
Infinity 150 - Svetsmaskin Telwin - Gratis bruksanvisning och manual
Hitta enhetens manual gratis Infinity 150 Telwin i PDF-format.
| Produkttyp | MMA-svetsmaskin (belagd elektrod) |
| Teknik | IGBT-transistoromriktare |
| Matningsspänning | 230 V enfas (modell Dual Voltage Automatic: 115/230 V med automatisk igenkänning) |
| Svetsströmsområde | 25 - 150 A |
| Arbetscykel (vid 40°C) | 60% vid 150 A, 100% vid 90 A |
| Rekommenderade elektroddiametrar | 1,6 - 4,0 mm |
| Termiskt skydd | Automatisk avstängning vid överhettning |
| Anti-stick skydd | Automatisk detektering och blockering vid elektrodfastklibbning |
| Skydd mot överspänning/underspänning | Ja, blockering om spänning utanför ±15% |
| Vikt | Cirka 6 kg |
| Mått (L x B x H) | 350 x 200 x 300 mm |
| Skyddsklass | IP21S (skydd mot vattenstänk och fasta föremål) |
| Rutinunderhåll | Invändig dammborttagning med torr tryckluft (max 10 bar); kontroll av elektriska anslutningar |
| Rengöring av elektroniska kretsar | Mjuk borste eller lämpliga lösningsmedel; undvik direkt luftstråle |
| Användarsäkerhet | Galvanisk isolering, skydd mot indirekt beröring, svetsmask obligatorisk |
| Medföljande tillbehör | Strömkabel med kontakt, bruksanvisning; elektrodhållare och jordkabel som tillval |
| Reservdelar tillgängliga | Elektrodhållare, kablar, snabbkopplingar, säkringar, packningar |
| Reparerbarhet | Teknisk support från Telwin; användning av originaldelar rekommenderas |
| Garanti | 12 månader från driftsättning (enligt certifikat) |
| Ytterligare information | Uppfyller standarderna EN 60974-1 och EN 60974-9 |
Vanliga frågor - Infinity 150 Telwin
Användarfrågor om Infinity 150 Telwin
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Svetsmaskin i PDF-format gratis! Hitta din manual Infinity 150 - Telwin och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. Infinity 150 av märket Telwin.
BRUKSANVISNING Infinity 150 Telwin
Operatören måste vara väl insatt i hur svetsen ska användas på ett säkert sätt, vidare måste han vara informerad om riskerna i samband med bågsvetsning, om de respektive skyddsåtgärderna och nödfallsprocedurerna.
(Se även norm "EN 60974-9: Apparater för bågsvetsning. Del 9: Installation och användning").

- Undvik direktkontakt med svetskretsen: spänningen på tomgång från svetsen kan under vissa förhållanden vara farlig.
- Stäng av svetsen och drag ut stickproppen ur uttaget innan du ansluter svetskablarna eller utför några kontroller eller reparationer.
- Stäng av svetsen och koppla från den från elnätet innan du byter ut förslitningsdetaljer på skärbrännaren.
- Utför den elektriska installationen i enlighet med gällande normer och säkerhetslagstiftning.
- Svetsen får endast anslutas till ett matningssystem med en neutral ledning ansluten till jord.
- Försäkra er om att nätuttaget är korrekt anslutet till jord.
- Använd inte svetsen i fuktig eller våt miljö eller i regn.

- Svetsa inte på behållare eller rörledningar som innehåller eller har innehållit brandfarliga ämnen i vätske- eller gasform.
- Undvik att arbeta på material som rengjorts med klorhaltiga lösningsmedel eller i närheten av sådana ämnen.
- Svetsa aldrig på behållare under tryck.
- Avlägsna alla brandfarliga ämnen (t.ex. trä, papper, trasor m.m.) från arbetsområdet.
- Försäkra er om att ventilationen är tillfredsställande eller använd er av något hjälpmedel för utsugning av svetsgaserna i närheten av bågen; det är nödvändigt med en systematisk kontroll för att bedöma gränserna för exponeringen för rök från svetsningen, beroende på rökens sammansättning och koncentration samt exponeringens längd.
