
HSG 190D - Spawarka Herkules - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia HSG 190D Herkules w formacie PDF.
| Typ produktu | Spawarka MIG/MAG (gaz obojętny/aktywny) |
| Marka | Herkules |
| Model | HSG 190D |
| Waga | 36,3 kg |
| Zasilanie elektryczne | 230 V / 400 V ~ 50 Hz (zasilacz 230 V w zestawie) |
| Prąd spawania | 25 - 160 A (maks. 190 A) |
| Napięcie jałowe (U0) | 41 V |
| Średnica drutu | 0,6 / 0,8 / 1,0 mm |
| Pojemność szpuli drutu | Maks. 5 kg |
| Zalecany bezpiecznik | 16 A |
| Cykl pracy (X%) przy 400 V | 160 A : 10% ; 130 A : 25% ; 100 A : 35% ; 85 A : 60% |
| Cykl pracy (X%) przy 230 V | 115 A : 10% ; 90 A : 25% ; 70 A : 35% ; 60 A : 60% ; 40 A : 100% |
| Zabezpieczenie termiczne | Tak (kontrolka przegrzania) |
| Klasa izolacji | H |
| Stopień ochrony | IP21 |
| Norma | EN 60974-1 |
| Rodzaj gazu | CO₂, Argon/CO₂ (do stali niestopowej) |
| Akcesoria w zestawie | Palnik, wiązka kabli, maska spawalnicza, reduktor ciśnienia, manometry, kabel adaptera 230 V |
| Konserwacja | Regularne czyszczenie wilgotną szmatką; brak wewnętrznych części wymagających konserwacji |
| Bezpieczeństwo | Zabezpieczenie termiczne, bezpiecznik, szczegółowe instrukcje bezpieczeństwa w instrukcji obsługi |
| Cięści zużywające się | Rolka podająca, dysze, rurki kontaktowe, drut spawalniczy |
| Gwarancja | 60 miesięcy (5 lat) do użytku nieprofesjonalnego; 12 miesięcy do użytku komercyjnego |
Często zadawane pytania - HSG 190D Herkules
Pytania użytkowników dotyczące HSG 190D Herkules
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję HSG 190D - Herkules i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. HSG 190D marki Herkules.
INSTRUKCJA OBSŁUGI HSG 190D Herkules
PL Instrukcja oryginalna Pótautomat spawalniczy
IS Upprunalegar notandaleiöbeiningar MIG-MAG suoutaiki
CZ Originalni navod k obsluze Svarecka pro svarovi v ochranné atmosefere
SE Original-bruksanvisning MIG/MAG-svets
SK Originalny nadv na obsluhu Zvaračka v ochrannej atmôsfére
Podczas uzytkowania urzadzenia nalezy
przestręgac wskazówek bezpieczenersstwa w celu
unikniecia zranien i uszkodzen. Z togo względu
prosze dokladnie zapoznać sie z instrukacja
obslugi/ wskazówkami bezpieczenersstwa. Prosze
zachłowć instrukczy i wskazówki, aby:noza
byto w kazdym momencie do rich wrocić. W
razie przybekazania urzadzenia inniej osobie,
prosze wraczyc jej rownikź instrukczy obstugi/
wskazówki bezpieczenersstwa. Nie odpwiadamy
za wypadki i uszkodzenia zaistniae w wyniku
nieprzestrzegania ninejszej instrukczy i wskazówek bezpieczenersstwa.
1. Wskazówki bezpieczernstwa
Własciwe wskazówki bezpieczenersstwa znajdujasie w załaczonym zeszycie!
Niebezpieczenstwo!
Przechyta wszystkie wskazówki bezpieczene sta i instrukcje. Nieprzestrzeganie instrukcji wskazowek bezpieczene sta wywołac porazenia pradem, niebepieczene stwo pozaru lub ciżkie zranienia. Prosze zachowa na przyszlósć wskazówki bezpieczene sta i instrukcje.
2. Opis urzadzenia i zakres dostawy
2.1 Opis urzadzenia (rys. 1-8)
- Uchwyt
- Wskaznik wączenia
3 Lampka kontrlna wyftcznika ciepla - Pokrywa obudowy
- Butle gazowe -powierzchnia odstawenia
- Rolki
- Przelacznik pradu spawania
- Wlącznik / Wylącznik przy.§ćznika napiecia
- Wtyczka CeCon
- Klema masy
- Przewód
- Dysza gazowa
- Palnik
- Rolki kierujace
- Haki na tancuchy
- Podlączenie doprowadzenia gazu
- Maska spawalnicza
- Waz gazu obojtnego
- Reduktor cisnienia
- Manometr (ilosc gazu przepywowego)
-
Zlacze srobowe
-
Zawór bezpieczentstwa
- Podłaczenia węza gazu obojtnego
- Przycisk obrotowy
- Przelacznik palnika
- 3 x rura stykowa
- Uchwyt Pokrywy obudowy
- Lancuch zabeepieczajacy
29.Drut spawalniczy-regulator prędkosci - Kabel adaptera
- Manometr (cisnienie butli)
a. 16 x招投标 do rolek bieznych
b. 16 × pierscieni osadczych do rolek bieznych
c. 16 x podktheadek do rolek bieznych
d. 2 x zaciskacz do węź
k. 1 x ramy gazu obojetnego
1. 1x szkto spawalnicze
m. 1 x transparentne szkto spawalicze
n. 2 x tuleja trzymajaca gaz obojetny
o. 3x nakrtekuauchwytu
o. 3 x sruby do uchwytu
q. 2 x trzpien trzymajacy gaz obojtny
r. 1xuchwyt
s. 1 x ramy maski spawalniczej
2.2 Zakres dostawy
Prosimy sprawdzić na podstawie podanego zakresu dostawyczy produkt jest kompletny. Jeźeli stwierdzono brak czeci, prosimy zworci cię w ciagu 5 dni roboczych od zakupu produktu do naszego centrum serwisowej lub punktu zakupu urzadzenia przystawiazajc dowód zakupu. Prosimy wzią pod uwage umieszczona w informacjach serwisowych na koncu tej instrukcjti tablewicznę gwarancyjnych.
- Otworzyc opakowanie i ostrożnie wymiagnę urzadzenia.
Zdjac opakowanie oraz zabezmieczenia do transporte (jesli jest).
Sprawdzić,czy dostawa jest kompletna. - Sprawdzcic,czy urzadzionie i wyposazenie dodatkowe nie zostaly uszkodzone w transporcie.
W razie mozliwoci zachowac opakowanie, azdo upywu czasu gwarancji.
Niebezpieczestrwo!
Urzadzenie i opakowanie nie są jabawkami! Dzieci nie moga bawić sie czȩsciami z tworzywa sztucznego, foli i malymi elementami! Niebeźpieczscreenwo polknięcia i uduszenia sie!
PL
Spawarka
Instrukcja oryginalna
Wskazowkibepezierstwa
3. Użycie zgodne z przyznaczenia iem
Spawarka do spawania w atmosferze gazow ochronnych przyznaczona jest wylącznie do spawania MAG (matal-aktiv-gas) stali przy uzyciu odpowiednich drutow spawalniczych i gazow.
Urzadzenie uzywac tylko zgodnie z loro przyeznaczeniem. Kaźde uzychie, odbiegajce od opisanego w ninejszej instrukcji jest niedzodne z przyznaczenium urzadzenia. Za powstał wyniku niewlasciwoe uzytkowania szkody lub zranienia odpowiedzialnosc ponosi uzytkownik/ wlasciel, a nie producent.
