
WR 2002 - Máquina de soldar Weller - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato WR 2002 Weller en formato PDF.

Preguntas de los usuarios sobre WR 2002 Weller
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina de soldar en formato PDF gratis! Encuentra tus instrucciones WR 2002 - Weller y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. WR 2002 de la marca Weller.
MANUAL DE USUARIO WR 2002 Weller
ES Puesta en servicios del aparato
Le agradecemos la confianza depositada en nosotros con la compra de este aparato.
La fabricación de este aparato está sometida a los más rigurosos controlles de calidad para garantizar unperfecto funciona elsame.

Antes deponer enfuncionamento el aparato y de comenzar a trabajo con el leer Completely las presentes
instrucciones y las normas de seguridad.
Conservar las presentes instrucciones en un lugar accesible para todos los usuario.
Estas instrucciones contienen informacion importante para poderponer manejar el aparato de forma adecuada y segura,realizar los problemas deostenimiento e incluso realizar的一些些修复工作。
Este aparato ha sido disnado y fabricado segun los ultimos avances技术和 normas de seguridad homologadas.
No obstarte, existe riesgo de que se produzcan daños personales o materiales si no se respetan las instrucciones de seguridad que figuran en el folleto de seguridad adjunto, asi como las advertencias de este manual de uso.
Advertencias de seguridad
Por razones de seguridad los niños y menosres de 16 años, asi como cualquier personas no familiarizada con el presente manual de uso no estarán usar este aparato. Los niños deben encontrarse bajo vigilancia para garantizar que no juegen con el aparato. Este aparato no ha sido disnado para ser uso por personas (incluidos niños) con discapacidades o limitaciones fisicas, sensoriales o inelectuales o con falta de experiencia y o conocimientos.

|Advertencia! Descarga electrica
Si se conecta inadequamente la unidad de control existe peligro de provocar daños personales y materiales como consecuencia de descargas electricas.
Leer atentamente las advertencias de seguridad adjuntas, las advertencias de calidad del presente manual de uso y las instrucciones de su unidad de control antes de la puesta en funciona el meismo y seguir las medidas de precaución indicadas.
Conectar las herramientos de WELLER.
Si el aparato estuviera averiado能把 hacer conductores activos desnudos o no funciona el conductor protector.
Las reparaciones deben ser realizadas por especialistas formados por Weller.
Si el cable de connexion de la herramienta electrica estuviera dañado deben sustituirlo por un cable de connexion especial que podra adquirir a工程技术.

|Advertencia! Riesgo de quemaduras |
Durante el funciona de la unidad de control existe peligro de sufrir quemadas con el soldador. Las herramrientas de trabajo podrián permanecer calientes incluo mucho cuando antes de apagarlas.
Cuando no use el soldador deposito siempre en el soporte de seguridad.
Conectar el vacio y el aire caliente en los conectores previstos.
No dirigir el soldador de aire caliente hacer personas u objetos combustibles.

iAdvertencia! iPeligro de incendio y explosiOn! Peligro de incendio debido a herramentas o utensilios calientes
Cuando no use el soldador deposito siempre en el soporte de seguridad.
No dirigir el soldador de aire caliente hacer personas u objetivos combustibles.
Mantener alejados los objetos explosivos o inflamables.
No cubrir el aparato.

|Advertencia Riesgo de sufrir lesiones
Durante el transporte podra caerse el aparado o componentes de este.
Aplicación De Acuerdo A La Finalidad
Unidad de alimentacion para herrrientas de WELLER.
Utilizar la estación de reparación exclusivamente para la finalidad prevista en el manual de uso, eskaarir para soldar y desoldar en las conditiones mentionadas en el manual.

