
GOF 1300 CE Professional - Frezarka BOSCH - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia GOF 1300 CE Professional BOSCH w formacie PDF.
| Typ produktu | Frezarka (górnowrzecionowa) zanurzeniowa |
| Marka | Bosch |
| Model | GOF 1300 CE Professional |
| Moc nominalna | 1300 W |
| Prędkość obrotowa bez obciążenia | 12000 - 24000 obr/min |
| Regulacja prędkości | Tak (pokrętło 6 pozycji) |
| Constant-Electronic | Tak (utrzymanie prędkości pod obciążeniem) |
| Uchwyt narzędzia (tuleja zaciskowa) | 6 - 12,7 mm |
| Skok zanurzenia | 58 mm |
| Waga (wg EPTA) | 4,8 kg |
| Klasa ochronności | II (podwójna izolacja) |
| Napięcie nominalne | 230 V |
| Przyłącze odsysania | Tak (Ø 35 mm) |
| Łagodny rozruch | Tak |
| Blokada wrzeciona | Tak (do wymiany frezu) |
| Prowadnica równoległa | W zestawie, z precyzyjną regulacją |
| Kompas frezarski | Akcesorium opcjonalne do okręgów |
| Pierścień kopiujący | Akcesorium do kopiowania szablonów |
| Akcesoria w zestawie | Deflektor wiórów, ogranicznik głębokości, adapter odsysania, klucz płaski 24 mm |
| Konserwacja | Regularne czyszczenie otworów wentylacyjnych, zalecane odsysanie zewnętrzne |
| Naprawialność | Serwis posprzedażowy Bosch, części zamienne dostępne |
| Zastosowania | Drewno, tworzywa sztuczne, lekkie materiały budowlane, metale nieżelazne (przy zmniejszonej prędkości) |
Często zadawane pytania - GOF 1300 CE Professional BOSCH
Pytania użytkowników dotyczące GOF 1300 CE Professional BOSCH
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Frezarka w formacie PDF za darmo! Znajdź swoją instrukcję GOF 1300 CE Professional - BOSCH i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. GOF 1300 CE Professional marki BOSCH.
INSTRUKCJA OBSŁUGI GOF 1300 CE Professional BOSCH
plnstrukcjacrygnalna
csPovodni navod 十 pouzwani
skpyodnyavno pauzhtze
Hrreerererererererererererererererer
PUPF PHAMEHCE P
00
000000
Ostruttiuni
Wskazówki bezpieczneistwa
Ogólne przyopsis bezpiecznychstwa dla elektronarzedzi
OSTRZEZENIE
Nalezy przyczytac wszystkie wskazówki przejisy. Będy w
prestrzeganiu ponijszych wskazowek moga spowodowac porazenie pradem, pozar i/lub cięzeki obrażenia ciał.
Nalezy starannie przechowyac wszystkie przypeisz i wskazówki bezpieczentwa dla dalszego zastosowania.
Uzyte w poniszym tekscie pojecie „eiktronarzedzie" odnosi sie do elektronarzedzi zasilanych energia elektryczna sici (z przywodem zasilajacym) i do elektronarzedzi zasilanych akumulatorami (bez przywodu zasilajacego).
Bezpieczentwo.),
Stanowisko pracy nalezy utrzmywac w czystosci i dobrze oswietlone. Nieporzajek w miajscu pracy lub nieoswietlona przystrzen robocza moga byc przyczyna wypadkow.
Nie nalezy pracawc tym elektronarzedziem w otoczeniu zagrozonym wybuchem, w ktorym znajduja sie np. latwopalne ciecz, gazy lub pyh. Podczas pracy elektronarzedzium wytarwaraja sieisky, ktore moga spowodowac zaplon.
Podczas uzytkowania urzadzenia zworci uwage na to, aby daneji ci inne osoby postonne znajdwaly sie w bezpiecznej odlegosto. Odwrocenie uwagi moze spowodowac utrata kontrl nad narzedziegm.
Bepezcieznstwo elektryczne
Wyczka elektronarzedzia musi pasowac do gniazda. Nie wolno zmieieniac wtzcykwi jakolwiek spoSB. Nie wolno uzywac wtykow adapterowych w przypadku elektronarzedzi zu uziemieniem ochronym. Nizzmieionene wtzcyi i pasujace gniazda zmniejszaja ryzyko porazenia pradem.
NalezyunikackontaktuzzemlonympowerzchniAMI karyury,grzejniki,pieceiodowki.Rzyko porazenia pradem jest wiekszpegyciau uzytkownika jest uziemione.
Urzadzenie nalezy zabepezicyc przyded desczem i wilgocia. Przedostanie sie wody do elektronarzędzia podwyzsza rzyko porazenia przem.
Nigdy nie nalezy uzywać przywodu do innych czynnosci. Nigdy nie nalezy nosić elektronarzedzia, trzymajć je za przywod, ani uzywać przywodu do zawieszzenia uradzenia; nie wolno teź wymiagac wtyczki z gniażdka pociągacja za przywod. Przywod nalezy chronić przy wysokim temperaturami, nalezy go trzymać z dla od oleju, ostrzych krawędzi lub ruchomych czȩci uradzenia. Uszkodzone lub splątane przywody zwiekszaja ryzyko porazenia pradelm.
W przypadku pracy elektronarzedziem pod goy'm siebam, nalezy uzywac przyewodu przyduzajacego, dostosowanego rouncje do zastosowan zewnetrznych.
Uzycie wsiciwo go przedhuacza (dostosowanego do pracny na zewnatrz)zmniejsza ryzyko porazenia pradem.
Jezeli nieda sie uniknac zastosowania elektronarzedza w wilgotyn otozcniu, nalezy uzyc wylacznika ochranno roznicowo-pradowego. Zastosowanie wylacznika ochranno roznicowo-pradowego zmniejsza ryzyko porazenia pradem.
Bezpieczestewo osob
Podczas pracy z elektronarzedziem nalezy zachowac ostroznosc, kaźda czynnosc wykonywac uwaźne i z rozwaga. Nie nalezy uzywać elektronarzedzia, gdy jest szezmeczonym lub bedac pod wptywem narkotyów, alkoholu lub lekarstw. Moment nieduwagi przy uzciu elektronarzedziaMZe sta csi przyczyna powaznych urazówciał.
Nalezy nosic osobiste wyposazenia ochronne i zawsze okulary ochrione. Noscenie osobistego wyposazenia ochrownik - maski przyciwptyfowej, obuwa z podeszwami przyciwpoślizgowymi, kasku ochrownik lub sroków ochrony sluchu (wazoleńosci od robzaju i zastosowania elektronarżędzia) - zmiejejsza ryzyko obrazu ciała.