Wazna wskazowska na temat podlączenia do zasilania energia elektryczna
Urzadzenie podlega klasie A normy EN 60974-10, tzn. nie nadaje sie do uzytku w obszarach mieszkalnych, w ktorych zasilanie energia elektryczna要进一步puje z publicznej sieci elektronegerycznej niskiego napięcia, poniewaz w przypadku zaistnienia niedrzejcie warunkow w sieci urzadzenia要去 spowodstawie zaklocen. Jeźeli chcą Państwo pracstawie z urzadzenia na terenie mieszkalnym, zasilanym energia elektryczna z publicznej sieci elektronegerycznej niskiego napiȩcia, konieczne jest zastosOWANIE fi Itra elekromagnetycznégo, ktory agronomicny na tyle powstawanie zaklocen elektromagnetycznych, zeNie sądno one powodowej utrudnia dla innych uzytkownik.
W obiektach przemystowych oraz w innych obszarach, w ktorych zasilanie energia elektryczna nie natestpuje z publicznej sieci elektronegoretycznej riskiego napiecia, urzadzenie moze byc stosowane bez uzycia dodatkowego fi ltra.
Ogólne srodki bezpieczěnstwa
Uzytkownik odpodiada za prawidlowe, zgodne z zaleceniami producenta zainstalowanie i uzytkowanie urzadzenia. W przypadku stwierdzenia zaklocen elektromagnetznych uzytkownik urzadzenia odpodiada za ich usuniecie zgodnie z zamieszczonym wyzej punktem „Ważna wskazówka na temat podłoczenia do zasilania energia elektryczna".
Redukcja emisji
Zasilanie z glownej siec elektoenergetycznej Spawarke nalezy podlączy zgodnie z instrukacja produccta do sieci zasilania energia elektryczna. W przypadku wystapienia zaklocen要去 zaistnieć koniecznosć pod.§cia dodatkowych kroków, np. zaintalowania filtra obnizAJęcgo powstawanie zaklocen na sieci zasilajacej (patrz punkt.,Ważna wskazówka na temat podlączenia do zasilania energia elektryczna"). Przewody spa walnicze powinny byc jak najkrotsze.
Stymulator sera (rozrusznik)
Osoby, u ktopych stosujie sie elektronicze urzadzenia podtrzymujace zycie (np. stimulator sera, czli tzw. "rozrusznik", itp.), zanim znajda sie w povlizu maszyn do spawania tukowego, zgrzewania punktowego, wypalania i ciecia, powinny zasiegracn konsultaci lekarskiejczy pola magnetyczne w potaczeniu z wysokimi pradami elektrycznych nie majora wpywu na dzialanie tych urzadzeni.
Okres gwarancjiwynosi 12 mieseace w przypadku profesjonalnegoi 24 mieseace w przypadku prywatnego uzytku. Bieg okresu gwarancji Rozpoczyna sie zdniem zakupu urzadzenia.
4. Symbole i dane techniczne
EN 60974-1
Norma Europejska odnosnie sprețtu do spawania lukowo go i spawalniczych zródei energii o agrani-zonym czasie obciañenia
U
Znamionowe napiecie biegu jalowego
U
Napięcie sieciowe
0 mm
Srednica drutu spawalniczego
L
Maksymalna wartosc pomiarowa prady sieciwo
wego
1
Prad spawania
50Hz
Czestotliwość sieci
PL
IP 21
Stopien ochrony
H
Klasa izolacji
X
Czas zalaczenia
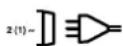
Podlącenie do sieci

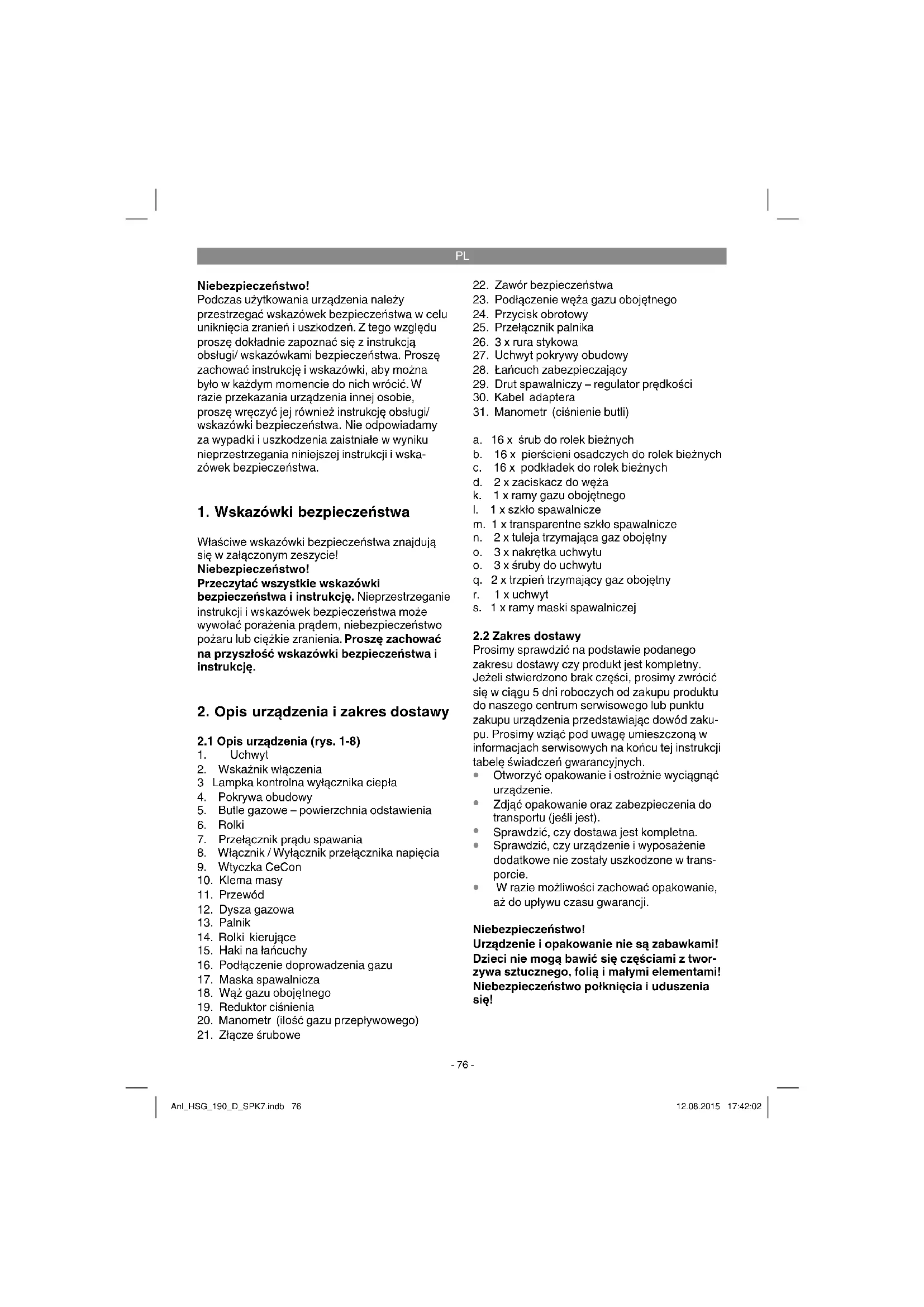
Spawanie tukowe elektroda metalowa w ostonie gazu obojtnego i w ostanie gazów aktywnych wylacznie przy uzyciu drutu spawalniczego

Symbol dla opadajacej krzywej charakterystycznej
Transformer
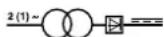
Bezpiecznik o pradzie znamionowym w amperach w sieci

Nie przechowyac ani sie uzytkowac urzadzenia w wilgotnym baudzmokrym otoczeniu lub na deszczu

Przed uzyciem spawarki dokladnie zapoznać sie z instrukcja obstugi i stosownik są do niece
Napięcie znamionowe: 230 V/400 V ~ 50 Hz
Prad spawania: 25-160 A (max. 190 A)
| Czas pracy X%: 10 15 | 25 | 3 | 5 60 | 100 | |||
| Prad spawania I2(A): | |||||||
| 400 V: 160 130 100 85 | 55 / | ||||||
| 230 V: / 115 90 70 60 40 | 25 | ||||||
Napięcie znamionowe biegu jaluwg O: 41 V
Beben na drut spawalniczy max.: 5 kg
Srednica drutu spawalniczego: 0,6/0,8/1,0 mm
Beziepocznik: 16 A
Waga: 36,3 kg
Podane czasy spawania odnosza sie do tempera tury otoczenia 40^
5. Przed uruchomieniem
5.1 Montaz (rys. 5-21)
5.1.1 Montaz rolek bieznych i rolek kierujacych (6/14)
Rolki biezne (6) i rolki kierujuce (14) zamontowac zgodnie z rys. 7, 9, 10, 11.
