
WSFP 8 - Machine de soudure Weller - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil WSFP 8 Weller au format PDF.
| Type de produit | Station de soudage avec avance automatique du fil |
| Marque | Weller |
| Modèle | WSFP 8 |
| Alimentation | 230 V / 50 Hz |
| Puissance | 90 W |
| Fusible | T800 mA |
| Plage de température | 50 °C – 450 °C (réglage continu) |
| Précision de température | ± 9 °C |
| Tension de sortie | 24 V AC (canal 1), 24 V DC (canal 2) |
| Affichage | Numérique, commutable entre température et avance |
| Modes d'avance | SFA (séquentiel) et SFC (continu) |
| Quantité de soudure (SFA) | 1 – 300 (pas de 10 ms) |
| Vitesse d'avance (SFC) | 10 % – 100 % |
| Diamètre de fil compatible | 0,5 – 0,8 mm (WSF P5) ou 0,8 – 1,5 mm (WSF P8) |
| Capacité bobine | Jusqu'à 1 kg |
| Fonctions de sécurité | Réduction automatique à 150 °C (Setback), extinction automatique (Auto Off), compensation de potentiel |
| Contact libre de potentiel | Oui, 24 V / 20 mA max |
| Options externes | WCB1/WCB2 (contrôleur, interface PC), interrupteur à pédale |
| Entretien | Nettoyer le galet d'entraînement avec une brosse en laiton ; étamer la panne avant stockage |
| Accessoires inclus | Fer à souder WSF P, support, petit outil, cordon d'alimentation, manuel |
FOIRE AUX QUESTIONS - WSFP 8 Weller
Questions des utilisateurs sur WSFP 8 Weller
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine de soudure au format PDF gratuitement ! Retrouvez votre notice WSFP 8 - Weller et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil WSFP 8 de la marque Weller.
MODE D'EMPLOI WSFP 8 Weller
Traduction de la notice originale
Nous vous remercions de la confiance que vous nous avez accordée en achetant la station de soudage WSF 81 D5/D8. Lors de la fabrication, des exigences de qualité très sévères assurant un fonctionnement parfait de l'appareil ont été appliquées.

1. Attention!
Avant la mise en service de l'appareil, veuillez lire attentivement ce mode d'emploi et les consignes de sécurité ci-jointes. Dans le cas du non-respect des consignes de sécurité, il y a danger pour le corps et danger de mort.
Le fabricant décline toute responsabilité pour les utilisations autres que celles décrites dans le mode d'emploi de même que pour les modifications effectuées par l'utilisateur.
La station de soudage WSF 81 D5/D8 correspond à la déclaration de conformité européenne en application des exigences de sécurité fondamentales de la directive 2004/108/CE, 2006/95/CE et 2011/65/EU (RoHS)
2. Description
La station de soudage WSF 81 D5/D8 appartient à une série d'appareils développés pour la fabrication industrielle de même que pour les activités de réparation et de laboratoire.
La station de soudage comprend un système d'avance automatique du fil à souder. Les diamètres utilisables du fil à souder sont subdivisés en deux catégories et sont fonction du fer à souder raccordé (0,5 mm à 0,8 mm avec le fer à souder WSF P5 et 0,8 mm à 1,5 mm avec le fer à souder WSF P8). L'unité d'avance et l'appareil de commande peuvent être superposés pour gagner de la place.
L'appareil de commande renferme l'électronique numérique de régulation de la panne (canal 1) et la commande de l'avance (canal 2). Le recours à un microprocesseur permet d'obtenir des caractéristiques optimales de régulation de la température avec différents outils de soudage et une commande précise de l'avance du fil à souder.
La température de la panne (canal 1) est indiquée par un afficheur numérique et est réglable en continu entre 50°C et 450°C. Lorsque la température présélectionnée est atteinte, une LED rouge de contrôle visuel située dans l'afficheur se met à clignoter. Cette LED est allumée de manière continue pendant que le système chauffe.
Le circuit de surveillance de la température intégré permet d'exploiter différentes températures par l'intermédiaire d'un contact libre de potentiel.
L'unité d'avance renferme l'entraînement mécanique pour l'avance du fil à souder et la connexion du fer à souder pour le guide fil. L'unité d'avance comprend également un support de bobine de fil à souder de 1 kg maxi.