- Håll gastuben på avständ från värmekällor, inklusive solljus (om sådan används).

- Se alltid till att ha en lämplig elektrisk isolering i förhållande till elektroden, stycket som bearbetas och eventuella jordade metalldelar som befinner sig i närheten (åtkomliga).
Detta kan i normala fall uppnås genom att man bär skyddshandskar, skor, skydd för huvudet och skyddskläder som är avsedda för ändamålet samt genom användningen av isolerande plattformar eller mattor.
- Skydda alltid ögonen med särskilda filter som överensstämmer med bestämmelserna i UNI EN 169 eller UNI EN 379 som är monterade på visir eller hjälmar som uppfyller kraven i UNI EN 175. Använd särskilda brandskyddskläder (som uppfyller kraven i UNI EN 11611) och svetshandskar (som uppfyller kraven i UNI EN 12477) och undvik att exponera huden för ultraviolett strålning och infraröd strålning som produceras av båden; skyddet ska även gälla personer i närheten via skärmar eller gardiner som inte reflekterar ljus.
- Buller: Om en daglig personlig exponeringsnivå uppstår på grund av särskild intensiva svetsningar (LEPd) som motsvarar eller överstiger 85 dB(A), är det obligatoriskt att använda lämpliga individuella skyddsutrustningar (Tab. 1).







- Svetsströmmens
genomgång
förorsakar
uppkommandet
av elektromagnetiska fält (EMF) som kan lokaliseras runt svetskretsen.
De elektromagnetiska fälten kan förorsaka störningar på viss medicinteknisk utrustning (t.ex. pacemaker, respiratorer, metallproteser osv.).
Lämpliga skyddsåtgärder ska vidtas för personer som bär en sådan utrustning. Till exempel kan de förbjudas tillträde till det område som svetsen används vid.
Denna svets uppfyller kraven i tekniska normer för produkter som enbart är avsedda att användas inom industrin och för professionellt bruk. Överensstämmelse med de grundläggande begränsningarna för mänsklig exponering av elektromagnetiska fält i hemmet kan ej garanteras.
Operatören ska tillämpa följande förfaranden för att minska exponeringen av de elektromagnetiska fälten:
- Fixera enheten så nära de två svetskablarna som möjligt.
- Huvudet och överkroppen ska hållas på så längt avständ som möjligt från svetskretsen.
- Snurra inte svetskablarna runt omkring kroppen.
- Svetsa inte med kroppen mitt i svetskretsen. Håll båda kablarna på samma sida om kroppen.
- Kabeln för svetsströmmens återledning till arbetsstycket att svetsa ska anslutas så nära som möjligt den fog som håller på att bearbetas.
- Svetsa inte i närheten av svetsen, sittande på den eller stödd mot den (minimiavständ: 50 cm).
- Lämna inga ferromagnetiska föremål i närheten av svetskretsen.
- Minimiavständ d=20cm (Fig. I).

Denna svets uppfyller kraven i tekniska normer för produkter som endast är avsedda att användas inom industrin och för professionellt bruk. Överensstämmelse med elektromagnetisk kompatibilitet i hushållsbyggnader och i byggnader som är direkt kopplade till ett elnät med lågspänning för eldistribution till hushållsbyggnader garanteras inte.

EXTRA FÖRSIKTIGHETSÄTGÄRDER
- SVETSNINGSARBETE:
- i miljö med ökad risk för elektrisk stöt
- i angränsande utrymmen
- i närvaro av brandfarligt eller explosivt material
MÄSTE först bedömas av en "Ansvarig expert" och alltid utföras i närvaro av andra personer som är skolade för ett eventuellt ingrepp i en nödsituation.
Man MÅSTE använda sig av de tekniska skyddsmedel som beskrivs i 7.10; A.8; A.10 i normen "EN 60974-9: Apparater för bågsvetsning. Del 9: Installation och användning".
- det MÅSTE vara förbjudet att svetsa med operatören upplyft från marken, förutom vid en eventuell användning av en säkerhetsplattform.