5.1.2 Montaz maski spawalniczej (17)
Szklo spawalnicze (I) i w tym przyezroczyste szklo ochonne (m) połozyć w ramach szkla ochronnégo (k) (rys. 12).
Trzpienie trzymajace szklo ochonne (q) wcisnac na zewnatrz w otwory ram (s) maski spawalniczej. (Rys. 13)
- Aby zabezmieczyc ramy dla szkta ochrnnego (k), nalezy połozyc ramy szkta ochrnnego (k) ze szklem spawalniczym (l) i przyezroczystym szklem ochrnnym (m) od wewnatrz we wglebienie w ramach maski spawalniczej (s), na trzpienich trzymajacych szkto ochronne (q) wcisnac tuleje trzymajace szkto ochronne (n), do momentu az zaskoczca. Przezroczyste szkto ochronne (m) musi lezeć na stronie zewnetrznej. (Rys. 14)
Görne krawedzie ram maski spawalniczej (s) zgić do wewnatrz (rys. 15/1) i zgić rogi gornych krawedzi (rys. 15/2). Nastepnie zgić do wewnatrz zewétrzne strony ram maski spawalniczej (s) (rys. 15/3) i polaczyć poprzej mocne docisniecie Rogów krawedzi gornych i zewétrznych stron. Przy zatrzasność są jej strony musi byc slyszalny podwojny wyraźny
PL
odglos kliknięcia (rys. 15/4).
- Jesli oba górne rogi maski spawalniczej są polaczone, tak jak przystawiono na rys. 16, naleź wyrożyc s Ruby uchwytu (p) od zewnatrz przyzez 3 owory w masce spawalniczej. (Rys. 17)
- Okrecic maske spawalnicza i przyrekicuchwyt (r) przygwin 3 srbuchwytu (p). Namasce spawalniczej przyrekicuchwyt (r) za pomoc3 nakretekuchwytu (o). (Rys.18)
5.2 Podlączenia gazu (rys. 4-6, 19-25)
5.2.1 Rodzaje gazu
Przy spawaniu ze zespolonym drutem konieczna jest osłona gazu, sklad gazu obojetnegoazoleźny jest od wybranego procesu spawania:
| Gazobojetny CO2 Argon/CO2 | ||
| Do spawanego metalu:Stal niestopowa | X | X |
5.2.2 Montowanie butli gazowej na urzadzeniu (rys. 19-25)
Urzadzenie dostarczane bez butli gazowej!
Zamontowac butle gazowa jak przyzdawiono na rysunkach 19 - 21. Uwazac na mocne osadzenia lancucha zabezpieczajacego (28) oraz na to, zeby spawarka stała zabezpieczona na wypadek wyworcenia.
Niebezpieczeinstwo! Na powierzchni odstawienia butli gazowych (rys. 19/5) montowa tlyko butle gazowe do max. 20 L. W przypadku uzycia wiekszych butli gazowych istnieje niebezpieczeinstwo wyworcenia, takie butle stawiac tlyko obok urzadzenia. W takim wypadku butla gazowa musi byc wystarczajco zabezpieczone na wypadek wyworcenia!
5.2.3 Podlączenia butli gazowej
Po zdjeci klapy ochonnej (rys. 22/A) na krö-ko otworzyc wentyl butli (rys. 22/B) w strone przeciwna do ciala. Ewentualnie za pomoc sąchę szczotki wyczysci gwint podlącenia (rys. 22/C) bez użycia jakichkolwiek sroków czyszczących. Kontrolowa,czy na reduktorze cisnienia (19) jest uszczelka i przy jej stan jest bez zarzutu. Reduktor cisnienia (19) przykrećci w kierunku wskazowek zagara na gwincie podlącenia (rys. 23/ C) butli gazowej (rys. 23). Obydwa zaciski do węza (d) poprowadźć przy wź gazu obojetnego (18). Wź gazu obojetnego
(18) wiozyc do podlączenia węza gazu obojtnego (23) na reduktorze ciśnienia (19) i podlączenia prowadzenia gazu (16) na spawarce i zabeepieczycy oba mięska podlączenia zaciskami do węza (d). (Rys. 24-25)
Niebezpieczeneistwo! Uwaczac na szczelnosc wszystkich podlaczen gazu i polaczen! Kontrolowa podlaczenia i.), pomocza spray'una nieszczelnosci i lub mydlin.
5.2.4 Objasnienie reduktora cijsnienia (rys. 4/19)
Manometr (31) pokazuje cisnienie butli w barach. Na przycisku obrotowym (24)MZe byc ustawiona ilosc przeplywowego gazu. Ustawiona ilosc przeplywowego gazuMZe byc odczytwana z manometru (20)w litrach na minute (l/min). Gaz wychodzi przyez podlaczenia woza gazu obojtnego (23) i jest dostarczany za pomocza gwza gazu obojtnego (rys. 3/18) do spawarki. (patrz 5.2.3)
Wskazowka! W celu ustawienia ilosci przeptywowego gazu postepowa zawsze zgodnie z punktem 6.1.3.
Reduktor ciasnienia podlączy na butli gazowej za pomocę tącza srbowego (21) (patrz 5.2.3).
Niebezpieczeneistwo! Ustawienia i naprawy na reduktorze cisnienia moga byc przyprowadzane tylko przyez SPECIALE. Ewentualnie uszkodzony reduktor cisnienia wyslac do autoryzowanego serwisu.
5.3 Podlącenie do sieci
- Przed podlączemium urzadzenia naleź sie upewnić, ze dane na tabliczce znamionowej urzadzenia są zgodne z danymi zasilania.
Urzadzenie要去zostac podlaczone wytaczniedo odpowiednio uziemionego i zabezpieczonego gniazdka.
Aby uniknac niebepezicznstwa ognia, porazenia pradem lun zranienia osob prosze przyestrzegac nastepujacych wskazowek.
- Nigdy nie podłaczać urzadzenia do prȩdu z napieciem 400 V, sąli urzadzenia ustawione jest na 230 V. Uwaga: Niebezpiecześćwo pożaru!
- Przed ustawieniem napiecia znamionowego prosze oddzielic urzadzenia od napiecia zasi-lania.
-
Prestawianienapięcza znamionowej podczechas uzytkowania spawarki jest zabronione.
-
Przed uzyciem spawarki prosze sie upewnić, ze ustawione napiecie znamionowe urzadzenia zgodza sie ze zrodtem prudu.
