
GKF 600 Professional - Router BOSCH - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia GKF 600 Professional BOSCH w formacie PDF.
| Typ produktu | Frezarka |
| Marka | Bosch |
| Model | GKF 600 Professional |
| Nominalna moc pobierana | 600 W |
| Prędkość obrotowa biegu jałowego | 33 000 obr./min |
| Uchwyt narzędzia | 6 mm, 8 mm, 1/4" (Wielka Brytania) |
| Waga (wg EPTA 01/2003) | 1,5 kg |
| Klasa ochronności | II (podwójna izolacja) |
| Poziom ciśnienia akustycznego | 84 dB(A) |
| Poziom mocy akustycznej | 95 dB(A) | Niepewność K = 3 dB |
| Wartość emisji drgań (EN 60745) | ah = 4,5 m/s² | K = 1,5 m/s² |
| Zastosowania | Frezowanie krawędzi, rowków, profili, kopiowanie |
| Materiały obrabialne | Drewno, tworzywa sztuczne, lekkie materiały budowlane |
| System mocowania | Tuleja zaciskowa z nakrętką łącznikową |
| Regulacja głębokości | Pokrętło regulacji i skala |
| Prowadnica równoległa | Tak, regulowana |
| Tuleja kopiująca | Tak (akcesorium) |
| Kątowe łoże frezarskie | Tak (akcesorium, nachylenie 75°) |
| Odsysanie pyłu | Adapter odsysania i osłona dostępne (akcesoria) |
| Przełącznik | Włącz/Wyłącz (I/0) |
| Konserwacja i czyszczenie | Regularnie czyścić otwory wentylacyjne i tuleje zaciskowe |
| Bezpieczeństwo | Odłączyć przed interwencją, nosić ochronniki słuchu, używać wykrywaczy kabli |
| Części zamienne | Dostępne przez autoryzowany serwis Bosch (wymagany numer artykułu) |
Często zadawane pytania - GKF 600 Professional BOSCH
Pytania użytkowników dotyczące GKF 600 Professional BOSCH
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Router w formacie PDF za darmo! Znajdź swoją instrukcję GKF 600 Professional - BOSCH i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. GKF 600 Professional marki BOSCH.
INSTRUKCJA OBSŁUGI GKF 600 Professional BOSCH
Instrukcją oryginalną
| Frezarka | GKF 600 |
| krawędziowa | Professional |
| Numer katalogowy 3 601 F0A 1.. | |
| Moc nominalna [W] 600 | |
| Prędkość obrotowa bez obciążenia [min] | -1] 33 000 |
| System montażu | 6 mm/ |
| narzędzi | 8 mm/ |
| 1/4" (tylko Wlk. Brytania) | |
Cieżar zgodnie z
EPTA-Procedure
01/2003 [kg] 1,5
Klasa ochrony / II

Proszę zwrócić uwagę na numer katalogowy, umieszczony na tabliczce znamionowej nabytego elektronarzędzia. Nazwy handlowe poszczególnych elektronarzędzi mogą się różnić.
Dane ważne dla napięć [U] 230/240 V. Przy niższych napięciach i w wersjach specjalnych dla różnych krajów wartości te mogą się zmieniać.
Informacja na temat halasu i wibracji
Wartości pomiarowe określono zgodnie z normą EN 60 745.
Mierzona wartości hałasu wynosi typowo: poziom ciśnienia akustycznego 84 dB (A); poziom mocy akustycznej 95 dB (A). Pewność pomiaru K = 3 dB.
Należy nosić ochronę słuchu!
Wartości łączne drgań (suma wektorowa z trzech kierunków) określone zgodnie z EN 60745 wynoszą
Poziom emisji drgań a_n=4,5 m/s^2 , błąd pomiaru K=1,5 m/s^2 .
OSTRZEŻENIE
Podany w niniejszej instrukcji poziom drgań
pomierzony został zgodnie z określoną przez normę EN 60 745 procedurą pomiarową i może zostać użyty do porównywania urządzeń. Poziom drgań będzie się zmieniać w zależności od rodzaju zastosowania elektronarzędzia i w niektórych wypadkach może przekraczać wartości podane w niniejszych wskazówkach. Łączna ekspozycja na drgania będąca wynikiem częstego korzystania z narzędzia w ten sposób, może być większa niż wartości podane w niniejszej instrukcji.