No está permitido aspirar liquidos nigs gases inflamables.
El aparato deben usarse siempre con los cartuchos filtrantes correctamente colocados.
Sustituir los cartuos filtrantes que esten llenos.
Usar el aparato unicamente en espacios interiores. Proteger de la humedad y de la radiación directa del sol.
El uso conforms a lo previsto incluye también:
siga las instrucciones de este manual,
siga las instrucciones de todos los documents que acompanan al aparato,
cumpla las normas de prevencion de accidentes laborales vigentes en el pais de uso.
El fabricante no asume Ninguna responsabilidad en caso de realizacion de modifications por cuenta propia en el aparato.
Grupo de sistemas
Debido a los differentes temas de riesgo y el potencial de riesgoalgunas operacionesdeferan ser realizadas exclusivamente por especialistas.
Operación Grupo de sistemas
| Parámetros para soldar Especialista con formación技术水平ica | |
| Sustitución de piezas de recambio electricas Electricista | |
| Intervalos de mantenimiento Especialista en sécurité | |
| Manejo | Usuales normales |
| Cambio de filtro | |
| Manejo | Personas en periodo de formación bajo la supervisión y direccion de una persona experimentada |
| Cambio de filtró | |
| Sustitución de piezas de recambio electricas | |
Puesta en servicios del aparato
Atencion!
Siga las instrucciones del manual de uso del aparato conectado.
Poner en funciona el aparato tal y como se describe en el capitulo „Puesta en funciona".

Compruebe si la tension de red coincide con la indicada en la placac de caracte-. sticas.
Asegurarse que laquina está desconectada antes de enchufarla.
Després de encender el aparato, el microprocesador realiza un autochequeo, durante elrial todos los segmentos estan brevemente en service.
Soldar y desoldar
Realice los problemas de soldadura según el manual de uso delsoldador conectado.
Manipulación de las puntas de soldar
Aplicar un poco de esta a la punta de soldar cuando la ponga en functionamento por primera vez. De esta forma podra eliminar capas de oxido o impurezas en la punta de soldar que se hayan PODido formar durante su almacenamento.
Cuando no vaya a usar el soldador o cuando lo coloque en el soporte asegurarse de que la punta esté bien estañada.
No使用者 (pasta de soldar) agresivos.
Asegurar se siempre de que la punta de soldar está colocada correctamente.
Ajustar la temperatura de trabajo más bajo possible.
Usar la punta de soldar de mayor時間 possible para la aplicacion deseada.
Regla general: aprox. tan grande como el punto de soldadura.
Asegurarse de que la transmisiónTERMICA desde
la punta de soldar a la zona de soldar sea lo mas grande possible aplicando una buena capa de esta a la punta de soldar.
En fases de inactividad prolongadas desconectar el equipo soldador y usar la referencia Weller de reduccion de temperatura en caso de inactividad.
Aplicar estar a la punta de soldar antes de guardar el soldador durante un espacio de tiempo prolongado.
Aplicar el estaño directamente en el punto de soldadura, no en la punta de soldar.
Cambiar las+puntas de soltar con la herramienta correspondiente.
No someter la punta de soldar a esfuerzos mecánicos.
Aviso
Las unidades de control estan ajustadas parafuncionar con puntas de soldar de時間 mediano.Pueden surgir diferencias de comportamentodeferido al cambio de punta o al utilizing puntas conuna formadifferente.
Desconexión por sobrecarga
Para registrar la sobrecarga de la estación, la potencia disminuya automatistically en caso de sobrecarga.
Equipotential
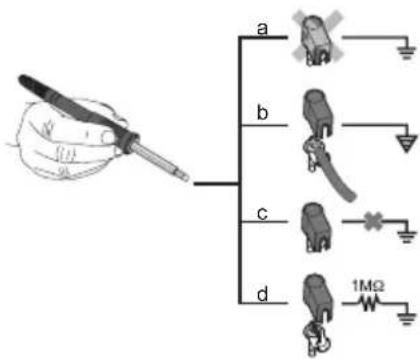
Gracias a lasdietes posibilidades de conexion del conector hembra de 3,5 mm hay 4 variantes posibles:
| a Toma de tierra directa | sin conductor ( estado de suministro). |
| b Equipotencial con conductor, linea equipotencial en el contacto central. | |
| c Sin potencial con conductor | |
| d Toma de tierra indirecta | con enchufe y resistencia soldada. Pu-esta a tierra a工程技术 de la resistencia selecciónada |
Actualización de firmware (WR 3M)
Aviso
La unidad de control incorpora un puerto USB mini. Para poder usar el puerto USB dispone de un software de Weller en con el que podraactualizar el software (Firmware Update") de su unidad de control.
Cuidado y mantenimiento

jAdvertencia!
<Antes de realizarrialquier trabajo en laquina,desenchufarla de la alimentacionelectrica.