L'entraînement mécanique est adapté automatiquement au diamètre du fil à souder.
Le fer à souder WSF se distingue par sa conception ergonomique et son élément chauffant mobile. Grâce à ce puissant élément chauffant de 80 W, la température de soudage est atteinte de manière précise et rapide. L'angle de l'élément chauffant mobile peut être réglé d'environ 40° après avoir desserré la vis de blocage (20).
Il existe deux modes de fonctionnement différents du système d'avance du fil à souder :
Mode SFA sequentiel:
Dans le mode de fonctionnement SFA, un bref actionnement du commutateur tactile (interrupteur à pédale ou contact externe en option) commande l'avance de la quantité préréglée de soudure. La quantité de soudure peut être préréglée en continu entre env. 1 et 10 mm. Le temps d'avance (canal 2) est indiqué par l'afficheur numérique.
Mode SFC continu:
Dans le mode de fonctionnement SFC, l'avance du fil à souder est activée tant que le commutateur tactile (interrupteur à pédale ou contact externe en option) est actionné. La vitesse de rotation (vitesse) de l'avance est réglable en continu et est indiquée sur le canal 2 par l'afficheur numérique.
Différentes possibilités d'équilibrage du potentiel avec la pannes, une connexion à minimum de tension ainsi qu'une exécution antistatique de la station de soudage complètent cet équipement de qualité.
Les appareils d'entrée WCB1 et WCB2 disponibles en option permettent d'exécuter des fonctions supplémentaires et d'effectuer des réglages sur la station de soudage. Les fonctionnalités élargies de l'appareil d'entrée WCB2 comprennent un contrôleur de température intégré et une interface pour PC.
Sélection du canal
L'affichage numérique peut être réglé sur le canal 1 (régulation de température) ou le canal 2 (avance) en actionnant la touche de sélection du canal (7). Le canal affiché est signalé par une diode électroluminescente rouge/orange au-dessus de la prise de raccordement (6) ou (9).
Si aucune touche n'est actionnée, l'appareil revient automatiquement au canal 1 au bout d'environ 10 secondes et indique la température réelle.
Caractéristiques techniques
Tension secteur: 230 V / 50 Hz
Tension de sortie: 24 V AC (canal1); 24 V DC (canal2)
Puissance: 90 W
Fusible: T800mA
Régulation de température: en continu 50 °C – 450 °C
Précision: ± 9 °C
Équilibrage du potentiel: mise à la terre d'origine
Réglage de la température (canal 1)
Si aucune touche n'est actionnée, l'afficheur numérique (2) indique la température réelle. En actionnant la touche "Up" ou "Down" (3)(4), l'afficheur numérique (2) indique la valeur de consigne momentanément réglée. La valeur de consigne réglée (affichage clignotant) peut être modifiée dans la direction souhaitée en donnant des impulsions ou en exerçant une pression continue sur la touche "Up" ou "Down" (3)(4). Lorsque la touche est actionnée en continu, la valeur de consigne change rapidement. 2 secondes environ après avoir relâché la touche, l'afficheur numérique (2) revient automatiquement à la valeur réelle.
Réduction de température standard
Lorsque l'appareil de soudage n'est pas utilisé, la température est ramenée automatiquement à la valeur standard de 150°C (300°F) au bout de 20 minutes. Au bout de trois fois cette durée (60 minutes), la fonction "AUTO OFF" est activée. Le fer à souder s'éteint.
Activation de la fonction de réduction de température Setback standard : maintenir la touche "UP" enfoncée durant la mise en marche de l'appareil jusqu'à ce que l'afficheur indique "ON". Procéder de la même manière à l'extinction. L'afficheur indique "OFF" (état d'origine).
La fonction de sécurité peut être altérée lors de l'utilisation de très fines pannes.
Réglage de l'avance (canal 2)
Lorsque le canal 2 a été sélectionné, l'afficheur numérique (2) indique la vitesse de rotation dans le mode SFC ou le temps d'avance dans le mode SFA. La valeur réglée peut alors être modifiée dans la direction souhaitée en donnant des impulsions ou en exerçant une pression continue sur la touche "Up" ou "Down" (3)(4). Lorsque la touche est actionnée en continu, la valeur de consigne change rapidement. Si aucune touche n'est actionnée, l'appareil revient automatiquement au canal 1 au bout d'environ 10 secondes et indique la température réelle.
