
WSFP 8 - Máquina de soldar Weller - Manual de utilização gratuito
Encontre gratuitamente o manual do aparelho WSFP 8 Weller em formato PDF.
| Tipo de produto | Estação de soldagem com avanço automático do fio |
| Marca | Weller |
| Modelo | WSFP 8 |
| Alimentação | 230 V / 50 Hz |
| Potência | 90 W |
| Fusível | T800 mA |
| Faixa de temperatura | 50 °C – 450 °C (ajuste contínuo) |
| Precisão de temperatura | ± 9 °C |
| Tensão de saída | 24 V CA (canal 1), 24 V CC (canal 2) |
| Display | Digital, comutável entre temperatura e avanço |
| Modos de avanço | SFA (sequencial) e SFC (contínuo) |
| Quantidade de solda (SFA) | 1 – 300 (passo de 10 ms) |
| Velocidade de avanço (SFC) | 10 % – 100 % |
| Diâmetro de fio compatível | 0,5 – 0,8 mm (WSF P5) ou 0,8 – 1,5 mm (WSF P8) |
| Capacidade da bobina | Até 1 kg |
| Funções de segurança | Redução automática para 150 °C (Setback), desligamento automático (Auto Off), compensação de potencial |
| Contato livre de potencial | Sim, 24 V / 20 mA máx |
| Opções externas | WCB1/WCB2 (controlador, interface PC), interruptor de pedal |
| Manutenção | Limpar o rolete de tração com uma escova de latão; estanhar a ponta antes do armazenamento |
| Acessórios inclusos | Ferro de solda WSF P, suporte, ferramenta pequena, cabo de alimentação, manual |
Perguntas frequentes - WSFP 8 Weller
Perguntas dos utilizadores sobre WSFP 8 Weller
0 pergunta sobre este aparelho. Responda às que conhece ou faça a sua.
Faça uma nova pergunta sobre este aparelho
Baixe as instruções para o seu Máquina de soldar em formato PDF gratuitamente! Encontre o seu manual WSFP 8 - Weller e retome o controlo do seu dispositivo eletrónico. Nesta página estão publicados todos os documentos necessários para a utilização do seu dispositivo. WSFP 8 da marca Weller.
MANUAL DE UTILIZADOR WSFP 8 Weller
PT Tradução do manual original
Modo SFA automático:
Agradecemos-lhe a confiança demonstrada ao comprar l'estação de soldadura WSF 81 D5/D8. Na produção tomaram-se por base as rigorosas exigências de qualidade, que asseguram um funcionamento em perfeitas condições do aparelho.

1. Atenção!
Antes de colocar o aparelho em funcionamento, leia com atenção este manual do utilizador e as indicações de segurança em anexo. Se não respeitar as normas de segurança corre risco de vida.
O fabricante não se responsabiliza pela utilização da ferramenta para aplicações diferentes das descritas no manual do utilizador, nem pela modificação abusiva da ferramenta.
A estação de soldadura WSF 81 D5/D8 da WELLER corresponde à declaração de conformidade CE, conforme as exigências fundamentais de segurança das directivas 2004/108/CE, 2006/95/CE e 2011/65/EU (RoHS).
2. Descrição
A estação de soldadura WSF 81 D5/D8 pertence a uma gama de aparelhos que foi desenvolvida para a técnica de produção industrial, assim como para os sectores laboratorial e de reparação.
A estação de soldar possui um sistema automático de avanço de estanho para soldar. Os diâmetros do arame de soldar utilizáveis estão divididos em dois grupos e são determinados pelo ferro de soldar (0,5 mm – 0,8 mm com o ferro de soldar WSF P5 e 0,8 mm – 1,5 mm no caso do WSF P8). A unidade de avanço e de comando podem ser colocadas uma sobre a outra para economizar espaço.
O aparelho de comando contém o sistema electrónico digital para a regulação do ferro de soldar (canal 1) e o comando do avanço (canal 2). A utilização de um microprocessador permite um desempenho ideal em termos de regulação da temperatura em diversas ferramentas de soldar e um comando preciso do avanço do fio de soldar.
A temperatura da ponta do ferro de soldar (canal 1) é indicada por via digital e é regulável continuamente na margem de 50°C a 450°C. O alcance da temperatura pré-seleccionada é sinalizado pela intermitência de um LED vermelho no
mostrador que permite o controlo óptico de regulação. Um sinal ininterrupto significa que o sistema está a aquecer.
