
PMSG 200 A2 - Spawarka PARKSIDE - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia PMSG 200 A2 PARKSIDE w formacie PDF.
| Marka | Parkside |
| Model | PMSG 200 A2 |
| Typ | Spawarka wieloprocesowa (MIG/MMA/TIG) |
| Zasilanie sieciowe | 230 V~ 50 Hz, 16 A |
| Moc pobierana | 4,5 kW |
| Waga | 7,7 kg |
| Stopień ochrony | IP21S |
| Klasa izolacji | H |
| Prąd spawania MIG (drut proszkowy) | 50–160 A |
| Prąd spawania MMA | 30–140 A |
| Prąd spawania TIG | 30–200 A |
| Napięcie jałowe MIG/MMA | 56 V |
| Napięcie jałowe TIG | 52 V |
| Średnica drutu spawalniczego | 0,6–1,0 mm |
| Maks. szpula drutu | ok. 5000 g |
| Procesy spawania | MIG, MMA, TIG, drut proszkowy, tryb SYN |
| Dołączone akcesoria | Maska spawalnicza, uchwyt elektrod, przewód masowy, palnik MIG, druty (aluminiowy i proszkowy), dysze, młotek do żużla |
| Bezpieczeństwo | Zabezpieczenie termiczne (O.H.), zabezpieczenie nadprądowe (O.C.) |
| Konserwacja | Regularne czyszczenie, przegląd przez wykwalifikowanego elektryka |
| Gwarancja | 3 lata |
Często zadawane pytania - PMSG 200 A2 PARKSIDE
Pytania użytkowników dotyczące PMSG 200 A2 PARKSIDE
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję PMSG 200 A2 - PARKSIDE i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. PMSG 200 A2 marki PARKSIDE.
INSTRUKCJA OBSŁUGI PMSG 200 A2 PARKSIDE
Wskazówki dotyczące montażu, obsługi i bezpieczeństwa
Tłumaczenie oryginalnej instrukcji eksploatacji
ES
Przed przeczytaniem proszę rozłożyć stronę z ilustracjami, a następnie proszę zapoznać się z wszystkimi funkcjami urządzenia.
SK
PL Wskazówki dotyczące montażu, obsługi i bezpieczeństwa Strona 139
Tabela użytych piktogramów......Strona 139
Wprowadzenie......Strona 140
Użytkowanie zgodne z przeznaczeniem ......Strona 140
Zakres dostawy....Strona 142
Opis elementów ......Strona 142
Dane techniczne....Strona 143
Wskazówki dotyczące bezpieczeństwa ......Strona 144
Przed uruchomieniem....Strona 152
Montaż......Strona 153
Montaż osłony spawalniczej......Strona 153
Spawanie MIG ......Strona 153
Ustawienie urządzenia do spawania drutem litym z gazem ochronnym ......Strona 153
Ustawienie urządzenia do spawania drutem rdzeniowym bez gazu ochronnego ......Strona 154
Zakładanie drutu spawalniczego......Strona 154
Uruchamianie......Strona 156
Włączanie i wyłączanie urządzenia......Strona 156
Wybór metody spawania....Strona 156
Spawanie......Strona 156
Tworzenie spoiny spawalniczej ....Strona 158
Spawanie MMA....Strona 160
Spawanie metodą TIG/WIG......Strona 162
Konserwacja i czyszczenie....Strona 162
Wskazówki dotyczące ochrony środowiska
i informacje na temat utylizacji......Strona 163
Deklaracja zgodności UE......Strona 163
Wskazówki dotyczące gwarancji i serwisu ......Strona 164
Warunki gwarancji......Strona 164
Okres gwarancji i ustawowe roszczenia z tytułu braków ......Strona 164
Zakres gwarancji......Strona 165
Przebieg zgłoszenia gwarancyjnego ......Strona 165
Serwis ......Strona 166
| ● Tabela użytych piktogramów | |||
 | Uwaga!Przeczytać instrukcję obsługi! | I_2 | Wartość znamionowa prądu spawania |
 1~50 Hz 1~50 Hz | Wejście sieciowe; Liczba faz oraz symbol prądu zmiennego i wartość pomiarowa częstotliwości. | I_1 eff | Wartość skuteczna najwyższego prądu sieciowego |
| U_0 | Wartość znamionowa napięcia jatowego | ||
 | Znajdujący się obok symbol przekreślonego kosza na kółkach wskazuje, że urządzenie to podlega dyrektywie 2012/19/UE. | U_1 | Wartość znamionowa napięcia sieciowego |
 | Nie należy eksploatować urządzenia na zewnątrz, a przedes wszystkim nigdy podczas deszczu! | U_2 | Standardowe napięcie robocze |
  | Porażenie prądem elektrycznym przez elektrody spawalnicze może być śmiertelne!Wdychanie dymu spawalniczego może zagrażać Twojemu zdrowiu. | I_1 max  | Najwyższa wartość znamionowa prądu sieciowegoOstrożnie! Niebezpieczeństwo porażenia prądem elektrycznym! |
 | Iskry spawalnicze mogą spowodować wybuch lub pożar. |  | Ważna wskazówka! |
 | Promienie łuku świetlnego mogą uszkodzić wzrok lub zranić skórę. |  | Opakowanie i urządzenie należy utylizować zgodnie z przepisami o ochronie środowiska naturalnego! |
 | Pola elektromagnetyczne mogą zakłócać działanie stymulatorów pracy serca. | ⚠ OSTRZEŻENIE | Istnieje zagrożenie poważnych, a nawet śmiertelnych obrażeń. |
 | Uwaga: możliwe zagrożenia! | IP21S | Rodzaj ochrony |
 | Zacisk masowy | 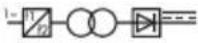 | Jednofazowa statyczna przetwornica częstotliwości-transformator-prostownik |
| H | Klasa izolacji |  | Prąd stały |
 | Wykonano z materiału po recyklingu. |  | Najwyższa wartość znamionowa czasu spawania w trybie przerywanym _ON^t |
 | Najwyższa wartość znamionowa czasu spawania w trybie ciągłym t_ON (max) |  | Ręczne spawanie łukowe elektrodą prętową w otulinie |
 | Spawanie MIG i spawanie MAG włącznie z użyciem drutu rdzeniowego |  | Spawanie TIG |
Spawarka wielofunkcyjna PMSG 200 A2
- Wprowadzenie

Gratulacje! Zdecydowali się Państwo na zakup wysokiej jakości produktu naszej firmy. Przed pierwszym uruchomieniem należy zapoznać się z produktem. W tym celu należy uważnie przeczytać niniejszą instrukcję obsługi i wskazówki dotyczące bezpieczeństwa.
Z tego narzędzia mogą korzystać wyłącznie odpowiednio przeszkolone osoby.
PRZECHOWYWAĆ POZA ZASIĘGIEM DZIECI!
- Użytkowanie zgodne z przeznaczeniem
Urządzenie jest przeznaczone do spawania MIG (spawanie drutem spawalniczym w ostonie gazów obojętnych), spawania MMA (spawanie elektrodami otulonymi) oraz do spawania TIG (spawanie
elektrodą wolframową w ośtonie gazów obojętnych). Przy używaniu drutów litych nie zawierających gazu ochronnego w formie stałej należy zastosować dodatkowo gaz ochronny. Przy stosowaniu aluminiowych drutów litych należy użyć argonu jako gazu ochronnego. Przy spawaniu drutem rdzeniowym wytwarzającym własną atmosferę ochronną nie jest wymagane stosowanie dodatkowego gazu.
W tym przypadku gaz ochronny jest zawarty w formie proszku w drucie spawalniczym i jest w ten sposób wprowadzany bezpośrednio do łuku. Dzięki temu urządzenie podczas pracy na zewnątrz jest niewrażliwe na wiatr. Dopuszczalne jest stosowanie wyłącznie drutów elektrodowych przystosowanych do tego urządzenia. To urządzenie spawalnicze nadaje się do ręcznego spawania łukowego (MMA) stali, stali nierdzewnej, blachy stalowej i żeliwa za pomocą odpowiednich elektrod ostonowych.
Należy stosować się przy tym do zaleceń producenta elektrod. Dopuszczalne jest stosowanie wyłącznie elektrod przystosowanych do tego urządzenia. Przy spawaniu elektrodą wolframową w ostonie gazów obojętnych (TIG) oprócz zaleceń zawartych w niniejszej instrukcji należy bezwzględnie stosować się także do wskazówek dotyczących eksploatacji i bezpieczeństwa używanego palnika TIG. Niewłaściwa obsługa produktu może być niebezpieczna dla osób, zwierząt i mienia. Maska spawalnicza może być używana tylko z okularami spawalniczymi i dodatkowymi szybkami wymiennymi, które są odpowiednio oznakowane i zasadniczo stosowane tylko do spawania. Maska spawalnicza nie nadaje się do spawania laserowego! Produktu należy używać wyłącznie w opisany sposób i do podanych zastosowań. Zachować niniejszą instrukcję w bezpiecznym miejscu. W przypadku przekazania produktu osobom trzecim należy przekazać również wszystkie dokumenty. Wszelkie zastosowania różne od użytkowania zgodnego z przeznaczeniem są zabronione i potencjalnie niebezpieczne. Szkody spowodowane nieprzestrzeganiem instrukcji lub użyciem niezgodnym z przeznaczeniem nie są objęte gwarancją i nie należą do zakresu odpowiedzialności producenta. W przypadku użytku komercyjnego gwarancja wygasa. Użytkowanie zgodne z przeznaczeniem to również przestrzeganie wskazówek dotyczących bezpieczeństwa oraz instrukcji montażu i wskazówek eksploatacyjnych zamieszczonych w instrukcji obsługi. Należy dokładnie przestrzegać obowiązujących przepisów zapobiegania wypadkom.
Urządzenia nie wolno stosować:
■ w niedostatecznie przewietrzonych pomieszczeniach;
■ w środowisku zagrożonym wybuchem;
■ do odmrażania rur;
■ w pobliżu osób z rozrusznikami serca;
■ w pobliżu łatwopalnych materiałów.
Ryzyko resztkowe
Nawet w przypadku obstugiwania urządzenia zgodnie z przepisami występuje ryzyko resztkowe. Następujące zagrożenia mogą występować w związku z konstrukcją i wykonaniem tej spawarki wielofunkcyjnej:
Urazy oczu spowodowane ośnieniem, dotknięciem gorących części urządzenia lub obrabianego przedmiotu (oparzenia);
■ w razie nieprawidłowego zabezpieczenia niebezpieczeństwo wypadku lub pożaru na skutek odskakujących iskier lub cząsteczek szlaki;
szkodliwe dla zdrowia emisje dymów i gazów, w przypadku braku powietrza względnie niewystarczającego odsysania w zamkniętych pomieszczeniach.

