
GKF 600 Professional - Рутер BOSCH - Безплатно ръководство за потребителя
Намерете безплатно ръководството на устройството GKF 600 Professional BOSCH в PDF формат.
| Тип продукт | Роутер (фреза) |
| Марка | Bosch |
| Модел | GKF 600 Professional |
| Номинална консумация на мощност | 600 W |
| Скорост на празен ход | 33 000 об/мин |
| Държач на инструмент | 6 mm, 8 mm, 1/4" (Обединеното кралство) |
| Тегло (според EPTA 01/2003) | 1,5 kg |
| Клас на защита | II (двойна изолация) |
| Ниво на звуково налягане | 84 dB(A) |
| Ниво на звукова мощност | 95 dB(A) | Неопределеност K = 3 dB |
| Стойност на вибрационна емисия (EN 60745) | ah = 4,5 m/s² | K = 1,5 m/s² |
| Приложения | Фрезоване на ръбове, канали, профили, копиране |
| Обработваеми материали | Дърво, пластмаси, леки строителни материали |
| Система за затягане | Затягаща цанга с гаечен ключ |
| Настройка на дълбочина | Регулиращо колело и скала |
| Успореден ограничител | Да, регулируем |
| Копирна втулка | Да (аксесоар) |
| Ъглова фрезова люлка | Да (аксесоар, наклон 75°) |
| Изсмукване на прах | Адаптер за смукане и корпус налични (аксесоари) |
| Превключвател | Вкл./Изкл. (I/0) |
| Поддръжка и почистване | Почиствайте редовно вентилационните отвори и затягащите цанги |
| Безопасност | Изключвайте преди намеса, носете защита за слуха, използвайте детектори за кабели |
| Резервни части | Достъпни чрез оторизиран сервиз на Bosch (необходим е код на артикула) |
Често задавани въпроси - GKF 600 Professional BOSCH
Въпроси на потребители за GKF 600 Professional BOSCH
0 въпрос за това устройство. Отговорете на тези, които знаете, или задайте свой въпрос.
Задайте нов въпрос за това устройство
Изтеглете инструкциите за вашия Рутер в PDF формат безплатно! Намерете ръководството си GKF 600 Professional - BOSCH и вземете отново електронното си устройство в ръце. На тази страница са публикувани всички документи, необходими за използването на вашето устройство. GKF 600 Professional на марката BOSCH.
РЪКОВОДСТВО ЗА ПОТРЕБИТЕЛЯ GKF 600 Professional BOSCH
Оригинално ръководство за експлоатация
Български. .Страница 142
Srpski. Strana 149
Slovensko .... Stran 155
Hrvatski.... Stranica 161
Eesti Lehekülg 167
консумирана мощност [W] 600
Скорост на въртене на празен ход [min
-1] 33 000
Патронник 6 mm/
Моля, обърнете внимание на каталожния номер на Вашия електроинструмент. Търговските наименования на някои електроинструменти могат да бъдат променяни.
Данните се отнасят за номинално захранващо напрежение [U] 230/240 V. При по-ниско напрежение, както и при изпълнения, специфични за някои страни, приведените стойности могат да се различават от действителните.
Информация за излъчван шум и вибрации
Стойностите са определени съгласно EN 60 745.
Равницето А на излъчвания шум обикновено е: равнище на звуковото налягане 84 dB (А); мощност на звука 95 dB (А). Максимална неточност на измерването K = 3 dB. Работете с шумозаглушители (антифони или шлемофони)!
Пълната стойност на вибрациите (векторната сума по трите направления) е определена съгласно EN 60745: Генерирани вибрации a_h=4,5 m/s^2 , неопределеност K=1,5 m/s².
ВНИМАНИЕ
Посочената в това ръководство стойност за
вибрациите е измерена по метод, посочен в стандарта EN 60 745 и може да бъде използвана за сравняване на различни електроинструменти.
Степента на вибрации се променя в зависимост от конкретно извършваната дейност и може при определени условия да надхвърли посочената тук стойност. Натоварването от вибрации, предавани на ръцете, може да бъде подценено, ако електроинструментът се използва продължително време при подобни условия.