Um circuito de controlo da temperatura integrado permite a avaliação dos diversos estados da temperatura por meio de um contacto isento de potencial.
A unidade de avanço contém o accionamento mecânico para o avanço de estanho e a ligação do ferro de soldar para a guia de arame. Da unidade de avanço faz ainda parte um suporte para um rolo arame de estanho de até 1 kg.
O ajustamento do accionamento mecânico ao diâmetro do fio processa-se de forma automática.
O ferro de soldar WSF distingue-se pela sua construção ergonómica com um elemento de aquecimento móvel. O elemento de aquecimento 80W particularmente potente permite alcançar a temperatura de soldagem de forma precisa e rápida. O ângulo do elemento de aquecimento móvel pode ser regulado em aprox. 40° depois de se soltar o parafuso de retenção (20).
Podem ser distinguidas fundamentalmente duas formas de trabalhar com um sistema de avanço do estanho: Modo SFA automatic:
No modo de funcionamento SFA, a quantidade de solda pré-ajustada avança quando se acciona, por instantes, o interruptor de dedo (opcionalmente também com um interruptor de pedal ou um contacto externo). A quantidade de solda necessária pode ser ajustada continuamente entre aprox. 1 – 10mm. O tempo de avanço (canal 2) é indicado por via digital.
No modo de funcionamento SFC, o avanço do estanho é activado enquanto for accionado o interruptor de dedo (opcionalmente também com um interruptor de pedal ou contacto externo). A velocidade de rotação (velocidade) do avanço pode ser regulada de forma contínua e é indicada digitalmente no canal 2.
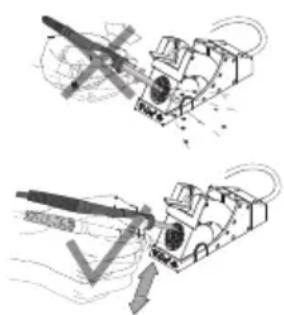
As várias possibilidades de ligação equipotencial para a ponta de soldar, o circuito de tensão nula, assim como a concepção antiestática da estação de soldadura completam o elevado padrão de qualidade.
Dados técnicos
| Dimensões (L X P X A): | 120 X 217 X 199 |
| Tensão de rede: | 230 V / 50 Hz |
| Tensão de saída: | 24 V AC (canal1); 24 V DC (canal2) |
| Potência: | 90 W |
| Fusível: | T800mA |
| Regulação da temperatura: | continua 50^ – 450^ |
| Precisão: | + - 9^ |
| Ligação equipotencial: | estado básico ligação forte à terra |
Os aparelhos de entrada WCB 1 e WCB 2, disponíveis enquanto opção, permitem realizar funções adicionais e ajustes na estação de soldadura. O aparelho de medição da temperatura integrado e a interface de PC fazem parte do conjunto ampliado de componentes do aparelho de entrada WCB 2.
3. Operação e ajuste
Seleção do canal
Através do botão de selecção do canal (7), o mostrador digital pode ser ajustado no canal 1 (regulação da temperatura) ou canal 2 (avanço). O canal indicado é identificado por um díodo luminoso vermelho/laranja situado sobre a tomada de ligação (6) ou (9).
Se nenhuma das teclas for accionada, o aparelho comuta automaticamente para o canal 1, após aprox. 10 seg. e indica o valor real da temperatura.
Ajuste da temperatura (canal 1)
Se as teclas não forem accionadas, o mostrador digital (2) indica o valor real da temperatura. O mostrador digital (2) comuta para o ajuste actual do valor teórico quando se carrega na tecla "Up" ou "Down" (3)(4). O valor teórico ajustado (indicação intermitente) pode agora ser modificado no sentido pretendido, mediante o accionamento contínuo ou passo-a-passo da tecla "Up" ou "Down" (3)(4). Se a tecla for premida continuamente, o valor teórico altera-se no modo de passagem rápida. O mostrador digital (2) comuta automaticamente para o valor real aprox. 2 seg. depois de se largar as teclas.
Setback standard
Quando a ferramenta de soldar não é utilizada durante 20 minutos, a temperatura desce automaticamente para o valor standby de 150°C (300°F). Após um tempo de setback triplo (60 min.), é activada a função “AUTO OFF”. O ferro de soldar desliga-se. Ligar a função setback standard: enquanto liga o aparelho, mantenha a tecla “UP” premida até aparecer “ON” no indicador. Proceda da mesma forma para desligar. No indicador aparece “OFF” (estado no momento de entrega).