WSKAZÓWKA: Ryzyko resztkowe można zminimalizować, używając urządzenia starannie i zgodnie z przepisami oraz stosując się do wszystkich instrukcji.
Zakres dostawy
1 spawarka PMSG 200 A2
1 dysza spawalnicza 1,0 mm (wstępnie zamontowana, tylko do litego drutu aluminiowego) oznaczenie: 1,0 A
4 dysze spawalnicze do drutu stalowego/rdzeniowego (1x 0,6 mm; 1x 0,8 mm; 1x 0,9 mm; 1x 1,0 mm)
Oznaczenie wg średnicy: 0,6; 0,8; 0,9; 1,0
1 młotek do żużlu ze szczotką drucianą
1 drut lity aluminiowy 200g (wstępnie zamontowany) 1,0 mm ∅, typ: ER5356
1 ostona spawalnicza
1 uchwyt do elektrod MMA
1 instrukcja obstugi
1 zacisk masowy z kablem
1 palnik MIG z przewodem spawalniczym
1 drut rdzeniowy 200 g 1,0 mm ∅ typ: E71T-GS
5 elektrod prętowych (2 x 1,6 mm; 2 x 2,0 mm; 1 x 2,5 mm)
- Opis elementów
| 1 | Pokrywa modułu podajnika drutu | 17 | Młotek do żużlu ze szczotką drucianą |
| 2 | Uchwyt | 18 | Rolka podajnika |
| 3 | Wtyczka zasilania | 19 | Ostona |
| 4 | Kabel masowy z zaciskiem masowym | 20 | Ciemne szkło spawalnicze |
| 5 | Główny wyłącznik ON / OFF (z lampką kontrolną sieci) | 21 | Uchwyt |
| 6 | Pokrętło regulacji prądu spawania | 22 | Ostona spawalnicza po zmontowaniu |
| 7 | Dysza palnika | 23 | Klips montażowy |
| 8 | Palnik | 24 | Blokada szkła ochronnego |
| 9 | Przycisk palnika | 25 | Śruba regulacyjna |
| 10 | Zestaw węży z bezpośrednim przyłączem | 26 | Moduł rolek dociskowych |
| 11 | Dysza spawalnicza (0,6 mm) | 27 | Uchwyt rolki |
| 12 | Dysza spawalnicza (0,8 mm) | 28 | Uchwyt rolki podajnika |
| 13 | Dysza spawalnicza (0,9 mm) | 29 | Prowadnica drutu |
| 14 | Dysza spawalnicza (1,0 mm) | 30 | Uchwyt zestawu węży |
| 15 | Szpula z litym drutem spawalniczym (aluminium) ∅ 1 mm / 200 g (wstępnie zmontowana) | 31 | Szyjka palnika |
| 16 | Szpula z rdzeniowym drutem spawalniczym (stal) ∅ 1 mm / 200 g | 32 | Wtyczka |
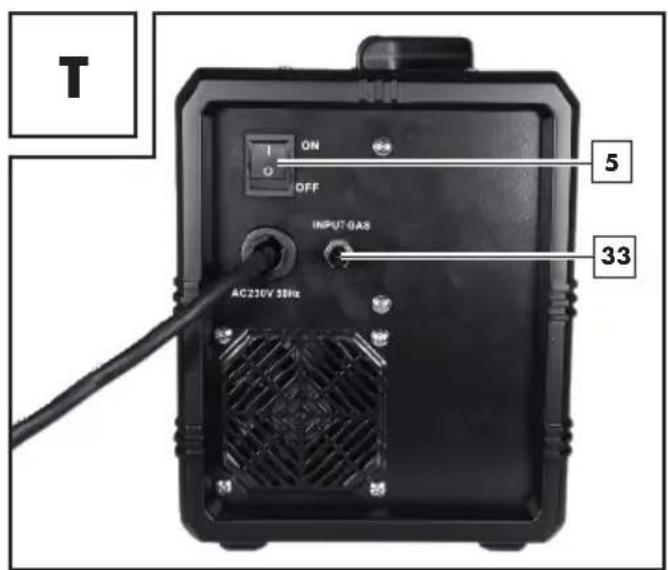
| 33 | Przyłącze gazu | 36 | Przełącznik obrotowy do regulacji napięcia spawania |
| 34 | Uchwyt do elektrod MMA | 37 | Komunikat O.H. |
| 35 | Przełącznik trybu spawania | 38 | Pierścień ustalający |
• Dane techniczne
| moc wejściowa: 4,5 kW | |
| Zasilanie sieciowe: 230 V~ 50 Hz | |
| Masa: 7,7 kg | |
| Bezpiecznik: 16 A |
Spawanie drutem rdzeniowym:
| Prąd spawalniczy: 50–160 A | |
| Napięcie jałowe: U | _0 : 56 V |
| Najwyższa wartość znamionowa prądu sieciowego: I | _1max : 25,7 A |
| Wartość skuteczna najwyższego prądu sieciowego: I | _1eff : 11,6 A |
| Bęben drutu spawalniczego maks.: ok. 5000 g | |
| Średnica drutu spawalniczego maks.: 1,0 mm | |
| Charakterystyka płaska |
Spawanie MMA:
| Prąd spawalniczy: 30–140 A | |
| Napięcie jałowe: U | _0 : 56 V |
| Najwyższa wartość znamionowa prądu sieciowego: I | _1max : 23,7 A |
| Wartość skuteczna najwyższego prądu sieciowego: I | _1eff : 10,7 A |
| Charakterystyka: malejące |
Spawanie WIG:
| Prąd spawalniczy: 30–200 A | |
| Napięcie jałowe: U | _0 : 52 V |
| Najwyższa wartość znamionowa prądu sieciowego: I | _1max : 27,2 A |
| Wartość skuteczna najwyższego prądu sieciowego: I | _1eff : 8,9 A |
| Charakterystyka: malejące |
WSKAZÓWKA: Zmiany techniczne i optyczne można wprowadzać w ramach dalszego rozwoju bez uprzedzenia. Wszelkie wymiary, wskazówki oraz informacje zawarte w niniejszej instrukcji podane są bez gwarancji. W związku z tym nie można dochodzić roszczeń związanych z informacjami zawartymi w instrukcji obsługi.
WSKAZÓWKA: Określenie „urządzenie” stosowane w dalszej części tekstu dotyczy opisanego w niniejszej instrukcji obsługi spawarki wielofunkcyjnej.
- Wskazówki dotyczące bezpieczeństwa
Należy dokładnie przeczytać instrukcję użytkowania i stosować się do opisanych wskazówek. Na podstawie niniejszej instrukcji użytkowania należy zapoznać się z urządzeniem, jego właściwym użytkowaniem oraz wskazówkami dotyczącymi bezpieczeństwa. Wszystkie dane techniczne tej spawarki znajdują się na tabliczce znamionowej, prosimy o zapoznanie się z parametrami technicznymi tego urządzenia.
■ OSTRZEŻENIE Materiały opakowaniowe należy trzymać z dala od dzieci. Istnieje ryzyko uduszenia!
■ Wykonywanie nápraw i/lub prac konserwacyjnych należy zlecać wyłącznie wykwalifikowanym elektrykom.
■ Dzieci w wieku powyżej 16 lat oraz osoby o ograniczonych możliwościach fizycznych, sensorycznych lub umystowych lub niemające odpowiedniego doświadczenia i wiedzy mogą korzystać z tego urządzenia, o ile będą nadzorowane lub zostały przeszkolone w zakresie bezpiecznego korzystania z urządzenia i rozumieją wynikające z tego zagrożenia. Dzieciom nie wolno bawić się urządzeniem. Czyszczenie i konserwacja przeprowadzane przez użytkownika nie mogą być wykonywane przez dzieci bez nadzoru.
■ Wykonywanie napraw i/lub prac konserwacyjnych należy zlecać wyłącznie wykwalifikowanym elektrykom.
■ Należy używać wyłącznie przewodów spawalniczych dostarczonych z urządzeniem.
■ W trakcie eksploatacji urządzenie nie powinno stać bezpośrednio przy ścianie, być przykryte lub ustawione między innymi urządzeniami, aby przez cały czas przez szczeliny wentylacyjne mogła być pobierana wystarczająca ilość powietrza.
Należy się upewnić, że urządzenie jest poprawnie podłączone do napięcia sieciowego. Należy unikać napreżenia rozciągającego przewodu sieciowego. Przed ustawieniem urządzenia w innym miejscu najpierw należy wyjąć wtyczkę z gniazda sieciowego.
- Jeżeli urządzenie nie jest używane, zawsze należy je wyłączać za pomocą przełącznika Wt./WYt. Uchwyt elektrody należy odłożyć na izolowane podłoże i wyłąć elektrody z uchwytu dopiero po 15 minutach wychładzania.
Należy zwrócić uwagę na stan przewodu spawalniczego, uchwytów elektrod oraz zacisków masowych. Zużycia na izolacji oraz na elementach przewodzących prąd mogą powodować zagrożenie i obniżyć jakość prac spawalniczych.
■ Podczas spawania łukowego powstają iskry, roztopione elementy metalowe oraz dym. W związku z tym należy przestrzegać poniższych wskazówek: Wszystkie łatwopalne substancje i/lub materiały należy usunąć z miejsca pracy i jego bezpośredniego otoczenia.
■ Należy zapewnić wentylację miejsca pracy.
■ Nie należy spawać na zbiornikach, pojemnikach lub rurach, które zawierają bądź zawierały łatwopalne ciecze albo gazy.
■ OSTRZEŻENIE Należy unikać bezpośredniego kontaktu z obwodem prądu spawalniczego. Napięcie jałowe między szczypcami elektrody a zaciskiem masowym może być niebezpieczne, istnieje ryzyko porażenia prądem.
■ Urządzenia nie należy przechowywać w wilgotnym lub mokrym otoczeniu ani wystawiać na deszcz. Obowiązuje tutaj przepis bezpieczeństwa IP21S.
Należy chronić oczy za pomocą przeznaczonych do tego szybek ochronnych (DIN stopień 9–10), które mocuje się do załączonej ostony spawalniczej. Należy stosować rękawice ochronne i suchą odzież ochronną, niezanieczyszczoną olejami i tłuszczem, aby chronić skórę przed promieniowaniem ultrafioletowym łuku elektrycznego.