Uwaga:
Spawarka wyposañona jest we wtyczke 400V 16 A-CeCon. Jeźeli spawarka ma byc podłuczona do prȩdu o napięciu 230 V~NSEZY uzyć kabla zadapterem nr 30.
5.4 Montaz szpuli z drutem (rys. 1, 5, 6, 26-34)
Urzadzenie dostarczane bez szpuli z drutem!
5.4.1 Rodzaje drutów
W zaleznosci od zastosowania potrzebne są roźne druty spawalicze. SpawarkaMZe byc uzywana z drutami spawaliczymmi o srednicy 0,6;0,8i1,0mm.Odpowiednia rolka przesuwna i rury stykowe dotaczone są do urzadzenia.Rolka przesuwna, rura stykowa i przykrój drutu musza do siebie zawsze pasowych.
5.4.2 Pojemnosc szpuli na drut
W urzadzeniu moga byc montowane szpule z drutem do maxymalnie 5 kg.
5.4.3 Zakladanie szpuli z drutem
- Otworzyc polkrywo obudowy (rys. 2/4), przy tym uchwyt polkrywy obudowy (rys. 2/27) przesunanć do tylu i podniaść polkrywo obudowy (rys. 2/4).
W celu zapewnienia rownomierneo rozwinipecia drutu kontrlowac,czy uzwojenia na szpuli nie nafozytie sie na siebie.
Opis podajnika drutu spawalniczego (rys. 26-27)
A Blokada szpuli
B Uchwytszpuli
C Kotek zabierakowy
D Sruba reguljaca hamulce rolek
E Sruby uchwtyu rolek przesuwnych
F Uchwyt rolek przesuwnych
G Rolka przesuwna
H Uchwyt przewodu
I Krazek dociskowy
J Uchwyt krzka dociskowycho
K Spręzyna krajka dociskowej
L Sruba regulujaca docisk
M Rura prowadzaca
N Szpula z drutem
O Otwor zabierakowy szpuli z drutem
Zakladanie szpuli z drutem (rys. 26,27)
Połozyc szpule (N) na uchwyt szpuli (B). Zwracać uwage na to, zeby konćowska drutu spawalniczej go byla rozwijania na stromie prowadniczy drutu, patrz strzali. Uwaźac, zeby blokada szpuli (A) byta wciński a kolek zagierakowy (C) byt osadzony w otworze zagierakowym szpuli z drutem (O). Blokada szpuli (A) musi ponownie zatrzasność nad szpulza drutem (N). (Rys. 27)
Wprowadzenie drutu spawalniczego iustawi- enie prowadnicy drutu(rys.28-34).
Wcisnac sprezyne krażka dociskowej (K) do góry i obrócić do przyd (rys. 28).
Uchwyktzka zaciskowego (J) z krajkiem zaciskowym (I) i sprezyne krajka zaciskowego (K) Rozlozyc do dotu (rys.29).
Poluszowac s Ruby uchwytu rolek przesuwnych (E) i odkreci do gory uchwyt rolek przesuwnych (F) (rys. 30).
- Skontrolowa rolke przesuwna (G). Na górnnej stronie roki przesuwnej (G) musi byc podana odpowiednia grubosc drutu. Rolka przesuwna (G) wyposazona jest w 2 rowki prowadźne. W razie koniecznosci okręcić rolke przesuwna lub wymienic. (Rys. 31)
- Ponownie nałoźyc uchwyt rolek przysuwnych (F) i dokrecić.
Zdjec dyszegazowa (rys.5/12) z palmika poprzej okrecenie w prawa strone, odkreci rure stykowa (rys.6/26) (rys.5-6).Przewod (rys.1/11) moziwe prosto wyprowadzony ze spawarki polozyc na ziemi.
- Pierwsss 10 cm drutu spawalniczego odciac tak, zeby powstalo proste ciècie bez wypustów, skrzywończy za robudzen. Okroic konćowke drutu spawalniczego.
- Za pomocarurki prowadzacej (M) wsunac drut spawalniczy pomiedzkrakziem dociskowym i rolka przesuwna (G/l) wuchwyt (H) przewodu. (Rys. 32) Drut spawalniczy ostroznie wsunac z reki tak daleko w przywod, az bedzie wystawat na palniku (rys. 5/13) o ok. 1 cm.
Poluzowacsrube regulacyjna przechiwcijsnienia (L) o kila obrotow. (Rys. 34)
Uchwyt krajka dociskowo (J) z krzkiem dociskowym (I) oraz sprezyne krajka dociskowo (K) ponownie Rozlozyc do góry i zawiesić sprezyne krzka zaciskowo na srbie regulujućej docisk (L) (rys. 33).
- Tak ustawic szrube regulacyjnajrzeciwcisnienia (L),aby drut spawalniczybyt mocno osadzony pomiedzy krakkiendociskowym (I) i rolka przesuwna (G) bez
PL
- Pasujęc rure stykowa (rys. 6/26) do przykroju uzywanego druta przykrećci na palniku (rys. 5/13) i nałycz dyszc gazowa poprzecz dokrecenie w sprawa strone (rys. 5/12).
- Tak ustawic招投标 regulacyjna hamulca rolek (D), zeby drut pozwalat sie caly czas prowadzici rolka zatrzymywala sie automatycznie po zatrzymaniu prowadnicy drutu.
6. Obsługa
6.1 Ustawienie
Poniewaz ustawienie spawarki jest roźne w zaleznosci od zastosowania, zalecamy przy prowadzenia ustawien za pomocą spawania probnego.
6.1.1 Ustawianie prudu spawania
Prad spawania maybe cystustawiany w 6 stopniach na wlaczniku/wlaczniku (rys.1/7) praduspawania.Wymagany prad spawania jestazoleny od grubosci materialu, wymaganej gtebokosci wypalania oraz od przytego drutu spwania.
6.1.2 Ustawianie prędkosci przyzesuwu drutu
Prędkość przesuwu drutu zostaje automatycznie dopasowana do uzywanego ustawenia prȩdu. Ustawienie precyzyjne prȩdkości przesuwu drutuMZNA prerpopadzIC bezstopniowo na regulatorze prȩdkości przesuwu drutu (rys.1/29). Zaleca sie Rozpoczecie ustawien w 5 stopniach, ktore przystawiaż srednia wartosć, ewentualnie doregulowac. Niezbędna ilosc drutuazole jest od grubosci materiafu, glębokosci wypalania, przykroju uzytego drutu spawaliczego oraz od wielocko omijanych odstepów do spawanego przydetmiotu.
6.1.3 Ustawianie ilosci gazu przyptywowego
Ilosc przyepywowego gazu maybe cystustawiona bezstopiwo na reduktorze ciasnienia (rys. 4/19). Zostaje podana na manometrze (rys. 4/20) w litrach na minute (l/min). Zalecana ilosc gazu przyepywowego w nieprzewnych pomieszczeniach: 5-15 l/min
W celu ustawienia ilosci gazu przephywowego nalezy najpierw poluzowac dzwignie napinajaca (rys. 26/K) jegnostki przesuwu drutu, aby uniknac niepotrzebnego zuzychia drutu (patrz 5.4.3). Utworzyc podlaczenie sieci (patrz punkt 5.3),
włacznik/ wętacznik przyȩzacznika prȩdu spawania (rys. 1/7; 8) ustawic na stopniu 1; 230 V/400 V i uruchomic przyȩzacznik palnika (rys. 5/25), aby uwolnić przyptyw gazu. W tym momencie ustawic na reduktorze ciśnienia (4/19) wymaganą ilość gazu przyptywowego.
