
IVPM-9850 - Stroje na vakuové balení MSW - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma IVPM-9850 MSW ve formátu PDF.

| Typ produktu | Profesionální vakuový balicí stroj, model s jednou komorou |
| Značka a model | MSW IVPM-9850 |
| Rozměry (D x Š x V) | 54 x 40 x 95 cm |
| Hmotnost | 68,5 kg |
| Elektrické napájení | 230 V ~ / 50 Hz |
| Výkon motoru | 900 W |
| Výkon těsnění | 800 W |
| Rozměry vakuové komory | 440 x 420 x 100 mm |
| Maximální šířka sáčku | 40 cm |
| Šířka svařovací linie | 400 mm |
| Nastavitelný čas vakua | 0–99 sekund |
| Nastavitelný čas těsnění | 0–9,9 sekund |
| Úroveň vakua | 1 bar (absolutní tlak < 1 kPa) |
| Hlavní funkce | Vakuování, tepelné těsnění, tisk (volitelně), nafukování (volitelně) |
| Konstrukční materiály | Víko z plexiskla, komory z nerezové oceli |
| Ovládací panel | LCD displej s nastavením času/vakua/těsnění/chlazení, 6 přednastavených pamětí |
| Bezpečnost | Nouzové zastavení, automatické vypnutí po 5 minutách nečinnosti, povinné uzemnění |
| Údržba a čištění | Zkontrolovat a vypustit olej z čerpadla (hladina mezi 1/4 a 3/4), vyčistit těsnicí tkaninu, měnit výfukový filtr každých 6 měsíců |
| Náhradní díly a opravitelnost | Topný článek nikl-chrom, těsnicí kroužek, lisovací pás, elektromagnetické ventily |
| Obecné informace | Návod k dispozici v několika jazycích, profesionální použití, není vhodné pro hořlavé materiály |
Často kladené otázky - IVPM-9850 MSW
Dotazy uživatelů ohledně IVPM-9850 MSW
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš Stroje na vakuové balení ve formátu PDF zdarma! Najděte svůj návod IVPM-9850 - MSW a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. IVPM-9850 značky MSW.
NÁVOD K OBSLUZE IVPM-9850 MSW
Tento návod k použití byl přeložen strojově. Vždy se snažíme o poskytnutí přesného překladu. Žádný strojový překlad však není dokonalý. Rovněž neslouží k nahrazení překladu lidskou osobou. Oficiální návod k použití je dostupný v anglické verzi. Případné nesrovnalosti nebo rozdíly v překladu nejsou závazné a nemají žádný právní účinek pro účely dodržování předpisů nebo jejich vymáhání. V případě jakýchkoli otázek ohledně správnosti informací uvedených v návodu k použití se řídte anglickou verzí tohoto obsahu. Jedná se o oficiální verzi.
1. Technické údaje
| Popis parametru | Hodnota parametru |
| Stůl pro horní frézku | Vakuovačka |
| Model | MSW-IVPM-9850 |
| Jmenovité napětí [V~] / frekvence [Hz] | 230 / 50 |
| Jmenovitý výkon motoru [W] | 900 |
| Jmenovitý těsnící výkon [W] | 800 |
| Doba těsnění [s] | 0-9.9 |
| Šířka těsnící linie [mm] | 400 |
| Rozměry komory [mm] | 440 x 420 x 100 |
| Maximální šířka tašky [cm] | 40 |
| Doba vakua [s] | 0-99 |
| Stupeň vakua [bar] | 1 |
| Rozměry [šířka x hloubka x výška] [cm] | 54x40x95 |
| Hmotnost [kg] | 68,5 |
Charakteristika
Minimální absolutní tlak vakuové komory <1kPa
2. Přehled
Tento produkt je pokročilý vakuový balicí stroj určený k automatickému uzavření balicích sáčků ihned po vakuování. Dosahuje vysoké úrovně vakua uvnitř sáčku a zanechává minimální zbytkový vzduch. Tento proces inhibuje růst bakterií a jiných mikroorganismů, čímž zabraňuje oxidaci, plísním a znehodnocení předmětů. U některých měkkých produktů se navíc po vakuování zmenší objem balení, což zefektivňuje přepravu a skladování.
3. Rozsah použití
Tato řada vakuových balicích strojů používá kompozitní fóliové sáčky k tepelnému utěsnění různých produktů, včetně pevných látek, prášků, past a kapalin. Mohou to být potraviny, místní speciality, produkty z vody, chemické suroviny, hardware a elektronické součástky. Vakuové balení pomáhá předcházet znehodnocení způsobenému oxidací lipidů a růstem aerobních bakterií. Zachovává kvalitu, chuť a barvu produktů, prodlužuje jejich trvanlivost a usnadňuje jejich přepravu a export.
Tento produkt nespadá do působnosti NAŘÍZENÍ (EU) 2017/745 pro zdravotnické prostředky. Nebyl navržen jako lékařský prostředek.