■ OSTRZEŻENIE Nie należy stosować źródła prądu spawalniczego do szorstkowania rur.
Ważne wskazówki:
■ Promieniowanie łuku elektrycznego może szkodzić oczom i powodować poparzenia skóry.
■ Spawanie łukowe wytwarza iskry i krople stopionego metalu, spawany przedmiot zaczyna żarzyć się i pozostaje bardzo gorący przez stosunkowo długi czas. W związku z tym obrabianego przedmiotu nie wolno dotykać gołymi rękami.
■ Podczas spawania łukowego emitowane są opary szkodliwe dla zdrowia. Należy uważać, aby w miarę możliwości ich nie wdychać.
Należy się zabezpieczyć przed niebezpiecznym działaniem łuku elektrycznego, a osoby nieuczestniczące w pracy powinny znajdować się w odległości co najmniej 2 m od łuku elektrycznego.

UWAGA!
■ Podczas eksploatacji spawarki, zależnie od warunków sieciowych punktu przyłączenia, może dojść do zakłóceń w zasilaniu innych odbiorników. W przypadku wątpliwości należy się zwrócić do swojego dostawcy energii.
■ Podczas pracy zgrzewarki może dojść do nieprawidłowego działania innych urządzeń, takich jak np. aparaty słuchowe, rozruszniki serca itp.
- Źródła zagrożenia podczas spawania łukowego
Podczas spawania łukowego powstaje wiele źródeł zagrożenia. Z tego względu szczególnie ważne jest, aby spawacz przestrzegał poniższych zasad, aby nie stwarzał zagrożenia sobie lub innym oraz unikał szkód na osobie i sprzęcie.
■ Wykonywanie prac po stronie napięcia sieciowego, np. przy przewodach, wtyczkach, gniazdach sieciowych itd., należy zlecić wykwalifikowanemu elektrykowi zgodnie z krajowymi i lokalnymi przepisami.
■ Wykonywanie prac po stronie napięcia sieciowego, np. przy przewodach, wtyczkach, gniazdach sieciowych itd., należy zlecić wykwalifikowanemu elektrykowi zgodnie z krajowymi i lokalnymi przepisami.
■ W razie wypadku spawarkę należy natychmiast odłączyć od zasilania.
■ W przypadku wystąpienia elektrycznych napięć dotykowych, należy natychmiast wyłączyć urządzenie i dać do sprawdzenia przez wykwalifikowanego elektryka.
■ Po stronie prądu spawalniczego należy zawsze uważać na dobre elektryczne styki.
Podczas spawania należy zawsze nosić izolujące rękawice ochronne na obu dłoniach. Chronią one przed porażeniami prądem elektrycznym (napięcie jatowe obwodu prądu spawalniczego), szkodliwym promieniowaniem (ciepło i promieniowanie UV), jak również przed żarzącym się metalem i odpryskami.
■ Należy nosić sólidne, izolowane obuwie robocze.
Obuwie powinno izolować również w przypadku wilgoci. Półbuty są nieodpowiednie, ponieważ spadające, żarzące się krople metalu mogą powodować poparzenia.
■ Należy nosić odpowiednią odzież ochronną zamiast ubrań syntetycznych.
- Nie należy patrzeć w łuk elektryczny bez ochrony oczu – stosować wyłącznie maskę spawalniczą z szybką ochronną, spełniającą wymogi normy DIN. łuk elektryczny poza światłem i promieniowaniem cieplnym, które może powodować oślepienie lub oparzenie, wytwarza również promieniowanie UV. W przypadku niewystarczającej ochrony to niewidoczne promieniowanie ultrafioletowe powoduje bardzo bolesne zapalenie spojówek, które jest odczuwalne dopiero po kilku godzinach. Poza tym, promieniowanie UV wywołuje na nieostoniętych częściach ciała poparzenia takie jak przy oparzeniu słonecznym.
■ Również osoby znajdujące się w pobliżu łuku elektrycznego lub pomocnicy muszą zostać poinstruowani w zakresie zagrożeń i zostać wyposażone w wymagane środki ochrony. W razie konieczności należy ustawić ścianki ochronne.
- Podczas spawania, szczególnie w małych pomieszczeniach, należy zapewnić dopływ odpowiedniej ilości świeżego powietrza ze względu na powstawanie dymu i szkodliwych gazów.
■ Nie wolno wykonywać żadnych prac spawalniczych na pojemnikach, w których przechowywane są gazy, paliwa,
- oleje mineralne lub podobne, nawet jeśli zostały one
- dawno opróżnione, ponieważ istnieje ryzyko wybuchu z powodu pozostałości.
■ W pomieszczeniach zagrożonych ogniem i wybuchem obowiązują szczególne przepisy.
■ Połączenia spawane, które są poddawane wysokim naprężeniom i muszą spełniać specjalne wymogi dotyczące bezpieczeństwa, mogą być wykonywane wyłącznie przez specjalnie przeszkolonych i certyfikowanych spawaczy. Przykładem są kotły ciśnieniowe, szyny jezdne, sprzęgi przyczepowe.
■ ⚠ UWAGA! Zacisk spawalniczy należy zawsze podłączyć do miejsca spawania tak blisko, jak to tylko możliwe, aby prąd spawalniczy miał jak najkrótszą drogę z elektrody do zacisku. Zacisku spawalniczego nie należy łączyć z obudową zgrzewarki! Zacisku spawalniczego nigdy nie należy podłączać do uziemionych elementów, które znajdują się w dużej odległości od przedmiotu obrabianego, np. rury z wodą w drugim końcu pomieszczenia. W przeciwnym razie może dojść uszkodzenia systemu przewodów ochronnych pomieszczenia, w którym się spawa.
■ Spawarki nie należy eksploatować podczas deszczu.
■ Spawarki nie należy eksploatować w wilgotnym otoczeniu.
■ Spawarkę należy stawiać wyłącznie na równym podłożu.
■ Wyjście jest mierzone w temperaturze otoczenia 20°C, a czas spawania może zostać skrócony w wyższych temperaturach.
ZAGROŻENIE SPOWODOWANE PORAŻENIEM PRĄDEM:
■ Porażenie prądem elektrycznym przez elektrodę spawalniczą może być śmiertelne. Nie należy spawać podczas opadów deszczu lub śniegu. Należy nosić suche izolowane rękawice.
Nie dotykać elektrody gołymi rękoma. Nie należy nosić mokrych lub uszkodzonych rękawic. Należy chronić się przed porażeniem prądem elektrycznym, izolując obrabiany przedmiot.
Nie należy otwierać obudowy urządzenia.
ZAGROŻENIE SPOWODOWANE DYMEM SPAWALNICZYM:
■ Wdychanie dymu spawalniczego może zagrażać zdrowiu.
Nie trzymać głowy w dymie. Urządzenie należy eksploatować w otwartych obszarach. Stosować wentylację w celu usunięcia dymu.
ZAGROŻENIE SPOWODOWANE ISKRAMI SPAWALNICZYMI:
■ Iskry spawalnicze mogą spowodować wybuch lub pożar.
Łatwopalne materiały należy trzymać z dala od miejsca spawania. Nie należy spawać w pobliżu palnych materiałów. Iskry spawalnicze mogą spowodować pożar. W pobliżu powinien znajdować się obserwator, który może natychmiast użyć przygotowanej gaśnicy. Nie należy spawać na bębnach lub innych zamkniętych pojemnikach.
ZAGROŻENIE SPOWODOWANE PROMIENIAMI ŁUKU ELEKTRYCZNEGO:
■ Promienie łuku świetlnego mogą uszkodzić wzrok lub zranić skóre. Należy nosić czapkę i okulary ochronne. Należy nosić ochronę słuchu i wysoko zapinany kołnierz. Należy nosić kaski ochronne oraz zwracać uwagę na odpowiednie ustawienie filtra.
Należy stosować całkowitą ochronę ciata.
ZAGROŻENIE SPOWODOWANE POLEM ELEKTROMAGNETYCZNYM:
■ Prąd spawalniczy wytwarza pola elektromagnetyczne.
Nie należy stosować z medycznymi implantami. Nigdy nie należy owijać przewodów spawalniczych wokół ciała. Przewody spawalnicze należy potączyć.
- Wskazówki dotyczące bezpieczeństwa stosowania maski spawalniczej
- Przed rozpoczęciem spawania należy zawsze sprawdzić za pomocą jasnego źródła światła (np. zapalniczki), czy maska spawalnicza prawidłowo działa.
- Odpryski mogą uszkodzić szybkę ochronną. Uszkodzone lub porysowane szybki ochronne należy natychmiast wymienić.
■ Bezzwłocznie należy wymienić uszkodzone, bardzo zabrudzone lub wyszczerbione komponenty.
■ Urządzenie może być obstugiwane wyłączne przez osoby, które ukończyły 16 lat.
Należy zapoznać się z przepisami dotyczącymi bezpieczeństwa spawania. W tym celu należy przestrzegać również wskazówek dotyczących bezpieczeństwa eksploatacji zgrzewarki.
■ Podczas spawania należy zawsze zakładać maskę spawalniczą. Brak maski spawalniczej może skutkować ciężkimi obrażeniami siatkówki.
■ Podczas spawania zawsze należy nosić odzież ochronną.
■ Nigdy nie należy używać maski spawalniczej bez szybki ochronnej. Istnieje ryzyko uszkodzenia wzroku!
Należy w porę wymienić szybkę ochronną, aby mieć dobrą widoczność i zapobiec zmęczeniu podczas pracy.
- Środowisko o zwiększonym zagrożeniu elektrycznym
Podczas spawania w środowisku o zwiększonym zagrożeniu elektrycznym należy stosować się do następujących wskazówek dotyczących bezpieczeństwa.
Środowiska o zwiększonym zagrożeniu elektrycznym występują na przykład:
■ w miejscach pracy, w których przestrzeń ruchu jest ograniczona, w związku z czym spawacz pracuje w pozycji wymuszonej (np. klęczącej, siedzącej lub leżącej) i dotyka części przewodzących energię elektryczną;
■ w miejscach pracy, które są całkowicie lub częściowo ograniczone pod kątem przewodzenia elektrycznego i w których występuje duże zagrożenie z powodu możliwego do uniknięcia lub przypad-kowego dotknięcia przez spawacza;
■ w mokrych, wilgotnych lub gorących miejscach pracy, w których wilgotność powietrza lub pot znacznie obniżają opór ludzkiej skóry i właściwości izolacyjne wyposażenia ochronnego.