WSKAZÓWKA: Aby dokładnie ocenić ekspozycję na drgania podczas określonego wymiaru czasu pracy, trzeba wziąć pod uwagę
także okresy, gdy urządzenie jest wyłączone, lub gdy jest wprawdzie włączone, ale nie używane do pracy. W ten sposób łączna (obliczana na pełny wymiar czasu pracy) ekspozycja na drgania może okazać się znacznie niższa niż w przypadku ciągłego użytkowania urządzenia.
Oświadczenie o zgodności C€
Niniejszym oświadczamy ponosząc osobistą odpowiedzialność, że produkt opisany w rozdziale „Dane techniczne“ wykonany jest zgodnie z następującymi normami i dokumentami normalizującymi: EN 60745 zgodnie z dyrektywami 2004/108/EG, 98/37/EG (do 28.12.2009 r.), 2006/42/EG (od 29.12.2009 r.).
Dokumentacja techniczna do uzyskania pod adresem:
Robert Bosch GmbH, PT/ESC, D-70745 Leinfelden-Echterdingen
Przedstawione graficznie komponenty
Proszę rozłożyć stronę z opisem urządzenia i pozostawić ją rozłożoną podczas czytania tej instrukcji obsługi.
Numeracja zilustrowanych komponentów odnosi się do przedstawionych na stronach graficznych szkiców elektronarzędzia.
1 Jednostka napędowa
2 Korpus frezarki
3 Pokrętło do precyzyjnej regulacji głębokości frezowania
4 Frez*
5 Nakrętka nasadowa z zaciskiem mocującym
6 Płyta prowadząca
7 Podstawa
8 Skala do regulacji głębokości frezowania
9 Przycisk blokady wrzeciona
10 Dźwignia mocująca
11 Włącznik/wyłącznik
12 Klucz widełkowy

13 Tuleja zaciskowa (zacisk mocujący)
14 Tuleja kopiująca*
15 Pierścień gumowy
16 Okrągła płyta ślizgowa*
17 Śruba mocująca do płyty prowadzącej (4 x)
18 Trzpień centrujący*
19 Śruba radełkowana do zablokowania zderzaka
20 Prowadnica równoległa
21 Nakrętka motylkowa do prowadnicy równoległej
22 Pomocniczy element prowadzący
23 Śruba motylkowa do poziomego ustawiania prowadnicy pomocniczej
24 Śruba motylkowa do ustalania poziomej pozycji
25 Ośłona korpusu frezarki*
26 Korpus do frezowania pod kątem*
27 Śruba motylkowa do regulacji kąta frezowania
28 Podziałka regulacji kąta frezowania
29 Uchwyt*
30 Pokrywa odsysająca*
31 Adapter odsysający*
32 Płyta ślizgowa z uchwytem ręcznym i przystawką do odsysania pyłu*
* Przedstawiony na rysunkach lub opisany osprzęt nie wchodzi w skład wyposażenia standardowego.

Zasady bezpieczeństwa

Należy przeczytać wszystkie wskazówki i przepisy. Błędy w przestrzeganiu poniższych wskazówek mogą spowodować porażenie prądem, pożar i/lub ciężkie obrażenia ciała.
Zachować wszystkie wskazówki bezpieczeństwa i instrukcje do korzystania w.
Dodatkowo należy przestrzegać ogólnych przepisów bezpieczeństwa w dołączonej lub zawartej w środku instrukcji obsługi broszurce.
■ Dopuszczalna prędkość obrotowa narzędzia roboczego nie może być mniejsza od podanej na elektronarzędziu maksymalnej prędkości obrotowej.
Osprzęt obracający się z większą niż dopuszczalna prędkością, może ulec uszkodzeniu.
■ Frezy i pozostały osprzęt muszą dokładnie pasować do uchwytu narzędziowego (tulei zaciskowej) elektronarzędzia. Narzędzia robocze, które nie pasują dokładnie do uchwytu narzędziowego elektronarzędzia, obracają się nierównomiernie, bardzo mocno wibrują i mogą stać się przyczyną utraty kontroli nad elektronarzędziem.