jAdvertencia!
Use solo piezas de recambio originales.

iAdvertencia! Riesgo de quemaduras
Cambiar la punta de soldar únicamente cuando se haya enfiado
Cambiary limpiar las boquillas de aspiracion cuando esten calientes y con las herramrientas adecuadas
Cambiar las boquillas de aspiracion unicamente con las herramrientas adecuadas
Limpiar ycae biar la bandeja recogedora de esta cuando este fria
Si estuviera sucio, limpiar el panel de control con un paño adecuado.
Cambio de filtro
Comprobar periodically si el filtr de vacio está sucio, y en caso Neededo, sustituirlo.
jAdvertencia!
Si se trabaja sin bajo, pueda darar la bomba de vacio.
Antes de comenzar con los trabajo de soldadura se deben controlar si hay un filtro principal insertado!
Desechar los filtros sucios como residuos especialies.
Elimine los componentes y filtros cambia-dos en el aparato, asi como aparatos en desuso, siguiendo la normativa vigente en su pais.
Usar un equipimiento de proteccion adecuado.
Temp. standby (STANDBY)
Apertura de manos -1-
Tras la activación de la función Setback (reducción de temperatura) o al pulsar la tecla ECO (WR 2), la temperatura se reduce automatistically a la temperatura standby. La temperatura real se muestra parpadeando. <En la pantalla aparece „STANDBY".
Tiempo Setback (funciOn de reduccion de la temperatura) (SETBACK)
Apertura de menus -1
Cuando no se utilizes elsoldador, la temperatura se reduce hasta alcancar la temperatura standby despues de que haya transcurrido el tiempo Setback ajustado.
En la pantalla aparecerá „SETBACK".
Al pulsar la teclas „UP / DOWN" (subir/bajar) o ECO (WR 2) finaliza la funciona Standby.
Dependiendo de la herramienta, el interruptor o el soporte de seguridad desactiva el modo standby.
| Optional Descripción | |
| 0 min Desa | activada (configuración de fábrica) |
| ON Con el | soporte de seguridad, la temperatura delsoldador se reduce a la temperatura standby inmediamente cuando de colocar elsoldador en el soporte |
| 1-999 min | Tiempo Setback (función de reducciónde la temperatura) Ajuste individual |
Tiempo AUTO-OFF (tiempo de desconexión automatística)
Apertura de manos -1
En caso de inactividad del soldador, este se apagará una vez transcurrido el tiempo de desconexión automatica AUTO-OFF.
La temperatura de valor real se muestra parpadeando y sirve como indicacion del calor residual. En al pantalla aparece "OFF". Por debajo del valor de 50^ (122^) aparece una raya parpadeando en la pantalla
| Oportun Descripción | |
| 0 min Desa | activada (configuración de fábrica) |
| 1-999 min | Hora de apagado automatico (ajus-table de forma individual). |
Temperatura-Offset (Offset)
Apertura de manos -1-
La temperatura real de la punta del soldador se pueda ajustar introduciendo un offset de temperatura de aproximamente ± 40^ ( ± 72^ ).
Rango de temperatura (WINDOW)
Apertura de manos -1-
Partiendo de una temperatura ajustada y bloqueada es possible ajustar una ventsa de temperatura de aproximadamente ± 1 - 99^ (± 1 - 180^) con la referencia de la referencia WINDOW. Para poder usar la referencia WINDOW, la estacion de reparacion debe estar bloqueada.
Unidad de medicación de la temperatura (°C/°F)
Apertura de menús -1-
Optional Descripción
°C Grados centigrados
^ FFahrenheit

Duración max. del aire caliente (HAP On)