■ Metalowa drabina lub rusztowanie mogą również tworzyć środowisko o zwiększonym zagrożeniu elektrycznym.
Podczas pracy w takich warunkach należy stosować izolujące podkładki i przekładki, zakładać rękawice z mankietami oraz nakrycia chroniące głowę wykonane ze skóry lub innych izolujących materiałów
w celu izolacji ciała od ziemi. Źródło prądu spawalniczego musi znajdować się poza obszarem roboczym lub powierzchniami o przewodzeniu elektrycznym i poza zasięgiem spawacza.
Dodatkowa ochrona przed porażeniem prądem sieciowym w przypadku awarii może zostać zapewniona przez zastosowanie wyłącznika różnicowoprądowego, który jest użytkowany przy prądzie upływu nie większym niż 30 mA i zasila wszystkie urządzenia sieciowe w pobliżu. Wyłącznik różnicowoprądowy musi być przystosowany do wszystkich rodzajów prądu.
Środki do szybkiego odłączenia elektrycznego źródła prądu spawalniczego lub obwodu prądu spawalniczego (np. wyłącznik awaryjny) muszą być łatwo dostępne.
Podczas stosowania spawarek w niebezpiecznych warunkach elektrycznych napięcie wyjściowe zgrzewarki na biegu jałowym nie może być wyższe niż 113 V (wartość maksymalna). Spawarka ta może być używana w takich przypadkach ze względu na napięcie wyjściowe.
- Spawanie w ciasnych pomieszczeniach
- Podczas spawania w ciasnych przestrzeniach istnieje ryzyko spowodowane toksycznymi gazami (niebezpieczeństwo uduszenia). - W ciasnych pomieszczeniach można spawać tylko wtedy, gdy w pobliżu przebywają poinstruowane osoby, które mogą interweniować w razie potrzeby.
Tutaj przed użyciem urządzenia spawalniczego należy dokonać oceny eksperta, aby ustalić, jakie kroki są konieczne, aby zapewnić bezpieczeństwo pracy, i jakie środki ostrożności należy podjąć podczas właściwego procesu spawania.
- Sumowanie napięć biegu jałowego
Jeśli w tym samym czasie pracuje więcej niż jedno źródło prądu spawania, ich napięcia w obwodzie otwartym mogą się sumować i prowadzić do zwiększonego zagrożenia elektrycznego. Żródła prądu spawalniczego muszą być podłączone w taki sposób, aby zminimalizować to zagrożenie. Żródła prądu spawalniczego z oddzielnymi elementami sterującymi i przyłączami muszą być wyraźnie oznaczone, aby wskazać, co należy do którego obwodu.
- Odzież ochronna
■ Podczas pracy spawacz musi być chroniony na całym ciele odpowiednią odzieżą i ośłoną twarzy przed promieniowaniem i oparzeniami. Należy wziąć pod uwagę następujące kroki:
- Przed pracami związanymi ze spawaniem należy założyć odzież ochronną.
- Należy założyć rękawice ochronne.
- Otworzyć okno lub uruchomić wentylator, aby zagwarantować dopływ powietrza.
- Założyć okulary ochronne i ostone ust.
■ Na obu dłoniach należy nosić rękawice z mankietami z odpowiedniego materiału (skóra). Muszą one być w nienagannym stanie.
■ W celu ochrony odzieży przed iskrami i przypadeniem należy zakładać odpowiednie fartuchy. Jeżeli rodzaj pracy tego wymaga, np. spawanie nad głową, należy założyć kombinezon ochronny i, jeżeli jest to konieczne, również ostonę głowy.
OCHRONA PRZECIW PROMIENIOWANIU I OPÄRZENIOM
Należy wywiesić w miejscu pracy szyld „Uwaga! Nie patrzeć w płomień!”, aby wskazać zagrożenie uszkodzenia wzroku. Miejsca pracy należy tak ostonić, aby osoby znajdujące się w pobliżu były chronione. Osoby nieupoważnione nie mogą zbliżać się do obszaru prac spawalniczych.
■ Ściany znajdujące się w bezpośrednim sąsiedztwie stałych miejsc pracy nie powinny być jasne ani błyszczące. Okna należy zabezpieczyć co najmniej do wysokości głowy przeciw przepuszczaniu lub odbijaniu promieniowania, np. przez odpowiednie pomalowanie.
- Klasyfikacja urządzeń KEM
Zgodnie z normą IEC 60974-10 jest to przecinarka plazmowa o klasie kompatybilności elektromagnetycznej A. Urządzenia klasy A to urządzenia, które nadają się do użytku we wszystkich innych obszarach z wyjątkiem obszarów mieszkalnych i obszarów bezpośrednio podłączonych do sieci niskonapięciowej, która (również) zasila budynki mieszkalne. Urządzenia klasy A muszą spełniać wartości graniczne klasy A.
OSTRZEŻENIE: urządzenia klasy A są przeznaczone do użytku w środowisku przemystowym. Ze względu na zmienne zakłócające związane z mocą i promieniowaniem mogą wystąpić trudności w zapewnieniu kompatybilności elektromagnetycznej w innych środowiskach.
Nawet jeśli urządzenie spełnia wartości graniczne emisji zgodnie z normą, takie urządzenia mogą nadal prowadzić do zakłóceń elektromagnetycznych we wrażliwych systemach i urządzeniach. Za zakłócenia spowodowane działaniem łuku podczas pracy odpowiada użytkownik i musi on zastosować odpowiednie środki ochrony. Użytkownik musi przy tym w szczególności uwzględnić:
- przewody zasilania, sterujące, sygnałowe i telekomunikacyjne;
- komputer i inne urządzenia sterowane mikroprocesorowo;
- urządzenia radiowe, telewizyjne i inne urządzenia odtwarzające;
- elektroniczne i elektryczne urządzenia zabezpieczające;
- osoby z rozrusznikami serca lub aparatami słuchowymi;
- urządzenia pomiarowe i kalibracyjne;
- odporność na zakłócenia innych urządzeń w pobliżu;
- porę dnia, w której będą przeprowadzane prace.
W celu ograniczenia ewentualnego promieniowania zakłócającego zaleca się:
- wyposażić przyłącze sieciowe w filtr sieciowy;
- regularnie konserwować sprzęt i utrzymywać go w dobrym stanie
- przewody spawalnicze powinny być całkowicie rozwinięte i muszą przebiegać po podłodze możliwie równolegle;
- urządzenia i systemy narażone na promieniowanie zakłócające należy usunąć z miejsca pracy lub w miarę możliwości wyposażić w ekranowanie.
Wskazówka!
To urządzenie jest zgodne z normą IEC 61000-3-12 pod warunkiem, że moc zwarcia Ssc jest większa lub równa 4433,25 kW w punkcie styku pomiędzy zasilaniem użytkownika a siecią publiczną.
Obowiązkiem instalatora lub użytkownika urządzenia, w razie potrzeby w porozumieniu z operatorem systemu dystrybucyjnego, jest upewnienie się, że urządzenie jest podłączone wyłącznie do sieci o mocy zwarcia Ssc większej lub równej 4433,25 kW.
Wskazówka!
Urządzenie jest przeznaczone wyłącznie do stosowania w pomieszczeniach o obciążalności prądowej co najmniej 100 A na fazę.
- Przed uruchomieniem
Wyjąć wszystkie części z opakowania i sprawdzić, czy spawarka wielofunkcyjna lub poszczególne części nie są uszkodzone. Jeżeli tak jest, nie używać spawarki wielofunkcyjnej. Zwrócić się do producenta na podany adres serwisu.
■ Usunąć wszystkie folie ochronne i inne opakowania transportowe.
■ Sprawdzić, czy dostawa jest kompletna.
- Montaż
- Montaż ostony spawalniczej
Włożyć ciemne szkło spawalnicz 20 napisem skierowanym w górę w korpus ostony 19 (patrz rys. C). W razie potrzeby należy lekko nacisnąć szkło z przodu aż się zatrzaśnie. Napis na ciemnym szkle spawalniczym 20 musi być widoczny z przodu ostony ochronnej.
■ Wsunąć uchwyt ręczy od wewnątrz w dopasowane wgłębienie korpusu ostony, aż się zatrzaśnie (patrz rys. D).
- Spawanie MIG
⚠️ UWAGA: Unikać zagrożenia porażenia prądem elektrycznym, obrażenia ciała lub uszkodzenia urządzenia. W tym celu zawsze przed przystąpieniem do prac konserwacyjnych lub przygotowań do prac należy wyciągnąć wtyczkę sieciową z gniazda.
WSKAZÓWKA: W zależności od zastosowania używane są różne druty spawalnicze. Z tym urządzeniem można stosować druty spawalnicze o średnicy od 0,6 do 1,0 mm.
Rolka podająca, dysza spawalnicza i średnica drutu muszą być zawsze dostosowane do siebie. Urządzenie nadaje się do rolek drutu do maksymalnie 5000 g.
Do spawania aluminium należy używać drutu aluminiowego a do spawania stali i żelaza drutu stalowego.
- Ustawienie urządzenia do spawania drutem litym z gazem ochronnym
Poprawne podłączenia do spawania drutem litym w osłonie gazu ochronnego ukazano na ilustracji S. Przy stosowaniu znajdującego się w zestawie aluminiowego drutu litego należy użyć argonu (brak w zestawie) jako gazu ochronnego.
Najpierw należy podłączyć wtyczkę do złącza oznaczonego symbolem „+” (patrz rys. S).
Obrócić w kierunku ruchu wskazówek zegara, aby unieruchomić połączenie.
W przypadku wątpliwości należy skonsultować się ze specjalistą.
Teraz należy podłączyć zestaw węży z bezpośrednim przyłącz do odpowiedniego złącza (patrz rys. S). Unieruchomić połączenie, dokręcając pierścień ustalający 38 w kierunku ruchu wskazówek zegara.
Następnie należy podłączyć kabel masowy do złącza oznaczonego symbolem „-” (patrz rys. S). Przekręcić złącze w kierunku ruchu wskazówek zegara, aby je unieruchomić.