Plages de réglage:
Mode SFA temps d'avance (quantité de soudure)
1 - 300 (pas de 10ms)
Mode SFC vitesse de rotation (vitesse)
10% - 100%
Avance rapide:
En actionnant simultanément les touches "UP" et "DOWN", l'avance du fil à souder se fait à la vitesse maximale (100%). Cette vitesse est recommandée pour faire avancer le fil à souder après un changement de bobine.
Commutation:
Maintenir la touche de sélection du canal (7) enfoncée et sélectionner le mode souhaité avec la touche „UP“ (3). L'afficheur indique le mode de fonctionnement sélectionné.
Réglage de la fenêtre de températures
Actionner simultanément la touche de sélection du canal (7) et "Down" (4). L'afficheur indique en clignotant la valeur (en °C/°F) de la fenêtre de températures momentanément réglée (réglage d'origine "000").
Le réglage d'origine "000" signifie :
Le circuit de surveillance de température est désactivé et le contact libre de potentiel (16) est toujours à basse impédance.
Affichage °c
Le réglage "001-099" correspond à :
Taille de la fenêtre de températures ± 1°C à ± 99°C
Affichage °f
Le réglage "001-178" correspond à :
Taille de la fenêtre de températures ± 1°F à ± 178°F
Contact libre de potentiel
Si la température réelle de l'outil de soudage se situe dans la fenêtre de températures (plage de tolérance) réglée, le contact libre de potentiel (16) est commuté sur basse impédance.
Si la température se situe en dehors de la fenêtre de températures réglée, l'afficheur (2) le signale par "HI" (High; température trop élevée) ou "LO" (Low, température trop basse) au rythme de 2 secondes et le contact libre de potentiel (16) est à haute impédance.
La sortie transistorisée d'un coupleur optoélectronique représente le contact libre de potentiel de l'appareil. La polarité de la tension à commuter doit par conséquent être observée.
PLUS (+) à la broche 2
MOINS (-) à la broche 3
La charge admissible maximale de ce contact est de 24V / 20 mA
Appareil d'entrée externe WCB 2 (option)
Les fonctions suivantes sont à disposition lors de l'utilisation d'un appareil d'entrée externe :
La température réelle de la panne peut être modifiée de + / - 40°C par l'entrée d'un offset de température.
Réduction de la température de consigne réglée à 150°C / 300°F (Stand by). Le temps de Setback au bout duquel la station de soudage se met en Stand by est réglable entre 0 et 99 minutes. Le Setback est signalé par le clignotement de la valeur réelle affichée.
La fonction AUTO OFF est activée au bout de trois fois la durée de Setback. L'outil de soudage est désactivé (trait clignotant sur l'afficheur). Le Setback ou AUTO OFF est terminé en appuyant sur une touche ou en actionnant le commutateur tactile. La valeur de consigne réglée est alors brièvement affichée.
Verrouillage de la température de consigne et de la fenêtre de températures. Après le verrouillage, aucun réglage de la station de soudage ne peut être modifié.
Commutation de l'affichage de température de °C sur °F et inversement. En appuyant sur la touche "Down" pendant la mise en marche, la version de température en cours est affichée.
Limitation de la plage de température à ±99°C maxi. à partir d'une température verrouillée avec la fonction "LOCK". La température verrouillée représente alors le milieu de la plage de température réglable.
Sur les appareils avec contact libre de potentiel (sortie sur coupleur optoélectronique), la fonction “WINDOW” sert au réglage d'une fenêtre de températures.
Lorsque la température réelle se situe dans la plage de températures, le contact libre de potentiel (sortie sur coupleur optoélectronique) est commuté.