4. Vlastnosti
- Jednokomorový design : Jedna komora má prühledný kryt z plexiskla, který uživatelům umožňuje snadno sledovat proces balení.
- Dvoukomorová konstrukce : Dvoukomorový stroj pracuje se dvěma střídavě pracujícími komorami, které spojují procesy uzavírání a přípravy. To výrazně zlepšuje efektivitu balení.
- Odolné materiály : Horní a spodní komory jsou vyrobeny z nerezové oceli, což zajišťuje trvanlivou, hygienickou a korozi odolnou konstrukci, která splňuje normy bezpečnosti potravin.
- Více funkcí : Stroj provádí vysávání, lepení a tisk v jediné operaci. Dodává se s nastavitelným nastavením úrovně vakua, teploty tepelného svařování a doby svařování, což uživatelům umožňuje optimalizovat proces pro různé materiály a potřeby balení.
- Možnost tisku : Stroj lze vybavit tiskovým zařízením, které umožňuje jasné označení doby použitelnosti produktu, data výroby a sériového čísla přímo na pečicí lince. To je v souladu s národními předpisy pro označování potravin.
- Spolehlivý a efektivní : Díky pokročilému designu a kompletní funkčnosti nabízí tento vakuový balicí stroj stabilní výkon, silné těsnění a široké možnosti použití. Snadno se používá, udržuje a poskytuje významné ekonomické výhody.
5. Struktura a princip
Vakuový balicí stroj se skládá z pěti hlavních součástí: vakuového krytu, vakuové komory, těla stroje, elektrických součástí a vakuového systému.
Uvnitř vakuového krytu je topný systém, který používá jako topné těleso nikl-chromový pásek, který je namontován na držáku tepelného těsnění. Topné těleso je kompletně izolováno od vakuové komory. Tepelně těsnící držák je umístěn v blízkosti airbagu.