Zdjąć ostone ze złącza go3a
Teraz należy podłączyć przewód doprowadzający gaz ochronny z reduktorem ciśnienia (brak w zestawie) do złącza sprężonego powietrza 33 (patrz rys. T). Gaz ochronny jest konieczny, jeśli nie jest używany drut rdzeniowy ze zintegrowanym gazem ochronnym w formie statej. Należy się stosować także do wskazówek umieszczonych na reduktorze ciśnienia (brak w zestawie). Jako wartość orientacyjną ustawianego przepływu gazu można przyjąć następujący wzór: średnica drutu w mm × 10 = przepływ gazu w l/min Na przykład: dla drutu o średnicy 0,8 mm wartość ta wynosi ok. 8 l/min.
- Ustawienie urządzenia do spawania drutem rdzeniowym bez gazu ochronnego
Przy zastosowaniu drutu rdzeniowego ze zintegrowanym gazem ochronnym nie ma potrzeby podawania zewnętrznego gazu ochronnego.
Najpierw należy podłączyć wtyczkę do złącza oznaczonego symbolem „-”. Obrócić w kierunku ruchu wskazówek zegara, aby unieruchomić potączenie. W przypadku wątpliwości należy skonsultować się ze specjalistą. Teraz należy podłączyć zestaw węży z bezpośrednim przyłączem 10 do odpowiedniego złącza. Unieruchomić potączenie, dokręcając pierścień ustalający 38 w kierunku ruchu wskazówek zegara.
Następnie podłączyć kabel masowy do właściwego złącza oznaczonego symbolem „+” i przekręcić potączenie w kierunku ruchu wskazówek zegara, aby je unieruchomić.
- Zakładanie drutu spawalniczego
Odblokować i otworzyć pokrywę modułu podajnika drą poprzez naciśnięcie w górę przycisku zwolnienia.
Odblokować moduł rolki, przekręcając uchwyt rotkiw kierunku zgodnym z ruchem wskazówek zegara (patrz rys. F).
■ Zdjąć uchwyt rokiz wałka (patrz rys. F).
WSKAZÓWKA: Należy zwrócić uwagę, aby koniec drutu nie oderwał się i rolka nie spadła samoczynnie. Koniec drutu można oddzielić dopiero podczas montażu.
■ Rozpakować całkowicie szpule z drutem spawalniczyintak, aby można było ją bez problemy rozwinąć. Nie oddzielać jeszcze końca drutu.
Założyć rolkę drutu na wałek. Zwrócić uwagę na to, aby rolka była rozwijana po stronie prowadzenia drutu 29 (patrz rys. G i M).
■ Ponownie założyć uchwyt rośkii zablokować go, naciskając i obracając w kierunku ruchu wskazówek zegara (patrz rys. G).
Poluzować śrubę regulacyjki odchylić ją w dół (patrz rys. H).
■ Obrócić moduł rolek dociskowyżew bok (patrz rys. I).
Odkręcić uchwyt rolek podajną poprzez przekręcenie go w kierunku odwrotnym do kierunku ruchu wskazówek zegara i pociągnięcie do przodu (patrz rys. J).
■ Sprawdzić górę rolki podajnika, aby upewnić się, że podano właściwą grubość drutu.
W razie potrzeby należy odwrócić lub wymienić rolkę podajnika 18 (patrz rys. N). Znajdujący się w zestawie drut spawalniczy (∅ 1,0 mm) musi być użyty w rolce podajnika 18 z podaną grubością drutu ∅ 1,0 mm. Drut spawalniczy musi znajdować się w górnym rowku!
Ponownie założyć uchwyt podajnika reklii dokręcić zgodnie z ruchem wskazówek zegara.
Zdjąć dysze palnka przez pociągnięcie i obrócenie w kierunku ruchu wskazówek zegara (patrz rys. K).
Odkręcić dyszę spawalnić (patrz rys. K).
■ Poprowadzić zestaw węży z bezpośrednim przyłączeńw miarę możliwości prosto z dala od urządzenia spawalniczego (położyć na ziemi).
■ Wyjąć koniec drutu z krawędzi rolki (patrz rys. L).
■ Skrócić końcówkę drutu nożycami lub obcinakiem do drutu, aby usunąć uszkodzoną zgiętą końcówkę drutu (patrz rys. L).
WSKAZÓWKA: Druł musi być przez cały czas napięty, aby uniknąć poluzowania lub rozwinięcia się! Zawsze zaleca się prowadzenie prac w dwie osoby.
■ Przesunąć drut przez prowadnicę drzu (patrz rys. M).
Przeprowadzić drut wzdłuż rolki podajnikai następnie wsunąć go w uchwyt zestawu węży 30 (patrz rys. N).
- Odchylić moduł rolek dociskowyżew kierunku rolki podajnika 18 (patrz rys. O).
■ Zawiesić śrubę regulacyjną (patrz rys. O).
■ Za pomocą śruby regulacyjnej ustawić przeciwciśnienie. Drut spawalniczy musi być mocno osadzony między rolką dociskową a rolką podajnika 18 w górnej prowadnicy, ale nie może być zgnieciony (patrz rys. O).
Włączyć urządzenie spawalnicze głównym włącznikiem (patrz rys. A).
■ Wcisnąć przycisk palnika
Następnie system podawania drutu przesuwa drut spawalniczy przez zestaw wężyi palnik 8.
Gdy drut spawalniczy będzie wystawał 1–2 cm z szyjki palnik, zwolnić przycisk palnika (patrz rys. P).
■ Ponownie wyłączyć spawarkę.
Ponownie wkręcić dyszę spawalniczą Zwrócić uwagę, żeby dysza spawalnicza 14 pasowała do średnicy stosowanego drutu spawalniczego (patrz rys. Q). W przypadku znajdującego się w zestawie drutu spawalniczego musi zostać używa dysza spawalnicza 14 z oznaczeniem 1,0 mm lub 1,0 AL przy zastosowaniu aluminiowego drutu litego.
Dyszę palnikanałożyć ponownie na szyjkę palnika 31, obracając ją w prawo (patrz rys. R).
OSTRZEŻENIE
Aby uniknąć ryzyka porażenia prądem, obrażeń ciała lub uszkodzenia,
przed każdą konserwacją lub przygotowaniami do pracy należy wyjąć wtyczkę sieciową z gniazdka.
- Uruchamianie
- Włączanie i wyłączanie urządzenia
Spawarka włącza się i wyłącza głównym włącznikiem 5. Jeśli spawarka ma być nieużywana przez dłuższy czas, należy wyjąć wtyczkę z gniazdka sieciowego. Tylko wtedy urządzenie jest catkowicie odłączone od prądu.
- Wybór metody spawania
Najpierw należy ustawić tryb spawania, ustawiając odpowiednio przełącznik metody spawania 35. Można wybierać pomiędzy Al (spawanie aluminium), MIG, MAG i FLUX (spawanie drutem rdzeniowym). Napięcie i natężenie prądu można następnie ustawić za pomocą przełączników obrotowych 6 i 36. Dla drutu aluminiowego oraz drutu litego 0,8 mm i drutu rdzeniowego 1,0 mm można wybrać tryb SYN. W tym trybie prąd i napięcie są już dopasowane do siebie. Jest to szczególnie zalecane dla niedo- świadczonych użytkowników. Aby aktywować SYN, należy najpierw wybrać żądany tryb spawania, a następnie nacisnąć i przytrzymać przez mniej więcej 2 sekundy przycisk wyboru trybu spawania 35. W każdym przypadku optymalne ustawienia spawania należy określić na próbnym detalu.
- Spawanie
Ochrona przeciążeniowa
Spawarka jest chroniona przed przeciążeniem termicznym przez automatyczne urządzenie ochronne (termostat z funkcją automatycznego ponownego włączenia). W przypadku przeciążenia urządzenie ochronne przerywa obwód prądowy. Komunikat „O.H.” 37 świeci się.
Po zadziałaniu urządzenia ochronnego należy poczekać, aż urządzenie ostygnie. Po mniej więcej 15 minutach urządzenie jest ponownie gotowe do pracy.
Wskaźnik prądu nadmiarowego
W przypadku nieprawidłowego stosowania prąd wyjściowy może przekraczać przewidywaną wartość maksymalną. W takim przypadku urządzenie zabezpieczające przerywa obwód prądu spawania, a na wyświetlaczu zaświeca się ostrzeżenie o prądzie nadmiarowym „O.C”. Po wyświetleniu ostrzeżenia przed prądem nadmiarowym należy wyłączyć urządzenie na wyłączniku głównym 5. Po mniej więcej 15 minutach urządzenie jest ponownie gotowe do pracy i może zostać włączone na wyłączniku głównym 5.
Ostona spawalnicza
OSTRZEŻENIE ZAGROŻENIE DLA ZDROWIA!
Jeśli nie używa się ostony spawalniczej, pochodzące z łuku elektrycznego, szkodliwe dla zdrowia promienie UV i wysoka temperatura mogą uszkodzić oczy. Podczas spawania zawsze należy używać ostony spawalniczej.
OSTRZEŻENIE RYZYKO POPARZENIA!
Spawane elementy są bardzo gorące, przez co mogą powodować oparzenia. Zawsze należy używać szczypiec do przesuwania gorących spawanych elementów.
⚠️ UWAGA: Przy spawaniu metoda MIG zaleca się grubość materiału 2,0 mm – 3,0 mm przy spawaniu aluminium oraz 0,8 mm – 3,0 mm przy spawaniu żelaza/stali.
Po podłączeniu spawarki do prądu należy postępować w następujący sposób:
Podłączyć kabel masowy przez zacisk maśydo spawanego elementu. Zadbać o odpowiedni kontakt elektryczny.
■ W miejscu spawania na elemencie nie może być rdzy ani farby.
■ Wybrać właściwy prąd spawania w zależności od średnicy drutu spawalniczego, grubości materiału i wybranej głębokości wypalania.
■ Ustawić dyszę palnikaw miejscu spawania na elemencie, a ośtonę spawalniczą 22 trzymać przed twarzą.
Nacisnąć przycisk palną żeby podawać drut spawalniczy. Gdy łuk elektryczny się pali, urządzenie podaje drut do kąpieli spawalniczej.
Optymalne ustawienie prądu spawania należy ustalić na podstawie testów na próbce elementu. Dobrze ustawiony łuk elektryczny wydaje miękki, równomierny, brzeczący dźwięk.
W przypadku szorstkiego lub twardego trzaskania należy włączyć wyższy stopień mocy (zwiększyć prąd spawania).
Gdy jeziorko spawalnicze jest wystarczająco duże, należy powoli prowadzić palśkwidłuż wybranej krawędzi. Odległość między dyszą palnika a elementem powinna być jak najmniejsza (w żadnym wypadku nie może przekraczać 10 mm).