Apertura de manos


El tiempo de conexión dechorro de aire caliente de HAP 200 se pueda limitar en pasos de 0 a 60segundos.El tiempoajustado eselongues elsame para los3canales.
La configuración de fabrica es de seg. ("OFF"), es decir que el chorro de aire seactivará cuando se presione el pulsador delsoldador de aire caliente o el pedal.
Optional Descripción
OFF Duración sin definir(configuración de fabrica)
1-60 s Ajuste individual
Vacio conexión retardada (VAC On)

Apertura de manos


Para registrar un arranque premario de la bomba o para garantizar una fase de precalentamento definida del punto de soldadura se pueda ajustar una conexión retardada
Opcio- nal Descripción
0 sec OFF: la funciona "Vacio connexion retardada" está desconectada (configura- ción de fabrica)
1-9 sec ON: el空間 de tiempo "Vacio conexión
Vacio desconexión retardada (VAC Off)

Apertura de manos


Para impeder que el desoldador pueda atascarse se puedaaabstar un espacio de tiempo durante el qual elsystemadevaciocontinuaraconectaro (desconexion retardada).
(configuración de fabrica 2 s)
Opcio- Descripción nal
0 sec OFF: a funciona "Vacio desconexión retardada" está desconectada (configuración de fabrica)
1-5 sec ON: el空間 de tiempo "vacío" desconexión
funciOn de bloqueo