Před zahájením procesu tepelného svařování je airbag ve stavu nízkého vakua. Když začne tepelné utěsnění, tlakový rozdíl způsobí, že se airbag roztáhne, což tlačí železnou hlavu (nikl-chromový pásek) dolů, aby bylo aplikováno teplo pro utěsnění. Jak teplota ohřevu, tak doba ohřevu jsou nastavitelné tak, aby vyhovovaly různým požadavkům na balení.
Vakuová komora je také vybavena tepelným lisovacím těsnícím zařízením, které pracuje v tandemu s tepelným těsnícím držákem pro dokončení procesu balení.
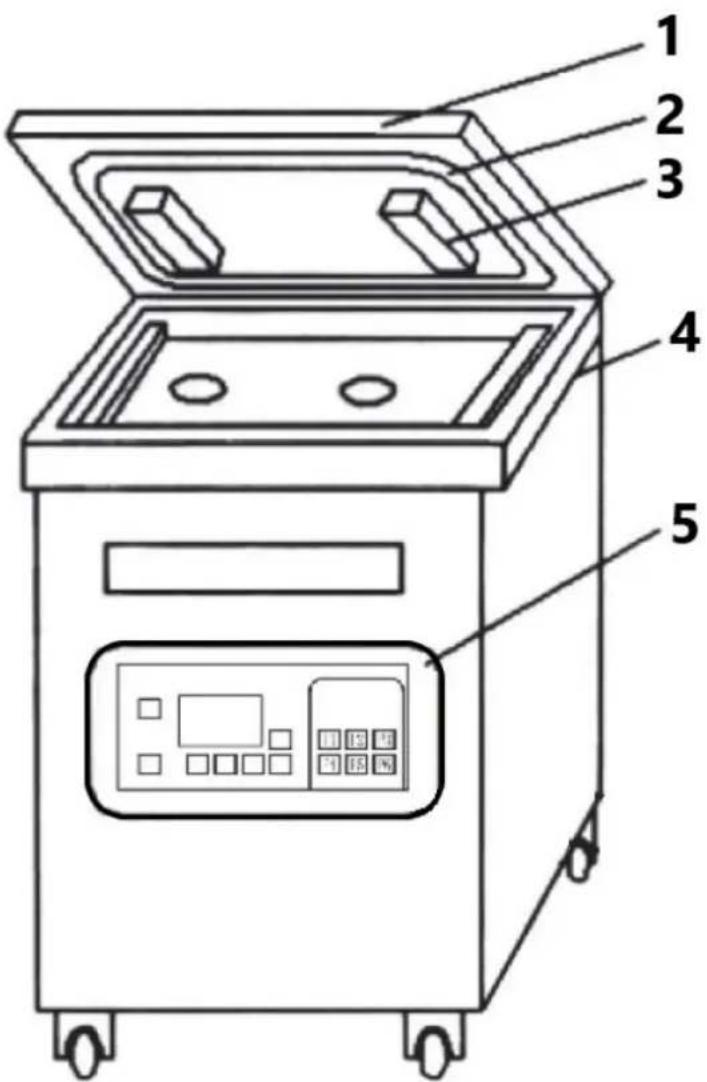
1 - Kryt z plexiskla
2 - Těsnicí kroužek
3 - Lisování proužku
4 - Vakuová komora
5 - Ovládací panel
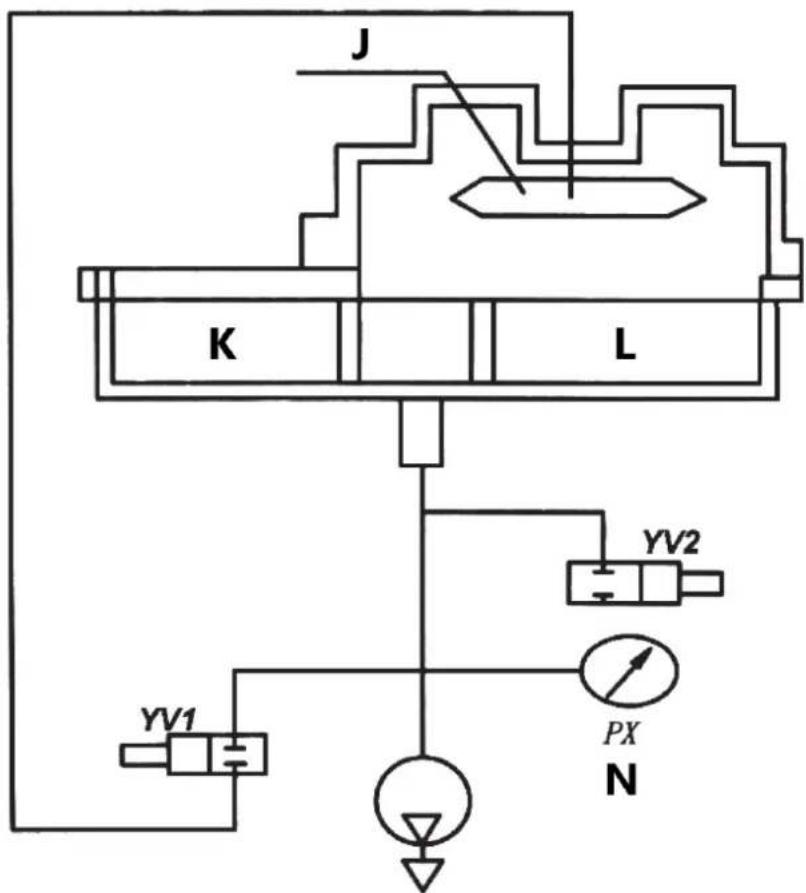
Vakuový systém
Vakuový systém vakuového balicího stroje se skládá ze dvou hlavních součástí: vakuového solenoidového ventilu (YV1) a odvzdušňovacího solenoidového ventilu (YV2).
U nafukovacího vakuového balicího stroje obsahuje vakuový systém tři solenoidové ventily: vakuový solenoidový ventil (YV1), elektromagnetický ventil plnění airbagu (YV2) a odvzdušňovací solenoidový ventil (YV3).
Když je vakuové čerpadlo aktivováno, začne odsávat vzduch z vakuové komory. Jakmile je dosaženo nastavené úrovně vakua, vakuové čerpadlo se zastaví a řídicí systém přejde k dalšímu kroku procesu. Tento stroj využívá k odsávání vzduchu jednostupňové rotační lamelové vakuové čerpadlo.
6. Obsluha panelu instrukce
flowchart
graph TD
A["1"] --> B["2"]
B --> C["3"]
C --> D["4"]
D --> E["5"]
E --> F["6"]
F --> G["7"]
G --> H["8"]
H --> I["9"]
A --> J["Box 1"]
B --> K["Box 2"]
C --> L["Box 3"]
D --> M["Box 4"]
E --> N["Box 5"]
F --> O["Box 6"]
G --> P["Box 7"]
H --> Q["Box 8"]
I --> R["Box 9"]
J --> S["Box 10"]
K --> T["Box 11"]
L --> U["Box 12"]
M --> V["Box 13"]
N --> W["Box 14"]
O --> X["Box 15"]
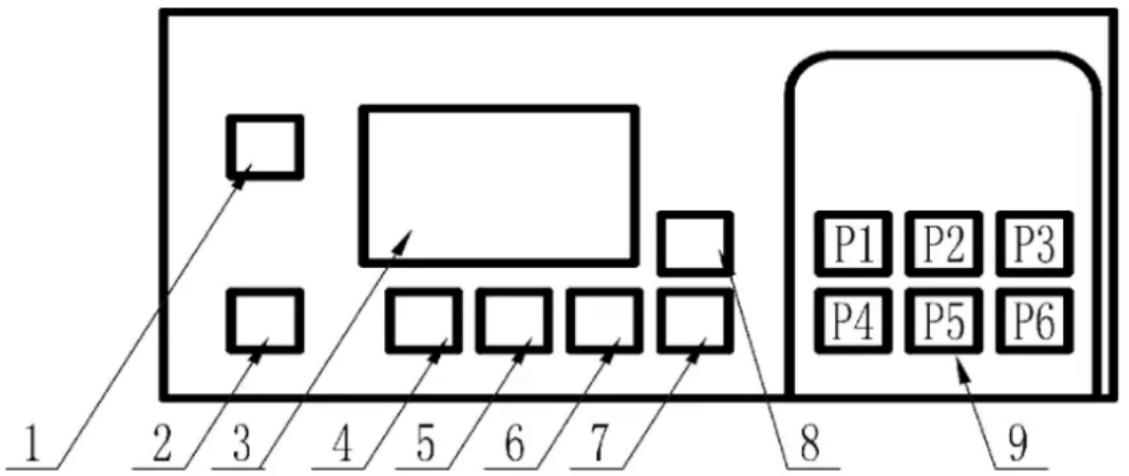
1 - Spínač : Zapíná stroj a zahajuje provoz.