Okrecanie w lewa strone przycisku obrotowego (rys. 4/24):
Mniejsza ilosc gazu przyptywowego Okrpecanie w prawa strone przycisku obrotowej (rys.4/24): Wieksza ilosc gazu przyptywowego
Zablokować dzwignie napinajęc (rys. 26/K) podajnka drutu spawalniczego.
6.2 Podłaczenia elektryczne
6.2.1 Napięcie sieciowe
patrz punkt 5.3
6.2.2 Podlącenie klemy masy (rys. 1/10)
Klememasy (10) urzadzenia ustawic mozliwie w bezposrednim povlizu.), spawania. Uwazac na metalicznie poyskujace zlacze na.), stykowym.
6.3 Spawanie
Jesli sā wszystkie elektryczne podlaczenia do napiecia zasilania i obiegu pradu spawania, jak i podlaczenia gazu obojętnego,MZna postepować nastepujućo:
Spawane przydmioty w obszarze spawania musza byc wolne od farby, metalicznychPokryc, zabrudzen, rdzy, tluszczu i wilgoci.
Odpowiednio ustawic prad spawania, przysum drutu, ilosc gazu przypeplywowego (patrz 6.1.1-6.1.3).
Trzyma maske spawalnicza (rys. 3/17) przed twarza i prowadzic dysze gazowa do miejsca na przydmiocie, ktore powinno byc spawane. Uruchomico wącznik palika (rys. 5/25).
Jesli pali sie tuk elektryczny, urzadzenia prowadzi drut do kapieli spawania Jesli jadro zgrzeliny jest wystarczajco duze, palnik bedzie prowadzony powoli wzduz wymaganego brzegu. Ewentualnie lekko popchać wahadlowo, aby zwiekszyć kapiel spawalciglia.
PL
Idealne ustawienie prädu spawania, prędkosci przesuwu drutu i ilosc gazu przyptywowego okresić za pomocca spawania probnego. W idealnym przypadku slyszalny jest rowny szmer spawania. Giebokość wypalania powinna byc moziłowie glęboka, zeby kapiel spawalicza nie wylata są przy czobrabiany przyzemiot.
6.4 Elementy zabezpieczajace
6.4.1 Wylacznik cieplny
Spawarka wyposañona jest w ochrone przyded przyegrzaniem, chroniacja przyded przyegrzaniem transformatora spawalniczego. W momiecie zadzialania ochry王朝 przyded przyegrzaniemość lampka kontrlna (3). Spawarkę pożostawic na jaków do schlodzenia.
7. Wymiana przywodu zasilaj到账
Niebepezieczneistwo!
W razinguszkodzenia przewodu zasilajacego, przewod musi byc wymieniony przyaz autoryzowany serwis lub osobe posiadajac podobne kwalifikacje,aby uniknac niebezpieczeistwa.
8. Czyszczenie, konserwacja i zamawianie czego zamiennych
Niebezpieczenstwo!
Przed Rozpoczeciem jakichkolwiek prac zwiaganych z czyszczeniem wciagnac wtyczke z gniazdka.
8.1Czyszczenenie
- Urzadzenia zabezmieczajce, szczeliny powietrza i obudowa silnilka powinny byc w miarę不可避免z zawsze wolne od puymi zanieczyszczem. Urzadzenia wycierać czysta sciereczka lub przydmuchać spreźonym powietrzem o niskim ciasnieniu.
Zalecasie czyszczenie urzadzenia bezposrednio po kazdorazowym uzyciu. - Urzadzenia czyscić regularnie wilgotnasciereczka z niewielka iloscia szarego mydia. Nie uzywać zadnych srodków czyszczącychani Rozpuszczalsników; moga one uszkodzicczeci urzadzenia wykonane z tworzywa sztuczkiego. Naleź uwaźć, aby do wétrzaru urzadzenia nie dosta są woda. Wnikość wody do urzadzenia podwyźsa ryzykoprāżenia przem.
8.2 Konserwacja
We wnetrzu urzadzenia nie ma czeci wymagajacych konserwacci.
8.3 Zamawianie częci wymiennych:
Podczas zamawiania czeci zamiennych naleź podac nastepujuce dane:
Typurzadzenia
- Numerartykufu urzadzenia
- Numer identyifikacyjny urzadzenia
- Numerczeci zamiennej
Aktualne ceny artykutow i informacja znajduja sie na stronie: www.isc-gmbh.info
9. Utylizacja i recykling
Sprzej umieszczony jest w opakowaniu
zapobiegajycm uszkodzeniom w czasie transportu. Opakowanie jest surowcem i nadaje sie do powtornyego uzytku lub do recyklingu. Urzadzenia orazngo osprzet skladaja sie z roznych rodzajow materialow, jak np. metal i tworzywa sztuczne. Nie wyrzucec uszkodzonych urzadzen do smietnika! W celu odpowiednej utyilazcji nalezy oddac urzadzenia do specialistycznéng punctu zbiorki odpadow. Informcjio specjalistiycznych punktach zbiorki odpadow udziela administracja komunalna.
10. Przechowywanie
Urzadzenia i wyposazenie dodatkowe
przechowywać w miejscu ciemnym, suchym i walnym od przemarzania, zabezipieczyc przydziemi. Optymalna temperatura przechowymani 5 do 30^ . Przechowywać urzadzenia w oryginalnym opakowaniu.
PL
11. Wyszukwanie usterek
| Usterka Przyoczyna Sposob usunięcia | ||
| Rokkaprzesuwnanie obraca sie | -Brakzasiliania - Regulator przysuwu drutu na 0 | -Sprawdzić podłaczenia - Sprawdzić ustawuminium |
| Rolka przyzesuwna obraca sie, jaknak bez prowadnicy drutu | -Zły naczisk rolek (patrz 5.4.3) - Hamulce rolek za mocno wyregulo-wane (patrz 5.4.3) - Brudna / uszkodzona rolka przyzesuwna (patrz 5.4.3) - Uszkodzony przywód - Zlej weilność rurä stykowa/ zabrud-zone/ zuzyta (patrz 5.4.3) - Drut spwalniczy na dyszy gazowej/ rurä ssać przyspawana | -Sprawdzić ustawuminium - Sprawdzić ustawuminium - WyczyScić, ewentualnie wymienić - Skontrlowej oszone prowadnicy drutu - WyczyScić/ wymienić - Poluzować |
| Urzejczanie nie Funkcjonuje po dduźyszym uzyciu, świeci są lamp-ka kontrolna (3) wylącznika ciepla | - Urzejczenie przyegrzło są przyez zbyt dlugie uzywanie, ewentualnie przyezNieprzestręganie czasu wylączenia | - Pozostawić urzejczenie na 20-30 minut do schlodzenia |
| Bardzo zla spoina spawalnicza | -Złe ustawuminium prȩdu/ przysuwu (patrz 6.1.1/6.1.2) - Brak/ za moło gazu (patrz 6.1.3) | -Sprawdzić ustawuminium - Sprawdzić ustawuminium, ewentualnie skontrlowej ciasnienie napelniania butli gazowej |
PL

Tylko dla krajów Unii Europejskiej
Nie wyrzucacutelektronarzedzi do smieci!
Wedlug europejskiey dyrektywy 2012/19/EG o starych urzadzeniach elektrycznych i elektronicznych oraz wlaczenia ich do prawa krajowego, zuzyte elektronarzędzia nalezy zbierac oddzielnie i oddawac do punktu zbiorny surowcow wtomych.