Apertura de manos


Una vez activado el bloqueo seguirán habilidades las siguientes teclas:
No es posible cambio ninguno de los demas ajustes hasta que se realice el desbloqueo.
Aviso
Si realmente desea disponible unicolemente de una temperatura debenajustar las teclas de mando (teclas de temperatura fija) a la mesma temperatura.
Bloqueo de la estación de soldar
Selección ar el punto de menu. En la pantalla se muestra "OFF". El símbolo de la llave parpadeará.
Ajustar el número de bloqueo deseado con tres digitos (comprehendidos entre 001 y 999) mediante las teclas UP / DOWN.
WR 2: Pulsar la tecla 2 durante 5 segundos.
WR 3M: Pulsar la tecla 3 durante 5 segundos. Se guarda el número.
Aparece el的概率 de la llave.
Desbloqueo de la estación de soldar
- SeLECTIONAR el punto de comida. En la pantalla se muestra "ON".
- Ajustar el número de bloqueo de tres digitos mediante las teclas UP / DOWN.
- WR 2: Pulsar la tecla [2].
WR 3M: Pulsar la tecla 3
- La estación está ahora desbloqueada. Laadicacion cambia al menu principal.
Umbral de manómetro (LEVEL)
Apertura de manos -2-
Mediante esta funciona se pueda definir el intervalo de mantenimiento de la herramienta de desoldar. Aquí se fija el valor en mbar al que el manómetro electrico debe enviar un mensaje de advertencia cuando está sucio el sistemas de aspiración (el LED de la bomba de aspiración眼看 a color verde a rojo). El valor ajustado depende de las toberas de aspiración usadas.
Regulable -400 mbar hasta -800 mbar
configuración de fabrica -600 mbar
- Seccionar el punto de menu „Umbral de manómetro" en el dato.
-
Ajustar el valor de „Umbral de manómetro“ mediente la tecla SUBIR o BAJAR (UP o DOWN). El LED del control de regulación pasado de color rojo a verde de forma intermitente. Augentar la aspiración 50 mbar con la tecla BAJAR (UP) hasta alcantarlos80mbar, bloquear el tubo flexible de aspiración oprimiéndolo y comprobar si el testigo luminoso de control para de verde a rojo.
-
Elsystema (puntas y filtros)debe estar libre.
Códio de identificacion de la estacion (Remote ID)
Apertura de menus -2
WR 3M
A cada estación se le pueda asignar un número de identificación (Remote ID) para que pueda ser identificada inequivocamente por el puerto USB.
Optional Descripción
0-999 Ajuste individual
Calibración (Factory Calibration Check FCC)
Apertura de menus -2
La funciona FCC permite comprobar la precision de temperatura de la estación de reparación y compensar las posibles desviaciones. A tal fin esnecessary medir la temperatura de la cabeza delsoldador con un aparato de medicación de temperatura externo y una punta de medicación de temperatura asignada a la herramienta de soldar. Antes de realizar la calibración se debe selección el correspondiente canal.
- Introducir la sonda de temperatura (0,5mm) del aparato de medicacion de temperatura externo en la punta de medicacion de temperatura.
- SeLECTIONAR el punto de menu FCC en el punto 2.
- a) Pulsar la tecla DOWN. -> Se selecciona el punto de calibracion 100^ / 210^ . b) Pulsar la tecla UP (subir). -> Se selecciona el punto de calibracion 450^ / 840^ . Ahora comienza a calentarse la punta de soldar. El control de regulacion parpadea@mierras la temperatura este constante.
-
Comparar las temperatas indicadas del aparato de medicacion con la indication de la pantalla.
-
WR 2: Pulsar la tecla 1· 2 (Set) para confirmar el valor modificado.
WR 3M: Pulsar la tecla 1· 2· 3 (Set) para confirmar el valor modificado.
Ahora se ha restaurado la desviacion de temperatura a cero. La calibracion ha finalizo ahora a 100^ / 210^ / 450^ / 840^ - Con la tecla UP (subir) o DOWN (bajar) se pue deaabstar la diferencia entre el valor mostrado en el aparato de medicion externo y el valor de la estacion de reparacion mostrado en la estacion. Ajuste de temperatura maximo possible ± 40^ (± 70^)
WR 2: Pulsar la tecla 2 para salir del punto de menu (EXIT).
WR 3M: Pulsar la tecla 3 para pagar del punto de menu (EXIT). - WR 2: Salir del menu 2 con la tecla [2].
WR 3M: Salir del menu 2 con la tecla 3
Restaurar la configuración de fabrica de la calibración
- SeLECTIONAR el punto de menu FCC en el menu 2.
2.WR 2: Mantener pulsada la tecla 2 WR3M: Mantener pulsada la tecla 3
Menu de parámetros
- A continuación se deben pulsar simultáneamente las teclas UP y DOWN. En la pantalla aparece "FSE" (Factory Setting Enabled). Ahora se ha restaurado la calibración de fabricula de la estación de reparación.
Activación / Desactivación de la tecla especial (SP Button) Apertura de manos -2
WR2
Una vezactivada la tecla especial, esta le permite saltarrapidamente almenu 1.Alsalir conla tecla especial se graba la ultima funcion seleccionada.
| Opcio- nal | Descripción |
| OFF Desactivada (configuración de fábrica) | |
| ON Tecla especial activada | |
Activación / Desactivación de la tecla ECO (ECO)
Apertura de menus -2
WR2
Una vezactivada la tecla ECO, esta le permite forzar el modo standby en todos los canales. El LED verde se enciende y se regulan los canales a la temperatura standby ajustada. Si se utilizes un soporte de seguridad se resetea la referencia al retiring el soldador del soporte.
| Opeco- nal | Descripción |
| OFF Desactivada (configuración de fábrica) | |
| ON Tecla ECO activada | |
Bloqueo de las teclas HAP 200 (HAP LOC)
Apertura de menus -2-
WR 3M
Esta funciona permite modifier la configuracion de fabrica de las teclas delsoldador HAP 200. Elsoldador HAP 200 se conecta al pulsarlo por primera vez y se desconecta si se vuelva a pulsar de nuevo.
| Descripción | |
| OFF Desactivada (configuración de fábrica) | |
| ON HAP LOC activado |
Modo de control
Apertura de manos -2-
Esta funciona determinina el comportamento tírmico delsoldador hasta alcanzar la temperatura ajustada.
| Optional Descripción |
| LO Calentimiento lento |
| HI calentimiento=rápido |
Restaurar la configuración de fabrica (FSE)
Selección ar el punto de menu FSE en el dato 1.
WR 2:Mantener pulsada la tecla 2
1Abrir el menu de functions especialas, 1" (pulsar al mesmo tiempo las teclas UP y DOWN durante 2 seg.)
2. Mantener pulsada la tecla 2
3.A continuación se deben pulsar simultaneamente las teclas UP y DOWN. En la pantalla aparece „FSE".
(Factory Setting Enabled).
Ahora se ha restaurado la configuración de fabricula de la estación de reparación.
Restaurant los ajustes a los ajustes de fabrica
- Abrir el menu de sistemas especiales, 2^u (pulsar al mesmo tiempo las teclas UP y DOWN durante 4 seg.)
- SeLECTIONAR el punto de menu "FCC".
- Mantener pulsada la tecla 2
- A continuación se deben pulsar simultáneamente las teclas UP y DOWN. En la pantalla aparece "FSE".
(Factory Setting Enabled).
Ahora se ha restaurado la configuración de fabricula de la estación de reparación.
WR 3M: Mantener pulsada la tecla 3
- Abrir el menu de sistemas especiales, 1" (pulsar al mesmo tiempo las teclas UP y DOWN durante 2 seg.)
- Pulsar la tecla 3 y mantenerla pulsada.
- A continuación se deben pulsar simultáneamente las teclas UP y DOWN. En la pantalla aparece „FSE".
(Factory Setting Enabled).
Ahora se ha restaurado la configuración de fabrica de la estación de reparación.
Restaurant los ajustes a los ajustes de fabrica
- Abrir el menu de sistemas especiales,2" (pulsar al mesmo tiempo las teclas UP y DOWN durante 4 seg.)
- SeLECTIONAR el punto de menu "FCC".
- Pulsar la tecla 3 y mantenerla pulsada.
- A continuación se deben pulsar simultaneamente las teclas UP y DOWN. En la pantalla aparece „FSE". (Factory Setting Enabled).
Ahora se ha restaurado la configuración de fabricula de la estación de reparación.