- SPÄNNING MELLAN ELEKTRODHÄLLARE ELLER SKÄRBRÄNNARE: om man arbetar med flera svetsar på samma stycke eller på flera elektriskt sammankopplade stycken kan detta ge upphov till en sammanlagd farlig spänning på tomgång mellan två olika elektrodhällare eller skärbrännare, ända upp till ett värde som kan uppnå det dubbla jämfört med den tillåtna gränsen.
Det är nödvändigt att en erfaren koordinatör utför instrumentmätningen för att avgöra om det finns någon risk, för att kunna använda skyddsåtgärder som är lämpliga så som indikeras i 7.9 i normen "EN 60974-9: Apparater för bågsvetsning. Del 9: Installation och användning".

ÅTERSTÅENDE RISKER
- FELAKTIG ANVÄNDNING: det är farligt att använda svetsen för något annat än vad den är avsedd för (t.ex. för att tina upp vattenrör).
- Det är förbjudet att använda handtaget som svetsens upphängningsanordning.
Denna svets är en strömkälla för bågsvetsning, särskilt avsedd för MMA-svetsning i likström (DC).
Detta regleringssystems (VÄXELRIKTARE) särskiljande egenskaper, såsom regleringens höga hastighet och precision, gör det möjligt att utföra en svetsning av utmärkt kvalitet med alla typer av belagda elektroder (rutilelektroder, sura, basiska).
Regleringen med hjälp av ett "växelriktarsystem" vid inmatningen från matningslinjen (primär) möjliggör dessutom en drastisk minskning av både transformators och avvägningsreaktansens volym. Detta, i sin tur, gör det möjligt att konstruera en svets av extremt begränsad volym och vikt och framhäva dess lätthanterlighet och transporterbarhet.
TILLBEHÖR SOM LEVERERAS PÅ BESTÄLLNING:
- Set för MMA-svetsning.
3. TEKNISKA DATA
INFORMATIONSSKYLT
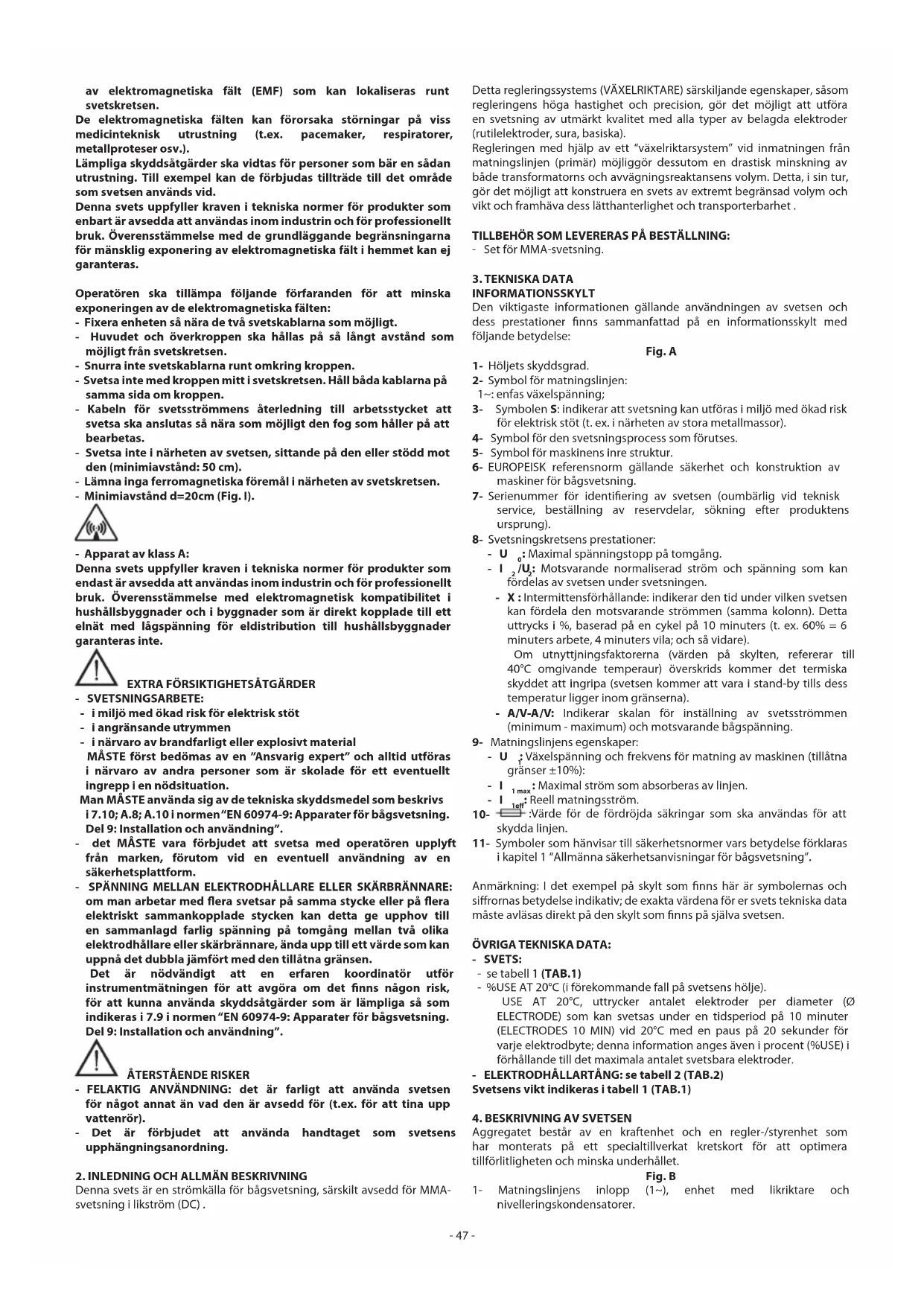
Den viktigaste informationen gällande användningen av svetsen och dess prestationer finns sammanfattad på en informationsskylt med följande betydelse:
Fig. A
1- Höljets skyddsgrad.
2- Symbol för matningslinjen:
1\~: enfas växelspänning;