A segurança de funcionamento pode ficar afectada caso se utilizem pontas de soldar muito finas.
Ajuste do avanço (canal 2)
Após a comutação para o canal 2, o mostrador digital (2) indica a velocidade de rotação no modo SFC ou o tempo de avanço no modo SFA. O valor ajustado pode agora ser modificado no sentido desejado, mediante o accionamento contínuo ou passo-a-passo da tecla "Up" ou "Down" (3)(4). Se a tecla for premida continuamente, o valor teórico altera-se no modo de passagem rápida. Se nenhuma das teclas for accionada, o aparelho comuta automaticamente para o canal 1, após aprox. 10 seg., e indica o valor real da temperatura.
Gama de ajuste:
modo SFA tempo de avanço (quantidade de solda)
1 - 300 (passos de 10ms)
modo SFC velocidade de rotação (velocidade)
10% - 100%
Avanço rápido:
Se as teclas "UP" e "DOWN" forem carregadas ao mesmo tempo, o avanço do fio de soldar processa-se à velocidade máx. (100%). Recomendado para fazer avançar o fio de solda após a troca da bobina de estanho.
Comutação modo SFA / SFC:
Manter o botão de selecção do canal (7) premido e ajustar o modo desejado com a tecla "UP" (3). No mostrador, aparece o modo de funcionamento ajustado.
Ajuste da janela de temperatura
Carregar, ao mesmo tempo, no botão de selecção do canal (7) e na tecla "Down" (4). No mostrador aparece, a piscar, o ajuste actual do valor (em °C/°F) da janela de temperatura (ajustado de fábrica a "000").
O ajuste de fábrica "000" significa:
O circuito de controlo da temperatura encontra-se desligado e o contacto isento de potencial (16) é sempre de baixa impedância.
Indicação °C
O ajuste "001 - 099" corresponde:
ao tamanho da janela de temperatura + - 1°C a + - 99°C
Indicação °F
O ajuste "001 - 178" corresponde:
ao tamanho da janela de temperatura +- 1°F a +-178°F
Se a temperatura real da ferramenta de soldar se circunscrever à janela de temperatura (margem de tolerância), o contacto isento de potencial (16) comuta para baixa impedância. Se a temperatura sair fora da janela de temperatura, o mostrador (2) indica esta situação, de 2 em 2 seg., com "HI" (High; temperatura demasiado elevada) ou "LO" (Low, temperatura demasiado baixa), e o contacto isento de potencial (16) passa a ser de alta impedância.
A saída de transístor de um isolador optoeléctrico constitui o contacto isento de potencial do aparelho. Deve, portanto, terse atenção à polaridade da tensão ligada.
POSITIVO (+) no pino 2
NEGATIVO (-) no pino 3
Este contacto pode ter uma carga máxima de 24V / 20 mA
Aparelhos de entrada externos WCB 2 (opção)
O aparelho de entrada externo disponibiliza as seguintes funções.
Offset:
A temperatura real da ponta de soldar pode ser modificada em + - 40°C mediante a indicação de um desvio da temperatura.
Setback:
Redução da temperatura teórica ajustada para 150°C /300°F (Stand by). O tempo de reposição, após a mudança da estação de soldadura para o modo Stand by, pode ser ajustado entre 0 – 99 minutos. O estado de reposição é sinalizado por uma indicação intermitente do valor real. Depois de decorrer três vezes o tempo de reposição, é activada a função AUTO OFF. A ferramenta de soldar é desligada (traço intermitente no mostrador). O estado de reposição ou AUTO OFF é terminado quando se carrega numa tecla ou no interruptor de dedo. Ao mesmo tempo, é indicado, por instantes, o valor teórico ajustado.
Lock:
Bloqueio da temperatura teórica e janela de temperatura. Após o bloqueio, já não é possível alterar os ajustes na estação de soldadura.
°C / °F:
Mudança da indicação da temperatura de °C para °F e vice-versa. Se premir a tecla "Down" durante a ligação, pode visualizar o tipo de temperatura activo.