Alternatywa recyckingu wobec obowiazku zwrotu urzadzenia: Wlasciciel elektronarzedzi w przypadyku przykazania wlasnosci, jest zobowiazny, zamiast odeslania, do wspóudziaiu we wlasciwym przetworzeniu. Stare urzadzenie要去bć dostarczone do punktu zbiordczego, ktoř przypepadawda eliminacja w myśl krajewego obiegu gospodarczego i ustawy o odpa-dach. Nie dotyczy to osprzetu i srodków pomocniczych zaźaczonych do starego urzadzenia, ktore nie majora czȩci elektrycznych.
Przedruk lub innego rodzaju powielanie dokumentaggi wyrobów oraz Dokumentów towarzyszȩch, na-wet we fragmentach dopusczalne jest tylko za wyrażna zgoda firmy iSC GmbH.
Zmiany technicznze zastrzezone
PL
Informacjeserwisowe
Posiadamy partnerów serwisowych we wzystkich krajach wymienionych w tym certifikacie gwarancji. Odpowiednie dane kontaktowe znajda Państwo w tym certifikacie gwarancji. Nasi partnerzy są do Państwa dyspozycji we wzystkich kwestiach serwisowych takich jak naprawa, zamawianie czeci zami-ennych i zuzywalnych oraz materiałow eksploatacynych.
Nalezy wzić pod uwage,ź nastepujuce czȩci temo produktu podlegaj normalnemu podczas eksploataci lub naturalnemu zużyciu będźź nastepujuce czȩci konieczne są jak materiały eksploatacyjne.
| Kategorie Przyklad | |
| Częsci zuwywajace są* | Rolka przesuwna, rdzen drutu,zacisk masy |
| Materiały eksploatacjiyny/cżymi eksploatacyjne* | Drut spawalniczy, dysze, rura stykowa |
| Brakujece czymi |
- nie zawsze wchodz w zakres dostawy!
W przypadku stwierdzenia wad lub blędów prosimy o odpowiednie zgloszenia na stronie internetowej www.isc-gmbh.info. Prosimy zamiecie doklady opis blędu oraz odpowiedzieć na ponijsze pytania:
Czy urzadzenie na poczatku dziala loczy te zby uszkodzone od samego poczatku?
Czy przyd wystapieniem usterki zworcili Państwo uwage na cos szeczegrólneo (oznaki przyd usterka)?
- Pod jakim względem urzadzenia działa Państwa zdaniem nieprawidłowo (głowny objaw)? Prosimi o podanie opisu.
PL
Certyfi kat gwarancji
Szanowny kliencie, szanowna klientko!
Nasze produkty podlegajsurowej kontroli jakosci. Jezeli mimo to stwierdz Paanstwo usterki w fungcjonowaniu urzadzenia, przepraszamy za spowodowane niedogodnosci i prosimy o zworcenie sie do naszego biura serwisowo pod wskazanym na karcie gwarancjnej adresem lub do punctku zakupu urzadzenia. Dla spelnienia roszczen gwarancjnych obowiazuju nastepujafty postanowienia:
- Ponieszne warunki gwarancji obejmuja swiadzenia w ramach dodatkowej gwarancji, ktore producent urzadzenia oferuju nabywcom nowych urzadzen dodatkowo do przyslugujacej zgodnie z przyepisami prawa rkojmi. Poprzej udzielenie tej gwarancji przyznane Pańswu ustawowo uprawnienia z tytulu rkojmi nie ulegajazmianie. Nasze swiadzenia gwarancyjne udzielane są Pańswu bezplatnie.
- Swiadczenie gwarancyjne obejmuje wyłacznie wady nowego urzadzeniakiego producen ta winikajace z blędów w produktu urzadzenia lub w materiale i ogranica sie do usunićia powyźyszych wad sądzm wymiany urzadzenia, wedląg deczyj producenta. Prosimi pamiétrac o tym, ze zgodnia z przyznaczeniem nasze produkty nie zostaly skonstruowane do prac w ramach dzialnosci o charakterze gospodarczym, rzemieśnicym sądzm profesjonalny. Tym samym, w przypadku uzytku urzadzenia podoczak oskresu gwarancyjngo w zakladach rzemiesnicych, przemysłowych i inney dzialnosci gospodarczej lub eksploatacji pod podobnym obciȩzieniem postanowientia umowy gwarancynej traca moc.
-
Gwarancji nie podlegaja:
-
szkody winikajace z niestosowania sie do instrukcji montazu lub nieprawidlowej instalacji, nieprestrzegania instrukcji obstugi (np. podlącenie do nieprawidlowego napiecia sieciowego lub nieprawidlowego rodzaju prady), nieprestrzegania zalecen odnosnie konserwaci i bezpieczenstwa, oddziahywnia anormalny warunkow otoczenia (np. uzzkodzenia na skutek upadku urzadzenia), jak szkody powstate na skutek niedostatecznej konserwaci i pielegnacji urzadzenia.
- szkody winikajace z niedozwolonego lub nieprawidlowego stosowania urzadzenia (np. przy obsludze urzadzenia lub oddziatywnia zewnetrznego (np. uszkodzenia na skutek upadku urzadzenia).
-
uszkodzenia urzadzenia lub seinenci, które powstały na skutek normalné prawidlowego lub innego naturalné zuźycia.
-
Okres gwarancjiwynosi 60 miesiace liczac od dna kupna urzadzenia.Roszczenia gwarancyjne winny byc zglaszane przyd upywm dwoch tygodni od momentu stwierdzenia usterki. Po uplywie okresu objetego gwarancja wyklucza sie moziwość speltnienia roszczen gwarancyjnych. Naprawa badz wymiana urzadzenia nie powoduja przydlużenia okresu gwarancyjngo ani Rozpoczȩcia biegu nowego okresu gwarancyjngo na zamienione urzadzenie ani na zastosowane częsci zamienne. Obwiazuju to rowniez w przypadku interwencji serwisowej na miennai.
-
W celu przystawienia roszczen gwarancyjnych nalezy zglosic uszkodzone urzadzenia na nastepujuce stronie: www.isc-gmbh.info. Jezel wada objeta jest swiadzemen gwarancyjnym, otrzymaja Paanstwo niedzwocznie naprawione lub nowe urzadzenia.
W przypadiku czeci zuzywajycych sie, materiałow eksploatacynych oraz brakujczych czeci zwracamy uwage na agraniczenia tej gwarancji zgodnie z informacjami serwisowymi zamieszczonymi w tej instrukcji obstugi.
CZ
Nebezpeci!
Pri pouzivani pistroju musi byt doprozova urcitia bezpecnostni opatreni,aby se zabrano zranenim a skodam.Precite si proto peclive tento navod k obslze/bepezcnostniPokyny. Dobre si ho/ je ulozte, abyste meli tyto informace kdykoliv po ruce. Pokud predate pistroj jinym osobam, predeje s nim prosim i tento nadvok boblaze/ bezpecnostniPokyny.Nepreibame zdne ruceni za skodya urazy vznikle v dusledku nedodrozovani tohoto nadvodu k obsluze a bezpecnostnichPokynu.
5.2.4 Objasnenie redukneho ventilu (obr. 4/19)
5.4.3 YcTaHOBbKa Hatywn 3JeHTpOIOB
- OTKpbItb KpbIHyKoprnyCa (pnc. 2/4),ДЛЯ -ЗТОТО СВИНут bpyKoRTHy KpbIHyKn KoprnyCa (pnc. 2/27)Ha3aДи OTKHnHyTb KpbIHyK KoprnyCa (pnc. 2/4).
- Поверпго TOTCYTCTBNE nepexnecTa HabnBkn
- Н Катушke ДЯТОTOR, YTOБы OБспунт
- paBHomepHoe paMaTaBHaHne 3JIeKTPoJa.
