
WSFP 8 - Máquina de soldar Weller - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato WSFP 8 Weller en formato PDF.
| Tipo de producto | Estación de soldadura con avance automático del hilo |
| Marca | Weller |
| Modelo | WSFP 8 |
| Alimentación | 230 V / 50 Hz |
| Potencia | 90 W |
| Fusible | T800 mA |
| Rango de temperatura | 50 °C – 450 °C (ajuste continuo) |
| Precisión de temperatura | ± 9 °C |
| Tensión de salida | 24 V AC (canal 1), 24 V DC (canal 2) |
| Pantalla | Digital, conmutable entre temperatura y avance |
| Modos de avance | SFA (secuencial) y SFC (continuo) |
| Cantidad de soldadura (SFA) | 1 – 300 (paso de 10 ms) |
| Velocidad de avance (SFC) | 10 % – 100 % |
| Diámetro de hilo compatible | 0,5 – 0,8 mm (WSF P5) o 0,8 – 1,5 mm (WSF P8) |
| Capacidad de bobina | Hasta 1 kg |
| Funciones de seguridad | Reducción automática a 150 °C (Setback), apagado automático (Auto Off), compensación de potencial |
| Contacto libre de potencial | Sí, 24 V / 20 mA máx. |
| Opciones externas | WCB1/WCB2 (controlador, interfaz PC), interruptor de pedal |
| Mantenimiento | Limpiar el rodillo de arrastre con un cepillo de latón; estañar la punta antes del almacenamiento |
| Accesorios incluidos | Soldador WSF P, soporte, herramienta pequeña, cable de alimentación, manual |
Preguntas frecuentes - WSFP 8 Weller
Preguntas de los usuarios sobre WSFP 8 Weller
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Máquina de soldar en formato PDF gratis! Encuentra tus instrucciones WSFP 8 - Weller y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. WSFP 8 de la marca Weller.
MANUAL DE USUARIO WSFP 8 Weller
ES Traducción del manual original
POSITIVO (+) al polo 2
NEGATIVO (-) al polo 3
Muchas gracias por la confianza depositada la unidad de soldadura WSF 81 D5/D8 de WELLER. Para la fabricación de este aparato se han aplicado unas normas de calidad muy exigentes que garantizan un correcto funcionamiento del mismo.

1. ¡Atención!
Lea detenidamente el manual de instrucciones y las normas de seguridad adjuntas antes de poner en funcionamiento el aparato. Si incumple las normas de seguridad corre el riesgo de sufrir importantes lesiones físicas o incluso mortales.
El fabricante no asume ninguna responsabilidad por una utilización diferente a la descrita en el manual de instrucciones, así como por modificaciones arbitrarias.
La unidad de soldadura WSF 81 D5/D8 de WELLER cumple la declaración de conformidad de la CE de acuerdo con los requisitos de seguridad básicos de las Directivas comunitarias 2004/108/CE, 2006/95/CE y 2011/65/EU (RoHS).
2. Descripción
La unidad de soldadura WSF 81 D5/D8 pertenece a una familia de aparatos, que ha sido desarrollada para la técnica de producción industrial y para el sector de trabajos de reparación y de laboratorio.
Las estación de soldadura incorpora un sistema de avance automático del estaño. Los diámetros de hilo para soldar que pueden emplearse están divididos en dos rangos y quedan determinados por el soldador conectado (0,5 mm – 0,8 mm con el soldador WSF P5 y 0,8 mm – 1,5 mm con el soldador WSF P8). La unidad de avance y la de mando pueden superponerse a fin de ahorrar espacio.
El aparato de mando contiene el sistema de electrónica digital para la regulación del soldador (canal 1) y el control de avance (canal 2). Utilizando un microprocesador, se logra una regulación óptima de la temperatura en diferentes herramientas de soldar y un control de avance preciso del alambre de estaño.
La temperatura del la punta de soldadura (canal 1) se indica de forma digital con regulación sin escalonamientos en la gama de los 50°C hasta los 450°C. Un diodo LED rojo en el visualizador, que sirve para el control de regulación óptico, señaliza intermitentemente que se ha alcanzado la temperatura preseleccionada. Una luz permanente significa que el sistema está calentándose.
Los diferentes estados de temperatura pueden evaluarse a través de un contacto libre de potencial con una conmutación integrada de control de temperatura. En la unidad de avance se encuentra integrado el mecanismo para empuje del estaño y la conexión para guía de hilo del soldador.
Forma igualmente parte integrante de la unidad de avance un soporte para bobinas de estaño de hasta 1 kg de hilo para soldar.