Nalezy unika niezamlerzonego uruchomienia narędzia. Prźed wlozeniem wtyczki do gniażdka i/lub podlączenium do akumulatora, a takze przyźpodniśienium lub przeniesieniem elektronarźdia,NSE upewnico, ze elektronarźdie jest wylączone. Trzymanie polca na wylączniku podczas przenoszenia elektronarźdia lub podlącenie do prȩdu wylączonego narędzia, moze stać sie przyczyna wypadków.
Przed wączeniem elektronarżedzia, naleź uśnac narędzia nastawczec lub kluczec. Narȩdzie lub klucz, zznajduźyc są w ruchomych czȩciach urzadzenia moga doprowadź do obrażćciata.
Nalezy unika nienaturalny pozycji przy pracy. Nalezy dbac o stabilina pozycje przy pracy Izachowanie rownowagi. W ten spoob moziwa bedzie lepsza kontrola elektronarzedzia w nieprzewidzianych sytuacjah.
Nalezy nosic odpowiednie ubranie. Nie nalezy nosic luznego ubrania ani biżuterii. Wsloy, ubranie i rekawice nalezy trzymać z daleka od ruchomych częsci. Luzne ubranie, biżuteria lub dlugie wsy mog zaostć wciagniete przyz ruchome czȩsci.
Jezeli istnieje moziwośc zamontowania urzadzen odysajacych i wychwytujacych pyl, nalezy upewnici sie, ze sa one podlaczone i beda prawidlowo uzyte. Uzycie urzadzenia odysajacego pty要去zmiejsyzc zagrozenie pylami.
Prawidlowa obsluga i eksploatacja elektronarzedzi
- Nie nalezy przyciezać urzadzenia. Do pracy uzywać nalezy elektronarędzia, ktość są do togo przewidziane. Odpowiednio dobranym elektronarźdiem pracuju sie w danylzm akresie wydwajnosci lepieji i bezpiecznych.
Nienalezy uzywacelektronarzedzia, ktorego wlaçznik/ wylacznik jest uszkodzony. Elektronarzedzia, ktorego
100 | Polski
nie można wączyć lub wyȩczyć jest niebeźpieczne i musi zostac naprawione.
Przed regulacja urzadzenia, wymiana osprzetu lub po zaprzelstaniu pracy narzedziem, nalezy wyciagnac wtyczke zgniazda i/lub usunac akumulator. Ten srodek ostroznosci zapobiega niezamierzonemu wączeniu sie elektronarzedzia.
Nieuwyane elektronarzedzia nalezy przechowyac w mięsću niedostepnym dla daneci. Nie nalezy udostepnić naradźia osobom, któ go nie znaja lub nie przycztyta niniejszych przyepam. Uzywane przy niedoswiadzone osoby elektronarzedzia są niebeźpieczne.
Konieczna jest nalezyta konserwacja elektronarzedzia. Nalezy kontrlowac,czy ruchome czeci urzadzenia Dziatlajbebzazurutulne sa zablokowane,czy czeci nie sąpekniete lub uzskodzone w taki spoßob,któmy mialby wplyw na prawidlowe dzialanie elektronarzedzia. Uszkodzone czeci nalezy przy uzymciem urzadzenia oddac do naprawy.Wiele wypadkow spowodowyanch jest przyzniewaSciwa konserwacja elektronarzedzi.
Nalezy stale dbac o ostrosci zcystosoc narzedzi tniacych. O wiele radzijei dochodzi do zakleszczenia sie narzedzia tnacego, jezel ist ono staranny utrzymane. Zadbane narzedzia latwiej sie tez prowadzi.
Elektronarżedzia, osprzet, naręźdia pomocnicze itd. naleź uzywać z godnied z nimiejszymi zaleceniani. Uwzględnić naleź przy tym warunki i rodzaj wykonywanej pracy. Niezgodne z przy bezacznieniem uźcie elektronarżedzia要去 doprowadzić do niebezmiecznych sytuacje.
Serwis
Naprawe elektronarzedzia nalezy zleci jeddynie wykalifikowanemu fachowcwi przy uzciu orginalnych csci ziemniych. To guarantuje, ze bezpieczencstwo urzadzenia zostanie zachowane.
Wskazówki bezpieczeneistwa dla frezarek
Elektronarzédzie nalezy trzyma za izolowane powierzchnie rekojesci, gdyż frez mogby natrafic na wasny przywod siediocy. Kontakt z przywodem sieci zasilajęce są spowodowac przykazanie napiecia na czȩsci metalowe urzadzenia, co mogły spowodowac porazenie przem elektrycznym.
Material przyznaczony do obrkialezy zamocuac na stabilnym podlozu i zabepezicyc przyd przesunieciezmamo zaciskow lub winny spoSB. Jezeli obrabiany element przytrzmywany jest reka lub przyciskany do ciaia, pozostaj on niestabilny, co moze skutkawc utrata kontroli nad nim.
Dopuszczalna prędkość obrotowa stosowanych naręźdi roboczych nie sąbć mniejsza od podanej na elektronarzȩdziu maksymalnej prȩdkosci obrotowej. Osprzet obracajść zpie发展战略i dopuszczalna prȩdkość, sąbć uszkidzenu.
Frezy iinne narzédzia robocze musza dokladnie pasowac do uchwytu narzédziowego (zacisku)
uzytkowanego elektronarzedzia. Narzedzia robocze, niedopasowane do uchwytu narzedziwoego elektronarzedzia, obracaja sie hierownomiernie, silnie wibruja i moga spowodowac utrate kontrl nad elektronarzedzieim.
Elektronarzedzie uruchomic przyzetkniemic freza z materialem. W przyceiwym wypadku istnieje niebepezpieczentwo odrzutu, gdy uzyte narzedzie zablokuje sie w obrabianym przyzmioie.
Nie nalezy dotykać obracajacego sie freza ani zbližać rak w pole jejego zailegu. Druga reka nalezy trzymać uchwyt dodatkowy lub odubowe silnika. Prowadzenia urzadzenia oburaczzmiejsza rzyko skeleczenia rak przyne narzedzie roboczec.
Nigdy nie frezowac materialow, w ktorchznajduja sie przemioty metalowe, gwodzie lub sruy. Moze to doprowadzi do uszkodzenia narzedzia roboczego i podwyszzenia wibraci.
Nalezy uzywac odpowiednich przyrzadow poszukiwawczych w celu lokalizacja ukrytych przewodów zasilajacych lub poprosic o pomoc zaklady mistrzejcie. Kontakt z przywodami znajdujczymi sie pod napięciem要去 doprowadź do powstania pozaru lub porazenia elektrycznych. Uszkodzenia przywodu gazewego要去 doprowadź do wybuchu. Wnikiecie do przywodu wodociągowego povoduje szkody rzechowelub要去 spowodawac porazenie elektryczne.
- Nie nalezy uzywac tepych lub uszkodzonych narzedzi frezarskich. Tepe lub uszkodzone frezy powoduja podwyzszone tarcie, moga sie zablokowa, a takze sa przyczyna niewywazenia.