■ Przed przyłożeniem elektronarzędzia do przedmiotu obrabianego, należy je uruchomić. W przeciwnym wypadku narzędzie robocze może zakleszczyć się w przedmiocie obrabianym i spowodować odrzut.
■ Ręce trzymać z dala od miejsca obróbki i od obracającego się frezu. Drugą ręką trzymać uchwyt dodatkowy lub obudowę silnika. Trzymając frezarkę oburącz można zapobiec skaleczeniu ich przez pracujący frez.
Nigdy nie należy obrabiać materiału, w którym znajdują się przedmioty metalowe, gwoździe lub śruby. Może to spowodować uszkodzenie frezu, a także zwiększenie poziomu drgań.
■ W czasie pracy, podczas której elektronarzędzie mogłoby natrafić na ukryte przewody elektryczne lub na własny kabel zasilający, należy je chwytać jedynie za izolowane powierzchnie rękojeści. Pod wpływem kontaktu z przewodem znajdującym się pod napięciem, metalowe części elektronarzędzia znajdą się również pod napięciem, co doprowadzi do porażenia prądem.
■ Stosować odpowiednie przyrządy poszukiwawcze w celu lokalizacji ukrytych przewodów zasilających lub poprosić o pomoc zakłady miejskie. Kontakt z przewodami elektrycznymi może doprowadzić do powstania ognia i porażenia elektrycznego. Uszkodzenie przewodu gazowego może doprowadzić do wybuchu. Uszkodzenie przewodu wodociągowego może doprowadzić do powstania szkód rzeczowych i porażenia elektrycznego.
■ Nie należy używać tępych lub uszkodzonych narzędzi frezarskich. Tępe lub uszkodzone frezy wywołują podwyższone tarcie, mogą się zablokować, a także są przyczyną niewyważenia.
■ Obrabiany przedmiot należy zabezpieczyć. Bezpieczniejsze jest zamocowanie obrabianego przedmiotu w urządzeniu mocującym lub w imadle niż trzymanie go w ręku.
■ Nie należy obrabiać materiału zawierającego azbest. Azbest jest rakotwórczy.
Należy podjąć środki zapobiegawcze, gdy podczas pracy powstać mogą pyły szkodliwe dla zdrowia, łatwopalne lub wybuchowe. Na przykład: Niektóre pyły są rakotwórcze. Zaleca się używanie maski przeciwpyłowej, a także – jeżeli istnieje możliwość podłączenia – odsysania pyłu i wiórów.
■ Przed odłożeniem elektronarzędzia należy odczekać do jego całkowitego zatrzymania. Narzędzie robocze może się zablokować i spowodować utratę kontroli nad narzędziem.
■ Nie należy używać elektronarzędzia z uszkodzonym kablem. Nie należy dotykać uszkodzonego kabla – w przypadku uszkodzenia kabla podczas pracy należy wyciągnąć wtyczkę z gniazda. Uszkodzone kable podwyższają ryzyko porażenia prądem.
Użytkowanie zgodnie z przeznaczeniem
Urządzenie przeznaczone jest do frezowania krawędziowego w drewnie, tworzywach sztucznych i lekkich materiałach budowlanych. Nadaje się również do frezowania wpustowego i do wykonywania rowków podłużnych, a także do frezowania kopiowego.
Montaż
■ Przed przystąpieniem do jakichkolwiek czynności przy urządzeniu wyciągnąć wtyczkę z gniazdka.
Demontaż jednostki napędowej (patrz szkic A
Aby zdemontować jednostkę napędową 1 należy otworzyć dźwignię mocującą 10 i obrócić korpus frezarki 2 tak, aby znacznik „▲” na korpusie wskazywał na symbol „na napędzie. Następnie pociągnąć napęd 1 aż do oporu do góry, przekręcić go w kierunku przeciwnym do ruchu wskazówek zegara aż do napotkania oporu i wyciągnąć napęd 1 z korpusu 2.
Wybór frezu
W zależności od obróbki i celu zastosowania do nabycia są narzędzia frezarskie w różnych wykonaniach i o różnej jakości:
Narzędzia frezarskie ze stali szybkotnącej (HSS) przeznaczone są do obróbki miękkich materiałów jak np. drewna miękkiego i tworzyw sztucznych.