La coordinación del accionamiento mecánico al diámetro del alambre es automática.
El soldador WSF se caracteriza por su construcción ergonómica equipado con un elemento calefactor móvil. Gracias al potente elemento calefactor de 80 W, la temperatura de soldadura se alcanza con gran precisión y rapidez. El ángulo del elemento calefactor móvil puede ajustar aprox. en 40° después de soltar el tornillo de bloqueo (20).
En principio, al trabajar con un sistema de avance de estaño pueden diferenciarse dos tipos:
En el modo de servicio SFA, la cantidad de estaño ajustada previamente se avanza al pulsar brevemente el interruptor de dedo (opcional de pedal o contacto externo). La cantidad de estaño necesaria puede regularse de aprox. 1 – 10mm. El tiempo de avance (canal 2) se indica digitalmente.
Modo SFC continuo:
En el modo de servicio SFC, el avance del estaño está activado tanto tiempo como se active el interruptor de dedo (opcional de pedal o contacto externo). El régimen de revoluciones (velocidad) del avance puede ajustarse sin escalonamientos y se indica digitalmente en el canal 2.
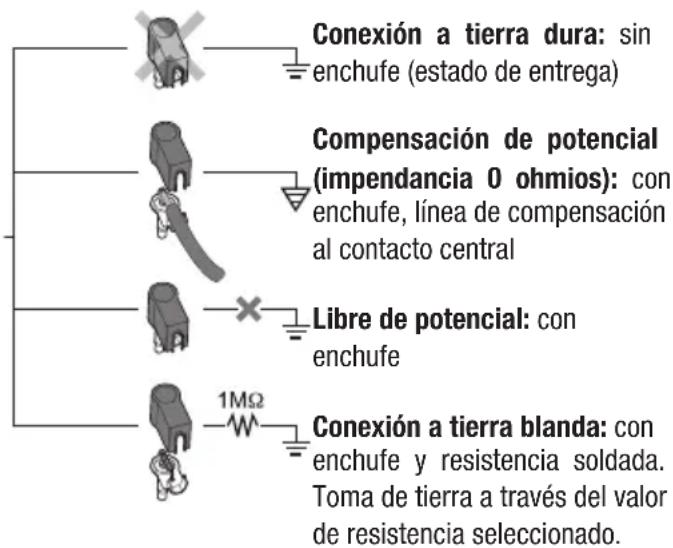
Diferentes posibilidades de compensación de potencial para la punta de soldar, conmutación de tensión cero así como la ejecución antiestática de la unidad de soldadura complementan el elevado estándar de calidad.
Con los aparatos de entrada WCB 1 y WCB 2 de venta opcional pueden llevarse a cabo funciones adicionales y ajustes complementarios en la unidad de soldadura. El volumen ampliado de funcionamiento del aparato de entrada WCB 2 incluye un aparato de medición de temperatura integrado y una interface de PC.
3. Manejo y ajuste
Selección de canal
Apretando la tecla selectora de canal (7) puede ajustarse la indicación digital al canal 1 (regulación de temperatura) o al canal 2 (avance). El canal respectivo indicado está caracterizado por un diodo luminoso rojo/naranja a través de la clavija de conexión (6) o (9).
Si no se aprieta ninguna tecla, después de aprox. 10 seg. el aparato conmuta automáticamente al canal 1 e indica el valor real de temperatura.
Datos técnicos
Dimensiones (largo x ancho x alto): 120 X 217 X 199 mm
Tensión de red: 230 V / 50 Hz
Tensión de salida: 24 V AC (canal1); 24 V DC (canal2)
Potencia: 90 W
Fusible: T800mA
Regulación de temperatura: continua 50 °C – 450 °C
Precisión: + - 9 °C
Compensación de potencial: estado del fundamento con conexión a tierra dura
Ajuste de temperatura (canal 1)
Sin ninguna pulsación de tecla, la indicación digital (2) muestra el valor real de temperatura. Al apretar la tecla "UP" o "DOWN" (3) (4), la indicación digital (2) conmuta al valor teórico ajustado en ese momento. El valor teórico ajustado (indicación intermitente) puede modificarse ahora mediante pulsación breve o permanente de la tecla "UP" o "DOWN" (3) (4) en el sentido correspondiente. Si la tecla se aprieta permanentemente, el valor teórico varía a paso rápido. Aprox. 2 seg. después de soltar la tecla, la indicación digital (2) conmuta automáticamente al valor real.