3- Symbolen S: indikerar att svetsning kan utföras i miljö med ökad risk för elektrisk stöt (t. ex. i närheten av stora metallmassor).
4- Symbol för den svetsningsprocess som förutses.
5- Symbol för maskinens inre struktur.
6- EUROPEISK referensnorm gällande säkerhet och konstruktion av maskiner för bågsvetsning.
7- Serienummer för identifiering av svetsen (oumbärlig vid teknisk service, beställning av reservdelar, sökning efter produktens ursprung).
8- Svetsningskretsens prestationer:
- U _0 : Maximal spänningstopp på tomgång.
- I_2/U_2 : Motsvarande normaliserad ström och spänning som kan fördelas av svetsen under svetsningen.
- X : Intermittensförhållande: indikerar den tid under vilken svetsen kan fördela den motsvarande strömmen (samma kolonn). Detta uttrycks i %, baserad på en cykel på 10 minuters (t. ex. 60% = 6 minuters arbete, 4 minuters vila; och så vidare).
Om utnyttjningsfaktorerna (värden på skylten, refererar till 40°C omgivande temperaur) överskrids kommer det termiska skyddet att ingripa (svetsen kommer att vara i stand-by tills dess temperatur ligger inom gränserna). - A/V-A/V: Indikerar skalan för inställning av svetsströmmen (minimum - maximum) och motsvarande bågspänning.
9- Matningslinjens egenskaper:
- U ; Växelspänning och frekvens för matning av maskinen (tillåtna gränser ±10%):
- I 1 max : Maximal ström som absorberas av linjen.
- I : Reell matningsström.
10- :Värde för de fördröjda säkringar som ska användas för att skydda linjen.
11- Symboler som hänvisar till säkerhetsnormer vars betydelse förklaras i kapitel 1 "Allmänna säkerhetsanvisningar för bågsvetsning".
Anmärkning: I det exempel på skylt som finns här är symbolernas och siffrornas betydelse indikativ; de exakta värdena för er svets tekniska data måste avläsas direkt på den skylt som finns på själva svetsen.
ÖVRIGA TEKNISKA DATA:
- SVETS:
- se tabell 1 (TAB.1)
- %USE AT 20°C (i förekommande fall på svetsens hölje).