2 - Nouzové zastavení : Stisknutím okamžitě zastavíte stroj a přejdete do pohotovostního režimu.
3 - LCD obrazovka : Zobrazuje stupeň vakua spolu s nastavením „doby vakua“, „doby nafouknutí“, „doby utěsnění“ a „doby chlazení“.
4 - Předchozí stránka : Posouvá nahoru přes možnosti „doba vakua“, „doba nafouknutí“, „doba utěsnění“ a „doba chlazení“.
5 - Další stránka : Posouvá dolů přes možnosti „doba vakua“, „doba nafouknutí“, „doba utěsnění“ a „doba chlazení“.
6 - Zvýšit : Zvýší zvolené nastavení času.
7 - Snížit : Sníží zvolené nastavení času.
8 - Set : Stiskněte pro nastavení „doby vakua“, „doby nafouknutí“, „doby utěsnění“ a „doby chlazení“.
9 - P1\~P6 : Umožňuje uložit a vybrat až 6 paměťových předvoleb pro různá nastavení „doba vakua“, „doba nafouknutí“, „doba utěsnění“ a „doba chlazení“.
Technické ukazatele
1) Rozsah doby čerpání : 0–99 sekund, chyba:
2) Rozsah doby tepelného svařování : 0–9,9 sekund, chyba:
3) Doba chlazení : Nastavitelná
Návod k obsluze
1) Nastavení doby vakua : Po zapnutí zařízení se rozsvítí LCD obrazovka, která indikuje pohotovostní režim. Jedním stisknutím tlačítka Set vstoupíte do nastavení doby vakua. Pomocí tlačítek Zvýšit nebo Snížit nastavte čas.
2) Nastavení doby inflace : Jedním stisknutím tlačítka Další stránka se přesunete na nastavení doby nafukování. Pomocí tlačítek Zvýšit nebo Snížit nastavte čas.
3) Nastavení doby lepení :
Opětovným stisknutím tlačítka Další stránka získáte přístup k nastavení doby zatavování. Pomocí tlačítek Zvýšit nebo Snížit nastavte čas.
4) Nastavení doby chlazení :
Dalším stisknutím tlačítka Další stránka nastavíte dobu chlazení. Pomocí tlačítek Zvýšit nebo Snížit upravte podle potřeby.
5) Pracovní proces
V pohotovostním režimu se po zavření krytu stroje automaticky spustí program:
a) Čerpání : LCD obrazovka zobrazuje stupeň vakua od 0 MPa do -0,1 MPa a dobu vakua. Jakmile je doba vakuování dokončena, proces se přesune k dalšímu kroku.
b) Tepelné svařování : LCD obrazovka zobrazuje dobu tepelného svařování. Jakmile skončí doba utěsnění, přejde do fáze chlazení.
c) Chlazení : LCD obrazovka zobrazuje dobu chlazení. Po uplynutí doby chlazení přejde do fáze odvětrávání.
d) Odvětrání : Po dokončení odvětrání se kryt automaticky otevře.
e) Pro nafukovací vakuové stroje :
Mezi čerpáním a tepelným utěsněním je další krok. Po přečerpání je do balícího vaku zaveden dusík nebo jiný plyn. Jakmile je čas nafouknutí dokončen, pokračuje se do fáze tepelného utěsnění.
6) Použití nouzového zastavení
Pokud během provozu nastane jakákoli abnormální situace nebo pokud je nutné proces předčasně zastavit, stiskněte tlačítko nouzového zastavení. Tato akce zastaví proces a vrátí stroj do pohotovostního režimu.
7) Další pokyny
a) Stroj se automaticky vypne, pokud zůstane nečinný déle než 5 minut.
b) Po 20 sekundách vyfouknutí, pokud nebyl kryt otevřen, se proces vyfukování automaticky uzavře.
c) Chcete-li tlak uvolnit, podržte tlačítka Set a P1 po dobu 5 sekund.
d) Chcete-li přepnout mezi čínštinou a angličtinou, podržte klávesu Set a klávesu P3 po dobu 10 sekund.
e) Při použití režimu paměti (P1–P6) se data automaticky uloží do 2 sekund.