Reset estándar
Caso de no utilizarse el soldador, después de transcurrir 20 minutos se reduce automáticamente la temperatura al valor de guardia (Standby) de 150°C (300°F). Tras un intervalo triple de reset (60 min.) se activa la función "AUTO OFF". Se desconmuta el solda dor.
Activación de la función reset estándar: mantener pulsada durante la conmutación del equi po la tecla de flecha hacia arriba "UP" hasta que en el indicador aparezca "ON". Modo de proceder idéntico para la desconmutación. En el indicador aparece "OFF" (estado de entre ga).
La función de seguridad puede quedar afectada caso de emplear una punta de soldadura muy fina.
Ajuste de avance (canal 2)
Después de conmutar al canal 2, la indicación digital (2) muestra el régimen de revoluciones en el modo SFC o el tiempo de avance en el modo SFA. El valor ajustado puede modificarse ahora mediante pulsación breve o permanente de la tecla "UP" o "DOWN" (3) (4) en el sentido correspondiente. Si la tecla se aprieta permanentemente, el valor teórico varía a paso rápido. Si no se aprieta ninguna tecla, después de aprox. 10 seg. el aparato conmuta automáticamente al canal 1 e indica el valor real de temperatura.
Gamas de ajuste:
Modo SFA tiempo de avance (cantidad de estaño)
1 - 300 (pasos 10ms)
Modo SFC régimen de revoluciones (velocidad)
10% - 100%
Avance rápido:
Apretando simultáneamente las teclas "UP" y "DOWN" avanza el alambre de estaño a velocidad máx. (100%). Se recomienda para la tracción posterior del alambre de estaño después de cambiar el rodillo de estaño.
Conmutación del modo SFA / SFC:
mantener apretada la tecla selectora de canal (7) y ajustar con la tecla "UP" (3) el modo deseado. En la indicación aparece el modo ajustado de servicio.
Ajuste ventana de temperatura
Mantener apretadas simultáneamente la tecla selectora de canal (7) y "DOWN" (4). En la indicación aparece intermitente el valor (en °C/°F) de la ventana de temperatura actual ajustada (ajustada de fábrica a "000").
El ajuste de fábrica "000" significa:
la conmutación del control de temperatura está desconectada y el contacto libre de potencial (16) está todavía a bajos ohmios.
Indicación en °C
El ajuste "001 - 099" corresponde al:
tamaño de la ventana de temperatura
$$ + - 1 ^ {\circ} \mathrm{C} \text { hasta } + - 9 9 ^ {\circ} \mathrm{C} $$
Indicación en °F
El ajuste "001 – 178" corresponde al: tamaño de la ventana de temperatura
$$ + - 1 ^ {\circ} \mathrm{F} \text { hasta } + - 1 7 8 ^ {\circ} \mathrm{F} $$
Contacto libre de potencial
Si la temperatura real de la herramienta de soldar se encuentra dentro de la ventana de temperatura ajustada (anchura de tolerancia), el contacto libre de potencial (16) se conecta a bajos ohmios. Si la temperatura se encuentra fuerza de la ventana de temperatura ajustada, este estado aparece a ritmos de 2 seg. en la indicación (2) con "HI" (High; temperatura demasiado alta) o "LO" (Low, temperatura demasiado baja) y el contacto libre de potencial (16) está a altos ohmios.
La salida de transistor de un optoacoplador representa el contacto libre de potencial del aparato.
Por consiguiente, ha de cuidarse de la polaridad de la tensión a conectar.
MÁS (+) en pin 2
MENUS(-) en pin 3
Este contacto es cargable con máx. 24V / 20mA
Aparato de entrada externo WCB 2 (opción)
Al usar un aparato de entrada externo, se dispone de las siguientes funciones.
Offset:
La temperatura real de la punta de soldar puede modificarse en + - 40°C mediante la introducción de offsets de temperatura.
Setback:
Reducción de la temperatura teórica ajustada a 150°C /300°F (Stand by). El tiempo de Setback, según el cual la uni-dad de soldadura cambia al modo Stand by, es regulable entre 0 – 99 minutos. El estado Setback viene señalizado por una indicación de valor real intermitente.
Después de tres tiempos Setback, se activa la función AUTO OFF. La herramienta de soldar se desconecta (raya intermitente en la indicación). Apretando una tecla o el interruptor de dedo finaliza el estado Setback y también el estado AUTO OFF. Aquí aparece brevemente el valor teórico ajustado.
Lock:
Bloqueo de la temperatura teórica y de la ventana de temperatura. Después del bloqueo no se pueden cambiar los ajustes en la unidad de soldadura.