УПЪТВАНЕ: за точната преценка на натоварването от вибрации в определен интервал от време трябва да се отчитат и периодите, в които електроинструментът е изключен или в които е включен, но работи на празен ход. Това значително намалява отчетеното натоварване от вибрации през пълния цикъл на работния процес.
Декларация за съответствие (€
С пълна отговорност ние декларираме, че описаният в раздела „Технически характеристики“ продукт съответства на следните стандарти и нормативни документи: EN 60745 съгласно изискванията на директиви 2004/108/EG, 98/37/EG (до 28.12.2009), 2006/42/EG (от 29.12.2009).
Техническа информация на: Robert Bosch GmbH, PT/ESC, D-70745 Leinfelden-Echterdingen
Моля, отворете разгъващата се корица с фигурите на електроинструмента и, докато четете ръководството за експлоатация, я оставете отворена.
Номерирането на елементите се отнася до изображенията на електроинструмента на страницата с фигури.
1 Задвижваш модул
2 Кожух на фрезата
3 Въртяща се ръкохватка за фино регулиране на дълбочината на фрезоване
4 Фрезер*
5 Холендрова гайка със захвашаща цанга
8 Скала на дълбочинния ограничител
9 Бутон за блокиране на вала
10 Лост за застопоряване
11 Пусков прекъсвач
12 Гаечен ключ
13 Цанга
14 Копираща втулка*
15 Гумен пръстен
16 Кръгла антифрикционна плоча*
17 Застопоряващ винт за антифрикционната
плоча (4 x)
18 Центроващ дорник (център)*
19 Винт с накатена глава за застопоряване на опората
20 Приспособление за успоредно водене
21 Винт с крилчата глава за захващане на приспособлението за успоредно водене
22 Помощна ръкохватка за водене
23 Винт с крилчата глава за регулиране в
хоризонтално направление на помощния
ограничител за водене
24 Винт с крилчата глава за застопоряване на ограничителя в хоризонтално направление
25 Капак на кожуха*
26 Кожух за фрезоване под наклон*
27 Винт с крилчата глава за регулиране на наклона
28 Скала за отчитане на наклона на фрезоване
29 Ръкохватка*
30 Прахоуловителен екран*
31 Адаптер за прахоулавяне*
32 Антифрикционна плоча с ръкохватка и адаптер за прахоулавяне*
* Част от изобразените на фигурите и описани в ръководството за експлоатация допълнителни приспособления не са включени в окомплектовката.

За Вашата сигурност

Прочетете внимателно всички указания. Неспазването на приведените по-долу указания може да доведе до токов удар, пожар и/или тежки травми.
Запазете всички указания за безопасна работа и за работа с електроинструмента за ползване в бъдеще.
Освен това трябва да се спазват и общите указания за безопасна работа, приложени в отделна книжка към това ръководство за експлоатация.
■ Допустимата скорост на въртене на работния инструмент трябва да е равна или по-голяма от посочената максимальна скорост на въртене на електроинструмента. Инструменти и приспособления, които се въртят по-бързо от допустимото, могат да се разрушат.
■ Фрезата или друг работен инструмент трябва да пасва точно в патронника (цангата) на Вашия електроинструмент.
Работни инструменти, които не пасват точно в патронника на електроинструмента, се въртят ексцентрично, вибрират силно и могат да предизвикат загуба на контрол над електроинструмента.
■ Допирайте електроинструмента до обработвания детайл само след като сте го включили. В противен случай, ако ножът се заклини в детайла, съществува опасност от възникване на откат.
■ Не поставяйте ръцете си в зоната на фрезоване и в близост в близост до фрезата. С втората си ръка дръжте спомагателната ръкохватка или корпуса на електродвигателя. Когато държите електроинструмента с двете си ръце, няма опасност да ги нараните с работния инструмент.
Никога не фрезовайте метални предмети, напр. пирони или винтове. Фрезата може да се повреди и да започне да вибрира силно.