7. Kontrola a seřízení
1) Prvotní kontrola
Po vybalení použijte seznam balení, abyste se ujistili, že je součástí dodávky veškeré příslušenství, a ověřte, že nejsou uvolněné žádné šrouby na stroji. U jednokomorových vysavačů zkontrolujte, zda se plexi kryt pohybuje plynule nahoru a dolů. U dvoukomorových (plochých) vysavačů zkontrolujte, zda se kryt vysavače volně pohybuje zleva doprava.
2) Mazání
Naneste přiměřené množství mazacího oleje na všechny pohyblivé části, olejové otvory a trysky. Postupujte podle pokynů vakuové pumpy a přidejte do pumpy správné množství vakuového oleje. Naplňte olej do 3/4 výšky podtlakového okénka přes plnicí otvor oleje.
Během provozu dbejte na to, aby hladina oleje neklesla pod 1/4 výšky okna a maximální hladina oleje by neměla přesáhnout 3/4 výšky okna.
3) Nastavení
a) Nastavení stupně podtlaku
Nastavte stupeň vakua podle požadavků na obalový materiál. Zvolte optimální dobu čerpání pro dosažení požadované úrovně vakua. Čím delší je doba čerpání, tím vyšší je stupeň vakua.
b) Nastavení doby tepelného svařování
Nastavte dobu tepelného zatavení (0–9,9 sekund) na panelu podle materiálu balicích sáčků a zatavovaných předmětů. Začněte s nižší dobou tepelného svařování a postupně ji prodlužujte, dokud nedosáhnete požadovaného vzhledu a pevnosti těsnění.
8. Operační proces
1) Zapněte napájení
Zapněte stroj zapnutím hlavního vypínače. Nastavte následující parametry podle vašich potřeb balení:
o Doba čerpání
o Doba tepelného utěsnění
o Doba chlazení
o Doba inflace (pokud existuje)
2) Připravte položky k balení
Vložte položky do balícího sáčku (jako je plastový kompozitní sáček nebo kompozitní sáček z hliníkové fólie). Vložte sáček do jedné z vakuových komor. Zvedněte přítlačný proužek a opatrně umístěte ústí sáčku rovnoměrně na spodní tepelně svařovací rám. Spustte přítlačnou lištu, abyste zajistili sáček na místě.
3) Spustte proces vakuování
Zatlačte dolů vakuový kryt. Jakmile se vakuové čerpadlo spustí, kryt se automaticky utěsní silou vakua. Dobu vakua lze upravit podle požadavků na balení.
4) Proces těsnění
Po dosažení nastavené doby vakua (dosažení požadovaného stupně vakua) se čerpání zastaví a elektromagnetický ventil se zapne, aby se zahájil proces těsnění. Upravte dobu a teplotu svaru na základě materiálových specifikací použitého balicího sáčku.
5) Chlazení a odvětrávání
Po uplynutí nastavené doby tepelného svařování začne proces chlazení. Po ochlazení se zapojí odvzdušňovací elektromagnetický ventil, který umožní vstupu vzduchu do vakuové komory a vakuový kryt se automaticky zvedne. V tomto okamžiku je proces vakuového balení dokončen a stroj je připraven na další balicí cyklus.
6) Pro nafukovací vakuové balicí stroje
Při použití nafukovacího vakuového balicího stroje se po odčerpání vzduchu z vakuové komory zavede do balicího sáčku potřebný plyn (obvykle dusík). Poté začíná proces tepelného svařování. Po utěsnění se veškerý zbývající plyn ve vakuové komoře odsaje. Nakonec se aktivuje odvzdušňovací solenoidový ventil, čímž se dokončí proces balení.
9. Běžné závady a odstraňování závad
1) Problémy s vakuem (nevysává se nebo má nízký stupeň vakua):
a) Ověřte, zda se vývěva otáčí správným směrem a odpovídá šipce motoru. Pokud ne, okamžitě upravte fázi.
b) U nového stroje se ujistěte, že těsnicí kroužek vakuového krytu správně lícuje s povrchem komory. Mírným tlakem na kryt zajistíte úplné utěsnění.
c) Zkontrolujte, zda mikrospínač jednokomorového vakuového balicího stroje má dobrý kontakt nebo zda je koncový spínač dvoukomorového stroje v poloze. Nastavte mikrospínač nebo koncový spínač podle potřeby.
d) Zkontrolujte, zda je odvzdušňovací ventil pevně uzavřen. Pokud je ventil nebo solenoid starý, znečištěný nebo špatně seřízený, může to způsobit netěsnost. V případě potřeby opravte nebo vyměňte vadné díly.
e) Zkontrolujte všechny části okruhu, zda netěsní nebo zda nejsou uvolněné spoje.
2) Špatná kvalita tepelného těsnění :
a) Ujistěte se, že otvor sáčku je čistý, bez nečistot v místě těsnění.
b) Zkontrolujte, zda nikl-chromové topné těleso funguje správně, a zkontrolujte, zda nedošlo ke zkratu nebo přerušení obvodu.