Elektronarędzie sąȩzy trzymać podczas pracy mocno w obydwu rekach i zadbać stabilna pozycje pracy. Elektronarędzie prowadzone oburocz jest bezpiecznychsze.
Przed odlozeniem elektronarzedzia, nalezy poczeka, azznajdzie sie ono w bezruchu. Narzedzie roboce maybe sie zablokowa i doprowadzic do utraty kontroli nad elektronarzedziem.
Opis urzadzenia i loro zastosowania

Nalezy przyciec wszystkie wskazowki przepisy. Błedy w przestrzeganiu ponijszych wskazowek moga spowodac porazenie przem, pozar i/lub cięzekiolażenia ciała.
Nalezy otworzyc Rozkladana strone z rysunkiem urzadzenia i pozostawic ja rozlozona podczas czytania instrukcji obstugi.
Uzycle zgodne z przyznaczeniem
Urzadzenie przyznaczone jest do frezowania wpustowego, krawedziowego, profilowo i do wykonywania rowków podluznych w drewnie, tworzywach sztucznych i lekkich materiałach budowlanych, a takze do frezowania kopiwogo. Przy zredukowanej prędkosci obrotowej i zastosowaniu odpwiedniń frezów sąwiła jest też obróbká metali niedelaznych.

Polski|101
Przedstawione graficnie componenty
Numeracja przysstawionych graficznie componentów odnosi sie do schematu elektronarzedzia na stronach graficznych.
1 Rekojeć prawa (pokrycie gumowe)
2 Przycisk blokady wącznika/wyćztnika
3 Gałka wstepnégo wyboru predkosci obrotowej
4 Dzwignia blokady wrzeczna
5 Sruba motylkowa dl drazkow prowadzacych (2x)^
6 Ostona przyciwiorowa
7 Frez (narzedzie roboczee)
8 Mocowanie drażków prowadzacych prowadnicy rornyolegnej
9 Pytha slizgowa
10 Zderzak schodkowy
11 Sruby regulacyjne zderzaka schodkowego
12 Pfyta glówna
13 Ostona zabezmecjaca
14 Sruba motylkowa do regulaçji ogranicznika ghebokosci
15 Ogranicznik glebokosci
16 Przelacznik suwakowy ze wskaźnikiem
17 Rekoješ lewa (pokrycie gumowe)
18 Podziatka glębokosci pięcía
19 Podzialka precyzynej regulaci gleboksi cipecia
20 Pokretto do preczyjnej regulaci gblebokosci cipecia
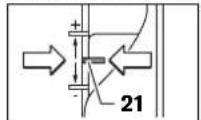
21 Wskaznik (oznakowanie) punktu zerowego
22 Dzwignia zwalniajaća blokade
23Zaciskznakretkzłaczkowa
24 Włącznik/wyłacznik
25 Klucz widekowy, rozwartosc klucza 24 mm
26 Waz odkurzacza (0 35 mm)*
27 Adapter odsysajacy
28 Sruba radetkowana adaptera do odsysania pyfow (2x)^
29Prowadnica rrownolega
30 Dzek prowadzacy prowadnicy rornolegj (2x)
31 Sruba motylkowa do precyzijeg regulaci prowadnicy rornolegjej (2x)
32 Sruba motylkowa do zgrubnej regulaci prowadnicy rornyoleglej (2x)^
33 Pokretto do preczyjnej regulaci prowadnicy rornyolegej*
34 Prestawna szyna oporowa dla prowadnicy równelegej
35 Adapter do odsysania pyłów prowadnicy równelegiej
36 Cyrkiel z przystawka szyn prowadzacych
37 Uchwytcyrkla
38 Sruba motylkowa do zgrubnej regulaci cyrkla (2x)^
39 Sruba motylkowa do preczyjnej regulaci cyrkla (1x)
40 Pokretto do preczyjnej regulaci ci Cyrkla
41 Sruba centrujaca prowadnicy cyrklowej*
42 Pfyta dystansowa (wchodzi w sklad zestawu „Cyrkiel")
43 Szyna prowadzaca*
44Adapter SDS do bolcow kopijacych
45 Sruba mocujaca adapter bolca kopijacego (2x)
46 Dzwignia zwalnaijaca blokade adaptera bolc kopiujacego
47 Bolec kopiujecty
48 Sruba z fhem walcowym mocujaca ptye szigowa
49 Sruba z Ibem wpusczanym mocujac phyte silzigowa
50 Trzpiencentrujacy
*Przedstawionny na rysunkach lub opisny w instrukcji uzytkowania osprzet nie wchodzi w sklad wyposzenia standardowego. Kompletny asortymy wyposzenia
dodatkowej要去znealecz w naszym katalogu osprzetu.
Dane techniczne
| Frezarka górnowrzejcionowa GOF 900 CE | |||
| Professional | GOF 1300 CE Professional | ||
| Numer katalogowy 0 601 614 6.. 0 601 613 6.. | |||
| Moc znamionowa | W | 9 | 0 |
| Prędkość obrotowa bez obciązenia | \( min^{-1} \) | 12000 - 24000 | 12000 - 24000 |
| Wstepny wybró prȩdkość obrotowej | ● | ● | |
| Elektronika „Constant“ | ● | ● | |
| Przyȩcze do odysiania pychu | ● | ● | |
| Uchwyt narȩźdiowy | mm | 6 - 8 | 6 - 12,7 |
| inch | ½ | ½ - ½ | |
| Skok korpusu frezarki | mm 50 58 | ||
| Ciezar odpowsiednio do EPTA-Procedure 01/2003 | kg 3,5 4,8 | ||
| Klasa ochrony | \( ☑/II /II \) | \( ☑ \) | |
| Dane aktualne są dla napiȩcie znamionowego [U] 230 V. Przy napiȩciach obdiegajyczych od powyźyszego i w przypadku modeli specyficznych dla danoego kraji dane te mogów są rożnić. | |||
| Nalezy zworć aucwpage na numer katalogowy na tabliczce znamionowoj nabytego elektronarȩźdia. Nazwy handlowe poszȩgownych elektronarȩźdi moga są rożnić. | |||
Bosch Power Tools 1619929J79 (23.11.11)
102 | Polski
Informacja na temat halasu i wibraci
Wartosci pomiarowe haasu okreslono zgodnie z norma EN 60745.
OkreslonywgskaliA poziom hahasuemitowanego przez uradzdeniewynsstandadowo:poziom cijsienia akustycnego 89 dB(A);poziom mocy akustycznej 100dB(A).Niewewnosc pomiaruK=3dB. Stosowac srodki ochrny slchu!
Wartosci laczne drgn a(suma welktorowa z trzech kierunkow i niepewnosc pomiaru Koznaczone zgodnie z norma EN 60745 wynosza: a_h = 5,5m / s,K = 2,5m / s^2
Podany w niniejszej instrukcji pozim drgan pomierzony załęgodnie z okreslona przyznorm EN 60745 procedur pamiarowymi zość uzyty do porowywnian elektronarżdzi. Można go teź uzyć do wstepnej oceny ekspozycj na drgania.