USE AT 20°C, uttrycker antalet elektroder per diameter (∅ ELECTRODE) som kan svetsas under en tidsperiod på 10 minuter (ELECTRODES 10 MIN) vid 20°C med en paus på 20 sekunder för varje elektrodbyte; denna information anges även i procent (%USE) i förhållande till det maximala antalet svetsbara elektroder.
- ELEKTRODHÄLLARTÄNG: se tabell 2 (TAB.2)
Svetsens vikt indikeras i tabell 1 (TAB.1)
4. BESKRIVNING AV SVETSEN
Aggregatet består av en kraftenhet och en regler-/styrenhet som har monterats på ett specialtillverkat kretskort för att optimera tillförlitligheten och minska underhålet.
Fig. B
1- Matningslinjens inlopp (1\~), enhet med likriktare och nivelleringskondensatorer.
2- Transistorbrygga (IGBT) och drivenheter: omvandlar den likriktade spänningen till högfrekvent hackad växelspänning och gör det möjligt att reglera effekten beroende på vilken ström/ spänning som krävs vid svetsarbetet.
3- Högfrekvenstransformator: primärlindningarna matas med den omvandlade spänningen från block 2. Funktionen hos kretsen är att anpassa spänning och ström till de värden som krävs för bågsvetsningen och samtidigt isolera svetskretsen från elnätet.
4- Sekundär likriktarbrygga med drossel: omvandlar den hackade ström/-spänningen från sekundärlindningen till en kontinuerlig ström/spänning med liten våglängd.
5- Elektronik- och styrkort:övervakar momentant svetsströmmens värde och jämför detta med det värde som ställts in av operatören, samt hanterar kommandona från POWER MOS drivenheten som styr regleringen.
Fastställer strömmens dynamiska svar under smältningen av elektroden (omedelbara kortslutningar) och övervakar säkerhetssystemen. Kontrollerar timers för gas och strömramper. Kontrollerar in- och utmatningar.
I modell "DUAL VOLTAGE AUTOMATIC" finns et anlegg som automatisk avleser nettspenningen (115V ac - 230V ac) og forbereder maskinen for en korrekt funksjon.
Brukeren kan skønne hvis maskinen er forsynt med 115V ac eller 240 Vac ved å kontrollere fargen på LED-indikatoren (Fig C (3)).
- LED-INDIKATOR I GR∅NN FARGE indikerer at maskinen er koplet til nettet ved 230V ac.
- LED-INDIKATOR I ORANSJE FARGE indikerer at maskinen er koplet til nettet ved 115V ac.
- Varmebeskyttelse: Temperaturen inne i maskinen er for høy. Maskinen er fortsatt på, men uten å bli tilført strøm, helt til den har nädd normal temperatur. Maskinen vil da starte opp igjen automatisk.
- Beskyttelse mot for høy og for lav spenning: Maskinen blokkeres: matningsspänningen ligger utanför området +/- 15% jämfört med värdet som indikeras på märkplåten. VIKTIGT: Om den ovan nämnda övre spänningsgränsen överskrids, kommer detta att skada apparaten allvarligt.
- ANTI STICK-skydd: blockerar svetsen automatiskt om elektroden fastnar vid det material som svetsas, vilket gör det möjligt att lossa elektroden för hand utan att förstöra elektrodhållartången.
Packa upp svetsen och montera ihop de separata komponenterna som finns i förpackningen.
Montering av återledarkabel-tång Fig. E
Montering av svetskabel-elektrodhållartång Fig. F
TILLVÄGAGÅNGSSÄTT FÖR LYFT AV SVETSEN
Alla svetsar som beskrivs i denna bruksanvisning måste lyftas upp med hjälp av handtaget eller med den medföljande remmen om sådan finns för modellen i fråga (monterad på det sätt som beskrivs i FIG. L).
PLACERING AV SVETSEN
Placera svetsen på en plats där öppningarna för in- och utmatning av kylluften (forcerad kylning med fläkt, om sådan finns) inte riskerar att blockeras, försäkra er också om att elektriskt ledande damm, korrosiv ånga, fukt, m.m inte kan sugas in i svetsen.