3) Závady na základní desce :
a) Udržujte obvod hlavní desky čistý a suchý, bez kovových úlomků, aby nedošlo ke zkratu nebo programovým chybám.
b) Ujistěte se, že připojení základny spínače je bezpečné, a vyměňte poškozené klíče, které mohou bránit vakuu nebo těsnění.
c) Pokud se na displeji zobrazují chybějící zdvihy nebo chybí indikátory činnosti, zkontrolujte, zda nejsou uvolněná připojení základny nebo zda není částečně poškozená obrazovka displeje.
10. ÚDRŽBA
1) Seznamte se s návodem : Před použitím stroje si důkladně přečtěte návod a pochopte způsoby nastavení a použití.
2) Údržba vývěvy : Dodržujte pokyny pro údržbu vývěvy, včetně pravidelných výměn oleje. Ujistěte se, že čerpadlo běží správným směrem.
3) Sledování hladiny oleje : Zajistěte, aby hladina oleje vakuového čerpadla byla mezi 1/2 a 3/4 výšky olejového okénka. Kontrolujte hladinu a kvalitu oleje týdně. Pokud se olej znečistí, zčerná, emulguje nebo zhoustne, okamžitě jej vyměňte a před doplněním nového oleje vyčistěte čerpadlo.
4) Elektrická bezpečnost : Zkontrolujte, zda je správně připojen zemnící vodič stroje, aby byla zajištěna elektrická bezpečnost.
5) Kontrola těsnící tkaniny : Pravidelně kontrolujte těsnící barvicí tkaninu (polytetrafluorethylen) na podpěře tepelného těsnění, zda neobsahuje cizí látky. Ujistěte se, že tkanina je hladká, aby byla zachována pevnost těsnění.
6) Závady při manipulaci : V případě poruchy okamžitě vypněte napájení. V případě potřeby stiskněte tlačítko nouzového zastavení. Po dokončení odvětrání zvedněte kryt, vypněte stroj a před odstraňováním závady zkontrolujte příčinu závady.
11. Upozornění
1) Směr motoru vývěvy : Ujistěte se, že motor vývěvy neběží obráceně.
2) Plnění oleje před použitím : Před použitím stroje otevřete víčko nádrže a naplňte 46 litrů hydraulického oleje nebo 100 vakuového oleje.
3) Pravidelné kontroly oleje : Ujistěte se, že hladina oleje je vždy nad 1/4 a pod 3/4 výšky olejového okénka.
4) Kontaminace olejem : Pokud zjistíte vodu nebo nečistoty, vyměňte olej.
5) Olej během přepravy : Před přepravou stroje vypustíte olej.
6) Výměna výfukového filtru : Výfukový filtr vyměňujte každých šest měsíců.
7) Tlak externího zdroje vzduchu : Zajistěte, aby tlak externího zdroje vzduchu při nabíjení nepřesáhl 0,2 MPa.
8) Nouzové zastavení : Nouzový vypínač uvolní vzduch a automaticky zastaví vakuové čerpadlo.
9) Zakázané materiály : Nepoužívejte stroj k balení hořlavých nebo výbušných materiálů.
- Schématický diagram
1 - Kryt z plexiskla
2 - Tesniaci krúžok
3 - Lisovanie pásu
4 - Vákuová komora
5 - Ovládací panel
Vákuový systém
1 - Spínač : Zapína stroj a spúšťa prevádzku.
2 - Núdzové zastavenie : Stlačením okamžite zastavíte stroj a prejdete do pohotovostného režimu.
3 - LCD obrazovka : Zobrazuje stupeň vákua spolu s nastaveniami pre „čas vákua“, „čas nafúknutia“, „dobu utesnenia“ a „dobu chladenia“.
4 - Predchádzajúca strana : Rolovanie nahor cez možnosti „doba vákua“, „doba nafukovania“, „doba tesnenia“ a „doba chladenia“.
5 - Nasledujúca strana : Rolovanie nadol cez možnosti „čas vákua“, „čas nafukovania“, „čas utesnenia“ a „čas chladenia“.
6 - Zvýšit: Zvyšuje zvolené nastavenie času.
7 - Znížit: Zníži zvolené nastavenie času.
8 - Set : Stlačte pre nastavenie „času vákua“, „času nafukovania“, „času utesnenia“ a „času chladenia“.
9 - P1\~P6 : Umožňuje uložit' a vybrat' až 6 pamät'ových predvolieb pre rôzne nastavenia „času vákua“, „času nafukovania“, „času tesnenia“ a „času chladenia“.