W razie potrzeby wykonać lekki ruch wahadłowy, aby nieco powiększyć kąpiel spawalniczą. W przypadku mniej doświadczonych osób pierwsza trudność polega na utworzeniu właściwego łuku elektrycznego. W tym celu należy właściwie ustawić prąd spawania.
Głębokość wypalania (odpowiada głębokości spoiny w materiale) powinna być możliwe duża, ale nie może powodować przetopienia przez spawany element.
■ Przy zbyt niskim prądzie spawania drut spawalniczy nie jest w stanie odpowiednio się stopić. Wtedy zanurza się go w kąpieli spawalniczej aż do zetknięcia się z elementem.
- Żużel można usunąć ze spoiny dopiero po schłodzeniu. Aby kontynuować spawanie przy przerwanej spoinie:
■ Usunąć najpierw żużel w miejscu kontynuacji.
■ W rowku spawalniczym zapala się łuk elektryczny, doprowadza do punktu kontynuacji, tam prawidłowo się topi, a następnie spoina jest dalej prowadzona.
Ustawianie odpowiednich parametrów prądu i napięcia do spawania aluminium przy użyciu drutu aluminiowego.
Do spawania aluminium zaleca się niższe wartości napięcia, niż do spawania żelaza/stali.
Aby ustawić właściwy zakres napięcia, należy postępować w następujący sposób: przygotowywać ustawienie zgodnie z opisem z punktu „Urządzenia do spawania drutem litym z gazem ochronnym”. Do spawania przy użyciu drutu aluminiowego należy wybrać ustawienie „1.0/Al(5356)” przełącznikiem trybu spawania 35. Do spawania blachy aluminiowej o grubości 2 mm można przyjąć jako wartości orientacyjne napięcie 14,5 V oraz prąd 91 A. Tryb SYN opisany w punkcie Wybierz tryb spawania może być również użyty w tym miejscu. Optymalne ustawienia należy ustalić na podstawie spawania na próbce materiału.

PRZESTROGA!: Należy pamiętać, że po spawaniu palnik musi zawsze być odkładany na ładkę izolacyjną.
Po zakończeniu prac spawalniczych i podczas przerw zawsze wyłącać spawarkę i stale wyciągać wtyczkę z gniazdka.
- Tworzenie spoiny spawalniczej
Spoina punktowa lub spawanie punktowe
Palnik jest przesuwany do przodu. Rezultat: Głębokość wypalania jest mniejsza, szerokość spoiny większa, górna część spoiny (widoczna powierzchnia spoiny) bardziej płaska, a tolerancja błędu spoiny (błędu w stopieniu materiału) większa.
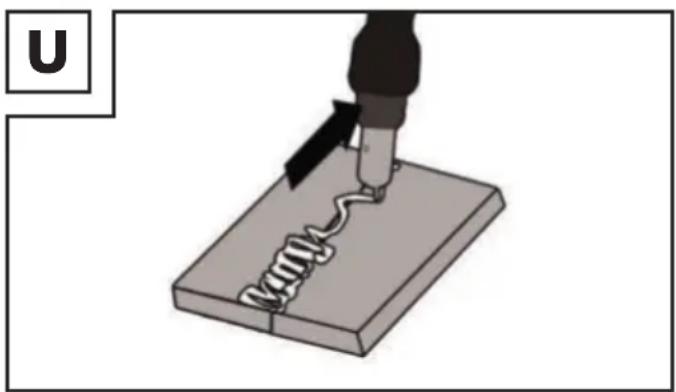
Spoina ciągta lub spawanie ciągte
Palnik jest ciągnięty od spoiny (rys. U). Rezultat: Głębokość wypalania jest większa, szerokość spoiny jest mniejsza, górna część spoiny jest wyższa, a tolerancja błędów spoiny jest mniejsza.
Połączenia spawane
Istnieją dwa podstawowe rodzaje połączenia w technologii spawania: spawanie czołowe (naroże zewnętrzne) i pachwinowe (naroże wewnętrzne i zakładkowe).
Czołowe połączenia spawane
W przypadku potączeń spawanych czołowych o grubości do 2 mm krawędzie są całkowicie dosuwane do siebie. Przy większych grubościach należy ustawić odstęp 0,5–4 mm. Idealny odstęp zależy od spawanego materiału (aluminium lub stal), składu materiału oraz wybranego rodzaju spawania. Odstęp należy ustalić na podstawie spawania na próbce materiału.
Płaskie czołowe potączenia spawane
Spawy powinny być wykonywane bez przerwy oraz z dostateczną głębokością wnikania, dlatego szczególnie ważne jest dobre przygotowanie. Czynniki, które mają wpływ na jakość rezultatów spawania to: natężenie prądu, odległość pomiędzy krawędziami spawu, nachylenie palnika i odpowiednia średnica drutu spawalniczego. Im bardziej pionowo trzymany jest palnik względem obrabianego elementu, tym większa jest głębokość wnikania i odwrotnie.
Aby zapobiec odkształceniom, które mogą pojawić się podczas utwardzania się materiału, lub aby je zmniejszyć, dobrze jest unieruchomić obrabiany element odpowiednim przyrządem. Należy unikać usztywniania spawanej struktury, aby zapobiegać pękaniu spawów. Te trudności można zmniejszyć, jeśli istnieje możliwość takiego obrócenia obrabianego elementu, aby przeprowadzać spawanie w dwóch przeciwległych przejściach.
Połączenia spawane na narożniku zewnętrznym
Przygotowanie do tego rodzaju spawania jest bardzo proste (rys. V, W).
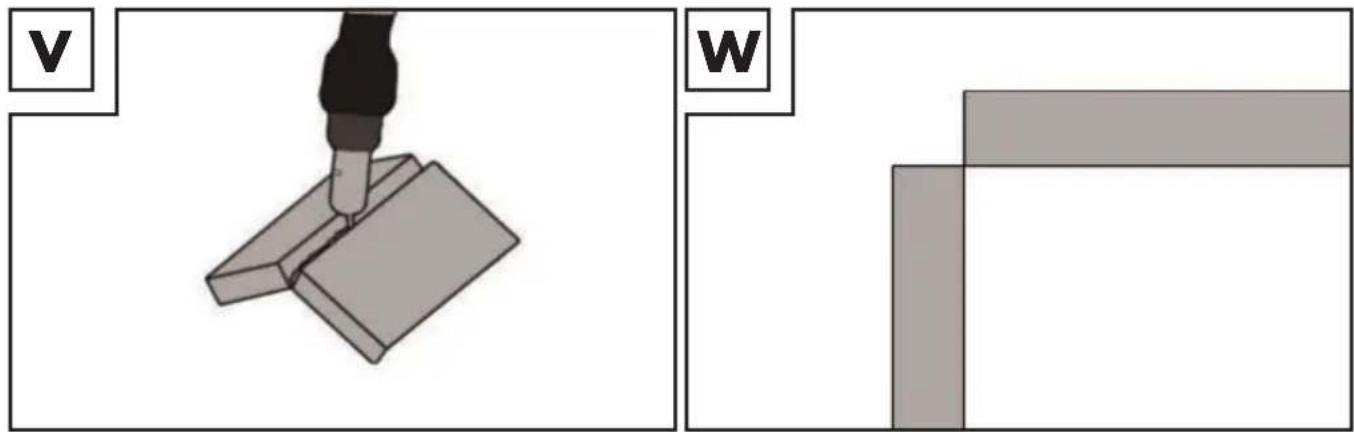
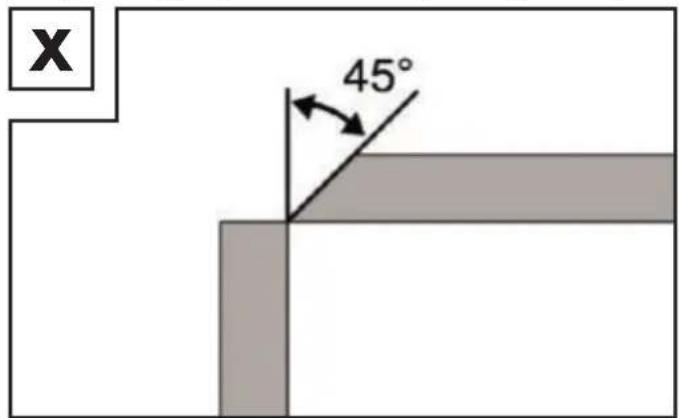
Przy grubszych materiałach nie jest ono jednak konieczne. W takim przypadku jest lepiej przygotować potączenie, jak przedstawiono poniżej, w którym krawędź płyty jest ukosowana (rys. X).
Połączenia spoinami pachwinowymi
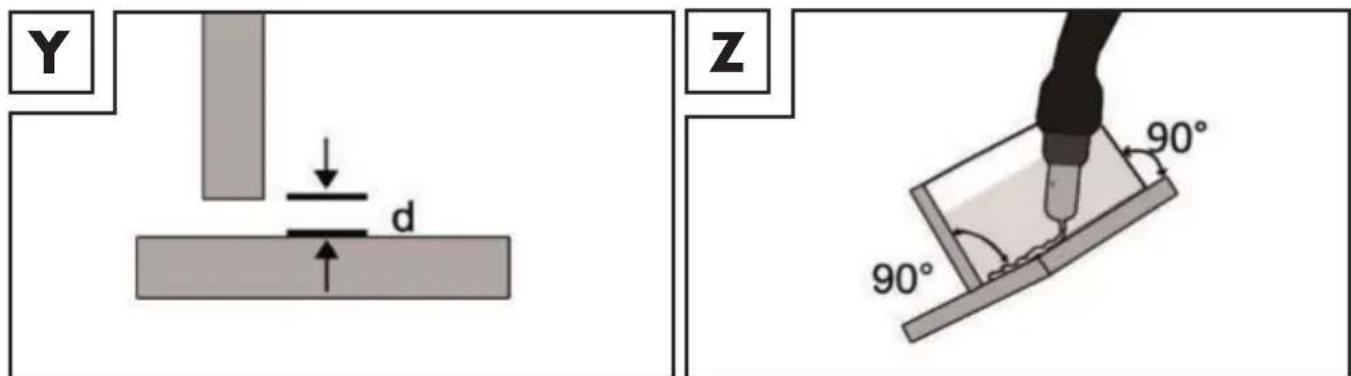
Spoina pachwinowa powstaje, gdy detale są zwrócone prostopadle do siebie. Spoina powinna mieć kształt trójkąta z bokami o równej długości i z lekkim zagłębieniem (rys. Y, Z).