Oncanhe y3na npaun 3neKtpo#a (pnc. 26-27)
A UcpoNCTBO KCaUN KaTyuKN
B KpenneHne KaTyuKn
C 3axBaTbIbAooHnnae
D IOCTnpoBOOHbBnHT TOpMO3a pOJIHKOB
E BnntbI dIa KpeIeHne poNIOKOB nOaH
F KpeIeHne poJIKOB nOaHn
RU
G Plodaou npoiK
H PnemMHK KOMJIeKTA pyKaBa
HaHKMHOPONK
J KpeIeHne hakmHoro poInka
K Пужинна нахимногор polinka
L OCTnpoBOOHyBn BnHT npOTnBOaBnEHH
M HanpaBnaOua Tpy6a
N KaTyuHa npoBoJIoKn
O OTe3aXbTa KaTuKn 3JIeKToPda
YctaHObHa KAtyUHn 3JeKToPOOB (pnc.26,27) IocTaBnTb KaTuHny 3JeKToPOOB (N) Ha KpeIeHne KaTuHn (B). BHMaTeNbHO CLeIeNTb 3a TeM, TTObI KoHeC CBapOHHo 3JeKToPOda pa3MaTbIBaNC So CTOpONb HAnpaJIbIOuEi 3JeKToPODa, CMOTPiTE HAnpaBIAHeHc TpeJIHn. BHMaTeNbHO IpocNeIte, TTObI FmKCaTOP KaTuHn (A) B6bl BdAbeH, a 3axBaTbIBaIOuHn NaIEc (C) HaxOIDINCB O TBpCTMN 3axBata KaTuHn 3JeKToPOOB (O). FmKCaTOP KaTuHn (A) DoJIHeH 3aueJKNHyTbc HAd KaTuHKOJ 3JeKToPOOB (N) (pnc.27).
BBeHeHne CBapOHHo 3NeHTpOda HIOCTnPOBa HAnpaBIAIOuei 3NeHTpOda (pnc. 28-34)
HaaTb BBepx npyKHy HaHHMHO rpoNkKa (K) nOBePhyTb BnepeD (pnc. 28).
- OTKHyTb BnH3 KpePJIeHne HaXHMHOPOJNka (J) CHaXHMbIM POJNkOM (I) INpyJHKHOH HAXMHORo POJNka (K) (pnc.29)
BbIBHTntb BnHTbI Jn KpeJIeHnpoJIKOB noaun (E) n BbTAYb KpeJIeHne poJIKOB noaun (F) BBepx (pnc. 30).
- PepenpoBepntb noaOuyn poNk (G).Ha BepxHei cToPoHe noaOuJero poNka (G)doJhen 6bIb yKa3aHa COOTBETCTByUoAa ToLunHa 3JeKtPoJa. PoaOuyn poNk (G) Cha6Jhen 2-7 HapBaJIauOUMn na3Amn. PoaOuyn poNk (G) HyJH0 npn Heo6XoDMIOCTn nepeBepHyb NIn 3aMeHNTb (pnc.31).
- YctaHOBtB KpenJeHne poJIHKOB noJaHn (F) H3aI n IpoQHO npBHTb.
BbHyTb coIIO rata (pnc.5/12) BpaaBnPaBO n3 ropeKn (pnc.5/13), OTBnHTnTB KOnTaKTHyO Tpy6y (pnc.6/26)(pnc.5-6). PyKaBa BHaBope (pnc.1/11) npoloknTb no noLy hAcKobko MoHNO no npraMoN B
HappaBHeHHOT CBAPOHOro annapata.
OTpe3aTb 10 cm OT haHaa CBAPoHoro 3JeKTPoJa TAK, YTO6bl Opa3ObaIcR npAMo Cpe3 6e3 BbcTyOB, NcKpNBHeHn 3aarp3HeHn. Chr8 3ayceHnCb c KOHa CBAPoHoro 3JeKTPoJa.
BCTaBnTb CbapOHyb 3eKToPdYepe3 HApPaBIAIOUyIO Tpy6y (M),MeHdy HAnHMhBM IN POnAIOUIM POInHOM (G/I) BHyTpB B pIneMHoe yCTPOINCTBO pyKaBa B HaBope (H).BcTaBnTb (pnc.32) CBAPoHbN 3eKToPd OTOpOHO pyKOH TaK DaJIeKO B pyKaB B HApope, NOKA OH He BbIeTepAhyKBy B RopEnHe (pnc.5/13) npImepHO Ha 1 cm.
OcnaBtBIOCTnPOBOUHbI BNHT npOTNbOdaBLeHnA (L) HecKoJIbKHMn BpaueHnMn (pnc.34).
OTKHyTb BHOBB KpeJIeHHe HaHMHOrO polnka (J) c HaxmHbIM polnKOM (I) npyHKHOH HAMMHORo polnka (K) BBepx n CHOBA 3aueINb pnyHHy HaKMHOrO polnka (K) 3a IOCTNPOBOHbBnBT npOTNbOABdJIeHnA (L) (pnc.33)
3aTEM yCTaHOBHTb IOCTnPOBOUHb BnHT npOTNbOaBJeHn (L) TaKIM 6pa30M, YTO6bI CBAPoHy bIeKTopd yepHKBaICn PpoHIO MeJdy HAKHMbIM polHKOM (I) INoDAuUmm poliHOM (G) 6e3 pa3dABINBAHH (pnc. 34).
PnBnHTnTb KOHTaKTHyIO Tpy6y (pnc. 6/26), COOTBeTCTByIOuOdu NaMeTpY nCNoJI3yEMOro CBaOpHOrO 3NeKTpoJa, K ropeJIe (pnc.5/13) N BcTabNtB cOnIo ra3a, noBepHyB erO Bnpabo (pnc.5/12).
- OtperyI npOBaTbIOCTnPOBOUHbI BnHT TopMO3a pOJIKNOB (D) TAKIM o6pa3OM, 3TO6b3 3eKToPdB CBe eMe ORnpOxoNTb HPOJIK Prn TOPMoKeHNi HnPaBIAJHOSe 3eKToPdA aBTOMaTHUeCKN OCTaHABINBAIcA.
6.06paueHHe c yctpoiCTBOM
6.1 PerylnopBka
Tak KaK peRyIIMPOBKa CBAPOCHoro annapata B 3aBNCIMOCn OT CnyaH NcNoJIb3OBaHHO OcyueeCTBIAEeTCr NO pa3HOMY,TO MbI
peKOMeHdyemOCyueCTBnTbpeRyInpOBHyIpyTeM OcyueeCTBHeHn npO6HoCbApKn.
6.1.1 PerylnpOBKa CBapOHHoro TOKa
CbaOpHbTOKMOHOpeyInpoBaTb6-TN CTyneHcato nepeKIOUcATEJEM CbaOpHOrO TOKa(pnc.1/7).BbIOp cnbl CBaOpHOrO TOKA 3aBnCTOTTOJIINHbIeTaJIe, HEO6XoDMOMIpy6MHbIpoxHraHnI DaAMTePa NCNoJIb3yEmoRCBaOpHOrO 3NeHTpOJa.