Technické ukazovatele
1) Rozsah doby čerpania : 0–99 sekúnd, chyba:
2) Rozsah doby tepelného zvárania : 0–9,9 sekúnd, chyba:
3) Doba chladenia : Nastavitelná
Návod na obsluhu
a) Čerpanie : LCD obrazovka zobrazuje stupeň vákua od 0 MPa do -0,1 MPa a čas vákua. Po uplynutí doby vákua sa proces presunie na d'alší krok.
b) Tepelné zváranie : LCD obrazovka zobrazuje čas tepelného zvárania. Po uplynutí doby tesnenia prejde do fázy chladenia.
c) Chladenie : LCD obrazovka zobrazuje čas chladenia. Po uplynutí doby chladenia prejde do fázy odvzdušnovania.
d) Vetranie : Po dokončení odvetrávania sa kryt automaticky otvorí.
e) Pre nafukovacie vákuové stroje :
Medzi čerpaním a tepelným tesnením je d'alší krok. Po prečerpaní sa do baliaceho vrecka zavedie dusík alebo iný plyn. Po uplynutí času nafukovania pokračuje do fázy tepelného zvárania.
6) Pre nafukovacie vákuové baliace stroje
1) Smer motora vákuového čerpadla : Uistite sa, že motor vákuového čerpadla nebeží v opačnom smere.