Podany poziom drgan jest representatywny dla podstawych zastosowano elektronarzedzia. Jeziel elektronarzedzie uzyte dostanie do innych zastosowano lub z innymi narzedziami roboczymi, a takzejectioni sie bedzie wystarczajco konserwowane, poziom drga moze odbiegac od podanego. Podane powozje przyczyny moga spowodowa podwyzszenia ekspozyjni da rgania podczas cafo go czasu pracy.
Aby dokladnie oceni ekspozycje na drgania, trzeba wziac pod uwage takze okresy, gdy urzadzenie jest wyfazzone, lub gdy jest wrawdzie wzaczone, ale nie jest uzywane do pracy. W ten sposob taczna (oblicznaca na pehny wymiar czasu pracy) ekspozycja na drgania要去kazac sie znaczenia nizsza. Nalezy wprowdzic dodatkowe srodki bezpieczentwa, majace na celu ochrone operatora prezed skutkami ekspozycj na drgania, np.: konserwacja elektronarzedzia i narzedzi roboczych, zabezpieczuminium opodwniednej temperatur ryk, ustalenie kolejnosci operaci roboczych.
Deklaracja zgodnosci
C
Oswiadczamy z pehn opdowiedzialnosci, ze produkt, przdstawiony w „Dane techniczne", odpwida wymaganiom nastepujacych norm i dokumentow
normatywnych: EN 60745-zgodnie z wymaganiami dyktyw:2011/65/UE,2004/108/WE,2006/42/WE. Dokumentacja techniczna (2006/42/WE): Robert Bosch GmbH, PT/ETM9, D-70745 Leinfelden-Echterdingen
Mocowanie freza (zob. rys. A)
Przed wzystkimi pracami przy elektronarzedziu nalezy wciagnac wtyczke z gniazda.
Do mocowania i wymiany freza zaleca sie uzycie rekawic ochronnych.
W zaleznosci od potrzeb moza dobrac frezy roznego typi o roznych wasciwosciach.
Frezy z wysokojakosciowej stali szybkotnacej
dostosowane sā do obrókmiękkich materialów, takich jak miekkie drewni tworzywa sztuczne.
Frezy z weglików spiekanych nadajcie szeczignty do obrki materiafow twardszych i scieralynch, takich jak twarde drewni aleluminium.
Frezy oryginalne, wchodzace w sklad bogatego programu oprzyrzbadomania Bosch, sa do nabycia w specialistycznych skelepach branówych.
Stosowane frezy powinny byc czyste, aich stan techniczny nie powinien budzic zastrzejen.
- Otworzyc oszone przyciwiorowa 6 (odchylajac ja w dof).
- Przesunac dzwignie blokady wrzeciona 4 w kierunku zgodnym z ruchem waskawod zegara i przytrzymac ja w tej pozycji (O). W razie potrzeby rcznie przykreci wrzeciona, a2 do zaskoczenia w zapadce.
Zwolnic nakretke zlaczkowa 23 za pomocka klucza widekowego 25 (rozwartosc 24 mm), obracajacj w kierunku przyciwnym do ruchu wskazowek zagara (2).
Wzoc frez do tulei zaskowej. Chwy freza nalezy wropadzie do zaciku na glbebokoscwynoszacco najmniej 20 mm.
Dociagnac nakretke złczkowa 23 za pomocakluczawidekwego 25 (rozwartosc 24 mm), obracaj jawierunku zgodnym z ruchem wskazowek zegara. Zwolnićdzwignie blokujac wrzeciono 4.
Zamknac ostone przechiwiorowa 6 (do gory). - Nie nalezy stosowac frezw o srednicy wyikszej niz 50 mm, jezeli nie zostal uprozdnio zamontowany bolec kopijacy. Frezy takieNie przyzej przyte podstawowa.
- Nie dokreć tulei zaciskowej nakȩtką zȩczkowa przydzmontowaniem freza. Moź doprowadźć to do uzskodzenia tulei zaciskowej.
Odsysanie pylow/wiorow (zob. rys. B)
Pyly niedtorych materiow, na przyktd powtok malarskich z zawartoscia olowiu, niedtorych gatunkow drewna, minerafow lub niedtorych rodzajow metalu, moga stanowic zagrozenie dla zdrowia. Bezporesdi kontakt fizczyny z pylami lub przydostanie sie ich do pluc moze wywofac reakcie allergcne i/lub choroby ukladu oddechowego operatora lub osob znajdujacych sie w poplizu.
Niekto rodzaje pylow, np. debiny lub buczyny uwazane sa za rakotworcze, szcegolnie w połaceniu z substancjami do obrobk diewna (chromiany, impregnaty do drewna).Materialy, zawierajace azbest mogy byc
Polski|103
obrabiane jegynie przyez odpowiednio przeszkolony personel.
-W razie mozliwosci nalezy stosowac odsyanie pydu dostosowane do rodzaju obrabianego materia'u.
Nalezy zawsze dbac o obra wentylacje stanowiska pracy.
Zaleca sie noszenie maski przeciwytpowyj z pochhaniaczem klasy P2.
Nalezy stosowac sie do aktualnie obowiazujacych wdanym kraju przypieszow, regulujacych zasady obchodzenia sieMaterialami przyznaczonymi do obrobki.
Nalezy unika gromadzenia sie pyu na stanowisku pracy. Pyly moga sie z fatwość zapalić.
Montaž adaptera do odsysania pyłów
Adapter do odsysania pylów 27 mozza zamontowac na dwa sposoby: z przyązemewa do przodu albo do tylu. W przypadku, gdy zamontowany jest adapter bolca kopuijugacego 44. moze zaistniek koniecznosc obrocenia go o 180^ ,aby uniknac dotykania przyazem adapter do odsysania pylów 27 dzwigni zwalinajacej blokade adapterera 46. Przed montazem z przyązemewa do przodu, nalezy uprzednio zdjeć osfone precziwiorowa 6. Przymocawac adapter do odsysania pylów 27 za pomocaw droch srb radełkowanych 28 do płyty frezarki 12.
Podlaczenie odsysania pylow
Nasunac waz odkurzaca (0 35 mm) 26 (wyposazenie dodatkowe) na uprzednio zamontowany adapter do odsysania pylow. Połaczyc waz 26 odkurzaczem (wyposazenie dodatkowe).
Elektronarzédzie möglich byc zasilane bezposrednio poprzej gniadzo wtykowe universalnégo odkurzacza firmy Bosch ze zdalnym węczanium. Odkuracz uruchamiany jest wówcas automatycznie w momencie załączenia zasilania w elektronarzédziu.
Odkurzacz musi byc dostosowany do rodzaju obranego materiahu.
Do odysansia szcegolnie niebepzecznych dla zdrowia pyłowrakotworczych nalezy uzywac odkurzacza SPECIALNO.