RU
6.1.2 Perynipobka chopoctn noaun 3nKtpoda
CkopoocbI noDAHn 3JekTpoDa noDCTpANBaETcABOMATNUeCKN NOB BELINuHny yCTaHOBLeHHOROTKa.TOCHyU NOCDTPOUY CHOPoCTN NODAH3JekTPODa MOHNO OCUSeCTBnB 6ecCTynEHHATO npn NMOOupeYJIaTOPA CKOpCTN CBAPoHHORO3JekTPODa (pnc.1/29).PeKOMEHyeTCnppeRyIiPOBKe NaHnAToB c5 CTynEH, KOTOPARnpdctabJIaET co6oB CpeHHee 3NaueHHe, n pni HeoBXODMOCToN NOCDTPOBt. HeoBXODMoeKOJIYeCTBO NODAHn 3JekTPODa 3aBUCNTOT TOJIUNHbO6pa6atbIBaEMOro npedMeta,KeJaemO Iy6bHbI PnOKHrAHN I DaMeTPaNCNoJIb3yEmoRCBAPoHHORO 3JekTPODa,a TaKHeOT BEINHHIpeKpbBAEMOrO paCCTOHHMeKdy CBAPNBaEBMIM DeTaJIAMN.
6.1.3 PerylnpOBbKa KOInuecTba nponyckaemoro ra3a
KoHHeCTBO npOnyckaemoro r3a MoH0
OTpeYnHOBatb 6ecctyneHaTo Ha peDyKTope
(pnc.4/19).Ero MOxHO ONpeDeNtB Ha
MaHOMeTpe (pnc.4/20) B JInTpax B MHyTy
(l/min.).PeKomeHdyEmoe KOHHeCTBO
npOnyckaemoro r3a B NOMEUeHNHX C npNTOKOM
N OTTOKOM BO3dyxa:5 n/MIN -15 l/min.
Длpeунровк колисесвпponуckaemor0 ra3а Heob6xodmo Bhaayale Ocla6ntb 3akmnoHOB pbhar (pnc.26/K) y3na noDAHnEJIeKTPoDa dIraToro, YTO6bI n36eKaTHb HEnyHKHO rNHOcaJTEKTPoDa (CMOTPte 5.4.3).NoDCoeDINHTb yCTPOCTBO K ALEHKTpeckOcCetH (CMOTPte nyHKT 5.3), yCTAHOBtB nepeKIOHatoel b CBAPOHTuK BkIOUeH-BbIKIOUeH (pnc.1/7;8) Ha 1; 230V/400V -IO CTynEHb N3aJeCHTBOBaTb nepeKIOUaTeB ropeiNn (pnc.5/25) IraToro, YTO6bI OTKpbITb NODAUY NOTOKa r3aTeM yCTAHOBtHa peDyKTOpe DabJIeHnR (pnc.4/19) JHeJAeMOE KOJIueCtBO pponyckaemorO ra3a.
BpaueHne BIneBo pyuKn HacTpoKn (pnc.4/24): yMeHbIeHne KOJIueCTBa IpnOyckaemOro ra3a
BpaueHHe BnPaBO pyuH NaCTpoHn (pnc.4/24): NOBbIeHHe KOJIueCTBa npOnyCaemoro rasa
BHOb3aKpeNtB npyHnHy HaHMMHOro polka (pnc.26/K)Ha y3ne noaHn 3eKtpoda.
6.2 PoiKJIIOUeHne 3JIeHTpueckoro NHTaHn
6.2.1 NapaMeTpby 3JNEKTPocetTu
CMOTPnTe pa3dEJI 5.3
6.2.2 PooCoeHHeHHe KJIeMMbI 3a3EmJIeHHN (Pnc.1/10)
Klemmy 3a3emlneHn (10) yctpoCTBa npHKpeINrB PO B3MOXHOCTN B HENOCpeDCTBehHNO 6bn3n OT MeCTa CBapKn. O6ecncntBe npexed MoTaJIIOB 6e NOKpbITN B MecTe OcUcIeCTBJeHn KOHTaTaN.
6.3 Cbapka
NocIe TORO, KaK OcyuJecTBJeHb BCE 3JIeKTpUcEckHe NOpHIOUChENr DnA 3JIeKTPoNtAHn HCBaPOCHOrO KOHTpya, a TaHOe NOKIIIOUeH 3aUNTHb Ra3, TO MOHO DeiCTBOBaT CJIeDyUOUMM O6pa3OM:
PL deklarujze zgodnosc wymionienog oponjei aratyku z nastepuajcymi nomami na podstawe dyrektywy WE.
BG DeHApHaPb cBtOBETHO tCBtOBETCBAe CfLhAcHO UpeKTHBa HA EC HnMOPH 3a arNPHy
LV paskadro sadu atbllstibu ES direktival un standartlem
LT apibudina 品 atitiklm EU relkalavlmams Ir prekes normoms





- Wskazówki bezpieczernstwa
- Niebezpieczenstwo!
- Opis urzadzenia i zakres dostawy
- Opis urzadzenia (rys. 1-8)
- Zakres dostawy
- Niebezpieczestrwo!
- PL
- Użycie zgodne z przyznaczenia iem
- Wazna wskazowska na temat podlączenia do zasilania energia elektryczna
- Ogólne srodki bezpieczěnstwa
- Redukcja emisji
- Stymulator sera (rozrusznik)
- Symbole i dane techniczne
- EN 60974-1
- IP 21
- H
- X
- Przed uruchomieniem
- Montaz (rys. 5-21)
- Montaz rolek bieznych i rolek kierujacych (6/14)
- Montaz maski spawalniczej (17)
- Podlączenia gazu (rys. 4-6, 19-25)
- Rodzaje gazu
- Montowanie butli gazowej na urzadzeniu (rys. 19-25)
- Podlączenia butli gazowej
- Objasnienie reduktora cijsnienia (rys. 4/19)
- Podlącenie do sieci
- Uwaga:
- Montaz szpuli z drutem (rys. 1, 5, 6, 26-34)
- Rodzaje drutów
- Pojemnosc szpuli na drut
- Zakladanie szpuli z drutem
- Opis podajnika drutu spawalniczego (rys. 26-27)
- Zakladanie szpuli z drutem (rys. 26,27)
- Wprowadzenie drutu spawalniczego iustawi- enie prowadnicy drutu(rys.28-34).
- Obsługa
- Ustawienie
- Ustawianie prudu spawania
- Ustawianie prędkosci przyzesuwu drutu
- Ustawianie ilosci gazu przyptywowego
- Podłaczenia elektryczne
- Napięcie sieciowe
- Podlącenie klemy masy (rys. 1/10)
- Spawanie
- Elementy zabezpieczajace
- Wylacznik cieplny
- Wymiana przywodu zasilaj到账
- Niebepezieczneistwo!
- Czyszczenie, konserwacja i zamawianie czego zamiennych
- 8.1Czyszczenenie
- Konserwacja
- Zamawianie częci wymiennych:
- Utylizacja i recykling
- Przechowywanie
- Wyszukwanie usterek
- Informacjeserwisowe
- Certyfi kat gwarancji
- CZ
- Nebezpeci!
- Objasnenie redukneho ventilu (obr. 4/19)
- YcTaHOBbKa Hatywn 3JeHTpOIOB
- Oncanhe y3na npaun 3neKtpo#a (pnc. 26-27)
- RU
- BBeHeHne CBapOHHo 3NeHTpOda HIOCTnPOBa HAnpaBIAIOuei 3NeHTpOda (pnc. 28-34)
- 6.06paueHHe c yctpoiCTBOM
- PerylnopBka
- PerylnpOBKa CBapOHHoro TOKa
- Perynipobka chopoctn noaun 3nKtpoda
- PerylnpOBbKa KOInuecTba nponyckaemoro ra3a
- PoiKJIIOUeHne 3JIeHTpueckoro NHTaHn
- NapaMeTpby 3JNEKTPocetTu
- PooCoeHHeHHe KJIeMMbI 3a3EmJIeHHN (Pnc.1/10)
- Cbapka
Marka : Herkules
Model : HSG 190D
Kategoria : Spawarka