■ Когато има опасност циркулярният диск да попадне на скрити под повърхността проводници под напрежение или да среже захранващия кабел на електроинструмента, го дръжте само за изолираните повърхности на ръкохватките. В резултат на контакт с проводник под напрежение то се предава на металните части на електроинструмента и това може да предизвика токов удар.
Използвайте подходящи уреди, за да откриете скрити електро-, газо- или водопроводи или се допитайте до отговорните за това служби.
Съприкосновението с електрически проводници под напрежение може да предизвика пожар и/или токов удар. Увреждането на газопровод може да доведе до експлозия. Пробиването на водопровод причинява значителни материални щети и също може да предизвика токов удар.
■ Не използвайте затъпени или повредени фрезери. Затъпени или повредени фрезери предизвикват повишено триене, могат да се заклинят и да предизвикат биене.
■ Осигурявайте обработвания детайл.
Когато обработваният детайл е закрепен в менгеме или по друг подходящ начин, той е захванат много по-сигурно, отколкото ако го държите с ръка.
■ Не обработвайте азбестосъдържащи материали. Азбестът е канцерогенен.
■ Ако по време на работа се отделят вредни за здравето, леснозапалими или взривоопасни прахове, взимайте подходящи предпазни мерки. Например: някои прахове са канцерогенни. Работете с предпазна дихателна маска и, ако електроинструментът позволява, използвайте аспирационна система.
■ Преди да оставите електроинструмента, изчакайте движението му да спре напълно. Съществува опасност работният инструмент да се допре до повърхността и да предизвика загуба на контрол над електроинструмента.
■ Не използвайте електроинструмента с повреден захранващ кабел. Не допирайте повредения кабел; ако го повредите по време на работа, изключете щепсела незабавно. Повреден захранващ кабел увеличава опасността от възникване на токов удар.
Предназначение на електроинструмента
Електроинструментът е предназначен за фрезоване на ръбове на детайли от дърво, пластмаса и леки строителни материали. Той също така е подходящ за фрезоване на канали, профили и продълговати отвори, както и за копирно фрезоване.
Монтиране
■ Преди извършване на каквито и да е дейности по електроинструмента изключвайте щепсела от захранващата мрежа.
Демонтиране на задвижващия модул (вижте фигура A
За демонтиране на задвижващия модул 1 отворете застопоряващия лост 10 и завъртете кожуха 2 така, че маркировката „▲“ да застане срещу символа „■“ на задвижващия модул. След това издърпайте задвижващия модул 1 до упор нагоре, завъртете задвижващия модул 1 обратно на часовниковата стрелка до упор и извадете задвижващия модул 1 от кожуха 2.
Избор на фрезер
Съществуват различни типове фрезери, различаващи се по изработката си и по предназначението си:
Фрезери от бързорезна стомана (с означение HSS) са подходящи за обработване на меки материали, напр. пластмаси или меки дървесни материали.
Фрезери с твърдосплавни пластини (НМ) са предназначени специално за твърди и абразивни материали, напр. твърда дървесина.
Оригинални фрезери от разнообразната производствена гама на фирма Бош можете да намерите при Вашия търговец или в специализираната търговска мрежа.
Поставяне на фрезера (вижте фигури В) С
■ Преди извършване на каквито и да е дейности по електроинструмента изключвайте щепсела от захранващата мрежа.
■ Препоръчва се при поставяне и смяна на фрезера да се работи с предпазни ръкавици.
Демонтирайте задвижващия модул, както е описано в съответния раздел.
Натиснете и задръжте бутона за застопоряване на вала 9. При необходимост завъртете леко вала на ръка, за да бъде захванат от блокиращия механизмъм.
■ Натискайте бутона за застопоряване на вала само когато валът не се върти.
Развийте на няколко оборота холендровата гайка 5 с гаечен ключ 12 (размер 18 mm), без да я развивате напълно.
Поставете фрезера така, че опашката му да бъде захваната най-малко на 20 mm (по дължината на опашката).