Montaž oslony przyciwymiórowej (zob. rys. C)
Ostone przeciwnirowa 6 wstawic od przodu do prowadnicy a zdo zaskoczenia w zapadze. Aby zdemontowac ostone prszciwnirowa, naleych uchwycic jej boki i zsuna ja, poclagajc do przodu.
Praca
Uruchamianie
Nalezy zworciuwage na napiecie sieci! Napiecie zrodla pradu musi zgadzac sie z danymi na tablicze znamionowej elektronarzedzia. Elektronarzedzia przyznacza c rowniez do sieci 220 V.
Wstepny wybor predkosci obrotowej
Przy pomocy Pokretla regulatora można dokonać regulacja prędkosci 3 obrotowej (tamść w czasie biegu).
1-2 niska predkosc obrotowa
3-4 srednia prędkosc obrotowa
5-6 wysoka prędkość obrotowa
Wartosci podane w tabeli sa wartosciami orientacyjnymi. Optymalna prędkość obrotowa uzalezniona jest od rodzaju materiaiu i od warunkowy pragy; okreslicja są myza{jynyie droga prob.
| Material Srednica freza | (mm) | Pozycjagali 3 |
| Twarde drewno (buk) | 4 - 10 | 5 - 6 |
| 12 - 20 | 3 - 4 | |
| 22 - 40 | 1 - 2 | |
| Międkcie drewno (sosna) | 4 - 10 | 5 - 6 |
| 12 - 20 | 3 - 6 | |
| 22 - 40 | 1 - 3 | |
| Płyta wiórowa | 4 - 10 | 3 - 6 |
| 12 - 20 | 2 - 4 | |
| 22 - 40 | 1 - 3 | |
| Tworzywo sztuczne | 4 - 15 | 2 - 3 |
| 16 - 40 | 1 - 2 | |
| Aluminium | 4 - 15 | 1 - 2 |
| 16 - 40 | 1 |
Po trwajacej przyduszky okres czasu pracyzniska predkosciabrotowa,naley ochodzic elektronarzedzie, uruchamajc je beozbocianiazmaksymaln prdekosciabrotownaok.3 min.
Włuczanie/wyłuczanie
Przed uruchomieniem/wyłączeniem uradzenia naleź nastawic glebokosc frezOWania, zgodnia z rozdzialem "Ustawianie glebokosci frezOWania".
W celu wlaczenia elektronarzedzia nacisnac wlacznik/ wylacznik 24 i przytrzymac w teil pozycji.
W celu unieruchomienia wcijsnietego wlacznika/wyfacznika 24 nalezy nacinac przycisk blokady 2.
W celu wylaczenia elektronarzedzia, nalezy zwolnic wylacznik/ wylacznik 24. lub gdy jest on unierchomiony przyciskiem blokady 2, nacinac krtokwlacznik/wylacznik 24, a nastepnie zwolnic.
System Constant Electronic utrzymu je sta prędkość bezania niedzne od obciȩzenia i gwarantuju utrzymujacja są na tym samym poziomie wydajnosć robocza.
System lagodnegorozruchu
Elektroniczny system lagodnego rozruchu ogranica prędkos obrotowa podczas wączania i wyduza zwyotnosc silika.
Ustawianie gblebokosci frezowania (zob. rys. D)
Ustawianie glębokosci frezowania dozwolone jest tylko przy wymiączonym elektronarzedziu.
Aby zgrubnie ustawic glbokosc frezowania nalezy postepowac w nastepujacy spośob:
-Elektronarzedzie z zamocowanym frezem postawic na obrabianym przymedmiece.
104 | Polski
- UstawicPokretlo 20 na srodek skali. W tym celu nalezy przekrecicPokretlo 20 na taka pozycje, by wskazniki 21 byly ustawione tak, jak zostalo to ukazane na rysunku. Nastepnie nalezy ustawic podzialek 19 na pozycje,0".
Zderzak schodkowy 10 ustawic w najnizszym połozeniu;
zderzak musi zaskoczyc w wyczuwalny spośob.
- Poluzowac scrube motylkowa na zderzak glbokoosci 14 na tyle, aby zderzak 15 moza byto swobodnie przemieszecz.
- Prestawic dzwignie blokady 22 ku dotow i opuszcazwoi frozkarke do momentu zetknigia sie freza 7 powierzchnia obrabiana. Zwolnic dzwignie 22, aby zablokowac wybrana pozycle frezarki.
Docisnac zderzak glebokosci 15 do do, a do
najnizsego stopnia zderzaka stopniomega 10. Suwak 16
przesunac na pozycje, "na podziatce glebokosci
frezowania 18.
Zderzak gleboksi 15 ustawi na zadna gleboksi frezowania i dokrecic nakretke motyikowa 14. Nalezy uwa za, aby po dokonani tej czynnosci, nie zmieniac zu je pozycji suwaka 16.
Wcisnac dzwignie 22 i przywrocic gorne poTozenie maszyny.
Przy wiekszych glebokosciach frezowania zalecane jest prowadzenia obrbski w kilku przysciach. Dzpiek zderzakowich schodkowemu 10 moziwe jest rozlozenia procesu obrbskina kilkka przejsc. Nalezy w tym celu nastawic pojadanag glebokosc frezowania z najnizsym stopniem zdrzaka schodkiego i wybrac dla pierwyszych etapow obrbski wyzsze stopnie. Odstep migiedz stopniami moinszmieniac,Pokrecajac srbami regulacyjnych 11.
Po robnej obrobie maya dokonac dokladnej regulajcji glebokosci frezowania poprzej obrot Pokretlem 20 -obracn aleyny w kierunku preciwnym do ruchu wskazowek zegara, aby zwiekyszcy glebokosci frezowania, a w kierunku zgodnym z rouchem wskazowek zegara, aby zmniejsyc glebokosci frezowania. Orientacja ulatwa przy tym podzialka 19. Jeden obrot odopwiada zmieanie nastawy glebokosci o 2,0 mm, kaźda z kresek podzialki, znjudujej sie na gornej krawedzi podzialki 19, odpwiada zmieanie nastawy glebokosci o 1, mm. Maksymalna zmiana nastawy glebokosci wynosi ± 8 mm.
Przyklad: Pozádana glębokosć frezOWANIA TO 10,0 mm, rezultatem frezOWANIA probnego bya glębokosć frezOWANI wynoszcA 9,6 mm.
Uniesc frezarko gornowrzectionowaiplozyc cos (np. kawatek drewna) pod plyte sizgowa9-tak,aby frez 7 przy opuszczaniu nie dotykal obrabianego materiaTu. Wcisnac dwignie blokady 22 ipowoli opuszczac frezarke, a do momentu gdy ogranicznik gebokosci 15 calkowicie przylgnie do zderzaka schodkowego 10.
- Przestawic podzialek 19 na pozycje,0" i zwolnic srobemotylkowa 14.