Estación de reparación WR 3M WR 2
| Dimensiones L x An x Al (mm) | 273 x 235 x 102 | |
| Dimensiones L x An x Al (Inch) | 10.75 x 9.25 x 4.02 | |
| Tensión de red 230 V ~ 50/60 Hz | 240/120 V ~ 50/60 Hz | ||
| 120 V ~ 60 Hz | 100V ~ 50/60 Hz | ||
| Consumo de potencia 400 W 300 W | ||
| Clase de protección I, caja antiestática | III, Herramienta de soldar | |
| Protección Disparador de sobrecorriente | 230 V; 2,0 A | 1,6 A |
| 120 V; 4,0 A | ||
| Temperatura (En funciona de la herramIENTA) °C | 50 - 450 (550) | |
| Temperatura (En funciona de la herramIENTA) °F | 150 - 850 (999) | |
| Precisión de la temperature °C | ± 9 | |
| Precisión de la temperature °F | ± 17 | |
| Precisión de la temperature Aire caliente °C | ± 30 | |
| Precisión de la temperature Aire caliente °F | ± 54 | |
| Estabilidad tírmica °C | ± 2 | |
| Estabilidad tírmica °F | ± 4 | |
| Equipotencial A工程技术 del conductor hembra jack de 3,5 mm en la parte trasera del aparato.(el aparato se suministra con toma de tierra directa, conductor Jack (clavija) sin conectar) | ||
| Pantalla LCD | ||
| Interfaz USB Launidad de control incorpora un puerto USB enla parte frontal para laactualización de firmware, parametrización y monitorización. | - | |
| Bomba (Modo de desactivación(30/30)s) | Vacío máximo. 0,7 barCaudal máximo. 18 l/minAire caliente规模最大 15 l/min | |
| Bomba de aspiración adicional Vacío | max. 0,5 barCaudal máximo. 1,7 l/min | - |
Mensajes de error y su reparación
| Mensaje/Síntoma Causa posible | Reparación | |
| Indicación „- - - “ | No se ha detectado la herramientaHerramienta defectuosa | Comprobar la connexión de la herramienta al aparatoComprobar la herramienta connectada |
| Sin funciona de pantalla (pantalla desconnectada) | No hay tensión de red disponible | Conectar el interruptor principal Comprobar la tensión de red Comprobar el fusible del aparato |
| No hay vacío en la herr模板 de desolder | Vakuum nicht angeschlossenBoquilla de desolder atascadaBomba averiada | Conectar el tubo flexible de aspiración en la toma de vacíoLimpiar la boquilla de desolder con una herr模板 de limpieza |
| No hay suficiente vacío en la herr模板 de desolder | El cartucho filtrante de la herr模板 de desolder está llenoFiltro principal lleno | Cambiar el cartucho filtrante de la herr模板 de desolderCambiar el cartucho del filtros principal de la estación de soldar |
| no hay aire en el soldador de aire caliente | Manguera de aire no connectadaFiltro principal lleno | Conectar la manguera de aire o verificarlaCambiar el cartucho del filtros principal de la estación de soldar |
W
Simbolos

jAtencion!

