерування з кутовим фрезерним блоком (див. мал. O) Q
Кутовий фрезерний блок 26 особливо придатний для фрезерування урівень ламінованих країв у важкодоступних місцях, для фрезерування особливих кутів, а також для скосу країв.
При фрезеруванні кромок з використанням кутового фрезерного блока 26 фреза має бути обладнана напрямною цапфою або шарикопідшипником.
Монтаж кутового фрезерного блока здійснюється у відповідності до вказівок до фрезерного блока 2.
Для забезпечення точних кутів на кутовому фрезерному блоці 26 є гнізда з інтервалом у 7,5°. Загальний діапазон регулювання складає 75°; кутовий фрезерний блок можна нахиляти на 45° вперед і на 30° назад. Для встановлення кута відпустіть обидва гвинти-баранчики 27. Встановіть бажаний кут за допомогою шкали 28 і знову закрутіть гвинти-баранчики 27.
Фрезерування з використанням плити ковзання з рукояткою та відсмоктувальним адаптером (див. мал. R
Плиту ковзання 32 можна монтувати замість плити ковзання 6; вона має додаткову рукоятку 29, а також під'єднання для пилососа.
Викрутіть чотири гвинти з циліндричною головкою з нижнього боку плити ковзання 6 і зніміть плиту ковзання. Прикрутіть плиту ковзання 32 доданими гвинтами з плоскою головкою до опорної плити, як зображено на малюнку.
Для підключення пилососу прикрутіть відсмоктувальний адаптер 31 двома гвинтами до плити ковзання 32. Під'єднайте відсмоктувальний шланг діаметром 19/35 мм до відсмоктувального адаптера 31.
Для забезпечення оптимального відсмоктування регулярно прочищайте відсмоктувальний адаптер 31.
Для обробки країв використовуйте додатково витяжний ковпак 30. Монтуйте його, як зображено на малюнку.
Для обробки гладких, плоских поверхонь демонтуйте витяжний ковпак 30.
Прилад можна вмикати прямо в розетку універсального пилососа Bosch з дистанційним вмикачем. При ввімкненні приладу пилосос починає працювати автоматично.
Пиловідсмоктувач повинен бути придатним для роботи з оброблюваним матеріалом.
При відсмоктуванні сухої тирси, що є особливо шкідливою або канцерогеною, використовуйте спеціальний пиловідсмоктувач.
Обслуговування та чищення
■ Перед будь-якими маніпуляціями з приладом витягніть штепсель з розетки.
■ Для якісної і безпечної роботи завжди тримайте електроприлад і вентиляційні отвори в чистоті.
Якщо прилад при належному догляді все-таки вийде з ладу, його ремонт має виконувати тільки спеціаліст сервісної майстерні електроінструментів Bosch.
При будь-яких запитаннях та замовленні запчастин обов'язково зазначайте 10-значний товарний номер.
Видалення
Електроприлади, приладдя і упаковку треба здавати на екологічно чисту повторну переробку.
Лише для країн ЄС:

Не викидайте електроприлад в побутове сміття! Відповідно до європейської директиви 2002/96/EG про відпрацьовані електро- і електронні прилади і її
перетворення в національному законодавстві електроприлади, що вийшли з вживання, повинні здаватися окремо і утилізуватися екологічно чистим способом.
Сервісна майстерня і обслуговування клієнтів
В сервісній майстерні Ви отримаєте відповідь на Ваші запитання стосовно ремонту і технічного обслуговування Вашого продукту. Малюнки в деталях і інформацію щодо запчастин можна знайти за адресою: www.bosch-pt.com
Консультанти Bosch з радістю допоможуть Вам при запитаннях стосовно купівлі, застосування і налагодження продуктів і приладдя до них.
Україна
Бош Сервіс Центр Електроінструментів вул. Крайня,1, 02660, Київ-60
Тел.: +38 (044) 5 12 03 75
Тел.: +38 (044) 5 12 04 46
Тел.: +38 (044) 5 12 05 91
Факс: +38 (044) 5 12 04 46
E-Mail: service@bosch.com.ua
Адреса Регіональних гарантійних сервісних майстерень зазначена в Національному гарантійному талоні.
Можливі зміни
Date tehnice
Maşină de frezat muchii GKF 600
Professional
Număr de identificare 3 601 F0A 1..
Факс: +359 (02) 62 46 49