Factory setting FSE (remise de tous les réglages à 0, température de consigne 350°C/660°F)
Interface pc :
RS232 (uniquement WCB 2)
Appareil de température:
Appareil de mesure de la température intégré pour thermocouple type K (uniquement mesure de la WCB 2)
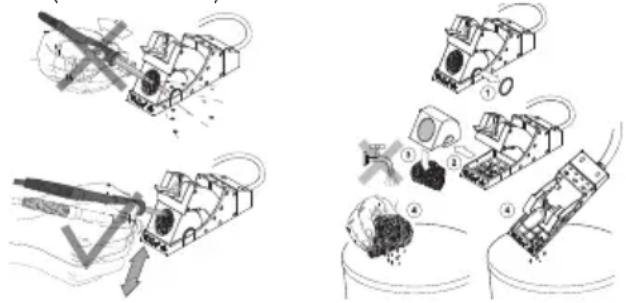
Maintenance et entretien
Si l'avance est irrégulière, nettoyer le galet d'entraînement avec une brosse en laiton. Pour ce faire, éloigner l'appareil de commande de l'unité d'avance. Rabattre le couvercle de l'unité d'avance en arrière pour rendre l'unité d'avance accessible. Lever ensuite le galet d'entraînement et le nettoyer.
Conseils d'entretien du fer à souder WSF p5/p8 / WP / WSP
(résistance, pointe et panne de soudage) Veuillez nettoyer la résistance en fonction du degré d'utilisation du fer à souder

Nettoyage de la résistance :
Retirer de la pointe les résidus d'encrassement. Desserrer l'écrou moleté de la pointe pour la retirer. Lors de cette opération, ne pas comprimer les pointes (pour éviter d'endommager la résistance). Pour le nettoyage, utiliser la brosse métallique T0051382799
Kit de nettoyage WDC 2 T0051512699
Kit de nettoyage WDC T0051512799.
Entretien de la panne de soudage :
Avant de ranger le fer à souder dans son support, il est recommandé pour les soudures sans plomb de toujours étamer la panne avec de l'étain. Veuillez toujours utiliser notre laine d'acier WDC 2 T0051512599 et WDC T0051512499 pour le nettoyage des pannes. Pour les pannes de soudage non étamables, il est recommandé d'utiliser l'activateur de panne (T0051303199).
Établir la liaison électrique entre l'unité d'avance et l'appareil de commande. Fiche (12) dans la prise (6).
Relier les connecteurs du fer à souder à l'appareil de commande et à l'unité d'avance. Raccorder le connecteur électrique du fer à souder à la prise à 7 pôles (9) de l'appareil de commande et le verrouiller. Introduire le guide fil dans l'élément de raccordement (13) de l'unité d'avance jusqu'en butée et le fixer avec la vis de serrage (17).
Placer le fer à souder dans le support de sécurité.
Si la tension d'alimentation est correcte, brancher l'appareil de commande sur le secteur (14). Mettre l'appareil en marche (1).
Mise en place de la bobine de soudure
Démonter l'écrou moleté (19) du support de bobine. Placer la bobine de soudure sur l'arbre de manière à ce que le fil se déroule vers le bas. Fixer la bobine avec l'écrou moleté et glisser l'extrémité du fil dans l'ouverture (18).
En actionnant simultanément la touche "UP" et la touche "DOWN", le fil à souder est saisi par l'entraînement et transporté à la vitesse maximale. Faire avancer le fil jusqu'à ce qu'il apparaisse à l'ouverture du fer à souder (22).
Le couvercle de l'unité d'avance peut être rabattu en arrière pour rendre l'unité d'entraînement accessible si le fil à souder n'est pas saisi par l'entraînement.
Les deux éléments de verrouillage du couvercle peuvent être ouverts en effectuant une rotation d'environ 90° à gauche.
Effectuer ensuite les réglages de l'appareil de la manière décrite au chapitre "Utilisation et réglage".
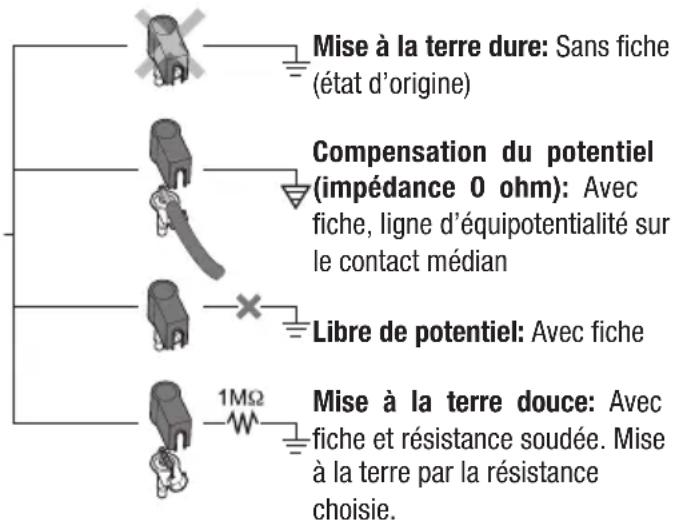
5. Compensation du potentiel
4 variantes sont possibles en fonction de l'utilisation de la fiche jack 3,5 mm (8).