Lämna alltid ett fritt utrymme på 250 mm runt omkring svetsen.

VIKTIGT! Placera svetsen på en plan yta av lämpligitet för dess vikt för att undvika att den tippar eller rör sigligt sätt.
ANSLUTNING TILL ELNÄTET
- Innan den elektriska anslutningen sker måste man försäkra sig om att de värden som indikeras på informationsskylten på svetsen motsvarar den nätspänning och -frekvens som finns tillgängliga på installationsplatsen.
- Svetsen får bara anslutas till ett matningssystem som är utrustat med en neutral ledare ansluten till jord.
- För att garantera ett gott skydd mot indirekt kontakt, använd differentialbrytare av typen:
- Typ A ( ∼ ) för enfas maskiner;
- Typ B ( ∽ ) för trefas maskiner.
- För att uppfylla föreskrifterna i normen EN 61000-3-11 (Flicker), rekommenderar vi er att ansluta svetsen till de punker för inkoppling till elnätet som har en impedans på mindre än:
- Svetsen omfattas inte av kraven i standard IEC/EN 61000-3-12.
Om den ansluts till ett elnät för allmän elförsörjning är det installatörens eller användarens ansvarighet att kontrollera att svetsen kan anslutas (om nödvändigt, vänd dig till distributionssystemets eloperatör). - Svetsarna är, om inget annat specificeras (MPGE), kompatibla med kraftaggregat för variationer i matningsspänningen på upp till ± 15%.
För en korrekt användning ska kraftaggregatet köras till full effekt innan frekvensomvandlaren kan kopplas.
- STICKPROPP OCH UTTAG:
- Modellen 230V är från början försedd med matningskabel med en stickpropp av standardmodell, (2P + J) 16A/250V.
Den kan således anslutas till ett nätuttag utrustat med säkringar eller med en automatisk brytare; terminalen för jord måste anslutas till matningslinjens jordledare (gul/grön).
I tabell (TAB. 1) indikeras de rekommenderade värdena i ampere för linjens fördröjda säkringar, som valts på basis av den maximala nominella ström som fördelas av svetsen samt av elnätets nominella matningsspänning.
- För svetsar som inte är försedda med stickpropp (modellerna 115/230V), anslut nätkabeln till en stickpropp av standardmodell (2P + J) av lämplig kapacitet och förbered ett eluttag utrustat med säkringar eller med en automatisk brytare, terminalen för jord måste anslutas till matningslinjens jordledare (gul/grön). I tabell (TAB. 1) indikeras de rekommenderade värdena i ampere för linjens fördröjda säkringar, som valts på basis av den maximala nominella ström som fördelas av svetsen samt av elnätets nominella matningsspänning.

VIKTIGT! Om ovanstående regler inte följs har
säkerhetssystemet som konstruerats av tillverkaren (klass 1) ingen
effekt, vilket betyder att det finns risk för skador på personer (t.ex. elektrisk stöt) och för saker (t.ex. brand).
ANSLUTNING AV SVETSKRETSEN

VIKTIGT! FÖRSÄKRA ER OM ATT SVETSEN ÄR AVSTÄNGD
OCH FRÄNKOPPLAD FRÄN ELNÄTET INNAN NI UTFÖR FÖLJANDE ANSLUTNINGAR.
I tabell (TAB. 1) indikeras de rekommenderade värdena för svetskablarna (i mm²) på basis av den maximala ström som fördelas av svetsen.
MMA-SVETSNING
I stort sett alla belagda elektroder ska anslutas till generatorns positiva pol (+); enbart elektroder med sur beläggning ska anslutas till den negativa polen (-).
SVETSNING I LIKSTRÖM
Anslutning av svetskabel med elektrodhållartång
På terminalen finns en speciell klämma som används för att låsa fast den nakna delen av elektroden.
Denna kabel ska anslutas till klämman med symbolen (+).
Anslutning av återledarkabel för svetsström
Denna ska anslutas till svetsstycket eller till den arbetsbänk på vilken stycket är placerat, så nära den fog man håller på att svetsa som möjligt. Denna kabel ska anslutas till klämman med symbolen (-).