Połączenie spawane w narożniku wewnętrznym
Przygotowanie tego potączenia spawanego jest bardzo proste i wykonuje się je przy materiałach o grubości do 5 mm. Wymiar „d” musi być zredukowany do minimum i koniecznie musi być mniejszy niż 2 mm (rys. Y).
Przy grubszych materiałach nie jest ono jednak konieczne. W takim przypadku jest lepiej przygotować potączenie, jak przedstawiono na rys. X, w którym krawędź płyty jest ukosowana.
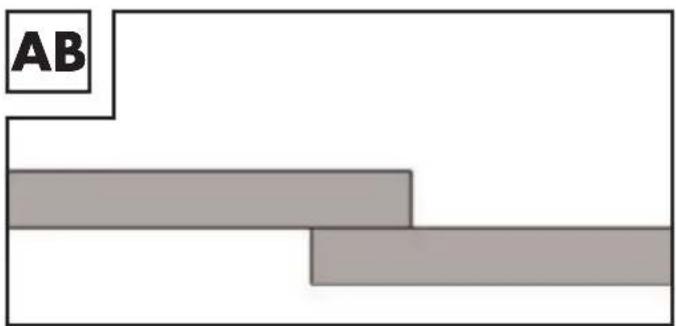
Połączenie spawane na zakładkę
Najpowszechniejszym jest przygotowanie z prostymi krawędziami spawanymi. Spaw można wykonać za pomocą normalnej spoiny kątowej. Oba spawane elementy muszą zostać dosunięte do siebie tak blisko, jak to możliwe – rys. AB.
- Spawanie MMA
Należy się upewnić, że główny włącznikustawiony jest w pozycji „O” („OFF”) lub że kabel sieciowy 3 nie jest podłączony do gniazda.
Należy podłączyć uchwyt elektród i zacisk masowy 4 do urządzenia spawalniczego tak, jak pokazano na rysunku AC. Należy stosować się przy tym do zaleceń producenta elektrod.
Zgodnie z wytycznymi należy założyć odpowiednią odzież ochronną oraz przygotować swoje miejsce pracy.
Podłączyć zacisk masowydo obrabianego przedmiotu.
Elektrode zamocować w uchwycie elektrody
Należy włączyć urządzenie, ustawiając główny włącznikna pozycji „I” („ON”).
■ Wybrać tryb „MMA” przełącznikiem metody spawała powinna zaświecić się kontrolka obok oznaczenia „MMA”.
Ustawić prąd spawania za pomocą pokrętła regulacji prądu spawańów zależności od zastosowanej elektrody.

WSKAZÓWKA: Wartości orientacyjne dla ustawianego prądu spawania uzależnionego od średnicy elektrody można znaleźć w poniższej tabeli.
| ∅ elektrody Prąd spawalniczy | |
| 1,6 mm 40–60 A | |
| 2,0 mm 60–80 A | |
| 2,5 mm 80–100 A | |
| 3,2 mm 100–140 A | |
⚠️ UWAGA: Zacisk masowy 4 oraz uchwyt elektrod 34/elektroda nie powinny nawiązywać bezpośredniego kontaktu.
⚠️ UWAGA: Przy spawaniu z użyciem elektrod prętowych, uchwyt do elektrod 34 oraz zacisk masowy 4 muszą zostać podłączone zgodnie.
■ Maskę spawalniażne należy trzymać przed twarzą i można rozpocząć spawanie.
Aby zakończyć spawanie, należy ustawić główny włącznik w pozycji „O” („OFB”)
⚠️ UWAGA: Przy uruchomieniu czujnika termicznego świeci się komunikat „O.H.” ^37 W tym przypadku nie jest możliwe kontynuowanie spawania. Urządzenie nadal działa, aby wentylator schłodził urządzenie. Gdy urządzenie będzie ponownie gotowe do pracy, komunikat „O.H.” znika. ^37 Ponownie pojawia się funkcja spawania.
⚠️ UWAGA: Nie kropkować elektrodą obrabianego przedmiotu. Może to spowodować jego zapalenie i utrudnienie zapłonu łuku elektrycznego. Po zapaleniu łuku należy starać się zachować odległość do przedmiotu obrabianego, która odpowiada stosowanej średnicy elektrody. Odległość powinna pozostać możliwe stała podczas spawania. Nachylenie elektrody w kierunku roboczym powinno wynosić 20–30 stopni.
⚠️ UWAGA: Zawsze należy używać szczypiec, aby usunąć zużyte elektrody lub poruszać gorącymi przedmiotami obrabianymi. Należy pamiętać, iż po spawaniu uchwyt elektrody musi zawsze być odkładany na podkładkę izolacyjną. Żużel można usunąć ze spoiny dopiero po schłodzeniu. Aby kontynuować spawanie przy przerwanej spoinie:
■ Usunąć najpierw żużel w miejscu kontynuacji.
■ W rowku spawalniczym zapala się łuk elektryczny, doprowadza do punktu kontynuacji, tam prawidłowo się topi, a następnie spoina jest dalej prowadzona.
⚠️ UWAGA: Prace spawalnicze wytwarzają gorąco. W związku z tym urządzenie spawalnicze po użyciu musi pracować przynajmniej pół godziny na biegu jałowym. Alternatywnie można pozostawić urządzenie do ostygnięcia na godzinę. Urządzenie można pakować i przechowywać tylko wtedy, gdy temperatura urządzenia wróci do normy.
⚠️ UWAGA: Napięcie, które jest o 10% niższe od nominalnego napięcia wejściowego zgrzewarki, może mieć następujące konsekwencje:
■ moc urządzenia maleje.
■ łuk elektryczny zostaje zerwany lub staje się niestabilny.

UWAGA:
■ Promieniowanie łuku elektrycznego może spowodować zapalenie oczu i oparzenia skórne.
Pryskający i topiący się żużel może powodować obrażenia oczu i oparzenia.
Zmontować ostone spawalniczą wg opisu z punktu „Montaż ołony spawalniczej”.
Należy stosować wyłącznie przewód spawalniczy dostarczony z urządzeniem. Należy wybrać pomiędzy pochyleniem palnika w kierunku przeciwnym i zgodnym z kierunkiem spawania Poniżej przedstawiono wpływ kierunku ruchu na właściwości spoiny:
| Spawanie z palnikiem pochylonym w stronę przeciwną do kierunku spawania | Spawanie z palnikiem pochylonym w stronę kierunku spawania | |
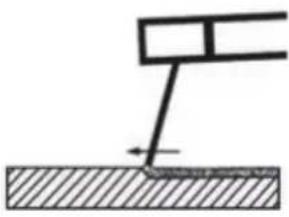 | 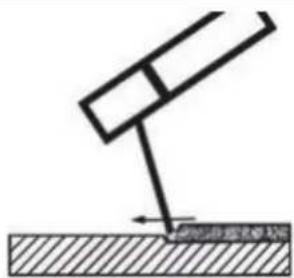 | |
| Wtopienie mniejsze większe | ||
| Szerokość spoiny większa mniejsza | ||
| Ścieg płaski wysoki | ||
| Błąd spoiny większy mniejszy |
WSKAZÓWKA: po wykonaniu próbnego spawania należy samodzielnie zdecydować, który sposób spawania jest bardziej odpowiedni.
WSKAZÓWKA: po całkowitym zużyciu elektrody należy ją wymienić.
Ostona spawalnicza

OSTRZEŻENIE
ZAGROŻENIE DLA ZDROWIA!
Jeśli nie używa się ostony spawalniczej, pochodzące z łuku elektrycznego, szkodliwe dla zdrowia promienie UV i wysoka temperatura mogą uszkodzić oczy. Podczas spawania zawsze należy używać ostony spawalniczej.
- Spawanie metodą TIG/WIG
Przy spawaniu metodą TIG/WIG należy stosować się do wytycznych dotyczących stosowanego palnika WIG. Tryb TIG można wybrać przełącznikiem metody spawania ^35 . Należy ustawić przełącznik w pozycji „TIG”.
- Konserwacja i czyszczenie

WSKAZÓWKA: spawarka musi być regularnie konserwowana i poddawana przeglądom, aby awnić prawidłowe działanie i zgodność z wymogami bezpieczeństwa. Nieprawidłowa i niewła- na eksploatacja mogą doprowadzić do awarii i uszkodzeń urządzenia. Naprawy należy powierzać wykwalifikowanym specjalistom.
■ Wyłączyć zasilanie główne oraz wyłącznik główny urządzenia przed przystąpieniem do prac konserwacyjnych przy urządzeniu spawalniczym.
Należy regularnie czyścić urządzenie spawalnicze i akcesoria za pomocą powietrza, czyściwa lub szczotki.
W przypadku uszkodzenia lub konieczności wymiany elementów urządzenia należy zwrócić się do odpowiedniego specjalisty.
- Wskazówki dotyczące ochrony środowiska i informacje na temat utylizacji



Urządzeń elektrycznych nie wolno wyrzucać wraz z innymi odpadami! Odzyskiwanie surowców zamiast utylizacji odpadów!
Zgodnie z dyrektywą europejską 2012/19/UE używane urządzenia elektryczne muszą być zbierane oddzielnie i doprowadzane do zgodnego z przepisami ochrony środowiska przetwarzania. Symbol przekreślonego kosza na śmieci oznacza, że tego urządzenia pod koniec okresu eksploatacji nie wolno wyrzucać wraz z odpadami domowymi. Urządzenie należy oddać w ustalonych punktach zbiórki, centrach recyklingu lub zakładach gospodarki odpadami.
Oferujemy nieodpłatną utylizację przestanych do nas niesprawnych urządzeń. Dodatkowo dystrybutor urządzeń elektrycznych i elektronicznych oraz dystrybutor produktów spożywczych są zobowiązani do ich odbioru. Lidl zapewnia możliwości odbioru bezpośrednio w filiach i marketach. Zwrot i utylizacja są bezpłatne. Podczas zakupu nowego urządzenia masz prawo bezpłatnie oddać odpowiadające mu stare urządzenie. Dodatkowo masz możliwość, niezależnie od zakupu nowego urządzenie, oddać bezpłatnie stare urządzenie (do 3 sztuk), które nie przekraczają 25 cm w żadnym wymiarze, Przed zwrotem należy usunąć wszystkie dane osobowe.