jLeer el manual de instrucciones!
Antes de realizarrialquier trabajo con el aparadorearerel enchufe de conexionde la toma de corriente electrica.

Puesto de trabajo y productofabricado de conformidad con lasnormas ESD Design

Equipotencial

Marcado CE

Marcado de conformidadbritanico

Protection

Transformador de seguridad

Soltar

Desoldar

Aire caliente

Eliminación de residuos
Los residuos de aparatos electricos y electrónicos se deben recoger y desearchar por分开ado. Retire las fuentes de iluminación de los aparatos antes de desearcharlos. Informese en las autoridades locales o en su distribuidor especializzato sobre los centros de reciclaje y los+puntos de recogida.Dependiendo de las dispositions locales al respecto,los distribuidores minoristasuenoten estar obligados a acceptar de forma gratuite la devolucion de residuos de aparatos electricos y electrónicos.Contribuya mediana la reutilizacion y el reciclaje de sus residuos de aparatos electricos y electronicos a reducir la demanda de materias primas.Los residuos de aparatos electricos y electronicos contienen valiosos materiales reutilizables que peuvent tener efectos negativos para el medio ambiente y su salute si no son desechados de forma respetuosa con el medio ambiente. Antes de desearcharlos,elimine los datos personales que podra haber en los residuos de sus aparatos.
Desearh los filtros sucios como residuos especials. Elimine los componentes y filtros cambiados en el aparato, asi como aparatos en desuso, siguiendo la normativa vigente en su País.
Garantia
Los derechos de reclamación por defectos del comprador prescriben un año antes de la compra. Sólo valido para los derechos del comprador según el art. §§ 478, 479 BGB (código civil aleman).
Unicamente nos responsabilizamos de los derechos de garantía cuando la garantía de compray vidautil del aparato haya sido entrega por nosotros por escrito y utilizingo el terme "Garantia".
La garantía quedará anulada en caso de manipulación inadequada del aparato o cuando sea utilizado por operarios no@cualificados.
Reservado el derecho a realizar modificaciones sociales!
Para mas informacion visite nthaea web: www.weller-tools.com.
Nosyouremercionsde laconfianceque younsoumtémoignezaveclachatde cetappareil.
Devido a riscos e perigos potencias de grandeza diferente, algunos passos de trabajo poder ser executados exclusivamente por professionais formados.
Desligamento por sobrecarga
Filtros obstruidos devem ser tratados como lixo especial.
Funcimiento anterior do vacio (VAC On)

Acesso ao menu -1
Funcimiento posterior do vácuo (VAC Off)

Acesso a o menu -1-
0 sec OFF: a funcao de functiamento posterior do vacio está desligada (Ajuste de fabrica)
1-5 sec ON: tempo de funcionaamento posterior do vácuo, regulavel individualmente
funcao de bloqueio

Acesso ao menu -1-
Limiar de manómetro (LEVEL)
OFF Deactivado (Ajuste de fabrica)
ON Tecla especial activada
ferramentado suporte.
Opçao Descrição
OFF Desactivado (Ajuste de fabrica)
ON Tecla ECO activada
OFF Desactivado (Ajuste de fabrica)
ON HAP LOC activado
- Manter a tecla 2 premida.
Transformador de seguranca

Soldar
Garantia
Teplotné-Tolerancia regulación (Tolerancia regulación)

vyvolanie menu - 1 -
0-999 reglabil individual
Declaramos que los produits Mentionados@cumplen las dispositions de las siguientes Directivas:
Autoriza la recopilación de la documentación技术水平.
Autoriza la recopilación de la documentación技术水平.
Registro de producto
尊敬的客户您好