Narzędzia frezarski z węglika spiekanego (HM) przeznaczone są do obróbki twardych i abrazyjnych materiałów jak np. twardych gatunków drewna.
Oryginalne frezy z szerokiego programu oprzyrządowania dodatkowego firmy Bosch otrzymacie Państwo w Waszym salonie specjalistycznym.
Montaż frezu (patrz szkice B) C
■ Przed przystąpieniem do jakichkolwiek czynności przy urządzeniu wyciągnąć wtyczkę z gniazdka.
■ W celu wymiany narzędzi frezarskich zalecamy stosowanie rękawic ochronnych.
Zdemontować napęd, zgodnie z opisem zawartym w odpowiednim rozdziale.
Wcisnąć przycisk blokady wrzeciona 9 i przytrzymać go w tej pozycji. Wrzeciono przekręcić w razie potrzeby ręcznie, aż do zaskoczenia blokady.
■ Przycisk blokady wrzeciona wolno uruchamiać tylko wtedy, gdy elektronarzędzie jest wyłączone.
Zwolnić nakrętkę nasadową 5 za pomocą klucza widelkowego 12 (rozwartość 18 mm) o kilka obrotów, nie odkręcając jednak całkowicie nakrętki.
Zamontować frez, zwracając uwagę, by jego trzpień wsunięty był przynajmniej na 20 mm (długość trzpienia).
Dociągnąć nakrętkę nasadową 5 za pomocą klucza widelkowego 12 (rozwartość 18 mm) i zwolnić przycisk blokady wrzeciona 9.
W żadnym wypadku nie wolno dociągać tulei zaciskowej z nakrętką nasadową przed zamocowaniem frezu.
Wymiana tulei zaciskowej (zacisku) (patrz szkic D
W zależności od użytego frezu można zastosować różne typy tulei zaciskowych, zob. „Dane techniczne“.
Tuleja zaciskowa 13 powinna być osadzona w nakrętce z odrobiną luzu. Nakrętka nasadowa z zaciskiem 5 powinna się dawać łatwo zamontować. W razie stwierdzenia uszkodzenia w nakrętce z zaciskiem 5, należy ją niezwłocznie wymienić.
Wcisnąć przycisk blokady wrzeciona 9 i przytrzymać go w tej pozycji. Wrzeciono przekręcić w razie potrzeby ręcznie, aż do zaskoczenia blokady.
Odkręcić nakrętkę nasadową z zaciskiem 5.
Zwolnić przycisk blokady wrzeciona 9.
Oczyścić uchwyt tulei zaciskowej i samą tuleję 13 za pomocą miękkiego pędzła lub za pomocą sprężonego powietrza.
Ponownie dokręcić nakrętkę nasadową 5.

W żadnym wypadku nie wolno dociągać tulei zaciskowej z nakrętką nasadową przed zamocowaniem frezu.
Montaż jednostki napędowej (patrz szkic E
Aby zamontować napęd 1 należy otworzyć dźwignię mocującą 10 i ustawić jednostkę napędową 1 i korpus frezarki 2 tak, by osiągnąć zgodność ustawienia obydwu podwójnych strzałek, znajdujących się na tych elementach. Wsunąć jednostkę napędową 1 do korpusu 2 i przekręcić ją 1 w kierunku zgodnym z ruchem wskazówek zegara tak, aby znacznik „▲“ na korpusie 2 wskazywał na linię umieszczoną pod symbolem „■” znajdującym się na napędzie 1. Wsunąć jednostkę napędową 1 do korpusu 2.
Po zakończeniu montażu ustawić znacznik „▲” na korpusie frezarki 2 na symbolu „¶” na napędzie 1 i zamknąć dźwignię mocującą 10.
■ Po zakończeniu montażu należy zawsze sprawdzać, czy jednostka napędowa jest właściwie osadzona w korpusie frezarki. Napięcie dźwigni mocującej można przestawić obracając nakrętkę.