2) Plnenie oleja pred použitím : Pred použitím stroja otvorte uzáver nádrže a naplňte 46 % hydraulického oleja alebo 100 vákuového oleja.
3) Pravidelné kontroly oleja : Uistite sa, že hladina oleja je vždy nad 1/4 a pod 3/4 výšky olejového okienka.
4) Znečistenie oleja : Ak zistíte vodu alebo nečistoty, vymeňte olej.
5) Olej počas prepravy : Pred prepravou stroja vypustite olej.
6) Výmena výfukového filtra : Výfukový filter vymeňte každých šest mesiacov.
7) Tlak externého zdroja vzduchu : Zabezpečte, aby tlak externého zdroja vzduchu pri nabíjaní neprekročil 0,2 MPa.
8) Núdzové zastavenie : Núdzový vypínač uvoľní vzduch a automaticky zastaví vákuovú pumpu.
9) Zakázané materiály : Nepoužívajte stroj na balenie horľavých alebo výbušných materiálov.
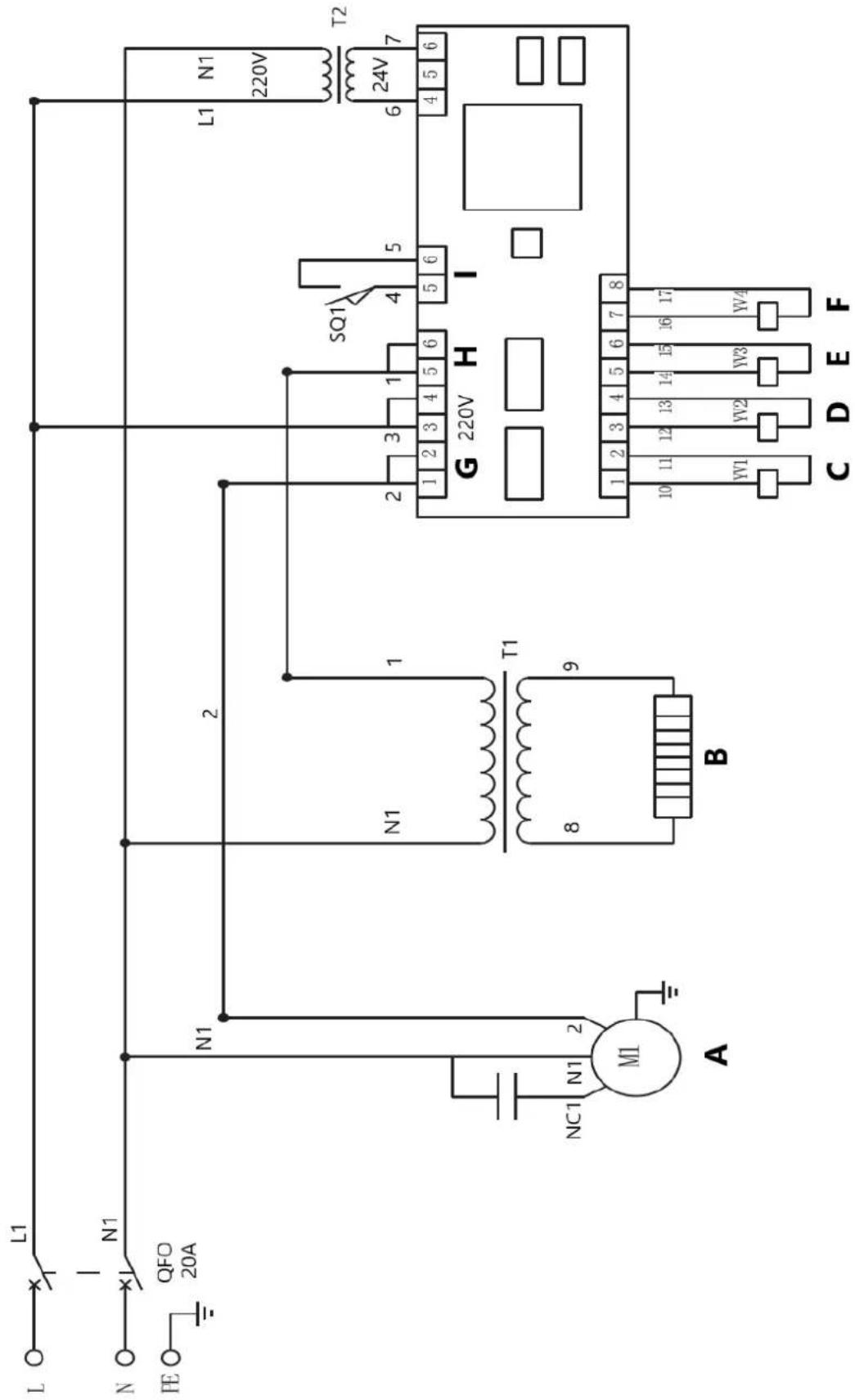
12. Schematický diagram
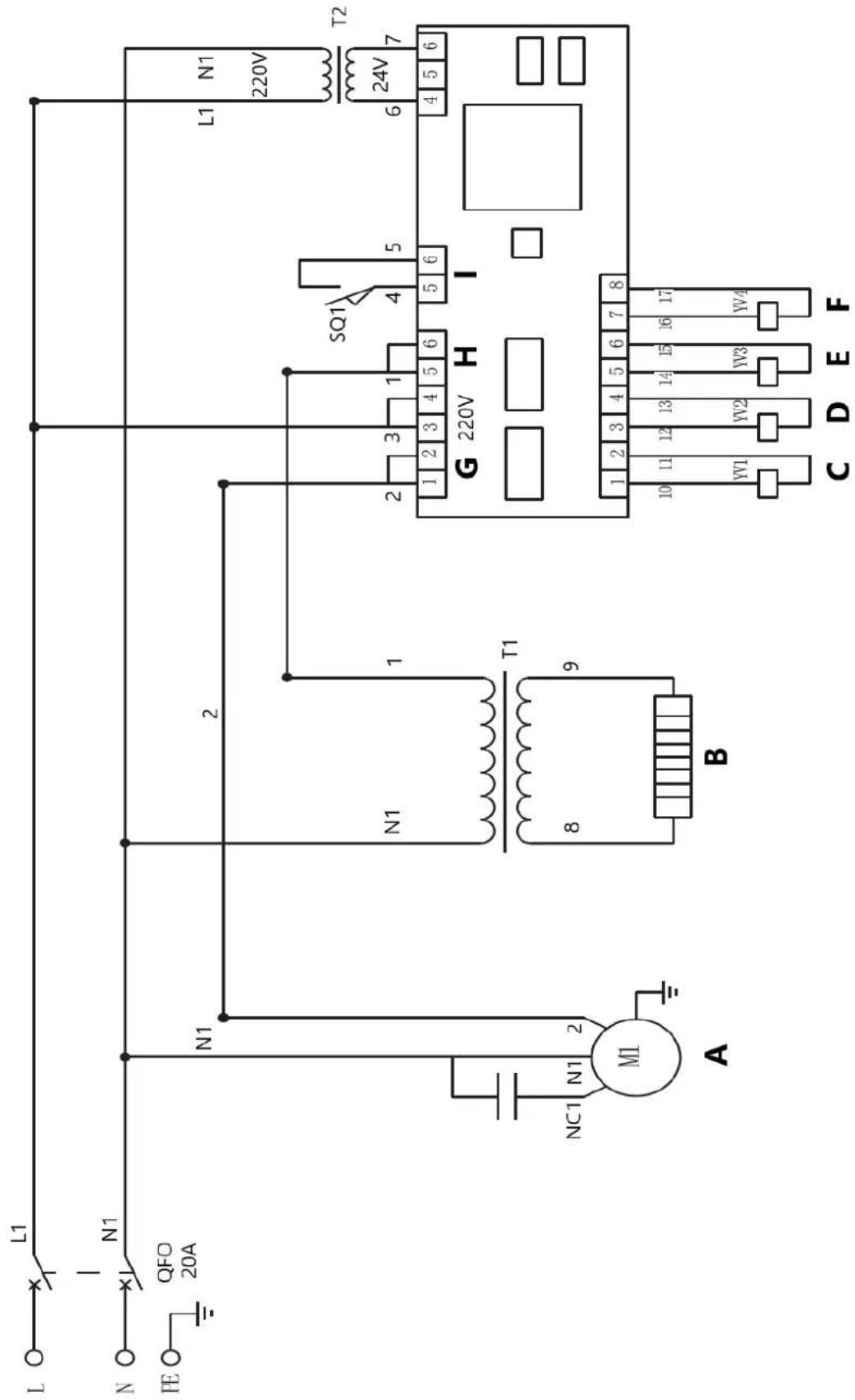
A - Vákuové balenie
B - Kúrenie
C - Pumpa
D - Vant
E - Nafúknut
F - Pečat'
G - Pumpa
H - Teplo
I - Štart
J - Airbag
K - Komora
L - B komora
N - Merač vákua