Rekommendationer:
- Vrid svetskablarnas kopplingsdon ända in i snabbkopplingarna (om sådana finns), detta för att garantera en perfekt elektrisk kontakt; i annat fall kan det leda till en överhettning av själva kopplingsdonen, som i sin tur leder till att de blir förstörda snabbt och att svetsens effektivitet minskar.
- Använd så korta svetskablar som möjligt.
- Undvik att använda metallstrukturer som inte är en del av stycket som bearbetas som ersättning för återledningskabeln för svetsström; detta skulle kunna sätta säkerheten på spel och ge upphov till otillfredsställande svetsningsresultat.
6. SVETSNING: BESKRIVNING AV TILLVÄGAGÅNGSSÄTT
- Det är mycket viktigt att operatören följer anvisningarna på elektrodförpackningen. Här anges vilken polaritet elektroderna skall ha, och vid vilken ström de bör användas.
- Strömmen i svetskretsen måste regleras beroende på elektrodens diameter och vilken typ av svetsfog man vill åstadkomma. Nedanstående tabell visar svetsströmmar för olika elektroddiametrar:
| Elektrod-∅ (mm) | Svetsström (A) | |
| min. max. | ||
| 1.6 25 50 | ||
| 2 40 80 | ||
| 2.5 60 110 | ||
| 3.2 80 160 | ||
| 4 120 | 200 | |
- Tänk på att för en given elektroddiameter skall högre strömstyrka användas vid horisontalsvetsning, medan lägre strömmar skall användas för vertikala svetsfogar eller svetsning från undersidan.
- Svetsfogens mekaniska egenskaper beror, förutom på den valda strömmens intensitet, på andra svetsparametrar som bågens längd, svetshastighet och position, elektrodernas diameter och kvalitet (för en korrekt förvaring ska elektroderna placeras skyddade från fukt i de tillhörande förpackningarna eller behållarna).
Svetsning
- Håll masken FRAMFÖR ANSIKTET, slå elektrodspetsen mot arbetsstycket som när du tänder en tändsticka. Detta är rätt sätt att tända svetsbågen. WARNING: slå inte elektroden mot arbetsstycket. Detta kan skada elektroden och försvåra tändningen.
- Håll avståndet till arbetsstycket så konstant som möjligt när bågen tänds. Detta avstånd är lika med elektrodens diameter. Håll samma avstånd under hela arbetet. Vinkeln mellan elektroden och arbetsstycket skall vara 20-30 grader (Fig.G).
- För elektroden bakåt i slutet av fogen, så att svetskratern fylls. Lyft snabbt elektroden från smältan så att bågen släcks.
7. UNDERHÅLL

VIKTIGT! FÖRSÄKRA ER OM ATT SVETSEN ÄR
AVSTÄNGD OCH FRÄNKOPPLAD FRÄN ELNÄTET INNAN NI UTFÖR ARBETSSKEDENA FÖR UNDERHÅLL.
EXTRAORDINÄRT UNDERHÅLL
ÅTGÄRDERNA FÖR EXTRAORDINÄRT UNDERHÅLL FÅR ENDAST UTFÖRAS PERSONAL MED ERFARENHET ELLER KVALIFIKATIONER INOM DET ELEKTRISKA OCH MEKANISKA FÄLTET, I ÖVERENSSTÄMMELSE MED DEN TEKNISKA NORMEN IEC/EN 60974-4.

VIKTIGT! FÖRSÄKRA ER OM ATT SVETSEN ÄR AVSTÄNGD
OCH FRÄNKOPPLAD FRÄN ELNÄTET INNAN NI AVLÄGSNAR SVETSENS PANELER OCH PÅBÖRJAR ARBETET I DESS INRE.
Eventuella kontroller som utförs i svetsens inre när denna är under spänning kan ge upphov till allvarlig elektrisk stöt p.g.a. direkt kontakt med komponenter under spänning och/eller skador p.g.a. direkt kontakt med organ i rörelse.