Window:
redução da amplitude térmica para um máx. de +-99°C, partindo de uma temperatura bloqueada pela função „LOCK“. A temperatura bloqueada representa, assim, o centro da amplitude térmica regulável.
Em aparelhos com contacto sem potencial (saída do fotoacoplador) a função “WINDOW” serve para regular uma janela da temperatura. Se a temperatura real se situar dentro da janela da temperatura, o contacto sem potencial (saída do fotoacoplador) é activado.
Cal:
Factory setting FSE (reposição de todos os valores de ajuste a 0, valor teórico da temperatura 350°C/660°F
Interface de PC:
RS232 (só WCB 2)
1Aparelho de da temperatura:
Aparelho integrado de medição da temperatura para o termoelemento tipo K (só medição WCB 2)
Manutenção e conservação
A roda motriz deverá ser limpa com uma escova de latão se o avanço for irregular. Retire, para o efeito, o aparelho de comando da unidade de avanço. Abra a tampa para trás para aceder à unidade de avanço. Levante e limpe a roda motriz em seguida.
Indicação de conservação do ferro de soldar WSF
P5/P8 / WP / WSP (elemento de aquecimento, manga da ponta e ponta de solda)
Limpar o elemento de aquecimento após cada utilização intensa do ferro de soldar

Limpeza do elemento de aquecimento:
Remover os resíduos de sujidade da manga da ponta.
Remover a manga da ponta, soltando a porca serrilhada/manga da ponta. Nesse processo, não esmagar as mangas da ponta (para evitar danos no elemento de aquecimento).
Para a limpeza, utilize a escova metálica T0051382799
Conservação da ponta de solda:
Após as soldagens sem chumbo, recomenda-se que se volte a humedecer sempre a ponta de solda no suporte com estanho de solda, antes da colocação do ferro de soldar. Para a limpeza da ponta de solda, utilize sempre a nossa lã espiral para WDC 2 T0051512599 e WDC T0051512499. Para as pontas de solda secas isentas de humificação, recomenda-se a utilização do activador de pontas (Tip-Activator)
4. Colocação em funcionamento
Conecte electricamente a unidade de avanço ao aparelho de comando. Ficha (12) na tomada (6).
Una as ligações do ferro de soldar com a unidade de comando e a unidade de avanço. Introduza e fixe o conector de ligação eléctrica do ferro de soldar na tomada de 7 pólos (9) da unidade de comando. Introduza a guia de arame no elemento de ligação (13) da unidade de avanço, até ao encosto, e imobilize-a com o parafuso de fixação (17).
Coloque o ferro de soldar no suporte de segurança.
Conecte o aparelho de comando à rede (14) com a tensão de rede correcta. Ligue o aparelho (1).
Monte a bobina de estanho
Desmonte a porca serrilhada (19) do suporte da bobina de estanho. Encaixe a bobina de estanho no veio de forma a que o fio de solda se desenrole para baixo. Prenda a bobina de estanho com a porca serrilhada e introduza a extremidade do fio no orifício de entrada (18).
Mediante o accionamento simultâneo das teclas "UP" e "DOWN", o fio de soldar é captado pelo accionamento e transportado à velocidade máx.. Transporte o fio de soldar até ele aparecer na ponteira de alimentação do ferro de soldar (22).
A tampa da unidade de avanço pode ser aberta para trás para se aceder à unidade de accionamento caso o fio de solda não seja captado pelo accionamento. Os dois elementos de travamento da tampa podem ser abertos rodando cerca de 90° para a esquerda.
Efectue, em seguida, os ajustes do aparelho tal como descrito no ponto "Operação e ajuste".
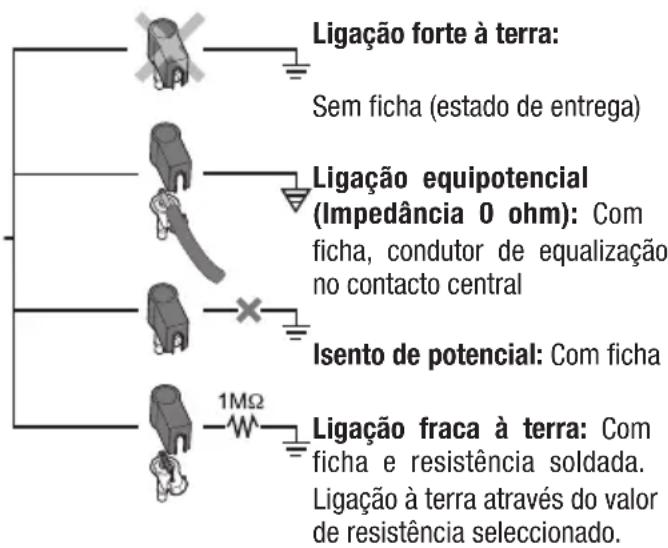
5. Ligação equipotencial
São possíveis 4 variações consoante a cablagem da entrada jack de 3,5mm (8).