Затегнете холендровата гайка 5 с гаечен ключ 12 (размер 18 mm) и отпуснете бутона за застопоряване на вала 9.

В никакъв случай не затягайте цангата с холендровата гайка, ако не е поставен фрезер.
Замяна на цангата (вижте фигура D
В зависимост от използваните фрезери могат да бъдат поставени различни цанги за захващането им, вижте раздела „Технически параметри“.
Цангата 13 трябва да има известен луфт към холендровата гайка. Холендровата гайка със захваща цанга 5 трябва да може да се монтира лесно. Ако холендровата гайка със захваща цанга 5 се повреди, незабавно я заменяйте.
Натиснете и задръжте бутона за застопоряване на вала 9. При необходимост завъртете леко вала на ръка, за да бъде захванат от блокиращия механизмъм.
Развийте холендровата гайка със захващаща цанга 5.
Отпуснете бутона за застопоряване на вала 9. Почистете гнездото за захващане на цангата и цангата 13 с мека четка или с продухване със сгъстен въздух.
В никакъв случай не затягайте цангата с холендровата гайка, ако не е поставен фрезер.
Монтиране на задвижващия модул (вижте фигура E
За монтиране на задвижващия модул 1 отворете лоста за застопоряване 10 и поставете двете двойни стрелки на задвижващия модул 1 и кожуха 2 едни срещу други. Вкарайте задвижващия модул 1 в кожуха 2 и завъртете задвижващия модул 1 по посока на часовниковата стрелка, докато маркировката „▲“ на кожуха 2 застане срещу линията под символа „■на задвижващия модул 1. Вкарайте задвижващия модул 1 в кожуха 2.
След монтиране поставете кожуха 2 така, че маркировката „▲“ да е срещу символа „■на задвижващия модул 1 и затворете застопоряващия лост 10.
■ Винаги след монтиране проверявайте внимателно дали задвижващия модул е захванат здраво в кожуха. Степента на натягане на застопоряващия лост може да се регулира чрез гайката.
Регулиране на застопоряващия лост
За да увеличите силата на затягане, отворете застопоряващия лост 10, завъртете гайката на лоста с гаечен ключ (размер 8 mm) прибл. На 45° по посока на часовниковата стрелка и отново затворете застопоряващия лост 10. Уверете се, че задвижващия модул 1 е захванат здраво. Не затягайте гайката твърде много.
Внимавайте за напрежението на захранващата мрежа: Напрежението на захранващата мрежа трябва да съответства на данните, посочени на табелката на електроинструмента. Уреди, обозначени с 230 V, могат да бъдат захранвани и с 220 V.
Включване/изключване
За включване на електроинструмента поставете пусковия прекъсвач 11 в позиция I. За изключване на електроинструмента поставете пусковия прекъсвач 11 в позиция 0.
Регулиране на дълбочината на фрезоване (вижте фигура F
■ Регулирането на дълбочината на фрезоване трябва да се извършва само когато електроинструментът е изключен.
Поставете електроинструмента върху детайла, който ще обработвате.
Отворете застопоряващия лост 10, завъртете кожуха 2, така че маркировката „▲“ да застане срещу символа „■и бавно преместете задвижващия модул надолу, докато фрезерът допре до детайла. Застопорете задвижващия модул в тази позиция, като затворите застопоряващия лост 10.
Отчетете стойността по скалата 8 и си я отбележете (нулиране). Към тази стойност добавете желаната дълбочина на фрезоване.
Отворете застопоряващия лост 10 и поставете задвижващия модул на изчислената позиция по скалата. Завъртете кожуха 2 така, че маркировката „▲“ да застане срещу символа „■и затворете застопоряващия лост 10.
Проверете извършеното регулиране на дълбочината чрез пробно фрезоване и при необходимост извършете нужните корекции.
За фино регулиране на дълбочината на фрезоване отворете застопряващия лост 10 и поставете задвижващия модул така, че маркировката „▲“ да застане срещу символа „● С въртящата се ръкохватка 3 установете желаната дълбочина на фрезоване. След това затворете лоста 10, за да застопорите задвижващия модул в кожуха.