°C / °F:
Comutar la indicación de temperatura de °C a °F y viceversa. Apretando la tecla "Abajo" durante la conexión se indica la versión de temperatura actual.
Window:
limitación de la gama de temperatura a máx. +-99°C par-tiendo de una temperatura fijada por la función “LOCK”. Con ello, la temperatura fijada representa el centro de la gama de temperatura regulable.
En el caso de equipos con contacto libre de potencial (salida de cople óptico), la función "WINDOW" sirve para definir una ventana de temperatura. El contacto libre de potencial (salida de cople óptico) se excita cuando la temperatura real se encuentra dentro de los valores definidos en la ventana.
Cal:
Ajuste de fábrica FSE (reponer todos los valores de ajuste a 0, valor teórico de temperatura 350°C/660°F
Interface de PC:
RS232 (sólo WCB 2)
Aparato medidor de temperatura:
Aparato medidor de temperatura integrado para el termoelemento Tipo K (sólo WCB 2)
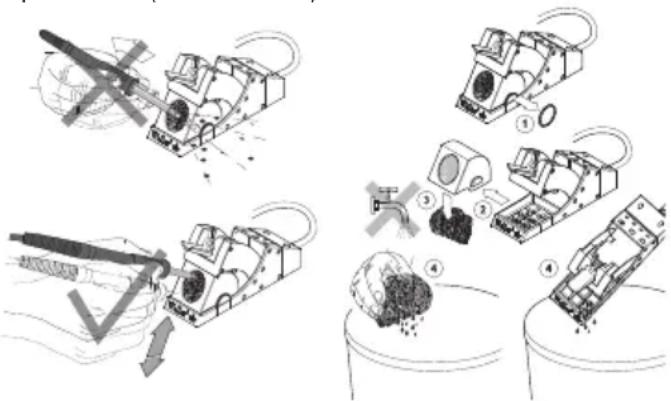
Mantenimiento y conservación
En un avance irregular, la rueda motriz debe limpiarse con un cepillo de latón. Para ello, quitar el aparato de mando de la unidad de avance. Plegar hacia atrás la tapa de la unidad de avance para poder tener acceso a ésta. A continuación levantar y limpiar la rueda motriz.
Recomendaciones para la conservación del soldador WSF P5/P8 / WP / WSP
(resistencia, casquillo de sujeción y punta de soldar) Por favor, limpiar la resistencia en función de la frecuencia de uso del soldador

Limpieza de la resistencia:
Retirar los restos de suciedad del casquillo de sujeción de la punta. Retirar el casquillo de sujeción aflojando la tuerca moleteada/casquillo de sujeción. Procurar no chafar los casquillos de sujeción (para evitar daños en la resistencia). Usar el cepillo de cerdas metálicas T0051382799 para la limpieza
Set de limpieza WDC 2 T0051512699
Set de limpieza WDC T0051512799.
Conservación de la punta de soldar:
Tras realizar soldaduras sin plomo es recomendable aplicar de nuevo estaño a la punta de soldar antes de colocar el soldador en el soporte. Para limpiar la punta de soldar usar siempre nuestra lana de acero para WDC 2 T0051512599 y WDC T0051512499. Para puntas de soldar con muy poca mojabilidad es recomendable usar el activador de puntas Tip-Activator (T0051303199).
4. Puesta en servicio
Unir la unidad de avance eléctricamente con el aparato de mando. Conector (12) en clavija (6). Realizar las conexiones del soldador con la unidad de mando. Enchufar el conector macho del soldador en el conector hembra (9) de 7 vías de
la unidad de mando y fijarlo. Introducir a tope la guía de hilo en el elemento de empalme (13) de la unidad de avance y afianzarlo con el tornillo de fijación (17).
Depositar el soldador en el alojamiento de seguridad montado.
Con tensión de red correcta, conectar el aparato de mando a la red (14) y conectar el aparato (1).
Montar el rodillo de estaño
Desmontar la tuerca moleteada (19) del portarrodillos de estaño. Meter el rodillo de estaño de tal modo en el eje que el alambre de estaño se desbobine hacia abajo. Asegurar el rodillo de estaño con la tuerca moleteada y meter el comienzo del alambre por el agujero de entrada (18).
Apretado simultáneamente las teclas "ARRIBA" y "ABAJO", el alambre de estaño es cogido por el accionamiento y transportado con la máx. velocidad. Transportar el alambre de estaño hasta que aparezca por la boquilla de alimentación del soldador (22).