6. Informations techniques pour le soudage
Lors de la première mise en chauffe, étamer la panne à étamage sélectif pour retirer les couches d'oxyde dues au stockage et les impuretés présentes sur la panne. Lors des pauses et avant de déposer le fer à souder, s'assurer toujours que la panne est bien étamée. Avec les fondants très légèrement activés (no clean), il est recommandé d'utiliser l'activateur Tip pour conserver l'étamage.
La transition entre l'élément chauffant/la sonde et la panne ne doit pas être sale, présenter de corps étrangers ou être endommagée car ceci se répercuterait sur la précision de la régulation de température.
S'assurer toujours que la panne est correctement fixée.
Les surfaces de transfert thermique de l'élément chauffant et de la panne doivent toujours être propres.
Ne pas déposer la panne brûlante sur l'éponge de nettoyage ou sur des surfaces en matière plastique.
Les appareils de soudage ont été réglés en fonction d'une panne ou d'une tuyère moyenne. Des différences sont possibles en cas de changement de panne ou d'utilisation de pannes de formes différentes.
7. Accessoires
| 005 13 120 99 | Interrupteur à pédale |
| 005 13 031 99 | Activateur Tip |
| 005 28 126 99 | Kit de modification FE |
Pannes:
| 005 44 403 99 LT A | 1,6 mm | burin |
| 005 44 405 99 LT B | 2,4 mm | burin |
| 005 44 407 99 LT C | 3,2 mm | burin |
| 005 44 443 99 LT ALX | 1,6 mm | courbée |
| 005 44 442 99 LT BX | 2,4 mm | courbée |
| 005 44 412 99 LT H | 0,8 mm | burin |
| 005 44 420 99 LT HX | 0,8 mm | courbée |
| 005 44 408 99 LT F | 1,2 mm | forme ronde biseautée |
| 005 44 444 99 LT BB | 2,4 mm | forme ronde biseautée |
| 005 44 445 99 LT CC | 3,2 mm | forme ronde biseautée |
8. Éléments compris dans la livraison
Station de soudage WSF 81 D5 / D8
Appareil de commande
Unité d'avance, Fer à souder WSF P
Petit outil
Support pour fer à souder
Cordon d'alimentation
Mode d'emploi, consignes de sécurité
Sous réserve de modifications techniques!
Vous trouverez les manuels d'utilisation actualisés sur www.weller-tools.com.
Signe CE Marque de conformité britannique

Élimination des déchets
Les déchets d'équipements électriques et électroniques doivent être collectés et éliminés séparément. Retirez les ampoules des appareils avant de les jeter. S'adresser aux autorités locales ou au détaillant spécialisé en vue de connaître l'emplacement des centres de recyclage et des points de collecte. Selon les réglementations locales, les détaillants peuvent être tenus de reprendre gratuitement les déchets de piles et les déchets d'équipements électriques et électroniques. Contribuez à réduire la demande de matières premières en réutilisant et en recyclant vos déchets d'équipements électriques et électroniques. Les déchets d'équipements électriques et électroniques comportent des matériaux précieux et recyclables qui peuvent avoir des impacts négatifs sur l'environnement et sur votre santé s'ils ne sont pas éliminés de manière écologique. Avant de mettre au rebut votre ancien appareil, supprimez les données personnelles qui pourraient s'y trouver.
Des filtres colmatés doivent être traités comme déchets spéciaux. Éliminez les pièces de l'appareil remplacées, les filtres ou les vieux appareils selon les consignes en vigueur dans votre pays.


Points de collecte sur www.quefairedemesdechets.fr


Nous déclarons que les produits désignés répondent aux conditions des directives suivantes :
autorise à réunir les documentations techniques.
Rue de la Roselière 8
1400 Yverdon-les-Bains
Phone: +41 (0) 24 426 12 06
Fax: +41 (0) 24 425 09 77
Enregistrement produit