Указания за работа
Посока на фрезоване (вижте фигура G
Фрезоването трябва да се извършва винаги срещу посоката на въртене на фрезера (принцип на срещуположните движения).
При фрезоване по посока на въртене на фрезера (еднопосочно), съществува опасност да изтървете електроинструмента от ръцете си.
Фрезоване
Използвайте електроинструмента само с монтиран кожух. Загубата на контрол над електроинструмента може да предизвика наранявания.
■ Преди започване на фрезоването се уверете, че маркировката „▲“ на кожуха 2 е срещу символа „■на задвижващия модул 1.
Упътване: не забравяйте, че фрезерът 4 винаги се подава от основната плоча 7.
Внимавайте да не повредите шаблона или обработвания детайл.
Установете дълбочината на фрезоване, както е описано по-горе.
Включете електроинструмента и го поставете на мястото на фрезоване.
Изпълнете фрезоването, като внимавате да поддържате постоянна скорост на подаване.
След приключване на фрезоването изключете електроинструмента. Не го оставайте, преди въртенето на фрезера да е спряло напълно.
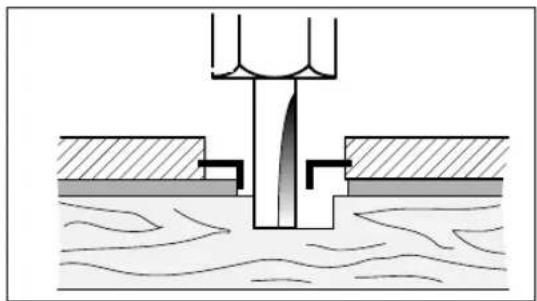
Фрезоване с копираща втулка
С помощта на копиращата втулка 14 върху обработваните детайли могат да се пренасят контури от образци или шаблони.
Поставяне на копиращата втулка 14 (вижте фигура H
Развийте напълно и извадете цилиндричните винтове от долната страна на антифрикционната плоча 6 и демонтирайте антифрикционната плоча 6. Поставете гумения пръстен 15 и след това копиращата втулка 14 в кръглата антифрикционна плоча 16, както е показано на фигурата.
Затегнете кръглата антифрикционна плоча 16 към основната плоча 7 с включените в окомплектовката винтове с плоски глави.
Настройване/центроване на копиращата втулка (вижте фигура 1
За да остава разстоянието между центъра на фрезоване и копиращата втулка постоянно по целия профил, при необходимост копиращата втулка и плъзгащата плоча могат да бъдат настроени една спрямо друга.
Развийте застопоряващите винтове 17 прибл. на 2 оборота, така че основната плоча 16 да може да се движи свободно.
Поставете центровация дорник 18 в патронника, както е показано на фигурата. Затегнете холендровата гайка на ръка, така че центроващият дорник да може да се движи.
Чрез леко изместване на основната плоча 16 подравнете един спрямо друг центровация дорник 18 и копиращата втулка 14.
Затегнете отново застопоряващите винтове 17 и извадете центроващия дорник 18 от патронника.
Фрезоване
Изберете фрезер с диаметър, по-малък от вътрешния диаметър на копиращата втулка.
Допрете електроинструмента с копиращата втулка 14 до шаблона.
Водете електроинструмента с подаващата се копираща втулка по контура на шаблона, като го притискате леко към шаблона.
Упътване: Поради издаването на копиращата втулка шаблонът трябва да е с минимална дебелина 8 mm.
Фрезоване на ръбове/контури (вижте фигура K
При фрезоване на ръбове/контури без използване на приспособление за успоредно водене фрезерът трябва да е с водач или със сачмен лагер.
Доближете електроинструмента към детайла странично, докато водещият палец или сачменият лагера на фрезера допрат до обработвания ръб на детайла. Водете електроинструмента по продължение на ръба, като при това внимавате да не променяте наклона на електроинструмента. Твърде силно притискане може да повреди ръба на обработвания детайл.