La tapa de la unidad de avance puede plegarse hacia atrás para tener acceso a la unidad de accionamiento, en caso de que el alambre de estaño no sea agarrado por el accionamiento.
Los dos elementos de cierre de la tapa pueden abrirse mediante un giro de unos 90° hacia la izquierda.
A continuación realizar los ajustes de los aparatos como se ha descrito en el párrafo "Manejo y ajuste".
5. Compensación de potencial
Commutando de manera diferente la clavija de trinquete de 3,5mm (8) pueden realizarse 4 variantes.
6. Indicaciones técnicas de soldadura
En el primer calentamiento, mojar con estaño la punta de soldadura estañable selectivamente. Éste elimina capas de óxido condicionadas por el almacenamiento e impurezas de la punta de soldadura. En pausas de soldadura y antes de depositar el soldador cuidar siempre de que la punta de soldadura esté bien estañada. En fundentes activados muy suaves (no clean) se recomienda el uso de un activador de puntas para mantener la humedad.
El paso entre cuerpo calefactor/sensor y punta de soldadura no debe verse perjudicado por suciedad, cuerpos extraños o deterioros, puesto que ello tiene repercusiones para la repercusión de la regulación de la temperatura.
Atención:
Cuidar siempre de un ajuste correcto de la punta de soldadura.
Mantener limpias las caras termoconductoras del calefactor y punta para soldar.
No colocar la punta para soldar caliente sobre la esponja de limpieza o superficies de plástico.
Los aparatos de soldar se ajustaron para una punta de soldadura o boquilla media. Al cambiar la punta o al usar otras formas de punta pueden resultar divergencias.
7. Accesorios
| 005 13 120 99 | interruptor de pedal |
| 005 13 031 99 | activador de puntas |
| 005 28 126 99 | Kit de reequipamiento FE |
Puntas para soldar:
| 005 44 403 99 LT A | 1,6 mm | Cincel |
| 005 44 405 99 LT B | 2,4 mm | Cincel |
| 005 44 407 99 LT C | 3,2 mm | Cincel |
| 005 44 443 99 LT ALX | 1,6 mm | Acodada |
| 005 44 442 99 LT BX | 2,4 mm | Acodada |
| 005 44 412 99 LT H | 0,8 mm | Cincel |
| 005 44 420 99 LT HX | 0,8 mm | Acodada |
| 005 44 408 99 LT F | 1,2 mm | Cilíndrica sesgada |
| 005 44 444 99 LT BB | 2,4 mm | Cilíndrica sesgada |
| 005 44 445 99 LT CC | 3,2 mm | Cilíndrica sesgada |
8. Volumen de suministro
Unidad de soldadura WSF 81 D5/D8
Aparato de mando, unidad de avance, soldador WSF P herramientas pequeñas, base para el soldador, Cable de red, Instrucciones para el uso, Normas de seguridad
Sujeto a madificaciones técnicas!
Encontrará los manuales de instrucciones
actualizados en www.weller-tools.com.
Contacto isento de potencial
Conjunto de limpeza WDC 2 T0051512699
Conjunto de limpeza WDC T0051512799.
Marcado CE Marcado de conformidad británicow

Eliminación de residuos

Los residuos de aparatos eléctricos y electrónicos se deben recoger y desechar por separado. Retire las fuentes de iluminación de los aparatos antes de desecharlos. Infórmese en las autoridades locales o en su distribuidor especializado sobre los centros de reciclaje y los puntos de recogida. Dependiendo de las disposiciones locales al respecto, los distribuidores minoristas pueden estar obligados a aceptar de forma gratuita la devolución de residuos de aparatos eléctricos y electrónicos. Contribuya mediante la reutilización y el reciclaje de sus residuos de aparatos eléctricos y electrónicos a reducir la demanda de materias primas. Los residuos de aparatos eléctricos y electrónicos contienen valiosos materiales reutilizables que pueden tener efectos negativos para el medio ambiente y su salud si no son desechados de forma respetuosa con el medio ambiente. Antes de desecharlos, elimine los datos personales que podría haber en los residuos de sus aparatos.
Desechar los filtros sucios como residuos especiales. Elimine los componentes y filtros cambiados en el aparato, así como aparatos en desuso, siguiendo la normativa vigente en su país.

Symboles

ES Declaración de conformidad de la UE
Declaramos que los productos mencionados cumplen las disposiciones de las siguientes Directivas:
Autoriza la recopilación de la documentación técnica.
Autoriza la recopilación de la documentación técnica.
Registro de producto
尊敬的客户您好