Prosimy o wyjęcie baterii lub akumulatorów, których nie zawiera stare urządzenie oraz lamp, które można wyjąć bez ich zniszczenia i oddać do selektywnej zbiórki.

Należy przestrzegać oznaczeń na różnych materiałach opakowaniowych i w razie potrzeby oddzielić je od siebie. Materiały opakowaniowe oznaczone są skrótami (a) oraz cyframi (b) o następującym znaczeniu:1–7: tworzywa sztuczne, 20–22: papier i tektura, 80–98: kompozyty.
- Deklaracja zgodności UE
My,
C. M. C. GmbH
Osoba odpowiedzialna za dokument:
Oświadczamy na własną odpowiedzialność, że produkt
Spawarka wielofunkcyjna
IAN: 409153_2207
Nr art.: 2575
Rok produkcji: 2023/18
Model: PMSG 200 A2
spełnia zasadnicze wymagania bezpieczeństwa zawarte w dyrektywach europejskich
Dyrektywa UE w sprawie kompatybilności elektromagnetycznej:
2014/30/UE
Dyrektywa niskonapięciowa:
2014/35/UE
Dyrektywa w sprawie ograniczenia stosowania niektórych niebezpiecznych substancji w sprzęcie elektrycznym i elektronicznym (RoHS):
2011/65/UE + 2015/863/UE
wraz z późniejszymi zmianami.
Wyżej opisany przedmiot deklaracji spełnia wymagania dyrektywy Parlamentu Europejskiego i Rady 2011/65/UE z dnia 8 czerwca 2011 r. w sprawie ograniczenia stosowania niektórych niebezpiecznych substancji w sprzęcie elektrycznym i elektronicznym. W celu dokonania oceny zgodności postłużono się następującymi normami zharmonizowanymi:
EN 60974-6:2016
EN 60974-10:2014/A1:2015
- Dział zapewniania jakości -
- Wskazówki dotyczące gwarancji i serwisu
Gwarancja firmy Creative Marketing & Consulting GmbH
Szanowni Klienci,
na urządzenie to udzielamy gwarancji na okres 3 lat od daty zakupu. W przypadku wad tego produktu przystugują Państwu uprawnienia ustawowe w stosunku do jego sprzedawcy. Nasza gwarancja przedstawiona w dalszej części tekstu nie ogranicza tych uprawnień ustawowych.
- Warunki gwarancji
Okres gwarancji biegnie od daty zakupu. Proszę zachować oryginalny paragon. Stanowi on dowód zakupu.
Jeżeli w ciągu trzech lat od daty zakupu tego produktu wystąpi wada materiału lub produkcyjna, wówczas – według naszego uznania – nieodpłatnie naprawimy lub wymienimy produkt. Warunkiem świadczenia gwarancyjnego jest przedłożenie w okresie trzyletnim niesprawnego urządzenia i dowodu zakupu (paragonu) wraz z krótkim opisem, na czym polega wada bądź usterka i kiedy ona wystąpiła. Jeżeli nasza gwarancja obejmuje daną wadę, otrzymają Państwo naprawiony lub nowy produkt. Naprawa lub wymiana produktu nie rozpoczyna biegu nowego okresu gwarancyjnego.
- Okres gwarancji i ustawowe roszczenia z tytułu braków
Okres gwarancyjny nie jest przedłużany przez rękojmie. Dotyczy to również części zamiennych
i naprawianych. Ewentualnie już przy zakupie należy natychmiast zgłosić po rozpakowaniu istniejące uszkodzenia i braki. Po upływie okresu gwarancji występujące przypadki naprawy objęte są kosztami.
Zakres gwarancji
Urządzenie zostało starannie wyprodukowane zgodnie z surowymi wytycznymi jakościowymi i skrupu- latnie sprawdzone przed dostawą.
Gwarancja obejmuje wady materiału lub produkcyjne. Niniejsza gwarancja nie obejmuje elementów produktów, które ulegają normalnemu zużyciu i które można uznać za części zużywalne ani uszkodzeń delikatnych części, np. włącznika, akumulatora lub części szklanych.
Niniejsza gwarancja wygasa, jeśli produkt zostanie uszkodzony, będzie nieprawidłowo użytkowany lub konserwowany. Prawidłowe użytkowanie produktu oznacza stosowanie się do wszystkich zaleceń zawartych w instrukcji obsługi. Należy bezwzględnie unikać zastosowań i działań, które są odradzane w instrukcji obsługi lub przed którymi ona ostrzega.
Produkt przeznaczony jest wyłącznie do użytku prywatnego, niekomercyjnego. W przypadku niewłaściwego i nieprawidłowego obchodzenia się z urządzeniem, stosowania siły oraz w przypadku ingerencji dokonanych nie przez nasz autoryzowany serwis gwarancja wygasa.
- Przebieg zgłoszenia gwarancyjnego
Dla zapewnienia szybkiego przetworzenia zgłoszenia gwarancyjnego prosimy o zastosowanie się do następujących wskazówek:
Prosimy mieć pod ręką paragon i numer artykułu (np. IAN) jako dowód zakupu.
Numer artykułu podany jest na tabliczce znamionowej, jest wygrawerowany, znajduje się na stronie tytułowej instrukcji (w lewym dolnym rogu) lub na naklejce na tylnej ścianie lub na spodzie urządzenia. Gdyby wystąpiły błędy w działaniu lub inne wady bądź usterki, proszę najpierw skontaktować się telefonicznie lub pocztą elektroniczną z niżej wymienionym działem serwisu. Produkt zarejestrowany jako uszkodzony można następnie przestać na nasz koszt na podany adres serwisu, dotączając dowód zakupu (paragon) oraz podając, na czym polega wada bądź usterka i kiedy ona wystąpiła.

WSKAZÓWKA: Na stronie www.lidl-service.com można pobrać tę i wiele innych dokumentacji,ów produktowych oraz oprogramowanie.

Ten kod QR prowadzi bezpośrednio do strony serwisu Lidl (www.lidl-service.com) i można otworzyć instrukcję obsługi, wprowadzając numer artykułu (IAN) 409153.
- Serwis
Jesteśmy do Państwa dyspozycji:
PL
Nazwa: GTX Service Sp. z o.o. Sp.k.
Strona www: www.gtxservice.pl
Adres e-Mail: bok@gtxservice.com
Numer telefonu: 0048 22 364 53 50
IAN 409153\_2207
Należy pamiętać, że poniższy adres nie jest adresem serwisu. Najpierw należy skontaktować się z punktem serwisowym wymienionym powyżej.
C. M. C. GmbH
Katharina-Loth-Str. 15
DE-66386 St. Ingbert
NIEMCY
Zamawianie części zamiennych:




- SK
- Spawarka wielofunkcyjna PMSG 200 A2
- - Wprowadzenie
- PRZECHOWYWAĆ POZA ZASIĘGIEM DZIECI!
- - Użytkowanie zgodne z przeznaczeniem
- Ryzyko resztkowe
- Zakres dostawy
- - Opis elementów
- • Dane techniczne
- - Wskazówki dotyczące bezpieczeństwa
- Ważne wskazówki:
- UWAGA!
- ZAGROŻENIE SPOWODOWANE PORAŻENIEM PRĄDEM:
- ZAGROŻENIE SPOWODOWANE DYMEM SPAWALNICZYM:
- ZAGROŻENIE SPOWODOWANE ISKRAMI SPAWALNICZYMI:
- ZAGROŻENIE SPOWODOWANE PROMIENIAMI ŁUKU ELEKTRYCZNEGO:
- ZAGROŻENIE SPOWODOWANE POLEM ELEKTROMAGNETYCZNYM:
- - Wskazówki dotyczące bezpieczeństwa stosowania maski spawalniczej
- - Spawanie w ciasnych pomieszczeniach
- - Sumowanie napięć biegu jałowego
- - Odzież ochronna
- OCHRONA PRZECIW PROMIENIOWANIU I OPÄRZENIOM
- - Klasyfikacja urządzeń KEM
- Wskazówka!
- - Przed uruchomieniem
- - Montaż
- - Montaż ostony spawalniczej
- - Spawanie MIG
- - Ustawienie urządzenia do spawania drutem litym z gazem ochronnym
- - Ustawienie urządzenia do spawania drutem rdzeniowym bez gazu ochronnego
- - Zakładanie drutu spawalniczego
- OSTRZEŻENIE
- Ochrona przeciążeniowa
- Wskaźnik prądu nadmiarowego
- Ostona spawalnicza
- OSTRZEŻENIE ZAGROŻENIE DLA ZDROWIA!
- OSTRZEŻENIE RYZYKO POPARZENIA!
- Po podłączeniu spawarki do prądu należy postępować w następujący sposób:
- Ustawianie odpowiednich parametrów prądu i napięcia do spawania aluminium przy użyciu drutu aluminiowego.
- - Tworzenie spoiny spawalniczej
- Spoina punktowa lub spawanie punktowe
- Spoina ciągta lub spawanie ciągte
- Połączenia spawane
- Czołowe połączenia spawane
- Płaskie czołowe potączenia spawane
- Połączenia spawane na narożniku zewnętrznym
- Połączenia spoinami pachwinowymi
- Połączenie spawane w narożniku wewnętrznym
- Połączenie spawane na zakładkę
- - Spawanie MMA
- UWAGA:
- ZAGROŻENIE DLA ZDROWIA!
- - Spawanie metodą TIG/WIG
- - Konserwacja i czyszczenie
- - Wskazówki dotyczące ochrony środowiska i informacje na temat utylizacji
- - Deklaracja zgodności UE
- M. C. GmbH
- Spawarka wielofunkcyjna
- Dyrektywa UE w sprawie kompatybilności elektromagnetycznej:
- Dyrektywa niskonapięciowa:
- Dyrektywa w sprawie ograniczenia stosowania niektórych niebezpiecznych substancji w sprzęcie elektrycznym i elektronicznym (RoHS):
- EN 60974-6:2016
- EN 60974-10:2014/A1:2015
- - Wskazówki dotyczące gwarancji i serwisu
- Gwarancja firmy Creative Marketing & Consulting GmbH
- - Warunki gwarancji
- - Okres gwarancji i ustawowe roszczenia z tytułu braków
- Zakres gwarancji
- - Przebieg zgłoszenia gwarancyjnego
- - Serwis
- Jesteśmy do Państwa dyspozycji:
- PL
- IAN 409153\_2207
- Zamawianie części zamiennych:
Marka : PARKSIDE
Model : PMSG 200 A2
Kategoria : Spawarka