Фрезоване с приспособление за успоредно водене (вижте фигура L
Застопорете приспособлението за успоредно водене 20 към кожуха на фрезата с винта с накатена глава 19.
С винта с крилчата глава 21 на приспособлението за успоредно водене установете желаната дълбочина.
Водете електроинструмента с равномерно подаване, като притискате странично приспособлението за успоредно водене 20 към ръба на обработвания детайл.
Фрезоване с помощен ограничител за водене (вижте фигура M
Помощният ограничител за водене 22 служи за фрезоване на ръбове с фрезери без водещ палец или сачмен лагер.
Застопорете помощната ръкохватка за водене 22 към кожуха на фрезата с винта с накатена глава 19.
Водете електроинструмента с равномерно подаване по продължение на ръба на детайла.
Странично разстояние
За да промените количеството на отнемания материал, можете да регулирате страничното разстояние между детайла и водещата ролка на помощния ограничител.
Развийте винта с крилчата глава 24, установете желаното странично разстояние чрез завъртане на винта с крилчата глава 23 и отново затегнете винта с крилчата глава 24.
Височина
В зависимост от използвания фрезер и дебелина на обработвания детайл установете настройте вертикалната позиция на помощния ограничител.
Развийте винта с накатена глава 19 на помощната ръкохватка за водене, преместете помощната ръкохватка в желаната позиция и затегнете отново винта с накатена глава.
Монтиране на капака на кожуха (вижте фигура N
За монтиране на капака на кожуха 25 демонтирайте застопоряващия лост 10. Поставете капака на кожуха 25 отгоре върху кожуха 2 и отново поставете застопоряващия лост 10, като го затегнете толкова, че в затворено положение да застопорява здраво задвижващия модул 1 спрямо кожуха.
Работа с кожух за фрезоване под наклон (вижте фигури Ⓠ) Ⓠ
Кожухът за фрезоване под наклон 26 е особено подходящ за подравняване на ламинирани ръбове на трудно достъпни места, за фрезоване под определени ъгли, както и за скосяване на ръбове.
При фрезоване на ъгли с кожуха за фрезоване под наклон 26 фрезерът трябва да има водещ палец или сачмен лагер. Монтирането на кожуха за фрезоване под наклон се извършва по аналогичен начин, както кожуха 2.
За прецизно фрезоване под определени ъгли кожухът 26 има може да бъде фиксиран на стъпки от по 7,5°. Пълният диапазон на регулиране е 75°; кожухът може да бъде накланян до 45° напред и до 30° назад. За регулиране на наклона развийте двата винта с крилчата глава 27. Установете желания наклон, като отчитате по скалата 28 и отново затегнете винтовете 27.
Фрезоване с антифрикционна плоча с ръкохватка и адаптер за прахоулавяне (вижте фигура R
Антифрикционната плоча 32 може да бъде монтирана на мястото на антифрикционната плоча 6 и предлага допълнителна ръкохватка 29 за водене, както и възможност за включване на система за прахоулавяне.
Развийте напълно и извадете четирите цилиндрични винта от долната страна на антифрикционната плоча 6 и я демонтирайте. Затегнете антифрикционната плоча 32 към основната плоча, както е показано на фигурата, с включените в окомплектовката винтове с плоски глави.
За да включите система за прахоулавяне, затегнете адаптера 31 с двата винта към антифрикционната плоча 32. Включете към адаптера 31 шланг на прахосмукачка с диаметър 19/35 mm.
За да осигурите оптимална степен на прахоулавяне, трябва периодично да почиствате адаптера 31.
При обработване на ръбове в допълнение използвайте прахоуловителния екран 30. Монтирайте го, както е показано на фигурата. За обработване на гладки равнинни повърхности демонтирайте прахоуловителния екран 30.
Електроинструментът може да бъде включен непосредствено към контакта на универсална прахосмукачка Бош с модул за дистанционно включване. При задействане на електроинструмента автоматично се стартира и прахосмукачката.
Използваната прахосмукачка трябва да е пригодна за работа с материала на обработвания детайл.