- Przekrecic Pokretlo 20 w kierunku zgodnym z ruchem wskazowek zegara o 0,4 mm/4 kreski podzialski (roznica między wartoscia zadana i rzechywista) i dokiagnac sbrabe motylkowa 14.
-Skontrolowac wybran glbokosc frezowania poprzej kolejne frezowanie prbane.
Po dokonaniu regulacci glebokosci frezowania nie nały zmieniacy pozycji suwaka 16,znajdujacego sie naograniczniku glebokosci 15,aby zawsze moins byto odczytac aktualna glebokosci frezowania na podzialce 18.
Wskazówki dotyczepracy
Frezy nalezy chronie przed upadkiem udarami.
Kierunek frezowania i procesie ciecia (zob. rys. E)
Kierunek frezOWANI musi byc stale przeciWny do kierunko obrotow freza 7 (frezOWanie przeciWBziejne). Przy frezOWANI zgodnzm y kierunku zgodnzm z kierunkiem obrotow freza (frezOWanie wspOblziejne), frezarka moze byc wyrwana z rak osoby obslugujacej.
-Nastawic pozadana glbekosci frezowania, zgodnie z rozdzialem, Ustawianie glbekosci frezowania
-Ustawieletronarzedziezamontowanym frezem na aberrianym przedmiocie i uruchomic.
Wcnsnac dzwignie blokady 22 opuszczac wolno frezarke, az do osiagniecia nastawionej gtebokosci frezowania. Zwolnic dzwignie 22,aby zablokowac wybran pozycje frezarki.
-Frezowac, wymuszajac rrownomierny posuw.
- Po zakończeni uoblóki, przyworćic góre połozenia maszyny.
-Wyłaczyc elektronarzedzie.
Frezowanie za pomoczderzaka pomocniczego (zob. rys.F)
Aby ulatwc obrobke Wiegszych przydmiotow, np. do frezowaniawpustow, moma przymocowacdo obranianego przydmiot deske lub listwe i uzyc jej jako zderzaka pomocniczego, prowadzac wzdufu niej frezarke. Frezarkenelezy prowadzic po plaskiej stronie pty sizgowoprowadzacej, wzdufz dzerzaka pomocniczego.
Frezowanie krawedziowe lub ksztaltowe
Przy frezowaniu krawedzi lub przy frezowaniu kształowym bez zastosowania prowadnicy rownolegj, daneź stosówac frezy z trzpieniem prowadźycym lub toźyskiem kulkowym.
-Uruchomione uprzednio elektronarzedie dosunac z boku do obrabianego przydmiotu izagbieiaczyw materiaile, az do momentu oparcia sie trzpienia prowadzacego wzgl. tozyska kulkowego freza o krawedz obrabianego przydmiotu.
-Frezarkewrodzicoburaczwdzukrawedziprzedmiotu, zwracajcprzytymuwage naejkatowepofozenie.Zbty silnydociskmoe spowodawuczkodzenie krawedziprzedmiotu.
Frezowanie z prowadnica ronymolecta (zob. rys. G)
Zamontowac drażki prowadzace 30 prowadnicy równelegej 29 w plicye podstawy 12 i zamocawac je za pomocą rob motylkowych 5 w zędanym połozenia. Możliwa jest teź
Polski|105
regulacja zgrubna dlugosci prowadnicy równelegej za pomocza srb umotylkowych 31 i 32.
Po zwolnienu obu šrub motylkowych 31, mozza za pomocagPokretta 33 wyregulowac pofozenie frezarka na povadnicy rrownoleftej. Jeden obr odopwiada zmianie nastawy o 2,0 mm, kaźda zkrešek na podzialePokretta 33 odpowiada zmianie nastawy o 0,1 mm.
Za pomoc szyn oporowej 34 moza zmienc plaszczygne przytozenia prowadnicny rownoleglej.
Wlaczone elektronarzedzie prowadzic z lekkim bocznym dociskiem na prowadnicr rownoleg wzluz krawedzi aberrianego prezmiotu, zachowujac przy tym rownomierny posuw.
W przypadku obrobki przy uzyciu prowadnicy rornolegje 29,do odysansia pylowiwor nalezy uzyc specjalnego adaptera 35. Adapter 27MHz pozostac zamontowany.
Frezowanie z cyrklem (zob. rys. H)
Do frezowania po obwodzie koja moza zastosowac cyrkiel z przystawka szyn prowadzachych 36. Zmontowac cyrkiel zgodnie zrysounik.
Wkrecic sbrue centrujaca 41 do gwintu w cyrklu. Czubek sbrby umiecioc posrodku obrabianego okregu, zwracajc przy tym uwage, aby styka sie ona z aberrabianym materialem.
Nastawic zgrubnie pozadany promien, przywuajc cykiel, a nastepnie dokrecic s Ruby motylkowe 38 i 39.
Po zwolnienu srbuy motykowej 39, moza za pomocaPokretla 40 nastawic dhugosc. Jeden obrot opodiada przyzmianie nastawy o2,0mm,każda z kresek podzialki naPokretle 40 opodiada zmianie nastawy o0,1 mm.
Wlączone elektronarżędzie naleź prowadzć nad obrabinyzm przyjmę zem wychytu 1 i uchwytu cyrkla 37.
Frezowanie z listwaj prowadzacq (zob. rys. l)
Do frezowania wzduż jedernej prostej stosuje sie listweprowadzac43.
Dla wyrònwnia róznicy wysokosci konieczne jest zamontowanie phyty dystansowej 42.
Zamontowacyrkielzprzystawka szyn prowadzacych 36,jakukazano narysunku.
Połoźc szyne prowadzacja 43 na powierzchni obrabinego przemiotu i unieruchomic w odpowiedni spośb, np. za pomoc scisków stolarskich. Umiescie elektronarżędzie z zamontowanym cyrklem 36 na listwie prowadźcej.
Frezowanie z bolcem kopijacym (zob. rys. K-N)
Za pomocabolca kopiujacego 47 mozliwe jest przenoszenie konturow z wzorcow lub szablonow na przedmioty obrabiane.
Przed Rozpoczeciem pracy z bolcem kopijczym 47 konieczne jest uprzejdie zamontowanie spezialnégo adaptera 44 w plicye silzigowiej 9.
Adapter bolca kopuiacego 44 wstawic z gory na ptye slizgowa 9 i zamocowac go za pomocz dwoch stub mucojacych 45,wracajpaczy tym uwage,aby istniala mozliwo6c swobodnego poruszania dzwigni zwalniajacej blokade adapterapa 46.
Wybor bolca kopijacego zalezy od grubosci szablonu lub odzwerowyywanej powierzchni. Ze wzgldu na wytsoksoc bolca kopijacego (wystawanie), grubosci szablonu powinna winosic min. 8 mm.
Zwolnic dzwignie 46 i wstawic bolec kopiuacy 47 od dou w adapter 44. Zby ustalajce pozolenie adaptera musza w spoob wycuwalny zaskoczyc do wglbiei w tulei.