Regulacja dźwigni mocującej
Aby doregulować siłę napięcia dźwigni 10, należy ją otworzyć i obracać nakrętkę, która się na niej znajduje za pomocą klucza widelkowego (rozwartość 8 mm) ok. 45° w kierunku zgodnym z ruchem wskazówek zegara, a następnie ponownie zamknąć dźwignię 10. Skontrolować zamocowanie jednostki napędowej 1. Nie należy zbyt mocno dokręcać nakrętki.
Uruchamianie
Należy przestrzegać odpowiedniego napięcia: Napięcie źródła prądu musi być zgodne z danymi na tabliczce znamionowej urządzenia. Urządzenia oznaczone 230 V mogą być zasilane z sieci 220 V.
Włączanie/wyłączanie
W celu włączenia urządzenia ustawić włącznik /wyłącznik 11 na l.
W celu wyłączenia urządzenia ustawić włącznik/wyłącznik 11 na 0.
Ustawianie głębokości frezowania (patrz szkic F
■ Ustawienia głębokości frezowania wolno dokonywać jedynie przy wyłączonym elektronarzędziu.
Ustawić elektronarzędzie na przeznaczonym do obróbki materiale.
Otworzyć dźwignię mocującą 10, obrócić korpus frezarki 2 tak, aby znacznik „▲” wskazywał na symbol „■” przesuwać jednostkę napędową wolno w dół tak, by frez dotknął obrabianego materiału. Zablokować ustawienie jednostki napędowej przez zamknięcie dźwigni mocującej 10.
Odczytać wartość na skali 8 i zanotować (zerowanie). Do tej wartości należy dodać pożadana głębokość frezowania.
Otworzyć dźwignię mocującą 10 i nastawić jednostkę napędową tak, by na podziałce widoczna była wyliczona wartość. Obrócić korpus frezarki 2 tak, by znacznik „▲” wskazywał na symbol „◆” i ponownie zamknąć dźwignię blokującą 10.
Skontrolować nastawioną głębokość frezowania w drodze prób i w razie potrzeby skorygować.
Do precyzyjnego ustawiania głębokości frezowania należy ustawić jednostkę napędową (przy otwartej dźwigni 10) tak, by znacznik „▲” wskazywał na symbol „Ża pomocą pokrętła 3 nastawić pożadaną głębokość frezowania. Zamknąć dźwignię mocującą 10, aby zablokować jednostkę napędową w korpusie frezarki.
Wskazówki robocze
Kierunek frezowania (patrz szkic G
Kierunek frezowania musi być stale przeciwny do kierunku obrotów freza (frezowanie przeciwbieżne).
Przy frezowaniu w kierunku zgodnym z kierunkiem obrotów frezu (frezowanie współbieżne) elektronarzędzie może zostać wyrwane z ręki osoby obsługującej.
Frezowanie
■ Elektronarzędzie wolno eksploatować tylko z zamocowanym korpusem frezarki. Utrata kontroli nad elektronarzędziem może być przyczyną obrażeń.
■ Przed rozpoczęciem frezowania należy skontrolować, czy znacznik „▲“ na korpusie frezarki 2 zgadza się z symbolem „na jednostce 1 napędowej.
Wskazówka: Należy wziąć pod uwagą, że frez 4 wystaje zawsze z płyty podstawowej 7. Proszę uważać, aby nie uszkodzić szablonu lub przedmiotu obrabianego.
Ustawić głębokość frezowania zgodnie z opisem, znajdującym się powyżej.
Włączyć elektronarzędzie i przyłożyć do miejsca przeznaczonego do obróbki.
Dokonać obróbki wymuszając równomierny posuw elektronarzędzia.
Po zakończeniu frezowania wyłączyć elektronarzędzie Nie odkładać elektronarzędzia przed całkowitym zatrzymaniem się narzędzia frezującego.
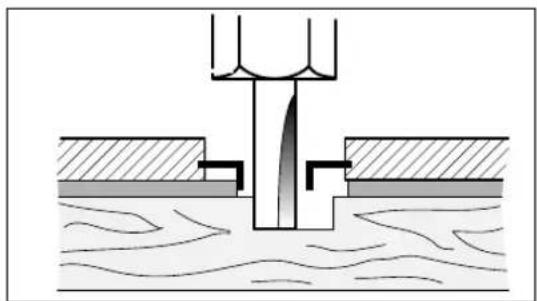
Frezowanie z tuleją kopiującą
Za pomocą tulei kopiującej 14 można przenosić na obrabiany element kontury na podstawie wzorów lub szablonów.