Ако при работа се отделя особено вреден за здравето прах или канцерогенен прах, трябва да се използва специализирана прахосмукачка.
Почистване и поддържане
■ Преди извършване на каквито и да е дейности по електроинструмента изключвайте щепсела от захранващата мрежа.
■ Поддържайте електроинструмента и вентилационните отвори на корпуса винаги чисти, за да работите качествено и безопасно.
Ако въпреки прецизното производство и внимателно изпитване възникне повреда, ремонтът трябва да се извърши от оторизиран сервис за електроинструменти Бош.
Когато се обръщате с Въпроси към представителите на Бош, моля, непременно посочвайте 10-цифрения каталожен номер, означен на табелката на електроинструмента.
Бракуване и изхвърляне
Електроинструментите, допълнителните приспособления и опаковките трябва да бъдат подложени на подходяща преработка за оползотворяване на съдържащите се в тях вторични суровини.
Само за страни от ЕС:

Не изхвърляйте електроинструментите при битовите отпадъци! Съгласно Директива на ЕС 2002/ 96/EG относно бракувани електрически и електронни
устройства и утвърждаването й като национален закон електроинструментите, които не могат да се използват повече, трябва да се събират отделно и да бъдат подлагани на подходяща преработка за оползотворяване на съдържащите се в тях вторични суровини.
Сервизът ще отговори на въпросите Ви относно ремонти и поддръжка на закупения от Вас продукт, както и относно резервни части. Монтажни чертежи и информация за резервни части можете да намерите също и на www.bosch-pt.com
Екипът от консултанти на Бош ще Ви помогне с удоволствие при въпроси относно закупуване, приложение и възможности за настройване на различни продукти от производствената гама на Бош и допълнителни приспособления за тях.
Роберт Бош ЕООД - България
Бош Сервиз Център Гаранционни и извънгаранционни ремонти ул. Сребърна № 3-9 1907 София
Tel.: +359 (02) 962 5302
Tel.: +359 (02) 962 5427
Tel.: +359 (02) 962 5295
Правата за изменения запазени
Tehnički podaci
Obrada ivica glodalicom GKF 600
Professional
Broj predmeta 3 601 F0A 1..
Nominalni prijem
snage [W] 600
Broj obrtaja na
prazno [min ^-1 ] 33 000
- Информация за излъчван шум и вибрации
- ВНИМАНИЕ
- Декларация за съответствие (€
- За Вашата сигурност
- Предназначение на електроинструмента
- Монтиране
- Демонтиране на задвижващия модул (вижте фигура A
- Избор на фрезер
- Поставяне на фрезера (вижте фигури В) С
- Замяна на цангата (вижте фигура D
- Монтиране на задвижващия модул (вижте фигура E
- Регулиране на застопоряващия лост
- Включване/изключване
- Регулиране на дълбочината на фрезоване (вижте фигура F
- Указания за работа
- Посока на фрезоване (вижте фигура G
- Фрезоване
- Фрезоване с копираща втулка
- Поставяне на копиращата втулка 14 (вижте фигура H
- Настройване/центроване на копиращата втулка (вижте фигура 1
- Изберете фрезер с диаметър, по-малък от вътрешния диаметър на копиращата втулка.
- Фрезоване на ръбове/контури (вижте фигура K
- Фрезоване с приспособление за успоредно водене (вижте фигура L
- Фрезоване с помощен ограничител за водене (вижте фигура M
- Странично разстояние
- Височина
- Монтиране на капака на кожуха (вижте фигура N
- Работа с кожух за фрезоване под наклон (вижте фигури Ⓠ) Ⓠ
- Фрезоване с антифрикционна плоча с ръкохватка и адаптер за прахоулавяне (вижте фигура R
- Почистване и поддържане
- Бракуване и изхвърляне
- Само за страни от ЕС:
- Роберт Бош ЕООД - България
- Tehnički podaci
- Obrada ivica glodalicom GKF 600
- Professional
Марка : BOSCH
Модел : GKF 600 Professional
Категория : Рутер