Srednica freza musi byc mniejsza niz srednica wewnetrznabolca kopiujacego.
Aby wszedzie uzyskac taki sam odstep od srodka freza do krawedzi bolca kopijacego, mozliwe jest wycentrowanie wzajemne bolca i plyt y slizgowej.
- Wcnsnac dzwignie zwalniajaca blokade przystawki 22 ku dołowi poprowadzic frezarka az do oporu w kierunku podstawy 12. Zwolnic dzwignie 22, aby zablokowac zdanagozpie frezarki.
-Wykrecic sbruy z Ibem wpusczanym 49.Wkrecic sbruy z Ibem walcowym 48w przewidziane do tego celu otwory - tak,aby moza byo swobodnie przesuwac ptye slizgowa 9.
Wstawic trzpiei centrujacy 50 do uchwytu narzedziowego zgodnia z rysunkiem. Recznie dokrecic lekko nakrtek zoiazckwak tak, aby trzpiei centrujacy myza byo swobodnie poruszac.
Wyrownac ustawienie trzpienia centrujacego 50 i bolca kopiujacego 47 wzgledem siebie, lekko przesuwajc plyte silzigowaj 9.
Dociangac s Ruby z Iber walcowym 48. - Usanac trzpiei centrujacy 50 z uchwytu narzedziowego.
- Weisnac dzwignie 22 i przywroci gorne potozenie maszyny.
W przypadku frezOWANIA z bolcem kopiujacym 47 nalezy postepowac w nastepuicy sposob:
- Bolec koplajcy wączonego uprzednio elektronarzędzia przystawic do szablonu.
- Wcisnac dwignie blokady 22 i opuszecz wolno frezarke, az do osiagniecia nastawionej glebokosci frezowania. Zwolnic dwignie 22, aby zablokowac wybran pozycje frezarki.
-Frezarkz wystajcym bolcem kopiuacym nalezy prowadzic wzduz szablonu z lekkim bocznym dociskiem do odwzorowywanej powierzchni.
Konserwacja i serwis
Konserwacja i czyszczenie
Przed wszystkimi pracami przy elektronarzedziu nalezy wciąnac wtyczke z gniażda.
Aby zapewnic bezpiecznai wydajna prace, elektronarzedzie i szczeliny wentylacyjne nalezy utrzymywac w czystosci.
W skrajnie trudnych warunkach pracy na三点y w razine mozliwosci stosowac stacionny system odsysania pyu. Nalezy te zcie zo przemuchiwac otwory wentylacyjne i stosowac wylacznik ochronny roznicowo-pradowy (FI). Podcas obrókBi metali moze dojsc do osadzenia sie wewnatrz elektronarzedzia pylu
106 | Cesky
metalizcndo, mogacego przewodzic prad. Moze tomie niekorzystny wpyw na izolacje ochronna elektronarzedzia.
Jezi konieczna okaze sie wymiana przewodu przyplaczeniwogo, nały zlecić ja firmie Bosch lub w autoryzowanym przyze firme Bosch punkcie naprawy elektronarzedzi, co pozwol uniknac ryzyka zagrozenia bepieczecnstwa.
Jesli urzadzenie, mimo dokladnej i wszechronnej kontroli producjynej ulegnie kiedykolwiek awarii, naprawe powinien prerpopradzi autoryzowany serwis elektronarzedzi firmy Bosch.
Przy wystych kzgoszeniach oraz zamówieniach czeci zamiennych konieczne jest podanie 10-cyfrowego numero katalogowej elektronarzedzia zgodnia zdanymi na tablicze znamionowej.
Obsluga Kunden oder doradzwto techniczne
Ze wsystkimi pytaniami, dotyczymi naprawy i konserwaczni nabtego produktu oraz dostepu do czeci zamiennych prosimy zwracac sie do punktow obslugi klienra. Rysunki technicne ora informacja o czeciach zamiennych mozaznalec pod adresem:
www.bosch-pt.com
Zespo† doradzta technicznego firmy Bosch sluzy pomocawraże pytarń związanych z zakupem produktu,kiegozasostosowianiem oraz regulacja urzędźne i osprzemu.
Polska
Serwis Elektronarzedzi
Ul. Szyszzkowa 35/37
02-285 Warszawa
Tel.: +48 (022) 715 44 60
Faks: +48 (022) 715 44 41
E-Mail: bsc@pl.bosch.com
Infolinia Dziahu Elektronarzedzi: +48 (801) 100 900
(w cenie połaczenia lokalngo)
E-Mail: elektronarzedzia.info@pl.bosch.com www.bosch.pl
Usuwanie odpadow
Elektronarzédzia, osprét i opakowanie nalezy poddač utlyziczji zgodnie z obowiazujacymi zasadami ochry s Rodrowska.
Nie wolno wyruzacé elektronarzędzi do odpadów z gospodarstwa domowego!
Tylko dla polnatw nalezych do UE:

Zgodnie z europejska wytyczna 2002/96/WE o starych, zuzytych narzedziach elektrycznych i elektronicznych i jej stosowania w sprawie krajowym, wyyliminOWaneNiekatne do uzycchia elektronarziedzia nalezy zbierac osobno i doprowadzic do ponownego uzyt
kowania zgodnego zzasadami ochrony srodowiska.
Zastrzega sie prawo dokonywaniazmian.
Cesky
Frezovani pomocnym dorazem (viz obr. F)
Pro opracovani velkych obrobku, prikladne pri frzevanoi drazek muzete na obrobek upevni jako pomocny doraz prknno nebo listu a vest horni frzku podel pomocneho dorazu. Horni frzku ve'te podel pomocneho dorazu zplostelou stranou kluzne desky.
Popis produktu a vykonu

30 Vodiaca tycka pre paralelny doraz (2x)
spekaného karbdu, su Specialne vchodne na obranie Specialne tvdych a abrazivnych materialov, ak je napriklad tvdre drevo a hlinik.
Originalne frzovacie nastroje z rozsiahlej ponuky prisluensstva Bosch si mozte kupit u svojho odborneho predajcu vyrobkov Bosch.
Pouzivajte vzy iba bezchybné a ciste frzovacie nastroje.
- Sklopte chronic proti trieskam 6 dole.
- Otocte areatacnpu paeku vretena 4v smere pohybu hodinovych ruiciek a zdzteju v tejo polohe (1).V priade potreby otocte vreteno motora rukou tak, aby sa zaaretovalo.
Uvolnite presuvnu maticu 23 pomocou vidlicoveho kluca 25 (velkost kluca 24 mm) otacanim proti smeru pohybu hodinovych ruciciek (8).







Slovensky | 117
Zasunte frzovaci nastroj do upincej kliestiny. Stopka frzovacieho nastroj musi byt zasunutdo upincej kliestiny minimalne 20 mm.