Włożyć tuleję kopiującą 14 (patrz szkic H
Wykręcić cztery śruby z łbem cylindrycznym, znajdujące się na spodzie płyty ślizgowej 6 i zdjąć płytę 6. Kierując się rysunkiem, wstawić pierścień gumowy 15, a następnie tuleję kopiującą 14 do okrągłej płyty ślizgowej 16. Przykręcić płytę 16 za pomocą załączonych w zestawie śrub z łbem płaskim do płyty podstawowej 7.
Regulacja/centrowanie tulei kopiującej (patrz szkic 1
Aby odstęp od środka frezu i krawędzi tulei kopiującej był zawsze taki sam, tuleja kopiująca i podstawa ślizgowa mogą być, gdy jest to wymagane, względem siebie odpowiednio wycentrowane.
Poluzować śruby mocujące 17 o ok. dwa obrócenia, tak by płyta ślizgowa 16 dała się swobodnie poruszać.
Wstawić trzpień centrujący 18 zgodnie z rysunkiem do uchwytu narzędziowego. Dokręcić ręcznie nakrętkę nasadową tak, trzpień centrujący dał się swobodnie poruszać.
Ustawić trzpień centrujący 18 i tuleję kopiującą 14 względem siebie poprzez lekkie przesuwanie płyty ślizgowej 16.
Ponownie dociągnąć śruby mocujące 17 i usunąć trzpień centrujący 18 z uchwytu narzędziowego.
Frezowanie
Średnica zastosowanego frezu musi być mniejsza niż średnica wewnętrzna tulei kopiującej.
Przystawić elektronarzędzie z zamontowaną tuleją kopiującą 14 do szablonu.
Elektronarzędzie z wystającym bolcem kopiującym należy prowadzić wzdłuż szablonu z lekkim bocznym dociskiem.
Wskazówka: Ze względu na wystającą wysokość tulei kopiującej grubość szablonu powinna wynosić co najmniej 8 mm.
Frezowanie krawędziowe i kształtowe (patrz szkic K
Przy frezowaniu krawędzi i form bez zderzaka równoległego należy stosować frezy z bolcem prowadzącym lub łożyskiem kulkowym.
Elektronarzędzie przystawiać z boku do obrabianego przedmiotu, aż bolec prowadzący i łożysko frezu przyłgnie do powierzchni przeznaczonej do obróbki. Prowadzić
elektronarzędzie wzdłuż krawędzi przedmiotu, zwracając przy tym uwagę, aby siła przyłożenia była adekwatna do kąta frezowania. Zbyt silny nacisk może uszkodzić krawędź obrabianego przedmiotu.
Frezowanie ze zderzakiem równoległym (patrz szkic L
Umocować prowadnicę równoległą 20 na korpusie frezarki za pomocą śruby radełkowanej 19.
Wymaganą głębokość ustawić na prowadnicy równoległej 21 za pomocą śruby motylkowej.
Prowadzić elektronarzędzie z lekkim bocznym dociskiem na prowadnicę równoległą 20 wzdłuż krawędzi obrabianego przedmiotu, zachowując przy tym równomierny posuw.
Frezowanie z użyciem prowadnicy pomocniczej (patrz szkic M
Prowadnica pomocnicza 22 służy do frezowania krawędzi za pomocą frezów bez bolca prowadzącego i łożyska kulkowego.
Umocować prowadnicę pomocniczą 22 a korpusie frezarki za pomocą śruby radełkowanej 19.
Prowadzić elektronarzędzie wzdłuż krawędzi obrabianego przedmiotu, zachowując przy tym równomierny posuw.
Odstęp boczny
Aby zmniejszyć lub zwiększyć wydajność szlifowania, można przestawić odstęp boczny między przedmiotem obrabianym i rolką prowadzącą prowadnicy pomocniczej.
Zwolnić śrubę motylkową 24. Obracając śrubą 23 ustawić pożądany odstęp boczny, a następnie dociągnąć ponownie śrubę 24.