6. Indicações relativas à técnica de soldagem
Cubra a ponta de soldar com solda, que pode ser estanhada de forma selectiva, durante o primeiro aquecimento. A solda elimina camadas de óxido e impurezas originadas pelo armazenamento da ponta de soldar. Certifique-se sempre de que a ponta de soldar se encontra bem estanhada em caso de pausas de soldadura prolongadas e antes de pôr o ferro de soldar de lado. No caso de fundentes activados de forma muito suave (no clean), recomenda-se o activador Tip para a manutenção da molhagem.
A passagem entre o elemento térmico/sensor e a ponta de soldar não pode ser obstruída por sujidade, corpos estranhos ou danos, caso contrário a precisão da regulação da temperatura é posta em causa.
Atenção:
Tenha sempre o cuidado de verificar o assentamento correcto da ponta de soldar.
Mantenha as superfícies de transmissão de calor dos elementos térmicos e da ponta de soldar limpas.
Não deposite a ponta de soldar sobre a esponja de limpeza ou superfícies de plástico.
Os aparelhos de soldar foram ajustados a uma ponta de soldar ou ponteira média. A troca de pontas ou o uso de outros formatos de ponta pode resultar em desvios.
7. Acessórios
| 005 13 120 99 | Interruptor de pedal |
| 005 13 031 99 | Activador Tip |
| 005 28 126 99 | Conjunto de reequipamento FE |
Pontas de soldar:
| 005 44 403 99 LT A | 1,6 mm | tipo cinzel |
| 005 44 405 99 LT B | 2,4 mm | tipo cinzel |
| 005 44 407 99 LT C | 3,2 mm | tipo cinzel |
| 005 44 443 99 LT ALX | 1,6 mm | curva |
| 005 44 442 99 LT BX | 2,4 mm | curva |
| 005 44 412 99 LT H | 0,8 mm | curva |
| 005 44 420 99 LT HX | 0,8 mm | curva |
| 005 44 408 99 LT F | 1,2 mm | redonda cortada em bisel |
| 005 44 444 99 LT BB | 2,4 mm | redonda cortada em bisel |
| 005 44 445 99 LT CC | 3,2 mm | redonda cortada em bisel |
8. Volume de entrega
Estação de soldadura WSF 81 D5 / D8
aparelho de comando
unidade de avanço
ferro de soldar WSF P
ferramentas pequenas
suporte do ferro de soldar
cabo de rede
instruções de serviço
Indicações de segurança
Reservamo-nos o direito a alterações técnicas!
Encontrará os manuais de instruções actualizados sob
8. Volumul de livrare
Marca CE Marca de Conformidade Britânica

Eliminação

EEE devem ser recolhidos e descartados separadamente. Remova as luzes antes de descartar os equipamentos. Informese sobre os centros de reciclagem e os postos de coleta nas autoridades locais ou no seu vendedor autorizado. Dependendo dos regulamentos locais, os retalhistas podem ser obrigados a retomar gratuitamente os resíduos de equipamentos elétricos e eletrónicos. Contribua a reduzir as necessidades de matérias-primas, reutilizando e reciclando os seus resíduos de equipamentos elétricos e eletrónicos. Resíduos de equipamentos elétricos e eletrónicos contém materiais valiosos e reutilizáveis que podem ter efeitos negativos para o meio ambiente e a sua saúde se não forem descartados ecologicamente. Apague eventuais dados pessoais existentes no seu resíduo de equipamento antes de descartá-lo.
Filtros obstruídos devem ser tratados como lixo especial. Elimine as peças do aparelho substituídas, o filtro ou os aparelhos antigos segundo os regulamentos em vigor no país.

Symbolen

PT Declaração de conformidade da UE
Declaramos que, os produtos designados cumprem os regulamentos das directivas seguintes:
Responsável pela compilação da documentação técnica.