- Inspektera svetsens inre med jämna mellanrum, beroende på hur mycket den används och i hur dammig miljö. Avlägsna damm som ansamlats på transformatorn, reaktansen och likriktaren med hjälp av en stråle torr tryckluft (max 10bar).
- Undvik att rikta tryckluftsstrålen mot de elektroniska korten, rengör eventuellt dessa med en mycket mjuk borste eller med för detta lämpliga lösningsmedel.
- Kontrollera samtidigt att de elektriska anslutningarna är ordentligt åtdragna och att kablarnas isolering inte uppvisar någon skada.
- Efter att underhållsarbetet avslutats ska maskinens paneler monteras dit igen, drag åt skruvarna för fixering ordentligt.
- Undvik absolut att utföra svetsarbete när svetsen är öppen.
- Efter att ha utfört underhållet eller reparationen, ska du återställa anslutningarna och kablarna som de var ursprungligen. Var noga med att undvika att de kommer i kontakt med rörliga delar eller delar som kan nå höga temperaturer. Linda alla ledningar som de var ursprungligen och var noga med att hålla huvudledningarna med högspänning åtskilda från de sekundära ledningarna med lågspänning. Använd alla ursprungliga brickor och skruvar för att åter dra åt snickeridelarna.
8. FELSÖKNING
BÖRJA MED ATT KONTROLLERA FÖLJANDE OM NÄGOT VERKAR VARA FEL. KONTAKTA SERVICE ELLER LÄMNA IN AGGREGATET FÖR ÖVERSYN OM DETTA INTE HJÄLPER.
- Kontrollera att svetsströmmen, som regleras med den amperegraderade potentiometern, är rätt inställd för elektrodens typ och diameter.
- Kontrollera att huvudströmbrytaren är tillslagen och att lampan lyser. Om lampan inte lyser ligger felet i nätdelen (kablar, stickpropp, vägguttag, säkringar, mêm).
- Kontrollera att den gula lysdioden som visar att termoskyddet mot över eller underspänning eller kortslutning inte har utlösts.
- Försäkra dig om att det nominella intermittensförhållandet respekteras. Om termostatskyddet utlöses vänta tills maskinen kylts ned på naturligt sätt. Kontrollera att fläkten fungerar.
- Kontrollera nätspänningen: om värdet är för högt eller för lågt blockeras svetsen.
Kontrollera att det inte är kortslutning vid maskinens utgång. Om så är fallet måste felet åtgärdas. - Kontrollera att alla anslutningar till svetskretsen är riktigt gjorda, särskilt att klämman sitter ordentligt fast vid arbetsstycket, som måste vara fritt från ytbehandling (têex färg och lack).
- Att den använda skyddsgasen är av rätt typ (Argon 99.5%) och att den tillförs i rätt mängd.
(DA)
INSTRUKTIONSMANUAL

GIV AGT! LÆS BRUGERVEJLEDNINGEN OMHYGGELIGT, F∅R MASKINEN TAGES I BRUG.
1. ALMENE SIKKERHEDSNORMER VEDR∅RENDE LYSBUESVEJSNING
10- : Verdi for sikringer med sein aktivering for vern av linjen.
Montering av returkabeln-klemme
Fig. E
Tillverkaren garanterar att maskinerna fungerar bra och åtar sig att kostnadsfritt byta ut delar som går sönder p.g.a. dålig materialkvalitet och defekter inom 12 månader efter idriftsättningen av maskinen, som ska styrkas av intyg. De maskiner som lämnas tillbaka, även om de täcks av garantin, måste skickas FRAKTFRITT, och kommer att skickas tillbaka PÅ MOTTAGARENS BEKOSTNAD. Ett undantag från detta utgörs av de maskiner som räknas som konsumtionsvaror enligt EU-direktiv 1999/44/EG, och då enbart om de har sålts till något av EU:s medlemsländer. Garantisedeln är bara giltig tillsammans med kvitto eller leveranssedel. Problem som beror på felaktig användning, åverkan eller vårdslöshet täcks inte av garantin. Tillverkaren frånsäger sig även allt ansvar för direkt och indirekt skada.