Wysokość
W zależności od użytego frezu i grubości obrabianego materiału można regulować położenie pionowe prowadnicy pomocniczej.
Zwolnić śrubę radełkowaną 19 na prowadnicy pomocniczej, przesunąć prowadnicę na pożadaną pozycję i dociągnąć śrubę radełkowaną.
Montaż osłony korpusu frezarki (patrz szkic N
Do montażu osłony korpusu frezarki 25 należy usunąć dźwignię mocującą 10. Nasunąć osłone 25 górą na korpus 2 i przykręcić ponownie dźwignię mocującą 10 na tyle mocno, by zamknięcie dźwigni powodowało pewne przytrzymanie jednostki napędowej 1.
Frezowanie przy użyciu korpusu do frezowania kątowego (patrz szkice ☐) ☐
Korpus 26 przystosowany jest zwłaszcza do frezowania laminowanych krawędzi w trudnodostępnych miejscach i blisko krawędzi, do frezowania specjalnych kątów, a także do ukosowania krawędzi.
Przy frezowaniu krawędzi z zamontowanym korpusem do frezowania kątowego 26 należy używać wyłącznie frezów z bolcem prowadzącym lub łożyskiem kulkowym.
Montażu korpusu do frezowania kątowego dokonuje się tak, jak podano w zaleceniach dotyczących montażu korpusu 2.
Aby osiągnąć precyzyjne kąty, korpus 26 zaopatrzony został w rozmieszczone co 7,5° rowki. Całkowity zakres regulacji wynosi 75°; korpus do frezowania kątowego można też przechylić o 45° do przodu i o 30° do tyłu. Aby ustawić kąt należy poluzować obie śruby motylkowe 27. Ustawić wybrany kąt za pomocą podziałki 28 i ponownie dociągnąć śruby 27.
Frezowanie przy użyciu płyty ślizgowej z uchwytem ręcznym i przystawką do odsysania pyłu (patrz szkic R
W miejsce płyty ślizgowej 6 można zamontować płytę 32, która zaopatrzona została w dodatkowy uchwyt 29 oraz możliwość podłączenia urządzenia do odsysania pyłu.
Wykręcić cztery śruby z łbem walcowym, znajdujące się na spodzie płyty ślizgowej 6 i zdjąć płytę. Kierując się rysunkiem, przykręcić płytę 32 za pomocą załączonych śrub z łbem płaskim do płyty podstawowej.
Aby podłączyć odsysanie pyłu, należy przykręcić przystawkę 31 za pomocą dwóch śrub do płyty ślizgowej 32. Podłączyć wąż odsysający o średnicy 19/35 mm do przystawki 31.
Aby zapewnić optymalną wydajność odsysania, należy regularnie czyścić przystawkę do odsysania pyłu 31.
Do obróbki krawędzi należy stosować dodatkowo pokrywę odsysającą 30. Jej montażu należy dokonać zgodnie z rysunkiem. Do obróbki płaskich powierzchni pokrywę odsysającą 30 należy zdemontować.
Urządzenie można bezpośrednio podłączyć do wtyczki uniwersalnego odkurzacza Bosch wyposażonego w automatykę zdalnego sterowania. Odkurzacz włącza się wtedy automatycznie w momencie uruchomienia urządzenia.
Odkurzacz musi być dostosowany do odsysania danego rodzaju pyłu, jaki powstaje przy obróbce.
Przy odsysaniu szczególnie szkodliwych dla zdrowia, rakotwórczych, suchych pyłów stosować odkurzacze specjalne przeznaczone do tego celu.
Konserwacja i czyszczenie
■ Przed przystąpieniem do jakichkolwiek czynności przy urządzeniu wyciągnąć wtyczkę z gniazdka.
Elektronarzędzie i jego otwory wentylacyjne należy utrzymywać stale w czystości, aby móc wygodnie i bezpiecznie pracować.
Jeśli elektronarzędzie, mimo dokładnej i wszechstronnej kontroli produkcyjnej, ulegnie kiedykolwiek awarii, naprawę powinien przeprowadzić autoryzowany serwis elektronarzędzi firmy Bosch.
Przy wszystkich zgłoszeniach i zamówieniach części zamiennych konieczne jest podanie 10-cyfrowego numeru katalogowego urządzenia zgodnie z danymi na tabliczce znamionowej.