-Utiahnite presuvn maticu 23 pomocou vidlicoveho kluca 25 (velkost kluca 24) otacanim v smere pohbyu hodinovych ručícek. Uvojinite aretačnu pačku vretena 4.
Vykloptechrnic protitrieskam6hore.
Bez namontovanej kopirovacej objilmynemontujte ziadne také frzevacie nastroje, ktorych priemer je vácsi ak 50 mm. Tieto frzevacie nastroje toti nevojdú do základnej dosky.
Upinaci kliestinu presuvnou maticou v ziadnom pripe neutahujte dovstedy, kym nie je namontovany frzovaci nastroj. Upinacia kliestina by sa totiz mohla poskodif.
Pomocou kopirovacej objimky 47 mozte prenása obrysy z predloh resp. z roznych sablon na obrobyk.
Ak chcete pouzit kopirovaciu objimku 47 musite najprv vlozit adaptorkopirovacej objimky 44 do klznej dosky 9.
Polozte adaptorkopirovacej objimky 44 zhora na klznudosku 9 a priskrutkujte ho pomocou 1 upevhovichsch skrutiek 45. Davajte pritom pozar no tay sa dala uvofnovacia packa pre adaptorkopirovacej objimky 46 volne pohybovaf.
Zvlo'te vhdnu kopirovaci objimku podla hrubky sablony resp. podla hrubky predlohy. Kvoli presahujce yvske kopirovacej objimky musi mat vsak sablona minimalu hrubku 8 mm.
Zatiahnite za uvol'novaciu páčku 46 a vložte kopirovaciu objímku 47 zdola do adaptă koprivacej objímky 44. Kóvodacie vystupky musia pritom počute line zaskočif do výrežov koprivacej objímky.
Zvolte prelermer frzovacieho nastroja tak,aby bol mensi akvovtorny priemer kopirovacej objimky.
Taktobude vzdialenost stredu frzky a okraja kopirovacej objimky vsade rovnaká a v pripade potreby sa daju kopirovacia objimka a klzná doska navzajom vycentrovat.
Stlacte ulovhovaciu paeku 22 smerom dole a vedte hornu frezu a na doraz smerom k zakladnej doske 12. Ulovhovaciu paeku 22 opat uvoInite, aby ste zapichovaciu hbku fixovali.
Vyskrutkujte skrutyko sa zapustenou hlavov 49. Zaskrutkujte skrutyko valcovou hlavov 48 do urcenych otvorov tak, aby sa dala klzná doska 9 vofne polybovaf.
- Do upinacioho mechanizmu vlozte centrovaci tni 50 podla obrzka. Presuvn maticu utiahnite rukou tak, aby sa dal centrovaci tni e ste volne pohybovat.
Vyrovnaje navzajom voci sebe centrovaci tfn 50a kopirovaciu objimku 47 miernym posuvom klznej dosky 9.
- Skrutky valcovou hlavou 48 utiahnite.
- Odstrante centrovaci tfn 50 z upinacieho mechanizmu.
Zatacta evolfovaciu pa2e vedte hornu frzusmerom hore do najvyssej polohy.
Pri frézovani s kopirovacou objimkou 47 postupujte nasledovne:
- Prisúvajte zapnute rucne elektrické náradie s kopirovacou objímkou k sablone.
Zatlacte uovifovaciu paeku 22 smerom dole a pomaly vedte hornu frzusmeromdole,a sa dosiahne nastavena frzovacia hibka.Uovifovaciu paeku 22 opat volinite,aby ste zapichovaciu hibku fixovali.
Rucne elektrické náradie s precnievajucou kopirovacou objimkou vedte bočnym tlakom poždž sablony.


120 | Magyar
Udrzba a servis
Udrzba a cistenie
Sargajet frezesanas darbinstrumentus no kritieniem un triecieniem.
Frezesanas virziens un operacjias gaita (attels E)
Frézésanas laika instruments vienmér japarvieto pret frézésanas darbinstrumenta 7 griezejskautnu parvletoanas virzienu (pretës virziens). Veicot frézésan griezejskautnu parvietoanas virzena (vienàds virziens), elektrinstruments var tikt izrauts no rokām.
- Iestadiet velamo frezeesan dzilumu, kā noradits sadala, Frezeesan dziluma iestadisana".
-
Novietojet elektroninstrumentu ar tajā iestiprinatu frēzanas darbinstrumentu uz apstradājama prieksmeta virmasan un lesledziet instrumentu.
Nospiediet fiksejo so sviru 22 un leni parvietojiet freesanas bloku lejup, lidz tick sasiegts velamais freesanas dzilums. Tad atlaidiet fiksejo so sviru 22, fiksejot freesanas bloku stavokli, kas atbilst sim dzilumam. -
Veiciet frzeshan, vienmeregi parviietojot instrumentu.
-Pec freesanas operacijas beigam parvietojiet freesanas bloku augseja stavokli.
-lzsledzietelektroinstrumentu.
Frézésana r paligvadotni (attels F)
Lai apstradatu lielaka izmera prieksmetus, piemeram, veicot
gropju frezeanu, uz apstradajama prieksmeta virsmas var
nostiprinat koka deli vailistu 1izmantot to ka paligvadotni.
Frezanas laikavirziet gar paligvadotni vienu no virsfrezes
pamatnes slidplaksnes taisnajam malam gar paligvadotnes
malu.
Apkalpośana un apkope
Apkalposana un tiriisana
Pirms elektroinstrumenta apkopes vai apkalposanas izvelciet ta elektrokabela kontaktdaksu no barojsa elektrotikla kontaktligzdas.
Lai nodrosinatu llgsto su un nevainojamu elektroninstrumenta daribu, uzturiet tiru ta korpusu un ventilacijas atveres.
Stradajot ekstremalos apstaklos vlenmer izmantojiet puteklu uzuksanas icerici, ja vien tan ir iespejams. Pec iespejas biezak izpuit elektroinstrumenta ventilacijas atveres ar sasplestu galsu un pievienojiet to elektrotiklam caur nopludes strvas (Fl-) aizsargleju. Izmantojot elektroinstrumentu metala apstradei, ta korpusa iekspusev uruzkraties stravu vadoši puteklj. Tas var nelabveligi ietekmet elektroinstrumenta aizsargizolaci jas sistemu.
Ja nepieiesams nomainit elektrokabeli, tas javeic firmas Bosch elektroinstrumentu servisa centra vai Bosch pilvarotalelektroninstrumentu remonta darbnica, jo ta tiks saglabatsvajadzigais darba drosilas limenis.
Ja, neraugoties uz augsto izgatavosanas kvaliti un rupigo pecrazoanas parbaudi, elektroninstrumentes tomer sabojajas, tas nogadajams remontam firmas Bosch pilvarota elektroninstrumentu remonta darbnica.
Pieprasot konsultacijas un pasutot rezerves dalas, noteiktipazinojiet 10 zimju izstradajuma numuru, kas atrodams uzelektroinstrumenta markejuma plaaksnites.