Obługa klienta oraz doradztwo techniczne
Ze wszystkimi pytaniami, dotyczącymi naprawy i konserwacji nabytego produktu oraz dostępu do części zamiennych prosimy zwracać się do punktów obsługi klienta. Rysunki techniczne oraz informacje o częściach zamiennych można znaleźć pod adresem:
www.bosch-pt.com
Zespół doradztwa technicznego firmy Bosch służy pomocą w razie pytań związanych z zakupem produktu, jego zastosowaniem oraz regulacją urządzeń i osprzętu.
Polska
Serwis Elektronarzędzi
Ul. Szyszkowa 35/37
02 - 285 Warszawa
Tel.: +48 (022) 715 44 60
Fax: +48 (022) 715 44 41
E-Mail: bsc@pl.bosch.com
Infolinia Działu Elektronarzędzi:
+48 (801) 100 900
(w cenie połączenia lokalnego)
E-Mail: elektronarzedzia.info@pl.bosch.com
www.bosch.pl
Zastrzega się prawo dokonywania zmian
Usuwanie odpadów
Elektronarzędzia, osprzęt i opakowanie należy doprowadzić do ponownego użytkowania zgodnego z zasadami ochrony środowiska.
Tylko dla państw należących do UE:

Nie należy wyrzucać elektronarzędzi do odpadów domowych!
Zgodnie z europejską wytyczną 2002/96/EG o starych, zużytych narzędziach elektrycznych i
elektronicznych i jej stosowania w prawie krajowym, wyeliminowane niezdatne do użycia elektronarzędzia należy zbierać osobno i doprowadzić do ponownego użytkowania zgodnego z zasadami ochrony środowiska.
Technická data
Frézka na hrany GKF 600
Professional
Nusukite gaubiamaja veržlę su suspaudžiamaja jvore 5.
Atleiskite suklio fiksuojamajj klaviša 9.
Tvirtai užveržkite gaubiamają veržlę 5.

- Informacja na temat halasu i wibracji
- Należy nosić ochronę słuchu!
- OSTRZEŻENIE
- Oświadczenie o zgodności C€
- Przedstawione graficznie komponenty
- Zasady bezpieczeństwa
- Użytkowanie zgodnie z przeznaczeniem
- Montaż
- Demontaż jednostki napędowej (patrz szkic A
- Wybór frezu
- Montaż frezu (patrz szkice B) C
- Wymiana tulei zaciskowej (zacisku) (patrz szkic D
- W żadnym wypadku nie wolno dociągać tulei zaciskowej z nakrętką nasadową przed zamocowaniem frezu.
- Montaż jednostki napędowej (patrz szkic E
- Regulacja dźwigni mocującej
- Uruchamianie
- Włączanie/wyłączanie
- Ustawianie głębokości frezowania (patrz szkic F
- Wskazówki robocze
- Kierunek frezowania (patrz szkic G
- Frezowanie
- Frezowanie z tuleją kopiującą
- Włożyć tuleję kopiującą 14 (patrz szkic H
- Regulacja/centrowanie tulei kopiującej (patrz szkic 1
- Średnica zastosowanego frezu musi być mniejsza niż średnica wewnętrzna tulei kopiującej.
- Frezowanie krawędziowe i kształtowe (patrz szkic K
- Frezowanie ze zderzakiem równoległym (patrz szkic L
- Frezowanie z użyciem prowadnicy pomocniczej (patrz szkic M
- Odstęp boczny
- Wysokość
- Montaż osłony korpusu frezarki (patrz szkic N
- Frezowanie przy użyciu korpusu do frezowania kątowego (patrz szkice ☐) ☐
- Frezowanie przy użyciu płyty ślizgowej z uchwytem ręcznym i przystawką do odsysania pyłu (patrz szkic R
- Konserwacja i czyszczenie
- Obługa klienta oraz doradztwo techniczne
- www.bosch-pt.com
- Polska
- Usuwanie odpadów
- Tylko dla państw należących do UE:
- Technická data
- Frézka na hrany GKF 600
Marka : BOSCH
Model : GKF 600 Professional
Kategoria : Router